
アルミニウム箔成型鍋
【課題】アルミニウム箔製の鍋について、調理時における食材の加熱力を高める。
【解決手段】鍋10の底壁11に5個/10cm〜25個/10cmピッチ、高低差1〜5mmで多数の凹凸部11a、11bを形成する。凹部11aの底部、凸部11bの頂部はひし形とし、これをプレス加工により成型する。底壁11等の外面に黒色のエポキシ樹脂からなる吸熱層を設ける。所定のピッチ、深さの凹凸を設けたことで、底壁11の伝熱面積が大きくなって鍋10の加熱力が高まり、かつ底壁11が補強される。凹凸部11a、11bのひし形の底部および頂部の角は、加工時に応力が集中するため加工硬化し、底壁11の強度が一層向上する。底壁11等の吸熱層が熱を吸収してアルミニウム箔に効率よく伝達するため、鍋10の加熱力が一層高まる。
【解決手段】鍋10の底壁11に5個/10cm〜25個/10cmピッチ、高低差1〜5mmで多数の凹凸部11a、11bを形成する。凹部11aの底部、凸部11bの頂部はひし形とし、これをプレス加工により成型する。底壁11等の外面に黒色のエポキシ樹脂からなる吸熱層を設ける。所定のピッチ、深さの凹凸を設けたことで、底壁11の伝熱面積が大きくなって鍋10の加熱力が高まり、かつ底壁11が補強される。凹凸部11a、11bのひし形の底部および頂部の角は、加工時に応力が集中するため加工硬化し、底壁11の強度が一層向上する。底壁11等の吸熱層が熱を吸収してアルミニウム箔に効率よく伝達するため、鍋10の加熱力が一層高まる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、野外調理時の使用に適したアルミニウム箔成型鍋に関する。
【背景技術】
【0002】
バーベキューパーティなど、野外での調理の際に用いるのに好適なアルミニウム箔を成型した鍋が市販されている。
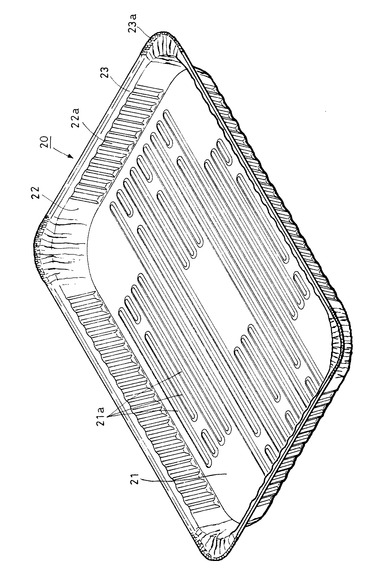
図4および図5のように、このようなアルミニウム箔成型鍋20は、底壁21と底壁21の周縁から立ち上がる側壁22と側壁22の上縁から張り出すフランジ23とを、アルミニウム箔をプレス成型することで一体に形成している。
より詳細には、図示のように、底壁21や側壁22には補強のためのリブ21a、22aが形成され、フランジ23の外縁には縁巻き23aが形成されている。
【0003】
この鍋20を焼き網等を介してバーベキューコンロの上に載せ、鍋20の上で焼きそばなどの食材を炒めるようにすると、鉄板等を用いるのに比べて、軽量であるため扱いが容易であるという利点がある。
また、鉄板などと比較して、この鍋20はアルミニウム箔製であるため安価でもある。
さらに、使い捨てできるため調理後に洗って持ち帰る必要もなく便利である。
【0004】
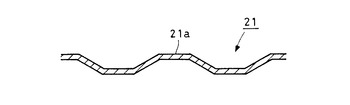
ところでこのような従来のアルミニウム箔成型鍋20は、上述のようにその底壁21はリブ21aを除いて平坦になっていた。
また、図5のように、底壁21等はアルミニウム箔のみからなる単層構造であって、鍋20の外面にはアルミニウム箔がそのまま露出していた。
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、底壁が平坦であると鍋の伝熱面積となるその表面積が小さい。
また、アルミニウム箔は伝熱性には優れるが、熱吸収性が悪いため、底壁や側壁の外面にアルミニウム箔が露出していると、鍋の熱吸収性があまりよくない。
このように伝熱面積が小さく熱吸収性があまりよくないため、鍋の加熱力が不十分であり、食材の加熱調理に時間がかかる問題がある。
