
アルミニウム焼結合金

【課題】冷間サイジングを行っても高強度であるアルミニウム合金部品の素材に適したアルミニウム焼結合金、及びこの焼結合金の製造に適したアルミニウム焼結合金用粉末を提供する。
【解決手段】Al又はAl合金を母材とするアルミニウム焼結合金であり、遷移金属元素を0.2体積%以上5体積%以下含有する。この焼結合金は、母材を構成する母材粒子の旧粉末粒界gb上に、Alと上記遷移金属元素とを含む金属間化合物imcが点在している。この焼結合金は、Al又はAl合金からなる母材粉末と、遷移金属元素からなり、最大粒径が30μm以下である添加粉末とが混合されてなるアルミニウム焼結合金用粉末を液相焼結することで得られる。
【解決手段】Al又はAl合金を母材とするアルミニウム焼結合金であり、遷移金属元素を0.2体積%以上5体積%以下含有する。この焼結合金は、母材を構成する母材粒子の旧粉末粒界gb上に、Alと上記遷移金属元素とを含む金属間化合物imcが点在している。この焼結合金は、Al又はAl合金からなる母材粉末と、遷移金属元素からなり、最大粒径が30μm以下である添加粉末とが混合されてなるアルミニウム焼結合金用粉末を液相焼結することで得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、機械部品などの素材に利用されるアルミニウム焼結合金、及びこの焼結合金の製造に適したアルミニウム焼結合金用粉末に関するものである。
【背景技術】
【0002】
自動車の内燃機関の構成部品などといった種々の部品の素材に、軽量のアルミニウム合金が利用されている。アルミニウム合金部品の製造方法として、(1)原料粉末の成形体を焼結した後、粉末鍛造を行い、更に熱処理を施す方法(特許文献1)、(2)原料粉末を加熱状態で押し出す方法(特許文献2)などがある。特許文献3には、耐摩耗性の向上を図るために、素地にFe,Ni,Crを分散させた摺動部材用焼結Al合金が開示されている。
【0003】
【特許文献1】特開昭62-224602号公報
【特許文献2】特開平03-044441号公報
【特許文献3】特開昭59-041432号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
昨今、種々の形状のアルミニウム合金部品に対して、(1)高強度であること、(2)耐熱性が高いこと、(3)耐摩耗性が高いこと、(4)寸法精度が高いことが望まれている。しかし、従来のアルミニウム合金では、この要求を十分に満たすことが難しい。
【0005】
高強度(高密度)が望まれる場合、熱間サイジングが行われ、高精度が望まれる場合、冷間サイジングが行われている。熱間サイジングを行った場合、強度に優れる反面、形状や寸法精度に劣る。一方、冷間サイジングを行った場合、強度が熱間サイジングを行った場合の7割程度と低い。
【0006】
熱間押出による製造方法は、強度に優れるものの、焼結による製造方法と比較して形状の自由度が小さく、種々の形状に対応できない。
【0007】
特許文献3に記載される焼結Al合金は、抗折力が低いことから、十分な強度が得られていないと考えられる。これは、原料のFe粉が粗大過ぎることが原因の一つであると考えられる。
【0008】
本発明は、上記事情を鑑みてなされたものであり、その目的の一つは、高強度で、耐熱性及び耐摩耗性に優れ、形状の自由度が大きいアルミニウム焼結合金を提供することにある。また、本発明の他の目的は、本発明アルミニウム焼結合金の製造に適しており、焼結性が高いアルミニウム焼結合金用粉末を提供することにある。
【課題を解決するための手段】
【0009】
金属の強度を向上する方法として、固溶強化が考えられる。しかし、アルミニウム(Al)は、固溶元素がZn,Cu,Mg程度と少なく、固溶強化には限界がある。そこで、本発明者らは、固溶強化以外の強度向上の方法を種々検討した結果、Alとの間で金属間化合物を生成する金属元素の粉末を原料に用いて液相焼結することで焼結性を高められ、強度、耐熱性、そして耐摩耗性にも優れる焼結合金が得られるとの知見を得た。特に、上記金属元素の粉末として微細な粉末を用いると、これら微細な粉末の実質的に全てが母材粉末と反応してAlとの間で金属間化合物となって母材の旧粉末粒界上に存在し、微細な粉末が実質的に残存せず、かつ、これら生成された金属間化合物は、旧粉末粒界上に連続的に存在せず、分散して存在するとの知見を得た。即ち、金属間化合物の周囲に母材金属が存在した組織である。このような組織により、金属間化合物の存在による割れなどの進展が生じ難く、金属間化合物の存在による焼結体の強度及び耐熱性の向上効果を十分に得られると考えられる。本発明は、これらの知見に基づくものである。
【0010】
本発明アルミニウム焼結合金は、Al又はAl合金を母材とし、母材とは別に遷移金属元素を0.2体積%以上5体積%以下含有する。この焼結合金は、母材を構成する母材粒子の旧粉末粒界上に、Alと上記遷移元素とを含む金属間化合物が点在した組織を有する。この組織は、上記旧粉末粒界上に存在する金属間化合物が旧粉末粒界を切断する長さを切断長とするとき、上記旧粉末粒界の粒界長に対する上記切断長の割合(以下、切断長割合と呼ぶ)が3%以上50%以下を満たす。
【0011】
上記特有の組織を有する本発明アルミニウム焼結合金は、本発明アルミニウム焼結合金用粉末により製造することができる。本発明焼結合金用粉末は、Al又はAl合金を母材とするアルミニウム焼結合金の製造に利用されるものであり、Al又はAl合金からなる母材粉末と、遷移金属元素からなる添加粉末とが混合されてなり、添加粉末を0.2体積%以上5体積%以下含有する。この添加粉末の最大粒径は、30μm以下である。
【0012】
上述のように微細な添加粉末を母材粉末に混合することで、母材粒子の外周に細かい添加粒子が満遍なく付着された状態となる。この状態で液相焼結を行うと、母材と添加した遷移金属元素(以下、添加金属元素と呼ぶ)とが反応して、添加金属元素のほぼ全てがAlとの金属間化合物として焼結合金中に存在する。
【0013】
