
アルミニウム材およびその製造方法
【課題】不純物レベルを抑制したアルミニウム材およびその製造(精製)方法を提供する。
【解決手段】リチウム、ベリリウム、ホウ素、ナトリウム、マグネシウム、珪素、カリウム、カルシウム、チタン、バナジウム、クロム、マンガン、鉄、ニッケル、コバルト、銅、亜鉛、ガリウム、ゲルマニウム、ヒ素、セレン、ジルコニウム、モリブデン、銀、カドミウム、インジウム、スズ、アンチモン、バリウム、ランタン、セリウム、白金、水銀、鉛、ビスマスの合計含有量が原子比で0.45ppm以下であり、残留抵抗比のサイズ効果補正値が70000〜100000であることを特徴とするアルミニウム材である。
【解決手段】リチウム、ベリリウム、ホウ素、ナトリウム、マグネシウム、珪素、カリウム、カルシウム、チタン、バナジウム、クロム、マンガン、鉄、ニッケル、コバルト、銅、亜鉛、ガリウム、ゲルマニウム、ヒ素、セレン、ジルコニウム、モリブデン、銀、カドミウム、インジウム、スズ、アンチモン、バリウム、ランタン、セリウム、白金、水銀、鉛、ビスマスの合計含有量が原子比で0.45ppm以下であり、残留抵抗比のサイズ効果補正値が70000〜100000であることを特徴とするアルミニウム材である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はアルミニウム材、とりわけ不純物量の少ないアルミニウム材およびその製造方法に関する。
【背景技術】
【0002】
高純度のアルミニウムは、MBE等による半導体の気相成長をはじめ多くの分野で用いられている。このような高純度のアルミニウムとして、例えば偏析法や三層電解法により作製した高純度アルミウム材が知られている。これら高純度アルミニウム材は、通常99.99%〜99.999%程度の純度であることが知られている。
また、例えば特許文献1に不純物の分析結果が示されるような、99.9999%の純度レベルを有する超高純度アルミニウム材も知られている。
しかし、下記に示すように、これら従来の高純度および超高純度アルミニウム材の不純物レベルでは十分でない場合があり、より一層不純物を低減したアルミニウム材への要望が高まっている。
【0003】
高密度光記録用途、高演色の照明やディスプレイ、殺菌、各種医療分野など、幅広い分野での応用が考えられている深紫外線(波長:200〜360nm)を発する発光ダイオードや半導体レーザーは、従来ガスレーザーなど大型装置の光源しか無かったが、AlN、AlGaN系半導体を用いることで、小型、高効率、長寿命な発光ダイオード(LED)や半導体レーザー(LD)が作製可能となっている。
【0004】
しかし、比較的高い貫通転位密度を有するにもかかわらず高い量子効率が得られるInGaN等のInを含む窒化物半導体と異なり、Inを含まないAlN、AlGaN系半導体では、発光に寄与しない再結合中心が少ない高品質な結晶成長が必要となる。
【0005】
これはAlN、AlGaN結晶では、多くの種類の元素が不純物として取り込まれやすく、取り込まれた不純物によりエネルギーバンド中に深いエネルギー準位を形成しやすことから、不純物が発光特性に影響を与えやすい。また、含有不純物元素が起点となり結晶欠陥が発生しやすいためである。従って、結晶品質および発光特性を向上させるためには、これら不純物元素の導入を、極力抑制することが重要である。
【0006】
例えば、非特許文献1には、AlN薄膜のカソードルミネッセンス等により、酸素(O)およびシリコン(Si)起因の欠陥について評価している。
非特許文献2には、酸素、炭素などの非金属元素および珪素などの不純物が取り込まれやすい元素として記されている。
非特許文献3には、CrやMnの影響について記載されている。
非特許文献4には、Si、Ge、P、As、Sb、CのAlN結晶中での存在状態を計算により検討している。
【0007】
AlN、AlGaN系半導体の結晶成長方法は複数の方法が検討されているが、MBE法による場合はアルミニウムを原料として用いている。
【0008】
従って、AlN、AlGaN相の不純物元素を抑制するために、MBEに用いるアルミニウム中に存在する不純物を抑制することは極めて重要である。
【0009】
また、これ以外にも例えばLSI等の集積回路の配線材の用途で従来の高純度アルミニウム材に含まれる非金属不純物による異常放電等の問題があった。
【0010】
例えば特許文献1に記載されている従来の高純度アルミニウム精製法である偏析法や三層電解ではこれらの不純物に起因する問題を解決することができなかった。そこで、より不純物レベルを抑制したアルミニウム材が要望されていた。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開特開2009−242867号公報
【非特許文献】
【0012】
【非特許文献1】B.Bastek et.al.,Applied Physics Letters 95(2009)032106.
【非特許文献2】秩父重英、上殿明良、日本結晶成長学会誌vol.36(2009)166.
【非特許文献3】H.X.Liu et.al.,Applied Physics Letters 85(2004)4076.
【非特許文献4】L.E.Ramas et.al.,Physical Review B68(2003)085209.
【発明の概要】
【発明が解決しようとする課題】
【0013】
本願はこのような要望に応えて、不純物レベルをよりいっそう抑制したアルミニウム材およびその製造(精製)方法を提供することを目的とする。
【課題を解決するための手段】
【0014】
本発明の態様1は、リチウム(Li)とベリリウム(Be)とホウ素(B)とナトリウム(Na)とマグネシウム(Mg)と珪素(Si)とカリウム(K)とカルシウム(Ca)とチタン(Ti)とバナジウム(V)とクロム(Cr)とマンガン(Mn)と鉄(Fe)とニッケル(Ni)とコバルト(Co)と銅(Cu)と亜鉛(Zn)とガリウム(Ga)とゲルマニウム(Ge)とヒ素(As)とセレン(Se)とジルコニウム(Zr)とモリブデン(Mo)と銀(Ag)とカドミウム(Cd)とインジウム(In)とスズ(Sn)とアンチモン(Sb)とバリウム(Ba)とランタン(La)とセリウム(Ce)と白金(Pt)と水銀(Hg)と鉛(Pb)とビスマス(Bi)の合計含有量が原子比で0.45ppm以下であり、残留抵抗比のサイズ効果補正値が70000〜100000であることを特徴とするアルミニウム材である。
【0015】
本発明の態様2は、チタン(Ti)の含有量が原子比で0.02ppm以下であることを特徴とする態様1に記載のアルミニウム材である。
【0016】
本発明の態様3は、態様1または2のいずれかに記載のアルミニウム材の半導体成膜プロセスでの使用である。
【0017】
本発明の態様4は、態様1または2のいずれかに記載のアルミニウム材の半導体バルク単結晶成長プロセスでの使用である。
【0018】
本発明の態様5は、アルミニウムの一部分を溶融した溶融部を形成し、該溶融部を移動させて不純物を除去する帯溶融工程を含むアルミニウム材の製造方法であって、前記溶融部を形成するアルミニウムがアルミナ層の上に配置され、かつ前記溶融部の移動速度が毎時40mm以下であることを特徴とするアルミニウム材の製造方法である。
【0019】
本発明の態様6は、前記帯溶融工程を減圧下で行うことを特徴とする態様5に記載の製造方法である。
【0020】
本発明の態様7は、前記帯溶融工程を圧力3×10−6Pa〜2×10−5Paの減圧下で行うことを特徴とする態様6に記載の製造方法である。
【0021】
本発明の態様8は、前記帯溶融工程を不活性ガス雰囲気中で行うことを特徴とする態様5に記載の製造方法である。
【0022】
本発明の態様9は、前記溶融部の移動方向に沿った長さが30〜120mmであることを特徴とする態様5〜8のいずれかに記載の製造方法である。
【発明の効果】
【0023】
本願発明により、金属35元素(Li、Be、B、Na、Mg、Si、K、Ca、Ti、V、Cr、Mn、Fe、Ni、Co、Cu、Zn、Ga、Ge、As、Se、Zr、Mo、Ag、Cd、In、Sn、Sb、Ba、La、Ce、Pt、Hg、Pb、Bi)の合計含有量が0.45ppm以下であり、かつ残留抵抗比のサイズ効果補正値が70000以上、100000以下と不純物レベルが極めて低い高純度アルミニウム材およびその製造方法を提供することができる。
【図面の簡単な説明】
【0024】
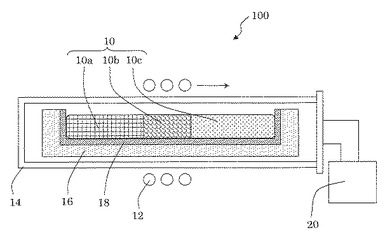
【図1】帯溶融精製装置の一例である帯溶融精製装置100を示す断面図である。
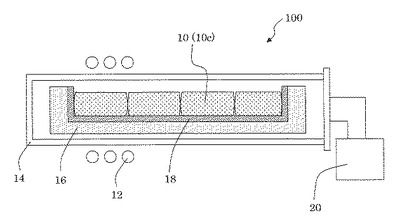
【図2】帯溶融精製装置100に複数のアルミニウム原料10を配置した例を示す断面図である。
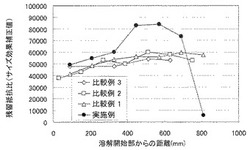
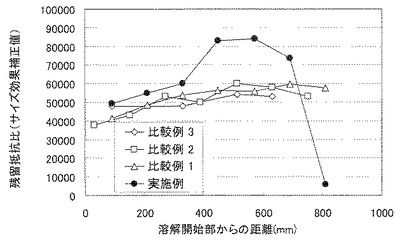
【図3】帯溶融の溶解開始部からの距離と残留抵抗比のサイズ効果補正値との関係を示すグラフである。
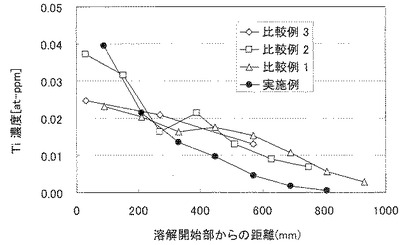
【図4】帯溶融の溶解開始部からの距離とチタン濃度との関係を示すグラフである。
【発明を実施するための形態】
【0025】
本願発明の不純物を抑制したアルミニウム材は、金属元素成分が所定量以下であるアルミニウム材である。
より詳細には、本発明は、金属35元素の合計含有量が0.45ppm以下であり、好ましくは0.05〜0.2ppmであり、より好ましくは0.05〜0.15ppmであるアルミニウム材である。
本願発明のアルミニウム材は、詳細を後述する残留抵抗比のサイズ効果補正値が70000〜100000である。
【0026】
ここで、本明細書において用語「包晶系7元素」は、Ti,V、Cr、As、Se、Zr、Moの7つの元素を意味する。
同様に、本明細書において用語「金属35元素」は、Li、Be、B、Na、Mg、Si、K、Ca、Ti、V、Cr、Mn、Fe、Ni、Co、Cu、Zn、Ga、Ge、As、Se、Zr、Mo、Ag、Cd、In、Sn、Sb、Ba、La、Ce、Pt、Hg、Pb、Biの35元素を意味する。
また、本明細書における「ppm」は原子比で示したppmである。
【0027】
次に、用語「残留抵抗比のサイズ効果補正値」について説明する。
金属等の材料の純度を示す指標として、残留抵抗比(RRR)が知られている。残留抵抗比とは、同一の材料(試料)の絶対温度4.2Kでの電気抵抗測定値と室温での電気抵抗測定値の比(室温での電気抵抗測定値を4.2Kでの電気抵抗測定値で除した値)であり、高純度アルミニウムは低温で電気抵抗が小さいために、通常、1より大きい値を示す。
残留抵抗比はアルミニウムの純度が上がるほど大きくなることが知られている。
【0028】
不純物含有量が10ppm以下のような高純度アルミニウムでは、測定試料表面での電子散乱に起因する残留抵抗比の測定値の低下が無視できなくなり、同じ不純物含有量であっても測定試料形状により残留抵抗比の値が変化する。
この現象はサイズ効果と呼ばれ、その影響について理論的な計算がなされている。残留抵抗比の測定値からサイズ効果による影響を取り除き、すなわち測定試料寸法に依存しないバルク状態での残留抵抗比を評価するための計算方法が、Y.Ueda,J.Sci.Hiroshima Univ.,Ser.A,47(1984)p.305−340に示されている。
そこで、本願発明者らは、この計算式を用いて残留抵抗比のサイズ効果補正値(サイズ効果を補正した残留抵抗比)を得た。なお、本願明細書では、特に断らない限り、この計算式を用いて求めた残留抵抗比のサイズ効果補正値を簡単のため「残留抵抗比」と記載する。
【0029】
本願発明に係るアルミニウム材は、好ましくは、チタン(Ti)の含有量が0.02ppm以下である。より好ましくは0.01〜0.05pmである。
【0030】
本願発明者は、アルミニウム中の不純物を帯溶融精製(zone melting process)により除去する際に、不純物がボートから加熱したアルミニウム中に拡散するのを防止するために、アルミニウムが配置されるボートの表面に予めアルミナ層を形成し、かつ溶融したアルミニウムからの不純物の分離を確実に行うために帯溶融精製を、溶融部の移動速度を毎時40mm以下、好ましくは毎時30mm以下と小さくすることで上述の本願発明に係るアルミニウム材を得ることができることを見出した。
【0031】
さらに帯溶融精製をアルゴンガス、窒素ガス等の不活性雰囲気下で行うことが好ましく、減圧下(真空中)で行うことがより好ましいことを見出した。
減圧については、好ましくは圧力を3×10−5Pa以下とし、さらに好ましくは圧力を3×10−6Pa以上、2×10−5Pa以下とする。
【0032】
以下に本願に係るアルミニウム材の製造方法の詳細を示す。