たとえば調理する食材が焼きそばであれば、加熱力が弱いとそばはべたつき、調理に時間がかかるとその間に肉類等の具材は乾燥してしまうため、いずれにせよ食味が劣る。
【0006】
そこでこの発明は、アルミニウム箔製の鍋について、調理時における食材の加熱力を高めることを課題とする。
【課題を解決するための手段】
【0007】
上記した課題を解決するため、アルミニウム箔成型鍋の底壁に多数の凹部および凸部を設けたのである。
底壁が多数の凹凸を有することで、底壁の表面積、すなわち伝熱面積が大きくなるため、鍋の加熱力が高まる。
また、多数の凹凸が底壁を補強するため、リブ等を設けることなく鍋の強度を向上させることができる。
【0008】
凹部の底部および凸部の頂部はプレス加工により多角形状に形成されると、多角形の角はプレス加工時に応力が集中しやすいため加工硬化(ひずみ硬化)しやすく、底壁の強度が一層向上する。
【0009】
このような底部や頂部の多角形状としては、ひし形がもっとも好ましい。
4角形が好ましいのは、3角形であると角が3点しかないため応力が過剰に集中してプレス加工時に破損するおそれがあり、5角形以上であると角が多すぎて応力の集中が少なく、十分な加工硬化が得られないからである。
ここで4角形のなかでもひし形が好ましいのは、意匠的に優れているからである。
【0010】
凹部および凸部のピッチは5個/10cm〜25個/10cmであるのが好ましい。
ピッチが25個/10cmを超えると、凹凸が密集しすぎて、加工時にアルミニウム箔が破れる恐れがあり、また、調理時に食材が底壁にこびりつきやすくなるからである。
またピッチが5個/10cm未満であると、底壁がフラットな場合と表面積があまり変わらないため、加熱力があまり上がらず、また、底壁の強度が十分でないからである。
【0011】
凹部および凸部の高低差は1mm〜5mmであるのが好ましい。
高低差が1mm未満であると凹凸が小さすぎて、底壁がフラットな場合と表面積があまり変わらないため、加熱力があまり上がらず、また底壁の強度が十分でないからである。
また、高低差が5mmを越えると凹凸が大きくなりすぎて、鍋が嵩高となりまた底壁が波打ったようになって調理がしにくいからである。
【0012】
少なくとも底壁の外面に耐熱性樹脂からなる吸熱層を設けると、この吸熱層の熱吸収によって鍋の熱吸収率が上がるため、加熱力が高まる。
【0013】
吸熱層は、黒色のエポキシ樹脂層から形成すると、黒色は熱吸収率がよく、またエポキシ樹脂は耐熱性が良好であるため好ましい。
ここで、黒色とは、ハンター白色度試験方法(JIS規格P8148)に準拠して測定した明度指数(L値)が15以下であることを意味する。
【発明の効果】
【0014】
野外でコンロにかけるアルミニウム箔成型鍋について、その底壁に多数の凹凸部を形成したので、底壁の表面積、すなわち伝熱面積が大きくなって加熱力が高まる。
【発明を実施するための最良の形態】
【0015】
図1から図3に示す実施形態のアルミニウム箔成型鍋10(以下、鍋10と略す。)は、ほぼ矩形の底壁11と、底壁11の周縁から広がって立ち上がる側壁12と、側壁12の上縁から外方に張り出すフランジ13とを有する。
この鍋10は、野外で焼き網等を介してバーベキューコンロにかけ、焼きそばなどを調理する際に用いられ、調理後は通常は使い捨てされる。
【0016】
この鍋10の深さ(側壁の高さ)は20mm以上であり、好ましくは20〜80mm、より好ましくは30〜70mmである。
深さが20mm未満であると、焼きそばの具材がこぼれるなどして調理しにくいからである。
また深さが80mmを超えると、嵩張って持ち運びにくいからである。
