
アルミニウム材のろう付方法
【課題】工程管理が従来よりも容易であり、安定したろう付品質を得られるアルミニウム材のろう付方法を提供する。
【解決手段】アルミニウム材からなる被接合部材4をAl−Si系ろう材3によりろう付して接合する方法において、少なくとも前記被接合部材4の接合部表面4aに、常温時液体のケイ素化合物を含む組成物を配して前記Al−Si系ろう材3によるろう付を行うことによって、ろう付熱処理過程で接合部表面4aにケイ素を残存させ、ろう付時のアルミニウム材料表面のろう濡れ性を向上させ、粉体のフラックスを用いることで生じる煩雑な工程管理を不要とし、安定したろう付品質を得ることを可能とする。
【解決手段】アルミニウム材からなる被接合部材4をAl−Si系ろう材3によりろう付して接合する方法において、少なくとも前記被接合部材4の接合部表面4aに、常温時液体のケイ素化合物を含む組成物を配して前記Al−Si系ろう材3によるろう付を行うことによって、ろう付熱処理過程で接合部表面4aにケイ素を残存させ、ろう付時のアルミニウム材料表面のろう濡れ性を向上させ、粉体のフラックスを用いることで生じる煩雑な工程管理を不要とし、安定したろう付品質を得ることを可能とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、Al−Si系ろう材を用いたアルミニウム材のろう付方法に関するものである。
【背景技術】
【0002】
自動車用熱交換器をはじめとしたろう付分野においては、現在、窒素ガス等の不活性ガス雰囲気下で非腐食性のフッ化物系フラックス(ノコロックフラックス)を用いてろう付されるか、ろう材に0.5〜1.5質量%程度のMgを添加して真空雰囲気下でろう付される工法が主流となっている。
【0003】
しかしながら、上記フラックスを用いた工法においては、常温粉体のフッ化物であるフラックス粉を用いることから、塗料中の沈降防止管理(粉体分散維持)、作業環境中への粉体飛散防止を行う必要がある等、工程管理が煩雑となる問題があった。また、塗着させる製品においては、粉体の粒度ばらつきや凝集等が要因となって、製品接合細部において均一な塗布状態が得られにくく、製品歩留まりの低下を招く問題がある。さらに、ろう付後の製品においては、親水化処理等の表面処理をする場合において、フラックス残渣が表面処理性を阻害し、均一な表面処理性を得られにくいという問題がある。フラックス残渣は材料表面に強固に固着しており、その除去を行うのも容易ではない。
一方、ろう材にMgを添加し真空下でろう付を行う真空ろう付では、Mgがろう付昇温過程で材料中から蒸発する際にアルミニウム材料表面の酸化皮膜を破壊し、雰囲気中では水分や酸素と結合するゲッター作用により、フラックスを使用せずにろう付が可能である。しかし本工法は、フッ化物系フラックスによるろう付方法に比べて、ろう付管理条件も厳しく高価な設備が必要となるというデメリットがある。
【0004】
これらに対し、最近では上記問題を解消しようとする大気圧下でのフラックスを使用しないろう付の方法が提案されている。
例えば特許文献1では、被ろう付け部材、もしくはそれ以外の部位にMg含有物を配置し、且つ、被ろう付部材に覆いをすることによって非酸化性雰囲気大気圧下のフラックスレスろう付を提案している。
また、特許文献2では、薄皮材と芯材との中間材としてAl−Si系ろう材を挟み込んだ構造のブレージングシートを使用して、不活性ガス雰囲気中でフラックスを使用せずろう付するもので、ろう溶融時に溶融ろうを皮材面に染み出させてろう付を行う方法が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−85433号公報
【特許文献2】特許3780380号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1に記載のろう付方法では、被ろう付け部材に覆いをすることが必須となっており、覆い使用に伴う手間やコストが大きいという問題がある。また、特許文献2に記載のろう付方法は、重ね継手形状のろう付けに限定されるものであり、特殊なブレージングシートのコストも大きいという問題がある。
