
アルミニウム電解コンデンサ用電極材及びその製造方法
【課題】エッチング処理が不要で、且つ、静電容量の体積効率及び折り曲げ強度が改善された、アルミニウム電解コンデンサ用電極材及びその製造方法を提供する。
【解決手段】アルミニウム及びアルミニウム合金の少なくとも1種の粉末の焼結体及び前記焼結体を支持するアルミニウム箔基材を構成要素として含むアルミニウム電解コンデンサ用電極材であって、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記焼結体は、前記アルミニウム箔基材の片面又は両面に形成されており、前記焼結体の合計厚さは10〜1000μmであり、
(3)前記焼結体は、空孔率が35〜49体積%であり、
(4)前記焼結体は、前記アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜を圧延処理した後に焼結することにより得られる、
ことを特徴とするアルミニウム電解コンデンサ用電極材。
【解決手段】アルミニウム及びアルミニウム合金の少なくとも1種の粉末の焼結体及び前記焼結体を支持するアルミニウム箔基材を構成要素として含むアルミニウム電解コンデンサ用電極材であって、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記焼結体は、前記アルミニウム箔基材の片面又は両面に形成されており、前記焼結体の合計厚さは10〜1000μmであり、
(3)前記焼結体は、空孔率が35〜49体積%であり、
(4)前記焼結体は、前記アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜を圧延処理した後に焼結することにより得られる、
ことを特徴とするアルミニウム電解コンデンサ用電極材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウム電解コンデンサに用いられる電極材、特にアルミニウム電解コンデンサに用いられる陽極用電極材及びその製造方法に関する。
【背景技術】
【0002】
一般に、アルミニウム電解コンデンサの電極材にはアルミニウム箔が使用されている。アルミニウム箔は、エッチング処理を施すことによってエッチングピットが形成され、表面積を増大することができる。また、表面に陽極酸化処理を施すことにより、酸化皮膜が形成され、これが誘電体として機能する。このため、アルミニウム箔をエッチング処理し、その表面に使用電圧に応じた種々の電圧で酸化皮膜を形成することにより、用途に応じた各種の電解コンデンサ用アルミニウム陽極用電極材(箔)を製造することができる。
【0003】
しかしながら、エッチング処理では、塩酸中に硫酸、燐酸、硝酸等を含有する塩酸水溶液を使用しなければならない。即ち、塩酸は環境面での負荷が大きく、その処理も工程上又は経済上の負担になる。また、エッチング処理では、エッチングピットの発生が均一にならないことがあり、ピットの合体が起こり易い領域やピットの発生が起こり難い領域が生じたりし、いわゆるピット規制に関して課題がある。また、微細ピットを多数発生させると電極材の強度が弱くなるという問題もある。
【0004】
そのため、近年、エッチング処理によらずにアルミニウム箔の表面積を増大する方法の開発が望まれている。例えば、特許文献1には、蒸着法によってアルミニウム箔の表面にアルミニウムの微粉末を付着させて焼結することで、表面積を拡大させる方法が提案されている。また、特許文献2には、アルミニウム粒子を、空隙を維持しながら積層して焼結させることで表面積を拡大させる方法が提案されており、この方法によれば、エッチング処理により得られるピット面積以上の表面積が得られることも確認されている。
【0005】
しかしながら、特許文献1に記載の蒸着法では、アルミニウム微粉末を厚く付着させることが困難であるため、静電容量の向上には限界がある。またアルミニウム微粉末を適度な空間を保持して蒸着させることも困難であるため、中、高電圧向けコンデンサ用電極材の製造には不向きである。
【0006】
更に特許文献2に記載の焼結体を用いる態様では、静電容量を向上させるには焼結体を厚くすることが必要であるが、焼結体を厚くすると折り曲げ強度が低下するという問題がある。折り曲げ強度が低下すると電極材を巻回してコンデンサ素子を形成する際に電極材が破損するおそれがあり、特に折り曲げ回数(=破断に耐えた折り曲げ回数)が0回の場合には実機化成ラインを通すことも困難であり量産性が低下する。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平2−267916号公報
【特許文献2】特開2008−98279号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上述した課題に鑑みてなされたものであり、エッチング処理が不要で、且つ、静電容量の体積効率及び折り曲げ強度が改善された、アルミニウム電解コンデンサ用電極材及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者は、上記目的を達成すべく鋭意研究を進めた結果、アルミニウム及びアルミニウム合金の少なくとも1種の粉末の焼結体を、特定の製造工程を経てアルミニウム箔基材上に形成する場合には上記目的を達成できることを見出し、本発明を完成するに至った。