【0017】
また、この鍋10の底面積(底壁の平面視面積)は200cm2以上であり、好ましくは600〜2000cm2、より好ましくは800〜1600cm2である。
底面積が200cm2未満であると鍋10が小さすぎて調理がしにくいからである。
また底面積が2000cm2を超えると、アルミニウム箔成型鍋10の保形性が低下し変形しやすいからである。
【0018】
さらに詳細には、底壁11には多数の凹部11aおよび凸部11b(以下、適宜凹凸部11a、11bと略す。)が形成されている。
凹凸部11a、11bは側壁12に対して傾斜した状態に並列し、その並列方向において凹部11aと凸部11bが交互に配列されている。
また凹部11aの底部および凸部11bの頂部は平坦になって、それぞれひし形をなしている。
そして、隣接する凹部11aの底部と凸部11bの頂部との間の底壁11の壁面は傾斜している。
底壁11はこのように構成されているため、従来のリブが形成されたものに比べてデザイン性が向上している。
【0019】
また、このような凹凸部11a、11bがあるため、底壁11はフラットな場合に比べて表面積が大きくなっている。
したがって鍋10の伝熱面積が増加して加熱力が向上し、焼きそば等をおいしく調理することができる。
さらに、凹凸部11a、11bは、底壁11を補強してもいる。
【0020】
ここで、この凹凸部11a、11bのピッチは、5個/10cm〜25個/10cmとなっている。
ピッチが25個/10cmを超えると、凹凸が密集しすぎて、調理時に具材が底壁11にこびりつきやすくなるからである。
またピッチが5個/10cm未満であると、底壁11がフラットな場合と表面積が大きくは変わらないため、加熱力があまり上がらず、また、底壁11の強度が十分でないからである。
【0021】
また凹部11aの底部と、凸部11bの頂部との高低差は1mm〜5mmとなっている。
高低差が1mm未満であると凹凸が小さすぎて、底壁11がフラットな場合と表面積があまり変わらないため、加熱力があまり上がらず、また底壁11の強度が十分でなくなるからである。
また高低差が5mmを越えると凹凸が大きくなりすぎて、鍋10が嵩高となり、しかも底壁11が波打ったようになって調理がしにくいからである。
【0022】
また側壁12には、その全周にわたり補強のための縦方向のリブ12aが形成され、フランジ13の外縁には縁巻き13aが形成されている。
【0023】
ここで、図3のように、底壁11、側壁12、フランジ13はアルミニウム箔層10aと黒色のエポキシ樹脂からなる吸熱層10bの2層構造になっており、その吸熱層10bが外側(フランジ13においては下側)、そのアルミニウム箔層10aが内側(フランジ13においては上側)となっている。
【0024】
ここで、アルミニウム箔層10aをなすアルミニウム箔の厚みは50〜300μm、好ましくは90〜200μmである。
箔厚が50μm未満であると、鍋10として十分な強度が得られないからである。
箔厚が300μmを超えると、鍋10として成型しにくいうえ、凹凸部11a、11bの加工が困難になるからである。
【0025】
また、この吸熱層10bは黒色であるから吸熱性が高い。
したがって、コンロの火の熱を良好に吸収してアルミニウム箔層10aに伝え、鍋10全体としての加熱力が上がり、焼きそば等をおいしく調理することができる。
吸熱層10bをなすエポキシ樹脂は、耐熱性が良好である。
ここで吸熱層10bが黒色であるとは、ハンター白色度試験方法(JIS規格P8148)に準拠して測定した明度指数(L値)が15以下であり、好ましくは5.5〜7.0である。