【0007】
本発明は、上記事情を背景としてなされたものであり、工程管理が従来よりも容易であり、かつ均一な表面処理性を示し、安定したろう付品質を得られるアルミニウム材のろう付方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
すなわち、本発明のアルミニウム材のろう付方法のうち第1の本発明は、アルミニウム材からなる被接合部材をAl−Si系ろう材によりろう付して接合する方法であって、少なくとも前記被接合部材の接合部表面に、常温時液体のケイ素化合物を含む組成物を配して前記Al−Si系ろう材によるろう付を行うことを特徴とする。
【0009】
前記第1の本発明によれば、ケイ素化合物を含む組成物をろう付前に、少なくとも被接合部材の接合部表面に配しておくことにより、ろう付熱処理過程で、ケイ素化合物は熱分解を生じながらも部材表面を覆う膜となり、ろう付阻害要素である部材表面の酸化を抑制する酸化防止膜として機能する。ろう付昇温過程での部材表面酸化を抑制することで、素材と酸化皮膜の熱膨張差等による部材表面酸化皮膜の亀裂が生じやすくなり、亀裂部に生じた素材新生面がろう濡れ性を発揮して良好なろう付が得られる。さらに、前記ケイ素化合物は常温時液体であるため工程管理が容易となり、さらにろう付け後にフッ化物系残渣とならないため、均一な表面処理性が得られ、フラックス除去工程も不要となる。なお、前記組成物には常温時液体のケイ素化合物のほかに、塗装性改善のために有機系樹脂バインダ(例えば、アクリル樹脂系やウレタン系のバインダ)や界面活性剤などを含んでもよい。また、塗料化する際の溶媒としては、用いる常温時液体ケイ素化合物との相溶性が得られれば良く、例えば、エタノール、メタノール等の有機溶剤や、水等であっても良い。また、塗装工程は部材表面に塗膜を固定させる為の乾燥工程を用いるものであっても良い。乾燥条件は特に限定されるものではないが、使用するケイ素化合物等によって適当な乾燥条件を用いればよい。例えば、雰囲気200℃程度の乾燥炉に3分間保持するような条件があげられる。本発明において、フッ化物系フラックスを酸化膜破壊の助剤として塗料に含むことは問題ないが、本発明効果の一つである、ろう付後の表面処理性が低下するため、多く含まないことが望ましい。具体的には、常温時液体のケイ素化合物とフッ化物系フラックスの重量比が、ケイ素化合物1に対し、フラックスが100以下であることが望ましく、より好ましくは20以下で塗料化することが望ましい。無論、本発明の実施にあたっては、フッ化物系フラックスを含まなくても効果は得られる。
なお、本発明では、Mgを添加しないAl−Si系ろう材を用いる。本発明としてはAl−Si系ろう材の組成が特定のものに限定されるものではなく、適宜の組成を選択することができる。例えばSi:3〜13 質量% 、残部Alのろう材を用いることができる。また、Al−Si系ろう材には、その他にZn:0.1〜5.0%を含有するものであってもよい。なお、Mgを不可避不純物として0.2%以下含有するものであってもよいが、0.1%以下とするのが望ましい。
【0010】
第2の本発明のアルミニウム材のろう付方法は、前記第1の本発明において、前記ケイ素化合物が無機または有機化合物から選ばれる1つの化合物または2つ以上の混合物からなることを特徴とする。
【0011】
第3の本発明のアルミニウム材のろう付方法は、前記第1または第2の本発明において、前記ケイ素化合物が有機シラン化合物であることを特徴とする。
【0012】
第4の本発明のアルミニウム材のろう付方法は、前記第3の本発明において、前記有機シラン化合物がシランカップリング剤であることを特徴とする。
【0013】
第4の本発明によれば、シランカップリング剤の末端基で脱水縮合反応を起こすアルコキシ基は、無機物(アルミニウム基材)と結合する一方で、末端基である有機官能基は有機物(アクリル樹脂系バインダ等)と結合する。そのため、有機バインダを含む塗料組成物を用いる場合は、有機バインダの塗布均一性によってケイ素化合物も部材表面に均一に分布し、更に、ハンドリング性に優れた密着性に富む塗膜が得られる。また、この分布均一性よって、ろう付ではより安定したフィレット形成が可能となる。
