
アルミニウム合金鋳塊およびその製造方法
【課題】鋳塊内の結晶粒を微細化し、かつ結晶粒径の標準偏差を小さくしたアルミニウム合金鋳塊を得る。
【解決手段】Zn:4〜12質量%、Mg:1〜3質量%、Cu:0.5〜3質量%を含むとともに、必要に応じてCr:0.3質量%以下、Zr:0.3質量%以下を含み、残部がAlおよび不可避不純物からなり、不純物としてのTiの含有量が0.01質量%以下に制限された成分組成を有するアルミニウム合金溶湯をDC鋳造する際に、向心磁界のみの態様で電磁攪拌するとともに、前記DC鋳造の急冷鋳型内で電磁的に撹拌されている固液共存状態部の固相率が0.2〜0.6となるように鋳造することにより、鋳塊中心部の結晶粒径の平均値が50μm以下であり、かつ結晶粒径の標準偏差が12μm以下である金属組織を有するアルミニウム合金鋳塊を得る。
【解決手段】Zn:4〜12質量%、Mg:1〜3質量%、Cu:0.5〜3質量%を含むとともに、必要に応じてCr:0.3質量%以下、Zr:0.3質量%以下を含み、残部がAlおよび不可避不純物からなり、不純物としてのTiの含有量が0.01質量%以下に制限された成分組成を有するアルミニウム合金溶湯をDC鋳造する際に、向心磁界のみの態様で電磁攪拌するとともに、前記DC鋳造の急冷鋳型内で電磁的に撹拌されている固液共存状態部の固相率が0.2〜0.6となるように鋳造することにより、鋳塊中心部の結晶粒径の平均値が50μm以下であり、かつ結晶粒径の標準偏差が12μm以下である金属組織を有するアルミニウム合金鋳塊を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、結晶粒が微細であり、なおかつ結晶粒径のバラツキの小さな展伸材用のアルミニウム−亜鉛系合金鋳塊およびその製造方法に関するものである。
【背景技術】
【0002】
公知の特許文献、例えば特許文献1によれば、鋳塊の結晶粒の微細化を図ることは、当該鋳塊の加工により得られる材料の性能を向上させる技術の基本であるとされ、また、特許文献2によれば、用途によっては結晶粒径が微細であるのみならず、均一であることが要求される旨が記載されている。前記文献のみならず、種々の特許文献が鋳塊の結晶粒微細化、結晶粒径均一化に関する技術を紹介している。さらに、例えば特許文献3には、結晶粒径が100μm以上になると伸び、破壊靱性値等が低下することが開示されているが、鋳塊の結晶粒を微細化、結晶粒径を均一化することにより、伸び、破壊靱性値等の向上を図ることができ、圧延、押出、鍛造などの塑性加工性を改善する効果が期待できる。
【0003】
すなわち、前記特許文献1では、具体的に、鋳型外側上部に重力方向の直流電磁力を作用させるコイル、該直流電磁力を作用させるコイルの下部に向心方向の低周波の交流電磁力を作用させるコイルを設け、これら両者の相互作用により、半連続鋳造の鋳型内の溶湯に対して電磁的な振動力を発生させており、固相率が0.55を超えた固液共存状態の溶湯への前記電磁的な振動は突き固め力として作用させ、結晶粒径の微細化を図っている。
【0004】
また、特許文献4や特許文献5では、鋳型外側に向心方向の低周波の交流電磁力を作用させるコイルを設け、アルミニウム合金溶湯を向心磁界の態様の低周波電磁場で電磁攪拌しながら半連続鋳造し、結晶粒を微細化している。すなわち、向心磁界の態様での電磁攪拌により、前記特許文献4は、結晶核を連続鋳造の鋳型内を流動させて結晶の成長速度を抑制させる技術を、他方、前記特許文献5は、連続鋳造の鋳型内の熱い溶湯を樹枝状結晶に接触させ、該樹枝状結晶の表面を再溶解させて球形の小塊に転化する技術を、それぞれ開示している。
【0005】
さらに、特許文献6や前記特許文献2では、鋳型外側に回転方向の低周波の交流電磁力を作用させるコイルを設け、アルミニウム合金溶湯を回転磁界の態様の低周波電磁場で電磁攪拌しながら半連続鋳造し、結晶粒を微細化している。すなわち、回転磁界の態様での電磁攪拌により、前記特許文献6は、流動する溶湯で樹枝状結晶の樹枝部分を分断する技術を、他方、前記特許文献2は、凝固ゆらぎを効率的に発生させてのセル状結晶の微細化の技術を、それぞれ開示している。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】中華人民共和国特許出願公開CN1425519A号公報
【特許文献2】特開平7‐51820号公報
【特許文献3】特開昭56‐87647号公報
【特許文献4】中華人民共和国特許出願公開CN1425520A号公報
【特許文献5】特開平7‐68345号公報
【特許文献6】特開昭56‐136262号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
前記特許文献1および4の発明は、いずれも結晶粒径のバラツキが大きく、均質性が不十分である。特許文献5の段落[0010]に記載されているように、電磁攪拌の態様が回転磁界の場合には機械的な電磁攪拌力により樹枝状結晶の樹枝の分断ができるのに対し、電磁攪拌の態様が向心磁界の場合には樹枝状結晶の樹枝の分断が熱的になされることに起因していると思われる。
【0008】
また、前記特許文献2および6の発明も、いずれも結晶粒径のバラツキが大きく、均一性が不十分である。電磁攪拌の態様が回転磁界の場合には、鋳塊中心部と外周部の間での対流が少ないことに起因していると思われる。
他方、前記特許文献5の発明は、結晶粒の微細化が十分ではない。特許文献2の段落[0011]に記載されているように、電磁攪拌の態様を向心磁界とする場合には、回転磁界とする場合に比較してアルミニウム合金溶湯の流動が劣ることに起因していると思われる。
【0009】
このため、これらの発明により得られた鋳塊を圧延、押出、または鍛造加工用素材として利用する場合、圧延、押出、または鍛造の条件によっては、鋳塊の伸びまたは破壊靱性値が低く、圧延、押出、鍛造などの塑性加工性が悪いことに起因する不具合が発生することがある。そのような不具合のひとつに、例えば押出加工におけるテアリングの発生がある。1m/minを超える速度での押出加工において、従来の鋳塊では1mm以上のテアリングが発生し、押出加工の生産効率に限界があった。
【0010】
本発明は、このような問題を解消すべく案出されたものであり、鋳塊内の結晶粒を微細化し、かつ結晶粒径の標準偏差を小さくしたアルミニウム合金鋳塊およびその製造方法を提供することであり、具体的には鋳塊中心部の結晶粒径の平均値を50μm以下、かつ結晶粒径の標準偏差を12μm以下としたアルミニウム合金鋳塊およびその製造方法を提供することを目的とする。
そのような鋳塊は、伸びおよび破壊靱性値が高いので、例えば前記のような押出加工におけるテアリングのような、塑性加工性が悪いことに起因する不具合が発生しにくく、生産効率の向上を図ることができる。
【課題を解決するための手段】
【0011】
本発明のアルミニウム合金鋳塊は、その目的を達成するため、断面形状が、直径150〜600mmの円形、短径150〜600mmの長円形もしくは楕円形、一辺の長さが150〜600mmの正方形、または短辺の長さが150〜600mmの長方形の鋳塊であって、Zn:4〜12質量%、Mg:1〜3質量%、Cu:0.5〜3質量%を含むとともに、必要に応じてCr:0.3質量%以下、Zr:0.3質量%以下を含み、残部がAlおよび不可避不純物からなり、不純物としてのTiの含有量が0.01質量%以下に制限された成分組成と、鋳塊中心部の結晶粒径の平均値が50μm以下であり、かつ結晶粒径の標準偏差が12μm以下である金属組織を有することを特徴とする。
【0012】
本発明のアルミニウム合金鋳塊は、上記の成分組成を有するアルミニウム合金溶湯をDC鋳造する際に、向心磁界のみの態様で電磁攪拌するとともに、前記DC鋳造の急冷鋳型内で電磁的に撹拌されている固液共存状態部の固相率が0.2〜0.6となるように鋳造することにより製造される。
前記電磁攪拌は、周波数:28exp(‐0.002d)〜40exp(‐0.002d)Hz、および起磁力:10000〜30000Atなる条件で行うことが好ましい。
ここでd(単位mm)は、アルミニウム合金鋳塊の直径(円形断面の場合)、短径(長円形もしくは楕円形断面の場合)、一辺の長さ(正方形断面の場合)、または短辺の長さ(長方形断面の場合)である。
【0013】
なお、本発明に係るアルミニウム合金はJIS H4000、JIS H4040、JIS H4080、あるいはAA規格に7XXX系として規定されるAl-Zn-Mg-Cu系のものであり、例えば前記の規格に7075合金などとして登録、規格化されるものであるが、必ずしも特定の登録合金に限定されるものではない。Al-Zn-Mg-Cu系の合金は、アルミニウム合金のなかでも最も高い強度をもつものとして公知である。本発明において、アルミニウム合金は、そのようなAl-Zn-Mg-Cu系の合金を示すものとする。
【発明の効果】
【0014】
本発明のアルミニウム合金鋳塊は、結晶粒が微細であり、かつ結晶粒径の標準偏差が小さい。このため、当該鋳塊に圧延、押出、鍛造などの塑性加工を施すことにより得られる材料の性能は高く、展伸材としての好適な使用が期待できる。また、本発明のアルミニウム合金鋳塊の製造方法によれば、結晶粒が微細であり、かつ結晶粒径の標準偏差が小さいアルミニウム合金鋳塊が容易に得られる。
本発明により得られる鋳塊は、伸びおよび破壊靱性値が高いので、例えば速度2m/minで押出加工でも1mm以上のテアリングが発生しない。そのため、本発明により得られる鋳塊は、従来のものよりも加工の効率を向上させることができる。しかしながら、本発明より得られる鋳塊は、押出加工用に限られるものではなく、圧延、鍛造加工用素材など、塑性加工される素材として広汎に、好適に利用できるものである。
【図面の簡単な説明】
【0015】
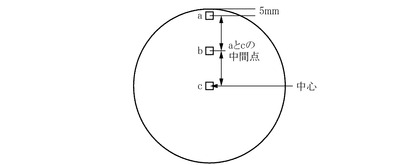
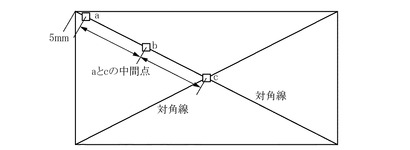