L値が15を超えると、白色度が高くなって吸熱性に劣るため、鍋10の加熱力が上がらない。
【0026】
吸熱層10bの具体的な例としては、アルミニウム箔の片面に、高温度焼付け型インキ(大阪印刷インキ製造株式会社製、商品名オピコートESH墨)を調整した塗工液を、2g/m2となるようにグラビア印刷で塗工した後、200℃で加熱乾燥してインキを定着させることが挙げられる。
この場合に、45°拡散方式のTM式分光側色計(スガ試験機株式会社製)を用い、標準条件で測定した吸熱層のL値は、6.78であった。
同様に箔厚を120μmとしたアルミニウム箔層10aを測定すると、L値は31.82であった。
【0027】
これら底壁11、側壁12、フランジ13、およびこれらに付属する凹部11aおよび凸部11b、リブ12a、縁巻き13aは、アルミニウム箔層と吸熱層の2層からなる積層体をプレス成型することで一体に形成されている。
プレス成型をおこなう金型の雄型と雌型のプレス面にはそれぞれ凸部が設けられ、この凸部の頂部は平坦なひし形をなしている。
そして、雄型と雌型が合わさったときに相手側の凸部と干渉しないように、すなわち積層体のプレス時には、それぞれの凸部が相手側の凸部間にはまり込むように配置されている。
したがって、雄型側にアルミニウム箔層を、雌型側に吸熱層を向けて積層体をプレスして鍋10を成型すると、雄型の凸部のプレスでその底壁11に凹部11aが形成され、雌型の凸部のプレスでその底壁11に凸部11bが形成されることになる。
プレス加工時には金型の両凸部のプレスで応力が底壁11の凹凸部11a、11bの底部および頂部の角に集中することになる。
このようにすると、凹凸部11a、11bの底部や頂部の角が加工硬化するため、底壁11の強度が向上する。
【0028】
以上の実施形態では、凹凸部11a、11bの底部および頂部をひし形にしているが、凹凸部11a、11bの形状はこれに限定されず、たとえば底部や頂部は五角形、円形、楕円形等でもよい。
また、底部や頂部を設けずに、凹凸部11a、11b全体をドーム状(曲面状)に形成してもよい。
【0029】
吸熱層10bの色も、黒色に限定されず、褐色等のL値がアルミニウム箔よりも低いものであればよい。
また、吸熱層10bは側壁12等には設けず、底壁11にのみ設けてもよい。
【図面の簡単な説明】
【0030】
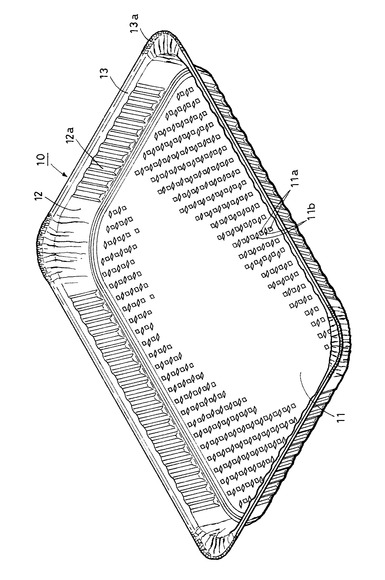
【図1】実施形態のアルミニウム箔成型鍋の斜視図
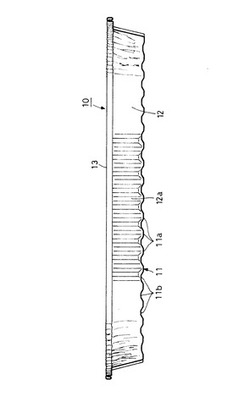
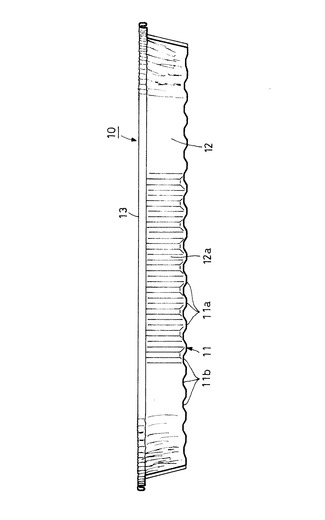
【図2】実施形態のアルミニウム箔成型鍋の側面図
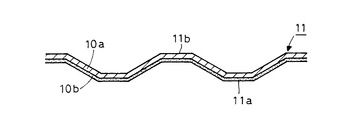
【図3】実施形態のアルミニウム箔成型鍋の底壁拡大断面図
【図4】従来のアルミニウム箔成型鍋の斜視図
【図5】従来のアルミニウム箔成型鍋の底壁拡大断面図
【符号の説明】
【0031】
10 実施形態のアルミニウム箔成型鍋
10a アルミニウム箔層
10b 吸熱層
11 底壁
11a 凹部
11b 凸部
12 周壁
12a リブ
13 フランジ
13a 縁巻き
20 従来のアルミニウム箔成型鍋
21 底壁
21a リブ
22 周壁
22a リブ
23 フランジ
23a 縁巻き
【技術分野】
【0001】
この発明は、野外調理時の使用に適したアルミニウム箔成型鍋に関する。
【背景技術】
【0002】
バーベキューパーティなど、野外での調理の際に用いるのに好適なアルミニウム箔を成型した鍋が市販されている。