【0033】
アルミニウム原料:
詳細を後述する帯溶融精製時にその一部分に溶融した溶融部を形成して不純物を除去するアルミニウム原料として、純度5N(99.999%以上、原子比)から6N(99.9999%以上、原子比)のアルミニウムを使用するのが好ましい。
アルミニウム材の純度を予め高めておくことにより、帯溶融精製をより効率的に行えるからである。
【0034】
このような純度5Nから6Nのアルミニウムは、比較的純度の低い市販のアルミニウム(例えば純度99.9%のJIS−H2102の特1種程度のグレード)を精製することによって得ることができる。
精製方法としては、特に制限されないが、好ましくは、三層電解法による精製と、一方向凝固法による精製との両方が用いられる。
三層電解法による精製と一方向凝固法による精製の実施順序は特に制限されないが、通常は、三層電解法で精製し、その後、一方向凝固法で精製される。また、三層電解法による精製と一方向凝固法による精製は、例えば、交互に繰り返し行ってもよく、またいずれか一方もしくは両方を各々繰り返し行ってもよい。
【0035】
なお、三層電解法による精製および一方向凝固法による精製の具体的な手法や条件などは、当該技術分野で通常行われている方法や条件等を適宜採用すればよい。
得られたアルミニウム原料は、後述の前処理、真空溶解に適した形状に加工することができる。アルミニウム原料の形状はペレット、棒、板、ブロック状などである。
【0036】
前処理:
アルミニウム原料は、帯溶融精製に供せられる前に、好ましくは前処理が行なわれる。大気雰囲気中で表面に生じた酸化膜等およびアルミニウム原料を加工する際にその表面に付着した不純物元素を予め除去することで帯溶融精製をより効率的に行えるからである。
【0037】
前処理の方法は特に限定されるものでなく、アルミニウム原料の表面層を除去するために当該技術分野で用いられている各種の処理を用いることができる。
前処理として、例えば酸処理、電解研磨などが挙げられる。
【0038】
好適な酸処理の例として、以下の条件でアルミニウム原料を酸に浸漬してよい。
酸の種類および濃度: 純水で希釈した約20%塩酸水溶液
温度: 20℃〜40℃
時間: 1〜5時間
【0039】
好適な電解研磨の例として以下の条件を挙げることができる。
電解研磨液: 過塩素酸およびエタノール1:6混合液
温度: 19〜23℃
電圧: 25V(定電圧電解)
時間: 1〜10分
【0040】
帯溶融精製:
アルミニウム原料の不純物を除去し、目的の不純物レベルに到達したアルミニウム材を得るために帯溶融精製(帯溶融法)を行う。
帯溶融精製は、ボート上に配置したアルミニウム原料の一部分にアルミニウムが溶融した溶融部を形成し、この溶融部を所定の方向に移動させることにより行う。
以下に帯溶融精製の詳細を示す。
【0041】
・ボート上のアルミナ層の形成
使用するボートは、帯溶融法で通常使用可能な各種のボートが使用可能である。このようなボートの例として、ステンレス鋼より成るボート、タングステン(W)、チタン(Ti)、モリブデン(Mo)、タンタル(Ta)またはこれら金属の炭化物より成るボートおよびアルミナより成るボートがある。
好適なボートはグラファイトボートである。高純度で大型の素材が容易に入手でき、また真空中およびアルゴン、窒素などの不活性ガス雰囲気中で安定であり、溶融アルミニウムとも反応しないためである。
【0042】
そして、ボートの上にアルミナを塗布して、アルミナ層を形成してよい。アルミナ層はボートの全面に形成してもよいが、アルミニウム原料が配置される原料配置部にのみ形成してもよい。
アルミナ層の塗布はアルミナ粉末を有機溶剤等の液体中に分散させ、このアルミナ粉末を含む液体をボートに塗布した後、液体を蒸発させることにより行ってもよい。また、アルミナの固体粉末を直接ボート表面に塗布してもよい。後者の方が、より簡便に塗布できるため好ましい。
【0043】
アルミナ層は帯溶融を行って得られたアルミニウム材を取り出しやすくする離型剤の働きに加えて、ボートから不純物元素がアルミニウム材に侵入するのを防止する働きがある。アルミナからの不純物の侵入を防止するように、塗布するアルミナは例えば住友化学株式会社製高純度アルミナ粉末AKPシリーズ(純度99.99%)のような高純度のアルミナが好ましい。
従って、アルミニウム原料はボートのアルミナ層以外の部分とは接触しないように配置されるのが好ましい。
【0044】
アルミナ層を形成した後、ボートは好ましくは不活性ガスまたは真空中(減圧下)でベーキングされる。ボートおよびアルミナ層に付着している水分や不純物成分を高温でかつ真空または不活性ガス雰囲気で除去するためである。ベーキングは真空熱処理炉や雰囲気熱処理炉を用いることができる。またベーキングは、帯溶融に用いるチャンバー内で高周波加熱にて行っても良く、高周波加熱コイルを30〜200mm/時間程度の移動速度にて移動させるのが好ましい。
【0045】
・アルミニウム原料の配置
上述したボートのアルミナ層上にアルミニウム原料を配置する。アルミニウム原料は、その形状にもよるが1本または複数本配置される。アルミニウム原料の形状(複数本用いる場合は合わせた形状)は、棒状が好ましく、また概ね四角柱あるいは円柱が簡便で好ましいが他の形状でもよい。
このアルミニウム原料の形状を断面(溶融部の移動方向に垂直な断面)が正方形の四角柱とみなしたとき、正方形の一辺をw(アルミニウム原料の断面寸法と呼ぶこととする。従って、断面寸法wはアルミニウム原料の断面積の平方根に相当する。)、四角柱の長さ(溶融部の移動方向に平行な方向の長さ)をLとすると、Lはw×30以上、w×100以下であることが好ましい。Lがw×30未満では十分な精製効果が得られない場合があり、またLがw×100を越えると精製に長い時間が必要となり、効率的でないためである。
【0046】
また、複数本のアルミニウム原料を用いる場合、長手方向(後述する溶融部が移動する方向)に複数のアルミニウム原料を配置してもよい。
【0047】
・帯溶融
本願発明では、アルミニウム表面の酸化を抑制するように、好ましくは、帯溶融をアルゴンガス、窒素ガス等の不活性雰囲気下で行い、より好ましくは減圧下(真空下)で行う。
減圧については、好ましくは圧力を3×10−5Pa以下とし、さらに好ましくは圧力を3×10−6Pa以上かつ2×10−5Pa以下とする。
圧力が高い(真空度が低い)と不純物成分が十分に除去されない場合があるためである。また圧力が低い(真空度が高い)ほど好ましいが、圧力が低すぎると設備が過剰となり、経済性が悪い。
このような高真空(低い圧力への減圧)は、アルミニウム原料が配置された上述のボートが内部に配置されているチャンバの排気を、例えばターボ分子ポンプと油回転ポンプとの両方を用いて行うことで実現できる。これ以外にも油拡散ポンプおよびクライオポンプ等を他の真空ポンプと組み合わせて排気する方法も好ましい。
【0048】
そして、ボート上に配置したアルミニウム原料の一部分にアルミニウムが溶融した溶融部を形成する。溶融部の形成にはアルミニウム原料の一部のみを加熱する必要があることから、好ましくは高周波加熱(高周波誘導加熱)により行う。例えばアルミニウム原料の一部分のみが高周波コイルの内側になるように配置することで高周波コイルの内側に溶融部を形成することができる。
これ以外にも抵抗加熱により加熱してもよい。抵抗加熱する部分を移動させることで溶融部を容易に移動できるからである。
【0049】
アルミニウムの帯溶融精製では、表面の酸化皮膜形成等を防止するために真空中で帯溶融を行うことがあったが、従来、真空度は10−4〜10−2Pa程度と低いものであった(例えば、Noe'Cheungらによる"Experimental impurity segregation and numerical analysis based on variable solute distribution coefficients during multi-pass zone refining of aluminum" Journal of Crystal Growth 310 (2008) 1274/1280 およびS.Hauttmannらによる"SiC formation and influence on the morphology of polycrystalline silicon thin films on graphite substrates produced by zone melting recrystallization")。
【0050】
しかし、本願発明者は上述のように高真空(圧力3×10−5Pa以下)で行うことにより、より高純度のアルミニウム材を得ることができることを見出した。
本発明の範囲を制限するものではない、本願発明者らが考えるメカニズムは、このように高真空中で帯溶融を行うことで、溶融部から液相部および固相部に不純物をはき出すという従来の帯溶融のメカニズムと、高真空下での真空精製(精錬)のメカニズムと、が同時に複合的に機能することで、従来にない高純度が達成できるというものである。したがって、真空精製で用いられる極めて高い真空度に比べて低い真空度であっても、帯溶融精製では二つの作用が同時に複合的に作用するために、高い精製効果が得られると考えられる。
【0051】
溶融部の温度は660℃以上900℃以下であることが好ましい。温度が660℃より低いとアルミニウムが凝固し、十分な精製効果が得られない場合があり、温度が900℃より高いと、ボートや高周波コイル周辺部材の温度が上昇し、アルミニウム蒸気や発生ガスにより十分な精製ができない場合があるからである。また、温度が900℃より高いとボートに用いた黒鉛と反応する場合があるからである。
【0052】
溶融部を所定の温度まで加熱する昇温は装置に依存するが、20分以上で行うことが望ましい。昇温が速いほうが、生産性が高くなるが、速過ぎるとアルミニウムより放出される成分により真空度が急激に悪化して真空排気装置のトラブルを生じたり、溶融部が急激に拡大して溶融領域の制御が困難になる恐れがあるからである。
【0053】
溶融帯幅(溶融部の移動方向に沿った長さ)は、装置等の条件にも依存するが30mm以上120mm以下が好ましく、50〜100mmがより好ましい。
この理由について説明する。
広い溶融帯幅を得るためには、例えば、高周波コイル等の溶融部を加熱する手段の出力を大きくすることが、通常行われる。従って、120mmを超える溶融帯幅を得るように加熱手段の出力を大きくすると、溶融部(溶融帯)の中心部の温度が融点よりもかなり高くなり、雰囲気や周辺部材からの汚染が生じやすくなる。
また溶融帯幅が30mmより狭い場合、試料形状の不均一に起因する溶融帯幅の時間的変動が大きくなりやすく、極端な場合には溶融部が凝固し(フリーズと呼ばれる)、精製効果が低減する。
従って、フリーズを生じない安定した溶融部を形成するとともに、汚染を抑制して良好な精製結果を得るためには、溶融帯幅が前述の範囲内であることが好ましい。
また、最適な溶融帯幅はアルミニウム原料の寸法に依存するため、アルミニウム原料の断面寸法wに対して、w×1.5以上、w×6以下を満たすことが更により好ましい。溶融帯幅が、120mmまたはw×6より大きいと上述のように、溶融部の中心部の温度が融点よりもかなり高くなり、雰囲気や周辺部材からの汚染が生じやすくなる。
一方、溶融帯幅が、30mmまたはw×1.5より小さいと、上述のように溶融帯幅の制御が難しく、溶融部が急激に縮小または凝固する場合がある。
溶融帯幅は、後述する帯溶融精製装置100のように高周波誘導加熱により溶融部を加熱する場合には高周波コイル出力を適正な値にすることにより、また抵抗加熱により溶融部を加熱する場合には溶融部に流す電流を適正な値にすることにより所望の値となるように制御できる。
【0054】
次にアルミニウム溶融部の幅(溶融帯幅)を所定の値とした後、溶融部を所定の位置まで移動させる。アルミニウム原料の形状が棒状の場合、通常、溶融部の移動は、アルミニウム原料の長手方向の一方の端から他方の端まで行う。また溶融部の移動はアルミニウム原料または高周波コイルの少なくとも一方を移動して、アルミニウム原料の加熱されている部分を移動させることにより行うことができる。
【0055】
本願発明者は、溶融部の移動速度を制御することで、高純度のアルミニウム材を得ることができることを見出した。
具体的には、溶融部の移動速度を毎時40mm以下、より好ましくは毎時30mm以下とすることで、残留抵抗比を70000以上(70000〜100000)と顕著に向上できることを見出した。そして、金属35元素の合計含有量についても0.45ppm以下に制御できる。
さらに、溶融部の移動速度を毎時40mm以下、より好ましくは毎時30mm以下とすることにより、不純物元素であるチタン(Ti)の濃度を顕著に減少できることを見出した。
【0056】