【図1】結晶粒径の標準偏差の測定のための標本採取位置を説明する図(鋳塊断面形状が円形の場合)
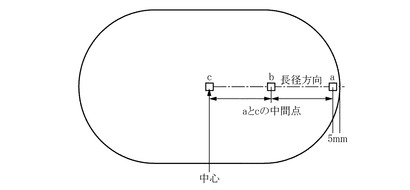
【図2】結晶粒径の標準偏差の測定のための標本採取位置を説明する図(鋳塊断面形状が長円形の場合)
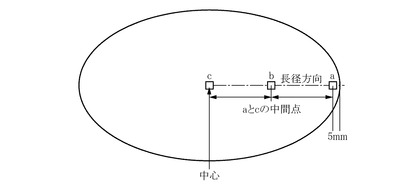
【図3】結晶粒径の標準偏差の測定のための標本採取位置を説明する図(鋳塊断面形状が楕円形の場合)
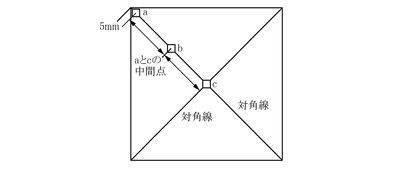
【図4】結晶粒径の標準偏差の測定のための標本採取位置を説明する図(鋳塊断面形状が正方形の場合)
【図5】結晶粒径の標準偏差の測定のための標本採取位置を説明する図(鋳塊断面形状が長方形の場合)
【図6】鋳塊の大きさと周波数の関係を示す図
【図7】試験No.1(本発明例)と試験No.2(比較例)の結晶粒組織を示す顕微鏡写真
【発明を実施するための形態】
【0016】
本発明者らは、アルミニウム鋳塊の結晶粒を微細化し、かつ結晶粒径の標準偏差を小さくする手段について鋭意検討を重ねてきた。その過程で、Zn、Mg、Cuを含有するアルミニウム合金で、電磁攪拌の態様が向心磁界であっても、機械的な電磁攪拌力により樹枝状結晶の樹枝を分断することにより、鋳塊内の結晶粒を微細化し、かつ結晶粒径の標準偏差を小さくしたアルミニウム合金鋳塊およびその製造方法を得ることに想到した。
【0017】
すなわち、本発明者らによる鋭意研究の結果、向心磁界の態様の電磁攪拌でありながら、Zn:4〜12質量%、Mg:1〜3質量%、Cu:0.5〜3質量%を含有する、特定の成分組成のアルミニウム合金では、DC鋳造に際しての電磁攪拌の条件を調整することにより、機械的な電磁攪拌力で樹枝状結晶の樹枝を適切に分断できることを発見、そのようにして鋳造されたアルミニウム合金鋳塊では、鋳塊内の結晶粒が微細化し、かつ結晶粒径の標準偏差を小さくなることを究明し、本発明を完成させた。
【0018】
以下に本発明を詳細に説明する。
はじめに、本発明に係るAl‐Zn‐Mg‐Cu系の合金の凝固過程を説明する。
本発明に係るAl‐Zn‐Mg‐Cu系の合金は、DC鋳造される。DC鋳造においては、溶湯は鋳塊外周部から凝固を開始し、鋳塊中心部が最終凝固部となる。本発明に係る合金では、凝固に際し、最初に凝固した結晶部分からZn、MgおよびCuを溶湯内へ拡散させながら結晶が成長するため、成長中の該結晶の周囲は、Zn、MgおよびCu含有量が他の結晶の成長にあずからない部分と比較して高濃度となり、該高濃度箇所は凝固開始温度が低くなるとともに結晶の成長速度も遅くなる。
【0019】
一方、凝固の冷却過程において、前記他の結晶の成長にあずからない部分は前記周囲がZn、MgおよびCuの濃度の高い結晶部分と比較して結晶の成長が促され易く、前記と同様にZn、MgおよびCuを溶湯内へ拡散させながら結晶が成長し、前記と同様にZn、MgおよびCuの濃度の影響を受けて成長速度が遅くなる。このような結晶成長の繰り返しを起こして結晶は樹枝状に成長し、凝固を終了する。
【0020】
本発明は、前記樹枝状結晶の樹枝部を結晶核として有効に利用しようとするものであり、電磁攪拌力により樹枝部を適切なサイズに分断し、この分断された樹枝部を結晶核として溶湯内に多数、均一に分散させて、前記溶湯を固液共存状態にするとともに、当該固液共存状態の溶湯を攪拌することにより、該溶湯の温度を前記結晶核の凝固開始点直下に保持し、そうすることによって前記結晶核の凝固が急速に完了するようにして、鋳塊の結晶粒の微細化を図るとともに、特定の結晶核のみが成長しないようにして、結晶粒径の標準偏差を小さくするものである。
【0021】
次に、合金の成分組成について説明する。
Zn:4〜12質量%、Mg:1〜3質量%、Cu:0.5〜3質量%
本発明に係る合金では、凝固に際して、最初に凝固した結晶部分から、主な合金成分であるZn、MgおよびCuを溶湯内へ拡散させながら成長する樹枝状結晶の樹枝部を結晶核として有効に利用しようとするものであり、電磁攪拌力により樹枝部を適切なサイズに分断するとともに分断された該樹枝部を溶湯内に多数、均一に分散させ、鋳塊の結晶粒の微細化を図るとともに、結晶粒径の標準偏差を小さくするものである。
【0022】
そのため、本発明に係る合金は、4〜12質量%のZn、1〜3質量%のMg、0.5〜3質量%のCuを含有する必要がある。Zn、MgおよびCuの含有量が、それぞれの下限値を下回ると結晶の成長速度が遅く、電磁攪拌力による樹枝部の分断が不十分となるため、鋳塊中心部の結晶粒径の平均値を50μm以下、かつ結晶粒径の標準偏差を12μm以下にできない。また、Zn、MgおよびCuの含有量が、それぞれの上限値を超えると、結晶の成長速度が、Zn、Mg、Cuの溶湯内への拡散速度を超え、結晶の成長が樹枝状でなくなるため、鋳塊中心部の結晶粒径の平均値を50μm以下、かつ結晶粒径の標準偏差を12μm以下にできない。
【0023】
Cr:0.3質量%以下、Zr:0.3質量%以下
CrおよびZrは、本発明に係る合金の凝固過程において、樹枝状結晶の成長にほとんど影響を及ぼさない。Al‐Zn‐Mg‐Cu系合金にあって、0.3質量%以下のCrの含有は、耐食性、なかんずく耐SCC性を向上させる効果がある。それゆえ、本発明に係る合金は、耐食性、なかんずく耐SCC性を向上させることを目的として0.3質量%以下のCrを含有することができる。0.3質量%以下のZrの含有は、鋳塊に圧延、押出、鍛造などの塑性加工を施した後の熱処理時に再結晶の粗大化を抑制する効果がある。それゆえ、本発明に係る合金は、圧延、押出、鍛造などの塑性加工を施した後の熱処理時に再結晶の粗大化を抑制することを目的として0.3質量%以下のZrを含有することができる。
【0024】
他の元素
Tiは、従来、Al‐Ti合金、Al‐Ti‐B合金、あるいはAl‐Ti‐C合金などの形態で、アルミニウム合金の結晶粒微細化剤の成分として、羽毛状晶や粗大晶の発生を防ぎ、鋳造時の割れ、あるいは圧延中の板割れの防止を目的として添加されている。これはアルミニウム合金の鋳造に際し、TiとB、Cなどとの化合物であるTiB2、TiCなどの粒子がアルミニウムの凝固に先立って溶湯中に晶出し、それがアルミニウムの凝固における結晶核として作用するためである。
【0025】
前記のようなアルミニウム合金の結晶粒微細化剤は、Tiの含有量として0.01質量%を超えると微細化の効果が顕在化する。ところが、本発明者らの研究によれば、本発明においてはTiを含有すると電磁攪拌の効果が低下することが突きとめられた。その理由の詳細は不明であるが、Tiの含有量が0.01質量%を超えるとTiB2、TiCなどの粒子がアルミニウムの凝固に先立って溶湯中に晶出し、前記のような樹枝状結晶が成長する前に結晶化してしまうためと考えられる。また、前記TiB2化合物は粗大化すると成形性を阻害する要因となる。そこで本発明においては、合金の溶製にあたって地金、スクラップ、添加合金等の溶解原料を種々選択し、不純物としてのTi含有量を0.01質量%以下とする。
【0026】
FeおよびSiは、いずれも不可避不純物としてアルミニウム地金中に含まれる元素であるが、それぞれ0.3質量%以下とすれば、本発明に係る合金の凝固過程において、樹枝状結晶の成長にほとんど影響を及ぼさないので、その範囲内とすることが好ましい。FeおよびSiはアルミニウム地金中の主な不純物であり、これらの不純物含有量の少ないアルミニウム地金の使用はコストアップにつながる。
その他の元素が不可避不純物としてアルミニウム地金中に含まれることがあるが、それぞれ0.15質量%、合計で0.30質量%までであれば本発明の効果を妨げることはないため、その範囲内の含有が許容される。
不可避不純物としてアルミニウム地金中に含まれる元素のうち、Mnは鋳塊に圧延、押出、鍛造などの塑性加工を施した後の熱処理時に再結晶の粗大化を抑制する効果がある。
【0027】
続いて、本発明のもう一つの特徴である金属組織について説明する。
結晶粒径:鋳塊中心部の平均:50μm以下、標準偏差:12μm以下
本発明に係るアルミニウム合金鋳塊の特徴は、鋳塊中心部の結晶粒の平均値が50μm以下であり、かつ結晶粒径の標準偏差が12μm以下であることである。
結晶粒が細かくなると、強度と伸びの両方が向上する。また、標準偏差が小さいということは、結晶粒径が均一化することである。すなわち、結晶粒径の平均と標準偏差の両方が小さくなると、強度と伸びの両方に優れ、さらに前記優れた強度と伸びの両方が、均一化する。このために、結晶粒径に関し、上記の通りに制限した。
【0028】
なお、前記鋳塊中心部の結晶粒径は、図1;鋳塊断面形状が円形の場合、図2;鋳塊断面形状が長円形の場合、図3;鋳塊断面形状が楕円形の場合、図4;鋳塊断面形状が正方形の場合、または図5;鋳塊断面形状が長方形の場合のそれぞれについて、図中に「c」として示す、円形、長円形、もしくは楕円形のアルミニウム合金鋳塊断面の中心、または正方形、もしくは長方形のアルミニウム合金鋳塊断面の対角線の交点を中心とする1mm×1mmの範囲を標本採取位置として測定した。
前記範囲の結晶粒をSEM‐EBSDにて解析、15°未満の小傾角の境界を結晶粒内の亜結晶粒界とみなす一方、15°以上の傾角の境界で囲まれる領域をひとつの結晶粒として該結晶粒の円相当径により測定し、その平均値を算出した。
【0029】
また、前記結晶粒径の標準偏差は、図1;鋳塊断面形状が円形の場合、図2;鋳塊断面形状が長円形の場合、図3;鋳塊断面形状が楕円形の場合、図4;鋳塊断面形状が正方形の場合、または図5;鋳塊断面形状が長方形の場合のそれぞれについて、図中に「c」として示す、前記円形、長円形、もしくは楕円形のアルミニウム合金鋳塊断面の中心、または正方形、もしくは長方形のアルミニウム合金鋳塊断面の対角線の交点を中心とする1mm×1mmの範囲、同図に「a」として示す鋳塊表層から5mmの位置を中心とする1mm×1mmの範囲、「b」として示す前記「a」と前記「c」の中間点を中心とする1mm×1mmの範囲を標本採取位置として測定した。