【0010】
本発明は、下記のアルミニウム電解コンデンサ用電極材及びその製造方法に関する。
1.アルミニウム及びアルミニウム合金の少なくとも1種の粉末の焼結体及び前記焼結体を支持するアルミニウム箔基材を構成要素として含むアルミニウム電解コンデンサ用電極材であって、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記焼結体は、前記アルミニウム箔基材の片面又は両面に形成されており、前記焼結体の合計厚さは10〜1000μmであり、
(3)前記焼結体は、空孔率が35〜49体積%であり、
(4)前記焼結体は、前記アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜を圧延処理した後に焼結することにより得られる、
ことを特徴とするアルミニウム電解コンデンサ用電極材。
2.アルミニウム電解コンデンサ用電極材を製造する方法であって、
アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜をアルミニウム箔基材の片面又は両面に積層する第1工程であって、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記皮膜は、前記アルミニウム箔基材の片面又は両面に形成されており、前記皮膜の合計厚さは10μm超過1150μm以下である第1工程と、
前記第1工程の後に前記皮膜を圧延する工程であって、圧延後の皮膜を焼結した場合に焼結体の空孔率が35〜49体積%となるように圧延する第2工程と、
前記第2工程の後に前記圧延後の皮膜を560〜660℃の温度で焼結する第3工程と、を含み、
且つ、エッチング工程を含まない、
ことを特徴とする製造方法。
3.前記第2工程は、前記皮膜を圧下率0%超過15%以下の範囲内で圧延する工程である、上記項2に記載の製造方法。
【発明の効果】
【0011】
本発明によれば、アルミニウム及びアルミニウム合金の少なくとも1種の粉末の焼結体及び前記焼結体を支持するアルミニウム箔基材を構成要素として含むアルミニウム電解コンデンサ用電極材が提供される。この電極材は、特に焼結体が特定の製造工程を経てアルミニウム箔基材上に形成されているため、静電容量の体積効率及び折り曲げ強度が従来品と比べて改善されている。従来、静電容量を高めるためには焼結体を厚くしたり焼結体の空孔率を大きくしたりすることが必要と考えられているが、本発明によれば、従来品よりも焼結体が薄く且つ焼結体の空孔率が小さいにも拘わらず、従来品と同程度の静電容量を確保できるとともに折り曲げ強度が改善されている。
【図面の簡単な説明】
【0012】
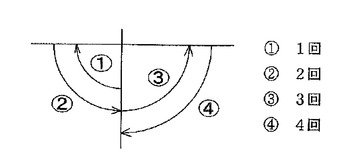
【図1】実施例の折り曲げ試験における折り曲げ回数の数え方を示す図である。
【発明を実施するための形態】
【0013】
1.アルミニウム電解コンデンサ用電極材
本発明のアルミニウム電解コンデンサ用電極材は、アルミニウム及びアルミニウム合金の少なくとも1種の粉末の焼結体及び前記焼結体を支持するアルミニウム箔基材を構成要素として含むアルミニウム電解コンデンサ用電極材であって、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記焼結体は、前記アルミニウム箔基材の片面又は両面に形成されており、前記焼結体の合計厚さは10〜1000μmであり、
(3)前記焼結体は、空孔率が35〜49体積%であり、
(4)前記焼結体は、前記アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜を圧延処理した後に焼結することにより得られる、
ことを特徴とする。
【0014】
上記特徴を有する本発明の電極材は、特に焼結体が特定の製造工程(特に圧延処理)を経てアルミニウム箔基材上に形成されているため、静電容量の体積効率及び折り曲げ強度が従来品と比べて改善されている。
【0015】
以下、電極材の各構成について説明する。
【0016】
原料のアルミニウム粉末としては、例えば、アルミニウム純度99.8重量%以上のアルミニウム粉末が好ましい。また、原料のアルミニウム合金粉末としては、例えば、珪素(Si)、鉄(Fe)、銅(Cu)、マンガン(Mn)、マグネシウム(Mg)、クロム(Cr)、亜鉛(Zn)、チタン(Ti)、バナジウム(V)、ガリウム(Ga)、ニッケル(Ni)、ホウ素(B)及びジルコニウム(Zr)等の元素の1種又は2種以上を含む合金が好ましい。アルミニウム合金中のこれらの元素の含有量は、それぞれ100重量ppm以下、特に50重量ppm以下とすることが好ましい。
【0017】
前記粉末としては、焼結前の平均粒径D50が0.5〜100μmのものを用いる。特に前記粉末の平均粒径D50が1〜15μmの場合には、中高容量のアルミニウム電解コンデンサの電極材として好適に利用することができる。
【0018】