シランカップリング剤は、ろう付熱処理過程で熱分解し、ろう付製品に無害なシリコーンとなる。また、有機バインダを併せて用いる場合にも有機バインダは、ろう付熱処理過程で蒸散して残渣が生じることはない。
【0014】
第5の本発明のアルミニウム材のろう付方法は、前記第1〜第4の本発明のいずれかにおいて、前記常温時液体のケイ素化合物を含む組成物にフッ化物を含むことを特徴とする。
【0015】
前記第5の本発明によれば、本発明の組成物にフッ化物が含まれることで、アルミニウム材料表面の酸化皮膜を破壊する作用が付与でき、ろう濡れ性をさらに向上させることができる。フッ化物としては、KAlF4、KZnF3、K2SiF6、AlF等が挙げられる。
【発明の効果】
【0016】
本発明のアルミニウム材のろう付方法によれば、常温時液体のケイ素化合物を含む組成物をアルミニウム材からなる被接合部材の接合部表面に配してろう付することで、材料表面のろう濡れ性が向上し、良好なろう付が可能になる。
また、本発明では、粉体原料であるフッ化物系フラックスを用いなくとも、または、使用する場合においても従来より非常に少ない粉体配合比にてろう付が可能となるため、塗料中の沈降防止や作業環境中への飛散防止等の工程管理が簡便になり、ろう付接合においても均一な接合状態が得られる。さらに、ろう付け後のフラックス残渣は生じないか、非常に少ないため、ろう付後製品の均一な表面処理性が得られ、フラックス残渣除去コストも不要である。
したがって、本発明のろう付方法によれば、従来の工法に比べて工程管理が容易であり、均一な表面処理性を示し、良好で安定したろう付品質を得ることができる。
【図面の簡単な説明】
【0017】
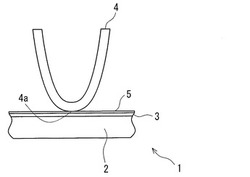
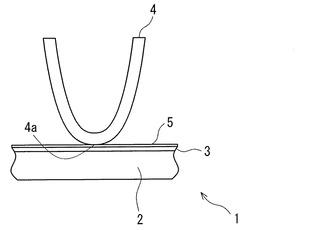
【図1】本発明の一実施形態におけるろう付前の状態を示す概略図である。
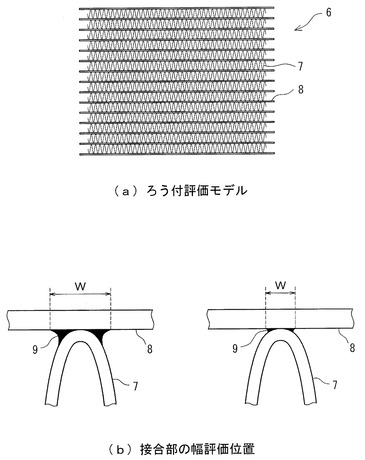
【図2】(a)は本発明におけるろう付評価モデル、(b)は接合部幅についての評価位置を示す図である。
【発明を実施するための形態】
【0018】
以下に、本発明の一実施形態を図1に基づき説明する。
本発明のろう付方法においては、Mgを添加しないAl−Si系ろう材を用いる。常法により製造したAl−Si系ろう材3と芯材2とを重ねて常法によりクラッド圧延し、アルミニウムクラッド材1を得る。なお、Al−Si系ろう材および芯材の組成、およびクラッド率は、本発明としては特に限定されるものではない。
【0019】
上記アルミニウムクラッド材1は、被ろう付部材4と接触するように組み付けられる。その際、少なくとも前記被ろう付部材4の接合部表面4aに、予め、常温時に液体であるケイ素化合物を含む組成物5を配する。配する方法としては、本発明として特に限定されるものではなく、塗布、噴霧、浸漬、その他適宜の方法により行うことができる。また、前記ケイ素化合物を含む組成物5を配する領域については、少なくとも被ろう付部材との接合部領域であればよく、接合部領域を越えた範囲(例えば被ろう付部材4の全表面等)であってもよく、接合部表面のみであってもよい。この例では、アルミニウムクラッド材1の表面全面に組成物5を塗布している。また、この例では、組成物5は、シランカップリング剤で構成されている。
【0020】
前記組立体は、加熱炉に入れられ、ろう付に供される。ろう付における雰囲気は特に限定されるものではないが、窒素ガス等の不活性雰囲気中で行う方が安定したろう付状態を得られやすい。ろう付の際の加熱温度は、ろう材の種別などに従って適宜、ろうの融点(固相線温度)以上の温度に設定する。
なお、被ろう付部材としては、種々の組成のアルミニウム材を用いることができ、本発明としては特定のものに限定されるものではない。