また、上記母材と添加金属元素との反応は、概ね旧粉末粒界上で行われ、生成されたAlとの金属間化合物は、焼結合金中の母材粒子の旧粉末粒界上に点在する。即ち、本発明焼結合金は、Alよりも高強度である金属間化合物が母材粒子や添加粒子の全周を覆うように連続して存在するのではなく、旧粉末粒界上に不連続に存在し、母材粒子などの全周面が金属間化合物で覆われることが実質的に無いため、金属間化合物や旧粉末粒界に沿った割れの進展が実質的に起こり難く、結果として強度を向上できる。
【0014】
かつ、本発明焼結合金は、母材粒子同士が金属間化合物を介して強固に結合されるため、焼結後、冷間サイジングを行っても強度に優れる上に、冷間サイジングを行うことで、寸法精度にも優れる部品が得られる。また、本発明焼結合金は、組織中に、耐熱性が高く高硬度なAl-遷移金属系金属間化合物が多く分散しているため、耐熱性及び耐摩耗性の双方に優れている。更に、本発明焼結合金は、押出の場合に比べて、形状の自由度が大きく、種々の形状に対応可能である。なお、押出材では、母材を構成する母材粒子のアスペクト比が非常に大きく細長い形状であり、焼結合金の場合、上記アスペクト比が小さい。
【0015】
以下、本発明をより詳細に説明する。
<焼結合金>
[母材]
本発明焼結合金の母材は、Al及び不可避的不純物からなる純アルミニウム(以下、Alと呼ぶ)、又は合金添加元素と残部がAl及び不可避的不純物からなるアルミニウム合金(以下、Al合金と呼ぶ)で構成される。Al合金は、例えば、Al-Zn-Mg-Cu合金、Al-Si-Cu-Mg合金などが挙げられる。合金添加元素は、焼結合金の母材に固溶又は析出して存在する。その他、特許文献3に記載されるような潤滑成分を含んでいてもよい。
【0016】
[金属間化合物]
本発明焼結合金は、上記合金添加元素とは別に、遷移金属元素を0.2体積%以上5体積%以下含有しており、この遷移金属元素は、その大部分(焼結合金中の含有量を100体積%とするとき、大よそ70体積%以上)がAlとの金属間化合物を形成して合金中に存在すると考えられる。0.2体積%未満では、十分な量の金属間化合物が合金中に存在せず、焼結性の低下による強度の低下を招き、5体積%超では、金属間化合物が合金中に過剰に存在して、割れの発生や割れの進展が生じ易くなり強度の低下を招く。より好ましい遷移金属元素の含有量は、1体積%以上1.5体積%以下である。
【0017】
上記遷移金属元素は、Alとの間で金属間化合物を形成し易い元素が好ましく、Fe,Ni,Ti,Cr,Mnなどが挙げられる。特に、Feは、安価で経済的である。遷移金属元素は、1種でも2種以上の複数種でもよい。複数種の遷移金属元素を含む場合、合計含有量が上記範囲を満たすことが好ましい。これらの複数種の元素は、個々の元素とAlとの金属間化合物や、複数の元素の複合金属間化合物を形成して存在する。
【0018】
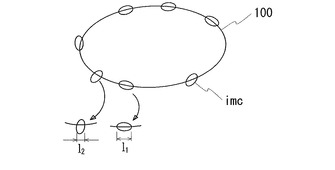
上記遷移金属元素とAlとの金属間化合物は、母材を構成する母材粒子の旧粉末粒界上に点在している(切断長割合が3%以上50%以下を満たす)ことが本発明焼結合金の最も特徴とする構成である。即ち、図10に示すように旧粉末粒界100の長さL100よりも、旧粉末粒界100上に存在する金属間化合物imcが旧粉末粒界100と重なり合う部分の長さ(切断長)ln(n=1,2,3,…)の合計の方が短い。この合計切断長は、旧粉末粒界上に存在する金属間化合物が旧粉末粒界と重複しない部分の長さの合計と同等(切断長割合が50%の場合)、又は当該長さの合計よりも短い(切断長割合が50%未満の場合)。切断長割合が3%未満では、旧粉末粒界上に金属間化合物が十分に存在せず、金属間化合物による母材粒子同士の結合が十分に行えず、強度の低下を招く。切断長割合が50%超では、旧粉末粒界上に金属間化合物が隣接して連続的に存在する部分が生じるようなり、金属間化合物に沿って割れが伝播するなどして、強度の低下を招く。より好ましい切断長割合は、15%以上20%以下である。切断長割合の算出方法の詳細は、後述する。
【0019】
焼結合金中の金属間化合物の含有量は、上記遷移金属元素の含有量に概ね依存し、金属間化合物の大きさは、遷移金属元素からなる添加粒子の大きさや焼結条件に概ね依存する。金属間化合物が大き過ぎると破壊の起点となるため、金属間化合物の最大粒径が30μm以下、好ましくは10μm以下となるように添加粒子の大きさや焼結条件を制御することが好ましい。
【0020】
[特性]
本発明焼結合金は、強固に結合されており、強度に優れる。母材組成にもよるが、例えば、引張強度が450MPa以上の焼結合金が得られる。また、本発明焼結合金の組織は、冷間サイジングや熱間サイジングを行った場合であっても、概ね維持されるため、いずれのサイジングを行っても強度に優れる部品が得られる。熱間サイジングを施した場合は、より高強度な部品が得られる。
【0021】
<焼結合金の製造方法>
上記本発明焼結合金は、上記母材を構成する母材粉末と、上記遷移金属元素からなる添加粉末との混合粉末を成形し、この成形体を液相焼結することで製造することができる。成形は、冷間金型成形などの冷間の加圧成形などが利用できる。焼結は、液相出現温度で行えばよく、公知の条件を利用できる。代表的な条件は、窒素やアルゴンといった不活性雰囲気で、温度:550〜650℃、時間:0超〜90分が挙げられる。この焼結により、添加粉末と母材粉末とが反応してAlと添加金属元素との金属間化合物が生成される。
【0022】
[母材粉末]
母材粉末の大きさは、特に問わないが、平均粒径が40μm以上70μm以下であると、成形性や焼結性に優れて好ましい。市販のものを利用してもよい。
【0023】
[添加粉末]