なお、本明細書における平均粒径D50は、レーザー回折法により粒径とその粒径に該当する粒子の数を求めて得られる粒度分布曲線において全粒子数の50%目に該当する粒子の粒子径である。また、焼結後の前記粉末の平均粒径D50は、前記焼結体の断面を、走査型電子顕微鏡によって観察することによって測定する。例えば、焼結後の前記粉末は、一部が溶融又は粉末同士が繋がった状態となっているが、略円形状を有する部分は近似的に粒子とみなせる。即ち、これらの粒径とその粒径に該当する粒子の数を求めて得られる粒度分布曲線において全粒子数の50%目に該当する粒子の粒子径を焼結後の粉末の平均粒径D50とする。なお、上記で求められる焼結前の平均粒径D50と焼結後の平均粒径D50はほぼ同じである。また、焼結前に行う皮膜の圧延処理の前後における平均粒径D50も実質的に同じである。
【0019】
前記粉末の形状は、特に限定されず、球状、不定形状、鱗片状、繊維状等のいずれも好適に使用できる。特に、球状粒子からなる粉末が好ましい。
【0020】
前記粉末は、公知の方法によって製造されるものを使用することができる。例えば、アトマイズ法、メルトスピニング法、回転円盤法、回転電極法、急冷凝固法等が挙げられるが、工業的生産にはアトマイズ法、特にガスアトマイズ法が好ましい。即ち、溶湯をアトマイズすることにより得られる粉末を用いることが望ましい。
【0021】
アルミニウム電解コンデンサは、折り曲げ強度は少なくとも10回以上であることが好ましい。折り曲げ強度が10回に満たない場合には、アルミニウム電解コンデンサの製造時に焼結体に破損が生じるおそれがある。より好適には、折り曲げ回数が20回以上であることが好ましい。
【0022】
焼結体は、前記粉末どうしが互いに空隙を維持しながら焼結したものであることが好ましい。具体的には、各粉末どうしが空隙を維持しながら焼結によって繋がり、三次元網目構造を有していることが好ましい。このように多孔質焼結体とすることにより、エッチング処理を施さなくても、所望の静電容量を得ることが可能となる。
【0023】
本発明における焼結体は、アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜を圧延処理した後に焼結することにより得られるものであり、焼結体の空孔率は35〜49体積%である。皮膜を圧延処理した後に焼結することにより、焼結体の空孔率が35〜49体積%であっても良好な静電容量を確保することができる。換言すると、皮膜を圧延処理せずに焼結して空孔率を35〜49体積%とした場合には、本発明と同程度の良好な静電容量は確保することができない。よって、本発明の電極材は静電容量の体積効率が従来品よりも高い。また、皮膜を圧延処理した後に焼結することにより、圧延処理せずに焼結して空孔率を35〜49体積%とした場合と比べて、折り曲げ強度も改善することができる。
【0024】
焼結体の空孔率は、35〜49体積%であればよく、特に40〜48体積%が好ましい。本明細書における空孔率は、厚みと重量より算出した値である。空孔率は、最終的には焼結前の皮膜の圧延処理の条件により決まるが、その前段階として、例えば出発材料のアルミニウム又はアルミニウム合金の粉末の粒径、その粉末を含むペースト組成物の組成(樹脂バインダ)等により制御することもできる。本発明では、この前段階における制御と圧延処理との組み合わせにより、最終的に得られる焼結体の空孔率が35〜49体積%となるように設定する。
【0025】
焼結体はアルミニウム箔基材の片面又は両面に形成する。両面に形成する場合には、基材を挟んで焼結体を対称に配置することが好ましい。焼結体の合計厚さは10〜1000μmであり、30〜600μmが好ましい。これらの数値は、基材の片面又は両面に形成するどちらの場合にも当てはまるが、両面に形成する場合には、片面の焼結体の厚さは全体厚み(アルミニウム箔基材の厚さも含む)の1/3以上であることが好ましい。
【0026】
なお、上記焼結体の平均厚みは、マイクロメーターで7点測定し、最大値と最小値を除いた5点の平均値である。
【0027】
本発明では、前記焼結体を支持する基材としてアルミニウム箔基材を用いる。そして、前記焼結体を形成するに先立って、予めアルミニウム箔基材の表面を粗面化しても良い。粗面化方法は、特に限定されず、洗浄、エッチング、ブラスト等の公知の技術を用いることができる。
【0028】
基材としてのアルミニウム箔は、特に限定されず、純アルミニウム又はアルミニウム合金を用いることができる。本発明で用いられるアルミニウム箔は、その組成として、珪素(Si)、鉄(Fe)、銅(Cu)、マンガン(Mn)、マグネシウム(Mg)、クロム(Cr)、亜鉛(Zn)、チタン(Ti)、バナジウム(V)、ガリウム(Ga)、ニッケル(Ni)及びホウ素(B)の少なくとも1種の合金元素を必要範囲内において添加したアルミニウム合金あるいは上記の不可避的不純物元素の含有量を限定したアルミニウムも含む。
【0029】
アルミニウム箔の厚みは、特に限定されないが、5μm以上100μm以下、特に、10μm以上50μm以下の範囲内とするのが好ましい。
【0030】
上記のアルミニウム箔は、公知の方法によって製造されるものを使用することができる。例えば、上記の所定の組成を有するアルミニウム又はアルミニウム合金の溶湯を調製し、これを鋳造して得られた鋳塊を適切に均質化処理する。その後、この鋳塊に熱間圧延と冷間圧延を施すことにより、アルミニウム箔を得ることができる。