上記ろう付により接合されたアルミニウム材は、良好なろう付がなされる。
【実施例1】
【0021】
以下に、本発明の実施例を説明する。
表1に示す組成(残部はAlと不可避不純物)のAl−Si系ろう材と、JIS A3003の芯材とをクラッドしたアルミニウムクラッド材を用意した。前記アルミニウムクラッド材は、各種組成ろう材をクラッド率10%とし、H14相当調質の0.25mm厚に仕上げた。
また、被ろう付部材として、JIS A3003合金、H14相当調質のアルミニウムベア材(0.1mm厚)のフィンをコルゲート加工したコルゲートフィン7を用意した。
【0022】
前記アルミニウムクラッド材を用いて幅20mmのチューブ8を製作し、該チューブ8と前記コルゲートフィン7とを組み合わせ、ろう付評価モデルとして図2(a)に示すような、チューブ15段、長さ300mmのコア6を形成した。その際、各供試材の少なくともチューブ8とフィン7との接合部に、表2に示す組成物を表3に示す組み合わせで一様に塗布した。この際、フッ化物を塗布組成物に混ぜたものも評価することとし、フッ化物としてKAlF4を配合した塗布組成物を準備した。なお、表中のフッ化物配合比は、質量比でケイ素化合物1に対する割合で示されている。また、バインダとしてメタクリル酸メチル、活性剤としてポオキシアルキレンアルキルエーテルを配合したものも併せて評価した。
【0023】
表2に示す組成物を塗布した前記コア6を、窒素雰囲気中(酸素含有量50ppm)のろう付け炉にて、600℃にまで加熱し、そのろう付状態を評価した。
【0024】
(1)接合率
次式によって接合率を求め、各試料間のろう付性の優劣を評価した。
フィン接合率(%)=(フィン7とチューブ8の総ろう付け長さ/フィン7とチューブ8の総接触長さ)×100
ろう付け後のフィン接合率が95%以上のものを◎、85%以上95%未満のものを○、80%以上85%未満のものを△、80%未満のものを×と評価し、各評価結果を表3に示した。
【0025】
(2)接合部幅評価
ろう付接合部におけるフィレット形成能の向上を確認するため、接合部幅の評価を行った。図2(b)に示したフィレット9とチューブ8の接合部の幅Wを各試料で20点計測し、その平均値をもってろう付接合状態の優劣を評価した。
接合部幅が0.6mm以上のものを◎、0.3mm以上0.6mm未満のものを○、0.3mm未満のものを×と評価し、各評価結果を表3に示した。
【0026】
(3)表面処理性
ろう付で得られたろう付品に対し、アクリル樹脂系の親水性塗膜を形成する塗料を浸漬塗布した。塗布乾燥後、一部を切出し表面のカーボン量をEPMA(電子線マイクロアナリシス)にてマッピング分析することで、親水性塗膜の付着状態を確認した。分析箇所のカーボン量が15%以上の部位を親水性塗膜形成部として判断し、分析エリアに対するその付着面積を求めた。付着率95%以上のものを◎、付着率90%以上95%未満のものを○、付着率90%未満のものを×と評価し、各評価結果を表3に示した。
【0027】
表3から明らかなように、本発明の実施例のいずれも良好なろう付性を示したのに対し、比較例では十分な接合が得られなかった。
【0028】
【表1】

【0029】
【表2】
【0030】
【表3】
【符号の説明】
【0031】
1 アルミニウムクラッド材
2 芯材
3 Al−Si系ろう材
4 被ろう付部材
4a 接合部表面
5 ケイ素化合物を含む組成物
6 コア
7 コルゲートフィン
8 チューブ
9 フィレット
W 接合部幅
【技術分野】
【0001】
本発明は、Al−Si系ろう材を用いたアルミニウム材のろう付方法に関するものである。
【背景技術】
【0002】
自動車用熱交換器をはじめとしたろう付分野においては、現在、窒素ガス等の不活性ガス雰囲気下で非腐食性のフッ化物系フラックス(ノコロックフラックス)を用いてろう付されるか、ろう材に0.5〜1.5質量%程度のMgを添加して真空雰囲気下でろう付される工法が主流となっている。
【0003】