前記範囲内の結晶粒をSEM‐EBSDにて解析、15°未満の小傾角の境界を結晶粒内の亜結晶粒界とみなす一方、15°以上の傾角の境界で囲まれる領域をひとつの結晶粒とし、その結晶粒の円相当径により測定され、その標準偏差を算出した。
【0030】
次に、製造方法について順に説明する。
鋳造方法
本発明では、前記成分組成のアルミニウム合金溶湯を電磁攪拌しながらDC鋳造する。DC鋳造とは、内壁面を水冷した急冷鋳型内に樋で導いた溶湯を注ぎ、この溶湯を急冷鋳型の内壁面で冷却凝固させるとともに、凝固直後の鋳塊を下方または側方へ順次引き出し、さらに当該鋳塊に冷却水を噴射して急冷するという鋳造法であり、アルミニウム合金の鋳造法としては生産性に優れたものとして公知のものである。
また、前記の急冷鋳型の上部に断熱湯溜部を設け、この断熱湯溜部に溶湯を樋で導いて鋳造する、ホットトップDC鋳造もアルミニウム合金の鋳造法として公知のものであるが、このような鋳造法もDC鋳造の範疇であり、本発明の実施にあたっては好適に使用できる。
【0031】
DC鋳造においては、前記のように溶湯は鋳塊外周部から凝固を開始する。従来法では、凝固開始位置となる鋳塊外周部は冷却が速いため、結晶粒径は細かくなるが、最終凝固部となる鋳塊中心部の冷却は遅いため、鋳塊中心部の結晶粒が粗大化し、結晶粒径が不均一になる傾向があった。本発明は、アルミニウム合金の成分組成を特定するとともに、後記するように、DC鋳造に際しての電磁攪拌の条件を調整することによって、機械的な電磁攪拌力で樹枝状結晶の樹枝を適切に分断するものであり、鋳塊中心部の結晶粒を有効に微細化でき、したがって結晶粒径が均一化する。
【0032】
本発明に係るアルミニウム合金鋳塊の断面形状は円形、長円形、楕円形、正方形、または長方形である。
円形の断面形状のアルミニウム合金鋳塊は、押出形材原料として、自動車バンパーの梁、機械部品などの用途がある。長円形、楕円形、正方形の断面形状のアルミニウム合金鋳塊は、鍛造材原料として、機械部品などの用途がある。長方形の断面形状のアルミニウム合金鋳塊は、圧延板材原料として、航空機部品などの用途がある。アルミニウム合金鋳塊の形状と大きさは、前記急冷鋳型の形状と大きさにより定まる。
【0033】
鋳塊断面形状が円形の場合は、直径150〜600mm、鋳塊断面形状が長円形もしくは楕円形の場合は、短径150〜600mm、鋳塊断面形状が正方形の場合は、一辺の長さ150〜600mm、鋳塊断面形状が長方形の場合は、短辺の長さ150〜600mmとする。直径、短径、一辺の長さまたは短辺の長さが150mmを下回ると、従来の方法と有意の差が得られない。直径、短径、一辺の長さまたは短辺の長さが600mmを超えると、表面効果のため、電磁攪拌力が鋳塊中心部まで届かず、鋳塊中心部の結晶粒径の平均値が50μm以下にならない。好ましくは、直径、短径、一辺の長さまたは短辺の長さが200〜400mmである。本発明は直径、短径、一辺の長さまたは短辺の長さが200〜400mmの範囲において効果が最大となる。
【0034】
電磁攪拌条件
アルミニウム合金溶湯は凝固する際、凝固しやすい位置、すなわち結晶核を中心に結晶が成長する。従来は前述のように、Tiを含有する結晶粒微細化剤を添加、含有させて結晶核としていた。したがって、その結晶核が多ければ鋳塊の結晶粒は小さくなる。本発明では、このTiを含有する結晶粒微細化剤を使用することなく、従来よりも結晶粒を微細化でき、鋳造割れの防止ができる。
【0035】
ところで、DC鋳造は前記のように急冷鋳型を用いるものであるが、結晶粒微細化剤を添加しない場合には、鋳型内壁面から凝固が開始する。凝固により生成した結晶は、凝固開始点を根元として樹枝状に成長するが、この樹枝状結晶の樹枝部を分断、溶湯内に分散できれば、この分断された樹枝部を、前記Tiを含有する結晶粒微細化剤の結晶核の代用とすることができ、しかも前記樹枝部の分断箇所が多ければ鋳塊の結晶粒は微細化する。
【0036】
電磁攪拌の態様として、回転磁界と向心磁界の2種類がある。回転磁界の態様においては、溶湯は鋳型の中心を回転軸として鋳型内を回転流動する。一方、向心磁界の態様においては、電磁攪拌される溶湯は攪拌コイルの上辺付近では鋳型中心部から外周部へ、続いて外周部を固液界面に沿って攪拌コイルの下辺方向へ、さらに鋳型中心部で攪拌コイルの上辺へ向かうように流動する。
本発明者らの研究によれば、電磁攪拌の態様が回転磁界の場合には、鋳塊中心部と外周部の間での対流が少ないため、鋳塊中心部の結晶粒の微細化効果および均一化効果が低く、鋳塊中心部の結晶粒径の平均値を50μm以下、かつ結晶粒径の標準偏差を12μm以下にできない。
【0037】
そこで、本発明では、向心磁界の態様で電磁攪拌するとともに、それに伴う、機械的な電磁攪拌力のみにより、鋳型内壁面に結晶成長した樹枝状結晶の樹枝部を微細に分断し、分断された樹枝部を溶湯内に分散させて結晶核とするものである。これにより、従来よりも微細な結晶粒の鋳塊を得るものである。すなわち、前記Tiを含有する結晶粒微細化剤では鋳塊中心部の結晶粒径の平均値を50μm以下にすることはできなかったが、本発明の樹枝状結晶の樹枝部を分断する方法では鋳塊中心部の結晶粒径の平均値を50μm以下にすることができる。
【0038】
円形の断面形状のアルミニウム合金鋳塊の場合は、直径150〜600mm、長円形もしくは楕円形の断面形状のアルミニウム合金鋳塊の場合は、短径150〜600mm、正方形の断面形状のアルミニウム合金鋳塊の場合は、一辺の長さ150〜600mm、長方形の断面形状のアルミニウム合金鋳塊の場合は、短辺の長さ150〜600mmとする。好ましくは、直径、短径、一辺の長さまたは短辺の長さが200〜400mmである。この範囲において、電磁撹拌力の好ましい値は、アルミニウム合金鋳塊断面の形状および大きさに依存して変化するが、起磁力は10000〜30000Atの範囲から選択できる。
【0039】
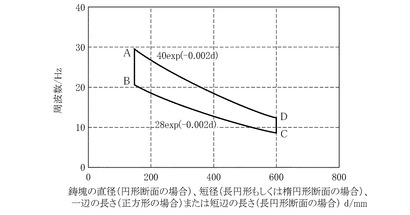
周波数は、円形の鋳塊断面の直径、長円形もしくは楕円形の鋳塊断面の短径、正方形の鋳塊断面の一辺の長さ、または長方形の鋳塊断面の短辺の長さをd(mm)として、28exp(‐0.002d)〜40exp(‐0.002d)Hzの範囲が好ましい。すなわち、例えば鋳塊が、直径250mmの円形断面の場合は、好ましい周波数の範囲は16〜24Hzであり、例えば鋳塊が、短径180mmの長円形断面の場合は、好ましい周波数は19〜28Hz、例えば鋳塊が、短径200mmの楕円形断面の場合は、好ましい周波数は18〜27Hz、例えば鋳塊が、一辺の長さ370mmの正方形断面の場合は、好ましい周波数は13〜19Hz、また例えば鋳塊が、短辺の長さ400mmの長方形断面の場合は、好ましい周波数の範囲は12〜18Hzである。
【0040】
鋳塊の大きさと周波数の関係を図6に示す。図6において、横軸は前記dを、縦軸は周波数を、それぞれ示す。図6の点Aはd=150mm、周波数40exp(‐0.002d)=30Hzを、点Bはd=150mm、周波数28exp(‐0.002d)=21Hzを、点Cはd=600mm、周波数28exp(‐0.002d)=8Hzを、点Dはd=600mm、周波数40exp(‐0.002d)=12Hzを、それぞれ示すが、このABCDに囲まれた領域が鋳塊の大きさと周波数の関係における好ましい範囲である。
【0041】
このような値への電磁攪拌条件の調整により、前記DC鋳造の急冷鋳型内で電磁攪拌されている固液共存状態部の固相率を0.2〜0.6とすることができる。そうすることによって、従来法では結晶粒が粗大化して、強度と伸びが低かった鋳塊中心部の結晶粒径の平均値を50μm以下とし、かつ結晶粒径の標準偏差を12μm以下とした、強度が均一で、コストの増加の抑制、および軽量化の要求を満足できる、アルミニウム合金鋳塊を得ることができる。
【0042】
起磁力または周波数が、前記の鋳塊の直径または短辺の長さに依存して変化する好ましい値を下回る場合は電磁攪拌力が弱く、溶湯中に発生する樹枝状結晶の樹枝部を分断する効果が得られない。そのため、前記DC鋳造の急冷鋳型内で電磁攪拌されている固液共存状態部の固相率が0.2を下回り、電磁攪拌の効果が低くなって、結果的にアルミニウム合金鋳塊中心部の結晶粒径の平均が50μm以下にならない。
起磁力が前記の鋳塊の直径または短辺の長さに依存して変化する好ましい値を超えると電磁攪拌力が強すぎ、樹枝状結晶が根元で折れることがあり、結晶核の数の増加が少なくなるほか、大小の結晶の混在組織となるため、結晶粒径の標準偏差が12μm以下とならない。また、前記DC鋳造の急冷鋳型内で電磁攪拌されている固液共存状態部の固相率が0.6を上回り、固相率が高くなりすぎて、電磁攪拌の効果が低下し、結果的にアルミニウム合金鋳塊中心部の結晶粒径の平均が50μm以下にならない。
【0043】
周波数が前記の鋳塊の直径によって異なる好ましい値を超えると、表皮効果により電磁力が溶湯の鋳型と接触する部分に集中するため、攪拌力が鋳塊中心部まで届かず、前記DC鋳造の急冷鋳型内で電磁攪拌されている固液共存状態部の鋳塊中心部の固相率が0.2を下回って、当該部の結晶粒径の平均値が50μm以下にならない。また、電磁力が集中する鋳型と接触する部分との差が大きくなるため、結果的にアルミニウム合金鋳塊の結晶粒径の標準偏差が12μm以下にならない。
【0044】
樹枝状結晶の樹枝部を分断、溶湯内に分散する方法として、電磁攪拌による方法のほかに攪拌棒による機械攪拌法、超音波振動ヘッドによる超音波振動攪拌法などがある。しかしながら、これらの方法は、攪拌棒、超音波振動ヘッドなどを高温の溶湯に浸漬して攪拌力を伝達する方法であるため、攪拌棒が溶湯により浸食される一方、該攪拌棒の浸食減耗により溶湯が汚染されるという欠点がある。これに対し、本発明の電磁攪拌では、攪拌力を溶湯と非接触に伝達できるため、前記のような欠点がなく、好適に攪拌力を溶湯に伝達できる。
