
アルミニウム系材料とのロウ付け接合用鋼板、その鋼板を用いた接合方法および接合継手
【課題】アルミニウム系材料とのロウ付け接合により、剪断引張強度のみならず引き剥がし強度にも優れた接合継手が得られるような鋼板を提供する。
【解決手段】合金化溶融亜鉛めっき鋼板、溶融亜鉛めっき鋼板、電気亜鉛めっき鋼板、冷延鋼板および熱延鋼板よりなる群から選ばれたいずれか1種の鋼板であって、質量%で(以下、同じ。)、C:0.05〜0.25%、Si:2.0%以下、Mn:0.1〜3.5%、P:0.05%以下、S:0.03%以下、Al:0.1%以下を含有し、残部Feおよび不可避的不純物よりなり、かつ、Si+Mn/20≧0.065を満たし、ロウ付け接合後の接合界面に形成された金属間化合物層中の最大Si濃度が2.0%以下でかつ最大Mn濃度が0.4%以下であることを特徴とする。
【解決手段】合金化溶融亜鉛めっき鋼板、溶融亜鉛めっき鋼板、電気亜鉛めっき鋼板、冷延鋼板および熱延鋼板よりなる群から選ばれたいずれか1種の鋼板であって、質量%で(以下、同じ。)、C:0.05〜0.25%、Si:2.0%以下、Mn:0.1〜3.5%、P:0.05%以下、S:0.03%以下、Al:0.1%以下を含有し、残部Feおよび不可避的不純物よりなり、かつ、Si+Mn/20≧0.065を満たし、ロウ付け接合後の接合界面に形成された金属間化合物層中の最大Si濃度が2.0%以下でかつ最大Mn濃度が0.4%以下であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車用構造物などの組立工程の際に必要となる鋼板とアルミニウム系材料との接合技術に関し、詳しくは、アルミニウム系材料とロウ付けで接合するのに適した鋼板、その鋼板とアルミニウム系材料との接合方法、およびその方法で接合された接合継手に関する。
【背景技術】
【0002】
鉄系材料の一種である鋼板とアルミニウム系材料(アルミニウムおよびアルミニウム合金を総称したもの)とを接合する場合、接合部に脆い金属間化合物が生成しやすいために信頼性のある高強度を有する接合部を得ることは非常に困難であった。
【0003】
この対策として以下のような多数の従来技術が開示されている。
【0004】
例えば、鉄系材料の表面に特定の組成の鉄−クロム層を設けアルミニウムと重ね合わせて加圧しながら加熱して接合する方法(特許文献1参照)、予め用意した鉄系材料層およびアルミニウム合金層からなる2層のクラッド材を介在させてレーザ溶接、抵抗溶接またはシーム溶接する方法(特許文献2〜4参照)、鉄系材料の接合部にアルミニウム系溶射材を溶射しTIG溶接する方法(特許文献5参照)、鉄系材料の接合部にアルミニウム、銅、亜鉛などのめっきを施しロウ付けする方法(特許文献6および7参照)、接合面に岩塩型構造の窒化物、炭化物またはケイフッ化カリウムの被覆層を形成しロウ付けする方法(特許文献8および9参照)などである。
【0005】
しかしながら、上記従来技術には以下のような問題がある。
【0006】
鉄系材料の表面に特定の組成の鉄−クロム層を設けアルミニウムと重ね合わせて加圧しながら加熱して接合する方法(特許文献1参照)は、平板など比較的単純な形状の部材同士の接合には利用可能であるが、プレス加工品など部材の形状が複雑な場合には適用できないため、適用範囲が狭く汎用性が劣っている。
【0007】
予め用意した鉄系材料層およびアルミニウム合金層からなる2層のクラッド材を介在させてレーザ溶接、抵抗溶接またはシーム溶接する方法(特許文献2〜4参照)では、鉄系材料とアルミニウム系材料との間にクラッド材がインサートされるため、2枚の板の接合が3枚の板の接合となる。このため、実際の施工時にインサート材(クラッド材)の挿入工程や固定工程を必要とし工程が複雑となるため品質の安定性が確保できない問題がある。
【0008】
鉄系材料の接合部にアルミニウム系溶射材を溶射しTIG溶接する方法(特許文献5参照)、鉄系材料の接合部にアルミニウム、銅、亜鉛などのめっきを施しロウ付けする方法(特許文献6および7参照)、接合面に岩塩型構造の窒化物、炭化物またはケイフッ化カリウムの被覆層を形成しロウ付けする方法(特許文献8および9参照)は、溶射やめっき、コーティングの工程を必要とし、上記と同様に工程が複雑となるため品質の安定性が確保できない問題がある。
【0009】
上記いずれの方法とも、上記問題以外に、現状の溶接ラインに新たな設備を組み入れなければならないため設備コストが高くなる問題があった。さらに、クラッド材を用いる方法では、クラッド材自体も鉄系材料とアルミニウム系材料とを接合して製造する必要があることからその製造条件が厳しく制約され、安価でかつ性能の安定したクラッド材を入手することが困難であった。
【0010】
鉄系材料とアルミニウム系材料との接合に上記のような種々の方法が提案されている背景の1つとして、鉄系材料とアルミニウム系材料とを直接溶融接合すると接合部に脆弱な金属間化合物が生成し、割れを生じ易くなることが挙げられる。そのため、ロウ材を用いて接合する場合を含めて鉄系材料とアルミニウム系材料とを直接接合する際には、鉄系材料とアルミニウム系材料との界面近傍に脆弱な金属間化合物層を如何にして生成させないようにするかが極めて重要となる。
【0011】
このような観点から、ロウ材(またはロウ付けワイヤ)の成分を調整して接合部における金属間化合物の生成を抑制しつつ接合する方法(特許文献10および11参照)が提案されている。
【0012】
しかしながら、本発明者らの検討によれば、ロウ材(またはロウ付けワイヤ)の成分を適切に選定しても、鋼板とアルミニウム系材料とをロウ付けして得られた接合継手は、剪断引張強度はともかくとして、引き剥がし強度が著しく低くなる場合があることがわかった。
【特許文献1】特開昭63−235083号公報
【特許文献2】特開平4−81288号公報
【特許文献3】特開平7−47477号公報
【特許文献4】特開平11−197846号公報
【特許文献5】特開平11−291043号公報
【特許文献6】特開昭62−238066号公報
【特許文献7】特開平5−185217号公報
【特許文献8】特開平8−257743号公報
【特許文献9】特開平9−225631号公報
【特許文献10】特開平3−285761号公報