しかしながら、上記フラックスを用いた工法においては、常温粉体のフッ化物であるフラックス粉を用いることから、塗料中の沈降防止管理(粉体分散維持)、作業環境中への粉体飛散防止を行う必要がある等、工程管理が煩雑となる問題があった。また、塗着させる製品においては、粉体の粒度ばらつきや凝集等が要因となって、製品接合細部において均一な塗布状態が得られにくく、製品歩留まりの低下を招く問題がある。さらに、ろう付後の製品においては、親水化処理等の表面処理をする場合において、フラックス残渣が表面処理性を阻害し、均一な表面処理性を得られにくいという問題がある。フラックス残渣は材料表面に強固に固着しており、その除去を行うのも容易ではない。
一方、ろう材にMgを添加し真空下でろう付を行う真空ろう付では、Mgがろう付昇温過程で材料中から蒸発する際にアルミニウム材料表面の酸化皮膜を破壊し、雰囲気中では水分や酸素と結合するゲッター作用により、フラックスを使用せずにろう付が可能である。しかし本工法は、フッ化物系フラックスによるろう付方法に比べて、ろう付管理条件も厳しく高価な設備が必要となるというデメリットがある。
【0004】
これらに対し、最近では上記問題を解消しようとする大気圧下でのフラックスを使用しないろう付の方法が提案されている。
例えば特許文献1では、被ろう付け部材、もしくはそれ以外の部位にMg含有物を配置し、且つ、被ろう付部材に覆いをすることによって非酸化性雰囲気大気圧下のフラックスレスろう付を提案している。
また、特許文献2では、薄皮材と芯材との中間材としてAl−Si系ろう材を挟み込んだ構造のブレージングシートを使用して、不活性ガス雰囲気中でフラックスを使用せずろう付するもので、ろう溶融時に溶融ろうを皮材面に染み出させてろう付を行う方法が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−85433号公報
【特許文献2】特許3780380号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1に記載のろう付方法では、被ろう付け部材に覆いをすることが必須となっており、覆い使用に伴う手間やコストが大きいという問題がある。また、特許文献2に記載のろう付方法は、重ね継手形状のろう付けに限定されるものであり、特殊なブレージングシートのコストも大きいという問題がある。
【0007】
本発明は、上記事情を背景としてなされたものであり、工程管理が従来よりも容易であり、かつ均一な表面処理性を示し、安定したろう付品質を得られるアルミニウム材のろう付方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
すなわち、本発明のアルミニウム材のろう付方法のうち第1の本発明は、アルミニウム材からなる被接合部材をAl−Si系ろう材によりろう付して接合する方法であって、少なくとも前記被接合部材の接合部表面に、常温時液体のケイ素化合物を含む組成物を配して前記Al−Si系ろう材によるろう付を行うことを特徴とする。
【0009】
前記第1の本発明によれば、ケイ素化合物を含む組成物をろう付前に、少なくとも被接合部材の接合部表面に配しておくことにより、ろう付熱処理過程で、ケイ素化合物は熱分解を生じながらも部材表面を覆う膜となり、ろう付阻害要素である部材表面の酸化を抑制する酸化防止膜として機能する。ろう付昇温過程での部材表面酸化を抑制することで、素材と酸化皮膜の熱膨張差等による部材表面酸化皮膜の亀裂が生じやすくなり、亀裂部に生じた素材新生面がろう濡れ性を発揮して良好なろう付が得られる。さらに、前記ケイ素化合物は常温時液体であるため工程管理が容易となり、さらにろう付け後にフッ化物系残渣とならないため、均一な表面処理性が得られ、フラックス除去工程も不要となる。なお、前記組成物には常温時液体のケイ素化合物のほかに、塗装性改善のために有機系樹脂バインダ(例えば、アクリル樹脂系やウレタン系のバインダ)や界面活性剤などを含んでもよい。また、塗料化する際の溶媒としては、用いる常温時液体ケイ素化合物との相溶性が得られれば良く、例えば、エタノール、メタノール等の有機溶剤や、水等であっても良い。