
アルミニウム部材を含む電池
一次リチウム電池は、アルミニウムを含む集電板、アルミニウムを含むキャップ、または両者を有する。アルミニウム電池は、高い機械的強度を有し、電気抵抗が低い。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウム部材を含む電池に関する。
【背景技術】
【0002】
通常電池は、電気エネルギー源として使用される。電池は、一般にアノードと呼ばれる負極と、一般にカソードと呼ばれる正極とを含む。アノードは、酸化される活物質を有し、カソードは、還元される活物質を有する。アノード活物質は、カソード活物質を還元することができる。
【0003】
電池が装置内の電気エネルギー源として使用される際には、アノードとカソードが電気的に接続されることにより、装置を通って電子が流れ、それぞれの極で酸化および還元反応が生じ、電力が提供される。アノードおよびカソードと接する電解質は、電極間のセパレータを通過し得るイオンを含んでおり、これにより放電時の電池全体の電気的中性が維持される。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明では、一次リチウム電池用のカソードを製造する方法を提供することを課題とする。
【課題を解決するための手段】
【0005】
通常の場合、一次リチウム電池は、アルミニウムを含む正のリード部を有する。正のリード部は、電池のカソードと電気的に接している。カソードは、アルミニウムを含む集電板を有する。
【0006】
ある態様では、一次リチウム電池用のカソードを製作する方法は、アルミニウムを含む延伸された金属格子に、カソード活物質を含む成分をコーティングするステップを有する。別の態様では、電池用のカソードを製作する方法は、アルミニウム合金を含む延伸された金属格子に、カソード活物質を含む成分をコーティングするステップであって、前記カソード活物質は、炭素源および結合材を含む、ステップと、該コーティングするステップの後に、前記格子を乾燥するステップと、該乾燥するステップの後に、前記格子を20ミル(0.508mm)未満の厚さにカレンダ処理するステップと、該カレンダ処理するステップの後に、前記格子の寸法を調整するステップと、該寸法を調整するステップの後に、前記格子の端部を清浄化するステップと、該清浄化するステップの後に、前記格子を熱処理するステップと、該格子を熱処理するステップの後に、前記格子を真空下で乾燥するステップと、を有する。
【0007】
前記成分は、スラリーであっても良い。前記カソード活物質は、二酸化マンガン、一フッ化炭素、ポリカーボンモノフルオライド、フッ化グラファイトもしくはCFx等のフッ化炭素、二硫化鉄またはバナジウム酸塩を含んでも良い。前記成分は、炭素源を含んでも良い。炭素源は、炭素繊維、グラファイトおよびアセチレンカーボンまたはこれらの組み合わせであっても良い。前記成分は、結合材を含んでも良い。結合材は、有機高分子を含んでも良い。結合材は、ポリ(テトラフルオロエチレン)、ポリ(ビニルアルコール)またはこれらの組み合わせを含んでも良い。前記格子は、1000系のアルミニウム、2000系のアルミニウム合金、3000系のアルミニウム合金、5000系のアルミニウム合金、6000系のアルミニウム合金または7000系のアルミニウム合金を含んでも良い。前記格子は、重量比で0乃至0.4%のクロム、重量比で0.01乃至6.8%の銅、重量比で0.05乃至1.3%の鉄、重量比で0.1乃至7%のマグネシウム、重量比で0乃至2%のマンガン、重量比で0乃至2%のシリコン、重量比で0.25%未満のチタン、重量比で0乃至2.3%のニッケルおよび重量比で0乃至8.2%の亜鉛を含むアルミニウム合金を含んでも良い。前記格子は、100mΩ/cm未満の抵抗率、または10mΩ/cm未満の抵抗率を有しても良い。
【0008】
前記格子は、コーティング前に引張り処理されても良い。前記格子は、コーティング後に乾燥されても良い。前記格子は、乾燥後にカレンダ処理されても良い。カレンダ処理するステップは、前記格子を隙間に通すステップを有しても良い。前記格子は、厚さが25ミル(0.635mm)未満であっても良い。前記格子は、カレンダ処理するステップの後に熱処理されても良い。前記格子は、熱処理後に真空下で乾燥されても良い。アルミニウムを含む正のリード部を有する一次リチウム電池は、例えばステンレス鋼等の異なる材料の正のリード部を有する電池に比べてインピーダンスが低い。アルミニウムを含む集電板と、アルミニウムを含む正のリード部との組み合わせでは、アルミニウムを含む集電板とステンレス鋼の正のリード部との組み合わせに比べて、電池の耐食性および導電性が向上する。アルミニウムまたはアルミニウム合金は、ステンレス鋼に比べて安価である。
【発明を実施するための最良の形態】
【0009】
以下、1または2以上の実施例の詳細を、添付図面を参照して説明する。他の特徴、目的および利点は、以下の記載、図面および特許請求の範囲の記載から明らかになろう。
【0010】
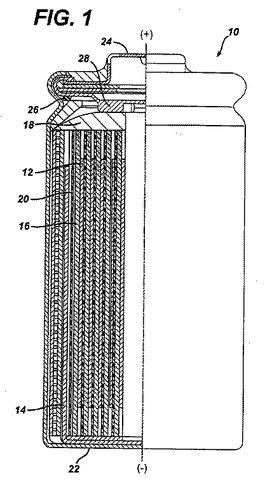
図1を参照すると、一次リチウム電気化学セル10は、負のリード部14に電気的に接続されたアノード12と、クラウン18に電気的に接続されたカソード16と、セパレータ20と、電解質とを有する。アノード12、カソード16、セパレータ20および電解質は、ハウジング22内に収容されている。電解質は、溶媒系および該溶媒系に少なくとも一部が溶解した塩を含む溶液である。ハウジング22の一端は、正の外部接続部24と、気密および流体密閉シールを提供する円形絶縁ガスケット26とで封止されている。クラウン18および正のリード部28は、カソード16を正の外部接続部24に接続する。正の外部接続部24の内側には、安全弁が設置されており、電池10内部の圧力がある所定の値を超えた際に、その圧力が低下するように設計されている。ある条件では、正のリード部は、円形または環状であり、円筒と同軸に配置され、カソードの方向に延伸する半径方向の突起を有する。電気化学セル10は、例えば、円筒状巻き付けセル、ボタン型もしくはコイン状セル、角形セル、硬質積層セルまたは可撓性袋状、包囲状もしくはバッグ状セルである。
【0011】
アノード12は、リチウム、ナトリウム、カリウム、カルシウム、マグネシウムまたはそれらの合金等のアルカリおよびアルカリ土類金属を含む。アノードは、アルカリもしくはアルカリ土類金属と別の金属の合金、または、例えばアルミニウムのような他の金属を含む。リチウムを含むアノードは、リチウム元素、リチウム合金またはこれらの組み合わせであっても良い。
【0012】
電解質は、溶媒および塩を含む非水溶液系電解質溶液であっても良い。塩は、アルカリまたはアルカリ土類金属塩であり、例えばリチウム塩、ナトリウム塩、カリウム塩、マグネシウム塩またはこれらの組み合わせである。リチウム塩の一例としては、六フッ化リン酸リチウム、四フッ化ホウ酸リチウム、ヘキサフルオロヒ酸リチウム、過塩素酸リチウム、ヨウ化リチウム、臭化リチウム、テトラクロロアルミン酸リチウム、トリフルオロメタンスルフォン酸リチウム、LiN(CF3SO2)2、およびLiB(C6H4O2)2である。過塩素酸リチウムのような過塩素酸塩が電解質に添加されると、セル内の、例えば集電板等のアルミニウムまたはアルミニウム合金の腐食が抑制される。電解質溶液中の塩濃度は、0.01モルから3モルの範囲であり、特に0.5モルから1.5モルの間であることが好ましく、ある実施例では、1モルである。
【0013】
溶媒は、有機溶媒であっても良い。有機溶媒の一例は、炭酸塩、エーテル、エステル、ニトリルおよびリン酸塩である。炭酸塩の一例としては、エチレンカーボネート、プロピレンカーボネート、ジエチルカーボネートおよびエチルメチルカーボネートがある。エーテルの一例としては、ジエチルエーテル、ジメチルエーテル、ジメトキシエタンおよびジエトキシエタンが含まれる。エステルの一例には、プロピオン酸メチル、プロピオン酸エチル、酪酸メチルおよびγ−ブチロラクトンがある。ニトリルの一例には、アセトニトリルが含まれる。リン酸塩の一例には、トリエチルフォスフェートおよびトリメチルフォスフェートが含まれる。電解質は、高分子電解質であっても良い。
【0014】
セパレータ20は、リチウム一次電池または二次電池用のセパレータとして使用される、いかなるセパレータ材料で構成されても良い。例えば、セパレータ20は、ポリプロピレン、ポリエチレン、ポリテトラフルオロエチレン、ポリアミド(例えばナイロン)、ポリサルフォン、ポリ塩化ビニルまたはこれらの組み合わせで構成される。セパレータ20は、厚さが約12ミクロンから約75ミクロンであり、12から約37ミクロンの範囲であることがより好ましい。セパレータ20は、アノード12およびカソード16と同様の寸法に切断され、図1に示すように、両電極の間に設置されても良い。アノード、セパレータおよびカソードは、特に円筒状セルに使用される場合には、相互に巻き回される。次にアノード12、カソード16およびセパレータ20は、ニッケル、ニッケルメッキ鋼、ステンレス鋼、アルミニウムクラッドステンレス鋼、アルミニウムもしくはアルミニウム合金等の金属、またはポリ塩化ビニル、ポリプロピレン、ポリサルフォン、ABSもしくはポリアミド等のプラスチック等で構成されるハウジング22の内部に設置される。アノード12、カソード16およびセパレータ20を収容するハウジング22は、電解質溶液が充填された後に、正の外部接続部24および円形絶縁ガスケット26を用いて密閉シールされる。