【実施例】
【0045】
実施例1;
本発明の代表例と、従来技術を比較して示す。
表1に示す成分組成のうち、本発明の代表例としてA、従来技術の例としてHのアルミニウム合金溶湯を溶製し、本発明の代表例は表2の条件で電磁攪拌を施しながら、従来技術の例は電磁攪拌せずに、いずれも50mm/分なる速度でのDC鋳造により、直径325mmの円形断面の鋳塊を得た。得られた鋳塊に関する、鋳塊中心部の結晶粒径の平均値と結晶粒径の標準偏差の測定結果を表2に示す。
【0046】

【0047】
【0048】
【0049】
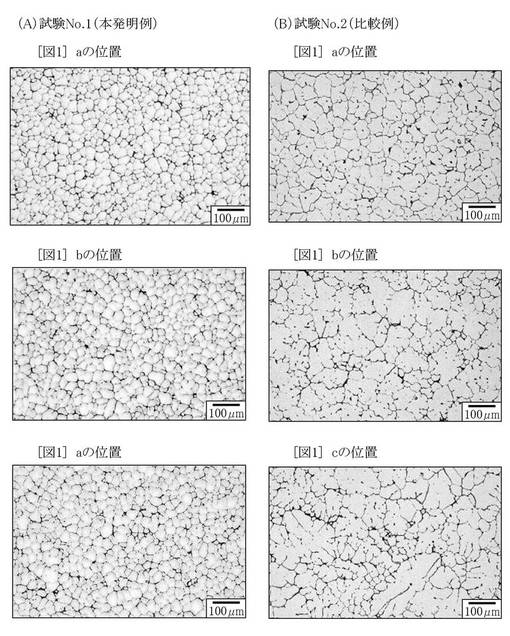
試験No.1は、本発明の代表例である。鋳塊中心部の結晶粒径の平均値は42μm、結晶粒径の標準偏差は8μmであり、結晶粒径の平均値および標準偏差が小さくなっている。
これに対して、試験No.2は、従来技術の例を示すもので、Al‐Ti系の結晶粒微細化剤を含有するものの、電磁攪拌しない場合の比較例である。鋳塊中心部の結晶粒径は250μm、結晶粒径の標準偏差は20μmであり、結晶粒径の平均値、標準偏差ともに大きくなっている。
試験No.1の本発明の代表例材と試験No.2の従来技術の比較例材の結晶粒組織を図7に示す。図7の「a」、「b」、「c」は、図1に示す標本採取位置に対応している。図7によれば、試験No.1の本発明例材では結晶粒径が均一であるとともに、結晶粒が微細化していることがわかる。他方、試験No.2の比較例材では、粗大結晶が鋳塊中心部に存在しており、結晶粒径が不均一であることがわかる。
【0050】
実施例2;
アルミニウム合金の成分組成を変化させる一方、鋳造条件および電磁攪拌条件を本発明の範囲内とした例を示す。
表1に示す成分組成のアルミニウム合金溶湯を溶製し、表4の条件で電磁攪拌を施しながら、50mm/分なる速度でのDC鋳造により、直径325mmの円形断面の鋳塊を得た。得られた鋳塊に関する、鋳塊中心部の結晶粒径の平均値と結晶粒径の標準偏差の測定結果を表4に示す。
【0051】
【0052】
【0053】
試験No.3〜6は、試験No.1に対し、Znを変化させた例である。これらのうち、試験No.3〜4は、本発明の範囲内である。鋳塊中心部の結晶粒径の平均値は41〜48μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値および標準偏差が小さくなっている。
一方、試験No.5は、Znが少なく、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は80μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値が大きくなっている。また、試験No.6は、Znが多く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は65μm、結晶粒径の標準偏差は13μmであり、結晶粒径の平均値、標準偏差ともに大きくなっている。
【0054】
試験No.7〜8は、試験No.1に対し、Mgを変化させた例である。試験No.7は、Mgが含有されず、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は70μm、結晶粒径の標準偏差は15μmであり、結晶粒径の平均値、標準偏差ともに大きくなっている。試験No.8は、逆にMgが多く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は60μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値が大きくなっている。
【0055】
試験No.9〜11は、試験No.1に対し、Cuを変化させた例である。これらのうち、試験No.9は、本発明の範囲内である。鋳塊中心部の結晶粒径の平均値は44μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値および標準偏差は小さい。一方、試験No.10は、Cuが少なく、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は75μm、結晶粒径の標準偏差は12μmであり、結晶粒径の平均値が大きくなっている。試験No.11は、逆にCuが多く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は65μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値が大きくなっている。
試験No.12は、試験No.1に対し、Al‐Ti系の結晶粒微細化剤を含有する場合の比較例である。鋳塊中心部の結晶粒径の平均値は85μm、結晶粒径の標準偏差は10μmであり、Al‐Ti系の結晶粒微細化剤を含有すると、電磁攪拌しても結晶粒径の平均値が小さくならない。
【0056】
実施例3;
アルミニウム合金の成分組成を、本発明の範囲内とし、鋳造条件および電磁攪拌条件を変化させた例を示す。
表1に示す成分組成Aのアルミニウム合金溶湯を溶製し、表6に示す条件で電磁攪拌を施しながら、50mm/分なる速度でのDC鋳造により鋳塊を得た。得られた鋳塊に関する、鋳塊中心部の結晶粒径の平均値と結晶粒径の標準偏差の測定結果も表7に示す。
【0057】
【0058】
【0059】
試験No.13は、鋳造時に電磁攪拌せず、製造条件が本発明の範囲外となる比較例である。鋳塊中心部に粗大結晶が発生したため、所定の測定方法では結晶粒径は得られなかった。なお、表7中には、( )内表示や“−”表示を行っているが、試験No.13では粗大結晶の発生により所定の測定方法では測定できず、マクロ観察による結晶粒径測定結果(2300μm)を参考値として( )内に表示し、粗大結晶の発生により結晶粒径の統計処理ができず、標準偏差は得られなかったことを“−”で表示したものである。
【0060】
試験No.14〜17は、試験No.1に対し、電磁攪拌の周波数を変化させた例である。これらのうち、試験No.14〜15が本発明の範囲内である。鋳塊中心部の結晶粒径の平均値は41〜46μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値および標準偏差が小さくなっている。これに対して、試験No.16は、電磁攪拌の周波数が低く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は80μm、結晶粒径の標準偏差は15μmであり、結晶粒径の平均値、標準偏差ともに大きくなっている。試験No.17は、電磁攪拌の周波数が高く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は70μm、結晶粒径の標準偏差は15μmであり、結晶粒径の平均値が大きくなっている。
【0061】
試験No.18〜19は、試験No.1に対し、電磁攪拌の起磁力を変化させた例である。試験No.18は、電磁攪拌の起磁力が低く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は85μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値が大きくなっている。試験No.19は、電磁攪拌の起磁力が高く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は80μm、結晶粒径の標準偏差は13μmであり、結晶粒径の平均値が大きくなっている。
【0062】
また、試験No.20〜22は、試験No.1に対し、円形の断面形状のアルミニウム合金鋳塊の直径を変化させた例である。これらのうち、試験No.20〜21が本発明の範囲内である。鋳塊中心部の結晶粒径の平均値は44〜48μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値および標準偏差が小さくなっている。試験No.22は、鋳塊の直径が大きく、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は70μm、結晶粒径の標準偏差は13μmであり、結晶粒径の平均値、標準偏差ともに大きくなっている。
【0063】
試験No.23〜25は、試験No.1に対し、アルミニウム合金鋳塊の断面形状を長方形とした例である。これらのうち、試験No.23〜24が本発明の範囲内である。鋳塊中心部の結晶粒径の平均値は42〜47μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値および標準偏差が小さなっている。試験No.25は、短辺の長さが長く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は72μm、結晶粒径の標準偏差は15μmであり、結晶粒径の平均値、標準偏差ともに大きくなっている。
【技術分野】
【0001】
本発明は、結晶粒が微細であり、なおかつ結晶粒径のバラツキの小さな展伸材用のアルミニウム−亜鉛系合金鋳塊およびその製造方法に関するものである。
【背景技術】
【0002】
公知の特許文献、例えば特許文献1によれば、鋳塊の結晶粒の微細化を図ることは、当該鋳塊の加工により得られる材料の性能を向上させる技術の基本であるとされ、また、特許文献2によれば、用途によっては結晶粒径が微細であるのみならず、均一であることが要求される旨が記載されている。前記文献のみならず、種々の特許文献が鋳塊の結晶粒微細化、結晶粒径均一化に関する技術を紹介している。さらに、例えば特許文献3には、結晶粒径が100μm以上になると伸び、破壊靱性値等が低下することが開示されているが、鋳塊の結晶粒を微細化、結晶粒径を均一化することにより、伸び、破壊靱性値等の向上を図ることができ、圧延、押出、鍛造などの塑性加工性を改善する効果が期待できる。