また、塗装工程は部材表面に塗膜を固定させる為の乾燥工程を用いるものであっても良い。乾燥条件は特に限定されるものではないが、使用するケイ素化合物等によって適当な乾燥条件を用いればよい。例えば、雰囲気200℃程度の乾燥炉に3分間保持するような条件があげられる。本発明において、フッ化物系フラックスを酸化膜破壊の助剤として塗料に含むことは問題ないが、本発明効果の一つである、ろう付後の表面処理性が低下するため、多く含まないことが望ましい。具体的には、常温時液体のケイ素化合物とフッ化物系フラックスの重量比が、ケイ素化合物1に対し、フラックスが100以下であることが望ましく、より好ましくは20以下で塗料化することが望ましい。無論、本発明の実施にあたっては、フッ化物系フラックスを含まなくても効果は得られる。
なお、本発明では、Mgを添加しないAl−Si系ろう材を用いる。本発明としてはAl−Si系ろう材の組成が特定のものに限定されるものではなく、適宜の組成を選択することができる。例えばSi:3〜13 質量% 、残部Alのろう材を用いることができる。また、Al−Si系ろう材には、その他にZn:0.1〜5.0%を含有するものであってもよい。なお、Mgを不可避不純物として0.2%以下含有するものであってもよいが、0.1%以下とするのが望ましい。
【0010】
第2の本発明のアルミニウム材のろう付方法は、前記第1の本発明において、前記ケイ素化合物が無機または有機化合物から選ばれる1つの化合物または2つ以上の混合物からなることを特徴とする。
【0011】
第3の本発明のアルミニウム材のろう付方法は、前記第1または第2の本発明において、前記ケイ素化合物が有機シラン化合物であることを特徴とする。
【0012】
第4の本発明のアルミニウム材のろう付方法は、前記第3の本発明において、前記有機シラン化合物がシランカップリング剤であることを特徴とする。
【0013】
第4の本発明によれば、シランカップリング剤の末端基で脱水縮合反応を起こすアルコキシ基は、無機物(アルミニウム基材)と結合する一方で、末端基である有機官能基は有機物(アクリル樹脂系バインダ等)と結合する。そのため、有機バインダを含む塗料組成物を用いる場合は、有機バインダの塗布均一性によってケイ素化合物も部材表面に均一に分布し、更に、ハンドリング性に優れた密着性に富む塗膜が得られる。また、この分布均一性よって、ろう付ではより安定したフィレット形成が可能となる。
シランカップリング剤は、ろう付熱処理過程で熱分解し、ろう付製品に無害なシリコーンとなる。また、有機バインダを併せて用いる場合にも有機バインダは、ろう付熱処理過程で蒸散して残渣が生じることはない。
【0014】
第5の本発明のアルミニウム材のろう付方法は、前記第1〜第4の本発明のいずれかにおいて、前記常温時液体のケイ素化合物を含む組成物にフッ化物を含むことを特徴とする。
【0015】
前記第5の本発明によれば、本発明の組成物にフッ化物が含まれることで、アルミニウム材料表面の酸化皮膜を破壊する作用が付与でき、ろう濡れ性をさらに向上させることができる。フッ化物としては、KAlF4、KZnF3、K2SiF6、AlF等が挙げられる。
【発明の効果】
【0016】
本発明のアルミニウム材のろう付方法によれば、常温時液体のケイ素化合物を含む組成物をアルミニウム材からなる被接合部材の接合部表面に配してろう付することで、材料表面のろう濡れ性が向上し、良好なろう付が可能になる。
また、本発明では、粉体原料であるフッ化物系フラックスを用いなくとも、または、使用する場合においても従来より非常に少ない粉体配合比にてろう付が可能となるため、塗料中の沈降防止や作業環境中への飛散防止等の工程管理が簡便になり、ろう付接合においても均一な接合状態が得られる。さらに、ろう付け後のフラックス残渣は生じないか、非常に少ないため、ろう付後製品の均一な表面処理性が得られ、フラックス残渣除去コストも不要である。
したがって、本発明のろう付方法によれば、従来の工法に比べて工程管理が容易であり、均一な表面処理性を示し、良好で安定したろう付品質を得ることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態におけるろう付前の状態を示す概略図である。