【0015】
カソード16は、電池10の放電時にアルカリ金属イオンが挿入する、カソード活物質を含む成分を有する。この活物質は、例えば金属酸化物、ハロゲン化物、カルコゲナイドである;あるいは、活物質は、硫黄、有機硫黄高分子または導電性高分子である。特定の実施例では、二酸化マンガン、三フッ化コバルト、硫化モリブデン、二硫化鉄、塩化チオニル、三酸化モリブデン、硫黄、(C6H5N)nおよび(S3N2)n、ただしnは少なくとも2、である。活物質は、五酸化バナジウム等のバナジウム酸塩であっても良い。バナジウム酸塩は、例えば、本願の参照文献として取り入れられている米国特許第6,322,928号および第5,567,548号に示されている。また活物質は、一フッ化炭素のような、xを0.5乃至1としたとき一般式がCFxで表される化合物であっても良い。またカソード成分は、例えばPTFE、PVDF、Kratonまたはバイトン(例えば、二フッ化ビニリデンおよび六フッ化プロピレンの共重合体)のような高分子バインダ等の結合材を含んでも良い。またカソード成分は、例えばカーボンブラック、拡張グラファイトを含む合成グラファイトもしくは天然グラファイトを含む非合成グラファイト、アセチレンメゾフェーズカーボン、コーク、グラファイト化カーボンナノ繊維、またはポリアセチレン半導体のような炭素源を含んでも良い。
【0016】
カソードは、カソード活物質がコーティングされた、あるいは成膜された集電板を有する。集電板は、正のリード部28と接する領域と、活物質と接する第2の領域とを有する。集電板は、正のリード部28と活物質の間を電気的に導通させる役割を果たす。集電板は、高強度で良好な導電性(すなわち低い抵抗率)を有する材料で構成され、例えばステンレス鋼、チタン、アルミニウムまたはアルミニウム合金である。より好適には、集電板は、例えば50MPaを超える高い降伏強度、および例えば100MPaを超える高い引張強度、および例えば10-4Ωcm未満または10-5Ωcm未満の低抵抗率を有する材料で構成されることが好ましい。アルミニウムまたはアルミニウム合金の集電板は、ステンレス鋼またはチタンに比べて、低コストで抵抗率が低い。
【0017】
通常アルミニウムまたはアルミニウム合金は、材料に含まれる他の元素によって、複数の系にグループ分けされる。例えば1000系アルミニウムは、ほぼ純粋なアルミニウムであり、2000系のアルミニウム合金は、主としてアルミニウムと銅を含み、6000系のアルミニウム合金は、主としてアルミニウム、マグネシウムおよびシリコンを含み、7000系のアルミニウム合金は、主としてアルミニウムと亜鉛を含む。1000系、2000系、3000系、5000系、6000系または7000系のアルミニウム合金は、集電板あるいは正のリード部に適している。特に、アルミニウム合金は、2024、6061または7075アルミニウム合金であっても良い。いくつかのアルミニウム系材料の成分は、表1に示されている。他のアルミニウム合金の成分は、例えば、メタルハンドブック、2巻、特性と選択:非鉄合金および特殊用途材料、ASMインターナショナル第10版、1990年、から得ることができる。この文献は、本願の参照文献として取り入れられている。
【0018】
【表1】
集電板の一つの形態は、不繊布延伸金属フォイルのような延伸された金属スクリーンまたは格子である。ステンレス鋼、アルミニウムまたはアルミニウム合金の格子は、Dexmet社(コネチカット州、ブランフォード)から入手することができる。アルミニウムまたはアルミニウム合金で構成される格子は、軽量、低コストであり電気抵抗が低く、ステンレス鋼と同等の強度を有する。電池の最終処理において使用することができるよう、格子は、カソード製造時に加わる応力に耐えることが好ましく、例えば1インチ幅のサンプルの場合、2.5ポンド/インチ(45.5kg/m)または5ポンド/インチ(91kg/m)を越えるような高い降伏強度、および例えば1インチ幅のサンプルの場合、5ポンド/インチ(91kg/m)または7ポンド/インチ(127.3kg/m)を越えるような高い引張強度を有する。降伏強度は、集電板がある程度変形するまでに集電板に負荷された最大引張応力であり、例えば初期の長さが22インチのサンプルにおいて、1.14インチ伸びるときの最大引張応力である。引張強度は、集電板が破断するまでに負荷される最大引張応力である。
【0019】
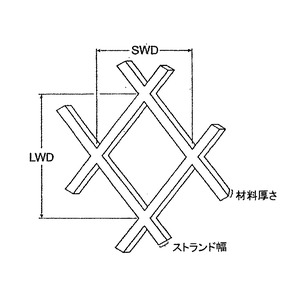
格子の機械的および電気的な特性、例えば硬度、降伏強度、引張強度及び抵抗率は、格子成分、材料厚さ、より幅(ストランド幅)ならびに格子の長辺寸法(LWD)および短辺寸法(SWD)よって変化する。格子のLWDおよびSWDは、格子の流れ方向に依存する。図2には、格子および該格子の各種寸法を示す。格子のLWD側の導電率は、格子のSWD側の導電率とは異なる。また熱処理、平坦化、引張り等の格子の処理も、機械的特性に影響を及ぼす。アニールまたは熱処理は、材料の硬度および熱的性質を変化させる。ローラ間に格子を通して平坦化処理を行うことにより、格子の厚さが薄くなるとともに格子が平坦化され、ひずみ硬化によって硬度が上昇する。ある条件では、T3、H36またはH38テンパー処理が好ましい。格子の引張り処理には、格子寸法を変化させるような力を負荷することが含まれ、例えばSWDが増大する。格子寸法を変化させる処理によって、格子の通電経路が変化するため、流れ方向および/または断面方向の抵抗率が変化する。格子の引張り処理は、材料塑性を低下させ、材料の引張強度が向上する。過度に格子の引張り処理を行うと、可撓性が低下し、脆性が高まる。
【0020】
通常の場合、カソードは、集電板にカソード材料をコーティングすることによって形成され、その後コーティングされた集電板は、乾燥され、カレンダ処理される。カソード材料は、活物質と、結合材、溶媒/水および炭素源のような他の成分とを混合することによって調製される。集電板は、チタン、ステンレス鋼、アルミニウムまたはアルミニウム合金等の金属を含む。集電板は、延伸された金属格子であっても良い。
【0021】
カソード材料を形成する場合、二酸化マンガン等の活物質に、グラファイトおよび/またはアセチレンブラック等の炭素が添加され、これらを少量の水で十分に混合して撹拌混合物が形成される。撹拌混合物中の全炭素量は、1%から10%の間であり、例えば5%から7.5%の範囲である。撹拌混合物中の水の量は、5%未満であり、例えば1%から3%の範囲である。水/高分子混合物からなる、例えば水/ポリビニルアルコール溶液のような結合材が、撹拌混合物に添加される。結合材は、高分子の重量比で10%未満であり、例えば5%から7.5%の範囲である。撹拌混合物と結合材には、さらに、例えばポリテトラフルオロエチレン水溶液(例えばテフロン(登録商標)30)のような高分子サスペンションが添加され、撹拌され、カソードスラリーが調製される。
【0022】
次にスラリーが充填されたタンクに集電板を浸漬させることにより、集電板にカソードスラリーが塗布される。スラリーは、塗布の前に撹拌される。集電板をタンクに通した後、過剰なスラリーは、集電板上のスラリーが所望の厚さになるように定められた一定の隙間を形成するブレードの間に、集電板を通過させることにより除去される。コーティングされた集電板は、加熱オーブンに通すことにより乾燥される。乾燥後に、コーティングされた集電板は、ロールの間に通されてカレンダ処理され、所望の厚さに圧縮される。カレンダ処理後の最終厚さは、10乃至30ミル(0.254乃至0.762mm)の範囲であり、例えば12乃至20ミル(0.305乃至0.508mm)の範囲である。カレンダ処理によって、格子の強度が増し、格子が、5乃至40%延びる。集電板は、カレンダ処理に耐えるため、高い降伏強度を有することが必要である。カソードのポロシティは、カレンダ処理されるカソードの最終厚さを調整することによって制御される。カレンダ処理の後、被コーティング集電板は、所望の寸法に切断される。所望の寸法に切断されたカソードの一端には、カソード材料が存在せず、正のリード部と接触させる集電板の領域が形成される。そのような端部処理の後、カソードは、循環大気雰囲気において、100から250℃の温度で30から180分の間の所定の時間熱処理される。全体の時間は、10時間を超えない。さらにカソードは、セル組み立て用のドライルームに移す前に、100から250℃の温度の真空下で乾燥される。最終集電板上のカソード材料の量は、80から140mg/cm2の範囲である。
【0023】