【特許文献11】特開2003−33865号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
そこで、本発明は、アルミニウム系材料とのロウ付け接合により、剪断引張強度のみならず引き剥がし強度にも優れた接合継手が得られるような鋼板を提供することを目的とし、さらにその鋼板を用いた接合方法および接合継手を提供することを目的とする。
【課題を解決するための手段】
【0014】
請求項1に記載の発明は、合金化溶融亜鉛めっき鋼板、溶融亜鉛めっき鋼板、電気亜鉛めっき鋼板、冷延鋼板および熱延鋼板よりなる群から選ばれたいずれか1種の鋼板であって、質量%で(以下、同じ。)、C:0.05〜0.25%、Si:2.0%以下、Mn:0.1〜3.5%、P:0.05%以下、S:0.03%以下、Al:0.1%以下を含有し、残部Feおよび不可避的不純物よりなり、かつ、Si+Mn/20≧0.065を満たすことを特徴とする、アルミニウム系材料とのロウ付け接合用鋼板である。
【0015】
請求項2に記載の発明は、さらに、Cr、Moのうち1種または2種を合計で1.0%以下含有する、請求項1に記載のアルミニウム系材料とのロウ付け接合用鋼板である。
【0016】
請求項3に記載の発明は、さらに、Ti、Nb、V、Zrのうち1種または2種以上を合計で0.1%以下含有する、請求項1または2に記載のアルミニウム系材料とのロウ付け接合用鋼板である。
【0017】
請求項4に記載の発明は、さらに、B:0.003%以下含有する、請求項1〜3のいずれか1項に記載のアルミニウム系材料とのロウ付け接合用鋼板である。
【0018】
請求項5に記載の発明は、さらに、Cu、Niのうち1種または2種を合計で0.6%以下含有する、請求項1〜4のいずれか1項に記載のアルミニウム系材料とのロウ付け接合用鋼板である。
【0019】
請求項6に記載の発明は、さらに、Ca:0.005%以下含有する、請求項1〜5のいずれか1項に記載のアルミニウム系材料とのロウ付け接合用鋼板である。
【0020】
請求項7に記載の発明は、請求項1〜6のいずれか1項に記載の鋼板と、アルミニウム系材料とをロウ付けで接合することを特徴とする、鋼板とアルミニウム系材料との接合方法である。
【0021】
請求項8に記載の発明は、前記ロウ付けがMIGロウ付けまたはTIGロウ付けである、請求項7に記載の鋼板とアルミニウム系材料との接合方法である。
【0022】
請求項9に記載の発明は、前記請求項7または8に記載の方法で接合されてなり、接合界面に形成された金属間化合物層中の最大Si濃度が2.0%以上でかつ最大Mn濃度が0.4%以上であることを特徴とする、鋼板とアルミニウム系材料との接合継手である。
【発明の効果】
【0023】
本発明に係る鋼板を用いることにより、アルミニウム系材料とロウ付けする際の加熱によって鋼板の接合部表面にSiおよびMnが濃化し、アルミニウム系材料との界面に生成する脆い鉄−アルミニウム金属間化合物の性質を変化させて破壊を抑制するとともに、接合界面を強化して継手強度を高める結果、剪断引張強度のみならず引き剥がし強度にも優れた接合継手が得られる。
【発明を実施するための最良の形態】
【0024】
〔実施形態〕
(1)本発明に係る鋼板の構成
まず、本発明に係る鋼板の化学成分の限定理由について説明する。
【0025】
Cは、マルテンサイト等の低温変態組織を生成し、鋼板を高強度化するために必須の元素であり、このC量が低くなると所定の低温変態組織量が得られず強度不足を招くため、下限を0.05%とする。しかし、過多に含有させると成形性や溶接性が阻害されるので、含有量の上限を0.25%とする。より好ましいC含有量の範囲は0.05〜0.20%である。
【0026】
Siは、鋼板の伸びの低下を抑制しながら高強度化するために有効な固溶強化元素である。しかし、含有量が多すぎると、化成処理性や亜鉛めっき等のめっき密着性を劣化させるので、その上限を2.0%とする。
【0027】
Mnは、C同様、鋼板を高強度化するために必須の元素であるが、含有量が多いと延性を劣化させるので、その上限を3.5%とする。一方、0.1%より少ないとその効果が過小であるので、下限を0.1%とする。より好ましいMn含有量の範囲は0.5〜0.03%である。
【0028】
Pは、鋼板を強化し延性を高めるためにも有効な元素であるが、反面、粒界に偏析しやすく粒界強度を低下させ靭性も低下するので、その上限は0.05%とする。より好ましいP含有量の範囲は0.01〜0.03%である。
【0029】
Sは不純物であり、含有量が多いと鋼中の介在物が増加して加工性が劣化するので、その上限を0.03%とする。より好ましいS含有量の上限は0.015%である。
【0030】
Alは溶鋼の脱酸剤として有用な元素である。しかし、含有量が0.1%を超えると鋼板の清浄度が損なわれるとともに、表面疵が生じ易くなるので、その上限を0.10%とする。より好ましいAl含有量の範囲は0.03〜0.06%である。
【0031】
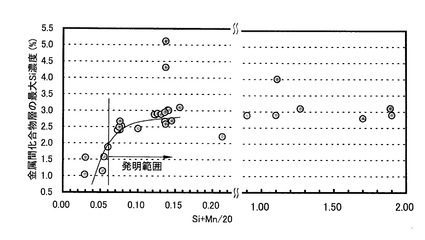
次に、Si+Mn/20≧0.065の規定を設けた理由について説明する。発明者らの検討によれば、アルミニウム系材料とロウ付けする際の加熱によって、溶接ワイヤからはSiが、鋼板からはSiおよびMnが金属間化合物層中に拡散し、金属間化合物層中にSiおよびMnが濃化する現象が認められた。現段階では詳細なメカニズムは明確ではないが、このSiおよびMnの濃化の度合いが一定以上になると、アルミニウム系材料との界面に生成する脆い鉄−アルミニウム金属間化合物層の性質を変化させて破壊を抑制するとともに、界接合面を強化して継手強度を高めることがわかった。
【0032】
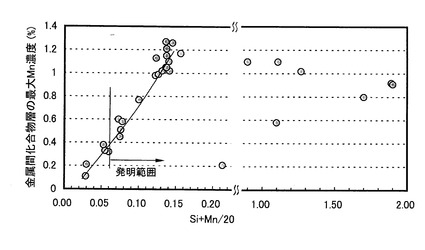
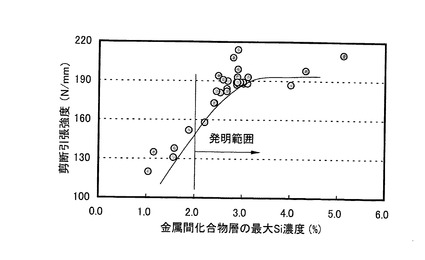
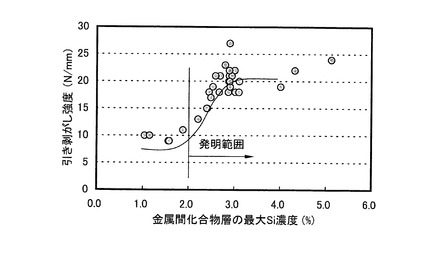
そして、金属間化合物層中の最大Si濃度および最大Mn濃度はともに鋼板のSi+Mn/20と強い相関関係を有し、鋼板のSi+Mn/20が0.065以上になると金属間化合物層中の最大Si濃度が2.0%以上、最大Mn濃度が0.4%以上となり、金属間化合物層中の最大Si濃度が2.0%以上でかつ最大Mn濃度が0.4%以上となると剪断引張強度、引き剥がし強度とも所要の強度が得られることを見いだした(後記実施例参照)。以上より、Si+Mn/20≧0.065と規定した。