溶融部の移動速度を毎時40mm以下にすることで、残量抵抗比をより顕著に向上させ、またチタンの濃度を顕著に減少にさせるメカニズムについては、明確には判っていないが、本願発明らが推測するメカニズムは以下の通りである。
つまり、チタンを含む一部の元素が凝固界面で固体に取り込まれる割合は、平衡状態図から決まる分配係数のみではなく凝固界面移動速度とも関係しており、凝固界面移動速度が小さいほど固体に取り込まれる割合が向上する作用が大きいと推測される。
そして、溶融部の移動速度を毎時30mm以下とすることでこのメカニズムはよりいっそう確実に機能するものと考えられる。
また、このメカニズムから考えると溶融部の移動速度は毎時10mm以上であることが好ましい。
すなわち、凝固界面移動速度が十分小さくなれば、溶融部近傍は平衡状態で説明でき、精製効率は平衡状態図から決まる分配係数にほぼ支配される。従って、移動速度が十分に小さい範囲、具体的には毎時10mm程度より小さい範囲では、取り込み割合はほぼ一定になると考えられる。溶融部の移動速度が10mmより小さくなると、精製時間が長くなり、周辺部材からの汚染の影響が大きくなりやすく、またアルミニウム原料の一端に移動した(精製された)元素が固相内で拡散することで精製効果が低くなる場合があると考えられる。
【0057】
なお、上述のメカニズムは、現在までに得られた知見に基づいて、本願発明らが、推定したものであり、本願発明の技術的範囲を制限することを意図したものではないことに留意されたい。
また、帯溶融を複数パス行う場合、通常、溶融部の移動方向は、全てのパスで同じ方向である。
【0058】
帯溶融(帯溶融精製)は、例えば、横型の高周波加熱式の装置などを使って行うことができる。帯溶融精製装置チャンバの内部に配置されたボートにアルミニウム原料を入れ、チャンバ内を密閉して排気装置により減圧した後、アルミニウム原料を高周波加熱により加熱し、アルミニウム原料の長手方向の一方の端部近傍を溶融し溶融部を形成する。
【0059】
図1は、帯溶融精製装置の一例である帯溶融精製装置100を示す断面図である。
一方の端部がシールされ他方が真空ポンプ(排気装置)20に繋がる真空チャンバ14が、その長手方向が水平になるように配置されている。
真空チャンバ14は、好ましくはその内部を視認できるように石英等の透明な材料より成る。
【0060】
真空チャンバ14の内部にはグラファイトボート16が配置されている。グラファイトボート16の原料配置部はアルミナ層18により覆われている。そして、アルミナ層18を介して、グラファイトボート16の原料配置部にアルミニウム原料10が配置されている。
【0061】
アルミニウム原料10の一部を加熱し、溶融部10bを形成するように、真空チャンバ14を取り囲むように高周波コイル12が配置されている。高周波コイル12は図示しない高周波電源に繋がれている。
高周波コイル12は、図中の矢印の向きに移動速度毎時40mm以下、好ましくは毎時30mm以下で移動しており、これによりコイル内部に位置するアルミニウム原料10の一部を溶融して形成した溶融部10bが移動速度毎時40mm以下、好ましくは毎時30mm以下で移動する。
このように高周波コイル12が移動することで、アルミニウム原料10は、溶融部10bの前方(高周波コイル12の進行方向)に未溶融部10cを有し、溶融部10bの後方に溶融凝固部(精製部)10aを有している。
【0062】
図2は、帯溶融精製装置100に複数のアルミニウム原料10を配置した例を示す断面図である。複数のアルミニウム原料10が長手方向(高周波コイル12の進行方向)に、互いの端部を接触させた状態で配置されている。
図2に示す例では、まだ溶融が行われておらずアルミニウム原料10は全て未溶融部10cとなっている。
高周波コイル12を図2の左から右に(図2の4つのアルミニウム原料10の左端から右端)に移動することにより、溶融部は複数のアルミニウム原料10を横断して移動する。この結果、複数のアルミニウム原料10は1つに接合される。
【0063】
高周波加熱のための高周波コイルを移動することで、溶融部を他方の端部に向けて移動させ、試料全体を帯溶融精製することができる。金属元素成分のうち包晶系成分(包晶系7元素)は溶融開始部に、共晶系成分(金属35元素から包晶系7元素を除いた28元素)は溶解終了部に濃縮する傾向があるため、アルミニウム原料の両端部を除く領域で高純度アルミニウムを得ることが可能である。
【0064】
溶融部を例えばアルミニウム原料の長手方向の一端から他端までの間のように所定の間移動させた後は、高周波加熱を終了し、溶融部を凝固させる。凝固後、アルミニウム材を切り出す(例えば両端部を切り落とす)ことにより、精製された高純度のアルミニウム材が得られる。
【0065】
長手方向(溶融部の移動方向)に複数本のアルミニウム原料を配置している場合は、長手方向のアルミニウム原料を接触させて、長手方向に1個のアルミニウム原料として、一方の端部(すなわち、複数のアルミニウム原料の端部のうち長手方向に隣接するアルミニウム原料がない2つの端部の一方)から他方の端部(すなわち、複数のアルミニウム原料の端部のうち長手方向に隣接するアルミニウム原料がない2つの端部の他方)に移動させるのが好ましい。
接触するアルミニウム原料の端部同士が帯溶融時に接合し、長い一本のアルミウム材を得ることができるからである。
【0066】
なお、上述したようにアルミニウム原料の一方の端から他方の端まで帯溶融(帯溶融精製)した後、再度、一方の端から他方の端まで同じ方向に帯溶融を繰り返すことができる。
繰り返し数(パス数)は通常1以上20以下である。パス数をこれ以上多くしても、精製効果の向上は限定的である。
【0067】
包晶系7元素を効果的に精製するため、パス数は3以上が好ましく、5以上がさらに好ましい。パス数がこれより少ないと、包晶系7元素は移動しにくいため、十分な精製効果が得られない場合がある。
また、長手方向に複数のアルミニウム原料を互いに接触させて配置した場合、パス数が3より少ないと接合後の精製材(アルミニウム材)の形状(特に高さ寸法)が不均一となって、精製中に溶融帯幅が変動して均一な精製効果が得られにくい場合があるからである。
【0068】
金属35元素の総含有量を低減するため、ボート、高周波コイル、チャンバ内部の洗浄を行い、事前に真空中でベーキングを行い、周辺部材からの汚染を抑制することが好ましい。
鉄(Fe)と珪素(Si)と銅(Cu)の3元素は高純度アルミニウム中の主要不純物であり、精製用素材を切出準備する際に混入しやすい。これらの元素をチャンバ内に持ち込まないように、精製原料を前処理し、精製原料表面の汚染成分を除去することが好ましい。
【0069】
得られたアルミニウム材は、標準的な精製方法では低減が困難な包晶系7元素についても十分に低減されるために、一般的に入手可能な純度3N、4N、5N等の高純度アルミニウムと比較して、不純物元素含有量がさらに少ない。
さらに、上述のように溶融部の移動速度を毎時40mm以下とすることにより、特に高い残留抵抗比および低いチタン濃度を得ることができる。
【0070】
そして、得られたアルミニウム材は、MBEによる半導体結晶成長用原料(成膜原料)として使用することができ、例えば高品質なAlN、AlGaNエピタキシャル層を形成(成膜)することができる。
成膜法はMBEに限定されず、アルミニウムを含有する半導体材料の成膜方法であれば、例えば、HVPE法(ハイドライド気相成長法)のような他の成膜法でも利用可能であり、これにより不純物の少ない高品質な成膜が可能である。
【0071】
また、AlNおよびAlGaN等の半導体層の成膜に限定されず、AlNおよびAlGaN等のような、アルミニウムを含有する半導体のバルク単結晶の製造方法においても利用可能である。
このような半導体のバルク単結晶の製造方法の具体例として、フラックス法、昇華再結晶法、HVPE法が挙げられ、これらを含む半導体のバルク単結晶の製造方法において、本願発明のアルミニウム材を用いることでアルミニウムを含有する半導体のバルク単結晶を得ることができる。
【0072】
さらに、このような不純物の少ない高純度のアルミニウムは、低温での電気抵抗が少ないことから、例えば低抵抗が必要な超電導安定化材のような用途に使用することが可能である。また、超電導応用機器のような低温での熱伝達材にも使用できる。
【実施例】
【0073】
実施例1
純度99.93%(原子比、以下同じ)のアルミニウムを三層電解法により精製して純度が99.999%以上の5Nアルミニウムを得た。この5Nアルミニウムの成分分析結果は、Si=2.4ppm、Cu=0.47ppm、Fe=0.30ppm、Mg=0.54ppm、これら以外の他の31元素(すなわち、Li、Be、B、Na、K、Ca、Ti、V、Cr、Mn、Ni、Co、Zn、Ga、Ge、As、Se、Zr、Mo、Ag、Cd、In、Sn、Sb、Ba、La、Ce、Pt、Hg、Pb、Bi。以下、単に「31元素」という場合がある。)が0.33ppmでありこれら不純物35元素の合計が4.0ppmであった。
【0074】
この5Nアルミニウムを原料として、一方向凝固により精製して、純度99.9999%の6Nアルミニウムを得た。
より詳細には、黒鉛製ルツボ(内寸法:幅65mm×長さ400mm×高さ35mm)の中に1.8kgの5Nアルミニウムを原料として配置し、これを、炉体移動式管状炉の炉心管(石英製、内径100mm×長さ1000mm)の内部に収容し、1×10−2Paの減圧雰囲気にて炉体を700℃に温度制御して、5Nアルミニウムを溶解させた。その後、炉体を30mm/時間の速度で炉心管から引き抜くことにより一方の端部(凝固開始端)から他方の端部に向けて一方向に凝固させた。そして、長さ方向において凝固開始端より50mmの位置から凝固開始端より250mmの位置までを切出し、幅65mm×長さ200mm×厚さ26mmの塊状の6Nアルミニウムを得た。
【0075】
この6Nアルミニウムの主要不純物元素含有量は、Si=0.33ppm、Fe=0.043ppm、Cu=0.059ppm(すなわち、FeとSiとCuの合計含有量が、0.43ppm)、Mg=0.11ppm、31元素=0.11ppm、これら35元素合計で0.65ppmであった。
【0076】
上記で得られた6Nアルミニウム塊から、約18mm×18mm×100mmの四角柱あるいは類似形状に切削加工で切出し、純水で希釈した20%塩酸水溶液で3時間酸洗浄したアルミニウム原料を得た。
【0077】
帯溶融精製:
帯溶融精製装置の真空チャンバ(外径50mm、内径46mm、長さ1400mmの石英管)内部に、グラファイトボートを配置した。グラファイトボートの原料配置部には、住友化学株式会社製の高純度アルミナ粉末AKPシリーズ(純度99.99%)を押圧しながら塗布してアルミナ層を形成した。
【0078】
グラファイトボートを真空下にて高周波加熱しベーキングした。
ベーキングは10−5〜10−7Paの真空中で、帯溶融に用いる高周波加熱コイル(加熱コイル巻数3、内径70mm、周波数約100kHz)にて加熱し、100mm/時間の速度でボートの一端から他端まで移動して、グラファイトボート全体を順に加熱して行った。
【0079】
上記のアルミニウム原料9本、合計重量約780gを、グラファイトボートに設けた20×20×1000mmの原料配置部に配置した。アルミニウム原料は9本全体で概ね四角柱とみなせるように配置した、アルミニウム原料の断面寸法w=18mm、長さL=900mm、L=w×50であった。
【0080】
チャンバ内を密閉し、ターボ分子ポンプおよび油回転ポンプにより圧力が1×10−5Pa以下になるまで排気した。その後、高周波加熱コイル(高周波コイル)によりアルミニウム原料の長手方向の一端を加熱し溶融させ溶融部を形成した。
溶融部の溶融帯幅(溶融部の移動方向に沿った長さ)が約90mmとなるように高周波電源(周波数100kHz、最大出力5kW)の出力を調整した。そして高周波コイルを毎時30mmの速度で移動させ、溶融部を約900mm移動させた。このときのチャンバ内の圧力は5×10−6〜9×10−6Paであった。溶融部の温度を放射温度計にて測定した結果、660℃〜800℃であった。
【0081】
その後、徐々に高周波出力を下げて溶融部を凝固させた。
そして、高周波コイルを溶融開始位置(最初に溶融部を形成した位置)まで移動させ、チャンバ内を真空に維持したまま、溶融開始位置で再度アルミニウム原料を加熱溶融させて溶融部を形成した。この溶融部を移動させて帯溶融精製を繰り返した。溶融帯幅約90mm、溶融部の移動速度毎時30mmでの帯溶融精製を、合計10回(10パス)実施した。溶融帯幅は精製原料の断面寸法wに対し、w×2.8〜w×3.9であった。
10パス終了後にチャンバを大気開放し、アルミニウムを取り出し、長さ約950mmの精製アルミニウム材を得た。
【0082】