円筒状セルでは、アノードおよびカソードは、ロールの一端から軸方向に延伸するカソード集電板の一部に、相互に螺旋状に巻き付けられる。ロールから延伸する集電板の前記部分には、カソード活物質が存在しない。集電板を外部接続部と接続させるため、集電板の露出端部は、外部電池接続部と電気的に接続された金属タブに溶接される。格子は、流れ方向、引張り方向、流れ方向と垂直な方向、または引張り方向と垂直な方向に巻き回される。タブは、格子とタブの組立体の導電性が最小となるように格子に溶接される。あるいは、集電板の露出端部は、外部電池接続部と電気的に接続された正のリード部と機械的に(すなわち溶接以外の方法で)接続される。機械的接続部を有するセルでは、溶接接続部を有するセルに比べて、必要部品数が少なくなり、製造ステップが減少する。ドームまたはクラウンを形成して、円筒状セルの中心に対応するロール軸の上部にクラウンの最も高い部分が来るように、露出格子がロールの中央方向に曲げられている場合、機械的接続は、より有益である。このクラウン配置では、定形されていない場合に比べて、ストランドがより緻密に配置された格子が得られる。クラウンは、順番に折り畳まれ、クラウンの寸法が正確に制御される。
【0024】
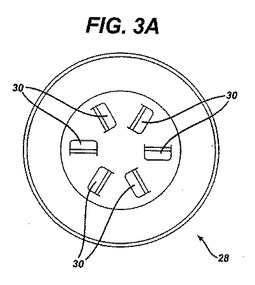
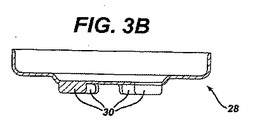
正のリード部28は、ステンレス鋼、アルミニウムまたはアルミニウム合金であっても良い。アルミニウムまたはアルミニウム合金製の正のリード部は、ステンレス製の正のリード部に比べて、軽量で低コストであり、電気抵抗が低い。正のリード部は、環状であり、円筒と同軸に配置されても良い。また正のリード部は、集電板と係合される、カソードの方向に延伸する半径方向の延伸部を有しても良い。延伸部は、環状(例えば円または楕円)、矩形状、三角形状または別の形状である。正のリード部は、異なる形状の延伸部を有しても良い。正のリード部と集電板は、電気的に接続される。集電板と正のリード部の両方は、アルミニウムを含むことが好ましい。正のリード部と集電板の間の電気的接続は、機械的な接続によって行われる。あるいは、正のリード部と集電板は、相互に溶接されても良い。電池が硬質表面に落下した際など、突発的な衝撃を受けた際に、機械的な接続にロバスト性を与えること、換言すれば、機械的な(さらには電気的な)接続部分を残すことは重要である。正のリード部は、例えばクラウンのような、該正のリード部の平坦表面からカソードの方向に突出する延伸部を有し、延伸部は、集電板と機械的に係合する。正のリード部が1または2以上の延伸部を有する場合、電池のロバスト性が高まる。すなわち硬質表面への落下の際の衝撃に対して、電池が受ける影響が小さくなる。延伸部は、相補的な形状を有する冶具を平坦な面にプレス処理することにより形成される。正のリード部は、1または2以上の延伸部を有し、例えば4、5、6または7以上の延伸部を有する。図3Aおよび3Bには、6つの延伸部30を有する正のリード部28を示す。図3Aには、正のリード部の底面図(すなわち、集電板と接する表面側の図)を示し、図3Bには、側面図を示す。
【0025】
正のリード部とカソード集電板は、電気的に接続される。電気的な接続は、正のリード部と集電板間の機械的な接続によって得られても良い。正のリード部および集電板の組成に応じて、機械的接続は、ステンレス製−ステンレス鋼接続、アルミニウム−ステンレス鋼接続またはアルミニウム−アルミニウム接続としても良い。アルミニウム−アルミニウム接続の電気抵抗は、ステンレス鋼−ステンレス鋼接続、またはアルミニウム−ステンレス鋼接続に比べて低い。アルミニウム−アルミニウム接続では、アルミニウム−ステンレス鋼接続に比べて、例えばユーザー落下試験に対する電池の耐性によって測定される電池のロバスト性が向上する。
(実施例1)
5つの金属格子を用いて、格子を引張る方向に沿った流れ方向(MD)と、流れ方向と垂直な水平方向(TD)との両方における引張強度、降伏強度、および抵抗率を測定した。コーティングおよびカレンダ処理後、格子の厚さと伸びを測定した。格子は、1145アルミニウム(Al 1145)、6061アルミニウム合金(Al 6061)または316Lステンレス鋼(SUS316L)で構成した。表2に示すように、6061アルミニウム合金の格子は、1145アルミニウム合金よりも高い降伏強度および引張強度を示した。
【0026】
【表2】
(実施例2)
6061アルミニウム合金格子を含む集電板を有するカソードを調整し、タブ付きセル(すなわち、集電板が溶接により外部接続部に接続されたセル)内に組み付けた。カソードは、表3に示す特性を示した。±1%の精度で電圧測定が可能なインピーダンス計を用いて、周波数を1000Hzに設定し、周囲条件においてインピーダンスを測定した。定電流3Aで0.5秒間のセルの放電直後に、閉回路電圧を測定した。
【0027】
【表3】
(実施例3)
重量が500gの6061アルミニウム合金製の12cmストリップを用いて、3種類の異なる金属―金属接続における接触抵抗を測定した。6061アルミニウム合金の2つのサンプル間の接触抵抗は、29±5ミリΩであり、2つのステンレス鋼間の接続の場合の265±28ミリΩ、およびステンレス鋼と6061アルミニウム合金間の接続の場合の372±64ミリΩ、に比べて、一桁小さかった。
(実施例4)
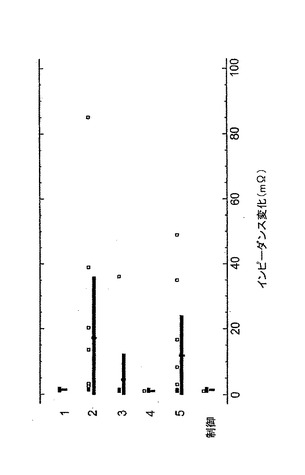
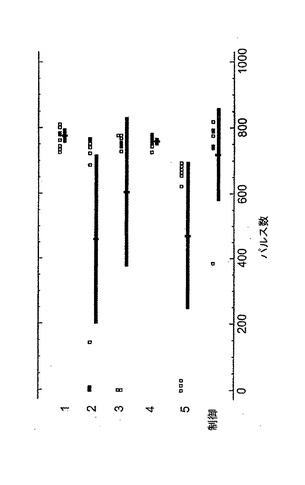
集電板と正のリード部の材料の各種組み合わせにより、一連の2/3Aセルを構成した。集電板は、Al6061(引張処理済、未引張処理)、316ステンレス鋼(SUS316)であった。正のリード部は、Al1145であった。表4を参照のこと。集電板―正のリード部の接続のロバスト性を求めるため、落下試験前後の各種類のセルのインピーダンス、閉回路電圧、および高機能カメラ(HEC)試験特性を測定した。落下試験では、1mの高さから硬質コンクリート表面に、セルを6回(上部、底部、側部の各々の向きから2回ずつ)落下させた。±1%の精度で電圧測定が可能なインピーダンス計を用いて、周波数を1000Hzに設定し、周囲条件でインピーダンス測定を行った。落下試験後の各種セルにおいて測定されたインピーダンス変化を図4に示す。3Aの定電流で0.5秒間のセルの放電直後に、閉回路電圧を測定した。各種セルの落下試験前後の閉回路電圧を表4に示す。HEC試験は、高性能カメラでの放電状態を模擬している。セルを用いて、1.8Aの電流で3秒間放電後、7秒間放置することを繰り返した。放電期間の最後の電圧値を記録した。放電−放置サイクルは、セルが所定のカットオフ電圧に到達するまで繰り返した。2.2Vおよび2.0Vのカットオフ電圧までのパルス数は、それぞれ図5、6に示されている。得られた結果をまとめて表4に示す。図4、5および6において、四角のシンボルは、個々のセルの特性を示しており、垂直バーは各種セルの平均を示し、水平バーは、各種セルの標準偏差を示している。表4の第1列目に示したセル数は、図4、5および6の数字に対応している。あるケースでは、正のリード部が、カソードに向かって突出する延伸部を有するものに変更され、これは表4では「ext」で示されている。「DB」の表記は、格子が引張処理されたことを示している。「DDB」の表記は、格子に「DB」で示された格子よりも多くの引張処理がなされたことを示している。
【0028】
【表4】
(実施例5)
集電板と正のリード部の材料の各種組み合わせにより、一連の2/3Aセルを構成し、前述の落下試験を実施した。集電板は、Al6061または316Lステンレス鋼である。正のリード部は、Al3003、Al5052 H36または316Lステンレス鋼である。落下試験前後のセルの閉回路電圧を測定した。表5を参照のこと。
【0029】
【表5】
多くの実施例について示した。ただし、各種変更が可能であることに留意する必要がある。従って、他の実施例は、本願の特許請求の範囲に含まれる。
【図面の簡単な説明】
【0030】
【図1】電池の概略図である。
【図2】格子の概略図である。
【図3A】電池の正のリード部の概略図である。
【図3B】電池の正のリード部の概略図である。
【図4】落下試験後の電池のインピーダンス変化を示すグラフである。
【図5】落下試験後の電池の特性を示すグラフである。
【図6】落下試験後の電池の特性を示すグラフである。
【技術分野】
【0001】
本発明は、アルミニウム部材を含む電池に関する。
【背景技術】
【0002】
通常電池は、電気エネルギー源として使用される。電池は、一般にアノードと呼ばれる負極と、一般にカソードと呼ばれる正極とを含む。アノードは、酸化される活物質を有し、カソードは、還元される活物質を有する。アノード活物質は、カソード活物質を還元することができる。
【0003】
電池が装置内の電気エネルギー源として使用される際には、アノードとカソードが電気的に接続されることにより、装置を通って電子が流れ、それぞれの極で酸化および還元反応が生じ、電力が提供される。アノードおよびカソードと接する電解質は、電極間のセパレータを通過し得るイオンを含んでおり、これにより放電時の電池全体の電気的中性が維持される。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明では、一次リチウム電池用のカソードを製造する方法を提供することを課題とする。