【0033】
また本発明に係る鋼板には、上記以外に下記の化学成分を含有させてもよい。
【0034】
Cr,Moは、鋼板の焼入れ性を向上させるために有効な元素である。しかし、これらの元素を過度に含有させると、延性の低下をもたらすとともに高価な金属であるので製造コストが高くなる。したがって、含有量の上限はCrおよびMoの合計量で1.0%とする。なお、CrおよびMoは、どちらか1種のみを含有させてもよいし、両方とも含有させてもよい。
【0035】
Ti,Nb,V,Zrは、組織の微細化や析出強化を目的として含有させるものである。しかし、これらの元素を過多に含有させると、析出物が増加し、延性を著しく劣化させるため、含有量の上限は、Ti、Nb、VおよびZrの合計量で0.1%とする。なお、これらの元素は、いずれか1種のみを含有させてもよいし、いずれか2種以上を含有させてもよい。
【0036】
Bは、鋼板の焼入れ性を大きく向上するとともに、焼入れ組織の靱性向上にも効果のある有用な元素である。しかし、過多に含有させるとその効果が飽和するとともに延性を低下させるので、0.003%を含有量の上限とする。
【0037】
Cu,Niは、生成錆を緻密化して大気環境下における鋼板の腐食速度を著しく低減し、耐遅れ破壊特性の向上を図る上で極めて有用な元素である。また、これらの元素は電気化学的に鉄よりも貴な元素であることから、相乗的に鋼板の耐食性を向上させる。しかし、これらの元素の過多の含有は、熱間圧延時に脆化を引き起こす恐れがあるとともに、高価な金属であるので製造コストが高くなる。したがって、含有量の上限はCuおよびNiの合計量で0.6%とする。なお、CuおよびNiは、どちらか1種のみを含有させてもよいし、両方とも含有させてもよい。
【0038】
Caは、硫化物系介在物の低減そのものと、生じる硫化物系介在物の形態制御に有用な元素である。しかし、過多の含有は、効果が飽和するとともに、鋼の清浄度を悪くする。したがって、その上限は0.005%とする。
【0039】
なお、本発明に係る鋼板は、合金化溶融亜鉛めっき鋼板、溶融亜鉛めっき鋼板、電気亜鉛めっき鋼板、冷延鋼板および熱延鋼板のうちのいずれであってもよい。ここで、合金化溶融亜鉛めっき鋼板、溶融亜鉛めっき鋼板または電気亜鉛めっき鋼板(これらを「亜鉛めっき鋼板」と総称)を用いると、アルミニウム系材料とロウ付けする際、亜鉛めっきとロウ材の界面において、金属間化合物および酸化物からなる層が形成される。そして、この層中のめっき成分である亜鉛が、母材の鋼板およびアルミニウム系材料(異種金属部材と総称)の表面の酸化物から酸素を奪いながら、ロウ材中に拡散していく。これにより、異種金属部材の表面は活性化され、ロウ材のぬれが生じ、異種金属部材表面には、ロウ材の成分と異種金属部材の成分とからなる化合物層が形成されるとともに、その化合物層を介してロウ材が強固に付着し、ロウ材からなるめっき層が形成される(特許文献7の段落[0006]参照)。したがって、亜鉛めっき鋼板を用いると、亜鉛めっきを施していない裸の鋼板である冷延鋼板または熱延鋼板を用いる場合に比べて、より接合強度に優れた継手が得られるものと推察される。しかしながら、裸の鋼板である冷延鋼板または熱延鋼板であっても、本発明の規定する成分組成を有するものであれば、上記亜鉛による異種金属部材表面の活性化作用は期待し得ないものの、本発明の作用効果であるSiおよびMnの濃化作用による金属間化合物の破壊抑制効果および接合界面の強度向上効果が得られることに変わりはなく、当然に、本発明の技術的範囲に属する。
【0040】
(2)本発明に係る鋼板を用いた接合方法
上記化学成分からなる鋼板をアルミニウム系材料とロウ付けすることにより、接合界面に形成された金属間化合物のSi濃度が2.0%以上でかつMn濃度が0.4%以上となり、剪断引張強度とともに引き剥がし強度にも優れた接合継手が得られる。
【0041】
ここで、ロウ材としては、アルミニウム系材料どうしを接合するのに一般的に用いられるロウ材であれば特に限定されないが、例えば銅合金、Ni合金、アルミニウム合金等を用いることができる。
【0042】
また、ロウ付け方法としては、通常の手作業で行うロウ付け法の他、汎用の溶接装置を使用しアークによってロウ付けを行うMIGロウ付け法(特許文献11参照)やTIGロウ付け法などを用いることもできる。なお、MIGロウ付け法に用いられる溶接形態としては、その溶滴移行現象に関係して、短絡アーク、パルスアーク、スプレーアーク等による直流MIGならびに交流MIGが存在するが、いずれの溶接形態においても本発明の効果が得られるものであり、限定されるものではない。溶接条件としては、電流:40〜90A、電圧:8〜12V、溶接速度:40〜200cm/minが推奨される。
【実施例】
【0043】
以下、本発明を実施例に基づいてさらに詳細に説明する。
【0044】
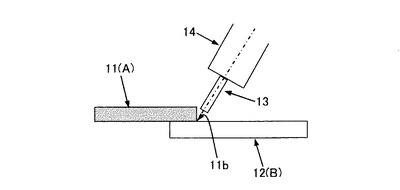
アルミ合金系MIGロウ付け用ワイヤを用いて、表1に示す種々の化学成分を有する鋼板Aとアルミニウム系材料Bとの重ねすみ肉溶接試験を行った。溶接条件は、電流:85A、電圧:10V、速度:180cm/minである。また、シールドガスとしてはAr(流量は25L/min)を使用し、アークの狙い位置は下板側コーナ部11bとした。
【0045】
具体的には、厚さ1.0mmのアルミニウム系材料としてのA6022アルミニウム合金板B(下板12)と、厚さ1.0〜1.4mmの鋼板A(上板11)とを重ね合わせて重ねすみ肉継手を形成し、アルミ合金系MIGロウ付け用ワイヤ13を用いて鋼板Aとアルミニウム合金板Bとの溶接(接合)を行なった(図1参照)。なお、鋼板Aとしては、合金化溶融亜鉛めっき鋼板(GA)を用いた。また、アルミ合金系MIGロウ付け用ワイヤ13としては、Siを1.5〜7.5%含有したアルミ合金系MIGロウ付け用ワイヤを用いた。
【0046】
試験片の平面サイズは、鋼板A、アルミニウム合金板Bとも150mm×400mmとし、直径1.2mmの溶接ワイヤ(MIGロウ付用ワイヤ)13を使用した。
