
アルミニウム構造体の製造方法およびアルミニウム構造体
【課題】三次元網目構造を有する多孔質樹脂成形体であっても、その表面へのアルミニウムのめっきを可能とし、厚膜を均一に形成することで純度の高いアルミニウム構造体を形成する。
【解決手段】少なくとも表面が導電化された、三次元網目構造を有する樹脂多孔体に、アルミニウムを溶融塩浴中でめっきする工程を有するアルミニウム構造体の製造方法であって、前記溶融塩は塩化アルミニウムと有機塩との混合塩であり、前記溶融塩浴の温度を45℃以上100℃以下としてめっきする、アルミニウム構造体の製造方法。前記溶融塩浴中には、さらに1,10−フェナントロリンを0.25g/l以上7g/l以下の濃度で含有すると好ましい。
【解決手段】少なくとも表面が導電化された、三次元網目構造を有する樹脂多孔体に、アルミニウムを溶融塩浴中でめっきする工程を有するアルミニウム構造体の製造方法であって、前記溶融塩は塩化アルミニウムと有機塩との混合塩であり、前記溶融塩浴の温度を45℃以上100℃以下としてめっきする、アルミニウム構造体の製造方法。前記溶融塩浴中には、さらに1,10−フェナントロリンを0.25g/l以上7g/l以下の濃度で含有すると好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウムめっきにより樹脂表面にアルミニウム構造体を形成する方法に関し、特に各種フィルタや電池用電極などの用途で金属多孔体として好適に用いることができるアルミニウム構造体とその製造方法に関する。
【背景技術】
【0002】
三次元網目構造を有する金属多孔体は、各種フィルタ、触媒担体、電池用電極など多方面に用いられている。例えばニッケルからなるセルメット(住友電気工業(株)製:登録商標)がニッケル水素電池やニッケルカドミウム電池等の電池の電極材料として使用されている。セルメットは連通気孔を有する金属多孔体であり、金属不織布など他の多孔体に比べて気孔率が高い(90%以上)という特徴がある。これは発泡ウレタン等の連通気孔を有する多孔体樹脂の骨格表面にニッケル層を形成した後、熱処理して発泡樹脂成形体を分解し、さらにニッケルを還元処理することで得られる。ニッケル層の形成は、発泡樹脂成形体の骨格表面にカーボン粉末等を塗布して導電化処理した後、電気めっきによってニッケルを析出させることで行われる。
【0003】
アルミニウムは導電性、耐腐食性、軽量などの優れた特徴がある。電池用途では例えば、リチウムイオン電池の正極として、アルミニウム箔の表面にコバルト酸リチウム等の活物質を塗布したものが使用されている。正極の容量を向上するためには、アルミニウムを多孔体にして表面積を大きくし、アルミニウム内部にも活物質を充填することが考えられる。そうすると電極を厚くしても活物質を利用でき、単位面積当たりの活物質利用率が向上するからである。
【0004】
アルミニウム多孔体の製造方法として、特許文献1には、内部連通空間を有する三次元網状のプラスチック基体にアークイオンプレーティング法によりアルミニウムの蒸着処理を施して、2〜20μmの金属アルミニウム層を形成する方法が記載されている。また、特許文献2には、三次元網目状構造を有する発泡樹脂成形体の骨格にアルミニウムの融点以下で共晶合金を形成する金属(銅等)による皮膜を形成した後、アルミニウムペーストを塗布し、非酸化性雰囲気下で550℃以上750℃以下の温度で熱処理をすることで有機成分(発泡樹脂)の消失及びアルミニウム粉末の焼結を行い、金属多孔体を得る方法が記載されている。
【0005】
一方、アルミニウムのめっきは、アルミニウムの酸素に対する親和力が大きく、電位が水素より低いために水溶液系のめっき浴で電気めっきを行うことが困難である。このため、従来よりアルミニウムの電気めっきは非水溶液系のめっき浴で検討が行われている。例えば、金属の表面の酸化防止などの目的でアルミニウムをめっきする技術として、特許文献3にはオニウムハロゲン化物とアルミニウムハロゲン化物とを混合溶融した低融点組成物をめっき浴として用い、浴中の水分量を2wt%以下に維持しながら陰極にアルミニウムを析出させることを特徴とする電気アルミニウムめっき方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3413662号公報
【特許文献2】特開平8−170126号公報
【特許文献3】特許第3202072号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献1の方法によれば、2〜20μmの厚さのアルミニウム多孔体が得られるとされているが、気相法によるため大面積での製造は困難であり、基体の厚さや気孔率によっては内部まで均一な層の形成が難しい。またアルミニウム層の形成速度が遅い、設備が高価などにより製造コストが増大するなどの問題点がある。さらに、厚膜を形成する場合には、膜に亀裂が生じたりアルミニウムの脱落が生じるおそれがある。特許文献2の方法によればアルミニウムと共晶合金を形成する層が出来てしまい、純度の高いアルミニウム層が形成できない。一方、アルミニウムの電気めっき方法自体は知られているものの、金属表面へのめっきが可能であるのみで、樹脂成形体表面への電気めっき、とりわけ三次元網目構造を有する多孔質樹脂成形体の表面に電気めっきする方法は知られていなかった。これには、めっき浴中における多孔質樹脂の溶解などの問題が影響していると考えられる。
【0008】
そこで本発明は、三次元網目構造を有する多孔質樹脂成形体であっても、その表面へのアルミニウムのめっきを可能とし、厚膜を均一に形成することで純度の高いアルミニウム構造体を形成することが可能な方法、および特に大面積のアルミニウム多孔体を得ることが可能な方法を目的とする。
【課題を解決するための手段】
【0009】
上記課題解決のため、本願発明者らは、ポリウレタンやメラミンなどの三次元網目構造を有する樹脂成形体の表面にアルミニウムを電気めっきする方法に想到した。すなわち本発明は、少なくとも表面が導電化された、三次元網目構造を有する樹脂成形体に、アルミニウムを溶融塩浴中でめっきするアルミニウム構造体の製造方法であって、前記溶融塩は塩化アルミニウムと有機塩との混合塩であり、前記溶融塩浴の温度を45℃以上100℃以下としてめっきする、アルミニウム構造体の製造方法である(請求項1)。
【0010】
本発明者らは、三次元網目構造を有する樹脂成型体の表面にアルミニウムをめっきする方法として、有機塩と塩化アルミニウムとの混合塩である溶融塩浴中でアルミニウムをめっきする方法が有効であることを見いだした。イミダゾリウム塩などの有機塩と塩化アルミニウムとの混合塩は常温で液体となるため、めっき浴の温度は室温付近の温度とするのが一般的である。しかし常温付近の温度では溶融塩の粘度が高く、三次元網目構造を有する樹脂成形体のような複雑な骨格構造を持つものでは、めっきの条件によっては良好なめっきができない場合がある。特に大面積のアルミニウム多孔体を製造する際には電流密度を上げる必要があるが、溶融塩の粘度が低いとめっき可能な電流密度範囲が狭くなる。溶融塩浴の温度を45℃以上100℃以下とすると溶融塩浴の粘度を下げることができ、三次元網目構造を有する樹脂成形体(多孔体)の内部にも溶融塩を充分に行き渡らせることができる。そのため多孔体の表面部と内部とのめっき厚の差が小さい均一なめっきが可能である。また均一な厚みのめっきを形成できることで、アルミニウム層の強度が強くなり、樹脂成形体を除去した後も骨格構造の破断が少ないアルミニウム構造体を得ることができる。
【0011】
前記溶融塩中に、さらに1,10−フェナントロリンを0.25g/l以上7g/l以下の濃度で含有すると、めっき表面の平滑性が向上して好ましい(請求項2)。溶融塩浴の温度を一定の範囲として粘度を下げた上で1,10−フェナントロリンを添加することで、両者の相乗効果によって、骨格表面のめっきが粒状(凹凸が大きく表面観察で粒のように見える)から平坦な形状に改善されることにより、厚さが薄く細い骨格でも強固になり折れにくいアルミニウム構造体を得ることができる。
【0012】
前記有機塩は窒素を含有した溶融塩が好ましく、中でもイミダゾリウム塩が好ましく用いられる(請求項3)。
【0013】
イミダゾリウム塩と塩化アルミニウムとの混合塩は、比較的低い温度で溶融し、また導電率が高いため溶融塩浴として好ましい。イミダゾリウム塩として、1,3位にアルキル基を持つイミダゾリウムカチオンを含む塩が好ましく用いられ、特に1−エチル−3−メチルイミダゾリウムクロライドと塩化アルミニウムとの混合塩(AlCl3−EMIC)は安定性が高く分解し難いことから最も好ましく用いられる。なお、イミダゾリウム塩浴は水分と酸素の存在を嫌うため、密閉環境下においてアルゴンや窒素など不活性ガス雰囲気でのめっきを行うと良い。