【課題を解決するための手段】
【0005】
通常の場合、一次リチウム電池は、アルミニウムを含む正のリード部を有する。正のリード部は、電池のカソードと電気的に接している。カソードは、アルミニウムを含む集電板を有する。
【0006】
ある態様では、一次リチウム電池用のカソードを製作する方法は、アルミニウムを含む延伸された金属格子に、カソード活物質を含む成分をコーティングするステップを有する。別の態様では、電池用のカソードを製作する方法は、アルミニウム合金を含む延伸された金属格子に、カソード活物質を含む成分をコーティングするステップであって、前記カソード活物質は、炭素源および結合材を含む、ステップと、該コーティングするステップの後に、前記格子を乾燥するステップと、該乾燥するステップの後に、前記格子を20ミル(0.508mm)未満の厚さにカレンダ処理するステップと、該カレンダ処理するステップの後に、前記格子の寸法を調整するステップと、該寸法を調整するステップの後に、前記格子の端部を清浄化するステップと、該清浄化するステップの後に、前記格子を熱処理するステップと、該格子を熱処理するステップの後に、前記格子を真空下で乾燥するステップと、を有する。
【0007】
前記成分は、スラリーであっても良い。前記カソード活物質は、二酸化マンガン、一フッ化炭素、ポリカーボンモノフルオライド、フッ化グラファイトもしくはCFx等のフッ化炭素、二硫化鉄またはバナジウム酸塩を含んでも良い。前記成分は、炭素源を含んでも良い。炭素源は、炭素繊維、グラファイトおよびアセチレンカーボンまたはこれらの組み合わせであっても良い。前記成分は、結合材を含んでも良い。結合材は、有機高分子を含んでも良い。結合材は、ポリ(テトラフルオロエチレン)、ポリ(ビニルアルコール)またはこれらの組み合わせを含んでも良い。前記格子は、1000系のアルミニウム、2000系のアルミニウム合金、3000系のアルミニウム合金、5000系のアルミニウム合金、6000系のアルミニウム合金または7000系のアルミニウム合金を含んでも良い。前記格子は、重量比で0乃至0.4%のクロム、重量比で0.01乃至6.8%の銅、重量比で0.05乃至1.3%の鉄、重量比で0.1乃至7%のマグネシウム、重量比で0乃至2%のマンガン、重量比で0乃至2%のシリコン、重量比で0.25%未満のチタン、重量比で0乃至2.3%のニッケルおよび重量比で0乃至8.2%の亜鉛を含むアルミニウム合金を含んでも良い。前記格子は、100mΩ/cm未満の抵抗率、または10mΩ/cm未満の抵抗率を有しても良い。
【0008】
前記格子は、コーティング前に引張り処理されても良い。前記格子は、コーティング後に乾燥されても良い。前記格子は、乾燥後にカレンダ処理されても良い。カレンダ処理するステップは、前記格子を隙間に通すステップを有しても良い。前記格子は、厚さが25ミル(0.635mm)未満であっても良い。前記格子は、カレンダ処理するステップの後に熱処理されても良い。前記格子は、熱処理後に真空下で乾燥されても良い。アルミニウムを含む正のリード部を有する一次リチウム電池は、例えばステンレス鋼等の異なる材料の正のリード部を有する電池に比べてインピーダンスが低い。アルミニウムを含む集電板と、アルミニウムを含む正のリード部との組み合わせでは、アルミニウムを含む集電板とステンレス鋼の正のリード部との組み合わせに比べて、電池の耐食性および導電性が向上する。アルミニウムまたはアルミニウム合金は、ステンレス鋼に比べて安価である。
【発明を実施するための最良の形態】
【0009】
以下、1または2以上の実施例の詳細を、添付図面を参照して説明する。他の特徴、目的および利点は、以下の記載、図面および特許請求の範囲の記載から明らかになろう。
【0010】
図1を参照すると、一次リチウム電気化学セル10は、負のリード部14に電気的に接続されたアノード12と、クラウン18に電気的に接続されたカソード16と、セパレータ20と、電解質とを有する。アノード12、カソード16、セパレータ20および電解質は、ハウジング22内に収容されている。電解質は、溶媒系および該溶媒系に少なくとも一部が溶解した塩を含む溶液である。ハウジング22の一端は、正の外部接続部24と、気密および流体密閉シールを提供する円形絶縁ガスケット26とで封止されている。クラウン18および正のリード部28は、カソード16を正の外部接続部24に接続する。正の外部接続部24の内側には、安全弁が設置されており、電池10内部の圧力がある所定の値を超えた際に、その圧力が低下するように設計されている。ある条件では、正のリード部は、円形または環状であり、円筒と同軸に配置され、カソードの方向に延伸する半径方向の突起を有する。電気化学セル10は、例えば、円筒状巻き付けセル、ボタン型もしくはコイン状セル、角形セル、硬質積層セルまたは可撓性袋状、包囲状もしくはバッグ状セルである。
【0011】
アノード12は、リチウム、ナトリウム、カリウム、カルシウム、マグネシウムまたはそれらの合金等のアルカリおよびアルカリ土類金属を含む。アノードは、アルカリもしくはアルカリ土類金属と別の金属の合金、または、例えばアルミニウムのような他の金属を含む。リチウムを含むアノードは、リチウム元素、リチウム合金またはこれらの組み合わせであっても良い。
【0012】
電解質は、溶媒および塩を含む非水溶液系電解質溶液であっても良い。塩は、アルカリまたはアルカリ土類金属塩であり、例えばリチウム塩、ナトリウム塩、カリウム塩、マグネシウム塩またはこれらの組み合わせである。リチウム塩の一例としては、六フッ化リン酸リチウム、四フッ化ホウ酸リチウム、ヘキサフルオロヒ酸リチウム、過塩素酸リチウム、ヨウ化リチウム、臭化リチウム、テトラクロロアルミン酸リチウム、トリフルオロメタンスルフォン酸リチウム、LiN(CF3SO2)2、およびLiB(C6H4O2)2である。過塩素酸リチウムのような過塩素酸塩が電解質に添加されると、セル内の、例えば集電板等のアルミニウムまたはアルミニウム合金の腐食が抑制される。電解質溶液中の塩濃度は、0.01モルから3モルの範囲であり、特に0.5モルから1.5モルの間であることが好ましく、ある実施例では、1モルである。
【0013】
溶媒は、有機溶媒であっても良い。有機溶媒の一例は、炭酸塩、エーテル、エステル、ニトリルおよびリン酸塩である。炭酸塩の一例としては、エチレンカーボネート、プロピレンカーボネート、ジエチルカーボネートおよびエチルメチルカーボネートがある。エーテルの一例としては、ジエチルエーテル、ジメチルエーテル、ジメトキシエタンおよびジエトキシエタンが含まれる。エステルの一例には、プロピオン酸メチル、プロピオン酸エチル、酪酸メチルおよびγ−ブチロラクトンがある。ニトリルの一例には、アセトニトリルが含まれる。リン酸塩の一例には、トリエチルフォスフェートおよびトリメチルフォスフェートが含まれる。電解質は、高分子電解質であっても良い。
【0014】
セパレータ20は、リチウム一次電池または二次電池用のセパレータとして使用される、いかなるセパレータ材料で構成されても良い。例えば、セパレータ20は、ポリプロピレン、ポリエチレン、ポリテトラフルオロエチレン、ポリアミド(例えばナイロン)、ポリサルフォン、ポリ塩化ビニルまたはこれらの組み合わせで構成される。セパレータ20は、厚さが約12ミクロンから約75ミクロンであり、12から約37ミクロンの範囲であることがより好ましい。セパレータ20は、アノード12およびカソード16と同様の寸法に切断され、図1に示すように、両電極の間に設置されても良い。アノード、セパレータおよびカソードは、特に円筒状セルに使用される場合には、相互に巻き回される。次にアノード12、カソード16およびセパレータ20は、ニッケル、ニッケルメッキ鋼、ステンレス鋼、アルミニウムクラッドステンレス鋼、アルミニウムもしくはアルミニウム合金等の金属、またはポリ塩化ビニル、ポリプロピレン、ポリサルフォン、ABSもしくはポリアミド等のプラスチック等で構成されるハウジング22の内部に設置される。アノード12、カソード16およびセパレータ20を収容するハウジング22は、電解質溶液が充填された後に、正の外部接続部24および円形絶縁ガスケット26を用いて密閉シールされる。
【0015】
カソード16は、電池10の放電時にアルカリ金属イオンが挿入する、カソード活物質を含む成分を有する。この活物質は、例えば金属酸化物、ハロゲン化物、カルコゲナイドである;あるいは、活物質は、硫黄、有機硫黄高分子または導電性高分子である。特定の実施例では、二酸化マンガン、三フッ化コバルト、硫化モリブデン、二硫化鉄、塩化チオニル、三酸化モリブデン、硫黄、(C6H5N)nおよび(S3N2)n、ただしnは少なくとも2、である。活物質は、五酸化バナジウム等のバナジウム酸塩であっても良い。バナジウム酸塩は、例えば、本願の参照文献として取り入れられている米国特許第6,322,928号および第5,567,548号に示されている。また活物質は、一フッ化炭素のような、xを0.5乃至1としたとき一般式がCFxで表される化合物であっても良い。またカソード成分は、例えばPTFE、PVDF、Kratonまたはバイトン(例えば、二フッ化ビニリデンおよび六フッ化プロピレンの共重合体)のような高分子バインダ等の結合材を含んでも良い。またカソード成分は、例えばカーボンブラック、拡張グラファイトを含む合成グラファイトもしくは天然グラファイトを含む非合成グラファイト、アセチレンメゾフェーズカーボン、コーク、グラファイト化カーボンナノ繊維、またはポリアセチレン半導体のような炭素源を含んでも良い。