図4および図5のように、このようなアルミニウム箔成型鍋20は、底壁21と底壁21の周縁から立ち上がる側壁22と側壁22の上縁から張り出すフランジ23とを、アルミニウム箔をプレス成型することで一体に形成している。
より詳細には、図示のように、底壁21や側壁22には補強のためのリブ21a、22aが形成され、フランジ23の外縁には縁巻き23aが形成されている。
【0003】
この鍋20を焼き網等を介してバーベキューコンロの上に載せ、鍋20の上で焼きそばなどの食材を炒めるようにすると、鉄板等を用いるのに比べて、軽量であるため扱いが容易であるという利点がある。
また、鉄板などと比較して、この鍋20はアルミニウム箔製であるため安価でもある。
さらに、使い捨てできるため調理後に洗って持ち帰る必要もなく便利である。
【0004】
ところでこのような従来のアルミニウム箔成型鍋20は、上述のようにその底壁21はリブ21aを除いて平坦になっていた。
また、図5のように、底壁21等はアルミニウム箔のみからなる単層構造であって、鍋20の外面にはアルミニウム箔がそのまま露出していた。
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、底壁が平坦であると鍋の伝熱面積となるその表面積が小さい。
また、アルミニウム箔は伝熱性には優れるが、熱吸収性が悪いため、底壁や側壁の外面にアルミニウム箔が露出していると、鍋の熱吸収性があまりよくない。
このように伝熱面積が小さく熱吸収性があまりよくないため、鍋の加熱力が不十分であり、食材の加熱調理に時間がかかる問題がある。
たとえば調理する食材が焼きそばであれば、加熱力が弱いとそばはべたつき、調理に時間がかかるとその間に肉類等の具材は乾燥してしまうため、いずれにせよ食味が劣る。
【0006】
そこでこの発明は、アルミニウム箔製の鍋について、調理時における食材の加熱力を高めることを課題とする。
【課題を解決するための手段】
【0007】
上記した課題を解決するため、アルミニウム箔成型鍋の底壁に多数の凹部および凸部を設けたのである。
底壁が多数の凹凸を有することで、底壁の表面積、すなわち伝熱面積が大きくなるため、鍋の加熱力が高まる。
また、多数の凹凸が底壁を補強するため、リブ等を設けることなく鍋の強度を向上させることができる。
【0008】
凹部の底部および凸部の頂部はプレス加工により多角形状に形成されると、多角形の角はプレス加工時に応力が集中しやすいため加工硬化(ひずみ硬化)しやすく、底壁の強度が一層向上する。
【0009】
このような底部や頂部の多角形状としては、ひし形がもっとも好ましい。
4角形が好ましいのは、3角形であると角が3点しかないため応力が過剰に集中してプレス加工時に破損するおそれがあり、5角形以上であると角が多すぎて応力の集中が少なく、十分な加工硬化が得られないからである。
ここで4角形のなかでもひし形が好ましいのは、意匠的に優れているからである。
【0010】
凹部および凸部のピッチは5個/10cm〜25個/10cmであるのが好ましい。
ピッチが25個/10cmを超えると、凹凸が密集しすぎて、加工時にアルミニウム箔が破れる恐れがあり、また、調理時に食材が底壁にこびりつきやすくなるからである。
またピッチが5個/10cm未満であると、底壁がフラットな場合と表面積があまり変わらないため、加熱力があまり上がらず、また、底壁の強度が十分でないからである。
【0011】
凹部および凸部の高低差は1mm〜5mmであるのが好ましい。
高低差が1mm未満であると凹凸が小さすぎて、底壁がフラットな場合と表面積があまり変わらないため、加熱力があまり上がらず、また底壁の強度が十分でないからである。