得られたアルミニウム材を切出して組成分析を行った結果を表1に示す。組成分析はグロー放電質量分析法(サーモエレクトロン社製VG9000を使用)により行った。組成分析用サンプルは、溶融開始端から90mm、210mm、330mm、450mm、570mm、690mm、810mmの7箇所より採取した。
【0083】
【表1】

【0084】
【表2】
【0085】
アルミニウム材の溶融開始端から810mmの試料を除いた他の試料(アルミニウム材の溶融開始端から90mm、210mm、330mm、450mm、570mmおよび690mmの6試料)では、包晶系7元素(Ti、V、Cr、As、Se、Zr、Mo)の合計含有量が0.018〜0.11ppm、金属35元素の合計含有量が0.10〜0.16ppmであった。FeとSiとCuの合計含有量は0.007〜0.084ppmであった。すなわち、帯溶融精製前の上述の6Nアルミニウムと比べ、不純物が少なくなっていること、および金属35元素の合計含有量が0.2ppm以下と極めて高い純度に精製されたことが確認できた。
包晶系7元素の合計含有量(濃度)および金属35元素の合計含有量(濃度)の算出に際して、検出限界以下の濃度の元素、すなわち含有量が0.001ppm未満の元素については0.001ppmとして計算を行った。
従って、金属35元素全てが検出限界0.001ppm以下に精製された場合、金属35元素の合計含有量の計算結果は0.035ppm(0.001ppm×35)となる。しかし、全ての元素を検出限界以下に低減することは技術的に困難であり、特に包晶系7元素が残留しやすいことを考慮すると、現在のところ、金属35元素の合計含有量を0.05ppm未満に精製することは困難であると考えられる、このことから、上述のように本願発明に係るアルミニウム材の金属35元素の合計含有量の好ましい下限値は0.05ppmである。
【0086】
アルミニウム材の溶融開始端から810mmの領域では、包晶系7元素の合計含有量は0.012ppmと極めて少ないが、金属35元素の合計含有量は2.5ppmと多かった。特にFeとSiとCuの合計含有量が2.4ppmと多く、FeとSiとCuが濃縮していた。
【0087】
角柱形状の試料を切り出し、電解研磨により表面の加工変質層を除去し、500℃にて熱処理を行い、残留抵抗測定に供した。四端子法にて液体ヘリウム浸漬状態での電気抵抗を測定し、室温で測定した電気抵抗に対する液体ヘリウム浸漬状態での電気抵抗の比を計算してサイズ効果補正をしていない残留抵抗比を得た。次に角柱試料の寸法を測定し、その寸法値を用いてサイズ効果補正計算を行い、残留抵抗比(サイズ効果補正を行った残留抵抗比)を得た。得られた結果を図3に示す。
溶融開始端から90mmと810mmの領域を除き、残留抵抗比(サイズ効果補正値)は50000以上を示した。特に溶融開始端から450mm〜690mmの領域では、70000以上(70000〜100000の範囲)の極めて高い値を示し、極めて高い純度に精製されたことが確認できた。
また、図4には、溶融開始端からの距離とチタン濃度との間系を示す。チタン濃度は、上述のグロー放電質量分析法による組成分析で得た。溶融開始端から90mmと210mmの領域を除く領域では、チタン濃度は0.0006〜0.0135ppmと少なくなっている。
すなわち、実施例1のサンプルにおいて、両端側(溶融開始端から210mmまでの領域と溶融開始端から810mm以降の領域)を取り除くことで、本願発明の目的とする高純度アルミニウム材を得ることができる。
【0088】
比較例1
溶融部の移動速度を毎時60mmとした以外は実施例1と同じ条件で比較例1のサンプルを作製した。実施例1と同様に帯溶融精製を10パス行って得られたアルミニウム材について評価を行った。
不純物分析用の試料は90mm、210mm、330mm、450mm、570mm、690mm、810mm、930mmの8箇所から採取した。組成分析を行った結果を表1に示す。
【0089】
アルミニウム材の溶融開始端から930mmの試料を除いた他の試料では、包晶系7元素(Ti、V、Cr、As、Se、Zr、Mo)の合計含有量が0.033〜0.071ppm、金属35元素の合計含有量が0.10〜0.17ppmであった。FeとSiとCuの合計含有量が0.010〜0.098ppmであった。すなわち、帯溶融精製前の上述の6Nアルミニウムと比べ、不純物が少なくなっていた。
【0090】
残留抵抗比の測定試料は、溶融開始位置から90mm、210mm、330mm、450mm、570mm、690mm、810mmの7箇所から採取した。
実施例1と同じ方法でこれら7箇所から得たサンプルの残留抵抗比(残留抵抗比のサイズ効果補正値)を得た。得られた結果を図3に示す。
長さ方向の全域において、残留抵抗値が60000以下であった。
また、実施例1と同じ方法により得た、溶融開始端からの距離とチタン濃度との間系を図4に示す。
【0091】
比較例2
溶融部の移動速度を毎時60〜100mmとした。
具体的には、最初の3パスでは移動速度を毎時100mmとし、溶融帯幅は約70mmとした。残り7パスでは移動速度を毎時60mmとし、溶融帯幅は約50mmとした。
これ以外の精製条件は実施例1と同じにして、比較例2のサンプルを作製した。
【0092】
残留抵抗比の測定試料および不純物分析用の試料は、溶融開始位置から30mm、150mm、270mm、390mm、510mm、630mm、750mmの7箇所から採取した。組成分析を行った結果を表2に示す。
【0093】
アルミニウム材の溶融開始端から750mmの試料を除いた他の試料では、包晶系7元素(Ti、V、Cr、As、Se、Zr、Mo)の合計含有量が0.042〜0.093ppm、金属35元素の合計含有量が0.097〜0.18ppmであった。FeとSiとCuの合計含有量が0.009〜0.042ppmであった。すなわち、帯溶融精製前の上述の6Nアルミニウムと比べ、不純物が少なくっているのがわかる。
【0094】
実施例1と同じ方法で、上記7箇所から得たサンプルの残留抵抗比(サイズ効果補正行った残留抵抗比)を得た。得られた結果を図3に示す。
長さ方向の全域において、残留抵抗値(サイズ効果補正値)が60000以下であった。
また、実施例1と同じ方法により得た、溶融開始端からの距離とチタン濃度との間系を図4に示す。
【0095】
比較例3
溶融部の移動速度を毎時60〜100mmとした。
具体的には、最初の3パスでは移動速度を毎時100mmとし、溶融帯幅は約100mmとした。残り7パスでは移動速度を毎時60mmとし、溶融帯幅は約60mmとした。
これ以外の条件は実施例1と同じにして比較例2のサンプルを作製した。
【0096】
残留抵抗比の測定試料および不純物分析用の試料は、溶融開始位置から30mm、270mm、570mmの3箇所から採取した。組成分析を行った結果を表2に示す。
【0097】
包晶系7元素(Ti、V、Cr、As、Se、Zr、Mo)の合計含有量が0.050〜0.076ppm、金属35元素の合計含有量が0.11〜0.14ppmであった。FeとSiとCuの合計含有量が0.013〜0.017ppmであった。すなわち、帯溶融精製前の上述の6Nアルミニウムと比べ、不純物が少なくっているのがわかる。
【0098】
実施例1と同じ方法で、上記7箇所から得たサンプルの残留抵抗比(サイズ効果補正行った残留抵抗比)を得た。得られた結果を図3に示す。
長さ方向の全域において、残留抵抗値(サイズ効果補正値)が60000以下であった。
また、実施例1と同じ方法により得た、溶融開始端からの距離とチタン濃度との間系を図4に示す。
【0099】
・残留抵抗比およびチタン濃度について
実施例1および比較例1〜3のサンプルは、いずれも帯溶融精製前と比べ、包晶系7元素の合計含有量、金属35元素の合計含有量、FeとSiとCuの合計含有量が帯溶融精製前の6Nアルミニウム材より低い領域がある程度存在しており、この部分を取り出すことで高純度のアルミニウム材を得られることが判る。
【0100】
さらに、実施例1のサンプルは、図3および図4に示すように、残留抵抗比およびチタン濃度について他のサンプルと比べて顕著に優れていることが判る。
すなわち、残留抵抗比については、比較例1〜3のサンプルは何れの領域のおいても60,000以下に留まっているのに対して、実施例1においては、溶融開始端から450mm〜690mmの領域で、70000以上(70000〜100000の範囲)の極めて高い値を示し、極めて高い純度に精製できたことが判る。
【0101】
また、チタン濃度については、実施例1は、溶融開始端から330mm〜810mmの領域で、比較例1〜3より低い値となっている。
すなわち、溶融開始端から450mm〜690mmの領域では、実施例1のサンプルは、比較例1〜3のサンプルと比べ、残留抵抗比が高くかつチタン濃度が低くなっていることが判る。
【産業上の利用可能性】
【0102】
本発明によれば、例えば高品質な結晶成長を行うMBE等の成膜方法に用いる等の各種用途に使用可能なアルミニウム材およびその精製方法が提供される。
【符号の説明】
【0103】
帯溶融精製装置 100
アルミニウム原料 10
溶融凝固部(精製部) 10a
溶融部 10b
未溶融部 10c
高周波コイル 12
真空チャンバ 14
グラファイトボート 16
アルミナ層 18
真空ポンプ 20
【技術分野】
【0001】
本発明はアルミニウム材、とりわけ不純物量の少ないアルミニウム材およびその製造方法に関する。
【背景技術】
【0002】
高純度のアルミニウムは、MBE等による半導体の気相成長をはじめ多くの分野で用いられている。このような高純度のアルミニウムとして、例えば偏析法や三層電解法により作製した高純度アルミウム材が知られている。これら高純度アルミニウム材は、通常99.99%〜99.999%程度の純度であることが知られている。
また、例えば特許文献1に不純物の分析結果が示されるような、99.9999%の純度レベルを有する超高純度アルミニウム材も知られている。
しかし、下記に示すように、これら従来の高純度および超高純度アルミニウム材の不純物レベルでは十分でない場合があり、より一層不純物を低減したアルミニウム材への要望が高まっている。
【0003】
高密度光記録用途、高演色の照明やディスプレイ、殺菌、各種医療分野など、幅広い分野での応用が考えられている深紫外線(波長:200〜360nm)を発する発光ダイオードや半導体レーザーは、従来ガスレーザーなど大型装置の光源しか無かったが、AlN、AlGaN系半導体を用いることで、小型、高効率、長寿命な発光ダイオード(LED)や半導体レーザー(LD)が作製可能となっている。
【0004】
しかし、比較的高い貫通転位密度を有するにもかかわらず高い量子効率が得られるInGaN等のInを含む窒化物半導体と異なり、Inを含まないAlN、AlGaN系半導体では、発光に寄与しない再結合中心が少ない高品質な結晶成長が必要となる。
【0005】
これはAlN、AlGaN結晶では、多くの種類の元素が不純物として取り込まれやすく、取り込まれた不純物によりエネルギーバンド中に深いエネルギー準位を形成しやすことから、不純物が発光特性に影響を与えやすい。また、含有不純物元素が起点となり結晶欠陥が発生しやすいためである。従って、結晶品質および発光特性を向上させるためには、これら不純物元素の導入を、極力抑制することが重要である。
【0006】
例えば、非特許文献1には、AlN薄膜のカソードルミネッセンス等により、酸素(O)およびシリコン(Si)起因の欠陥について評価している。
非特許文献2には、酸素、炭素などの非金属元素および珪素などの不純物が取り込まれやすい元素として記されている。
非特許文献3には、CrやMnの影響について記載されている。
非特許文献4には、Si、Ge、P、As、Sb、CのAlN結晶中での存在状態を計算により検討している。
【0007】
AlN、AlGaN系半導体の結晶成長方法は複数の方法が検討されているが、MBE法による場合はアルミニウムを原料として用いている。
【0008】
従って、AlN、AlGaN相の不純物元素を抑制するために、MBEに用いるアルミニウム中に存在する不純物を抑制することは極めて重要である。
【0009】
また、これ以外にも例えばLSI等の集積回路の配線材の用途で従来の高純度アルミニウム材に含まれる非金属不純物による異常放電等の問題があった。
【0010】
例えば特許文献1に記載されている従来の高純度アルミニウム精製法である偏析法や三層電解ではこれらの不純物に起因する問題を解決することができなかった。そこで、より不純物レベルを抑制したアルミニウム材が要望されていた。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開特開2009−242867号公報
【非特許文献】
【0012】
【非特許文献1】B.Bastek et.al.,Applied Physics Letters 95(2009)032106.