添加粉末は、所望の組成の金属間化合物が所望の量だけ焼結合金中に存在できるように、遷移金属元素から適宜元素を選択すると共に、混合粉末全体に対して0.2体積%以上5体積%以下含有されるように添加粉末の含有量を調整する。この添加粉末は、その最大粒径が30μm以下であることが本発明粉末の最も特徴とする構成である。添加粉末の最大粒径が30μm超、特に従来のアルミニウム合金のように100μm程度の大きさの粒子を用いた場合(特許文献3では100メッシュ(約150μm)以上)、焼結合金中に添加した粒子が残存する。また、大きな金属間化合物が生成される恐れがある。これに対し、最大粒径が30μm以下の非常に微細な添加粉末を用いると、母材粉末を構成する各母材粒子の全周面を添加粉末で満遍なく覆うことができ、この状態で液相焼結を行うことで、母材粒子の旧粉末粒界上に比較的微細な金属間化合物が生成されると共に、添加粉末が実質的に残存しなくなる。添加粉末が微細であるほど、添加粉末の残存量を低減でき、10μm以下がより好ましく、下限は特に設けない。
【0024】
[原料粉末の製造方法]
母材粉末や添加粉末は、例えば、エアアトマイズ法(大気アトマイズ法)や水アトマイズ法といったアトマイズ法(急冷凝固法)により製造することができる。特に、最大粒径が30μm以下といった微細な添加粉末を大気アトマイズ法にて得るには、通常の加圧(30MPa程度)よりも高い圧力(100MPa程度)とすることが挙げられる。
【発明の効果】
【0025】
本発明アルミニウム焼結合金は、高強度で、耐熱性及び耐摩耗性に優れるアルミニウム合金部品が得られる。また、このアルミニウム合金部品は、種々の形状を取り得る上に、寸法精度にも優れる。本発明アルミニウム焼結合金用粉末は、強度などに優れる上記本発明焼結合金を製造することができる。
【発明を実施するための最良の形態】
【0026】
種々のアルミニウム焼結合金を作製し、その組織と機械的特性とを調べた。
【0027】
(試料No.1〜18)
母材粉末として、Al-6.0Zn-2.5Mg-1.75Cu-0.2Sn(単位:質量%)の組成のAl合金粉末A(ecka社製431/D、平均粒径60μm)、Al-15.0Si-2.5Cu-0.60Mg(単位:質量%)の組成のAl合金粉末B(ecka社製231、平均粒径60μm)、添加粉末として、鉄粉末(97質量%以上Feの純鉄)を用意した。鉄粉末は、アトマイズ法により作製した最大粒径が異なるもの(5,30,40μm)を用意した。
【0028】
Al合金粉末Aに対して各鉄粉末を0.5〜6体積%含有させた混合粉末を直径φ35mmの金型成形(加圧:4ton/cm2)にて成形し、窒素雰囲気中で615±5℃×10分の条件で焼結を行った後、T6処理を行い、試料No.1〜16の焼結合金を得た。また、Al合金粉末Bに対して各鉄粉末を1.5〜3.0体積%含有させた混合粉末を直径φ35mmの金型成形(加圧:6ton/cm2)にて成形し、窒素雰囲気中で560±5℃×20分の条件で焼結を行った後、T6処理を行い、試料No.17,18の焼結合金を得た。
【0029】
(試料No.100,200)
上記試料No.1〜16の母材粉末と同じAl合金粉末Aを用意し、鉄粉末を含有させずに、試料No.1〜16と同じ条件で成形、焼結、T6処理を行い、試料No.100の焼結合金を得た。また、上記試料No.17,18の母材粉末と同じAl合金粉末Bを用意し、鉄粉末を含有させずに、試料No.17,18と同じ条件で成形、焼結、T6処理を行い、試料No.200の焼結合金を得た。
【0030】
(試料No.300)
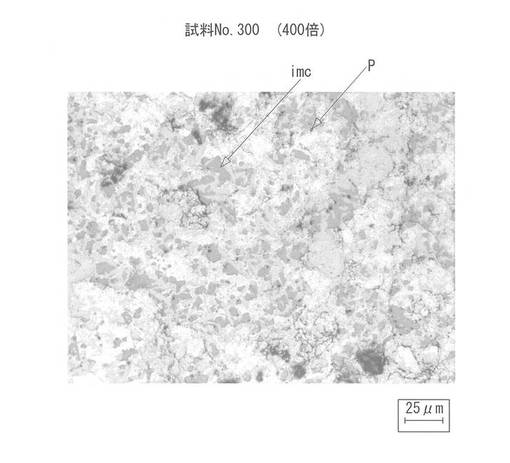
母材粉末として、Feを1.8体積%含有するAl-Si-Fe合金粉末C(Al-15Si-5Fe-2.5Cu-1Mg(単位:質量%)の組成)を用意した。このAl-Si-Fe合金粉末Cは、アトマイズ法により作製した(平均粒径60μm)。得られたAl-Si-Fe合金粉末Cを試料No.17,18と同じ条件で成形、焼結、T6処理を行い、試料No.300の焼結合金を得た。なお、Al-Si-Fe合金粉末CにおいてFe成分は、金属間化合物(Al3Fe)として存在する。
【0031】
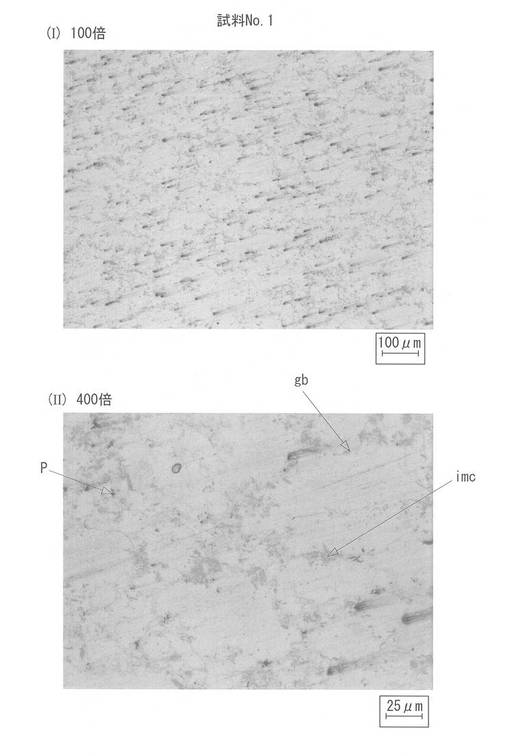
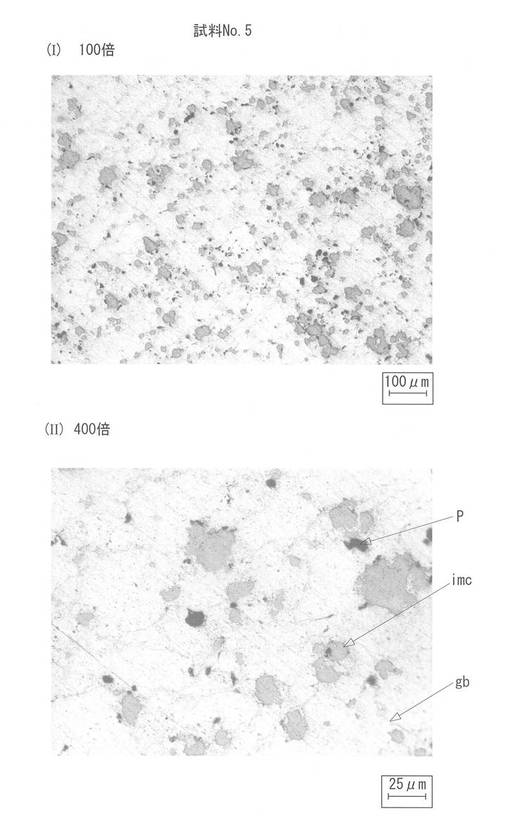
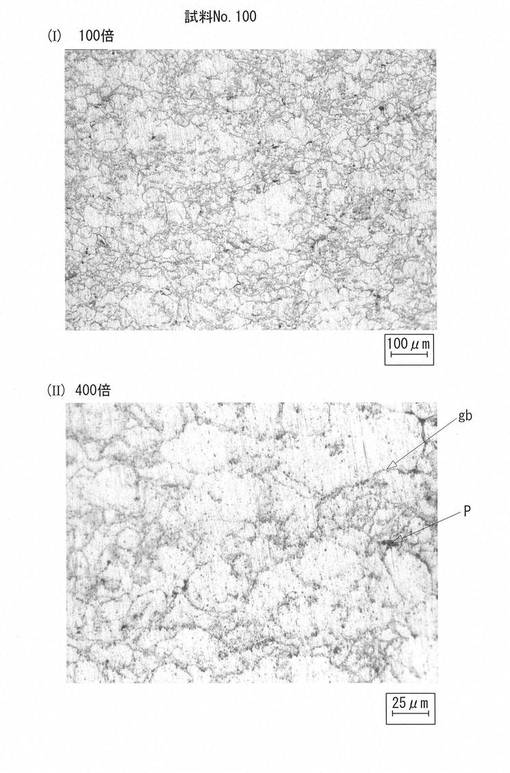
得られた各焼結合金の断面の光学顕微鏡写真を図1〜図4に示す。図1は、最大粒径5μmの鉄粉末を混合した試料No.1、図2は、最大粒径30μmの鉄粉末を混合した試料No.5、図3は、鉄粉末を混合しなかった試料No.100、図4は、Al-Si-Fe合金粉末Cを用いた試料No.300を示す。図1〜3において、筋状に連続して見える部分は、母材粒子の旧粉末粒界gb、図1,2,4において濃色の(暗い)塊部分は、金属間化合物imc、図1〜4において黒い塊部分は、気孔(ポア)Pである。
【0032】
図1,2に示すように、微細な鉄粉末を用いた試料は、母材粒子の旧粉末粒界gb上に金属間化合物imcが点在していることが分かる。また、鉄粉末の粒径が大きくなると、大きな金属間化合物が生成されることが分かる。更に、鉄粉末の最大粒径が30μm以下の試料では、添加した鉄粉末の95%以上が金属間化合物として存在すること、及び鉄粉末の最大粒径が30μm超の試料では、鉄成分が多く残存することが確認された。なお、金属間化合物(ここではAl3Fe)の存在は、例えば、X線回折などで分析することで確認できる。また、添加粉末の構成成分(ここでは鉄成分)の存在は、例えば、EDX(エネルギー分散型蛍光X線分析)などにより分析することで確認できる。
【0033】
一方、図3に示すように微細な鉄粉末を混合しなかった試料No.100は、金属間化合物がほとんど存在しないことが分かる。また、この試料No.100は、旧粉末粒界が非常に明確であることが分かる。
【0034】
他方、図4に示すようにAl-Si-Fe合金粉末Cを用いた試料No.300は、母材全体に金属間化合物imcが分散して存在し、旧粉末粒界上にはほとんど存在しないことが分かる。この母材全体に分散している金属間化合物は、粉末段階で存在したものがそのまま残存していると考えられる。
【0035】