【0031】
なお、上記の冷間圧延工程の途中で、50〜500℃、特に150〜400℃の範囲内で中間焼鈍処理を施しても良い。また、上記の冷間圧延工程の後に、150〜650℃、特に350〜550℃の範囲内で焼鈍処理を施して軟質箔としても良い。
【0032】
本発明の電極材は、低圧用、中圧用又は高圧用のいずれのアルミニウム電解コンデンサにも使用することができる。特に中圧又は高圧用(中高圧用)アルミニウム電解コンデンサとして好適である。
【0033】
本発明の電極材は、アルミニウム電解コンデンサ用電極として使用するに当たり、当該電極材をエッチング処理せずに使用することができる。即ち、本発明の電極材は、エッチング処理することなく、そのまま又は陽極酸化処理することにより電極(電極箔)として使用することができる。
【0034】
本発明の電極材を用いた陽極箔と、陰極箔とをセパレータを介在させて積層し、巻回してコンデンサ素子を形成し、このコンデンサ素子を電解液に含浸させ、電解液を含んだコンデンサ素子を外装ケースに収納し、封口体でケースを封口することによって電解コンデンサが得られる。
【0035】
2.アルミニウム電解コンデンサ用電極材の製造方法
本発明のアルミニウム電解コンデンサ用電極材を製造する方法は限定的ではないが、アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜をアルミニウム箔基材の片面又は両面に積層する第1工程であって、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記皮膜は、前記アルミニウム箔基材の片面又は両面に形成されており、前記皮膜の合計厚さは10μm超過1150μm以下である第1工程と、
前記第1工程の後に前記皮膜を圧延する工程であって、圧延後の皮膜を焼結した場合に焼結体の空孔率が35〜49体積%となるように圧延する第2工程と、
前記第2工程の後に前記圧延後の皮膜を560〜660℃の温度で焼結する第3工程と、を含み、
且つ、エッチング工程を含まない製造方法を採用することができる。
【0036】
以下、上記製造方法を例に挙げて説明する。
(第1工程)
第1工程では、アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜をアルミニウム箔基材の片面又は両面に積層する。ここで、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記皮膜は、前記アルミニウム箔基材の片面又は両面に形成されており、前記皮膜の合計厚さは10μm超過1150μm以下である。
【0037】
アルミニウム及びアルミニウム合金の組成(成分)としては、前記で掲げたものを用いることができる。前記粉末として、例えば、アルミニウム純度99.8重量%以上の純アルミニウム粉末を用いることが好ましい。また、アルミニウム箔基材としても、前記で掲げたものを用いることができる。
【0038】
前記組成物は、必要に応じて樹脂バインダ、溶剤、焼結助剤、界面活性剤等が含まれていても良い。これらはいずれも公知又は市販のものを使用することができる。特に、本発明では、樹脂バインダ及び溶剤の少なくとも1種を含有させてペースト状組成物として用いることが好ましい。これにより効率よく皮膜を形成することができる。
【0039】
樹脂バインダは限定的でなく、例えば、カルボキシ変性ポリオレフィン樹脂、酢酸ビニル樹脂、塩化ビニル樹脂、塩酢ビ共重合樹脂、ビニルアルコール樹脂、ブチラール樹脂、フッ化ビニル樹脂、アクリル樹脂、ポリエステル樹脂、ウレタン樹脂、エポキシ樹脂、尿素樹脂、フェノール樹脂、アクリロニトリル樹脂、セルロース樹脂、パラフィンワックス、ポリエチレンワックス等の合成樹脂又はワックス、タール、にかわ、ウルシ、松脂、ミツロウ等の天然樹脂又はワックスが好適に使用できる。これらのバインダは、分子量、樹脂の種類等により、加熱時に揮発するものと、熱分解によりその残渣がアルミニウム粉末とともに残存するものとがあり、所望の静電特性等に応じて使い分けすることができる。
【0040】
また、溶媒も公知のものが使用できる。例えば、水のほか、エタノール、トルエン、ケトン類、エステル類等の有機溶剤を使用することができる。
【0041】
皮膜の形成は、ペースト組成物を、例えばローラー、刷毛、スプレー、ディッピング等の塗布方法を用いて皮膜形成できるほか、シルクスクリーン印刷等の公知の印刷方法により形成することもできる。
【0042】
皮膜はアルミニウム箔基材の片面又は両面に形成する。両面に形成する場合には、基材を挟んで皮膜を対称に配置することが好ましい。皮膜の合計厚さは10μm超過1150μm以下であり、20〜570μmが好ましい。この皮膜の合計厚さは、圧延・焼結を経て最終的に得られる焼結体の合計厚さが10〜1000μmとなるように設定すればよい。これらの数値は、基材の片面又は両面に形成するどちらの場合にも当てはまるが、両面に形成する場合には、片面の被膜の厚さは全体厚み(アルミニウム箔基材の厚さも含む)の1/3以上であることが好ましい。
【0043】
なお、上記皮膜の平均厚みは、マイクロメーターで7点測定し、最大値と最小値を除いた5点の平均値である。
【0044】