【非特許文献2】秩父重英、上殿明良、日本結晶成長学会誌vol.36(2009)166.
【非特許文献3】H.X.Liu et.al.,Applied Physics Letters 85(2004)4076.
【非特許文献4】L.E.Ramas et.al.,Physical Review B68(2003)085209.
【発明の概要】
【発明が解決しようとする課題】
【0013】
本願はこのような要望に応えて、不純物レベルをよりいっそう抑制したアルミニウム材およびその製造(精製)方法を提供することを目的とする。
【課題を解決するための手段】
【0014】
本発明の態様1は、リチウム(Li)とベリリウム(Be)とホウ素(B)とナトリウム(Na)とマグネシウム(Mg)と珪素(Si)とカリウム(K)とカルシウム(Ca)とチタン(Ti)とバナジウム(V)とクロム(Cr)とマンガン(Mn)と鉄(Fe)とニッケル(Ni)とコバルト(Co)と銅(Cu)と亜鉛(Zn)とガリウム(Ga)とゲルマニウム(Ge)とヒ素(As)とセレン(Se)とジルコニウム(Zr)とモリブデン(Mo)と銀(Ag)とカドミウム(Cd)とインジウム(In)とスズ(Sn)とアンチモン(Sb)とバリウム(Ba)とランタン(La)とセリウム(Ce)と白金(Pt)と水銀(Hg)と鉛(Pb)とビスマス(Bi)の合計含有量が原子比で0.45ppm以下であり、残留抵抗比のサイズ効果補正値が70000〜100000であることを特徴とするアルミニウム材である。
【0015】
本発明の態様2は、チタン(Ti)の含有量が原子比で0.02ppm以下であることを特徴とする態様1に記載のアルミニウム材である。
【0016】
本発明の態様3は、態様1または2のいずれかに記載のアルミニウム材の半導体成膜プロセスでの使用である。
【0017】
本発明の態様4は、態様1または2のいずれかに記載のアルミニウム材の半導体バルク単結晶成長プロセスでの使用である。
【0018】
本発明の態様5は、アルミニウムの一部分を溶融した溶融部を形成し、該溶融部を移動させて不純物を除去する帯溶融工程を含むアルミニウム材の製造方法であって、前記溶融部を形成するアルミニウムがアルミナ層の上に配置され、かつ前記溶融部の移動速度が毎時40mm以下であることを特徴とするアルミニウム材の製造方法である。
【0019】
本発明の態様6は、前記帯溶融工程を減圧下で行うことを特徴とする態様5に記載の製造方法である。
【0020】
本発明の態様7は、前記帯溶融工程を圧力3×10−6Pa〜2×10−5Paの減圧下で行うことを特徴とする態様6に記載の製造方法である。
【0021】
本発明の態様8は、前記帯溶融工程を不活性ガス雰囲気中で行うことを特徴とする態様5に記載の製造方法である。
【0022】
本発明の態様9は、前記溶融部の移動方向に沿った長さが30〜120mmであることを特徴とする態様5〜8のいずれかに記載の製造方法である。
【発明の効果】
【0023】
本願発明により、金属35元素(Li、Be、B、Na、Mg、Si、K、Ca、Ti、V、Cr、Mn、Fe、Ni、Co、Cu、Zn、Ga、Ge、As、Se、Zr、Mo、Ag、Cd、In、Sn、Sb、Ba、La、Ce、Pt、Hg、Pb、Bi)の合計含有量が0.45ppm以下であり、かつ残留抵抗比のサイズ効果補正値が70000以上、100000以下と不純物レベルが極めて低い高純度アルミニウム材およびその製造方法を提供することができる。
【図面の簡単な説明】
【0024】
【図1】帯溶融精製装置の一例である帯溶融精製装置100を示す断面図である。
【図2】帯溶融精製装置100に複数のアルミニウム原料10を配置した例を示す断面図である。
【図3】帯溶融の溶解開始部からの距離と残留抵抗比のサイズ効果補正値との関係を示すグラフである。
【図4】帯溶融の溶解開始部からの距離とチタン濃度との関係を示すグラフである。
【発明を実施するための形態】
【0025】
本願発明の不純物を抑制したアルミニウム材は、金属元素成分が所定量以下であるアルミニウム材である。
より詳細には、本発明は、金属35元素の合計含有量が0.45ppm以下であり、好ましくは0.05〜0.2ppmであり、より好ましくは0.05〜0.15ppmであるアルミニウム材である。
本願発明のアルミニウム材は、詳細を後述する残留抵抗比のサイズ効果補正値が70000〜100000である。
【0026】
ここで、本明細書において用語「包晶系7元素」は、Ti,V、Cr、As、Se、Zr、Moの7つの元素を意味する。
同様に、本明細書において用語「金属35元素」は、Li、Be、B、Na、Mg、Si、K、Ca、Ti、V、Cr、Mn、Fe、Ni、Co、Cu、Zn、Ga、Ge、As、Se、Zr、Mo、Ag、Cd、In、Sn、Sb、Ba、La、Ce、Pt、Hg、Pb、Biの35元素を意味する。
また、本明細書における「ppm」は原子比で示したppmである。
【0027】
次に、用語「残留抵抗比のサイズ効果補正値」について説明する。
金属等の材料の純度を示す指標として、残留抵抗比(RRR)が知られている。残留抵抗比とは、同一の材料(試料)の絶対温度4.2Kでの電気抵抗測定値と室温での電気抵抗測定値の比(室温での電気抵抗測定値を4.2Kでの電気抵抗測定値で除した値)であり、高純度アルミニウムは低温で電気抵抗が小さいために、通常、1より大きい値を示す。
残留抵抗比はアルミニウムの純度が上がるほど大きくなることが知られている。
【0028】
不純物含有量が10ppm以下のような高純度アルミニウムでは、測定試料表面での電子散乱に起因する残留抵抗比の測定値の低下が無視できなくなり、同じ不純物含有量であっても測定試料形状により残留抵抗比の値が変化する。
この現象はサイズ効果と呼ばれ、その影響について理論的な計算がなされている。残留抵抗比の測定値からサイズ効果による影響を取り除き、すなわち測定試料寸法に依存しないバルク状態での残留抵抗比を評価するための計算方法が、Y.Ueda,J.Sci.Hiroshima Univ.,Ser.A,47(1984)p.305−340に示されている。
そこで、本願発明者らは、この計算式を用いて残留抵抗比のサイズ効果補正値(サイズ効果を補正した残留抵抗比)を得た。なお、本願明細書では、特に断らない限り、この計算式を用いて求めた残留抵抗比のサイズ効果補正値を簡単のため「残留抵抗比」と記載する。
【0029】
本願発明に係るアルミニウム材は、好ましくは、チタン(Ti)の含有量が0.02ppm以下である。より好ましくは0.01〜0.05pmである。
【0030】
本願発明者は、アルミニウム中の不純物を帯溶融精製(zone melting process)により除去する際に、不純物がボートから加熱したアルミニウム中に拡散するのを防止するために、アルミニウムが配置されるボートの表面に予めアルミナ層を形成し、かつ溶融したアルミニウムからの不純物の分離を確実に行うために帯溶融精製を、溶融部の移動速度を毎時40mm以下、好ましくは毎時30mm以下と小さくすることで上述の本願発明に係るアルミニウム材を得ることができることを見出した。
【0031】
さらに帯溶融精製をアルゴンガス、窒素ガス等の不活性雰囲気下で行うことが好ましく、減圧下(真空中)で行うことがより好ましいことを見出した。
減圧については、好ましくは圧力を3×10−5Pa以下とし、さらに好ましくは圧力を3×10−6Pa以上、2×10−5Pa以下とする。
【0032】
以下に本願に係るアルミニウム材の製造方法の詳細を示す。
【0033】
アルミニウム原料:
詳細を後述する帯溶融精製時にその一部分に溶融した溶融部を形成して不純物を除去するアルミニウム原料として、純度5N(99.999%以上、原子比)から6N(99.9999%以上、原子比)のアルミニウムを使用するのが好ましい。
アルミニウム材の純度を予め高めておくことにより、帯溶融精製をより効率的に行えるからである。
【0034】
このような純度5Nから6Nのアルミニウムは、比較的純度の低い市販のアルミニウム(例えば純度99.9%のJIS−H2102の特1種程度のグレード)を精製することによって得ることができる。
精製方法としては、特に制限されないが、好ましくは、三層電解法による精製と、一方向凝固法による精製との両方が用いられる。
三層電解法による精製と一方向凝固法による精製の実施順序は特に制限されないが、通常は、三層電解法で精製し、その後、一方向凝固法で精製される。また、三層電解法による精製と一方向凝固法による精製は、例えば、交互に繰り返し行ってもよく、またいずれか一方もしくは両方を各々繰り返し行ってもよい。
【0035】
なお、三層電解法による精製および一方向凝固法による精製の具体的な手法や条件などは、当該技術分野で通常行われている方法や条件等を適宜採用すればよい。
得られたアルミニウム原料は、後述の前処理、真空溶解に適した形状に加工することができる。アルミニウム原料の形状はペレット、棒、板、ブロック状などである。
【0036】
前処理:
アルミニウム原料は、帯溶融精製に供せられる前に、好ましくは前処理が行なわれる。大気雰囲気中で表面に生じた酸化膜等およびアルミニウム原料を加工する際にその表面に付着した不純物元素を予め除去することで帯溶融精製をより効率的に行えるからである。
【0037】
前処理の方法は特に限定されるものでなく、アルミニウム原料の表面層を除去するために当該技術分野で用いられている各種の処理を用いることができる。
前処理として、例えば酸処理、電解研磨などが挙げられる。
【0038】
好適な酸処理の例として、以下の条件でアルミニウム原料を酸に浸漬してよい。
酸の種類および濃度: 純水で希釈した約20%塩酸水溶液
温度: 20℃〜40℃
時間: 1〜5時間
【0039】
好適な電解研磨の例として以下の条件を挙げることができる。
電解研磨液: 過塩素酸およびエタノール1:6混合液
温度: 19〜23℃
電圧: 25V(定電圧電解)
時間: 1〜10分
【0040】
帯溶融精製:
アルミニウム原料の不純物を除去し、目的の不純物レベルに到達したアルミニウム材を得るために帯溶融精製(帯溶融法)を行う。
帯溶融精製は、ボート上に配置したアルミニウム原料の一部分にアルミニウムが溶融した溶融部を形成し、この溶融部を所定の方向に移動させることにより行う。
以下に帯溶融精製の詳細を示す。
【0041】
・ボート上のアルミナ層の形成
使用するボートは、帯溶融法で通常使用可能な各種のボートが使用可能である。このようなボートの例として、ステンレス鋼より成るボート、タングステン(W)、チタン(Ti)、モリブデン(Mo)、タンタル(Ta)またはこれら金属の炭化物より成るボートおよびアルミナより成るボートがある。
好適なボートはグラファイトボートである。高純度で大型の素材が容易に入手でき、また真空中およびアルゴン、窒素などの不活性ガス雰囲気中で安定であり、溶融アルミニウムとも反応しないためである。
【0042】
そして、ボートの上にアルミナを塗布して、アルミナ層を形成してよい。アルミナ層はボートの全面に形成してもよいが、アルミニウム原料が配置される原料配置部にのみ形成してもよい。
アルミナ層の塗布はアルミナ粉末を有機溶剤等の液体中に分散させ、このアルミナ粉末を含む液体をボートに塗布した後、液体を蒸発させることにより行ってもよい。また、アルミナの固体粉末を直接ボート表面に塗布してもよい。後者の方が、より簡便に塗布できるため好ましい。
【0043】
アルミナ層は帯溶融を行って得られたアルミニウム材を取り出しやすくする離型剤の働きに加えて、ボートから不純物元素がアルミニウム材に侵入するのを防止する働きがある。アルミナからの不純物の侵入を防止するように、塗布するアルミナは例えば住友化学株式会社製高純度アルミナ粉末AKPシリーズ(純度99.99%)のような高純度のアルミナが好ましい。