試料No.1〜10,及び試料No.300について、母材粒子の旧粉末粒界上に存在する金属間化合物が旧粉末粒界を切断する長さを切断長とし、旧粉末粒界の粒界長に対する切断長の割合(切断長割合)を調べた。その結果を表1に示す。切断長割合の算出は、以下のように行った。焼結合金の任意の断面における顕微鏡写真(400倍)の観察像を画像解析し、観察像中の全ての旧粉末粒界長の合計長さを算出する。また、旧粉末粒界ごとにその粒界上に存在する全ての金属間化合物の切断長の合計を算出する。そして、(金属間化合物の切断長の合計の総和)/(旧粉末粒界長の合計長さ)をその観察像の切断長割合とし、10個の観察像の切断長割合を求め、その平均をその焼結合金の切断長割合とする。金属間化合物の切断長は、旧粉末粒界上に存在する金属間化合物において旧粉末粒界と交わる二つの交点の最短距離を利用する。
【0036】
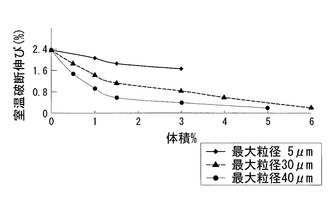
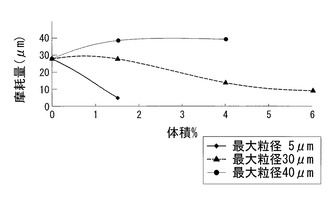
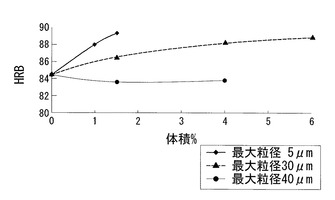
得られた各焼結合金について、室温での引張強度、130℃での引張強度、室温での破断伸び、耐摩耗性、硬度HRBを調べた。その結果を表1、及び図6〜9のグラフに示す。図6〜9のグラフは、母材粉末として、Al合金粉末Aを用いた試料の結果を示す。
【0037】
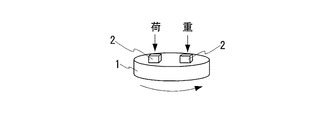
耐摩耗性は、以下のように測定した。図5は、耐摩耗性の測定方法を説明する説明図である。試料ごとに評価材1を用意し、評価材1の表面に一対の相手材2を離間して配置し、各相手材2に同じ荷重を加えた状態で、評価材1を所定の距離だけ回転させる。その後、評価材1の表面に生じた摩耗跡の深さを形状測定器にて測定した。この摩耗跡の深さを摩耗量として耐摩耗性の評価に用いる。評価材1は、直径φ35mm、厚さ10mmとし、相手材2は、5mm×10mm×7mm(評価材1との接触面:5mm×10mm)とし、窒化鋼(HV=900)で作製した。回転条件は、速度:14.5cm/sec、回転距離:260m、荷重:50kg/相手材1個、雰囲気:油中(市販のエンジンオイルを使用)、温度:室温(約20℃)とした。
【0038】
【表1】

【0039】
表1及び図6〜9のグラフに示すように、最大粒径が30μm以下の添加粉末(ここでは鉄粉末)を用いることで、強度が飛躍的に向上することが分かる。この理由は、焼結合金中に添加粉末の粒子が実質的に残存せず、かつ旧粉末粒界上に金属間化合物が点在することで母材粒子が金属間化合物を介して強固に結合されると共に、金属間化合物や旧粉末粒界に沿った割れの進展などが生じ難くなったためであると考えられる。試料No.100は、旧粉末粒界が明確であることから、旧粉末粒界に沿った割れが生じ易いと考えられる。
【0040】
また、図6〜9のグラフに示すように、鉄粉末の添加量が0.2〜5体積%の範囲であると、室温における破断伸びの低下を少なく抑えて室温での引張強度に優れると共に、130℃での引張強度、耐摩耗性、硬度HRBといった機械的特性に優れることが確認できた。
【0041】
更に、試料No.1〜9について冷間サイジング(室温(RT),8ton/cm2)を行ったところ、冷間サイジングを十分に行えた。このことから、本発明焼結合金は、高強度で、寸法精度に優れるアルミニウム合金部品の実現に貢献することができると期待される。
【0042】
なお、上述した実施形態は、本発明の要旨を逸脱することなく、適宜変更することが可能であり、上述した構成に限定されるものではない。例えば、母材の組成や添加粉末の組成、含有量を適宜変更することができる。
【産業上の利用可能性】
【0043】
本発明アルミニウム焼結合金は、軽量化が望まれる種々の部品、例えば、自動二輪車や自動四輪車といった車両の内燃機関の構成部品、例えば、カムスプロケット、VVTロータやハウジング、オイルポンプローターなどの素材などに好適に利用することができる。本発明アルミニウム焼結合金用粉末は、本発明アルミニウム焼結合金の製造に好適に利用することができる。
【図面の簡単な説明】
【0044】
【図1】最大粒径5μmの添加粉末を用いた試料No.1の顕微鏡写真であり、(I)は、100倍、(II)は、400倍を示す。
【図2】最大粒径30μmの添加粉末を用いた試料No.5の顕微鏡写真であり、(I)は、100倍、(II)は、400倍を示す。
【図3】添加粉末を用いていない試料No.100の顕微鏡写真であり、(I)は、100倍、(II)は、400倍を示す。
【図4】Al-Si-Fe合金粉末を用いた試料No.300の400倍の顕微鏡写真である。
【図5】耐摩耗性の測定方法を説明する説明図である。
【図6】添加粉末の最大粒径を変化させたときの添加粉末の添加量と引張強度との関係を示すグラフであり、上方のグラフは室温の場合、下方のグラフは130℃の場合を示す。
【図7】添加粉末の最大粒径を変化させたときの添加粉末の添加量と室温における破断伸びとの関係を示すグラフである。
【図8】添加粉末の最大粒径を変化させたときの添加粉末の添加量と耐摩耗性との関係を示すグラフである。
【図9】添加粉末の最大粒径を変化させたときの添加粉末の添加量と硬度HRBとの関係を示すグラフである。
【図10】旧粉末粒界上に金属間化合物が点在した状態において、金属間化合物が旧粉末粒界と重なり合う部分の長さ(切断長)を説明する模式図である。
【符号の説明】
【0045】
1 評価材 2 相手材 gb 旧粉末粒界 imc 金属間化合物 P ポア
100 旧粉末粒界
【技術分野】
【0001】
本発明は、機械部品などの素材に利用されるアルミニウム焼結合金、及びこの焼結合金の製造に適したアルミニウム焼結合金用粉末に関するものである。
【背景技術】
【0002】
自動車の内燃機関の構成部品などといった種々の部品の素材に、軽量のアルミニウム合金が利用されている。アルミニウム合金部品の製造方法として、(1)原料粉末の成形体を焼結した後、粉末鍛造を行い、更に熱処理を施す方法(特許文献1)、(2)原料粉末を加熱状態で押し出す方法(特許文献2)などがある。特許文献3には、耐摩耗性の向上を図るために、素地にFe,Ni,Crを分散させた摺動部材用焼結Al合金が開示されている。