【0047】
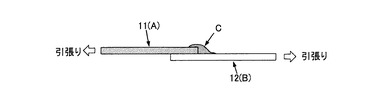
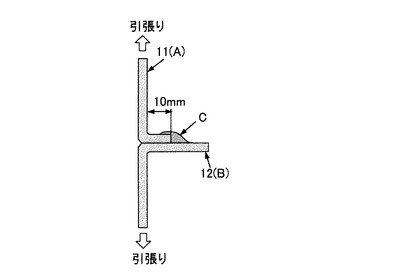
溶接(接合)後、板幅25mmの継手強度評価用試験片を採取し、図2に示す剪断引張り試験片、またはジグに挟み込み接合部(上板11の端面)から10mmの位置で90度曲げて図3に示す引き剥がし試験片とした。そして、それぞれの試験片を用いて10mm/minの速度で剪断引張試験と引き剥がし試験を行い、下記式(1)にしたがい継手強度を算出した。
【0048】
式(1)(継手強度)=(最大荷重点荷重)/(接合部長さ)
【0049】
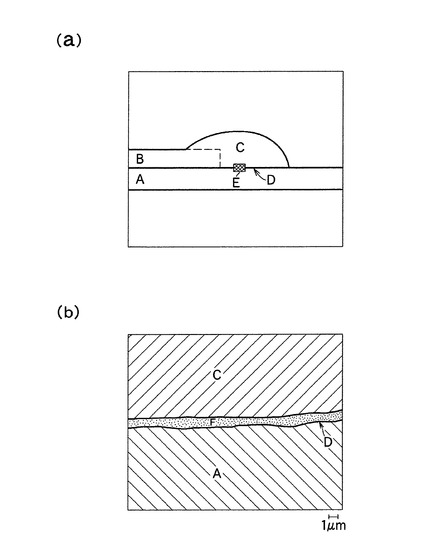
また、上記剪断引張り試験片(試験前のもの)を溶接ビードに対して垂直に切断して、EPMA分析用サンプルを作製し、図4(a)のマクロ写真に示す接合界面Dの中央部Eを4000倍に拡大し、同図(b)のミクロ写真に示す接合界面Dに垂直な方向にEPMA線分析を行い、金属間化合物層F中における最大Si濃度および最大Mn濃度を求めた。
【0050】
表1に、本溶接試験に使用した各鋼板のめっきの種類、鋼の成分、機械的性質(JIS5号試験片にて測定)、めっき付着量および板厚を示す。表2に、本溶接試験で得られた継手の、接合界面に形成された金属間化合物中の最大Si濃度、最大Mn濃度、剪断引張り強度および引き剥がし強度を示す。
【表1】

【表2】
【0051】
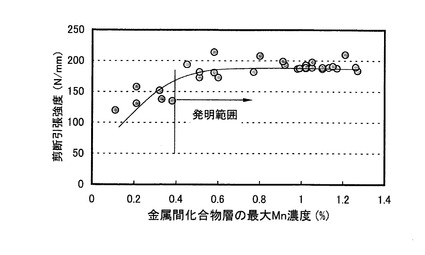
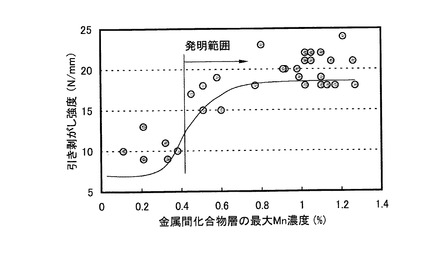
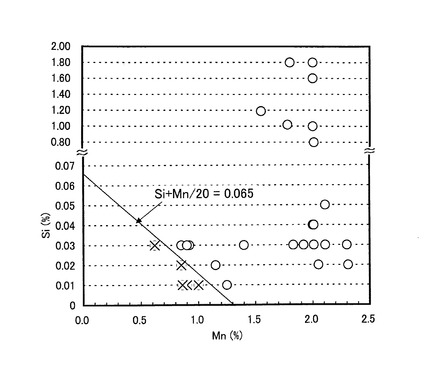
また、図5に鋼板のSi+Mn/20と金属間化合物層中の最大Si濃度との関係を、図6に鋼板のSi+Mn/20と金属間化合物層中の最大Mn濃度との関係を示す。さらに、図7および図8に金属間化合物層中の最大Si濃度と継手の剪断引張強度および引き剥がし強度との関係を、図9および図10に金属間化合物層中の最大Mn濃度と継手の剪断引張強度および引き剥がし強度との関係を示す。Si+Mn/20<0.065では、図5より金属間化合物層中の最大Si濃度は2.0%を下回り、図6より金属間化合物層中の最大Mn濃度は0.4%を下回ることがわかる。そして、金属間化合物層中の最大Si濃度が2.0%を下回るとともに、最大Mn濃度が0.4%を下回ると、表2の実験No.10〜14(鋼種No.10〜14)および図7〜図10より、剪断引張強度、引き剥がし強度とも急激に低下することがわかる。さらに、表1および表2の鋼種No.10〜14(比較例)のデータおよび図11から明らかなように、単にSiおよびMnを含めた個々の元素の含有量が本発明の成分範囲を満たすだけでは不十分であり、Si+Mn/20の値が本発明の規定する範囲(0.065以上)を満たさない限りは、剪断引張強度、引き剥がし強度とも十分に得られないことがわかる。
【0052】
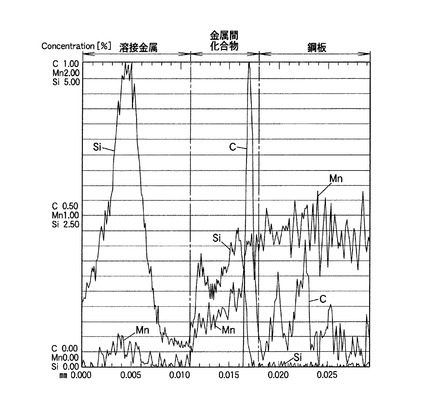
図12に、発明例の鋼板(鋼種No.3)について、接合界面近傍のEPMA線分析を行った結果を示す。図から明らかなように、接合界面に形成された金属間化合物層中においてSi濃度の最大値は2.0%を超えるとともに、Mn濃度の最大値は0.4%を超えることが認められた。
【0053】
したがって、本発明が規定する各元素の成分範囲とSi+Mn/20≧0.065とを同時に満たす鋼板を用いることにより、アルミニウム系材料とロウ付けしても、剪断引張強度のみならず引き剥がし強度も安定して高い値を示す接合継手が得られることを確認できた。
【図面の簡単な説明】
【0054】
【図1】重ねすみ肉溶接方法を模式的に示す断面図である。
【図2】剪断引張試験片の構成を模式的に示す断面図である。
【図3】引き剥がし試験片の構成を模式的に示す断面図である。
【図4】金属間化合物層中の最大Si濃度および最大Mn濃度を測定する位置を説明するための断面写真であり、(a)はマクロ写真、(b)は顕微鏡写真である。
【図5】Si+Mn/20と金属間化合物層中の最大Si濃度との関係を示すグラフ図である。
【図6】Si+Mn/20と金属間化合物層中の最大Mn濃度との関係を示すグラフ図である。
【図7】金属間化合物層中の最大Si濃度と剪断引張強度との関係を示すグラフ図である。
【図8】金属間化合物層中の最大Si濃度と引き剥がし強度との関係を示すグラフ図である。
【図9】金属間化合物層中の最大Mn濃度と剪断引張強度との関係を示すグラフ図である。
【図10】金属間化合物層中の最大Mn濃度と引き剥がし強度との関係を示すグラフ図である。
【図11】鋼板のSiおよびMnと発明の範囲との関係を示すグラフ図である。
【図12】接合界面近傍のEPMA線分析結果を示す図である。
【符号の説明】
【0055】
11…上板
11b…下板側コーナ部
12…下板
13…MIGロウ付用ワイヤ(溶接ワイヤ)
14…アークトーチ(溶接トーチ)
A…鋼板
B…アルミニウム系材料(アルミニウム合金板)
C…ロウ材(溶接金属)
D…接合界面
E…中央部
F…金属間化合物層
【技術分野】
【0001】
本発明は、自動車用構造物などの組立工程の際に必要となる鋼板とアルミニウム系材料との接合技術に関し、詳しくは、アルミニウム系材料とロウ付けで接合するのに適した鋼板、その鋼板とアルミニウム系材料との接合方法、およびその方法で接合された接合継手に関する。
【背景技術】
【0002】
鉄系材料の一種である鋼板とアルミニウム系材料(アルミニウムおよびアルミニウム合金を総称したもの)とを接合する場合、接合部に脆い金属間化合物が生成しやすいために信頼性のある高強度を有する接合部を得ることは非常に困難であった。
【0003】
この対策として以下のような多数の従来技術が開示されている。
【0004】