従って、アルミニウム原料はボートのアルミナ層以外の部分とは接触しないように配置されるのが好ましい。
【0044】
アルミナ層を形成した後、ボートは好ましくは不活性ガスまたは真空中(減圧下)でベーキングされる。ボートおよびアルミナ層に付着している水分や不純物成分を高温でかつ真空または不活性ガス雰囲気で除去するためである。ベーキングは真空熱処理炉や雰囲気熱処理炉を用いることができる。またベーキングは、帯溶融に用いるチャンバー内で高周波加熱にて行っても良く、高周波加熱コイルを30〜200mm/時間程度の移動速度にて移動させるのが好ましい。
【0045】
・アルミニウム原料の配置
上述したボートのアルミナ層上にアルミニウム原料を配置する。アルミニウム原料は、その形状にもよるが1本または複数本配置される。アルミニウム原料の形状(複数本用いる場合は合わせた形状)は、棒状が好ましく、また概ね四角柱あるいは円柱が簡便で好ましいが他の形状でもよい。
このアルミニウム原料の形状を断面(溶融部の移動方向に垂直な断面)が正方形の四角柱とみなしたとき、正方形の一辺をw(アルミニウム原料の断面寸法と呼ぶこととする。従って、断面寸法wはアルミニウム原料の断面積の平方根に相当する。)、四角柱の長さ(溶融部の移動方向に平行な方向の長さ)をLとすると、Lはw×30以上、w×100以下であることが好ましい。Lがw×30未満では十分な精製効果が得られない場合があり、またLがw×100を越えると精製に長い時間が必要となり、効率的でないためである。
【0046】
また、複数本のアルミニウム原料を用いる場合、長手方向(後述する溶融部が移動する方向)に複数のアルミニウム原料を配置してもよい。
【0047】
・帯溶融
本願発明では、アルミニウム表面の酸化を抑制するように、好ましくは、帯溶融をアルゴンガス、窒素ガス等の不活性雰囲気下で行い、より好ましくは減圧下(真空下)で行う。
減圧については、好ましくは圧力を3×10−5Pa以下とし、さらに好ましくは圧力を3×10−6Pa以上かつ2×10−5Pa以下とする。
圧力が高い(真空度が低い)と不純物成分が十分に除去されない場合があるためである。また圧力が低い(真空度が高い)ほど好ましいが、圧力が低すぎると設備が過剰となり、経済性が悪い。
このような高真空(低い圧力への減圧)は、アルミニウム原料が配置された上述のボートが内部に配置されているチャンバの排気を、例えばターボ分子ポンプと油回転ポンプとの両方を用いて行うことで実現できる。これ以外にも油拡散ポンプおよびクライオポンプ等を他の真空ポンプと組み合わせて排気する方法も好ましい。
【0048】
そして、ボート上に配置したアルミニウム原料の一部分にアルミニウムが溶融した溶融部を形成する。溶融部の形成にはアルミニウム原料の一部のみを加熱する必要があることから、好ましくは高周波加熱(高周波誘導加熱)により行う。例えばアルミニウム原料の一部分のみが高周波コイルの内側になるように配置することで高周波コイルの内側に溶融部を形成することができる。
これ以外にも抵抗加熱により加熱してもよい。抵抗加熱する部分を移動させることで溶融部を容易に移動できるからである。
【0049】
アルミニウムの帯溶融精製では、表面の酸化皮膜形成等を防止するために真空中で帯溶融を行うことがあったが、従来、真空度は10−4〜10−2Pa程度と低いものであった(例えば、Noe'Cheungらによる"Experimental impurity segregation and numerical analysis based on variable solute distribution coefficients during multi-pass zone refining of aluminum" Journal of Crystal Growth 310 (2008) 1274/1280 およびS.Hauttmannらによる"SiC formation and influence on the morphology of polycrystalline silicon thin films on graphite substrates produced by zone melting recrystallization")。
【0050】
しかし、本願発明者は上述のように高真空(圧力3×10−5Pa以下)で行うことにより、より高純度のアルミニウム材を得ることができることを見出した。
本発明の範囲を制限するものではない、本願発明者らが考えるメカニズムは、このように高真空中で帯溶融を行うことで、溶融部から液相部および固相部に不純物をはき出すという従来の帯溶融のメカニズムと、高真空下での真空精製(精錬)のメカニズムと、が同時に複合的に機能することで、従来にない高純度が達成できるというものである。したがって、真空精製で用いられる極めて高い真空度に比べて低い真空度であっても、帯溶融精製では二つの作用が同時に複合的に作用するために、高い精製効果が得られると考えられる。
【0051】
溶融部の温度は660℃以上900℃以下であることが好ましい。温度が660℃より低いとアルミニウムが凝固し、十分な精製効果が得られない場合があり、温度が900℃より高いと、ボートや高周波コイル周辺部材の温度が上昇し、アルミニウム蒸気や発生ガスにより十分な精製ができない場合があるからである。また、温度が900℃より高いとボートに用いた黒鉛と反応する場合があるからである。
【0052】
溶融部を所定の温度まで加熱する昇温は装置に依存するが、20分以上で行うことが望ましい。昇温が速いほうが、生産性が高くなるが、速過ぎるとアルミニウムより放出される成分により真空度が急激に悪化して真空排気装置のトラブルを生じたり、溶融部が急激に拡大して溶融領域の制御が困難になる恐れがあるからである。
【0053】
溶融帯幅(溶融部の移動方向に沿った長さ)は、装置等の条件にも依存するが30mm以上120mm以下が好ましく、50〜100mmがより好ましい。
この理由について説明する。
広い溶融帯幅を得るためには、例えば、高周波コイル等の溶融部を加熱する手段の出力を大きくすることが、通常行われる。従って、120mmを超える溶融帯幅を得るように加熱手段の出力を大きくすると、溶融部(溶融帯)の中心部の温度が融点よりもかなり高くなり、雰囲気や周辺部材からの汚染が生じやすくなる。
また溶融帯幅が30mmより狭い場合、試料形状の不均一に起因する溶融帯幅の時間的変動が大きくなりやすく、極端な場合には溶融部が凝固し(フリーズと呼ばれる)、精製効果が低減する。
従って、フリーズを生じない安定した溶融部を形成するとともに、汚染を抑制して良好な精製結果を得るためには、溶融帯幅が前述の範囲内であることが好ましい。
また、最適な溶融帯幅はアルミニウム原料の寸法に依存するため、アルミニウム原料の断面寸法wに対して、w×1.5以上、w×6以下を満たすことが更により好ましい。溶融帯幅が、120mmまたはw×6より大きいと上述のように、溶融部の中心部の温度が融点よりもかなり高くなり、雰囲気や周辺部材からの汚染が生じやすくなる。
一方、溶融帯幅が、30mmまたはw×1.5より小さいと、上述のように溶融帯幅の制御が難しく、溶融部が急激に縮小または凝固する場合がある。
溶融帯幅は、後述する帯溶融精製装置100のように高周波誘導加熱により溶融部を加熱する場合には高周波コイル出力を適正な値にすることにより、また抵抗加熱により溶融部を加熱する場合には溶融部に流す電流を適正な値にすることにより所望の値となるように制御できる。
【0054】
次にアルミニウム溶融部の幅(溶融帯幅)を所定の値とした後、溶融部を所定の位置まで移動させる。アルミニウム原料の形状が棒状の場合、通常、溶融部の移動は、アルミニウム原料の長手方向の一方の端から他方の端まで行う。また溶融部の移動はアルミニウム原料または高周波コイルの少なくとも一方を移動して、アルミニウム原料の加熱されている部分を移動させることにより行うことができる。
【0055】
本願発明者は、溶融部の移動速度を制御することで、高純度のアルミニウム材を得ることができることを見出した。
具体的には、溶融部の移動速度を毎時40mm以下、より好ましくは毎時30mm以下とすることで、残留抵抗比を70000以上(70000〜100000)と顕著に向上できることを見出した。そして、金属35元素の合計含有量についても0.45ppm以下に制御できる。
さらに、溶融部の移動速度を毎時40mm以下、より好ましくは毎時30mm以下とすることにより、不純物元素であるチタン(Ti)の濃度を顕著に減少できることを見出した。
【0056】
溶融部の移動速度を毎時40mm以下にすることで、残量抵抗比をより顕著に向上させ、またチタンの濃度を顕著に減少にさせるメカニズムについては、明確には判っていないが、本願発明らが推測するメカニズムは以下の通りである。
つまり、チタンを含む一部の元素が凝固界面で固体に取り込まれる割合は、平衡状態図から決まる分配係数のみではなく凝固界面移動速度とも関係しており、凝固界面移動速度が小さいほど固体に取り込まれる割合が向上する作用が大きいと推測される。
そして、溶融部の移動速度を毎時30mm以下とすることでこのメカニズムはよりいっそう確実に機能するものと考えられる。
また、このメカニズムから考えると溶融部の移動速度は毎時10mm以上であることが好ましい。
すなわち、凝固界面移動速度が十分小さくなれば、溶融部近傍は平衡状態で説明でき、精製効率は平衡状態図から決まる分配係数にほぼ支配される。従って、移動速度が十分に小さい範囲、具体的には毎時10mm程度より小さい範囲では、取り込み割合はほぼ一定になると考えられる。溶融部の移動速度が10mmより小さくなると、精製時間が長くなり、周辺部材からの汚染の影響が大きくなりやすく、またアルミニウム原料の一端に移動した(精製された)元素が固相内で拡散することで精製効果が低くなる場合があると考えられる。
【0057】
なお、上述のメカニズムは、現在までに得られた知見に基づいて、本願発明らが、推定したものであり、本願発明の技術的範囲を制限することを意図したものではないことに留意されたい。
また、帯溶融を複数パス行う場合、通常、溶融部の移動方向は、全てのパスで同じ方向である。
【0058】
帯溶融(帯溶融精製)は、例えば、横型の高周波加熱式の装置などを使って行うことができる。帯溶融精製装置チャンバの内部に配置されたボートにアルミニウム原料を入れ、チャンバ内を密閉して排気装置により減圧した後、アルミニウム原料を高周波加熱により加熱し、アルミニウム原料の長手方向の一方の端部近傍を溶融し溶融部を形成する。
【0059】
図1は、帯溶融精製装置の一例である帯溶融精製装置100を示す断面図である。
一方の端部がシールされ他方が真空ポンプ(排気装置)20に繋がる真空チャンバ14が、その長手方向が水平になるように配置されている。
真空チャンバ14は、好ましくはその内部を視認できるように石英等の透明な材料より成る。
【0060】
真空チャンバ14の内部にはグラファイトボート16が配置されている。グラファイトボート16の原料配置部はアルミナ層18により覆われている。そして、アルミナ層18を介して、グラファイトボート16の原料配置部にアルミニウム原料10が配置されている。
【0061】
アルミニウム原料10の一部を加熱し、溶融部10bを形成するように、真空チャンバ14を取り囲むように高周波コイル12が配置されている。高周波コイル12は図示しない高周波電源に繋がれている。
高周波コイル12は、図中の矢印の向きに移動速度毎時40mm以下、好ましくは毎時30mm以下で移動しており、これによりコイル内部に位置するアルミニウム原料10の一部を溶融して形成した溶融部10bが移動速度毎時40mm以下、好ましくは毎時30mm以下で移動する。