【0003】
【特許文献1】特開昭62-224602号公報
【特許文献2】特開平03-044441号公報
【特許文献3】特開昭59-041432号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
昨今、種々の形状のアルミニウム合金部品に対して、(1)高強度であること、(2)耐熱性が高いこと、(3)耐摩耗性が高いこと、(4)寸法精度が高いことが望まれている。しかし、従来のアルミニウム合金では、この要求を十分に満たすことが難しい。
【0005】
高強度(高密度)が望まれる場合、熱間サイジングが行われ、高精度が望まれる場合、冷間サイジングが行われている。熱間サイジングを行った場合、強度に優れる反面、形状や寸法精度に劣る。一方、冷間サイジングを行った場合、強度が熱間サイジングを行った場合の7割程度と低い。
【0006】
熱間押出による製造方法は、強度に優れるものの、焼結による製造方法と比較して形状の自由度が小さく、種々の形状に対応できない。
【0007】
特許文献3に記載される焼結Al合金は、抗折力が低いことから、十分な強度が得られていないと考えられる。これは、原料のFe粉が粗大過ぎることが原因の一つであると考えられる。
【0008】
本発明は、上記事情を鑑みてなされたものであり、その目的の一つは、高強度で、耐熱性及び耐摩耗性に優れ、形状の自由度が大きいアルミニウム焼結合金を提供することにある。また、本発明の他の目的は、本発明アルミニウム焼結合金の製造に適しており、焼結性が高いアルミニウム焼結合金用粉末を提供することにある。
【課題を解決するための手段】
【0009】
金属の強度を向上する方法として、固溶強化が考えられる。しかし、アルミニウム(Al)は、固溶元素がZn,Cu,Mg程度と少なく、固溶強化には限界がある。そこで、本発明者らは、固溶強化以外の強度向上の方法を種々検討した結果、Alとの間で金属間化合物を生成する金属元素の粉末を原料に用いて液相焼結することで焼結性を高められ、強度、耐熱性、そして耐摩耗性にも優れる焼結合金が得られるとの知見を得た。特に、上記金属元素の粉末として微細な粉末を用いると、これら微細な粉末の実質的に全てが母材粉末と反応してAlとの間で金属間化合物となって母材の旧粉末粒界上に存在し、微細な粉末が実質的に残存せず、かつ、これら生成された金属間化合物は、旧粉末粒界上に連続的に存在せず、分散して存在するとの知見を得た。即ち、金属間化合物の周囲に母材金属が存在した組織である。このような組織により、金属間化合物の存在による割れなどの進展が生じ難く、金属間化合物の存在による焼結体の強度及び耐熱性の向上効果を十分に得られると考えられる。本発明は、これらの知見に基づくものである。
【0010】
本発明アルミニウム焼結合金は、Al又はAl合金を母材とし、母材とは別に遷移金属元素を0.2体積%以上5体積%以下含有する。この焼結合金は、母材を構成する母材粒子の旧粉末粒界上に、Alと上記遷移元素とを含む金属間化合物が点在した組織を有する。この組織は、上記旧粉末粒界上に存在する金属間化合物が旧粉末粒界を切断する長さを切断長とするとき、上記旧粉末粒界の粒界長に対する上記切断長の割合(以下、切断長割合と呼ぶ)が3%以上50%以下を満たす。
【0011】
上記特有の組織を有する本発明アルミニウム焼結合金は、本発明アルミニウム焼結合金用粉末により製造することができる。本発明焼結合金用粉末は、Al又はAl合金を母材とするアルミニウム焼結合金の製造に利用されるものであり、Al又はAl合金からなる母材粉末と、遷移金属元素からなる添加粉末とが混合されてなり、添加粉末を0.2体積%以上5体積%以下含有する。この添加粉末の最大粒径は、30μm以下である。
【0012】
上述のように微細な添加粉末を母材粉末に混合することで、母材粒子の外周に細かい添加粒子が満遍なく付着された状態となる。この状態で液相焼結を行うと、母材と添加した遷移金属元素(以下、添加金属元素と呼ぶ)とが反応して、添加金属元素のほぼ全てがAlとの金属間化合物として焼結合金中に存在する。
【0013】
また、上記母材と添加金属元素との反応は、概ね旧粉末粒界上で行われ、生成されたAlとの金属間化合物は、焼結合金中の母材粒子の旧粉末粒界上に点在する。即ち、本発明焼結合金は、Alよりも高強度である金属間化合物が母材粒子や添加粒子の全周を覆うように連続して存在するのではなく、旧粉末粒界上に不連続に存在し、母材粒子などの全周面が金属間化合物で覆われることが実質的に無いため、金属間化合物や旧粉末粒界に沿った割れの進展が実質的に起こり難く、結果として強度を向上できる。
【0014】
かつ、本発明焼結合金は、母材粒子同士が金属間化合物を介して強固に結合されるため、焼結後、冷間サイジングを行っても強度に優れる上に、冷間サイジングを行うことで、寸法精度にも優れる部品が得られる。また、本発明焼結合金は、組織中に、耐熱性が高く高硬度なAl-遷移金属系金属間化合物が多く分散しているため、耐熱性及び耐摩耗性の双方に優れている。更に、本発明焼結合金は、押出の場合に比べて、形状の自由度が大きく、種々の形状に対応可能である。なお、押出材では、母材を構成する母材粒子のアスペクト比が非常に大きく細長い形状であり、焼結合金の場合、上記アスペクト比が小さい。
【0015】
以下、本発明をより詳細に説明する。
<焼結合金>
[母材]
本発明焼結合金の母材は、Al及び不可避的不純物からなる純アルミニウム(以下、Alと呼ぶ)、又は合金添加元素と残部がAl及び不可避的不純物からなるアルミニウム合金(以下、Al合金と呼ぶ)で構成される。Al合金は、例えば、Al-Zn-Mg-Cu合金、Al-Si-Cu-Mg合金などが挙げられる。合金添加元素は、焼結合金の母材に固溶又は析出して存在する。その他、特許文献3に記載されるような潤滑成分を含んでいてもよい。
【0016】
[金属間化合物]