皮膜は、必要に応じて、20〜300℃の範囲内の温度で乾燥させても良い。
(第2工程)
第2工程では、前記皮膜を圧延する。具体的には、圧延後の皮膜を焼結した場合に焼結体の空孔率が35〜49体積%(好ましくは35〜44体積%)となるように圧延する。圧下率は限定的ではないが、0%超過15%以下(好ましくは4〜15%)の範囲内で圧延することが好ましい。
【0045】
圧延処理の方法は限定的ではないが、例えば、ロールを使ったプレスや、公知のプレス機械等により圧延できる。
(第3工程)
第3工程では、前記圧延後の皮膜を560〜660℃の温度で焼結する。焼結温度は、560〜660℃とし、好ましくは570〜650℃、より好ましくは580〜620とする。焼結時間は、焼結温度等により異なるが、通常は5〜24時間程度の範囲内で適宜決定することができる。焼結雰囲気は、特に制限されず、例えば真空雰囲気、不活性ガス雰囲気、酸化性ガス雰囲気(大気)、還元性雰囲気等のいずれであっても良いが、特に真空雰囲気又は還元性雰囲気とすることが好ましい。また、圧力条件についても、常圧、減圧又は加圧のいずれでも良い。
【0046】
なお、第2工程後、第3工程に先立って予め200〜450℃の温度範囲で保持時間が5時間以上の加熱処理(脱脂処理)を行なうことが好ましい。かかる脱脂処理により圧延時に付着した油分を充分に除去することができる。加熱処理雰囲気は特に限定されず、例えば真空雰囲気、不活性ガス雰囲気又は酸化性ガス雰囲気中のいずれでも良い。また、圧力条件も、常圧、減圧又は加圧のいずれでも良い。
(第4工程)
前記の第3工程において、本発明の電極材が得られる。これは、エッチング処理を施すことなく、そのままアルミニウム電解コンデンサ用電極(電極箔)として用いることが可能である。一方、前記電極材は、必要に応じて第4工程として陽極酸化処理を施すことにより誘電体を形成させることができ、これを電極とすることができる。陽極酸化処理条件は特に限定されないが、通常は濃度0.01モル以上5モル以下、温度30℃以上100℃以下のホウ酸溶液中で、10mA/cm2以上400mA/cm2程度の電流を5分以上印加すれば良い。
【実施例】
【0047】
以下、実施例及び比較例及びを示して本発明を具体的に説明する。
【0048】
電極材(化成処理前後)の折り曲げ強度は、日本電子機械工業会規定のMIT型自動折り曲げ試験法(EIAJ RC-2364A)に従って行った。MIT型自動折り曲げ試験装置はJIS P8115で規定された装置を使用し、折り曲げ回数は、各電極材が破断する折り曲げ回数とし、図1に示すように90°曲げて1回、元に戻して2回、反対方向に90°曲げて3回、元に戻して4回…、と数えた。折り曲げ強度の測定結果を下記表1に示す。
【0049】
また、電極材の静電容量は、ホウ酸水溶液(50g/L)中で電極材に対し250Vの化成処理を施した後、ホウ酸アンモニウム水溶液(3g/L)中で測定した。測定投影面積は10cm2とした。
【0050】
従来例1、実施例1〜4及び比較例1〜2
平均粒径D50が3μmのアルミニウム粉末(JIS A1080、東洋アルミニウム(株)製、品番AHUZ58FN)60重量部をセルロース系バインダ40重量部(7重量%が樹脂分)と混合し、固形分60重量%の塗工液を得た。
【0051】
上記塗工液を、厚みが40μmのアルミニウム箔(500mm×500mm)の両面にコンマコーターを用いて合計厚さ94μmとなるように塗工し、乾燥した。
【0052】
次に、表1に示す各厚み(積層厚み=皮膜厚み=焼結体厚み)となるように皮膜を圧延処理後、400℃で脱脂し、アルゴンガス雰囲気中にて温度620℃で8時間焼結することにより電極材を作製した。
【0053】
各積層厚みに対する折り曲げ回数を表1に示す。
【0054】
【表1】

【0055】
表1の結果から明らかなように、皮膜の圧延処理を行わない従来例1と比べて、皮膜の圧延処理を行って空孔率を35〜49体積%に設定した実施例1〜4の電極材は、従来例1と同程度の静電容量が確保されている上、折り曲げ強度に顕著な向上が認められる。かかる優れた効果は、皮膜の圧延処理により、最終的に得られる焼結体中の各粉末が相互に密着することにより得られることが原因の一つと考えられる。従来、皮膜の圧延処理をせずに焼結することにより焼結体を得た場合には、空孔率が40体積%未満となると実用的な静電容量を確保することは困難であるが、本発明の実施例2〜4の電極材は空孔率が40体積%未満であるものの良好な静電容量が確保されている。また、実施例1〜4の折り曲げ回数の向上は、単に積層厚みが小さくなったことに基づく結果ではなく、皮膜の圧延処理をせずに焼結することにより得られる同程度の空孔率の焼結体と比べても有意に折り曲げ強度が向上している。
【0056】
従来例2、実施例4〜6及び比較例3〜4
平均粒径D50が9μmのアルミニウム粉末(JIS A1080、東洋アルミニウム(株)製、品番AHUZ560F)60重量部をセルロース系バインダ40重量部(7重量%が樹脂分)と混合し、固形分60重量%の塗工液を得た。
【0057】
上記塗工液を、厚みが40μmのアルミニウム箔(500mm×500mm)の両面にコンマコーターを用いて合計厚さ120μmとなるように塗工し、乾燥した。
【0058】