【0003】
すなわち、前記特許文献1では、具体的に、鋳型外側上部に重力方向の直流電磁力を作用させるコイル、該直流電磁力を作用させるコイルの下部に向心方向の低周波の交流電磁力を作用させるコイルを設け、これら両者の相互作用により、半連続鋳造の鋳型内の溶湯に対して電磁的な振動力を発生させており、固相率が0.55を超えた固液共存状態の溶湯への前記電磁的な振動は突き固め力として作用させ、結晶粒径の微細化を図っている。
【0004】
また、特許文献4や特許文献5では、鋳型外側に向心方向の低周波の交流電磁力を作用させるコイルを設け、アルミニウム合金溶湯を向心磁界の態様の低周波電磁場で電磁攪拌しながら半連続鋳造し、結晶粒を微細化している。すなわち、向心磁界の態様での電磁攪拌により、前記特許文献4は、結晶核を連続鋳造の鋳型内を流動させて結晶の成長速度を抑制させる技術を、他方、前記特許文献5は、連続鋳造の鋳型内の熱い溶湯を樹枝状結晶に接触させ、該樹枝状結晶の表面を再溶解させて球形の小塊に転化する技術を、それぞれ開示している。
【0005】
さらに、特許文献6や前記特許文献2では、鋳型外側に回転方向の低周波の交流電磁力を作用させるコイルを設け、アルミニウム合金溶湯を回転磁界の態様の低周波電磁場で電磁攪拌しながら半連続鋳造し、結晶粒を微細化している。すなわち、回転磁界の態様での電磁攪拌により、前記特許文献6は、流動する溶湯で樹枝状結晶の樹枝部分を分断する技術を、他方、前記特許文献2は、凝固ゆらぎを効率的に発生させてのセル状結晶の微細化の技術を、それぞれ開示している。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】中華人民共和国特許出願公開CN1425519A号公報
【特許文献2】特開平7‐51820号公報
【特許文献3】特開昭56‐87647号公報
【特許文献4】中華人民共和国特許出願公開CN1425520A号公報
【特許文献5】特開平7‐68345号公報
【特許文献6】特開昭56‐136262号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
前記特許文献1および4の発明は、いずれも結晶粒径のバラツキが大きく、均質性が不十分である。特許文献5の段落[0010]に記載されているように、電磁攪拌の態様が回転磁界の場合には機械的な電磁攪拌力により樹枝状結晶の樹枝の分断ができるのに対し、電磁攪拌の態様が向心磁界の場合には樹枝状結晶の樹枝の分断が熱的になされることに起因していると思われる。
【0008】
また、前記特許文献2および6の発明も、いずれも結晶粒径のバラツキが大きく、均一性が不十分である。電磁攪拌の態様が回転磁界の場合には、鋳塊中心部と外周部の間での対流が少ないことに起因していると思われる。
他方、前記特許文献5の発明は、結晶粒の微細化が十分ではない。特許文献2の段落[0011]に記載されているように、電磁攪拌の態様を向心磁界とする場合には、回転磁界とする場合に比較してアルミニウム合金溶湯の流動が劣ることに起因していると思われる。
【0009】
このため、これらの発明により得られた鋳塊を圧延、押出、または鍛造加工用素材として利用する場合、圧延、押出、または鍛造の条件によっては、鋳塊の伸びまたは破壊靱性値が低く、圧延、押出、鍛造などの塑性加工性が悪いことに起因する不具合が発生することがある。そのような不具合のひとつに、例えば押出加工におけるテアリングの発生がある。1m/minを超える速度での押出加工において、従来の鋳塊では1mm以上のテアリングが発生し、押出加工の生産効率に限界があった。
【0010】
本発明は、このような問題を解消すべく案出されたものであり、鋳塊内の結晶粒を微細化し、かつ結晶粒径の標準偏差を小さくしたアルミニウム合金鋳塊およびその製造方法を提供することであり、具体的には鋳塊中心部の結晶粒径の平均値を50μm以下、かつ結晶粒径の標準偏差を12μm以下としたアルミニウム合金鋳塊およびその製造方法を提供することを目的とする。
そのような鋳塊は、伸びおよび破壊靱性値が高いので、例えば前記のような押出加工におけるテアリングのような、塑性加工性が悪いことに起因する不具合が発生しにくく、生産効率の向上を図ることができる。
【課題を解決するための手段】
【0011】
本発明のアルミニウム合金鋳塊は、その目的を達成するため、断面形状が、直径150〜600mmの円形、短径150〜600mmの長円形もしくは楕円形、一辺の長さが150〜600mmの正方形、または短辺の長さが150〜600mmの長方形の鋳塊であって、Zn:4〜12質量%、Mg:1〜3質量%、Cu:0.5〜3質量%を含むとともに、必要に応じてCr:0.3質量%以下、Zr:0.3質量%以下を含み、残部がAlおよび不可避不純物からなり、不純物としてのTiの含有量が0.01質量%以下に制限された成分組成と、鋳塊中心部の結晶粒径の平均値が50μm以下であり、かつ結晶粒径の標準偏差が12μm以下である金属組織を有することを特徴とする。
【0012】
本発明のアルミニウム合金鋳塊は、上記の成分組成を有するアルミニウム合金溶湯をDC鋳造する際に、向心磁界のみの態様で電磁攪拌するとともに、前記DC鋳造の急冷鋳型内で電磁的に撹拌されている固液共存状態部の固相率が0.2〜0.6となるように鋳造することにより製造される。
前記電磁攪拌は、周波数:28exp(‐0.002d)〜40exp(‐0.002d)Hz、および起磁力:10000〜30000Atなる条件で行うことが好ましい。
ここでd(単位mm)は、アルミニウム合金鋳塊の直径(円形断面の場合)、短径(長円形もしくは楕円形断面の場合)、一辺の長さ(正方形断面の場合)、または短辺の長さ(長方形断面の場合)である。
【0013】
なお、本発明に係るアルミニウム合金はJIS H4000、JIS H4040、JIS H4080、あるいはAA規格に7XXX系として規定されるAl-Zn-Mg-Cu系のものであり、例えば前記の規格に7075合金などとして登録、規格化されるものであるが、必ずしも特定の登録合金に限定されるものではない。Al-Zn-Mg-Cu系の合金は、アルミニウム合金のなかでも最も高い強度をもつものとして公知である。本発明において、アルミニウム合金は、そのようなAl-Zn-Mg-Cu系の合金を示すものとする。
【発明の効果】
【0014】
本発明のアルミニウム合金鋳塊は、結晶粒が微細であり、かつ結晶粒径の標準偏差が小さい。このため、当該鋳塊に圧延、押出、鍛造などの塑性加工を施すことにより得られる材料の性能は高く、展伸材としての好適な使用が期待できる。また、本発明のアルミニウム合金鋳塊の製造方法によれば、結晶粒が微細であり、かつ結晶粒径の標準偏差が小さいアルミニウム合金鋳塊が容易に得られる。
本発明により得られる鋳塊は、伸びおよび破壊靱性値が高いので、例えば速度2m/minで押出加工でも1mm以上のテアリングが発生しない。そのため、本発明により得られる鋳塊は、従来のものよりも加工の効率を向上させることができる。しかしながら、本発明より得られる鋳塊は、押出加工用に限られるものではなく、圧延、鍛造加工用素材など、塑性加工される素材として広汎に、好適に利用できるものである。
【図面の簡単な説明】
【0015】
【図1】結晶粒径の標準偏差の測定のための標本採取位置を説明する図(鋳塊断面形状が円形の場合)
【図2】結晶粒径の標準偏差の測定のための標本採取位置を説明する図(鋳塊断面形状が長円形の場合)
【図3】結晶粒径の標準偏差の測定のための標本採取位置を説明する図(鋳塊断面形状が楕円形の場合)
【図4】結晶粒径の標準偏差の測定のための標本採取位置を説明する図(鋳塊断面形状が正方形の場合)
【図5】結晶粒径の標準偏差の測定のための標本採取位置を説明する図(鋳塊断面形状が長方形の場合)
【図6】鋳塊の大きさと周波数の関係を示す図
【図7】試験No.1(本発明例)と試験No.2(比較例)の結晶粒組織を示す顕微鏡写真
【発明を実施するための形態】
【0016】
本発明者らは、アルミニウム鋳塊の結晶粒を微細化し、かつ結晶粒径の標準偏差を小さくする手段について鋭意検討を重ねてきた。その過程で、Zn、Mg、Cuを含有するアルミニウム合金で、電磁攪拌の態様が向心磁界であっても、機械的な電磁攪拌力により樹枝状結晶の樹枝を分断することにより、鋳塊内の結晶粒を微細化し、かつ結晶粒径の標準偏差を小さくしたアルミニウム合金鋳塊およびその製造方法を得ることに想到した。
【0017】
すなわち、本発明者らによる鋭意研究の結果、向心磁界の態様の電磁攪拌でありながら、Zn:4〜12質量%、Mg:1〜3質量%、Cu:0.5〜3質量%を含有する、特定の成分組成のアルミニウム合金では、DC鋳造に際しての電磁攪拌の条件を調整することにより、機械的な電磁攪拌力で樹枝状結晶の樹枝を適切に分断できることを発見、そのようにして鋳造されたアルミニウム合金鋳塊では、鋳塊内の結晶粒が微細化し、かつ結晶粒径の標準偏差を小さくなることを究明し、本発明を完成させた。
【0018】
以下に本発明を詳細に説明する。
はじめに、本発明に係るAl‐Zn‐Mg‐Cu系の合金の凝固過程を説明する。
本発明に係るAl‐Zn‐Mg‐Cu系の合金は、DC鋳造される。DC鋳造においては、溶湯は鋳塊外周部から凝固を開始し、鋳塊中心部が最終凝固部となる。本発明に係る合金では、凝固に際し、最初に凝固した結晶部分からZn、MgおよびCuを溶湯内へ拡散させながら結晶が成長するため、成長中の該結晶の周囲は、Zn、MgおよびCu含有量が他の結晶の成長にあずからない部分と比較して高濃度となり、該高濃度箇所は凝固開始温度が低くなるとともに結晶の成長速度も遅くなる。
【0019】
一方、凝固の冷却過程において、前記他の結晶の成長にあずからない部分は前記周囲がZn、MgおよびCuの濃度の高い結晶部分と比較して結晶の成長が促され易く、前記と同様にZn、MgおよびCuを溶湯内へ拡散させながら結晶が成長し、前記と同様にZn、MgおよびCuの濃度の影響を受けて成長速度が遅くなる。このような結晶成長の繰り返しを起こして結晶は樹枝状に成長し、凝固を終了する。