本発明焼結合金は、上記合金添加元素とは別に、遷移金属元素を0.2体積%以上5体積%以下含有しており、この遷移金属元素は、その大部分(焼結合金中の含有量を100体積%とするとき、大よそ70体積%以上)がAlとの金属間化合物を形成して合金中に存在すると考えられる。0.2体積%未満では、十分な量の金属間化合物が合金中に存在せず、焼結性の低下による強度の低下を招き、5体積%超では、金属間化合物が合金中に過剰に存在して、割れの発生や割れの進展が生じ易くなり強度の低下を招く。より好ましい遷移金属元素の含有量は、1体積%以上1.5体積%以下である。
【0017】
上記遷移金属元素は、Alとの間で金属間化合物を形成し易い元素が好ましく、Fe,Ni,Ti,Cr,Mnなどが挙げられる。特に、Feは、安価で経済的である。遷移金属元素は、1種でも2種以上の複数種でもよい。複数種の遷移金属元素を含む場合、合計含有量が上記範囲を満たすことが好ましい。これらの複数種の元素は、個々の元素とAlとの金属間化合物や、複数の元素の複合金属間化合物を形成して存在する。
【0018】
上記遷移金属元素とAlとの金属間化合物は、母材を構成する母材粒子の旧粉末粒界上に点在している(切断長割合が3%以上50%以下を満たす)ことが本発明焼結合金の最も特徴とする構成である。即ち、図10に示すように旧粉末粒界100の長さL100よりも、旧粉末粒界100上に存在する金属間化合物imcが旧粉末粒界100と重なり合う部分の長さ(切断長)ln(n=1,2,3,…)の合計の方が短い。この合計切断長は、旧粉末粒界上に存在する金属間化合物が旧粉末粒界と重複しない部分の長さの合計と同等(切断長割合が50%の場合)、又は当該長さの合計よりも短い(切断長割合が50%未満の場合)。切断長割合が3%未満では、旧粉末粒界上に金属間化合物が十分に存在せず、金属間化合物による母材粒子同士の結合が十分に行えず、強度の低下を招く。切断長割合が50%超では、旧粉末粒界上に金属間化合物が隣接して連続的に存在する部分が生じるようなり、金属間化合物に沿って割れが伝播するなどして、強度の低下を招く。より好ましい切断長割合は、15%以上20%以下である。切断長割合の算出方法の詳細は、後述する。
【0019】
焼結合金中の金属間化合物の含有量は、上記遷移金属元素の含有量に概ね依存し、金属間化合物の大きさは、遷移金属元素からなる添加粒子の大きさや焼結条件に概ね依存する。金属間化合物が大き過ぎると破壊の起点となるため、金属間化合物の最大粒径が30μm以下、好ましくは10μm以下となるように添加粒子の大きさや焼結条件を制御することが好ましい。
【0020】
[特性]
本発明焼結合金は、強固に結合されており、強度に優れる。母材組成にもよるが、例えば、引張強度が450MPa以上の焼結合金が得られる。また、本発明焼結合金の組織は、冷間サイジングや熱間サイジングを行った場合であっても、概ね維持されるため、いずれのサイジングを行っても強度に優れる部品が得られる。熱間サイジングを施した場合は、より高強度な部品が得られる。
【0021】
<焼結合金の製造方法>
上記本発明焼結合金は、上記母材を構成する母材粉末と、上記遷移金属元素からなる添加粉末との混合粉末を成形し、この成形体を液相焼結することで製造することができる。成形は、冷間金型成形などの冷間の加圧成形などが利用できる。焼結は、液相出現温度で行えばよく、公知の条件を利用できる。代表的な条件は、窒素やアルゴンといった不活性雰囲気で、温度:550〜650℃、時間:0超〜90分が挙げられる。この焼結により、添加粉末と母材粉末とが反応してAlと添加金属元素との金属間化合物が生成される。
【0022】
[母材粉末]
母材粉末の大きさは、特に問わないが、平均粒径が40μm以上70μm以下であると、成形性や焼結性に優れて好ましい。市販のものを利用してもよい。
【0023】
[添加粉末]
添加粉末は、所望の組成の金属間化合物が所望の量だけ焼結合金中に存在できるように、遷移金属元素から適宜元素を選択すると共に、混合粉末全体に対して0.2体積%以上5体積%以下含有されるように添加粉末の含有量を調整する。この添加粉末は、その最大粒径が30μm以下であることが本発明粉末の最も特徴とする構成である。添加粉末の最大粒径が30μm超、特に従来のアルミニウム合金のように100μm程度の大きさの粒子を用いた場合(特許文献3では100メッシュ(約150μm)以上)、焼結合金中に添加した粒子が残存する。また、大きな金属間化合物が生成される恐れがある。これに対し、最大粒径が30μm以下の非常に微細な添加粉末を用いると、母材粉末を構成する各母材粒子の全周面を添加粉末で満遍なく覆うことができ、この状態で液相焼結を行うことで、母材粒子の旧粉末粒界上に比較的微細な金属間化合物が生成されると共に、添加粉末が実質的に残存しなくなる。添加粉末が微細であるほど、添加粉末の残存量を低減でき、10μm以下がより好ましく、下限は特に設けない。
【0024】
[原料粉末の製造方法]
母材粉末や添加粉末は、例えば、エアアトマイズ法(大気アトマイズ法)や水アトマイズ法といったアトマイズ法(急冷凝固法)により製造することができる。特に、最大粒径が30μm以下といった微細な添加粉末を大気アトマイズ法にて得るには、通常の加圧(30MPa程度)よりも高い圧力(100MPa程度)とすることが挙げられる。
【発明の効果】
【0025】
本発明アルミニウム焼結合金は、高強度で、耐熱性及び耐摩耗性に優れるアルミニウム合金部品が得られる。また、このアルミニウム合金部品は、種々の形状を取り得る上に、寸法精度にも優れる。本発明アルミニウム焼結合金用粉末は、強度などに優れる上記本発明焼結合金を製造することができる。
【発明を実施するための最良の形態】
【0026】
種々のアルミニウム焼結合金を作製し、その組織と機械的特性とを調べた。
【0027】
(試料No.1〜18)
母材粉末として、Al-6.0Zn-2.5Mg-1.75Cu-0.2Sn(単位:質量%)の組成のAl合金粉末A(ecka社製431/D、平均粒径60μm)、Al-15.0Si-2.5Cu-0.60Mg(単位:質量%)の組成のAl合金粉末B(ecka社製231、平均粒径60μm)、添加粉末として、鉄粉末(97質量%以上Feの純鉄)を用意した。鉄粉末は、アトマイズ法により作製した最大粒径が異なるもの(5,30,40μm)を用意した。