【0016】
カソードは、カソード活物質がコーティングされた、あるいは成膜された集電板を有する。集電板は、正のリード部28と接する領域と、活物質と接する第2の領域とを有する。集電板は、正のリード部28と活物質の間を電気的に導通させる役割を果たす。集電板は、高強度で良好な導電性(すなわち低い抵抗率)を有する材料で構成され、例えばステンレス鋼、チタン、アルミニウムまたはアルミニウム合金である。より好適には、集電板は、例えば50MPaを超える高い降伏強度、および例えば100MPaを超える高い引張強度、および例えば10-4Ωcm未満または10-5Ωcm未満の低抵抗率を有する材料で構成されることが好ましい。アルミニウムまたはアルミニウム合金の集電板は、ステンレス鋼またはチタンに比べて、低コストで抵抗率が低い。
【0017】
通常アルミニウムまたはアルミニウム合金は、材料に含まれる他の元素によって、複数の系にグループ分けされる。例えば1000系アルミニウムは、ほぼ純粋なアルミニウムであり、2000系のアルミニウム合金は、主としてアルミニウムと銅を含み、6000系のアルミニウム合金は、主としてアルミニウム、マグネシウムおよびシリコンを含み、7000系のアルミニウム合金は、主としてアルミニウムと亜鉛を含む。1000系、2000系、3000系、5000系、6000系または7000系のアルミニウム合金は、集電板あるいは正のリード部に適している。特に、アルミニウム合金は、2024、6061または7075アルミニウム合金であっても良い。いくつかのアルミニウム系材料の成分は、表1に示されている。他のアルミニウム合金の成分は、例えば、メタルハンドブック、2巻、特性と選択:非鉄合金および特殊用途材料、ASMインターナショナル第10版、1990年、から得ることができる。この文献は、本願の参照文献として取り入れられている。
【0018】
【表1】
集電板の一つの形態は、不繊布延伸金属フォイルのような延伸された金属スクリーンまたは格子である。ステンレス鋼、アルミニウムまたはアルミニウム合金の格子は、Dexmet社(コネチカット州、ブランフォード)から入手することができる。アルミニウムまたはアルミニウム合金で構成される格子は、軽量、低コストであり電気抵抗が低く、ステンレス鋼と同等の強度を有する。電池の最終処理において使用することができるよう、格子は、カソード製造時に加わる応力に耐えることが好ましく、例えば1インチ幅のサンプルの場合、2.5ポンド/インチ(45.5kg/m)または5ポンド/インチ(91kg/m)を越えるような高い降伏強度、および例えば1インチ幅のサンプルの場合、5ポンド/インチ(91kg/m)または7ポンド/インチ(127.3kg/m)を越えるような高い引張強度を有する。降伏強度は、集電板がある程度変形するまでに集電板に負荷された最大引張応力であり、例えば初期の長さが22インチのサンプルにおいて、1.14インチ伸びるときの最大引張応力である。引張強度は、集電板が破断するまでに負荷される最大引張応力である。
【0019】
格子の機械的および電気的な特性、例えば硬度、降伏強度、引張強度及び抵抗率は、格子成分、材料厚さ、より幅(ストランド幅)ならびに格子の長辺寸法(LWD)および短辺寸法(SWD)よって変化する。格子のLWDおよびSWDは、格子の流れ方向に依存する。図2には、格子および該格子の各種寸法を示す。格子のLWD側の導電率は、格子のSWD側の導電率とは異なる。また熱処理、平坦化、引張り等の格子の処理も、機械的特性に影響を及ぼす。アニールまたは熱処理は、材料の硬度および熱的性質を変化させる。ローラ間に格子を通して平坦化処理を行うことにより、格子の厚さが薄くなるとともに格子が平坦化され、ひずみ硬化によって硬度が上昇する。ある条件では、T3、H36またはH38テンパー処理が好ましい。格子の引張り処理には、格子寸法を変化させるような力を負荷することが含まれ、例えばSWDが増大する。格子寸法を変化させる処理によって、格子の通電経路が変化するため、流れ方向および/または断面方向の抵抗率が変化する。格子の引張り処理は、材料塑性を低下させ、材料の引張強度が向上する。過度に格子の引張り処理を行うと、可撓性が低下し、脆性が高まる。
【0020】
通常の場合、カソードは、集電板にカソード材料をコーティングすることによって形成され、その後コーティングされた集電板は、乾燥され、カレンダ処理される。カソード材料は、活物質と、結合材、溶媒/水および炭素源のような他の成分とを混合することによって調製される。集電板は、チタン、ステンレス鋼、アルミニウムまたはアルミニウム合金等の金属を含む。集電板は、延伸された金属格子であっても良い。
【0021】
カソード材料を形成する場合、二酸化マンガン等の活物質に、グラファイトおよび/またはアセチレンブラック等の炭素が添加され、これらを少量の水で十分に混合して撹拌混合物が形成される。撹拌混合物中の全炭素量は、1%から10%の間であり、例えば5%から7.5%の範囲である。撹拌混合物中の水の量は、5%未満であり、例えば1%から3%の範囲である。水/高分子混合物からなる、例えば水/ポリビニルアルコール溶液のような結合材が、撹拌混合物に添加される。結合材は、高分子の重量比で10%未満であり、例えば5%から7.5%の範囲である。撹拌混合物と結合材には、さらに、例えばポリテトラフルオロエチレン水溶液(例えばテフロン(登録商標)30)のような高分子サスペンションが添加され、撹拌され、カソードスラリーが調製される。
【0022】
次にスラリーが充填されたタンクに集電板を浸漬させることにより、集電板にカソードスラリーが塗布される。スラリーは、塗布の前に撹拌される。集電板をタンクに通した後、過剰なスラリーは、集電板上のスラリーが所望の厚さになるように定められた一定の隙間を形成するブレードの間に、集電板を通過させることにより除去される。コーティングされた集電板は、加熱オーブンに通すことにより乾燥される。乾燥後に、コーティングされた集電板は、ロールの間に通されてカレンダ処理され、所望の厚さに圧縮される。カレンダ処理後の最終厚さは、10乃至30ミル(0.254乃至0.762mm)の範囲であり、例えば12乃至20ミル(0.305乃至0.508mm)の範囲である。カレンダ処理によって、格子の強度が増し、格子が、5乃至40%延びる。集電板は、カレンダ処理に耐えるため、高い降伏強度を有することが必要である。カソードのポロシティは、カレンダ処理されるカソードの最終厚さを調整することによって制御される。カレンダ処理の後、被コーティング集電板は、所望の寸法に切断される。所望の寸法に切断されたカソードの一端には、カソード材料が存在せず、正のリード部と接触させる集電板の領域が形成される。そのような端部処理の後、カソードは、循環大気雰囲気において、100から250℃の温度で30から180分の間の所定の時間熱処理される。全体の時間は、10時間を超えない。さらにカソードは、セル組み立て用のドライルームに移す前に、100から250℃の温度の真空下で乾燥される。最終集電板上のカソード材料の量は、80から140mg/cm2の範囲である。
【0023】
円筒状セルでは、アノードおよびカソードは、ロールの一端から軸方向に延伸するカソード集電板の一部に、相互に螺旋状に巻き付けられる。ロールから延伸する集電板の前記部分には、カソード活物質が存在しない。集電板を外部接続部と接続させるため、集電板の露出端部は、外部電池接続部と電気的に接続された金属タブに溶接される。格子は、流れ方向、引張り方向、流れ方向と垂直な方向、または引張り方向と垂直な方向に巻き回される。タブは、格子とタブの組立体の導電性が最小となるように格子に溶接される。あるいは、集電板の露出端部は、外部電池接続部と電気的に接続された正のリード部と機械的に(すなわち溶接以外の方法で)接続される。機械的接続部を有するセルでは、溶接接続部を有するセルに比べて、必要部品数が少なくなり、製造ステップが減少する。ドームまたはクラウンを形成して、円筒状セルの中心に対応するロール軸の上部にクラウンの最も高い部分が来るように、露出格子がロールの中央方向に曲げられている場合、機械的接続は、より有益である。このクラウン配置では、定形されていない場合に比べて、ストランドがより緻密に配置された格子が得られる。クラウンは、順番に折り畳まれ、クラウンの寸法が正確に制御される。
【0024】