【0014】
発泡ウレタン及び発泡メラミンは気孔率が高く、また気孔の連通性があるとともに熱分解性にも優れているため樹脂多孔体として好ましく使用できる(請求項4)。発泡ウレタンは気孔の均一性や入手の容易さ等の点で好ましく、発泡ウレタンは気孔径の小さなものが得られる点で好ましい。
【0015】
樹脂多孔体表面の導電化の手法は既知の方法を含めて選択可能である。無電解めっきや気相法によるアルミニウム、ニッケル等の金属層の形成や、導電性塗料による金属やカーボン層の形成が可能である。気相法によるアルミニウム層の形成やカーボンによる導電化は、めっき後のアルミニウム構造体にアルミニウム以外の金属を混入することなくできることから、金属として実質的にアルミニウムのみからなる構造体を製造することが可能となる。
【0016】
以上の工程により、金属層を表面に備えた樹脂成形体を有するアルミニウム構造体が得られる。各種フィルタや触媒担体などの用途によっては、このまま樹脂と金属の複合体として使用しても良いし、また使用環境の制約などから樹脂が無い金属構造体として用いる場合には樹脂を除去しても良い(請求項5)。
【0017】
以上の、折れにくい、めっき厚が内外で均一という2つの特徴により、完成したアルミニウム多孔体をプレスする場合などに、骨格全体が折れにくく均等にプレスされた多孔体を得ることができる。アルミニウム多孔体を電池等の電極材料として用いる場合に、電極に電極活物質を充填してプレスにより密度を上げることが行われ、活物質の充填工程やプレス時に骨格が折れやすいため、このような用途では極めて有効である。
【発明の効果】
【0018】
本発明によれば、特に三次元網目構造を有する多孔質樹脂成形体に対して表面へのアルミニウムのめっきが可能となり、ほぼ均一な厚膜で純度の高い、また大面積のアルミニウム構造体を形成することが可能な方法、およびアルミニウム構造体を提供することができる。
【図面の簡単な説明】
【0019】
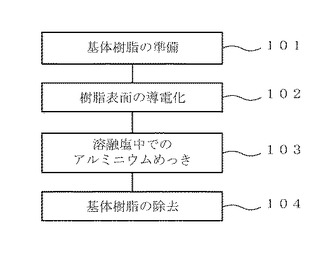
【図1】本発明によるアルミニウム構造体の製造工程を示すフロー図である。
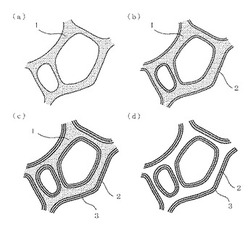
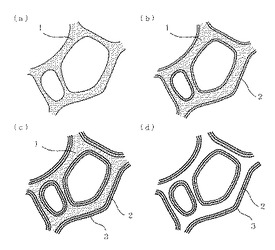
【図2】本発明によるアルミニウム構造体の製造工程を説明する断面模式図である。
【図3】多孔質樹脂成形体の一例としての発泡ウレタン樹脂の構造を示す表面拡大写真である。
【図4】導電性塗料による樹脂成形体表面の連続導電化工程の一例を説明する図である。
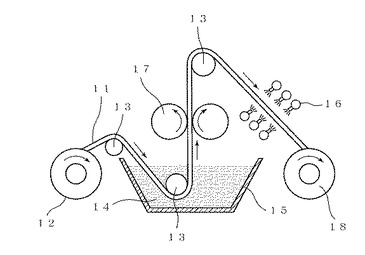
【図5】溶融塩めっきによるアルミニウム連続めっき工程の一例を説明する図である。
【図6】アルミニウム多孔体を溶融塩電池に適用した構造例を示す断面模式図である。
【図7】アルミニウム多孔体を電気二重層コンデンサに適用した構造例を示す断面模式図である。
【図8】実施例にかかるアルミニウム構造体の表面拡大写真である。
【図9】実施例にかかるアルミニウム構造体の表面拡大写真である。
【発明を実施するための形態】
【0020】
以下、本発明の実施の形態をアルミニウム多孔体を製造するプロセスを代表例として適宜図を参照して説明する。以下で参照する図面で同じ番号が付されている部分は同一またはそれに相当する部分である。なお、本発明はこれに限定されるものではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【0021】
(アルミニウム構造体の製造工程)
図1は、本発明によるアルミニウム構造体の製造工程を示すフロー図である。また図2は、フロー図に対応して樹脂多孔体を芯材としてアルミニウム構造体を形成する様子を模式的に示したものである。両図を参照して製造工程全体の流れを説明する。まず基体樹脂成形体の準備101を行う。図2(a)は、基体樹脂成形体の例として、三次元網目構造を有する樹脂多孔体(発泡樹脂成形体)の表面を拡大視した拡大模式図である。発泡樹脂成形体1を骨格として気孔が形成されている。次に樹脂成形体表面の導電化102を行う。この工程により、図2(b)に示すように樹脂成形体1の表面には薄く導電体による導電層2が形成される。続いて溶融塩中でのアルミニウムめっき103を行い、導電層が形成された樹脂成形体の表面にアルミニウムめっき層3を形成する(図2(c))。これで、樹脂成形体を基材として表面にアルミニウムめっき層3が形成されたアルミニウム構造体が得られる。さらに、基体樹脂成形体の除去104を行っても良い。発泡樹脂成形体1を分解等して消失させることにより金属層のみが残ったアルミニウム構造体(多孔体)を得ることができる(図2(d))。以下各工程について順を追って説明する。
【0022】
(樹脂多孔体の準備)
三次元網目構造を有する樹脂多孔体を準備する。樹脂多孔体の素材は任意の樹脂を選択できる。ポリウレタン、メラミン、ポリプロピレン、ポリエチレン等の発泡樹脂成形体が素材として例示できる。連続した気孔(連通気孔)を有するものであれば任意の形状の樹脂多孔体を選択できる。例えば繊維状の樹脂を絡めて不織布のような形状を有するものも樹脂多孔体として使用可能である。樹脂多孔体の気孔率は80%〜98%、気孔径は50μm〜500μmとするのが好ましい。発泡ウレタン及び発泡メラミンは気孔率が高く、また気孔の連通性があるとともに熱分解性にも優れているため樹脂多孔体として好ましく使用できる。発泡ウレタンは気孔の均一性や入手の容易さ等の点で好ましく、発泡メラミンは気孔径の小さなものが得られる点で好ましい。
【0023】
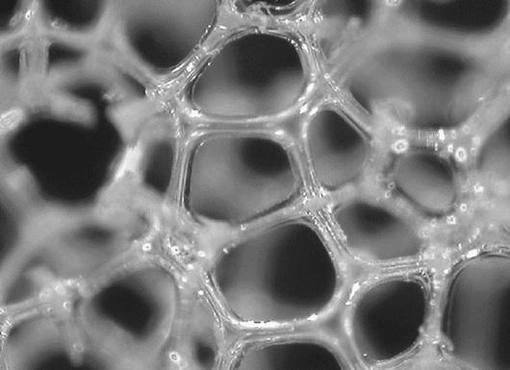
樹脂多孔体には発泡体製造過程での製泡剤や未反応モノマーなどの残留物があることが多く、洗浄処理を行うことが後の工程のために好ましい。樹脂多孔体の例として、発泡ウレタンを前処理として洗浄処理したものを図3に示す。樹脂成形体が骨格として三次元的に網目を構成することで、全体として連続した気孔を構成している。発泡ウレタンの骨格はその延在方向に垂直な断面において略三角形状をなしている。ここで気孔率は、次式で定義される。
気孔率=(1−(多孔質材の重量[g]/(多孔質材の体積[cm3]×素材密度)))×100[%]
また、気孔径は、樹脂成形体表面を顕微鏡写真等で拡大し、1インチ(25.4mm)あたりの気孔数をセル数として計数して、平均孔径=25.4mm/セル数として平均的な値を求める。
【0024】
(樹脂多孔体表面の導電化:カーボン塗布)
導電性塗料としてのカーボン塗料を準備する。導電性塗料としての懸濁液は、好ましくは、カーボン粒子、粘結剤、分散剤および分散媒を含む。導電性粒子の塗布を均一に行うには、懸濁液が均一な懸濁状態を維持している必要がある。このため、懸濁液は、20℃〜40℃に維持されていることが好ましい。その理由は、懸濁液の温度が20℃未満になった場合、均一な懸濁状態が崩れ、樹脂多孔体の網状構造をなす骨格の表面に粘結剤のみが集中して層を形成するからである。この場合、塗布されたカーボン粒子の層は剥離し易く、強固に密着した金属めっきを形成し難い。一方、懸濁液の温度が40℃を越えた場合は、分散剤の蒸発量が大きく、塗布処理時間の経過とともに懸濁液が濃縮されてカーボンの塗布量が変動しやすい。また、カーボン粒子の粒径は、0.01〜5μmで、好ましくは0.01〜0.5μmである。粒径が大きいと多孔質樹脂多孔体の空孔を詰まらせたり、平滑なめっきを阻害する要因となり、小さすぎると十分な導電性を確保することが難しくなる。
【0025】
樹脂多孔体へのカーボン粒子の塗布は、上記懸濁液に対象となる樹脂多孔体を浸漬し、絞りと乾燥を行うことで可能である。図4は実用上の製造工程の一例として、骨格となる帯状の樹脂多孔体を導電化する処理装置の構成例を模式的に示す図である。図示の如くこの装置は、帯状樹脂11を供給するサプライボビン12と、導電性塗料の懸濁液14を収容した槽15と、槽15の上方に配置された1対の絞りロール17と、走行する帯状樹脂11の側方に対向して設けられた複数の熱風ノズル16と、処理後の帯状樹脂11を巻き取る巻取りボビン18とを備えている。また、帯状樹脂11を案内するためのデフレクタロール13が適宜配置されている。以上のように構成された装置において、三次元網状構造を有する帯状樹脂1は、サプライボビン12から巻き戻され、デフレクタロール13により案内されて、槽15内の懸濁液内に浸漬される。槽15内で懸濁液14に浸漬された帯状樹脂11は、上方に向きを変え、懸濁液14の液面上方の絞りロール17の間を走行する。このとき、絞りロール17の間隔は、帯状樹脂11の厚さよりも小さくなっており、帯状樹脂11は圧縮される。従って、帯状樹脂11に含浸された過剰な懸濁液は、絞り出されて槽15内に戻る。