例えば、鉄系材料の表面に特定の組成の鉄−クロム層を設けアルミニウムと重ね合わせて加圧しながら加熱して接合する方法(特許文献1参照)、予め用意した鉄系材料層およびアルミニウム合金層からなる2層のクラッド材を介在させてレーザ溶接、抵抗溶接またはシーム溶接する方法(特許文献2〜4参照)、鉄系材料の接合部にアルミニウム系溶射材を溶射しTIG溶接する方法(特許文献5参照)、鉄系材料の接合部にアルミニウム、銅、亜鉛などのめっきを施しロウ付けする方法(特許文献6および7参照)、接合面に岩塩型構造の窒化物、炭化物またはケイフッ化カリウムの被覆層を形成しロウ付けする方法(特許文献8および9参照)などである。
【0005】
しかしながら、上記従来技術には以下のような問題がある。
【0006】
鉄系材料の表面に特定の組成の鉄−クロム層を設けアルミニウムと重ね合わせて加圧しながら加熱して接合する方法(特許文献1参照)は、平板など比較的単純な形状の部材同士の接合には利用可能であるが、プレス加工品など部材の形状が複雑な場合には適用できないため、適用範囲が狭く汎用性が劣っている。
【0007】
予め用意した鉄系材料層およびアルミニウム合金層からなる2層のクラッド材を介在させてレーザ溶接、抵抗溶接またはシーム溶接する方法(特許文献2〜4参照)では、鉄系材料とアルミニウム系材料との間にクラッド材がインサートされるため、2枚の板の接合が3枚の板の接合となる。このため、実際の施工時にインサート材(クラッド材)の挿入工程や固定工程を必要とし工程が複雑となるため品質の安定性が確保できない問題がある。
【0008】
鉄系材料の接合部にアルミニウム系溶射材を溶射しTIG溶接する方法(特許文献5参照)、鉄系材料の接合部にアルミニウム、銅、亜鉛などのめっきを施しロウ付けする方法(特許文献6および7参照)、接合面に岩塩型構造の窒化物、炭化物またはケイフッ化カリウムの被覆層を形成しロウ付けする方法(特許文献8および9参照)は、溶射やめっき、コーティングの工程を必要とし、上記と同様に工程が複雑となるため品質の安定性が確保できない問題がある。
【0009】
上記いずれの方法とも、上記問題以外に、現状の溶接ラインに新たな設備を組み入れなければならないため設備コストが高くなる問題があった。さらに、クラッド材を用いる方法では、クラッド材自体も鉄系材料とアルミニウム系材料とを接合して製造する必要があることからその製造条件が厳しく制約され、安価でかつ性能の安定したクラッド材を入手することが困難であった。
【0010】
鉄系材料とアルミニウム系材料との接合に上記のような種々の方法が提案されている背景の1つとして、鉄系材料とアルミニウム系材料とを直接溶融接合すると接合部に脆弱な金属間化合物が生成し、割れを生じ易くなることが挙げられる。そのため、ロウ材を用いて接合する場合を含めて鉄系材料とアルミニウム系材料とを直接接合する際には、鉄系材料とアルミニウム系材料との界面近傍に脆弱な金属間化合物層を如何にして生成させないようにするかが極めて重要となる。
【0011】
このような観点から、ロウ材(またはロウ付けワイヤ)の成分を調整して接合部における金属間化合物の生成を抑制しつつ接合する方法(特許文献10および11参照)が提案されている。
【0012】
しかしながら、本発明者らの検討によれば、ロウ材(またはロウ付けワイヤ)の成分を適切に選定しても、鋼板とアルミニウム系材料とをロウ付けして得られた接合継手は、剪断引張強度はともかくとして、引き剥がし強度が著しく低くなる場合があることがわかった。
【特許文献1】特開昭63−235083号公報
【特許文献2】特開平4−81288号公報
【特許文献3】特開平7−47477号公報
【特許文献4】特開平11−197846号公報
【特許文献5】特開平11−291043号公報
【特許文献6】特開昭62−238066号公報
【特許文献7】特開平5−185217号公報
【特許文献8】特開平8−257743号公報
【特許文献9】特開平9−225631号公報
【特許文献10】特開平3−285761号公報
【特許文献11】特開2003−33865号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
そこで、本発明は、アルミニウム系材料とのロウ付け接合により、剪断引張強度のみならず引き剥がし強度にも優れた接合継手が得られるような鋼板を提供することを目的とし、さらにその鋼板を用いた接合方法および接合継手を提供することを目的とする。
【課題を解決するための手段】
【0014】
請求項1に記載の発明は、合金化溶融亜鉛めっき鋼板、溶融亜鉛めっき鋼板、電気亜鉛めっき鋼板、冷延鋼板および熱延鋼板よりなる群から選ばれたいずれか1種の鋼板であって、質量%で(以下、同じ。)、C:0.05〜0.25%、Si:2.0%以下、Mn:0.1〜3.5%、P:0.05%以下、S:0.03%以下、Al:0.1%以下を含有し、残部Feおよび不可避的不純物よりなり、かつ、Si+Mn/20≧0.065を満たすことを特徴とする、アルミニウム系材料とのロウ付け接合用鋼板である。
【0015】
請求項2に記載の発明は、さらに、Cr、Moのうち1種または2種を合計で1.0%以下含有する、請求項1に記載のアルミニウム系材料とのロウ付け接合用鋼板である。
【0016】
請求項3に記載の発明は、さらに、Ti、Nb、V、Zrのうち1種または2種以上を合計で0.1%以下含有する、請求項1または2に記載のアルミニウム系材料とのロウ付け接合用鋼板である。
【0017】
請求項4に記載の発明は、さらに、B:0.003%以下含有する、請求項1〜3のいずれか1項に記載のアルミニウム系材料とのロウ付け接合用鋼板である。
【0018】
請求項5に記載の発明は、さらに、Cu、Niのうち1種または2種を合計で0.6%以下含有する、請求項1〜4のいずれか1項に記載のアルミニウム系材料とのロウ付け接合用鋼板である。
【0019】
請求項6に記載の発明は、さらに、Ca:0.005%以下含有する、請求項1〜5のいずれか1項に記載のアルミニウム系材料とのロウ付け接合用鋼板である。
【0020】
請求項7に記載の発明は、請求項1〜6のいずれか1項に記載の鋼板と、アルミニウム系材料とをロウ付けで接合することを特徴とする、鋼板とアルミニウム系材料との接合方法である。
【0021】
請求項8に記載の発明は、前記ロウ付けがMIGロウ付けまたはTIGロウ付けである、請求項7に記載の鋼板とアルミニウム系材料との接合方法である。
【0022】
請求項9に記載の発明は、前記請求項7または8に記載の方法で接合されてなり、接合界面に形成された金属間化合物層中の最大Si濃度が2.0%以上でかつ最大Mn濃度が0.4%以上であることを特徴とする、鋼板とアルミニウム系材料との接合継手である。