正のリード部28は、ステンレス鋼、アルミニウムまたはアルミニウム合金であっても良い。アルミニウムまたはアルミニウム合金製の正のリード部は、ステンレス製の正のリード部に比べて、軽量で低コストであり、電気抵抗が低い。正のリード部は、環状であり、円筒と同軸に配置されても良い。また正のリード部は、集電板と係合される、カソードの方向に延伸する半径方向の延伸部を有しても良い。延伸部は、環状(例えば円または楕円)、矩形状、三角形状または別の形状である。正のリード部は、異なる形状の延伸部を有しても良い。正のリード部と集電板は、電気的に接続される。集電板と正のリード部の両方は、アルミニウムを含むことが好ましい。正のリード部と集電板の間の電気的接続は、機械的な接続によって行われる。あるいは、正のリード部と集電板は、相互に溶接されても良い。電池が硬質表面に落下した際など、突発的な衝撃を受けた際に、機械的な接続にロバスト性を与えること、換言すれば、機械的な(さらには電気的な)接続部分を残すことは重要である。正のリード部は、例えばクラウンのような、該正のリード部の平坦表面からカソードの方向に突出する延伸部を有し、延伸部は、集電板と機械的に係合する。正のリード部が1または2以上の延伸部を有する場合、電池のロバスト性が高まる。すなわち硬質表面への落下の際の衝撃に対して、電池が受ける影響が小さくなる。延伸部は、相補的な形状を有する冶具を平坦な面にプレス処理することにより形成される。正のリード部は、1または2以上の延伸部を有し、例えば4、5、6または7以上の延伸部を有する。図3Aおよび3Bには、6つの延伸部30を有する正のリード部28を示す。図3Aには、正のリード部の底面図(すなわち、集電板と接する表面側の図)を示し、図3Bには、側面図を示す。
【0025】
正のリード部とカソード集電板は、電気的に接続される。電気的な接続は、正のリード部と集電板間の機械的な接続によって得られても良い。正のリード部および集電板の組成に応じて、機械的接続は、ステンレス製−ステンレス鋼接続、アルミニウム−ステンレス鋼接続またはアルミニウム−アルミニウム接続としても良い。アルミニウム−アルミニウム接続の電気抵抗は、ステンレス鋼−ステンレス鋼接続、またはアルミニウム−ステンレス鋼接続に比べて低い。アルミニウム−アルミニウム接続では、アルミニウム−ステンレス鋼接続に比べて、例えばユーザー落下試験に対する電池の耐性によって測定される電池のロバスト性が向上する。
(実施例1)
5つの金属格子を用いて、格子を引張る方向に沿った流れ方向(MD)と、流れ方向と垂直な水平方向(TD)との両方における引張強度、降伏強度、および抵抗率を測定した。コーティングおよびカレンダ処理後、格子の厚さと伸びを測定した。格子は、1145アルミニウム(Al 1145)、6061アルミニウム合金(Al 6061)または316Lステンレス鋼(SUS316L)で構成した。表2に示すように、6061アルミニウム合金の格子は、1145アルミニウム合金よりも高い降伏強度および引張強度を示した。
【0026】
【表2】
(実施例2)
6061アルミニウム合金格子を含む集電板を有するカソードを調整し、タブ付きセル(すなわち、集電板が溶接により外部接続部に接続されたセル)内に組み付けた。カソードは、表3に示す特性を示した。±1%の精度で電圧測定が可能なインピーダンス計を用いて、周波数を1000Hzに設定し、周囲条件においてインピーダンスを測定した。定電流3Aで0.5秒間のセルの放電直後に、閉回路電圧を測定した。
【0027】
【表3】
(実施例3)
重量が500gの6061アルミニウム合金製の12cmストリップを用いて、3種類の異なる金属―金属接続における接触抵抗を測定した。6061アルミニウム合金の2つのサンプル間の接触抵抗は、29±5ミリΩであり、2つのステンレス鋼間の接続の場合の265±28ミリΩ、およびステンレス鋼と6061アルミニウム合金間の接続の場合の372±64ミリΩ、に比べて、一桁小さかった。
(実施例4)
集電板と正のリード部の材料の各種組み合わせにより、一連の2/3Aセルを構成した。集電板は、Al6061(引張処理済、未引張処理)、316ステンレス鋼(SUS316)であった。正のリード部は、Al1145であった。表4を参照のこと。集電板―正のリード部の接続のロバスト性を求めるため、落下試験前後の各種類のセルのインピーダンス、閉回路電圧、および高機能カメラ(HEC)試験特性を測定した。落下試験では、1mの高さから硬質コンクリート表面に、セルを6回(上部、底部、側部の各々の向きから2回ずつ)落下させた。±1%の精度で電圧測定が可能なインピーダンス計を用いて、周波数を1000Hzに設定し、周囲条件でインピーダンス測定を行った。落下試験後の各種セルにおいて測定されたインピーダンス変化を図4に示す。3Aの定電流で0.5秒間のセルの放電直後に、閉回路電圧を測定した。各種セルの落下試験前後の閉回路電圧を表4に示す。HEC試験は、高性能カメラでの放電状態を模擬している。セルを用いて、1.8Aの電流で3秒間放電後、7秒間放置することを繰り返した。放電期間の最後の電圧値を記録した。放電−放置サイクルは、セルが所定のカットオフ電圧に到達するまで繰り返した。2.2Vおよび2.0Vのカットオフ電圧までのパルス数は、それぞれ図5、6に示されている。得られた結果をまとめて表4に示す。図4、5および6において、四角のシンボルは、個々のセルの特性を示しており、垂直バーは各種セルの平均を示し、水平バーは、各種セルの標準偏差を示している。表4の第1列目に示したセル数は、図4、5および6の数字に対応している。あるケースでは、正のリード部が、カソードに向かって突出する延伸部を有するものに変更され、これは表4では「ext」で示されている。「DB」の表記は、格子が引張処理されたことを示している。「DDB」の表記は、格子に「DB」で示された格子よりも多くの引張処理がなされたことを示している。
【0028】
【表4】
(実施例5)
集電板と正のリード部の材料の各種組み合わせにより、一連の2/3Aセルを構成し、前述の落下試験を実施した。集電板は、Al6061または316Lステンレス鋼である。正のリード部は、Al3003、Al5052 H36または316Lステンレス鋼である。落下試験前後のセルの閉回路電圧を測定した。表5を参照のこと。
【0029】
【表5】
多くの実施例について示した。ただし、各種変更が可能であることに留意する必要がある。従って、他の実施例は、本願の特許請求の範囲に含まれる。
【図面の簡単な説明】
【0030】
【図1】電池の概略図である。
【図2】格子の概略図である。
【図3A】電池の正のリード部の概略図である。
【図3B】電池の正のリード部の概略図である。
【図4】落下試験後の電池のインピーダンス変化を示すグラフである。
【図5】落下試験後の電池の特性を示すグラフである。
【図6】落下試験後の電池の特性を示すグラフである。
【特許請求の範囲】
【請求項1】
アルミニウムを含む延伸された金属格子に、カソード活物質を含む成分をコーティングするステップを有する、一次リチウム電池用のカソードを製作する方法。
【請求項2】
前記成分は、スラリーであることを特徴とする請求項1に記載の方法。
【請求項3】
前記カソード活物質は、二酸化マンガン、CFx、二硫化鉄またはバナジウム酸塩を含むことを特徴とする請求項1に記載の方法。
【請求項4】
前記成分は、炭素源を含むことを特徴とする請求項1に記載の方法。
【請求項5】
前記炭素源は、炭素繊維、グラファイトおよびアセチレンカーボンまたはこれらの組み合わせを含むことを特徴とする請求項4に記載の方法。
【請求項6】
前記成分は、結合材を含むことを特徴とする請求項1に記載の方法。
【請求項7】
前記結合材は、有機高分子を含むことを特徴とする請求項6に記載の方法。
【請求項8】
前記格子は、1000系のアルミニウム、2000系のアルミニウム合金、3000系のアルミニウム合金、5000系のアルミニウム合金、6000系のアルミニウム合金または7000系のアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項9】
前記格子は、6000系のアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項10】
前記格子は、重量比で0乃至0.4%のクロムを含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項11】
前記格子は、重量比で0.01乃至6.8%の銅を含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項12】
前記格子は、重量比で0.05乃至1.3%の鉄を含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項13】
前記格子は、重量比で0.1乃至7%のマグネシウムを含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項14】
前記格子は、重量比で0乃至2%のマンガンを含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項15】
前記格子は、重量比で0乃至2%のシリコンを含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項16】
前記格子は、重量比で0.25%未満のチタンを含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項17】