【0026】
続いて、帯状樹脂11は、再び走行方向を変える。ここで、複数のノズルから構成された熱風ノズル16が噴射する熱風により懸濁液の分散媒等が除去され、充分に乾燥された上で帯状樹脂11は巻取りボビン18に巻き取られる。尚、熱風ノズル16の噴出する熱風の温度は40℃から80℃の範囲であることが好ましい。以上のような装置を用いると、自動的かつ連続的に導電化処理を実施することができ、目詰まりのない網目構造を有し、且つ、均一な導電層を具備した骨格が形成されるので、次工程の金属めっきを円滑に行うことができる。
【0027】
(アルミニウム層の形成:溶融塩めっき)
次に溶融塩中で電解めっきを行い、樹脂多孔体表面にアルミニウムめっき層を形成する。表面が導電化された樹脂多孔体を陰極、純度99.99%のアルミニウム板を陽極として溶融塩中で直流電流を印加する。溶融塩としては、塩化アルミニウムと有機塩との混合塩(共晶塩)を使用する。比較的低温で溶融する有機溶融塩浴を使用すると、基材である樹脂多孔体を分解することなくめっきができ好ましい。有機塩としてはイミダゾリウム塩、ピリジニウム塩等が使用できる。なかでも1−エチル−3−メチルイミダゾリウムクロライド(EMIC)、ブチルピリジニウムクロライド(BPC)が好ましい。
【0028】
溶融塩の粘度を下げるため、溶融塩浴の温度は45℃以上100℃以下とする。温度が45℃よりも低い場合は粘度を充分に低くすることができない。また温度が100℃よりも高い場合は有機塩が分解する可能性がある。さらに好ましい温度は50℃以上80℃以下である。溶融塩中に水分や酸素が混入すると溶融塩が劣化するため、めっきは窒素、アルゴン等の不活性ガス雰囲気下で、かつ密閉した環境下で行うことが好ましい。
【0029】
溶融塩浴に1,10−フェナントロリンを添加すると表面が平滑となり好ましい。1,10−フェナントロリンの添加量は0.25g/l以上7g/l以下が好ましい。添加量が0.25g/lより少ないと表面を平滑とする効果が得られ難い。1,10−フェナントロリンの添加量が多くなるほど表面を平滑にする効果が高くなるが、7g/lよりも多くしても効果はあまり変わらない。さらに好ましい添加量の範囲は2.5g/l以上5g/l以下である。
【0030】
有機溶媒等を溶融塩浴に添加して粘度を下げる方法では有機溶剤の揮発を防ぐため設備や有機溶剤による引火を防ぐための安全設備が必要となるが、本発明では温度を一定の範囲として溶融塩浴の粘度を低下させるため、簡便な設備でのめっきが可能となる。また1,10−フェナントロリンも45℃〜100℃の範囲では揮発しないため、同様の効果がある。
【0031】
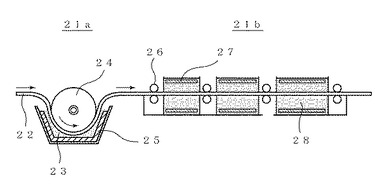
図5は前述の帯状樹脂に対して金属メッキ処理を連続的に行うための装置の構成を模式的に示す図である。表面が導電化された帯状樹脂22が、図の左から右に送られる構成を示す。第1のめっき槽21aは、円筒状電極24と容器内壁に設けられた陽極25およびめっき浴23から構成される。帯状樹脂22は円筒状電極24に沿ってめっき浴23の中を通過することにより、樹脂多孔体全体に均一に電流が流れやすく、均一なめっきを得ることが出来る。めっき槽21bは、さらにめっきを厚く均一に付けるための槽であり複数の槽で繰り返しめっきされるように構成されている。表面が導電化された帯状樹脂22を送りローラと槽外給電陰極を兼ねた電極ローラ26により順次送りながら、めっき浴28に通過させることでめっきを行う。複数の槽内には樹脂多孔体の両面にめっき浴28を介して設けられた陽極27があり、樹脂多孔体の両面により均一なめっきを付けることができる。
【0032】
以上の工程により骨格の芯として樹脂多孔体を有するアルミニウム構造体(アルミニウム多孔体)が得られる。各種フィルタや触媒担体などの用途によっては、このまま樹脂と金属の複合体として使用しても良い。また使用環境の制約などから樹脂が無い金属構造体として用いる場合には樹脂を除去しても良い。樹脂の除去は、有機溶媒、溶融塩、又は超臨界水による分解(溶解)、加熱分解等任意の方法で行うことができる。アルミニウムはニッケル等と異なり、一旦酸化すると還元処理が困難であるため、たとえば電池等の電極材料として使用する場合には、アルミニウムの酸化が起こりにくい方法で樹脂を除去することが好ましい。例えば以下説明する溶融塩中での熱分解により樹脂を除去する方法が好ましく用いられる。
【0033】
(樹脂の除去:溶融塩中熱分解)
溶融塩中での熱分解は以下の方法で行う。表面にアルミニウムめっき層を形成した樹脂多孔体を溶融塩に浸漬し、アルミニウム層に負電位を印加しながら加熱して樹脂多孔体を分解する。溶融塩に浸漬した状態で負電位を印加すると、アルミニウムを酸化させることなく樹脂多孔体を分解することができる。加熱温度は樹脂多孔体の種類に合わせて適宜選択できるが、アルミニウムを溶融させないためにはアルミニウムの融点(660℃)以下の温度で処理する必要がある。好ましい温度範囲は500℃以上600℃以下である。また印加する負電位の量は、アルミニウムの還元電位よりマイナス側で、かつ溶融塩中のカチオンの還元電位よりプラス側とする。
【0034】
樹脂の熱分解に使用する溶融塩としては、アルミニウムの電極電位が卑となるようなアルカリ金属又はアルカリ土類金属のハロゲン化物の塩または硝酸塩が使用できる。具体的には塩化リチウム(LiCl)、塩化カリウム(KCl)、塩化ナトリウム(NaCl)、塩化アルミニウム(AlCl3)硝酸リチウム(LiNO3)、亜硝酸リチウム(LiNO2)、硝酸カリウム(KNO3)、亜硝酸カリウム(KNO2)、硝酸ナトリウム(NaNO3)、及び亜硝酸ナトリウム(NaNO2)からなる群より選択される1種以上を含むと好ましい。このような方法によって、表面の酸化層が薄く酸素量の少ないアルミニウム多孔体を得ることができる。
【0035】
(リチウムイオン電池)
次にアルミニウム多孔体を用いた電池用電極材料及び電池について説明する。例えばリチウムイオン電池の正極に使用する場合は、活物質としてコバルト酸リチウム(LiCoO2)、マンガン酸リチウム(LiMn2O4)、ニッケル酸リチウム(LiNiO2)等を使用する。活物質は導電助剤及びバインダーと組み合わせて使用する。従来のリチウムイオン電池用正極材料は、アルミニウム箔の表面に活物質を塗布している。単位面積当たりの電池容量を向上するために、活物質の塗布厚みを厚くしている。また活物質を有効に利用するためにはアルミニウム箔と活物質とが電気的に接触している必要があるので活物質は導電助剤と混合して用いられている。これに対し、本発明のアルミニウム多孔体は気孔率が高く単位面積当たりの表面積が大きい。よって多孔体の表面に薄く活物質を担持させても活物質を有効に利用でき、電池の容量を向上できるとともに、導電助剤の混合量を少なくすることができる。リチウムイオン電池は、上記の正極材料を正極とし、負極には黒鉛、電解質には有機電解液を使用する。このようなリチウムイオン電池は、小さい電極面積でも容量を向上できるため、従来のリチウムイオン電池よりも電池のエネルギー密度を高くすることができる。
【0036】
(溶融塩電池)
アルミニウム多孔体は、溶融塩電池用の電極材料として使用することもできる。アルミニウム多孔体を正極材料として使用する場合は、活物質としてクロム酸ナトリウム(NaCrO2)、二硫化チタン(TiO2)等、電解質となる溶融塩のカチオンをインターカレーションすることができる金属化合物を使用する。活物質は導電助剤及びバインダーと組み合わせて使用する。導電助剤としてはアセチレンブラック等が使用できる。またバインダーとしてはポリテトラフルオロエチレン(PTFE)等を使用できる。活物質としてクロム酸ナトリウムを使用し、導電助剤としてアセチレンブラックを使用する場合には、PTFEはこの両者をより強固に固着することができ好ましい。
【0037】
アルミニウム多孔体は、溶融塩電池用の負極材料として用いることもできる。アルミニウム多孔体を負極材料として使用する場合は、活物質としてナトリウム単体やナトリウムと他の金属との合金、カーボン等を使用できる。ナトリウムの融点は約98℃であり、また温度が上がるにつれて金属が軟化するため、ナトリウムと他の金属(Si、Sn、In等)とを合金化すると好ましい。このなかでも特にナトリウムとSnとを合金化したものは扱いやすいため好ましい。ナトリウム又はナトリウム合金は、アルミニウム多孔体の表面に電解メッキ、溶融メッキ等の方法で担持させることができる。また、アルミニウム多孔体にナトリウムと合金化させる金属(Si等)をメッキ等の方法で付着させた後、溶融塩電池中で充電することでナトリウム合金とすることもできる。
【0038】
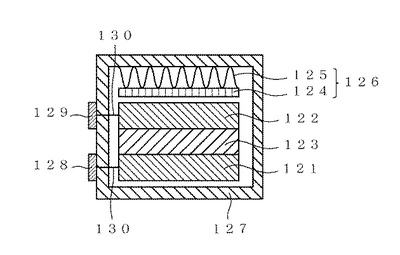