このように高周波コイル12が移動することで、アルミニウム原料10は、溶融部10bの前方(高周波コイル12の進行方向)に未溶融部10cを有し、溶融部10bの後方に溶融凝固部(精製部)10aを有している。
【0062】
図2は、帯溶融精製装置100に複数のアルミニウム原料10を配置した例を示す断面図である。複数のアルミニウム原料10が長手方向(高周波コイル12の進行方向)に、互いの端部を接触させた状態で配置されている。
図2に示す例では、まだ溶融が行われておらずアルミニウム原料10は全て未溶融部10cとなっている。
高周波コイル12を図2の左から右に(図2の4つのアルミニウム原料10の左端から右端)に移動することにより、溶融部は複数のアルミニウム原料10を横断して移動する。この結果、複数のアルミニウム原料10は1つに接合される。
【0063】
高周波加熱のための高周波コイルを移動することで、溶融部を他方の端部に向けて移動させ、試料全体を帯溶融精製することができる。金属元素成分のうち包晶系成分(包晶系7元素)は溶融開始部に、共晶系成分(金属35元素から包晶系7元素を除いた28元素)は溶解終了部に濃縮する傾向があるため、アルミニウム原料の両端部を除く領域で高純度アルミニウムを得ることが可能である。
【0064】
溶融部を例えばアルミニウム原料の長手方向の一端から他端までの間のように所定の間移動させた後は、高周波加熱を終了し、溶融部を凝固させる。凝固後、アルミニウム材を切り出す(例えば両端部を切り落とす)ことにより、精製された高純度のアルミニウム材が得られる。
【0065】
長手方向(溶融部の移動方向)に複数本のアルミニウム原料を配置している場合は、長手方向のアルミニウム原料を接触させて、長手方向に1個のアルミニウム原料として、一方の端部(すなわち、複数のアルミニウム原料の端部のうち長手方向に隣接するアルミニウム原料がない2つの端部の一方)から他方の端部(すなわち、複数のアルミニウム原料の端部のうち長手方向に隣接するアルミニウム原料がない2つの端部の他方)に移動させるのが好ましい。
接触するアルミニウム原料の端部同士が帯溶融時に接合し、長い一本のアルミウム材を得ることができるからである。
【0066】
なお、上述したようにアルミニウム原料の一方の端から他方の端まで帯溶融(帯溶融精製)した後、再度、一方の端から他方の端まで同じ方向に帯溶融を繰り返すことができる。
繰り返し数(パス数)は通常1以上20以下である。パス数をこれ以上多くしても、精製効果の向上は限定的である。
【0067】
包晶系7元素を効果的に精製するため、パス数は3以上が好ましく、5以上がさらに好ましい。パス数がこれより少ないと、包晶系7元素は移動しにくいため、十分な精製効果が得られない場合がある。
また、長手方向に複数のアルミニウム原料を互いに接触させて配置した場合、パス数が3より少ないと接合後の精製材(アルミニウム材)の形状(特に高さ寸法)が不均一となって、精製中に溶融帯幅が変動して均一な精製効果が得られにくい場合があるからである。
【0068】
金属35元素の総含有量を低減するため、ボート、高周波コイル、チャンバ内部の洗浄を行い、事前に真空中でベーキングを行い、周辺部材からの汚染を抑制することが好ましい。
鉄(Fe)と珪素(Si)と銅(Cu)の3元素は高純度アルミニウム中の主要不純物であり、精製用素材を切出準備する際に混入しやすい。これらの元素をチャンバ内に持ち込まないように、精製原料を前処理し、精製原料表面の汚染成分を除去することが好ましい。
【0069】
得られたアルミニウム材は、標準的な精製方法では低減が困難な包晶系7元素についても十分に低減されるために、一般的に入手可能な純度3N、4N、5N等の高純度アルミニウムと比較して、不純物元素含有量がさらに少ない。
さらに、上述のように溶融部の移動速度を毎時40mm以下とすることにより、特に高い残留抵抗比および低いチタン濃度を得ることができる。
【0070】
そして、得られたアルミニウム材は、MBEによる半導体結晶成長用原料(成膜原料)として使用することができ、例えば高品質なAlN、AlGaNエピタキシャル層を形成(成膜)することができる。
成膜法はMBEに限定されず、アルミニウムを含有する半導体材料の成膜方法であれば、例えば、HVPE法(ハイドライド気相成長法)のような他の成膜法でも利用可能であり、これにより不純物の少ない高品質な成膜が可能である。
【0071】
また、AlNおよびAlGaN等の半導体層の成膜に限定されず、AlNおよびAlGaN等のような、アルミニウムを含有する半導体のバルク単結晶の製造方法においても利用可能である。
このような半導体のバルク単結晶の製造方法の具体例として、フラックス法、昇華再結晶法、HVPE法が挙げられ、これらを含む半導体のバルク単結晶の製造方法において、本願発明のアルミニウム材を用いることでアルミニウムを含有する半導体のバルク単結晶を得ることができる。
【0072】
さらに、このような不純物の少ない高純度のアルミニウムは、低温での電気抵抗が少ないことから、例えば低抵抗が必要な超電導安定化材のような用途に使用することが可能である。また、超電導応用機器のような低温での熱伝達材にも使用できる。
【実施例】
【0073】
実施例1
純度99.93%(原子比、以下同じ)のアルミニウムを三層電解法により精製して純度が99.999%以上の5Nアルミニウムを得た。この5Nアルミニウムの成分分析結果は、Si=2.4ppm、Cu=0.47ppm、Fe=0.30ppm、Mg=0.54ppm、これら以外の他の31元素(すなわち、Li、Be、B、Na、K、Ca、Ti、V、Cr、Mn、Ni、Co、Zn、Ga、Ge、As、Se、Zr、Mo、Ag、Cd、In、Sn、Sb、Ba、La、Ce、Pt、Hg、Pb、Bi。以下、単に「31元素」という場合がある。)が0.33ppmでありこれら不純物35元素の合計が4.0ppmであった。
【0074】
この5Nアルミニウムを原料として、一方向凝固により精製して、純度99.9999%の6Nアルミニウムを得た。
より詳細には、黒鉛製ルツボ(内寸法:幅65mm×長さ400mm×高さ35mm)の中に1.8kgの5Nアルミニウムを原料として配置し、これを、炉体移動式管状炉の炉心管(石英製、内径100mm×長さ1000mm)の内部に収容し、1×10−2Paの減圧雰囲気にて炉体を700℃に温度制御して、5Nアルミニウムを溶解させた。その後、炉体を30mm/時間の速度で炉心管から引き抜くことにより一方の端部(凝固開始端)から他方の端部に向けて一方向に凝固させた。そして、長さ方向において凝固開始端より50mmの位置から凝固開始端より250mmの位置までを切出し、幅65mm×長さ200mm×厚さ26mmの塊状の6Nアルミニウムを得た。
【0075】
この6Nアルミニウムの主要不純物元素含有量は、Si=0.33ppm、Fe=0.043ppm、Cu=0.059ppm(すなわち、FeとSiとCuの合計含有量が、0.43ppm)、Mg=0.11ppm、31元素=0.11ppm、これら35元素合計で0.65ppmであった。
【0076】
上記で得られた6Nアルミニウム塊から、約18mm×18mm×100mmの四角柱あるいは類似形状に切削加工で切出し、純水で希釈した20%塩酸水溶液で3時間酸洗浄したアルミニウム原料を得た。
【0077】
帯溶融精製:
帯溶融精製装置の真空チャンバ(外径50mm、内径46mm、長さ1400mmの石英管)内部に、グラファイトボートを配置した。グラファイトボートの原料配置部には、住友化学株式会社製の高純度アルミナ粉末AKPシリーズ(純度99.99%)を押圧しながら塗布してアルミナ層を形成した。
【0078】
グラファイトボートを真空下にて高周波加熱しベーキングした。
ベーキングは10−5〜10−7Paの真空中で、帯溶融に用いる高周波加熱コイル(加熱コイル巻数3、内径70mm、周波数約100kHz)にて加熱し、100mm/時間の速度でボートの一端から他端まで移動して、グラファイトボート全体を順に加熱して行った。
【0079】
上記のアルミニウム原料9本、合計重量約780gを、グラファイトボートに設けた20×20×1000mmの原料配置部に配置した。アルミニウム原料は9本全体で概ね四角柱とみなせるように配置した、アルミニウム原料の断面寸法w=18mm、長さL=900mm、L=w×50であった。
【0080】
チャンバ内を密閉し、ターボ分子ポンプおよび油回転ポンプにより圧力が1×10−5Pa以下になるまで排気した。その後、高周波加熱コイル(高周波コイル)によりアルミニウム原料の長手方向の一端を加熱し溶融させ溶融部を形成した。
溶融部の溶融帯幅(溶融部の移動方向に沿った長さ)が約90mmとなるように高周波電源(周波数100kHz、最大出力5kW)の出力を調整した。そして高周波コイルを毎時30mmの速度で移動させ、溶融部を約900mm移動させた。このときのチャンバ内の圧力は5×10−6〜9×10−6Paであった。溶融部の温度を放射温度計にて測定した結果、660℃〜800℃であった。
【0081】
その後、徐々に高周波出力を下げて溶融部を凝固させた。
そして、高周波コイルを溶融開始位置(最初に溶融部を形成した位置)まで移動させ、チャンバ内を真空に維持したまま、溶融開始位置で再度アルミニウム原料を加熱溶融させて溶融部を形成した。この溶融部を移動させて帯溶融精製を繰り返した。溶融帯幅約90mm、溶融部の移動速度毎時30mmでの帯溶融精製を、合計10回(10パス)実施した。溶融帯幅は精製原料の断面寸法wに対し、w×2.8〜w×3.9であった。
10パス終了後にチャンバを大気開放し、アルミニウムを取り出し、長さ約950mmの精製アルミニウム材を得た。
【0082】
得られたアルミニウム材を切出して組成分析を行った結果を表1に示す。組成分析はグロー放電質量分析法(サーモエレクトロン社製VG9000を使用)により行った。組成分析用サンプルは、溶融開始端から90mm、210mm、330mm、450mm、570mm、690mm、810mmの7箇所より採取した。
【0083】
【表1】
【0084】
【表2】
【0085】
アルミニウム材の溶融開始端から810mmの試料を除いた他の試料(アルミニウム材の溶融開始端から90mm、210mm、330mm、450mm、570mmおよび690mmの6試料)では、包晶系7元素(Ti、V、Cr、As、Se、Zr、Mo)の合計含有量が0.018〜0.11ppm、金属35元素の合計含有量が0.10〜0.16ppmであった。FeとSiとCuの合計含有量は0.007〜0.084ppmであった。すなわち、帯溶融精製前の上述の6Nアルミニウムと比べ、不純物が少なくなっていること、および金属35元素の合計含有量が0.2ppm以下と極めて高い純度に精製されたことが確認できた。
包晶系7元素の合計含有量(濃度)および金属35元素の合計含有量(濃度)の算出に際して、検出限界以下の濃度の元素、すなわち含有量が0.001ppm未満の元素については0.001ppmとして計算を行った。
従って、金属35元素全てが検出限界0.001ppm以下に精製された場合、金属35元素の合計含有量の計算結果は0.035ppm(0.001ppm×35)となる。しかし、全ての元素を検出限界以下に低減することは技術的に困難であり、特に包晶系7元素が残留しやすいことを考慮すると、現在のところ、金属35元素の合計含有量を0.05ppm未満に精製することは困難であると考えられる、このことから、上述のように本願発明に係るアルミニウム材の金属35元素の合計含有量の好ましい下限値は0.05ppmである。
【0086】
アルミニウム材の溶融開始端から810mmの領域では、包晶系7元素の合計含有量は0.012ppmと極めて少ないが、金属35元素の合計含有量は2.5ppmと多かった。特にFeとSiとCuの合計含有量が2.4ppmと多く、FeとSiとCuが濃縮していた。