【0020】
本発明は、前記樹枝状結晶の樹枝部を結晶核として有効に利用しようとするものであり、電磁攪拌力により樹枝部を適切なサイズに分断し、この分断された樹枝部を結晶核として溶湯内に多数、均一に分散させて、前記溶湯を固液共存状態にするとともに、当該固液共存状態の溶湯を攪拌することにより、該溶湯の温度を前記結晶核の凝固開始点直下に保持し、そうすることによって前記結晶核の凝固が急速に完了するようにして、鋳塊の結晶粒の微細化を図るとともに、特定の結晶核のみが成長しないようにして、結晶粒径の標準偏差を小さくするものである。
【0021】
次に、合金の成分組成について説明する。
Zn:4〜12質量%、Mg:1〜3質量%、Cu:0.5〜3質量%
本発明に係る合金では、凝固に際して、最初に凝固した結晶部分から、主な合金成分であるZn、MgおよびCuを溶湯内へ拡散させながら成長する樹枝状結晶の樹枝部を結晶核として有効に利用しようとするものであり、電磁攪拌力により樹枝部を適切なサイズに分断するとともに分断された該樹枝部を溶湯内に多数、均一に分散させ、鋳塊の結晶粒の微細化を図るとともに、結晶粒径の標準偏差を小さくするものである。
【0022】
そのため、本発明に係る合金は、4〜12質量%のZn、1〜3質量%のMg、0.5〜3質量%のCuを含有する必要がある。Zn、MgおよびCuの含有量が、それぞれの下限値を下回ると結晶の成長速度が遅く、電磁攪拌力による樹枝部の分断が不十分となるため、鋳塊中心部の結晶粒径の平均値を50μm以下、かつ結晶粒径の標準偏差を12μm以下にできない。また、Zn、MgおよびCuの含有量が、それぞれの上限値を超えると、結晶の成長速度が、Zn、Mg、Cuの溶湯内への拡散速度を超え、結晶の成長が樹枝状でなくなるため、鋳塊中心部の結晶粒径の平均値を50μm以下、かつ結晶粒径の標準偏差を12μm以下にできない。
【0023】
Cr:0.3質量%以下、Zr:0.3質量%以下
CrおよびZrは、本発明に係る合金の凝固過程において、樹枝状結晶の成長にほとんど影響を及ぼさない。Al‐Zn‐Mg‐Cu系合金にあって、0.3質量%以下のCrの含有は、耐食性、なかんずく耐SCC性を向上させる効果がある。それゆえ、本発明に係る合金は、耐食性、なかんずく耐SCC性を向上させることを目的として0.3質量%以下のCrを含有することができる。0.3質量%以下のZrの含有は、鋳塊に圧延、押出、鍛造などの塑性加工を施した後の熱処理時に再結晶の粗大化を抑制する効果がある。それゆえ、本発明に係る合金は、圧延、押出、鍛造などの塑性加工を施した後の熱処理時に再結晶の粗大化を抑制することを目的として0.3質量%以下のZrを含有することができる。
【0024】
他の元素
Tiは、従来、Al‐Ti合金、Al‐Ti‐B合金、あるいはAl‐Ti‐C合金などの形態で、アルミニウム合金の結晶粒微細化剤の成分として、羽毛状晶や粗大晶の発生を防ぎ、鋳造時の割れ、あるいは圧延中の板割れの防止を目的として添加されている。これはアルミニウム合金の鋳造に際し、TiとB、Cなどとの化合物であるTiB2、TiCなどの粒子がアルミニウムの凝固に先立って溶湯中に晶出し、それがアルミニウムの凝固における結晶核として作用するためである。
【0025】
前記のようなアルミニウム合金の結晶粒微細化剤は、Tiの含有量として0.01質量%を超えると微細化の効果が顕在化する。ところが、本発明者らの研究によれば、本発明においてはTiを含有すると電磁攪拌の効果が低下することが突きとめられた。その理由の詳細は不明であるが、Tiの含有量が0.01質量%を超えるとTiB2、TiCなどの粒子がアルミニウムの凝固に先立って溶湯中に晶出し、前記のような樹枝状結晶が成長する前に結晶化してしまうためと考えられる。また、前記TiB2化合物は粗大化すると成形性を阻害する要因となる。そこで本発明においては、合金の溶製にあたって地金、スクラップ、添加合金等の溶解原料を種々選択し、不純物としてのTi含有量を0.01質量%以下とする。
【0026】
FeおよびSiは、いずれも不可避不純物としてアルミニウム地金中に含まれる元素であるが、それぞれ0.3質量%以下とすれば、本発明に係る合金の凝固過程において、樹枝状結晶の成長にほとんど影響を及ぼさないので、その範囲内とすることが好ましい。FeおよびSiはアルミニウム地金中の主な不純物であり、これらの不純物含有量の少ないアルミニウム地金の使用はコストアップにつながる。
その他の元素が不可避不純物としてアルミニウム地金中に含まれることがあるが、それぞれ0.15質量%、合計で0.30質量%までであれば本発明の効果を妨げることはないため、その範囲内の含有が許容される。
不可避不純物としてアルミニウム地金中に含まれる元素のうち、Mnは鋳塊に圧延、押出、鍛造などの塑性加工を施した後の熱処理時に再結晶の粗大化を抑制する効果がある。
【0027】
続いて、本発明のもう一つの特徴である金属組織について説明する。
結晶粒径:鋳塊中心部の平均:50μm以下、標準偏差:12μm以下
本発明に係るアルミニウム合金鋳塊の特徴は、鋳塊中心部の結晶粒の平均値が50μm以下であり、かつ結晶粒径の標準偏差が12μm以下であることである。
結晶粒が細かくなると、強度と伸びの両方が向上する。また、標準偏差が小さいということは、結晶粒径が均一化することである。すなわち、結晶粒径の平均と標準偏差の両方が小さくなると、強度と伸びの両方に優れ、さらに前記優れた強度と伸びの両方が、均一化する。このために、結晶粒径に関し、上記の通りに制限した。
【0028】
なお、前記鋳塊中心部の結晶粒径は、図1;鋳塊断面形状が円形の場合、図2;鋳塊断面形状が長円形の場合、図3;鋳塊断面形状が楕円形の場合、図4;鋳塊断面形状が正方形の場合、または図5;鋳塊断面形状が長方形の場合のそれぞれについて、図中に「c」として示す、円形、長円形、もしくは楕円形のアルミニウム合金鋳塊断面の中心、または正方形、もしくは長方形のアルミニウム合金鋳塊断面の対角線の交点を中心とする1mm×1mmの範囲を標本採取位置として測定した。
前記範囲の結晶粒をSEM‐EBSDにて解析、15°未満の小傾角の境界を結晶粒内の亜結晶粒界とみなす一方、15°以上の傾角の境界で囲まれる領域をひとつの結晶粒として該結晶粒の円相当径により測定し、その平均値を算出した。
【0029】
また、前記結晶粒径の標準偏差は、図1;鋳塊断面形状が円形の場合、図2;鋳塊断面形状が長円形の場合、図3;鋳塊断面形状が楕円形の場合、図4;鋳塊断面形状が正方形の場合、または図5;鋳塊断面形状が長方形の場合のそれぞれについて、図中に「c」として示す、前記円形、長円形、もしくは楕円形のアルミニウム合金鋳塊断面の中心、または正方形、もしくは長方形のアルミニウム合金鋳塊断面の対角線の交点を中心とする1mm×1mmの範囲、同図に「a」として示す鋳塊表層から5mmの位置を中心とする1mm×1mmの範囲、「b」として示す前記「a」と前記「c」の中間点を中心とする1mm×1mmの範囲を標本採取位置として測定した。
前記範囲内の結晶粒をSEM‐EBSDにて解析、15°未満の小傾角の境界を結晶粒内の亜結晶粒界とみなす一方、15°以上の傾角の境界で囲まれる領域をひとつの結晶粒とし、その結晶粒の円相当径により測定され、その標準偏差を算出した。
【0030】
次に、製造方法について順に説明する。
鋳造方法
本発明では、前記成分組成のアルミニウム合金溶湯を電磁攪拌しながらDC鋳造する。DC鋳造とは、内壁面を水冷した急冷鋳型内に樋で導いた溶湯を注ぎ、この溶湯を急冷鋳型の内壁面で冷却凝固させるとともに、凝固直後の鋳塊を下方または側方へ順次引き出し、さらに当該鋳塊に冷却水を噴射して急冷するという鋳造法であり、アルミニウム合金の鋳造法としては生産性に優れたものとして公知のものである。
また、前記の急冷鋳型の上部に断熱湯溜部を設け、この断熱湯溜部に溶湯を樋で導いて鋳造する、ホットトップDC鋳造もアルミニウム合金の鋳造法として公知のものであるが、このような鋳造法もDC鋳造の範疇であり、本発明の実施にあたっては好適に使用できる。
【0031】
DC鋳造においては、前記のように溶湯は鋳塊外周部から凝固を開始する。従来法では、凝固開始位置となる鋳塊外周部は冷却が速いため、結晶粒径は細かくなるが、最終凝固部となる鋳塊中心部の冷却は遅いため、鋳塊中心部の結晶粒が粗大化し、結晶粒径が不均一になる傾向があった。本発明は、アルミニウム合金の成分組成を特定するとともに、後記するように、DC鋳造に際しての電磁攪拌の条件を調整することによって、機械的な電磁攪拌力で樹枝状結晶の樹枝を適切に分断するものであり、鋳塊中心部の結晶粒を有効に微細化でき、したがって結晶粒径が均一化する。
【0032】
本発明に係るアルミニウム合金鋳塊の断面形状は円形、長円形、楕円形、正方形、または長方形である。
円形の断面形状のアルミニウム合金鋳塊は、押出形材原料として、自動車バンパーの梁、機械部品などの用途がある。長円形、楕円形、正方形の断面形状のアルミニウム合金鋳塊は、鍛造材原料として、機械部品などの用途がある。長方形の断面形状のアルミニウム合金鋳塊は、圧延板材原料として、航空機部品などの用途がある。アルミニウム合金鋳塊の形状と大きさは、前記急冷鋳型の形状と大きさにより定まる。
【0033】
鋳塊断面形状が円形の場合は、直径150〜600mm、鋳塊断面形状が長円形もしくは楕円形の場合は、短径150〜600mm、鋳塊断面形状が正方形の場合は、一辺の長さ150〜600mm、鋳塊断面形状が長方形の場合は、短辺の長さ150〜600mmとする。直径、短径、一辺の長さまたは短辺の長さが150mmを下回ると、従来の方法と有意の差が得られない。直径、短径、一辺の長さまたは短辺の長さが600mmを超えると、表面効果のため、電磁攪拌力が鋳塊中心部まで届かず、鋳塊中心部の結晶粒径の平均値が50μm以下にならない。好ましくは、直径、短径、一辺の長さまたは短辺の長さが200〜400mmである。本発明は直径、短径、一辺の長さまたは短辺の長さが200〜400mmの範囲において効果が最大となる。