また、高低差が5mmを越えると凹凸が大きくなりすぎて、鍋が嵩高となりまた底壁が波打ったようになって調理がしにくいからである。
【0012】
少なくとも底壁の外面に耐熱性樹脂からなる吸熱層を設けると、この吸熱層の熱吸収によって鍋の熱吸収率が上がるため、加熱力が高まる。
【0013】
吸熱層は、黒色のエポキシ樹脂層から形成すると、黒色は熱吸収率がよく、またエポキシ樹脂は耐熱性が良好であるため好ましい。
ここで、黒色とは、ハンター白色度試験方法(JIS規格P8148)に準拠して測定した明度指数(L値)が15以下であることを意味する。
【発明の効果】
【0014】
野外でコンロにかけるアルミニウム箔成型鍋について、その底壁に多数の凹凸部を形成したので、底壁の表面積、すなわち伝熱面積が大きくなって加熱力が高まる。
【発明を実施するための最良の形態】
【0015】
図1から図3に示す実施形態のアルミニウム箔成型鍋10(以下、鍋10と略す。)は、ほぼ矩形の底壁11と、底壁11の周縁から広がって立ち上がる側壁12と、側壁12の上縁から外方に張り出すフランジ13とを有する。
この鍋10は、野外で焼き網等を介してバーベキューコンロにかけ、焼きそばなどを調理する際に用いられ、調理後は通常は使い捨てされる。
【0016】
この鍋10の深さ(側壁の高さ)は20mm以上であり、好ましくは20〜80mm、より好ましくは30〜70mmである。
深さが20mm未満であると、焼きそばの具材がこぼれるなどして調理しにくいからである。
また深さが80mmを超えると、嵩張って持ち運びにくいからである。
【0017】
また、この鍋10の底面積(底壁の平面視面積)は200cm2以上であり、好ましくは600〜2000cm2、より好ましくは800〜1600cm2である。
底面積が200cm2未満であると鍋10が小さすぎて調理がしにくいからである。
また底面積が2000cm2を超えると、アルミニウム箔成型鍋10の保形性が低下し変形しやすいからである。
【0018】
さらに詳細には、底壁11には多数の凹部11aおよび凸部11b(以下、適宜凹凸部11a、11bと略す。)が形成されている。
凹凸部11a、11bは側壁12に対して傾斜した状態に並列し、その並列方向において凹部11aと凸部11bが交互に配列されている。
また凹部11aの底部および凸部11bの頂部は平坦になって、それぞれひし形をなしている。
そして、隣接する凹部11aの底部と凸部11bの頂部との間の底壁11の壁面は傾斜している。
底壁11はこのように構成されているため、従来のリブが形成されたものに比べてデザイン性が向上している。
【0019】
また、このような凹凸部11a、11bがあるため、底壁11はフラットな場合に比べて表面積が大きくなっている。
したがって鍋10の伝熱面積が増加して加熱力が向上し、焼きそば等をおいしく調理することができる。
さらに、凹凸部11a、11bは、底壁11を補強してもいる。
【0020】
ここで、この凹凸部11a、11bのピッチは、5個/10cm〜25個/10cmとなっている。
ピッチが25個/10cmを超えると、凹凸が密集しすぎて、調理時に具材が底壁11にこびりつきやすくなるからである。
またピッチが5個/10cm未満であると、底壁11がフラットな場合と表面積が大きくは変わらないため、加熱力があまり上がらず、また、底壁11の強度が十分でないからである。
【0021】
また凹部11aの底部と、凸部11bの頂部との高低差は1mm〜5mmとなっている。
高低差が1mm未満であると凹凸が小さすぎて、底壁11がフラットな場合と表面積があまり変わらないため、加熱力があまり上がらず、また底壁11の強度が十分でなくなるからである。