【発明の効果】
【0023】
本発明に係る鋼板を用いることにより、アルミニウム系材料とロウ付けする際の加熱によって鋼板の接合部表面にSiおよびMnが濃化し、アルミニウム系材料との界面に生成する脆い鉄−アルミニウム金属間化合物の性質を変化させて破壊を抑制するとともに、接合界面を強化して継手強度を高める結果、剪断引張強度のみならず引き剥がし強度にも優れた接合継手が得られる。
【発明を実施するための最良の形態】
【0024】
〔実施形態〕
(1)本発明に係る鋼板の構成
まず、本発明に係る鋼板の化学成分の限定理由について説明する。
【0025】
Cは、マルテンサイト等の低温変態組織を生成し、鋼板を高強度化するために必須の元素であり、このC量が低くなると所定の低温変態組織量が得られず強度不足を招くため、下限を0.05%とする。しかし、過多に含有させると成形性や溶接性が阻害されるので、含有量の上限を0.25%とする。より好ましいC含有量の範囲は0.05〜0.20%である。
【0026】
Siは、鋼板の伸びの低下を抑制しながら高強度化するために有効な固溶強化元素である。しかし、含有量が多すぎると、化成処理性や亜鉛めっき等のめっき密着性を劣化させるので、その上限を2.0%とする。
【0027】
Mnは、C同様、鋼板を高強度化するために必須の元素であるが、含有量が多いと延性を劣化させるので、その上限を3.5%とする。一方、0.1%より少ないとその効果が過小であるので、下限を0.1%とする。より好ましいMn含有量の範囲は0.5〜0.03%である。
【0028】
Pは、鋼板を強化し延性を高めるためにも有効な元素であるが、反面、粒界に偏析しやすく粒界強度を低下させ靭性も低下するので、その上限は0.05%とする。より好ましいP含有量の範囲は0.01〜0.03%である。
【0029】
Sは不純物であり、含有量が多いと鋼中の介在物が増加して加工性が劣化するので、その上限を0.03%とする。より好ましいS含有量の上限は0.015%である。
【0030】
Alは溶鋼の脱酸剤として有用な元素である。しかし、含有量が0.1%を超えると鋼板の清浄度が損なわれるとともに、表面疵が生じ易くなるので、その上限を0.10%とする。より好ましいAl含有量の範囲は0.03〜0.06%である。
【0031】
次に、Si+Mn/20≧0.065の規定を設けた理由について説明する。発明者らの検討によれば、アルミニウム系材料とロウ付けする際の加熱によって、溶接ワイヤからはSiが、鋼板からはSiおよびMnが金属間化合物層中に拡散し、金属間化合物層中にSiおよびMnが濃化する現象が認められた。現段階では詳細なメカニズムは明確ではないが、このSiおよびMnの濃化の度合いが一定以上になると、アルミニウム系材料との界面に生成する脆い鉄−アルミニウム金属間化合物層の性質を変化させて破壊を抑制するとともに、界接合面を強化して継手強度を高めることがわかった。
【0032】
そして、金属間化合物層中の最大Si濃度および最大Mn濃度はともに鋼板のSi+Mn/20と強い相関関係を有し、鋼板のSi+Mn/20が0.065以上になると金属間化合物層中の最大Si濃度が2.0%以上、最大Mn濃度が0.4%以上となり、金属間化合物層中の最大Si濃度が2.0%以上でかつ最大Mn濃度が0.4%以上となると剪断引張強度、引き剥がし強度とも所要の強度が得られることを見いだした(後記実施例参照)。以上より、Si+Mn/20≧0.065と規定した。
【0033】
また本発明に係る鋼板には、上記以外に下記の化学成分を含有させてもよい。
【0034】
Cr,Moは、鋼板の焼入れ性を向上させるために有効な元素である。しかし、これらの元素を過度に含有させると、延性の低下をもたらすとともに高価な金属であるので製造コストが高くなる。したがって、含有量の上限はCrおよびMoの合計量で1.0%とする。なお、CrおよびMoは、どちらか1種のみを含有させてもよいし、両方とも含有させてもよい。
【0035】
Ti,Nb,V,Zrは、組織の微細化や析出強化を目的として含有させるものである。しかし、これらの元素を過多に含有させると、析出物が増加し、延性を著しく劣化させるため、含有量の上限は、Ti、Nb、VおよびZrの合計量で0.1%とする。なお、これらの元素は、いずれか1種のみを含有させてもよいし、いずれか2種以上を含有させてもよい。
【0036】
Bは、鋼板の焼入れ性を大きく向上するとともに、焼入れ組織の靱性向上にも効果のある有用な元素である。しかし、過多に含有させるとその効果が飽和するとともに延性を低下させるので、0.003%を含有量の上限とする。
【0037】
Cu,Niは、生成錆を緻密化して大気環境下における鋼板の腐食速度を著しく低減し、耐遅れ破壊特性の向上を図る上で極めて有用な元素である。また、これらの元素は電気化学的に鉄よりも貴な元素であることから、相乗的に鋼板の耐食性を向上させる。しかし、これらの元素の過多の含有は、熱間圧延時に脆化を引き起こす恐れがあるとともに、高価な金属であるので製造コストが高くなる。したがって、含有量の上限はCuおよびNiの合計量で0.6%とする。なお、CuおよびNiは、どちらか1種のみを含有させてもよいし、両方とも含有させてもよい。
【0038】
Caは、硫化物系介在物の低減そのものと、生じる硫化物系介在物の形態制御に有用な元素である。しかし、過多の含有は、効果が飽和するとともに、鋼の清浄度を悪くする。したがって、その上限は0.005%とする。
【0039】