図6は上記の電池用電極材料を用いた溶融塩電池の一例を示す断面模式図である。溶融塩電池は、アルミニウム多孔体のアルミ骨格部の表面に正極用活物質を担持した正極121と、アルミニウム多孔体のアルミ骨格部の表面に負極用活物質を担持した負極122と、電解質である溶融塩を含浸させたセパレータ123とをケース127内に収納したものである。ケース127の上面と負極との間には、押え板124と押え板を押圧するバネ125とからなる押圧部材126が配置されている。押圧部材を設けることで、正極121、負極122、セパレータ123の体積変化があった場合でも均等押圧してそれぞれの部材を接触させることができる。正極121の集電体(アルミニウム多孔体)、負極122の集電体(アルミニウム多孔体)はそれぞれ、正極端子128、負極端子129に、リード線130で接続されている。
【0039】
電解質としての溶融塩としては、動作温度で溶融する各種の無機塩又は有機塩を使用することができる。溶融塩のカチオンとしては、リチウム(Li)、ナトリウム(Na)、カリウム(K)、ルビジウム(Rb)及びセシウム(Cs)等のアルカリ金属、ベリリウム(Be)、マグネシウム(Mg)、カルシウム(Ca)、ストロンチウム(Sr)及びバリウム(Ba)等のアルカリ土類金属から選択した1種以上を用いることができる。
【0040】
溶融塩の融点を低下させるために、2種以上の塩を混合して使用することが好ましい。例えばKFSAとNaFSAとを組み合わせて使用すると、電池の動作温度を90℃以下とすることができる。
【0041】
溶融塩はセパレータに含浸させて使用する。セパレータは正極と負極とが接触するのを防ぐためのものであり、ガラス不織布や、多孔質樹脂多孔体等を使用できる。上記の正極、負極、溶融塩を含浸させたセパレータを積層してケース内に収納し、電池として使用する。
【0042】
(電気二重層コンデンサ)
アルミニウム多孔体は、電気二重層コンデンサ用の電極材料として使用することもできる。アルミニウム多孔体を電気二重層コンデンサ用の電極材料として使用する場合は、電極活物質として活性炭等を使用する。活性炭は導電助剤やバインダーと組み合わせて使用する。導電助剤としては黒鉛、カーボンナノチューブ等が使用できる。またバインダーとしてはポリテトラフルオロエチレン(PTFE)、スチレンブタジエンゴム等を使用できる。
【0043】
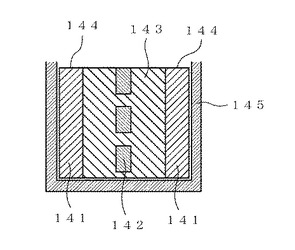
図7は上記の電気二重層コンデンサ用電極材料を用いた電気二重層コンデンサの一例を示す断面模式図である。セパレータ142で仕切られた有機電解液143中に、アルミニウム多孔体に電極活物質を担持した電極材料を分極性電極141として配置している。電極材料141はリード線144に接続しており、これら全体がケース145中に収納されている。アルミニウム多孔体を集電体として使用することで、集電体の表面積が大きくなり、活物質としての活性炭を薄く塗布しても高出力、高容量化可能な電気二重層コンデンサを得ることができる。
【0044】
(導電層の形成:カーボン塗布)
以下、アルミニウム多孔体の製造例を具体的に説明する。樹脂多孔体として、厚み1mm、気孔率95%、気孔径300μmのウレタン発泡体を準備し、80mm×50mm角に切断した。ウレタン発泡体をカーボン懸濁液に浸漬し乾燥することで、表面全体にカーボン粒子が付着した導電層を形成した。懸濁液の成分は、黒鉛+カーボンブラック25%を含み、樹脂バインダー、浸透剤、消泡剤を含む。カーボンブラックの粒径は0.5μmとした。
【0045】
(導電層の形成:アルミニウム蒸着)
カーボン塗布の場合と同じ樹脂多孔体を準備し、表面にアルミニウムを蒸着して厚み0.7μmのアルミニウム導電層を形成した。
【0046】
(溶融塩めっき)
表面に導電層を形成したウレタン発泡体をワークとして、給電機能を有する治具にセットした後、アルゴン雰囲気かつ低水分(露点−30℃以下)としたグローブボックス内に入れ、表1、表2に示す温度の溶融塩浴(33mol%EMIC−67mol%AlCl3)に浸漬した。なお溶融塩浴中には表1、表2に示す濃度の1,10−フェナントロリンを添加している。ワークをセットした治具を整流器の陰極側に接続し、対極のアルミニウム板(純度99.99%)を陽極側に接続した。表1に示す電流密度の直流電流を2ASDの場合は90分間、6ASDの場合は30分間、15ASDの場合は10分間印加してアルミニウムをめっきした。攪拌はテフロン(登録商標)製の回転子を用いてスターラーにて行った。ここで、電流密度はウレタン発泡体の見かけの面積で計算した値である。
【0047】
(樹脂多孔体の分解)
アルミニウムめっき層を形成したそれぞれの樹脂多孔体を温度500℃のLiCl−KCl共晶溶融塩に浸漬し、−1Vの負電位を5分間印加してポリウレタンを分解除去してアルミニウム多孔体を得た。
【0048】
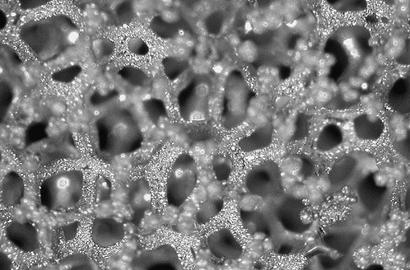
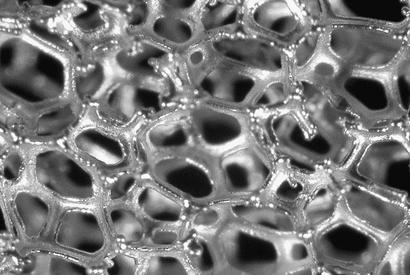
得られたアルミニウム多孔体の内部へのめっき性を評価した。内部めっきの評価として、多孔体内部のめっき厚みが薄く、ウレタン発泡体の除去後に2枚に剥離したものは×とし、多孔体内部へもめっきされておりサンプルの剥離が起こらなかったものを○とした。また断面の評価として、多孔体内部へもめっきされておりサンプルの剥離が起こらなかったものから、表面部分及び骨格の延在方向に直角な断面で切断したものを抽出し樹脂に埋め込み、研磨したのち断面を観察した。断面を観察し、内部のめっきの厚さが外部のめっきの厚さの70%以上のものを○とし、50%以上70%未満のものを△とし、50%未満のものを×とした。さらにめっきの表面平滑性を評価するため、アルミニウム多孔体を走査電子顕微鏡で観察し、倍率が1000倍で表面が平滑なものを○、明らかに凹凸が大きいものを×とした。以上の結果を表1、表2に示す。
【0049】
【表1】

【0050】
【表2】
【0051】
表1及び表2に示すように、めっき温度を室温としたものでは内部へのめっき性が悪く、ウレタン発泡体の除去後に2枚に剥離した。めっき温度を60℃、80℃としたものでは剥離は起こらず内部にもめっき可能となっている。ただし、めっき状態を詳細に観察した断面評価及び表面評価では、ではフェナントロリン濃度が0.25g/lの条件では評価が×のものが多い。特に電流密度を高くするほど評価結果が悪くなっており、フェナントロリンの添加量が少ない場合はめっきの表面平滑性を良好にするためには電流密度を低くしてゆっくりとめっきする必要がある。
【0052】
図8は、アルミニウム導電層を形成したサンプルについて、フェナントロリン濃度0.25g/l、電流密度6ASD、めっき温度60℃でアルミニウムめっきを行って作製したアルミニウム構造体を走査電子顕微鏡で観察した写真である。また図9はアルミニウム導電層を形成したサンプルについて、フェナントロリン濃度5g/l、電流密度6ASD、めっき温度60℃でアルミニウムめっきを行って作製したアルミニウム構造体を走査電子顕微鏡で観察した写真である。フェナントロリン濃度が高い図9では、アルミニウムめっきの表面が平滑であるが、フェナントロリン濃度が低い図8ではめっきの表面に凹凸が生じていることがわかる。
【産業上の利用可能性】
【0053】
以上の如く本発明によれば、樹脂成形体表面にアルミニウムをめっきした構造体、またそこから樹脂成形体を除去したアルミニウム構造体を得ることができるので、例えばアルミニウム多孔体として電池用電極等の電気材料や、各種濾過用のフィルタ、触媒担体などにおいて、アルミニウムの特性が活かされる場合に広く適用することができる。
【符号の説明】
【0054】
1 発泡樹脂成形体 2 導電層 3 アルミニウムめっき層
11 帯状樹脂 12 サプライボビン 13 デフレクタロール 14 懸濁液
15 槽 16 熱風ノズル 17 絞りロール 18 巻取りボビン
21a,21b めっき槽 22 帯状樹脂 23,28 めっき浴
24 円筒状電極 25,27 正電極 26 電極ローラ
121 正極 122 負極 123 セパレータ 124 押さえ板
125 バネ 126 押圧部材 127 ケース 128 正極端子
129 負極端子 130 リード線
141 分極性電極 142 セパレータ 143 有機電解液
144 リード線 145 ケース
【技術分野】
【0001】
本発明は、アルミニウムめっきにより樹脂表面にアルミニウム構造体を形成する方法に関し、特に各種フィルタや電池用電極などの用途で金属多孔体として好適に用いることができるアルミニウム構造体とその製造方法に関する。
【背景技術】
【0002】