また高低差が5mmを越えると凹凸が大きくなりすぎて、鍋10が嵩高となり、しかも底壁11が波打ったようになって調理がしにくいからである。
【0022】
また側壁12には、その全周にわたり補強のための縦方向のリブ12aが形成され、フランジ13の外縁には縁巻き13aが形成されている。
【0023】
ここで、図3のように、底壁11、側壁12、フランジ13はアルミニウム箔層10aと黒色のエポキシ樹脂からなる吸熱層10bの2層構造になっており、その吸熱層10bが外側(フランジ13においては下側)、そのアルミニウム箔層10aが内側(フランジ13においては上側)となっている。
【0024】
ここで、アルミニウム箔層10aをなすアルミニウム箔の厚みは50〜300μm、好ましくは90〜200μmである。
箔厚が50μm未満であると、鍋10として十分な強度が得られないからである。
箔厚が300μmを超えると、鍋10として成型しにくいうえ、凹凸部11a、11bの加工が困難になるからである。
【0025】
また、この吸熱層10bは黒色であるから吸熱性が高い。
したがって、コンロの火の熱を良好に吸収してアルミニウム箔層10aに伝え、鍋10全体としての加熱力が上がり、焼きそば等をおいしく調理することができる。
吸熱層10bをなすエポキシ樹脂は、耐熱性が良好である。
ここで吸熱層10bが黒色であるとは、ハンター白色度試験方法(JIS規格P8148)に準拠して測定した明度指数(L値)が15以下であり、好ましくは5.5〜7.0である。
L値が15を超えると、白色度が高くなって吸熱性に劣るため、鍋10の加熱力が上がらない。
【0026】
吸熱層10bの具体的な例としては、アルミニウム箔の片面に、高温度焼付け型インキ(大阪印刷インキ製造株式会社製、商品名オピコートESH墨)を調整した塗工液を、2g/m2となるようにグラビア印刷で塗工した後、200℃で加熱乾燥してインキを定着させることが挙げられる。
この場合に、45°拡散方式のTM式分光側色計(スガ試験機株式会社製)を用い、標準条件で測定した吸熱層のL値は、6.78であった。
同様に箔厚を120μmとしたアルミニウム箔層10aを測定すると、L値は31.82であった。
【0027】
これら底壁11、側壁12、フランジ13、およびこれらに付属する凹部11aおよび凸部11b、リブ12a、縁巻き13aは、アルミニウム箔層と吸熱層の2層からなる積層体をプレス成型することで一体に形成されている。
プレス成型をおこなう金型の雄型と雌型のプレス面にはそれぞれ凸部が設けられ、この凸部の頂部は平坦なひし形をなしている。
そして、雄型と雌型が合わさったときに相手側の凸部と干渉しないように、すなわち積層体のプレス時には、それぞれの凸部が相手側の凸部間にはまり込むように配置されている。
したがって、雄型側にアルミニウム箔層を、雌型側に吸熱層を向けて積層体をプレスして鍋10を成型すると、雄型の凸部のプレスでその底壁11に凹部11aが形成され、雌型の凸部のプレスでその底壁11に凸部11bが形成されることになる。
プレス加工時には金型の両凸部のプレスで応力が底壁11の凹凸部11a、11bの底部および頂部の角に集中することになる。
このようにすると、凹凸部11a、11bの底部や頂部の角が加工硬化するため、底壁11の強度が向上する。
【0028】
以上の実施形態では、凹凸部11a、11bの底部および頂部をひし形にしているが、凹凸部11a、11bの形状はこれに限定されず、たとえば底部や頂部は五角形、円形、楕円形等でもよい。
また、底部や頂部を設けずに、凹凸部11a、11b全体をドーム状(曲面状)に形成してもよい。
【0029】