なお、本発明に係る鋼板は、合金化溶融亜鉛めっき鋼板、溶融亜鉛めっき鋼板、電気亜鉛めっき鋼板、冷延鋼板および熱延鋼板のうちのいずれであってもよい。ここで、合金化溶融亜鉛めっき鋼板、溶融亜鉛めっき鋼板または電気亜鉛めっき鋼板(これらを「亜鉛めっき鋼板」と総称)を用いると、アルミニウム系材料とロウ付けする際、亜鉛めっきとロウ材の界面において、金属間化合物および酸化物からなる層が形成される。そして、この層中のめっき成分である亜鉛が、母材の鋼板およびアルミニウム系材料(異種金属部材と総称)の表面の酸化物から酸素を奪いながら、ロウ材中に拡散していく。これにより、異種金属部材の表面は活性化され、ロウ材のぬれが生じ、異種金属部材表面には、ロウ材の成分と異種金属部材の成分とからなる化合物層が形成されるとともに、その化合物層を介してロウ材が強固に付着し、ロウ材からなるめっき層が形成される(特許文献7の段落[0006]参照)。したがって、亜鉛めっき鋼板を用いると、亜鉛めっきを施していない裸の鋼板である冷延鋼板または熱延鋼板を用いる場合に比べて、より接合強度に優れた継手が得られるものと推察される。しかしながら、裸の鋼板である冷延鋼板または熱延鋼板であっても、本発明の規定する成分組成を有するものであれば、上記亜鉛による異種金属部材表面の活性化作用は期待し得ないものの、本発明の作用効果であるSiおよびMnの濃化作用による金属間化合物の破壊抑制効果および接合界面の強度向上効果が得られることに変わりはなく、当然に、本発明の技術的範囲に属する。
【0040】
(2)本発明に係る鋼板を用いた接合方法
上記化学成分からなる鋼板をアルミニウム系材料とロウ付けすることにより、接合界面に形成された金属間化合物のSi濃度が2.0%以上でかつMn濃度が0.4%以上となり、剪断引張強度とともに引き剥がし強度にも優れた接合継手が得られる。
【0041】
ここで、ロウ材としては、アルミニウム系材料どうしを接合するのに一般的に用いられるロウ材であれば特に限定されないが、例えば銅合金、Ni合金、アルミニウム合金等を用いることができる。
【0042】
また、ロウ付け方法としては、通常の手作業で行うロウ付け法の他、汎用の溶接装置を使用しアークによってロウ付けを行うMIGロウ付け法(特許文献11参照)やTIGロウ付け法などを用いることもできる。なお、MIGロウ付け法に用いられる溶接形態としては、その溶滴移行現象に関係して、短絡アーク、パルスアーク、スプレーアーク等による直流MIGならびに交流MIGが存在するが、いずれの溶接形態においても本発明の効果が得られるものであり、限定されるものではない。溶接条件としては、電流:40〜90A、電圧:8〜12V、溶接速度:40〜200cm/minが推奨される。
【実施例】
【0043】
以下、本発明を実施例に基づいてさらに詳細に説明する。
【0044】
アルミ合金系MIGロウ付け用ワイヤを用いて、表1に示す種々の化学成分を有する鋼板Aとアルミニウム系材料Bとの重ねすみ肉溶接試験を行った。溶接条件は、電流:85A、電圧:10V、速度:180cm/minである。また、シールドガスとしてはAr(流量は25L/min)を使用し、アークの狙い位置は下板側コーナ部11bとした。
【0045】
具体的には、厚さ1.0mmのアルミニウム系材料としてのA6022アルミニウム合金板B(下板12)と、厚さ1.0〜1.4mmの鋼板A(上板11)とを重ね合わせて重ねすみ肉継手を形成し、アルミ合金系MIGロウ付け用ワイヤ13を用いて鋼板Aとアルミニウム合金板Bとの溶接(接合)を行なった(図1参照)。なお、鋼板Aとしては、合金化溶融亜鉛めっき鋼板(GA)を用いた。また、アルミ合金系MIGロウ付け用ワイヤ13としては、Siを1.5〜7.5%含有したアルミ合金系MIGロウ付け用ワイヤを用いた。
【0046】
試験片の平面サイズは、鋼板A、アルミニウム合金板Bとも150mm×400mmとし、直径1.2mmの溶接ワイヤ(MIGロウ付用ワイヤ)13を使用した。
【0047】
溶接(接合)後、板幅25mmの継手強度評価用試験片を採取し、図2に示す剪断引張り試験片、またはジグに挟み込み接合部(上板11の端面)から10mmの位置で90度曲げて図3に示す引き剥がし試験片とした。そして、それぞれの試験片を用いて10mm/minの速度で剪断引張試験と引き剥がし試験を行い、下記式(1)にしたがい継手強度を算出した。
【0048】
式(1)(継手強度)=(最大荷重点荷重)/(接合部長さ)
【0049】
また、上記剪断引張り試験片(試験前のもの)を溶接ビードに対して垂直に切断して、EPMA分析用サンプルを作製し、図4(a)のマクロ写真に示す接合界面Dの中央部Eを4000倍に拡大し、同図(b)のミクロ写真に示す接合界面Dに垂直な方向にEPMA線分析を行い、金属間化合物層F中における最大Si濃度および最大Mn濃度を求めた。
【0050】
表1に、本溶接試験に使用した各鋼板のめっきの種類、鋼の成分、機械的性質(JIS5号試験片にて測定)、めっき付着量および板厚を示す。表2に、本溶接試験で得られた継手の、接合界面に形成された金属間化合物中の最大Si濃度、最大Mn濃度、剪断引張り強度および引き剥がし強度を示す。
【表1】
【表2】
【0051】
また、図5に鋼板のSi+Mn/20と金属間化合物層中の最大Si濃度との関係を、図6に鋼板のSi+Mn/20と金属間化合物層中の最大Mn濃度との関係を示す。さらに、図7および図8に金属間化合物層中の最大Si濃度と継手の剪断引張強度および引き剥がし強度との関係を、図9および図10に金属間化合物層中の最大Mn濃度と継手の剪断引張強度および引き剥がし強度との関係を示す。Si+Mn/20<0.065では、図5より金属間化合物層中の最大Si濃度は2.0%を下回り、図6より金属間化合物層中の最大Mn濃度は0.4%を下回ることがわかる。そして、金属間化合物層中の最大Si濃度が2.0%を下回るとともに、最大Mn濃度が0.4%を下回ると、表2の実験No.10〜14(鋼種No.10〜14)および図7〜図10より、剪断引張強度、引き剥がし強度とも急激に低下することがわかる。さらに、表1および表2の鋼種No.10〜14(比較例)のデータおよび図11から明らかなように、単にSiおよびMnを含めた個々の元素の含有量が本発明の成分範囲を満たすだけでは不十分であり、Si+Mn/20の値が本発明の規定する範囲(0.065以上)を満たさない限りは、剪断引張強度、引き剥がし強度とも十分に得られないことがわかる。
【0052】
図12に、発明例の鋼板(鋼種No.3)について、接合界面近傍のEPMA線分析を行った結果を示す。図から明らかなように、接合界面に形成された金属間化合物層中においてSi濃度の最大値は2.0%を超えるとともに、Mn濃度の最大値は0.4%を超えることが認められた。
【0053】
したがって、本発明が規定する各元素の成分範囲とSi+Mn/20≧0.065とを同時に満たす鋼板を用いることにより、アルミニウム系材料とロウ付けしても、剪断引張強度のみならず引き剥がし強度も安定して高い値を示す接合継手が得られることを確認できた。