三次元網目構造を有する金属多孔体は、各種フィルタ、触媒担体、電池用電極など多方面に用いられている。例えばニッケルからなるセルメット(住友電気工業(株)製:登録商標)がニッケル水素電池やニッケルカドミウム電池等の電池の電極材料として使用されている。セルメットは連通気孔を有する金属多孔体であり、金属不織布など他の多孔体に比べて気孔率が高い(90%以上)という特徴がある。これは発泡ウレタン等の連通気孔を有する多孔体樹脂の骨格表面にニッケル層を形成した後、熱処理して発泡樹脂成形体を分解し、さらにニッケルを還元処理することで得られる。ニッケル層の形成は、発泡樹脂成形体の骨格表面にカーボン粉末等を塗布して導電化処理した後、電気めっきによってニッケルを析出させることで行われる。
【0003】
アルミニウムは導電性、耐腐食性、軽量などの優れた特徴がある。電池用途では例えば、リチウムイオン電池の正極として、アルミニウム箔の表面にコバルト酸リチウム等の活物質を塗布したものが使用されている。正極の容量を向上するためには、アルミニウムを多孔体にして表面積を大きくし、アルミニウム内部にも活物質を充填することが考えられる。そうすると電極を厚くしても活物質を利用でき、単位面積当たりの活物質利用率が向上するからである。
【0004】
アルミニウム多孔体の製造方法として、特許文献1には、内部連通空間を有する三次元網状のプラスチック基体にアークイオンプレーティング法によりアルミニウムの蒸着処理を施して、2〜20μmの金属アルミニウム層を形成する方法が記載されている。また、特許文献2には、三次元網目状構造を有する発泡樹脂成形体の骨格にアルミニウムの融点以下で共晶合金を形成する金属(銅等)による皮膜を形成した後、アルミニウムペーストを塗布し、非酸化性雰囲気下で550℃以上750℃以下の温度で熱処理をすることで有機成分(発泡樹脂)の消失及びアルミニウム粉末の焼結を行い、金属多孔体を得る方法が記載されている。
【0005】
一方、アルミニウムのめっきは、アルミニウムの酸素に対する親和力が大きく、電位が水素より低いために水溶液系のめっき浴で電気めっきを行うことが困難である。このため、従来よりアルミニウムの電気めっきは非水溶液系のめっき浴で検討が行われている。例えば、金属の表面の酸化防止などの目的でアルミニウムをめっきする技術として、特許文献3にはオニウムハロゲン化物とアルミニウムハロゲン化物とを混合溶融した低融点組成物をめっき浴として用い、浴中の水分量を2wt%以下に維持しながら陰極にアルミニウムを析出させることを特徴とする電気アルミニウムめっき方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3413662号公報
【特許文献2】特開平8−170126号公報
【特許文献3】特許第3202072号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献1の方法によれば、2〜20μmの厚さのアルミニウム多孔体が得られるとされているが、気相法によるため大面積での製造は困難であり、基体の厚さや気孔率によっては内部まで均一な層の形成が難しい。またアルミニウム層の形成速度が遅い、設備が高価などにより製造コストが増大するなどの問題点がある。さらに、厚膜を形成する場合には、膜に亀裂が生じたりアルミニウムの脱落が生じるおそれがある。特許文献2の方法によればアルミニウムと共晶合金を形成する層が出来てしまい、純度の高いアルミニウム層が形成できない。一方、アルミニウムの電気めっき方法自体は知られているものの、金属表面へのめっきが可能であるのみで、樹脂成形体表面への電気めっき、とりわけ三次元網目構造を有する多孔質樹脂成形体の表面に電気めっきする方法は知られていなかった。これには、めっき浴中における多孔質樹脂の溶解などの問題が影響していると考えられる。
【0008】
そこで本発明は、三次元網目構造を有する多孔質樹脂成形体であっても、その表面へのアルミニウムのめっきを可能とし、厚膜を均一に形成することで純度の高いアルミニウム構造体を形成することが可能な方法、および特に大面積のアルミニウム多孔体を得ることが可能な方法を目的とする。
【課題を解決するための手段】
【0009】
上記課題解決のため、本願発明者らは、ポリウレタンやメラミンなどの三次元網目構造を有する樹脂成形体の表面にアルミニウムを電気めっきする方法に想到した。すなわち本発明は、少なくとも表面が導電化された、三次元網目構造を有する樹脂成形体に、アルミニウムを溶融塩浴中でめっきするアルミニウム構造体の製造方法であって、前記溶融塩は塩化アルミニウムと有機塩との混合塩であり、前記溶融塩浴の温度を45℃以上100℃以下としてめっきする、アルミニウム構造体の製造方法である(請求項1)。
【0010】
本発明者らは、三次元網目構造を有する樹脂成型体の表面にアルミニウムをめっきする方法として、有機塩と塩化アルミニウムとの混合塩である溶融塩浴中でアルミニウムをめっきする方法が有効であることを見いだした。イミダゾリウム塩などの有機塩と塩化アルミニウムとの混合塩は常温で液体となるため、めっき浴の温度は室温付近の温度とするのが一般的である。しかし常温付近の温度では溶融塩の粘度が高く、三次元網目構造を有する樹脂成形体のような複雑な骨格構造を持つものでは、めっきの条件によっては良好なめっきができない場合がある。特に大面積のアルミニウム多孔体を製造する際には電流密度を上げる必要があるが、溶融塩の粘度が低いとめっき可能な電流密度範囲が狭くなる。溶融塩浴の温度を45℃以上100℃以下とすると溶融塩浴の粘度を下げることができ、三次元網目構造を有する樹脂成形体(多孔体)の内部にも溶融塩を充分に行き渡らせることができる。そのため多孔体の表面部と内部とのめっき厚の差が小さい均一なめっきが可能である。また均一な厚みのめっきを形成できることで、アルミニウム層の強度が強くなり、樹脂成形体を除去した後も骨格構造の破断が少ないアルミニウム構造体を得ることができる。
【0011】
前記溶融塩中に、さらに1,10−フェナントロリンを0.25g/l以上7g/l以下の濃度で含有すると、めっき表面の平滑性が向上して好ましい(請求項2)。溶融塩浴の温度を一定の範囲として粘度を下げた上で1,10−フェナントロリンを添加することで、両者の相乗効果によって、骨格表面のめっきが粒状(凹凸が大きく表面観察で粒のように見える)から平坦な形状に改善されることにより、厚さが薄く細い骨格でも強固になり折れにくいアルミニウム構造体を得ることができる。
【0012】
前記有機塩は窒素を含有した溶融塩が好ましく、中でもイミダゾリウム塩が好ましく用いられる(請求項3)。
【0013】
イミダゾリウム塩と塩化アルミニウムとの混合塩は、比較的低い温度で溶融し、また導電率が高いため溶融塩浴として好ましい。イミダゾリウム塩として、1,3位にアルキル基を持つイミダゾリウムカチオンを含む塩が好ましく用いられ、特に1−エチル−3−メチルイミダゾリウムクロライドと塩化アルミニウムとの混合塩(AlCl3−EMIC)は安定性が高く分解し難いことから最も好ましく用いられる。なお、イミダゾリウム塩浴は水分と酸素の存在を嫌うため、密閉環境下においてアルゴンや窒素など不活性ガス雰囲気でのめっきを行うと良い。
【0014】
発泡ウレタン及び発泡メラミンは気孔率が高く、また気孔の連通性があるとともに熱分解性にも優れているため樹脂多孔体として好ましく使用できる(請求項4)。発泡ウレタンは気孔の均一性や入手の容易さ等の点で好ましく、発泡ウレタンは気孔径の小さなものが得られる点で好ましい。
【0015】
樹脂多孔体表面の導電化の手法は既知の方法を含めて選択可能である。無電解めっきや気相法によるアルミニウム、ニッケル等の金属層の形成や、導電性塗料による金属やカーボン層の形成が可能である。気相法によるアルミニウム層の形成やカーボンによる導電化は、めっき後のアルミニウム構造体にアルミニウム以外の金属を混入することなくできることから、金属として実質的にアルミニウムのみからなる構造体を製造することが可能となる。
【0016】
以上の工程により、金属層を表面に備えた樹脂成形体を有するアルミニウム構造体が得られる。各種フィルタや触媒担体などの用途によっては、このまま樹脂と金属の複合体として使用しても良いし、また使用環境の制約などから樹脂が無い金属構造体として用いる場合には樹脂を除去しても良い(請求項5)。
【0017】
以上の、折れにくい、めっき厚が内外で均一という2つの特徴により、完成したアルミニウム多孔体をプレスする場合などに、骨格全体が折れにくく均等にプレスされた多孔体を得ることができる。アルミニウム多孔体を電池等の電極材料として用いる場合に、電極に電極活物質を充填してプレスにより密度を上げることが行われ、活物質の充填工程やプレス時に骨格が折れやすいため、このような用途では極めて有効である。
【発明の効果】
【0018】