次に、表2に示す各厚み(積層厚み=皮膜厚み=焼結体厚み)となるように皮膜を圧延処理後、400℃で脱脂し、アルゴンガス雰囲気中にて温度620℃で8時間焼結することにより電極材を作製した。
【0059】
各積層厚みに対する折り曲げ回数を表2に示す。
【0060】
【表2】
【0061】
表2の結果から明らかなように、皮膜の圧延処理を行わない従来例2と比べて、皮膜の圧延処理を行って空孔率を35〜49体積%に設定した実施例4〜6の電極材は、従来例2と同程度の静電容量が確保されている上、折り曲げ強度に顕著な向上が認められる。表1及び表2の結果が同様の挙動を示していることから、平均粒径D50の相違に拘わらず、皮膜の圧延処理により最終的な空孔率を35〜49体積%に設定することにより、優れた静電容量と折り曲げ強度が得られることが分かる。
【0062】
従来例3、実施例4〜6及び比較例3〜4
平均粒径D50が9μmのアルミニウム粉末(JIS A1080、東洋アルミニウム(株)製、品番AHUZ560F)60重量部をセルロース系バインダ40重量部(7重量%が樹脂分)と混合し、固形分60重量%の塗工液を得た。
【0063】
上記塗工液を、厚みが40μmのアルミニウム箔(500mm×500mm)の両面にコンマコーターを用いて合計厚さ600μmとなるように塗工し、乾燥した。
【0064】
次に、表3に示す各厚み(積層厚み=皮膜厚み=焼結体厚み)となるように皮膜を圧延処理後、400℃で脱脂し、アルゴンガス雰囲気中にて温度620℃で8時間焼結することにより電極材を作製した。
【0065】
各積層厚みに対する折り曲げ回数を表3に示す。
【0066】
【表3】
【0067】
表3の結果から明らかなように、皮膜の圧延処理を行わない従来例3と比べて、皮膜の圧延処理を行って空孔率を35〜49体積%に設定した実施例7〜9の電極材は、従来例3と同程度の静電容量が確保されている。なお、従来例3、実施例7〜9及び比較例5〜6は、積層厚みが厚く、MIT型自動折り曲げ試験装置に供することができないため、折り曲げ回数の測定は行っていない。
【技術分野】
【0001】
本発明は、アルミニウム電解コンデンサに用いられる電極材、特にアルミニウム電解コンデンサに用いられる陽極用電極材及びその製造方法に関する。
【背景技術】
【0002】
一般に、アルミニウム電解コンデンサの電極材にはアルミニウム箔が使用されている。アルミニウム箔は、エッチング処理を施すことによってエッチングピットが形成され、表面積を増大することができる。また、表面に陽極酸化処理を施すことにより、酸化皮膜が形成され、これが誘電体として機能する。このため、アルミニウム箔をエッチング処理し、その表面に使用電圧に応じた種々の電圧で酸化皮膜を形成することにより、用途に応じた各種の電解コンデンサ用アルミニウム陽極用電極材(箔)を製造することができる。
【0003】
しかしながら、エッチング処理では、塩酸中に硫酸、燐酸、硝酸等を含有する塩酸水溶液を使用しなければならない。即ち、塩酸は環境面での負荷が大きく、その処理も工程上又は経済上の負担になる。また、エッチング処理では、エッチングピットの発生が均一にならないことがあり、ピットの合体が起こり易い領域やピットの発生が起こり難い領域が生じたりし、いわゆるピット規制に関して課題がある。また、微細ピットを多数発生させると電極材の強度が弱くなるという問題もある。
【0004】
そのため、近年、エッチング処理によらずにアルミニウム箔の表面積を増大する方法の開発が望まれている。例えば、特許文献1には、蒸着法によってアルミニウム箔の表面にアルミニウムの微粉末を付着させて焼結することで、表面積を拡大させる方法が提案されている。また、特許文献2には、アルミニウム粒子を、空隙を維持しながら積層して焼結させることで表面積を拡大させる方法が提案されており、この方法によれば、エッチング処理により得られるピット面積以上の表面積が得られることも確認されている。
【0005】
しかしながら、特許文献1に記載の蒸着法では、アルミニウム微粉末を厚く付着させることが困難であるため、静電容量の向上には限界がある。またアルミニウム微粉末を適度な空間を保持して蒸着させることも困難であるため、中、高電圧向けコンデンサ用電極材の製造には不向きである。
【0006】
更に特許文献2に記載の焼結体を用いる態様では、静電容量を向上させるには焼結体を厚くすることが必要であるが、焼結体を厚くすると折り曲げ強度が低下するという問題がある。折り曲げ強度が低下すると電極材を巻回してコンデンサ素子を形成する際に電極材が破損するおそれがあり、特に折り曲げ回数(=破断に耐えた折り曲げ回数)が0回の場合には実機化成ラインを通すことも困難であり量産性が低下する。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平2−267916号公報
【特許文献2】特開2008−98279号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上述した課題に鑑みてなされたものであり、エッチング処理が不要で、且つ、静電容量の体積効率及び折り曲げ強度が改善された、アルミニウム電解コンデンサ用電極材及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者は、上記目的を達成すべく鋭意研究を進めた結果、アルミニウム及びアルミニウム合金の少なくとも1種の粉末の焼結体を、特定の製造工程を経てアルミニウム箔基材上に形成する場合には上記目的を達成できることを見出し、本発明を完成するに至った。