前記格子は、重量比で0乃至8.2%の亜鉛を含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項18】
前記格子は、重量比で0乃至2.3%のニッケルを含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項19】
前記格子は、100mΩ/cm未満の抵抗率を有することを特徴とする請求項1に記載の方法。
【請求項20】
前記格子は、10mΩ/cm未満の抵抗率を有することを特徴とする請求項1に記載の方法。
【請求項21】
さらに、前記コーティングするステップの前に、前記格子を引張り処理するステップを有することを特徴とする請求項1に記載の方法。
【請求項22】
さらに、前記コーティングするステップの前に、前記格子を平坦化処理するステップを有することを特徴とする請求項1に記載の方法。
【請求項23】
さらに、前記コーティングするステップの後に、前記格子を乾燥するステップを有することを特徴とする請求項1に記載の方法。
【請求項24】
さらに、前記乾燥するステップの後に、前記格子をカレンダ処理するステップを有することを特徴とする請求項23に記載の方法。
【請求項25】
前記カレンダ処理するステップは、前記格子を隙間に通すステップを有することを特徴とする請求項24に記載の方法。
【請求項26】
前記隙間は、厚さが25ミル未満であることを特徴とする請求項25に記載の方法。
【請求項27】
さらに、前記カレンダ処理するステップの後に、前記格子を熱処理するステップを有することを特徴とする請求項26に記載の方法。
【請求項28】
さらに、前記熱処理するステップの後に、前記格子を真空下で乾燥するステップを有することを特徴とする請求項27に記載の方法。
【請求項29】
前記成分は、スラリーであることを特徴とする請求項9に記載の方法。
【請求項30】
前記カソード活物質は、二酸化マンガン、CFx、二硫化鉄またはバナジウム酸塩を含むことを特徴とする請求項9に記載の方法。
【請求項31】
前記成分は、炭素源を含むことを特徴とする請求項9に記載の方法。
【請求項32】
前記炭素源は、炭素繊維、グラファイトおよびアセチレンカーボンまたはこれらの組み合わせを含むことを特徴とする請求項31に記載の方法。
【請求項33】
前記成分は、結合材を含むことを特徴とする請求項9に記載の方法。
【請求項34】
前記結合材は、有機高分子を含むことを特徴とする請求項31に記載の方法。
【請求項35】
さらに、前記コーティングするステップの前に、前記格子を引張り処理するステップを有することを特徴とする請求項9に記載の方法。
【請求項36】
さらに、前記コーティングするステップの前に、前記格子を平坦化処理するステップを含むことを特徴とする請求項9に記載の方法。
【請求項37】
さらに、前記コーティングするステップの前に、前記格子を乾燥するステップを含むことを特徴とする請求項9に記載の方法。
【請求項38】
さらに、前記乾燥するステップの後に、前記格子をカレンダ処理するステップを有することを特徴とする請求項37に記載の方法。
【請求項39】
前記カレンダ処理するステップは、前記格子を隙間に通すステップを有することを特徴とする請求項38に記載の方法。
【請求項40】
前記隙間は、厚さが25ミル未満であることを特徴とする請求項39に記載の方法。
【請求項41】
アルミニウム合金を含む延伸された金属格子に、炭素源、結合材およびカソード活物質を含む成分をコーティングするステップであって、前記カソード活物質は二酸化マンガンを含む、ステップと、
該コーティングするステップの後に、前記格子をカレンダ処理するステップと、
該カレンダ処理するステップの後に、前記格子を熱処理するステップと、
を有する、電池用のカソードを製作する方法。
【請求項42】
前記カレンダ処理するステップは、前記格子を隙間に通すステップを有することを特徴とする請求項41に記載の方法。
【請求項43】
前記隙間は、厚さが25ミル未満であることを特徴とする請求項42に記載の方法。
【請求項44】
さらに、前記コーティングするステップの後であって、前記カレンダ処理するステップの前に、前記格子を乾燥するステップを有することを特徴とする請求項43に記載の方法。
【請求項45】
さらに、前記カレンダ処理するステップの後に、前記格子の寸法を調整するステップを有することを特徴とする請求項41に記載の方法。
【請求項46】
さらに、前記カレンダ処理するステップの後に、前記格子の端部を清浄化するステップを有することを特徴とする請求項41に記載の方法。
【請求項47】
さらに、前記熱処理するステップの後に、前記格子を真空下で乾燥するステップを有することを特徴とする請求項41に記載の方法。
【請求項48】
前記アルミニウム合金は、2000系のアルミニウム合金、3000系のアルミニウム合金、5000系のアルミニウム合金、6000系のアルミニウム合金または7000系のアルミニウム合金であることを特徴とする請求項41に記載の方法。
【請求項49】
前記アルミニウム合金は、6000系のアルミニウム合金であることを特徴とする請求項41に記載の方法。
【請求項50】
前記アルミニウム合金は、重量比で0乃至0.4%のクロムと、重量比で0.01乃至6.8%の銅と、重量比で0.05乃至1.3%の鉄と、重量比で0.1乃至7%のマグネシウムと、重量比で0乃至2%のマンガンと、重量比で0乃至2%のシリコンと、重量比で0.25%未満のチタンと、重量比で0乃至2.3%のニッケルと、重量比で0乃至8.2%の亜鉛とを含むことを特徴とする請求項41に記載の方法。
【請求項51】
さらに、前記コーティングするステップの前に、前記格子を引張り処理するステップを有することを特徴とする請求項41に記載の方法。
【請求項52】
前記結合材は、有機高分子を含むことを特徴とする請求項41に記載の方法。
【請求項53】
前記結合材は、ポリ(テトラフルオロエチレン)、ポリ(ビニルアルコール)またはこれらの組み合わせを含むことを特徴とする請求項52に記載の方法。
【請求項54】
前記炭素源は、炭素繊維、グラファイトおよびアセチレンカーボンまたはこれらの組み合わせを含むことを特徴とする請求項41に記載の方法。
【請求項55】
前記格子は、100mΩ/cm未満の抵抗率を有することを特徴とする請求項41に記載の方法。
【請求項56】
前記格子は、10mΩ/cm未満の抵抗率を有することを特徴とする請求項41に記載の方法。
【請求項57】
アルミニウム合金を含む延伸された金属格子に、炭素源、結合材およびカソード活物質を含む成分をコーティングするステップであって、前記カソード活物質は、二酸化マンガンを含む、ステップと、
該コーティングするステップ後に、前記格子を乾燥するステップと、
該乾燥するステップの後に、前記格子を20ミル未満の厚さにカレンダ処理するステップと、
該カレンダ処理するステップ後に、前記格子の寸法を調整するステップと、
該寸法を調整するステップの後に、前記格子の端部を清浄化するステップと、
該端部を清浄化するステップの後に、前記格子を熱処理するステップと、
該熱処理するステップの後に、前記格子を真空下で乾燥するステップと、
を有する、電池用のカソードを製作する方法。
【請求項1】
アルミニウムを含む延伸された金属格子に、カソード活物質を含む成分をコーティングするステップを有する、一次リチウム電池用のカソードを製作する方法。
【請求項2】
前記成分は、スラリーであることを特徴とする請求項1に記載の方法。
【請求項3】
前記カソード活物質は、二酸化マンガン、CFx、二硫化鉄またはバナジウム酸塩を含むことを特徴とする請求項1に記載の方法。
【請求項4】
前記成分は、炭素源を含むことを特徴とする請求項1に記載の方法。
【請求項5】
前記炭素源は、炭素繊維、グラファイトおよびアセチレンカーボンまたはこれらの組み合わせを含むことを特徴とする請求項4に記載の方法。
【請求項6】
前記成分は、結合材を含むことを特徴とする請求項1に記載の方法。
【請求項7】
前記結合材は、有機高分子を含むことを特徴とする請求項6に記載の方法。
【請求項8】
前記格子は、1000系のアルミニウム、2000系のアルミニウム合金、3000系のアルミニウム合金、5000系のアルミニウム合金、6000系のアルミニウム合金または7000系のアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項9】
前記格子は、6000系のアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項10】
前記格子は、重量比で0乃至0.4%のクロムを含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項11】
前記格子は、重量比で0.01乃至6.8%の銅を含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項12】
前記格子は、重量比で0.05乃至1.3%の鉄を含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項13】