本発明によれば、特に三次元網目構造を有する多孔質樹脂成形体に対して表面へのアルミニウムのめっきが可能となり、ほぼ均一な厚膜で純度の高い、また大面積のアルミニウム構造体を形成することが可能な方法、およびアルミニウム構造体を提供することができる。
【図面の簡単な説明】
【0019】
【図1】本発明によるアルミニウム構造体の製造工程を示すフロー図である。
【図2】本発明によるアルミニウム構造体の製造工程を説明する断面模式図である。
【図3】多孔質樹脂成形体の一例としての発泡ウレタン樹脂の構造を示す表面拡大写真である。
【図4】導電性塗料による樹脂成形体表面の連続導電化工程の一例を説明する図である。
【図5】溶融塩めっきによるアルミニウム連続めっき工程の一例を説明する図である。
【図6】アルミニウム多孔体を溶融塩電池に適用した構造例を示す断面模式図である。
【図7】アルミニウム多孔体を電気二重層コンデンサに適用した構造例を示す断面模式図である。
【図8】実施例にかかるアルミニウム構造体の表面拡大写真である。
【図9】実施例にかかるアルミニウム構造体の表面拡大写真である。
【発明を実施するための形態】
【0020】
以下、本発明の実施の形態をアルミニウム多孔体を製造するプロセスを代表例として適宜図を参照して説明する。以下で参照する図面で同じ番号が付されている部分は同一またはそれに相当する部分である。なお、本発明はこれに限定されるものではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【0021】
(アルミニウム構造体の製造工程)
図1は、本発明によるアルミニウム構造体の製造工程を示すフロー図である。また図2は、フロー図に対応して樹脂多孔体を芯材としてアルミニウム構造体を形成する様子を模式的に示したものである。両図を参照して製造工程全体の流れを説明する。まず基体樹脂成形体の準備101を行う。図2(a)は、基体樹脂成形体の例として、三次元網目構造を有する樹脂多孔体(発泡樹脂成形体)の表面を拡大視した拡大模式図である。発泡樹脂成形体1を骨格として気孔が形成されている。次に樹脂成形体表面の導電化102を行う。この工程により、図2(b)に示すように樹脂成形体1の表面には薄く導電体による導電層2が形成される。続いて溶融塩中でのアルミニウムめっき103を行い、導電層が形成された樹脂成形体の表面にアルミニウムめっき層3を形成する(図2(c))。これで、樹脂成形体を基材として表面にアルミニウムめっき層3が形成されたアルミニウム構造体が得られる。さらに、基体樹脂成形体の除去104を行っても良い。発泡樹脂成形体1を分解等して消失させることにより金属層のみが残ったアルミニウム構造体(多孔体)を得ることができる(図2(d))。以下各工程について順を追って説明する。
【0022】
(樹脂多孔体の準備)
三次元網目構造を有する樹脂多孔体を準備する。樹脂多孔体の素材は任意の樹脂を選択できる。ポリウレタン、メラミン、ポリプロピレン、ポリエチレン等の発泡樹脂成形体が素材として例示できる。連続した気孔(連通気孔)を有するものであれば任意の形状の樹脂多孔体を選択できる。例えば繊維状の樹脂を絡めて不織布のような形状を有するものも樹脂多孔体として使用可能である。樹脂多孔体の気孔率は80%〜98%、気孔径は50μm〜500μmとするのが好ましい。発泡ウレタン及び発泡メラミンは気孔率が高く、また気孔の連通性があるとともに熱分解性にも優れているため樹脂多孔体として好ましく使用できる。発泡ウレタンは気孔の均一性や入手の容易さ等の点で好ましく、発泡メラミンは気孔径の小さなものが得られる点で好ましい。
【0023】
樹脂多孔体には発泡体製造過程での製泡剤や未反応モノマーなどの残留物があることが多く、洗浄処理を行うことが後の工程のために好ましい。樹脂多孔体の例として、発泡ウレタンを前処理として洗浄処理したものを図3に示す。樹脂成形体が骨格として三次元的に網目を構成することで、全体として連続した気孔を構成している。発泡ウレタンの骨格はその延在方向に垂直な断面において略三角形状をなしている。ここで気孔率は、次式で定義される。
気孔率=(1−(多孔質材の重量[g]/(多孔質材の体積[cm3]×素材密度)))×100[%]
また、気孔径は、樹脂成形体表面を顕微鏡写真等で拡大し、1インチ(25.4mm)あたりの気孔数をセル数として計数して、平均孔径=25.4mm/セル数として平均的な値を求める。
【0024】
(樹脂多孔体表面の導電化:カーボン塗布)
導電性塗料としてのカーボン塗料を準備する。導電性塗料としての懸濁液は、好ましくは、カーボン粒子、粘結剤、分散剤および分散媒を含む。導電性粒子の塗布を均一に行うには、懸濁液が均一な懸濁状態を維持している必要がある。このため、懸濁液は、20℃〜40℃に維持されていることが好ましい。その理由は、懸濁液の温度が20℃未満になった場合、均一な懸濁状態が崩れ、樹脂多孔体の網状構造をなす骨格の表面に粘結剤のみが集中して層を形成するからである。この場合、塗布されたカーボン粒子の層は剥離し易く、強固に密着した金属めっきを形成し難い。一方、懸濁液の温度が40℃を越えた場合は、分散剤の蒸発量が大きく、塗布処理時間の経過とともに懸濁液が濃縮されてカーボンの塗布量が変動しやすい。また、カーボン粒子の粒径は、0.01〜5μmで、好ましくは0.01〜0.5μmである。粒径が大きいと多孔質樹脂多孔体の空孔を詰まらせたり、平滑なめっきを阻害する要因となり、小さすぎると十分な導電性を確保することが難しくなる。
【0025】
樹脂多孔体へのカーボン粒子の塗布は、上記懸濁液に対象となる樹脂多孔体を浸漬し、絞りと乾燥を行うことで可能である。図4は実用上の製造工程の一例として、骨格となる帯状の樹脂多孔体を導電化する処理装置の構成例を模式的に示す図である。図示の如くこの装置は、帯状樹脂11を供給するサプライボビン12と、導電性塗料の懸濁液14を収容した槽15と、槽15の上方に配置された1対の絞りロール17と、走行する帯状樹脂11の側方に対向して設けられた複数の熱風ノズル16と、処理後の帯状樹脂11を巻き取る巻取りボビン18とを備えている。また、帯状樹脂11を案内するためのデフレクタロール13が適宜配置されている。以上のように構成された装置において、三次元網状構造を有する帯状樹脂1は、サプライボビン12から巻き戻され、デフレクタロール13により案内されて、槽15内の懸濁液内に浸漬される。槽15内で懸濁液14に浸漬された帯状樹脂11は、上方に向きを変え、懸濁液14の液面上方の絞りロール17の間を走行する。このとき、絞りロール17の間隔は、帯状樹脂11の厚さよりも小さくなっており、帯状樹脂11は圧縮される。従って、帯状樹脂11に含浸された過剰な懸濁液は、絞り出されて槽15内に戻る。
【0026】
続いて、帯状樹脂11は、再び走行方向を変える。ここで、複数のノズルから構成された熱風ノズル16が噴射する熱風により懸濁液の分散媒等が除去され、充分に乾燥された上で帯状樹脂11は巻取りボビン18に巻き取られる。尚、熱風ノズル16の噴出する熱風の温度は40℃から80℃の範囲であることが好ましい。以上のような装置を用いると、自動的かつ連続的に導電化処理を実施することができ、目詰まりのない網目構造を有し、且つ、均一な導電層を具備した骨格が形成されるので、次工程の金属めっきを円滑に行うことができる。
【0027】
(アルミニウム層の形成:溶融塩めっき)
次に溶融塩中で電解めっきを行い、樹脂多孔体表面にアルミニウムめっき層を形成する。表面が導電化された樹脂多孔体を陰極、純度99.99%のアルミニウム板を陽極として溶融塩中で直流電流を印加する。溶融塩としては、塩化アルミニウムと有機塩との混合塩(共晶塩)を使用する。比較的低温で溶融する有機溶融塩浴を使用すると、基材である樹脂多孔体を分解することなくめっきができ好ましい。有機塩としてはイミダゾリウム塩、ピリジニウム塩等が使用できる。なかでも1−エチル−3−メチルイミダゾリウムクロライド(EMIC)、ブチルピリジニウムクロライド(BPC)が好ましい。
【0028】
溶融塩の粘度を下げるため、溶融塩浴の温度は45℃以上100℃以下とする。温度が45℃よりも低い場合は粘度を充分に低くすることができない。また温度が100℃よりも高い場合は有機塩が分解する可能性がある。さらに好ましい温度は50℃以上80℃以下である。溶融塩中に水分や酸素が混入すると溶融塩が劣化するため、めっきは窒素、アルゴン等の不活性ガス雰囲気下で、かつ密閉した環境下で行うことが好ましい。
【0029】
溶融塩浴に1,10−フェナントロリンを添加すると表面が平滑となり好ましい。1,10−フェナントロリンの添加量は0.25g/l以上7g/l以下が好ましい。添加量が0.25g/lより少ないと表面を平滑とする効果が得られ難い。1,10−フェナントロリンの添加量が多くなるほど表面を平滑にする効果が高くなるが、7g/lよりも多くしても効果はあまり変わらない。さらに好ましい添加量の範囲は2.5g/l以上5g/l以下である。