【0010】
本発明は、下記のアルミニウム電解コンデンサ用電極材及びその製造方法に関する。
1.アルミニウム及びアルミニウム合金の少なくとも1種の粉末の焼結体及び前記焼結体を支持するアルミニウム箔基材を構成要素として含むアルミニウム電解コンデンサ用電極材であって、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記焼結体は、前記アルミニウム箔基材の片面又は両面に形成されており、前記焼結体の合計厚さは10〜1000μmであり、
(3)前記焼結体は、空孔率が35〜49体積%であり、
(4)前記焼結体は、前記アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜を圧延処理した後に焼結することにより得られる、
ことを特徴とするアルミニウム電解コンデンサ用電極材。
2.アルミニウム電解コンデンサ用電極材を製造する方法であって、
アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜をアルミニウム箔基材の片面又は両面に積層する第1工程であって、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記皮膜は、前記アルミニウム箔基材の片面又は両面に形成されており、前記皮膜の合計厚さは10μm超過1150μm以下である第1工程と、
前記第1工程の後に前記皮膜を圧延する工程であって、圧延後の皮膜を焼結した場合に焼結体の空孔率が35〜49体積%となるように圧延する第2工程と、
前記第2工程の後に前記圧延後の皮膜を560〜660℃の温度で焼結する第3工程と、を含み、
且つ、エッチング工程を含まない、
ことを特徴とする製造方法。
3.前記第2工程は、前記皮膜を圧下率0%超過15%以下の範囲内で圧延する工程である、上記項2に記載の製造方法。
【発明の効果】
【0011】
本発明によれば、アルミニウム及びアルミニウム合金の少なくとも1種の粉末の焼結体及び前記焼結体を支持するアルミニウム箔基材を構成要素として含むアルミニウム電解コンデンサ用電極材が提供される。この電極材は、特に焼結体が特定の製造工程を経てアルミニウム箔基材上に形成されているため、静電容量の体積効率及び折り曲げ強度が従来品と比べて改善されている。従来、静電容量を高めるためには焼結体を厚くしたり焼結体の空孔率を大きくしたりすることが必要と考えられているが、本発明によれば、従来品よりも焼結体が薄く且つ焼結体の空孔率が小さいにも拘わらず、従来品と同程度の静電容量を確保できるとともに折り曲げ強度が改善されている。
【図面の簡単な説明】
【0012】
【図1】実施例の折り曲げ試験における折り曲げ回数の数え方を示す図である。
【発明を実施するための形態】
【0013】
1.アルミニウム電解コンデンサ用電極材
本発明のアルミニウム電解コンデンサ用電極材は、アルミニウム及びアルミニウム合金の少なくとも1種の粉末の焼結体及び前記焼結体を支持するアルミニウム箔基材を構成要素として含むアルミニウム電解コンデンサ用電極材であって、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記焼結体は、前記アルミニウム箔基材の片面又は両面に形成されており、前記焼結体の合計厚さは10〜1000μmであり、
(3)前記焼結体は、空孔率が35〜49体積%であり、
(4)前記焼結体は、前記アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜を圧延処理した後に焼結することにより得られる、
ことを特徴とする。
【0014】
上記特徴を有する本発明の電極材は、特に焼結体が特定の製造工程(特に圧延処理)を経てアルミニウム箔基材上に形成されているため、静電容量の体積効率及び折り曲げ強度が従来品と比べて改善されている。
【0015】
以下、電極材の各構成について説明する。
【0016】
原料のアルミニウム粉末としては、例えば、アルミニウム純度99.8重量%以上のアルミニウム粉末が好ましい。また、原料のアルミニウム合金粉末としては、例えば、珪素(Si)、鉄(Fe)、銅(Cu)、マンガン(Mn)、マグネシウム(Mg)、クロム(Cr)、亜鉛(Zn)、チタン(Ti)、バナジウム(V)、ガリウム(Ga)、ニッケル(Ni)、ホウ素(B)及びジルコニウム(Zr)等の元素の1種又は2種以上を含む合金が好ましい。アルミニウム合金中のこれらの元素の含有量は、それぞれ100重量ppm以下、特に50重量ppm以下とすることが好ましい。
【0017】
前記粉末としては、焼結前の平均粒径D50が0.5〜100μmのものを用いる。特に前記粉末の平均粒径D50が1〜15μmの場合には、中高容量のアルミニウム電解コンデンサの電極材として好適に利用することができる。
【0018】