【0034】
電磁攪拌条件
アルミニウム合金溶湯は凝固する際、凝固しやすい位置、すなわち結晶核を中心に結晶が成長する。従来は前述のように、Tiを含有する結晶粒微細化剤を添加、含有させて結晶核としていた。したがって、その結晶核が多ければ鋳塊の結晶粒は小さくなる。本発明では、このTiを含有する結晶粒微細化剤を使用することなく、従来よりも結晶粒を微細化でき、鋳造割れの防止ができる。
【0035】
ところで、DC鋳造は前記のように急冷鋳型を用いるものであるが、結晶粒微細化剤を添加しない場合には、鋳型内壁面から凝固が開始する。凝固により生成した結晶は、凝固開始点を根元として樹枝状に成長するが、この樹枝状結晶の樹枝部を分断、溶湯内に分散できれば、この分断された樹枝部を、前記Tiを含有する結晶粒微細化剤の結晶核の代用とすることができ、しかも前記樹枝部の分断箇所が多ければ鋳塊の結晶粒は微細化する。
【0036】
電磁攪拌の態様として、回転磁界と向心磁界の2種類がある。回転磁界の態様においては、溶湯は鋳型の中心を回転軸として鋳型内を回転流動する。一方、向心磁界の態様においては、電磁攪拌される溶湯は攪拌コイルの上辺付近では鋳型中心部から外周部へ、続いて外周部を固液界面に沿って攪拌コイルの下辺方向へ、さらに鋳型中心部で攪拌コイルの上辺へ向かうように流動する。
本発明者らの研究によれば、電磁攪拌の態様が回転磁界の場合には、鋳塊中心部と外周部の間での対流が少ないため、鋳塊中心部の結晶粒の微細化効果および均一化効果が低く、鋳塊中心部の結晶粒径の平均値を50μm以下、かつ結晶粒径の標準偏差を12μm以下にできない。
【0037】
そこで、本発明では、向心磁界の態様で電磁攪拌するとともに、それに伴う、機械的な電磁攪拌力のみにより、鋳型内壁面に結晶成長した樹枝状結晶の樹枝部を微細に分断し、分断された樹枝部を溶湯内に分散させて結晶核とするものである。これにより、従来よりも微細な結晶粒の鋳塊を得るものである。すなわち、前記Tiを含有する結晶粒微細化剤では鋳塊中心部の結晶粒径の平均値を50μm以下にすることはできなかったが、本発明の樹枝状結晶の樹枝部を分断する方法では鋳塊中心部の結晶粒径の平均値を50μm以下にすることができる。
【0038】
円形の断面形状のアルミニウム合金鋳塊の場合は、直径150〜600mm、長円形もしくは楕円形の断面形状のアルミニウム合金鋳塊の場合は、短径150〜600mm、正方形の断面形状のアルミニウム合金鋳塊の場合は、一辺の長さ150〜600mm、長方形の断面形状のアルミニウム合金鋳塊の場合は、短辺の長さ150〜600mmとする。好ましくは、直径、短径、一辺の長さまたは短辺の長さが200〜400mmである。この範囲において、電磁撹拌力の好ましい値は、アルミニウム合金鋳塊断面の形状および大きさに依存して変化するが、起磁力は10000〜30000Atの範囲から選択できる。
【0039】
周波数は、円形の鋳塊断面の直径、長円形もしくは楕円形の鋳塊断面の短径、正方形の鋳塊断面の一辺の長さ、または長方形の鋳塊断面の短辺の長さをd(mm)として、28exp(‐0.002d)〜40exp(‐0.002d)Hzの範囲が好ましい。すなわち、例えば鋳塊が、直径250mmの円形断面の場合は、好ましい周波数の範囲は16〜24Hzであり、例えば鋳塊が、短径180mmの長円形断面の場合は、好ましい周波数は19〜28Hz、例えば鋳塊が、短径200mmの楕円形断面の場合は、好ましい周波数は18〜27Hz、例えば鋳塊が、一辺の長さ370mmの正方形断面の場合は、好ましい周波数は13〜19Hz、また例えば鋳塊が、短辺の長さ400mmの長方形断面の場合は、好ましい周波数の範囲は12〜18Hzである。
【0040】
鋳塊の大きさと周波数の関係を図6に示す。図6において、横軸は前記dを、縦軸は周波数を、それぞれ示す。図6の点Aはd=150mm、周波数40exp(‐0.002d)=30Hzを、点Bはd=150mm、周波数28exp(‐0.002d)=21Hzを、点Cはd=600mm、周波数28exp(‐0.002d)=8Hzを、点Dはd=600mm、周波数40exp(‐0.002d)=12Hzを、それぞれ示すが、このABCDに囲まれた領域が鋳塊の大きさと周波数の関係における好ましい範囲である。
【0041】
このような値への電磁攪拌条件の調整により、前記DC鋳造の急冷鋳型内で電磁攪拌されている固液共存状態部の固相率を0.2〜0.6とすることができる。そうすることによって、従来法では結晶粒が粗大化して、強度と伸びが低かった鋳塊中心部の結晶粒径の平均値を50μm以下とし、かつ結晶粒径の標準偏差を12μm以下とした、強度が均一で、コストの増加の抑制、および軽量化の要求を満足できる、アルミニウム合金鋳塊を得ることができる。
【0042】
起磁力または周波数が、前記の鋳塊の直径または短辺の長さに依存して変化する好ましい値を下回る場合は電磁攪拌力が弱く、溶湯中に発生する樹枝状結晶の樹枝部を分断する効果が得られない。そのため、前記DC鋳造の急冷鋳型内で電磁攪拌されている固液共存状態部の固相率が0.2を下回り、電磁攪拌の効果が低くなって、結果的にアルミニウム合金鋳塊中心部の結晶粒径の平均が50μm以下にならない。
起磁力が前記の鋳塊の直径または短辺の長さに依存して変化する好ましい値を超えると電磁攪拌力が強すぎ、樹枝状結晶が根元で折れることがあり、結晶核の数の増加が少なくなるほか、大小の結晶の混在組織となるため、結晶粒径の標準偏差が12μm以下とならない。また、前記DC鋳造の急冷鋳型内で電磁攪拌されている固液共存状態部の固相率が0.6を上回り、固相率が高くなりすぎて、電磁攪拌の効果が低下し、結果的にアルミニウム合金鋳塊中心部の結晶粒径の平均が50μm以下にならない。
【0043】
周波数が前記の鋳塊の直径によって異なる好ましい値を超えると、表皮効果により電磁力が溶湯の鋳型と接触する部分に集中するため、攪拌力が鋳塊中心部まで届かず、前記DC鋳造の急冷鋳型内で電磁攪拌されている固液共存状態部の鋳塊中心部の固相率が0.2を下回って、当該部の結晶粒径の平均値が50μm以下にならない。また、電磁力が集中する鋳型と接触する部分との差が大きくなるため、結果的にアルミニウム合金鋳塊の結晶粒径の標準偏差が12μm以下にならない。
【0044】
樹枝状結晶の樹枝部を分断、溶湯内に分散する方法として、電磁攪拌による方法のほかに攪拌棒による機械攪拌法、超音波振動ヘッドによる超音波振動攪拌法などがある。しかしながら、これらの方法は、攪拌棒、超音波振動ヘッドなどを高温の溶湯に浸漬して攪拌力を伝達する方法であるため、攪拌棒が溶湯により浸食される一方、該攪拌棒の浸食減耗により溶湯が汚染されるという欠点がある。これに対し、本発明の電磁攪拌では、攪拌力を溶湯と非接触に伝達できるため、前記のような欠点がなく、好適に攪拌力を溶湯に伝達できる。
【実施例】
【0045】
実施例1;
本発明の代表例と、従来技術を比較して示す。
表1に示す成分組成のうち、本発明の代表例としてA、従来技術の例としてHのアルミニウム合金溶湯を溶製し、本発明の代表例は表2の条件で電磁攪拌を施しながら、従来技術の例は電磁攪拌せずに、いずれも50mm/分なる速度でのDC鋳造により、直径325mmの円形断面の鋳塊を得た。得られた鋳塊に関する、鋳塊中心部の結晶粒径の平均値と結晶粒径の標準偏差の測定結果を表2に示す。
【0046】
【0047】
【0048】
【0049】
試験No.1は、本発明の代表例である。鋳塊中心部の結晶粒径の平均値は42μm、結晶粒径の標準偏差は8μmであり、結晶粒径の平均値および標準偏差が小さくなっている。
これに対して、試験No.2は、従来技術の例を示すもので、Al‐Ti系の結晶粒微細化剤を含有するものの、電磁攪拌しない場合の比較例である。鋳塊中心部の結晶粒径は250μm、結晶粒径の標準偏差は20μmであり、結晶粒径の平均値、標準偏差ともに大きくなっている。
試験No.1の本発明の代表例材と試験No.2の従来技術の比較例材の結晶粒組織を図7に示す。図7の「a」、「b」、「c」は、図1に示す標本採取位置に対応している。図7によれば、試験No.1の本発明例材では結晶粒径が均一であるとともに、結晶粒が微細化していることがわかる。他方、試験No.2の比較例材では、粗大結晶が鋳塊中心部に存在しており、結晶粒径が不均一であることがわかる。
【0050】
実施例2;
アルミニウム合金の成分組成を変化させる一方、鋳造条件および電磁攪拌条件を本発明の範囲内とした例を示す。
表1に示す成分組成のアルミニウム合金溶湯を溶製し、表4の条件で電磁攪拌を施しながら、50mm/分なる速度でのDC鋳造により、直径325mmの円形断面の鋳塊を得た。得られた鋳塊に関する、鋳塊中心部の結晶粒径の平均値と結晶粒径の標準偏差の測定結果を表4に示す。
【0051】
【0052】
【0053】
試験No.3〜6は、試験No.1に対し、Znを変化させた例である。これらのうち、試験No.3〜4は、本発明の範囲内である。鋳塊中心部の結晶粒径の平均値は41〜48μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値および標準偏差が小さくなっている。
一方、試験No.5は、Znが少なく、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は80μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値が大きくなっている。また、試験No.6は、Znが多く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は65μm、結晶粒径の標準偏差は13μmであり、結晶粒径の平均値、標準偏差ともに大きくなっている。
【0054】