【0030】
有機溶媒等を溶融塩浴に添加して粘度を下げる方法では有機溶剤の揮発を防ぐため設備や有機溶剤による引火を防ぐための安全設備が必要となるが、本発明では温度を一定の範囲として溶融塩浴の粘度を低下させるため、簡便な設備でのめっきが可能となる。また1,10−フェナントロリンも45℃〜100℃の範囲では揮発しないため、同様の効果がある。
【0031】
図5は前述の帯状樹脂に対して金属メッキ処理を連続的に行うための装置の構成を模式的に示す図である。表面が導電化された帯状樹脂22が、図の左から右に送られる構成を示す。第1のめっき槽21aは、円筒状電極24と容器内壁に設けられた陽極25およびめっき浴23から構成される。帯状樹脂22は円筒状電極24に沿ってめっき浴23の中を通過することにより、樹脂多孔体全体に均一に電流が流れやすく、均一なめっきを得ることが出来る。めっき槽21bは、さらにめっきを厚く均一に付けるための槽であり複数の槽で繰り返しめっきされるように構成されている。表面が導電化された帯状樹脂22を送りローラと槽外給電陰極を兼ねた電極ローラ26により順次送りながら、めっき浴28に通過させることでめっきを行う。複数の槽内には樹脂多孔体の両面にめっき浴28を介して設けられた陽極27があり、樹脂多孔体の両面により均一なめっきを付けることができる。
【0032】
以上の工程により骨格の芯として樹脂多孔体を有するアルミニウム構造体(アルミニウム多孔体)が得られる。各種フィルタや触媒担体などの用途によっては、このまま樹脂と金属の複合体として使用しても良い。また使用環境の制約などから樹脂が無い金属構造体として用いる場合には樹脂を除去しても良い。樹脂の除去は、有機溶媒、溶融塩、又は超臨界水による分解(溶解)、加熱分解等任意の方法で行うことができる。アルミニウムはニッケル等と異なり、一旦酸化すると還元処理が困難であるため、たとえば電池等の電極材料として使用する場合には、アルミニウムの酸化が起こりにくい方法で樹脂を除去することが好ましい。例えば以下説明する溶融塩中での熱分解により樹脂を除去する方法が好ましく用いられる。
【0033】
(樹脂の除去:溶融塩中熱分解)
溶融塩中での熱分解は以下の方法で行う。表面にアルミニウムめっき層を形成した樹脂多孔体を溶融塩に浸漬し、アルミニウム層に負電位を印加しながら加熱して樹脂多孔体を分解する。溶融塩に浸漬した状態で負電位を印加すると、アルミニウムを酸化させることなく樹脂多孔体を分解することができる。加熱温度は樹脂多孔体の種類に合わせて適宜選択できるが、アルミニウムを溶融させないためにはアルミニウムの融点(660℃)以下の温度で処理する必要がある。好ましい温度範囲は500℃以上600℃以下である。また印加する負電位の量は、アルミニウムの還元電位よりマイナス側で、かつ溶融塩中のカチオンの還元電位よりプラス側とする。
【0034】
樹脂の熱分解に使用する溶融塩としては、アルミニウムの電極電位が卑となるようなアルカリ金属又はアルカリ土類金属のハロゲン化物の塩または硝酸塩が使用できる。具体的には塩化リチウム(LiCl)、塩化カリウム(KCl)、塩化ナトリウム(NaCl)、塩化アルミニウム(AlCl3)硝酸リチウム(LiNO3)、亜硝酸リチウム(LiNO2)、硝酸カリウム(KNO3)、亜硝酸カリウム(KNO2)、硝酸ナトリウム(NaNO3)、及び亜硝酸ナトリウム(NaNO2)からなる群より選択される1種以上を含むと好ましい。このような方法によって、表面の酸化層が薄く酸素量の少ないアルミニウム多孔体を得ることができる。
【0035】
(リチウムイオン電池)
次にアルミニウム多孔体を用いた電池用電極材料及び電池について説明する。例えばリチウムイオン電池の正極に使用する場合は、活物質としてコバルト酸リチウム(LiCoO2)、マンガン酸リチウム(LiMn2O4)、ニッケル酸リチウム(LiNiO2)等を使用する。活物質は導電助剤及びバインダーと組み合わせて使用する。従来のリチウムイオン電池用正極材料は、アルミニウム箔の表面に活物質を塗布している。単位面積当たりの電池容量を向上するために、活物質の塗布厚みを厚くしている。また活物質を有効に利用するためにはアルミニウム箔と活物質とが電気的に接触している必要があるので活物質は導電助剤と混合して用いられている。これに対し、本発明のアルミニウム多孔体は気孔率が高く単位面積当たりの表面積が大きい。よって多孔体の表面に薄く活物質を担持させても活物質を有効に利用でき、電池の容量を向上できるとともに、導電助剤の混合量を少なくすることができる。リチウムイオン電池は、上記の正極材料を正極とし、負極には黒鉛、電解質には有機電解液を使用する。このようなリチウムイオン電池は、小さい電極面積でも容量を向上できるため、従来のリチウムイオン電池よりも電池のエネルギー密度を高くすることができる。
【0036】
(溶融塩電池)
アルミニウム多孔体は、溶融塩電池用の電極材料として使用することもできる。アルミニウム多孔体を正極材料として使用する場合は、活物質としてクロム酸ナトリウム(NaCrO2)、二硫化チタン(TiO2)等、電解質となる溶融塩のカチオンをインターカレーションすることができる金属化合物を使用する。活物質は導電助剤及びバインダーと組み合わせて使用する。導電助剤としてはアセチレンブラック等が使用できる。またバインダーとしてはポリテトラフルオロエチレン(PTFE)等を使用できる。活物質としてクロム酸ナトリウムを使用し、導電助剤としてアセチレンブラックを使用する場合には、PTFEはこの両者をより強固に固着することができ好ましい。
【0037】
アルミニウム多孔体は、溶融塩電池用の負極材料として用いることもできる。アルミニウム多孔体を負極材料として使用する場合は、活物質としてナトリウム単体やナトリウムと他の金属との合金、カーボン等を使用できる。ナトリウムの融点は約98℃であり、また温度が上がるにつれて金属が軟化するため、ナトリウムと他の金属(Si、Sn、In等)とを合金化すると好ましい。このなかでも特にナトリウムとSnとを合金化したものは扱いやすいため好ましい。ナトリウム又はナトリウム合金は、アルミニウム多孔体の表面に電解メッキ、溶融メッキ等の方法で担持させることができる。また、アルミニウム多孔体にナトリウムと合金化させる金属(Si等)をメッキ等の方法で付着させた後、溶融塩電池中で充電することでナトリウム合金とすることもできる。
【0038】
図6は上記の電池用電極材料を用いた溶融塩電池の一例を示す断面模式図である。溶融塩電池は、アルミニウム多孔体のアルミ骨格部の表面に正極用活物質を担持した正極121と、アルミニウム多孔体のアルミ骨格部の表面に負極用活物質を担持した負極122と、電解質である溶融塩を含浸させたセパレータ123とをケース127内に収納したものである。ケース127の上面と負極との間には、押え板124と押え板を押圧するバネ125とからなる押圧部材126が配置されている。押圧部材を設けることで、正極121、負極122、セパレータ123の体積変化があった場合でも均等押圧してそれぞれの部材を接触させることができる。正極121の集電体(アルミニウム多孔体)、負極122の集電体(アルミニウム多孔体)はそれぞれ、正極端子128、負極端子129に、リード線130で接続されている。
【0039】
電解質としての溶融塩としては、動作温度で溶融する各種の無機塩又は有機塩を使用することができる。溶融塩のカチオンとしては、リチウム(Li)、ナトリウム(Na)、カリウム(K)、ルビジウム(Rb)及びセシウム(Cs)等のアルカリ金属、ベリリウム(Be)、マグネシウム(Mg)、カルシウム(Ca)、ストロンチウム(Sr)及びバリウム(Ba)等のアルカリ土類金属から選択した1種以上を用いることができる。
【0040】
溶融塩の融点を低下させるために、2種以上の塩を混合して使用することが好ましい。例えばKFSAとNaFSAとを組み合わせて使用すると、電池の動作温度を90℃以下とすることができる。
【0041】
溶融塩はセパレータに含浸させて使用する。セパレータは正極と負極とが接触するのを防ぐためのものであり、ガラス不織布や、多孔質樹脂多孔体等を使用できる。上記の正極、負極、溶融塩を含浸させたセパレータを積層してケース内に収納し、電池として使用する。
【0042】
(電気二重層コンデンサ)
アルミニウム多孔体は、電気二重層コンデンサ用の電極材料として使用することもできる。アルミニウム多孔体を電気二重層コンデンサ用の電極材料として使用する場合は、電極活物質として活性炭等を使用する。活性炭は導電助剤やバインダーと組み合わせて使用する。導電助剤としては黒鉛、カーボンナノチューブ等が使用できる。またバインダーとしてはポリテトラフルオロエチレン(PTFE)、スチレンブタジエンゴム等を使用できる。