【0028】
Al合金粉末Aに対して各鉄粉末を0.5〜6体積%含有させた混合粉末を直径φ35mmの金型成形(加圧:4ton/cm2)にて成形し、窒素雰囲気中で615±5℃×10分の条件で焼結を行った後、T6処理を行い、試料No.1〜16の焼結合金を得た。また、Al合金粉末Bに対して各鉄粉末を1.5〜3.0体積%含有させた混合粉末を直径φ35mmの金型成形(加圧:6ton/cm2)にて成形し、窒素雰囲気中で560±5℃×20分の条件で焼結を行った後、T6処理を行い、試料No.17,18の焼結合金を得た。
【0029】
(試料No.100,200)
上記試料No.1〜16の母材粉末と同じAl合金粉末Aを用意し、鉄粉末を含有させずに、試料No.1〜16と同じ条件で成形、焼結、T6処理を行い、試料No.100の焼結合金を得た。また、上記試料No.17,18の母材粉末と同じAl合金粉末Bを用意し、鉄粉末を含有させずに、試料No.17,18と同じ条件で成形、焼結、T6処理を行い、試料No.200の焼結合金を得た。
【0030】
(試料No.300)
母材粉末として、Feを1.8体積%含有するAl-Si-Fe合金粉末C(Al-15Si-5Fe-2.5Cu-1Mg(単位:質量%)の組成)を用意した。このAl-Si-Fe合金粉末Cは、アトマイズ法により作製した(平均粒径60μm)。得られたAl-Si-Fe合金粉末Cを試料No.17,18と同じ条件で成形、焼結、T6処理を行い、試料No.300の焼結合金を得た。なお、Al-Si-Fe合金粉末CにおいてFe成分は、金属間化合物(Al3Fe)として存在する。
【0031】
得られた各焼結合金の断面の光学顕微鏡写真を図1〜図4に示す。図1は、最大粒径5μmの鉄粉末を混合した試料No.1、図2は、最大粒径30μmの鉄粉末を混合した試料No.5、図3は、鉄粉末を混合しなかった試料No.100、図4は、Al-Si-Fe合金粉末Cを用いた試料No.300を示す。図1〜3において、筋状に連続して見える部分は、母材粒子の旧粉末粒界gb、図1,2,4において濃色の(暗い)塊部分は、金属間化合物imc、図1〜4において黒い塊部分は、気孔(ポア)Pである。
【0032】
図1,2に示すように、微細な鉄粉末を用いた試料は、母材粒子の旧粉末粒界gb上に金属間化合物imcが点在していることが分かる。また、鉄粉末の粒径が大きくなると、大きな金属間化合物が生成されることが分かる。更に、鉄粉末の最大粒径が30μm以下の試料では、添加した鉄粉末の95%以上が金属間化合物として存在すること、及び鉄粉末の最大粒径が30μm超の試料では、鉄成分が多く残存することが確認された。なお、金属間化合物(ここではAl3Fe)の存在は、例えば、X線回折などで分析することで確認できる。また、添加粉末の構成成分(ここでは鉄成分)の存在は、例えば、EDX(エネルギー分散型蛍光X線分析)などにより分析することで確認できる。
【0033】
一方、図3に示すように微細な鉄粉末を混合しなかった試料No.100は、金属間化合物がほとんど存在しないことが分かる。また、この試料No.100は、旧粉末粒界が非常に明確であることが分かる。
【0034】
他方、図4に示すようにAl-Si-Fe合金粉末Cを用いた試料No.300は、母材全体に金属間化合物imcが分散して存在し、旧粉末粒界上にはほとんど存在しないことが分かる。この母材全体に分散している金属間化合物は、粉末段階で存在したものがそのまま残存していると考えられる。
【0035】
試料No.1〜10,及び試料No.300について、母材粒子の旧粉末粒界上に存在する金属間化合物が旧粉末粒界を切断する長さを切断長とし、旧粉末粒界の粒界長に対する切断長の割合(切断長割合)を調べた。その結果を表1に示す。切断長割合の算出は、以下のように行った。焼結合金の任意の断面における顕微鏡写真(400倍)の観察像を画像解析し、観察像中の全ての旧粉末粒界長の合計長さを算出する。また、旧粉末粒界ごとにその粒界上に存在する全ての金属間化合物の切断長の合計を算出する。そして、(金属間化合物の切断長の合計の総和)/(旧粉末粒界長の合計長さ)をその観察像の切断長割合とし、10個の観察像の切断長割合を求め、その平均をその焼結合金の切断長割合とする。金属間化合物の切断長は、旧粉末粒界上に存在する金属間化合物において旧粉末粒界と交わる二つの交点の最短距離を利用する。
【0036】
得られた各焼結合金について、室温での引張強度、130℃での引張強度、室温での破断伸び、耐摩耗性、硬度HRBを調べた。その結果を表1、及び図6〜9のグラフに示す。図6〜9のグラフは、母材粉末として、Al合金粉末Aを用いた試料の結果を示す。
【0037】
耐摩耗性は、以下のように測定した。図5は、耐摩耗性の測定方法を説明する説明図である。試料ごとに評価材1を用意し、評価材1の表面に一対の相手材2を離間して配置し、各相手材2に同じ荷重を加えた状態で、評価材1を所定の距離だけ回転させる。その後、評価材1の表面に生じた摩耗跡の深さを形状測定器にて測定した。この摩耗跡の深さを摩耗量として耐摩耗性の評価に用いる。評価材1は、直径φ35mm、厚さ10mmとし、相手材2は、5mm×10mm×7mm(評価材1との接触面:5mm×10mm)とし、窒化鋼(HV=900)で作製した。回転条件は、速度:14.5cm/sec、回転距離:260m、荷重:50kg/相手材1個、雰囲気:油中(市販のエンジンオイルを使用)、温度:室温(約20℃)とした。
【0038】
【表1】
【0039】
表1及び図6〜9のグラフに示すように、最大粒径が30μm以下の添加粉末(ここでは鉄粉末)を用いることで、強度が飛躍的に向上することが分かる。この理由は、焼結合金中に添加粉末の粒子が実質的に残存せず、かつ旧粉末粒界上に金属間化合物が点在することで母材粒子が金属間化合物を介して強固に結合されると共に、金属間化合物や旧粉末粒界に沿った割れの進展などが生じ難くなったためであると考えられる。試料No.100は、旧粉末粒界が明確であることから、旧粉末粒界に沿った割れが生じ易いと考えられる。