前記格子は、重量比で0.1乃至7%のマグネシウムを含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項14】
前記格子は、重量比で0乃至2%のマンガンを含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項15】
前記格子は、重量比で0乃至2%のシリコンを含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項16】
前記格子は、重量比で0.25%未満のチタンを含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項17】
前記格子は、重量比で0乃至8.2%の亜鉛を含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項18】
前記格子は、重量比で0乃至2.3%のニッケルを含むアルミニウム合金を含むことを特徴とする請求項1に記載の方法。
【請求項19】
前記格子は、100mΩ/cm未満の抵抗率を有することを特徴とする請求項1に記載の方法。
【請求項20】
前記格子は、10mΩ/cm未満の抵抗率を有することを特徴とする請求項1に記載の方法。
【請求項21】
さらに、前記コーティングするステップの前に、前記格子を引張り処理するステップを有することを特徴とする請求項1に記載の方法。
【請求項22】
さらに、前記コーティングするステップの前に、前記格子を平坦化処理するステップを有することを特徴とする請求項1に記載の方法。
【請求項23】
さらに、前記コーティングするステップの後に、前記格子を乾燥するステップを有することを特徴とする請求項1に記載の方法。
【請求項24】
さらに、前記乾燥するステップの後に、前記格子をカレンダ処理するステップを有することを特徴とする請求項23に記載の方法。
【請求項25】
前記カレンダ処理するステップは、前記格子を隙間に通すステップを有することを特徴とする請求項24に記載の方法。
【請求項26】
前記隙間は、厚さが25ミル未満であることを特徴とする請求項25に記載の方法。
【請求項27】
さらに、前記カレンダ処理するステップの後に、前記格子を熱処理するステップを有することを特徴とする請求項26に記載の方法。
【請求項28】
さらに、前記熱処理するステップの後に、前記格子を真空下で乾燥するステップを有することを特徴とする請求項27に記載の方法。
【請求項29】
前記成分は、スラリーであることを特徴とする請求項9に記載の方法。
【請求項30】
前記カソード活物質は、二酸化マンガン、CFx、二硫化鉄またはバナジウム酸塩を含むことを特徴とする請求項9に記載の方法。
【請求項31】
前記成分は、炭素源を含むことを特徴とする請求項9に記載の方法。
【請求項32】
前記炭素源は、炭素繊維、グラファイトおよびアセチレンカーボンまたはこれらの組み合わせを含むことを特徴とする請求項31に記載の方法。
【請求項33】
前記成分は、結合材を含むことを特徴とする請求項9に記載の方法。
【請求項34】
前記結合材は、有機高分子を含むことを特徴とする請求項31に記載の方法。
【請求項35】
さらに、前記コーティングするステップの前に、前記格子を引張り処理するステップを有することを特徴とする請求項9に記載の方法。
【請求項36】
さらに、前記コーティングするステップの前に、前記格子を平坦化処理するステップを含むことを特徴とする請求項9に記載の方法。
【請求項37】
さらに、前記コーティングするステップの前に、前記格子を乾燥するステップを含むことを特徴とする請求項9に記載の方法。
【請求項38】
さらに、前記乾燥するステップの後に、前記格子をカレンダ処理するステップを有することを特徴とする請求項37に記載の方法。
【請求項39】
前記カレンダ処理するステップは、前記格子を隙間に通すステップを有することを特徴とする請求項38に記載の方法。
【請求項40】
前記隙間は、厚さが25ミル未満であることを特徴とする請求項39に記載の方法。
【請求項41】
アルミニウム合金を含む延伸された金属格子に、炭素源、結合材およびカソード活物質を含む成分をコーティングするステップであって、前記カソード活物質は二酸化マンガンを含む、ステップと、
該コーティングするステップの後に、前記格子をカレンダ処理するステップと、
該カレンダ処理するステップの後に、前記格子を熱処理するステップと、
を有する、電池用のカソードを製作する方法。
【請求項42】
前記カレンダ処理するステップは、前記格子を隙間に通すステップを有することを特徴とする請求項41に記載の方法。
【請求項43】
前記隙間は、厚さが25ミル未満であることを特徴とする請求項42に記載の方法。
【請求項44】
さらに、前記コーティングするステップの後であって、前記カレンダ処理するステップの前に、前記格子を乾燥するステップを有することを特徴とする請求項43に記載の方法。
【請求項45】
さらに、前記カレンダ処理するステップの後に、前記格子の寸法を調整するステップを有することを特徴とする請求項41に記載の方法。
【請求項46】
さらに、前記カレンダ処理するステップの後に、前記格子の端部を清浄化するステップを有することを特徴とする請求項41に記載の方法。
【請求項47】
さらに、前記熱処理するステップの後に、前記格子を真空下で乾燥するステップを有することを特徴とする請求項41に記載の方法。
【請求項48】
前記アルミニウム合金は、2000系のアルミニウム合金、3000系のアルミニウム合金、5000系のアルミニウム合金、6000系のアルミニウム合金または7000系のアルミニウム合金であることを特徴とする請求項41に記載の方法。
【請求項49】
前記アルミニウム合金は、6000系のアルミニウム合金であることを特徴とする請求項41に記載の方法。
【請求項50】
前記アルミニウム合金は、重量比で0乃至0.4%のクロムと、重量比で0.01乃至6.8%の銅と、重量比で0.05乃至1.3%の鉄と、重量比で0.1乃至7%のマグネシウムと、重量比で0乃至2%のマンガンと、重量比で0乃至2%のシリコンと、重量比で0.25%未満のチタンと、重量比で0乃至2.3%のニッケルと、重量比で0乃至8.2%の亜鉛とを含むことを特徴とする請求項41に記載の方法。
【請求項51】
さらに、前記コーティングするステップの前に、前記格子を引張り処理するステップを有することを特徴とする請求項41に記載の方法。
【請求項52】
前記結合材は、有機高分子を含むことを特徴とする請求項41に記載の方法。
【請求項53】
前記結合材は、ポリ(テトラフルオロエチレン)、ポリ(ビニルアルコール)またはこれらの組み合わせを含むことを特徴とする請求項52に記載の方法。
【請求項54】
前記炭素源は、炭素繊維、グラファイトおよびアセチレンカーボンまたはこれらの組み合わせを含むことを特徴とする請求項41に記載の方法。
【請求項55】
前記格子は、100mΩ/cm未満の抵抗率を有することを特徴とする請求項41に記載の方法。
【請求項56】
前記格子は、10mΩ/cm未満の抵抗率を有することを特徴とする請求項41に記載の方法。
【請求項57】
アルミニウム合金を含む延伸された金属格子に、炭素源、結合材およびカソード活物質を含む成分をコーティングするステップであって、前記カソード活物質は、二酸化マンガンを含む、ステップと、
該コーティングするステップ後に、前記格子を乾燥するステップと、
該乾燥するステップの後に、前記格子を20ミル未満の厚さにカレンダ処理するステップと、
該カレンダ処理するステップ後に、前記格子の寸法を調整するステップと、
該寸法を調整するステップの後に、前記格子の端部を清浄化するステップと、
該端部を清浄化するステップの後に、前記格子を熱処理するステップと、
該熱処理するステップの後に、前記格子を真空下で乾燥するステップと、
を有する、電池用のカソードを製作する方法。
【図1】

【図2】
【図3A】
【図3B】
【図4】
【図5】

【図6】
【図2】
【図3A】
【図3B】
【図4】
【図5】
【図6】
【公表番号】特表2007−512670(P2007−512670A)
【公表日】平成19年5月17日(2007.5.17)
【国際特許分類】
【出願番号】特願2006−541265(P2006−541265)
【出願日】平成16年11月10日(2004.11.10)
【国際出願番号】PCT/US2004/037689
【国際公開番号】WO2005/055347
【国際公開日】平成17年6月16日(2005.6.16)
【出願人】(593093249)ザ ジレット カンパニー (349)
【Fターム(参考)】
【公表日】平成19年5月17日(2007.5.17)
【国際特許分類】
【出願日】平成16年11月10日(2004.11.10)
【国際出願番号】PCT/US2004/037689
【国際公開番号】WO2005/055347
【国際公開日】平成17年6月16日(2005.6.16)
【出願人】(593093249)ザ ジレット カンパニー (349)
【Fターム(参考)】
[ Back to top ]