吸熱層10bの色も、黒色に限定されず、褐色等のL値がアルミニウム箔よりも低いものであればよい。
また、吸熱層10bは側壁12等には設けず、底壁11にのみ設けてもよい。
【図面の簡単な説明】
【0030】
【図1】実施形態のアルミニウム箔成型鍋の斜視図
【図2】実施形態のアルミニウム箔成型鍋の側面図
【図3】実施形態のアルミニウム箔成型鍋の底壁拡大断面図
【図4】従来のアルミニウム箔成型鍋の斜視図
【図5】従来のアルミニウム箔成型鍋の底壁拡大断面図
【符号の説明】
【0031】
10 実施形態のアルミニウム箔成型鍋
10a アルミニウム箔層
10b 吸熱層
11 底壁
11a 凹部
11b 凸部
12 周壁
12a リブ
13 フランジ
13a 縁巻き
20 従来のアルミニウム箔成型鍋
21 底壁
21a リブ
22 周壁
22a リブ
23 フランジ
23a 縁巻き
【特許請求の範囲】
【請求項1】
底壁と、この底壁から立ち上がる側壁とを備えるアルミニウム箔成型鍋であって、
前記底壁が、多数の凹部および凸部を有することを特徴とするアルミニウム箔成型鍋。
【請求項2】
前記凹部の底部および凸部の頂部はプレス加工により多角形状に形成された請求項1に記載のアルミニウム箔成型鍋。
【請求項3】
前記多角形状は、ひし形である請求項2に記載のアルミニウム箔成型鍋。
【請求項4】
前記凹部および凸部のピッチは5個/10cm〜25個/10cmである請求項1から3のいずれかに記載のアルミニウム箔成型鍋。
【請求項5】
前記凹部および凸部の高低差は1mm〜5mmである請求項1から4のいずれかに記載のアルミニウム箔成型鍋。
【請求項6】
少なくとも底壁の外面に耐熱性樹脂からなる吸熱層を設けた請求項1から5のいずれかに記載のアルミニウム箔成型鍋。
【請求項7】
前記吸熱層は、黒色のエポキシ樹脂からなる請求項6に記載のアルミニウム箔成型鍋。
【請求項1】
底壁と、この底壁から立ち上がる側壁とを備えるアルミニウム箔成型鍋であって、
前記底壁が、多数の凹部および凸部を有することを特徴とするアルミニウム箔成型鍋。
【請求項2】
前記凹部の底部および凸部の頂部はプレス加工により多角形状に形成された請求項1に記載のアルミニウム箔成型鍋。
【請求項3】
前記多角形状は、ひし形である請求項2に記載のアルミニウム箔成型鍋。
【請求項4】
前記凹部および凸部のピッチは5個/10cm〜25個/10cmである請求項1から3のいずれかに記載のアルミニウム箔成型鍋。
【請求項5】
前記凹部および凸部の高低差は1mm〜5mmである請求項1から4のいずれかに記載のアルミニウム箔成型鍋。
【請求項6】
少なくとも底壁の外面に耐熱性樹脂からなる吸熱層を設けた請求項1から5のいずれかに記載のアルミニウム箔成型鍋。
【請求項7】
前記吸熱層は、黒色のエポキシ樹脂からなる請求項6に記載のアルミニウム箔成型鍋。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−165614(P2009−165614A)
【公開日】平成21年7月30日(2009.7.30)
【国際特許分類】
【出願番号】特願2008−6418(P2008−6418)
【出願日】平成20年1月16日(2008.1.16)
【出願人】(000222141)東洋アルミエコープロダクツ株式会社 (106)
【Fターム(参考)】
【公開日】平成21年7月30日(2009.7.30)
【国際特許分類】
【出願日】平成20年1月16日(2008.1.16)
【出願人】(000222141)東洋アルミエコープロダクツ株式会社 (106)
【Fターム(参考)】
[ Back to top ]