【0087】
角柱形状の試料を切り出し、電解研磨により表面の加工変質層を除去し、500℃にて熱処理を行い、残留抵抗測定に供した。四端子法にて液体ヘリウム浸漬状態での電気抵抗を測定し、室温で測定した電気抵抗に対する液体ヘリウム浸漬状態での電気抵抗の比を計算してサイズ効果補正をしていない残留抵抗比を得た。次に角柱試料の寸法を測定し、その寸法値を用いてサイズ効果補正計算を行い、残留抵抗比(サイズ効果補正を行った残留抵抗比)を得た。得られた結果を図3に示す。
溶融開始端から90mmと810mmの領域を除き、残留抵抗比(サイズ効果補正値)は50000以上を示した。特に溶融開始端から450mm〜690mmの領域では、70000以上(70000〜100000の範囲)の極めて高い値を示し、極めて高い純度に精製されたことが確認できた。
また、図4には、溶融開始端からの距離とチタン濃度との間系を示す。チタン濃度は、上述のグロー放電質量分析法による組成分析で得た。溶融開始端から90mmと210mmの領域を除く領域では、チタン濃度は0.0006〜0.0135ppmと少なくなっている。
すなわち、実施例1のサンプルにおいて、両端側(溶融開始端から210mmまでの領域と溶融開始端から810mm以降の領域)を取り除くことで、本願発明の目的とする高純度アルミニウム材を得ることができる。
【0088】
比較例1
溶融部の移動速度を毎時60mmとした以外は実施例1と同じ条件で比較例1のサンプルを作製した。実施例1と同様に帯溶融精製を10パス行って得られたアルミニウム材について評価を行った。
不純物分析用の試料は90mm、210mm、330mm、450mm、570mm、690mm、810mm、930mmの8箇所から採取した。組成分析を行った結果を表1に示す。
【0089】
アルミニウム材の溶融開始端から930mmの試料を除いた他の試料では、包晶系7元素(Ti、V、Cr、As、Se、Zr、Mo)の合計含有量が0.033〜0.071ppm、金属35元素の合計含有量が0.10〜0.17ppmであった。FeとSiとCuの合計含有量が0.010〜0.098ppmであった。すなわち、帯溶融精製前の上述の6Nアルミニウムと比べ、不純物が少なくなっていた。
【0090】
残留抵抗比の測定試料は、溶融開始位置から90mm、210mm、330mm、450mm、570mm、690mm、810mmの7箇所から採取した。
実施例1と同じ方法でこれら7箇所から得たサンプルの残留抵抗比(残留抵抗比のサイズ効果補正値)を得た。得られた結果を図3に示す。
長さ方向の全域において、残留抵抗値が60000以下であった。
また、実施例1と同じ方法により得た、溶融開始端からの距離とチタン濃度との間系を図4に示す。
【0091】
比較例2
溶融部の移動速度を毎時60〜100mmとした。
具体的には、最初の3パスでは移動速度を毎時100mmとし、溶融帯幅は約70mmとした。残り7パスでは移動速度を毎時60mmとし、溶融帯幅は約50mmとした。
これ以外の精製条件は実施例1と同じにして、比較例2のサンプルを作製した。
【0092】
残留抵抗比の測定試料および不純物分析用の試料は、溶融開始位置から30mm、150mm、270mm、390mm、510mm、630mm、750mmの7箇所から採取した。組成分析を行った結果を表2に示す。
【0093】
アルミニウム材の溶融開始端から750mmの試料を除いた他の試料では、包晶系7元素(Ti、V、Cr、As、Se、Zr、Mo)の合計含有量が0.042〜0.093ppm、金属35元素の合計含有量が0.097〜0.18ppmであった。FeとSiとCuの合計含有量が0.009〜0.042ppmであった。すなわち、帯溶融精製前の上述の6Nアルミニウムと比べ、不純物が少なくっているのがわかる。
【0094】
実施例1と同じ方法で、上記7箇所から得たサンプルの残留抵抗比(サイズ効果補正行った残留抵抗比)を得た。得られた結果を図3に示す。
長さ方向の全域において、残留抵抗値(サイズ効果補正値)が60000以下であった。
また、実施例1と同じ方法により得た、溶融開始端からの距離とチタン濃度との間系を図4に示す。
【0095】
比較例3
溶融部の移動速度を毎時60〜100mmとした。
具体的には、最初の3パスでは移動速度を毎時100mmとし、溶融帯幅は約100mmとした。残り7パスでは移動速度を毎時60mmとし、溶融帯幅は約60mmとした。
これ以外の条件は実施例1と同じにして比較例2のサンプルを作製した。
【0096】
残留抵抗比の測定試料および不純物分析用の試料は、溶融開始位置から30mm、270mm、570mmの3箇所から採取した。組成分析を行った結果を表2に示す。
【0097】
包晶系7元素(Ti、V、Cr、As、Se、Zr、Mo)の合計含有量が0.050〜0.076ppm、金属35元素の合計含有量が0.11〜0.14ppmであった。FeとSiとCuの合計含有量が0.013〜0.017ppmであった。すなわち、帯溶融精製前の上述の6Nアルミニウムと比べ、不純物が少なくっているのがわかる。
【0098】
実施例1と同じ方法で、上記7箇所から得たサンプルの残留抵抗比(サイズ効果補正行った残留抵抗比)を得た。得られた結果を図3に示す。
長さ方向の全域において、残留抵抗値(サイズ効果補正値)が60000以下であった。
また、実施例1と同じ方法により得た、溶融開始端からの距離とチタン濃度との間系を図4に示す。
【0099】
・残留抵抗比およびチタン濃度について
実施例1および比較例1〜3のサンプルは、いずれも帯溶融精製前と比べ、包晶系7元素の合計含有量、金属35元素の合計含有量、FeとSiとCuの合計含有量が帯溶融精製前の6Nアルミニウム材より低い領域がある程度存在しており、この部分を取り出すことで高純度のアルミニウム材を得られることが判る。
【0100】
さらに、実施例1のサンプルは、図3および図4に示すように、残留抵抗比およびチタン濃度について他のサンプルと比べて顕著に優れていることが判る。
すなわち、残留抵抗比については、比較例1〜3のサンプルは何れの領域のおいても60,000以下に留まっているのに対して、実施例1においては、溶融開始端から450mm〜690mmの領域で、70000以上(70000〜100000の範囲)の極めて高い値を示し、極めて高い純度に精製できたことが判る。
【0101】
また、チタン濃度については、実施例1は、溶融開始端から330mm〜810mmの領域で、比較例1〜3より低い値となっている。
すなわち、溶融開始端から450mm〜690mmの領域では、実施例1のサンプルは、比較例1〜3のサンプルと比べ、残留抵抗比が高くかつチタン濃度が低くなっていることが判る。
【産業上の利用可能性】
【0102】
本発明によれば、例えば高品質な結晶成長を行うMBE等の成膜方法に用いる等の各種用途に使用可能なアルミニウム材およびその精製方法が提供される。
【符号の説明】
【0103】
帯溶融精製装置 100
アルミニウム原料 10
溶融凝固部(精製部) 10a
溶融部 10b
未溶融部 10c
高周波コイル 12
真空チャンバ 14
グラファイトボート 16
アルミナ層 18
真空ポンプ 20
【特許請求の範囲】
【請求項1】
リチウム(Li)とベリリウム(Be)とホウ素(B)とナトリウム(Na)とマグネシウム(Mg)と珪素(Si)とカリウム(K)とカルシウム(Ca)とチタン(Ti)とバナジウム(V)とクロム(Cr)とマンガン(Mn)と鉄(Fe)とニッケル(Ni)とコバルト(Co)と銅(Cu)と亜鉛(Zn)とガリウム(Ga)とゲルマニウム(Ge)とヒ素(As)とセレン(Se)とジルコニウム(Zr)とモリブデン(Mo)と銀(Ag)とカドミウム(Cd)とインジウム(In)とスズ(Sn)とアンチモン(Sb)とバリウム(Ba)とランタン(La)とセリウム(Ce)と白金(Pt)と水銀(Hg)と鉛(Pb)とビスマス(Bi)の合計含有量が原子比で0.45ppm以下であり、残留抵抗比のサイズ効果補正値が70000〜100000であることを特徴とするアルミニウム材。
【請求項2】
チタン(Ti)の含有量が原子比で0.02ppm以下であることを特徴とする請求項1に記載のアルミニウム材。
【請求項3】
請求項1または2のいずれか1項に記載のアルミニウム材の半導体成膜プロセスでの使用。
【請求項4】
請求項1または2のいずれか1項に記載のアルミニウム材の半導体バルク単結晶成長プロセスでの使用。
【請求項5】
アルミニウムの一部分を溶融した溶融部を形成し、該溶融部を移動させて不純物を除去する帯溶融工程を含むアルミニウム材の製造方法であって、
前記溶融部を形成するアルミニウムがアルミナ層の上に配置され、かつ前記溶融部の移動速度が毎時40mm以下であることを特徴とするアルミニウム材の製造方法。
【請求項6】
前記帯溶融工程を減圧下で行うことを特徴とする請求項5に記載の製造方法。
【請求項7】
前記帯溶融工程を圧力3×10−6Pa〜2×10−5Paの減圧下で行うことを特徴とする請求項6に記載の製造方法。
【請求項8】
前記帯溶融工程を不活性ガス雰囲気中で行うことを特徴とする請求項5に記載の製造方法。
【請求項9】
前記溶融部の移動方向に沿った長さが30〜120mmであることを特徴とする請求項5〜8のいずれか1項に記載の製造方法。
【請求項1】
リチウム(Li)とベリリウム(Be)とホウ素(B)とナトリウム(Na)とマグネシウム(Mg)と珪素(Si)とカリウム(K)とカルシウム(Ca)とチタン(Ti)とバナジウム(V)とクロム(Cr)とマンガン(Mn)と鉄(Fe)とニッケル(Ni)とコバルト(Co)と銅(Cu)と亜鉛(Zn)とガリウム(Ga)とゲルマニウム(Ge)とヒ素(As)とセレン(Se)とジルコニウム(Zr)とモリブデン(Mo)と銀(Ag)とカドミウム(Cd)とインジウム(In)とスズ(Sn)とアンチモン(Sb)とバリウム(Ba)とランタン(La)とセリウム(Ce)と白金(Pt)と水銀(Hg)と鉛(Pb)とビスマス(Bi)の合計含有量が原子比で0.45ppm以下であり、残留抵抗比のサイズ効果補正値が70000〜100000であることを特徴とするアルミニウム材。
【請求項2】
チタン(Ti)の含有量が原子比で0.02ppm以下であることを特徴とする請求項1に記載のアルミニウム材。
【請求項3】
請求項1または2のいずれか1項に記載のアルミニウム材の半導体成膜プロセスでの使用。
【請求項4】
請求項1または2のいずれか1項に記載のアルミニウム材の半導体バルク単結晶成長プロセスでの使用。
【請求項5】
アルミニウムの一部分を溶融した溶融部を形成し、該溶融部を移動させて不純物を除去する帯溶融工程を含むアルミニウム材の製造方法であって、
前記溶融部を形成するアルミニウムがアルミナ層の上に配置され、かつ前記溶融部の移動速度が毎時40mm以下であることを特徴とするアルミニウム材の製造方法。
【請求項6】
前記帯溶融工程を減圧下で行うことを特徴とする請求項5に記載の製造方法。
【請求項7】
前記帯溶融工程を圧力3×10−6Pa〜2×10−5Paの減圧下で行うことを特徴とする請求項6に記載の製造方法。
【請求項8】
前記帯溶融工程を不活性ガス雰囲気中で行うことを特徴とする請求項5に記載の製造方法。
【請求項9】
前記溶融部の移動方向に沿った長さが30〜120mmであることを特徴とする請求項5〜8のいずれか1項に記載の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−64181(P2013−64181A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−203557(P2011−203557)
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]