【0043】
図7は上記の電気二重層コンデンサ用電極材料を用いた電気二重層コンデンサの一例を示す断面模式図である。セパレータ142で仕切られた有機電解液143中に、アルミニウム多孔体に電極活物質を担持した電極材料を分極性電極141として配置している。電極材料141はリード線144に接続しており、これら全体がケース145中に収納されている。アルミニウム多孔体を集電体として使用することで、集電体の表面積が大きくなり、活物質としての活性炭を薄く塗布しても高出力、高容量化可能な電気二重層コンデンサを得ることができる。
【0044】
(導電層の形成:カーボン塗布)
以下、アルミニウム多孔体の製造例を具体的に説明する。樹脂多孔体として、厚み1mm、気孔率95%、気孔径300μmのウレタン発泡体を準備し、80mm×50mm角に切断した。ウレタン発泡体をカーボン懸濁液に浸漬し乾燥することで、表面全体にカーボン粒子が付着した導電層を形成した。懸濁液の成分は、黒鉛+カーボンブラック25%を含み、樹脂バインダー、浸透剤、消泡剤を含む。カーボンブラックの粒径は0.5μmとした。
【0045】
(導電層の形成:アルミニウム蒸着)
カーボン塗布の場合と同じ樹脂多孔体を準備し、表面にアルミニウムを蒸着して厚み0.7μmのアルミニウム導電層を形成した。
【0046】
(溶融塩めっき)
表面に導電層を形成したウレタン発泡体をワークとして、給電機能を有する治具にセットした後、アルゴン雰囲気かつ低水分(露点−30℃以下)としたグローブボックス内に入れ、表1、表2に示す温度の溶融塩浴(33mol%EMIC−67mol%AlCl3)に浸漬した。なお溶融塩浴中には表1、表2に示す濃度の1,10−フェナントロリンを添加している。ワークをセットした治具を整流器の陰極側に接続し、対極のアルミニウム板(純度99.99%)を陽極側に接続した。表1に示す電流密度の直流電流を2ASDの場合は90分間、6ASDの場合は30分間、15ASDの場合は10分間印加してアルミニウムをめっきした。攪拌はテフロン(登録商標)製の回転子を用いてスターラーにて行った。ここで、電流密度はウレタン発泡体の見かけの面積で計算した値である。
【0047】
(樹脂多孔体の分解)
アルミニウムめっき層を形成したそれぞれの樹脂多孔体を温度500℃のLiCl−KCl共晶溶融塩に浸漬し、−1Vの負電位を5分間印加してポリウレタンを分解除去してアルミニウム多孔体を得た。
【0048】
得られたアルミニウム多孔体の内部へのめっき性を評価した。内部めっきの評価として、多孔体内部のめっき厚みが薄く、ウレタン発泡体の除去後に2枚に剥離したものは×とし、多孔体内部へもめっきされておりサンプルの剥離が起こらなかったものを○とした。また断面の評価として、多孔体内部へもめっきされておりサンプルの剥離が起こらなかったものから、表面部分及び骨格の延在方向に直角な断面で切断したものを抽出し樹脂に埋め込み、研磨したのち断面を観察した。断面を観察し、内部のめっきの厚さが外部のめっきの厚さの70%以上のものを○とし、50%以上70%未満のものを△とし、50%未満のものを×とした。さらにめっきの表面平滑性を評価するため、アルミニウム多孔体を走査電子顕微鏡で観察し、倍率が1000倍で表面が平滑なものを○、明らかに凹凸が大きいものを×とした。以上の結果を表1、表2に示す。
【0049】
【表1】
【0050】
【表2】
【0051】
表1及び表2に示すように、めっき温度を室温としたものでは内部へのめっき性が悪く、ウレタン発泡体の除去後に2枚に剥離した。めっき温度を60℃、80℃としたものでは剥離は起こらず内部にもめっき可能となっている。ただし、めっき状態を詳細に観察した断面評価及び表面評価では、ではフェナントロリン濃度が0.25g/lの条件では評価が×のものが多い。特に電流密度を高くするほど評価結果が悪くなっており、フェナントロリンの添加量が少ない場合はめっきの表面平滑性を良好にするためには電流密度を低くしてゆっくりとめっきする必要がある。
【0052】
図8は、アルミニウム導電層を形成したサンプルについて、フェナントロリン濃度0.25g/l、電流密度6ASD、めっき温度60℃でアルミニウムめっきを行って作製したアルミニウム構造体を走査電子顕微鏡で観察した写真である。また図9はアルミニウム導電層を形成したサンプルについて、フェナントロリン濃度5g/l、電流密度6ASD、めっき温度60℃でアルミニウムめっきを行って作製したアルミニウム構造体を走査電子顕微鏡で観察した写真である。フェナントロリン濃度が高い図9では、アルミニウムめっきの表面が平滑であるが、フェナントロリン濃度が低い図8ではめっきの表面に凹凸が生じていることがわかる。
【産業上の利用可能性】
【0053】
以上の如く本発明によれば、樹脂成形体表面にアルミニウムをめっきした構造体、またそこから樹脂成形体を除去したアルミニウム構造体を得ることができるので、例えばアルミニウム多孔体として電池用電極等の電気材料や、各種濾過用のフィルタ、触媒担体などにおいて、アルミニウムの特性が活かされる場合に広く適用することができる。
【符号の説明】
【0054】
1 発泡樹脂成形体 2 導電層 3 アルミニウムめっき層
11 帯状樹脂 12 サプライボビン 13 デフレクタロール 14 懸濁液
15 槽 16 熱風ノズル 17 絞りロール 18 巻取りボビン
21a,21b めっき槽 22 帯状樹脂 23,28 めっき浴
24 円筒状電極 25,27 正電極 26 電極ローラ
121 正極 122 負極 123 セパレータ 124 押さえ板
125 バネ 126 押圧部材 127 ケース 128 正極端子
129 負極端子 130 リード線
141 分極性電極 142 セパレータ 143 有機電解液
144 リード線 145 ケース
【特許請求の範囲】
【請求項1】
少なくとも表面が導電化された、三次元網目構造を有する樹脂多孔体に、アルミニウムを溶融塩浴中でめっきする工程を有するアルミニウム構造体の製造方法であって、
前記溶融塩は塩化アルミニウムと有機塩との混合塩であり、前記溶融塩浴の温度を45℃以上100℃以下としてめっきする、アルミニウム構造体の製造方法。
【請求項2】
前記溶融塩浴中に、さらに1,10−フェナントロリンを0.25g/l以上7g/l以下の濃度で含有する、請求項1に記載のアルミニウム構造体の製造方法。
【請求項3】
前記有機塩はイミダゾリウム塩である、請求項1または2に記載のアルミニウム構造体の製造方法。
【請求項4】
前記樹脂多孔体はウレタンまたはメラミンである、請求項1〜3のいずれか1項に記載のアルミニウム構造体の製造方法。
【請求項5】
前記めっきする工程の後に、さらに前記樹脂成形体を除去する工程を有する、請求項1〜4のいずれか1項に記載のアルミニウム構造体の製造方法。
【請求項6】
請求項1〜5のいずれか1項に記載の製造方法により製造されたアルミニウム構造体。
【請求項1】
少なくとも表面が導電化された、三次元網目構造を有する樹脂多孔体に、アルミニウムを溶融塩浴中でめっきする工程を有するアルミニウム構造体の製造方法であって、
前記溶融塩は塩化アルミニウムと有機塩との混合塩であり、前記溶融塩浴の温度を45℃以上100℃以下としてめっきする、アルミニウム構造体の製造方法。
【請求項2】
前記溶融塩浴中に、さらに1,10−フェナントロリンを0.25g/l以上7g/l以下の濃度で含有する、請求項1に記載のアルミニウム構造体の製造方法。
【請求項3】
前記有機塩はイミダゾリウム塩である、請求項1または2に記載のアルミニウム構造体の製造方法。
【請求項4】
前記樹脂多孔体はウレタンまたはメラミンである、請求項1〜3のいずれか1項に記載のアルミニウム構造体の製造方法。
【請求項5】
前記めっきする工程の後に、さらに前記樹脂成形体を除去する工程を有する、請求項1〜4のいずれか1項に記載のアルミニウム構造体の製造方法。
【請求項6】
請求項1〜5のいずれか1項に記載の製造方法により製造されたアルミニウム構造体。
【図1】

【図2】
【図4】
【図5】
【図6】
【図7】
【図3】
【図8】
【図9】
【図2】
【図4】
【図5】
【図6】
【図7】
【図3】
【図8】
【図9】
【公開番号】特開2012−144763(P2012−144763A)
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願番号】特願2011−2760(P2011−2760)
【出願日】平成23年1月11日(2011.1.11)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願日】平成23年1月11日(2011.1.11)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]