試験No.7〜8は、試験No.1に対し、Mgを変化させた例である。試験No.7は、Mgが含有されず、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は70μm、結晶粒径の標準偏差は15μmであり、結晶粒径の平均値、標準偏差ともに大きくなっている。試験No.8は、逆にMgが多く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は60μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値が大きくなっている。
【0055】
試験No.9〜11は、試験No.1に対し、Cuを変化させた例である。これらのうち、試験No.9は、本発明の範囲内である。鋳塊中心部の結晶粒径の平均値は44μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値および標準偏差は小さい。一方、試験No.10は、Cuが少なく、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は75μm、結晶粒径の標準偏差は12μmであり、結晶粒径の平均値が大きくなっている。試験No.11は、逆にCuが多く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は65μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値が大きくなっている。
試験No.12は、試験No.1に対し、Al‐Ti系の結晶粒微細化剤を含有する場合の比較例である。鋳塊中心部の結晶粒径の平均値は85μm、結晶粒径の標準偏差は10μmであり、Al‐Ti系の結晶粒微細化剤を含有すると、電磁攪拌しても結晶粒径の平均値が小さくならない。
【0056】
実施例3;
アルミニウム合金の成分組成を、本発明の範囲内とし、鋳造条件および電磁攪拌条件を変化させた例を示す。
表1に示す成分組成Aのアルミニウム合金溶湯を溶製し、表6に示す条件で電磁攪拌を施しながら、50mm/分なる速度でのDC鋳造により鋳塊を得た。得られた鋳塊に関する、鋳塊中心部の結晶粒径の平均値と結晶粒径の標準偏差の測定結果も表7に示す。
【0057】
【0058】
【0059】
試験No.13は、鋳造時に電磁攪拌せず、製造条件が本発明の範囲外となる比較例である。鋳塊中心部に粗大結晶が発生したため、所定の測定方法では結晶粒径は得られなかった。なお、表7中には、( )内表示や“−”表示を行っているが、試験No.13では粗大結晶の発生により所定の測定方法では測定できず、マクロ観察による結晶粒径測定結果(2300μm)を参考値として( )内に表示し、粗大結晶の発生により結晶粒径の統計処理ができず、標準偏差は得られなかったことを“−”で表示したものである。
【0060】
試験No.14〜17は、試験No.1に対し、電磁攪拌の周波数を変化させた例である。これらのうち、試験No.14〜15が本発明の範囲内である。鋳塊中心部の結晶粒径の平均値は41〜46μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値および標準偏差が小さくなっている。これに対して、試験No.16は、電磁攪拌の周波数が低く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は80μm、結晶粒径の標準偏差は15μmであり、結晶粒径の平均値、標準偏差ともに大きくなっている。試験No.17は、電磁攪拌の周波数が高く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は70μm、結晶粒径の標準偏差は15μmであり、結晶粒径の平均値が大きくなっている。
【0061】
試験No.18〜19は、試験No.1に対し、電磁攪拌の起磁力を変化させた例である。試験No.18は、電磁攪拌の起磁力が低く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は85μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値が大きくなっている。試験No.19は、電磁攪拌の起磁力が高く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は80μm、結晶粒径の標準偏差は13μmであり、結晶粒径の平均値が大きくなっている。
【0062】
また、試験No.20〜22は、試験No.1に対し、円形の断面形状のアルミニウム合金鋳塊の直径を変化させた例である。これらのうち、試験No.20〜21が本発明の範囲内である。鋳塊中心部の結晶粒径の平均値は44〜48μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値および標準偏差が小さくなっている。試験No.22は、鋳塊の直径が大きく、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は70μm、結晶粒径の標準偏差は13μmであり、結晶粒径の平均値、標準偏差ともに大きくなっている。
【0063】
試験No.23〜25は、試験No.1に対し、アルミニウム合金鋳塊の断面形状を長方形とした例である。これらのうち、試験No.23〜24が本発明の範囲内である。鋳塊中心部の結晶粒径の平均値は42〜47μm、結晶粒径の標準偏差は10μmであり、結晶粒径の平均値および標準偏差が小さなっている。試験No.25は、短辺の長さが長く、本発明の範囲外となる比較例である。鋳塊中心部の結晶粒径の平均値は72μm、結晶粒径の標準偏差は15μmであり、結晶粒径の平均値、標準偏差ともに大きくなっている。
【特許請求の範囲】
【請求項1】
断面形状が、直径150〜600mmの円形、短径150〜600mmの長円形もしくは楕円形、一辺の長さが150〜600mmの正方形、または短辺の長さが150〜600mmの長方形の鋳塊であって、Zn:4〜12質量%、Mg:1〜3質量%、Cu:0.5〜3質量%を含み、残部がAlおよび不可避不純物からなり、不純物としてのTiの含有量が0.01質量%以下に制限された成分組成と、鋳塊中心部の結晶粒径の平均値が50μm以下であり、かつ結晶粒径の標準偏差が12μm以下である金属組織を有することを特徴とするアルミニウム合金鋳塊。
【請求項2】
さらに0.3質量%以下のCrを含む成分組成を有する請求項1に記載のアルミニウム合金鋳塊。
【請求項3】
さらに0.3質量%以下のZrを含む成分組成を有する請求項1または2に記載のアルミニウム合金鋳塊。
【請求項4】
請求項1から3までのいずれか1項に記載の成分組成を有するアルミニウム合金溶湯をDC鋳造する際に、向心磁界のみの態様で電磁攪拌するとともに、前記DC鋳造の急冷鋳型内で電磁的に撹拌されている固液共存状態部の固相率を0.2〜0.6として鋳造することを特徴とするアルミニウム合金鋳塊の製造方法。
【請求項5】
前記電磁攪拌を、周波数:28exp(‐0.002d)〜40exp(‐0.002d)Hz、および起磁力:10000〜30000Atなる条件で行う請求項4に記載のアルミニウム合金鋳塊の製造方法。
ここでd(単位mm)は、アルミニウム合金鋳塊の直径(円形断面の場合)、短径(長円形もしくは楕円形断面の場合)、一辺の長さ(正方形断面の場合)、または短辺の長さ(長方形断面の場合)である。
【請求項1】
断面形状が、直径150〜600mmの円形、短径150〜600mmの長円形もしくは楕円形、一辺の長さが150〜600mmの正方形、または短辺の長さが150〜600mmの長方形の鋳塊であって、Zn:4〜12質量%、Mg:1〜3質量%、Cu:0.5〜3質量%を含み、残部がAlおよび不可避不純物からなり、不純物としてのTiの含有量が0.01質量%以下に制限された成分組成と、鋳塊中心部の結晶粒径の平均値が50μm以下であり、かつ結晶粒径の標準偏差が12μm以下である金属組織を有することを特徴とするアルミニウム合金鋳塊。
【請求項2】
さらに0.3質量%以下のCrを含む成分組成を有する請求項1に記載のアルミニウム合金鋳塊。
【請求項3】
さらに0.3質量%以下のZrを含む成分組成を有する請求項1または2に記載のアルミニウム合金鋳塊。
【請求項4】
請求項1から3までのいずれか1項に記載の成分組成を有するアルミニウム合金溶湯をDC鋳造する際に、向心磁界のみの態様で電磁攪拌するとともに、前記DC鋳造の急冷鋳型内で電磁的に撹拌されている固液共存状態部の固相率を0.2〜0.6として鋳造することを特徴とするアルミニウム合金鋳塊の製造方法。
【請求項5】
前記電磁攪拌を、周波数:28exp(‐0.002d)〜40exp(‐0.002d)Hz、および起磁力:10000〜30000Atなる条件で行う請求項4に記載のアルミニウム合金鋳塊の製造方法。
ここでd(単位mm)は、アルミニウム合金鋳塊の直径(円形断面の場合)、短径(長円形もしくは楕円形断面の場合)、一辺の長さ(正方形断面の場合)、または短辺の長さ(長方形断面の場合)である。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−179363(P2010−179363A)
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願番号】特願2009−288578(P2009−288578)
【出願日】平成21年12月21日(2009.12.21)
【出願人】(000004743)日本軽金属株式会社 (627)
【Fターム(参考)】
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願日】平成21年12月21日(2009.12.21)
【出願人】(000004743)日本軽金属株式会社 (627)
【Fターム(参考)】
[ Back to top ]