【図2】(a)は本発明におけるろう付評価モデル、(b)は接合部幅についての評価位置を示す図である。
【発明を実施するための形態】
【0018】
以下に、本発明の一実施形態を図1に基づき説明する。
本発明のろう付方法においては、Mgを添加しないAl−Si系ろう材を用いる。常法により製造したAl−Si系ろう材3と芯材2とを重ねて常法によりクラッド圧延し、アルミニウムクラッド材1を得る。なお、Al−Si系ろう材および芯材の組成、およびクラッド率は、本発明としては特に限定されるものではない。
【0019】
上記アルミニウムクラッド材1は、被ろう付部材4と接触するように組み付けられる。その際、少なくとも前記被ろう付部材4の接合部表面4aに、予め、常温時に液体であるケイ素化合物を含む組成物5を配する。配する方法としては、本発明として特に限定されるものではなく、塗布、噴霧、浸漬、その他適宜の方法により行うことができる。また、前記ケイ素化合物を含む組成物5を配する領域については、少なくとも被ろう付部材との接合部領域であればよく、接合部領域を越えた範囲(例えば被ろう付部材4の全表面等)であってもよく、接合部表面のみであってもよい。この例では、アルミニウムクラッド材1の表面全面に組成物5を塗布している。また、この例では、組成物5は、シランカップリング剤で構成されている。
【0020】
前記組立体は、加熱炉に入れられ、ろう付に供される。ろう付における雰囲気は特に限定されるものではないが、窒素ガス等の不活性雰囲気中で行う方が安定したろう付状態を得られやすい。ろう付の際の加熱温度は、ろう材の種別などに従って適宜、ろうの融点(固相線温度)以上の温度に設定する。
なお、被ろう付部材としては、種々の組成のアルミニウム材を用いることができ、本発明としては特定のものに限定されるものではない。
上記ろう付により接合されたアルミニウム材は、良好なろう付がなされる。
【実施例1】
【0021】
以下に、本発明の実施例を説明する。
表1に示す組成(残部はAlと不可避不純物)のAl−Si系ろう材と、JIS A3003の芯材とをクラッドしたアルミニウムクラッド材を用意した。前記アルミニウムクラッド材は、各種組成ろう材をクラッド率10%とし、H14相当調質の0.25mm厚に仕上げた。
また、被ろう付部材として、JIS A3003合金、H14相当調質のアルミニウムベア材(0.1mm厚)のフィンをコルゲート加工したコルゲートフィン7を用意した。
【0022】
前記アルミニウムクラッド材を用いて幅20mmのチューブ8を製作し、該チューブ8と前記コルゲートフィン7とを組み合わせ、ろう付評価モデルとして図2(a)に示すような、チューブ15段、長さ300mmのコア6を形成した。その際、各供試材の少なくともチューブ8とフィン7との接合部に、表2に示す組成物を表3に示す組み合わせで一様に塗布した。この際、フッ化物を塗布組成物に混ぜたものも評価することとし、フッ化物としてKAlF4を配合した塗布組成物を準備した。なお、表中のフッ化物配合比は、質量比でケイ素化合物1に対する割合で示されている。また、バインダとしてメタクリル酸メチル、活性剤としてポオキシアルキレンアルキルエーテルを配合したものも併せて評価した。
【0023】
表2に示す組成物を塗布した前記コア6を、窒素雰囲気中(酸素含有量50ppm)のろう付け炉にて、600℃にまで加熱し、そのろう付状態を評価した。
【0024】
(1)接合率
次式によって接合率を求め、各試料間のろう付性の優劣を評価した。
フィン接合率(%)=(フィン7とチューブ8の総ろう付け長さ/フィン7とチューブ8の総接触長さ)×100
ろう付け後のフィン接合率が95%以上のものを◎、85%以上95%未満のものを○、80%以上85%未満のものを△、80%未満のものを×と評価し、各評価結果を表3に示した。
【0025】
(2)接合部幅評価