【0040】
また、図6〜9のグラフに示すように、鉄粉末の添加量が0.2〜5体積%の範囲であると、室温における破断伸びの低下を少なく抑えて室温での引張強度に優れると共に、130℃での引張強度、耐摩耗性、硬度HRBといった機械的特性に優れることが確認できた。
【0041】
更に、試料No.1〜9について冷間サイジング(室温(RT),8ton/cm2)を行ったところ、冷間サイジングを十分に行えた。このことから、本発明焼結合金は、高強度で、寸法精度に優れるアルミニウム合金部品の実現に貢献することができると期待される。
【0042】
なお、上述した実施形態は、本発明の要旨を逸脱することなく、適宜変更することが可能であり、上述した構成に限定されるものではない。例えば、母材の組成や添加粉末の組成、含有量を適宜変更することができる。
【産業上の利用可能性】
【0043】
本発明アルミニウム焼結合金は、軽量化が望まれる種々の部品、例えば、自動二輪車や自動四輪車といった車両の内燃機関の構成部品、例えば、カムスプロケット、VVTロータやハウジング、オイルポンプローターなどの素材などに好適に利用することができる。本発明アルミニウム焼結合金用粉末は、本発明アルミニウム焼結合金の製造に好適に利用することができる。
【図面の簡単な説明】
【0044】
【図1】最大粒径5μmの添加粉末を用いた試料No.1の顕微鏡写真であり、(I)は、100倍、(II)は、400倍を示す。
【図2】最大粒径30μmの添加粉末を用いた試料No.5の顕微鏡写真であり、(I)は、100倍、(II)は、400倍を示す。
【図3】添加粉末を用いていない試料No.100の顕微鏡写真であり、(I)は、100倍、(II)は、400倍を示す。
【図4】Al-Si-Fe合金粉末を用いた試料No.300の400倍の顕微鏡写真である。
【図5】耐摩耗性の測定方法を説明する説明図である。
【図6】添加粉末の最大粒径を変化させたときの添加粉末の添加量と引張強度との関係を示すグラフであり、上方のグラフは室温の場合、下方のグラフは130℃の場合を示す。
【図7】添加粉末の最大粒径を変化させたときの添加粉末の添加量と室温における破断伸びとの関係を示すグラフである。
【図8】添加粉末の最大粒径を変化させたときの添加粉末の添加量と耐摩耗性との関係を示すグラフである。
【図9】添加粉末の最大粒径を変化させたときの添加粉末の添加量と硬度HRBとの関係を示すグラフである。
【図10】旧粉末粒界上に金属間化合物が点在した状態において、金属間化合物が旧粉末粒界と重なり合う部分の長さ(切断長)を説明する模式図である。
【符号の説明】
【0045】
1 評価材 2 相手材 gb 旧粉末粒界 imc 金属間化合物 P ポア
100 旧粉末粒界
【特許請求の範囲】
【請求項1】
Al又はAl合金を母材とするアルミニウム焼結合金であって、
遷移金属元素を0.2体積%以上5体積%以下含有し、
母材を構成する母材粒子の旧粉末粒界上に、Alと前記遷移金属元素とを含む金属間化合物が点在しており、
前記旧粉末粒界上に存在する金属間化合物が旧粉末粒界を切断する長さを切断長とするとき、前記旧粉末粒界の粒界長に対する前記切断長の割合が3%以上50%以下であることを特徴とするアルミニウム焼結合金。
【請求項2】
前記遷移金属元素は、Feであることを特徴とする請求項1に記載のアルミニウム焼結合金。
【請求項3】
Al又はAl合金を母材とするアルミニウム焼結合金に利用されるアルミニウム焼結合金用粉末であって、
Al又はAl合金からなる母材粉末と、遷移金属元素からなる添加粉末とが混合されてなり、
前記添加粉末は、0.2体積%以上5体積%以下含有され、
前記添加粉末の最大粒径が30μm以下であることを特徴とするアルミニウム焼結合金用粉末。
【請求項4】
前記添加粉末の最大粒径が10μm以下であることを特徴とする請求項3に記載のアルミニウム焼結合金用粉末。
【請求項1】
Al又はAl合金を母材とするアルミニウム焼結合金であって、
遷移金属元素を0.2体積%以上5体積%以下含有し、
母材を構成する母材粒子の旧粉末粒界上に、Alと前記遷移金属元素とを含む金属間化合物が点在しており、
前記旧粉末粒界上に存在する金属間化合物が旧粉末粒界を切断する長さを切断長とするとき、前記旧粉末粒界の粒界長に対する前記切断長の割合が3%以上50%以下であることを特徴とするアルミニウム焼結合金。
【請求項2】
前記遷移金属元素は、Feであることを特徴とする請求項1に記載のアルミニウム焼結合金。
【請求項3】
Al又はAl合金を母材とするアルミニウム焼結合金に利用されるアルミニウム焼結合金用粉末であって、
Al又はAl合金からなる母材粉末と、遷移金属元素からなる添加粉末とが混合されてなり、
前記添加粉末は、0.2体積%以上5体積%以下含有され、
前記添加粉末の最大粒径が30μm以下であることを特徴とするアルミニウム焼結合金用粉末。
【請求項4】
前記添加粉末の最大粒径が10μm以下であることを特徴とする請求項3に記載のアルミニウム焼結合金用粉末。
【図5】

【図6】

【図7】
【図8】
【図9】
【図10】
【図1】
【図2】
【図3】
【図4】
【図6】
【図7】
【図8】
【図9】
【図10】
【図1】
【図2】
【図3】
【図4】
【公開番号】特開2010−77475(P2010−77475A)
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願番号】特願2008−245814(P2008−245814)
【出願日】平成20年9月25日(2008.9.25)
【出願人】(593016411)住友電工焼結合金株式会社 (214)
【Fターム(参考)】
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願日】平成20年9月25日(2008.9.25)
【出願人】(593016411)住友電工焼結合金株式会社 (214)
【Fターム(参考)】
[ Back to top ]