【図面の簡単な説明】
【0054】
【図1】重ねすみ肉溶接方法を模式的に示す断面図である。
【図2】剪断引張試験片の構成を模式的に示す断面図である。
【図3】引き剥がし試験片の構成を模式的に示す断面図である。
【図4】金属間化合物層中の最大Si濃度および最大Mn濃度を測定する位置を説明するための断面写真であり、(a)はマクロ写真、(b)は顕微鏡写真である。
【図5】Si+Mn/20と金属間化合物層中の最大Si濃度との関係を示すグラフ図である。
【図6】Si+Mn/20と金属間化合物層中の最大Mn濃度との関係を示すグラフ図である。
【図7】金属間化合物層中の最大Si濃度と剪断引張強度との関係を示すグラフ図である。
【図8】金属間化合物層中の最大Si濃度と引き剥がし強度との関係を示すグラフ図である。
【図9】金属間化合物層中の最大Mn濃度と剪断引張強度との関係を示すグラフ図である。
【図10】金属間化合物層中の最大Mn濃度と引き剥がし強度との関係を示すグラフ図である。
【図11】鋼板のSiおよびMnと発明の範囲との関係を示すグラフ図である。
【図12】接合界面近傍のEPMA線分析結果を示す図である。
【符号の説明】
【0055】
11…上板
11b…下板側コーナ部
12…下板
13…MIGロウ付用ワイヤ(溶接ワイヤ)
14…アークトーチ(溶接トーチ)
A…鋼板
B…アルミニウム系材料(アルミニウム合金板)
C…ロウ材(溶接金属)
D…接合界面
E…中央部
F…金属間化合物層
【特許請求の範囲】
【請求項1】
合金化溶融亜鉛めっき鋼板、溶融亜鉛めっき鋼板、電気亜鉛めっき鋼板、冷延鋼板および熱延鋼板よりなる群から選ばれたいずれか1種の鋼板であって、質量%で(以下、同じ。)、C:0.05〜0.25%、Si:2.0%以下、Mn:0.1〜3.5%、P:0.05%以下、S:0.03%以下、Al:0.1%以下を含有し、残部Feおよび不可避的不純物よりなり、かつ、Si+Mn/20≧0.065を満たすことを特徴とする、アルミニウム系材料とのロウ付け接合用鋼板。
【請求項2】
さらに、Cr、Moのうち1種または2種を合計で1.0%以下含有する、請求項1に記載のアルミニウム系材料とのロウ付け接合用鋼板。
【請求項3】
さらに、Ti、Nb、V、Zrのうち1種または2種以上を合計で0.1%以下含有する、請求項1または2に記載のアルミニウム系材料とのロウ付け接合用鋼板。
【請求項4】
さらに、B:0.003%以下含有する、請求項1〜3のいずれか1項に記載のアルミニウム系材料とのロウ付け接合用鋼板。
【請求項5】
さらに、Cu、Niのうち1種または2種を合計で0.6%以下含有する、請求項1〜4のいずれか1項に記載のアルミニウム系材料とのロウ付け接合用鋼板。
【請求項6】
さらに、Ca:0.005%以下含有する、請求項1〜5のいずれか1項に記載のアルミニウム系材料とのロウ付け接合用鋼板。
【請求項7】
請求項1〜6のいずれか1項に記載の鋼板と、アルミニウム系材料とをロウ付けで接合することを特徴とする、鋼板とアルミニウム系材料との接合方法。
【請求項8】
前記ロウ付けがMIGロウ付けまたはTIGロウ付けである、請求項7に記載の鋼板とアルミニウム系材料との接合方
法。
【請求項9】
前記請求項7または8に記載の方法で接合されてなり、接合界面に形成された金属間化合物層中の最大Si濃度が2.0%以上でかつ最大Mn濃度が0.4%以上であることを特徴とする、鋼板とアルミニウム系材料との接合継手。
【請求項1】
合金化溶融亜鉛めっき鋼板、溶融亜鉛めっき鋼板、電気亜鉛めっき鋼板、冷延鋼板および熱延鋼板よりなる群から選ばれたいずれか1種の鋼板であって、質量%で(以下、同じ。)、C:0.05〜0.25%、Si:2.0%以下、Mn:0.1〜3.5%、P:0.05%以下、S:0.03%以下、Al:0.1%以下を含有し、残部Feおよび不可避的不純物よりなり、かつ、Si+Mn/20≧0.065を満たすことを特徴とする、アルミニウム系材料とのロウ付け接合用鋼板。
【請求項2】
さらに、Cr、Moのうち1種または2種を合計で1.0%以下含有する、請求項1に記載のアルミニウム系材料とのロウ付け接合用鋼板。
【請求項3】
さらに、Ti、Nb、V、Zrのうち1種または2種以上を合計で0.1%以下含有する、請求項1または2に記載のアルミニウム系材料とのロウ付け接合用鋼板。
【請求項4】
さらに、B:0.003%以下含有する、請求項1〜3のいずれか1項に記載のアルミニウム系材料とのロウ付け接合用鋼板。
【請求項5】
さらに、Cu、Niのうち1種または2種を合計で0.6%以下含有する、請求項1〜4のいずれか1項に記載のアルミニウム系材料とのロウ付け接合用鋼板。
【請求項6】
さらに、Ca:0.005%以下含有する、請求項1〜5のいずれか1項に記載のアルミニウム系材料とのロウ付け接合用鋼板。
【請求項7】
請求項1〜6のいずれか1項に記載の鋼板と、アルミニウム系材料とをロウ付けで接合することを特徴とする、鋼板とアルミニウム系材料との接合方法。
【請求項8】
前記ロウ付けがMIGロウ付けまたはTIGロウ付けである、請求項7に記載の鋼板とアルミニウム系材料との接合方
法。
【請求項9】
前記請求項7または8に記載の方法で接合されてなり、接合界面に形成された金属間化合物層中の最大Si濃度が2.0%以上でかつ最大Mn濃度が0.4%以上であることを特徴とする、鋼板とアルミニウム系材料との接合継手。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2007−277717(P2007−277717A)
【公開日】平成19年10月25日(2007.10.25)
【国際特許分類】
【出願番号】特願2007−69021(P2007−69021)
【出願日】平成19年3月16日(2007.3.16)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【公開日】平成19年10月25日(2007.10.25)
【国際特許分類】
【出願日】平成19年3月16日(2007.3.16)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
[ Back to top ]