ろう付接合部におけるフィレット形成能の向上を確認するため、接合部幅の評価を行った。図2(b)に示したフィレット9とチューブ8の接合部の幅Wを各試料で20点計測し、その平均値をもってろう付接合状態の優劣を評価した。
接合部幅が0.6mm以上のものを◎、0.3mm以上0.6mm未満のものを○、0.3mm未満のものを×と評価し、各評価結果を表3に示した。
【0026】
(3)表面処理性
ろう付で得られたろう付品に対し、アクリル樹脂系の親水性塗膜を形成する塗料を浸漬塗布した。塗布乾燥後、一部を切出し表面のカーボン量をEPMA(電子線マイクロアナリシス)にてマッピング分析することで、親水性塗膜の付着状態を確認した。分析箇所のカーボン量が15%以上の部位を親水性塗膜形成部として判断し、分析エリアに対するその付着面積を求めた。付着率95%以上のものを◎、付着率90%以上95%未満のものを○、付着率90%未満のものを×と評価し、各評価結果を表3に示した。
【0027】
表3から明らかなように、本発明の実施例のいずれも良好なろう付性を示したのに対し、比較例では十分な接合が得られなかった。
【0028】
【表1】
【0029】
【表2】
【0030】
【表3】
【符号の説明】
【0031】
1 アルミニウムクラッド材
2 芯材
3 Al−Si系ろう材
4 被ろう付部材
4a 接合部表面
5 ケイ素化合物を含む組成物
6 コア
7 コルゲートフィン
8 チューブ
9 フィレット
W 接合部幅
【特許請求の範囲】
【請求項1】
アルミニウム材からなる被接合部材をAl−Si系ろう材によりろう付して接合する方法であって、少なくとも前記被接合部材の接合部表面に、常温時液体のケイ素化合物を含む組成物を配して前記Al−Si系ろう材によるろう付を行うことを特徴とするアルミニウム材のろう付方法。
【請求項2】
前記ケイ素化合物が、無機または有機化合物から選ばれる1つの化合物または2つ以上の混合物からなることを特徴とする請求項1に記載のアルミニウム材のろう付方法。
【請求項3】
前記ケイ素化合物が、有機シラン化合物であることを特徴とする請求項1または2に記載のアルミニウム材のろう付方法。
【請求項4】
前記有機シラン化合物が、シランカップリング剤であることを特徴とする請求項3に記載のアルミニウム材のろう付方法。
【請求項5】
前記常温時液体のケイ素化合物を含む組成物にフッ化物を含むことを特徴とする請求項1〜4のいずれかに記載のアルミニウム材のろう付方法。
【請求項1】
アルミニウム材からなる被接合部材をAl−Si系ろう材によりろう付して接合する方法であって、少なくとも前記被接合部材の接合部表面に、常温時液体のケイ素化合物を含む組成物を配して前記Al−Si系ろう材によるろう付を行うことを特徴とするアルミニウム材のろう付方法。
【請求項2】
前記ケイ素化合物が、無機または有機化合物から選ばれる1つの化合物または2つ以上の混合物からなることを特徴とする請求項1に記載のアルミニウム材のろう付方法。
【請求項3】
前記ケイ素化合物が、有機シラン化合物であることを特徴とする請求項1または2に記載のアルミニウム材のろう付方法。
【請求項4】
前記有機シラン化合物が、シランカップリング剤であることを特徴とする請求項3に記載のアルミニウム材のろう付方法。
【請求項5】
前記常温時液体のケイ素化合物を含む組成物にフッ化物を含むことを特徴とする請求項1〜4のいずれかに記載のアルミニウム材のろう付方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−111601(P2013−111601A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−259237(P2011−259237)
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000176707)三菱アルミニウム株式会社 (446)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000176707)三菱アルミニウム株式会社 (446)
[ Back to top ]