なお、本明細書における平均粒径D50は、レーザー回折法により粒径とその粒径に該当する粒子の数を求めて得られる粒度分布曲線において全粒子数の50%目に該当する粒子の粒子径である。また、焼結後の前記粉末の平均粒径D50は、前記焼結体の断面を、走査型電子顕微鏡によって観察することによって測定する。例えば、焼結後の前記粉末は、一部が溶融又は粉末同士が繋がった状態となっているが、略円形状を有する部分は近似的に粒子とみなせる。即ち、これらの粒径とその粒径に該当する粒子の数を求めて得られる粒度分布曲線において全粒子数の50%目に該当する粒子の粒子径を焼結後の粉末の平均粒径D50とする。なお、上記で求められる焼結前の平均粒径D50と焼結後の平均粒径D50はほぼ同じである。また、焼結前に行う皮膜の圧延処理の前後における平均粒径D50も実質的に同じである。
【0019】
前記粉末の形状は、特に限定されず、球状、不定形状、鱗片状、繊維状等のいずれも好適に使用できる。特に、球状粒子からなる粉末が好ましい。
【0020】
前記粉末は、公知の方法によって製造されるものを使用することができる。例えば、アトマイズ法、メルトスピニング法、回転円盤法、回転電極法、急冷凝固法等が挙げられるが、工業的生産にはアトマイズ法、特にガスアトマイズ法が好ましい。即ち、溶湯をアトマイズすることにより得られる粉末を用いることが望ましい。
【0021】
アルミニウム電解コンデンサは、折り曲げ強度は少なくとも10回以上であることが好ましい。折り曲げ強度が10回に満たない場合には、アルミニウム電解コンデンサの製造時に焼結体に破損が生じるおそれがある。より好適には、折り曲げ回数が20回以上であることが好ましい。
【0022】
焼結体は、前記粉末どうしが互いに空隙を維持しながら焼結したものであることが好ましい。具体的には、各粉末どうしが空隙を維持しながら焼結によって繋がり、三次元網目構造を有していることが好ましい。このように多孔質焼結体とすることにより、エッチング処理を施さなくても、所望の静電容量を得ることが可能となる。
【0023】
本発明における焼結体は、アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜を圧延処理した後に焼結することにより得られるものであり、焼結体の空孔率は35〜49体積%である。皮膜を圧延処理した後に焼結することにより、焼結体の空孔率が35〜49体積%であっても良好な静電容量を確保することができる。換言すると、皮膜を圧延処理せずに焼結して空孔率を35〜49体積%とした場合には、本発明と同程度の良好な静電容量は確保することができない。よって、本発明の電極材は静電容量の体積効率が従来品よりも高い。また、皮膜を圧延処理した後に焼結することにより、圧延処理せずに焼結して空孔率を35〜49体積%とした場合と比べて、折り曲げ強度も改善することができる。
【0024】
焼結体の空孔率は、35〜49体積%であればよく、特に40〜48体積%が好ましい。本明細書における空孔率は、厚みと重量より算出した値である。空孔率は、最終的には焼結前の皮膜の圧延処理の条件により決まるが、その前段階として、例えば出発材料のアルミニウム又はアルミニウム合金の粉末の粒径、その粉末を含むペースト組成物の組成(樹脂バインダ)等により制御することもできる。本発明では、この前段階における制御と圧延処理との組み合わせにより、最終的に得られる焼結体の空孔率が35〜49体積%となるように設定する。
【0025】
焼結体はアルミニウム箔基材の片面又は両面に形成する。両面に形成する場合には、基材を挟んで焼結体を対称に配置することが好ましい。焼結体の合計厚さは10〜1000μmであり、30〜600μmが好ましい。これらの数値は、基材の片面又は両面に形成するどちらの場合にも当てはまるが、両面に形成する場合には、片面の焼結体の厚さは全体厚み(アルミニウム箔基材の厚さも含む)の1/3以上であることが好ましい。
【0026】
なお、上記焼結体の平均厚みは、マイクロメーターで7点測定し、最大値と最小値を除いた5点の平均値である。
【0027】
本発明では、前記焼結体を支持する基材としてアルミニウム箔基材を用いる。そして、前記焼結体を形成するに先立って、予めアルミニウム箔基材の表面を粗面化しても良い。粗面化方法は、特に限定されず、洗浄、エッチング、ブラスト等の公知の技術を用いることができる。
【0028】
基材としてのアルミニウム箔は、特に限定されず、純アルミニウム又はアルミニウム合金を用いることができる。本発明で用いられるアルミニウム箔は、その組成として、珪素(Si)、鉄(Fe)、銅(Cu)、マンガン(Mn)、マグネシウム(Mg)、クロム(Cr)、亜鉛(Zn)、チタン(Ti)、バナジウム(V)、ガリウム(Ga)、ニッケル(Ni)及びホウ素(B)の少なくとも1種の合金元素を必要範囲内において添加したアルミニウム合金あるいは上記の不可避的不純物元素の含有量を限定したアルミニウムも含む。
【0029】
アルミニウム箔の厚みは、特に限定されないが、5μm以上100μm以下、特に、10μm以上50μm以下の範囲内とするのが好ましい。
【0030】
上記のアルミニウム箔は、公知の方法によって製造されるものを使用することができる。例えば、上記の所定の組成を有するアルミニウム又はアルミニウム合金の溶湯を調製し、これを鋳造して得られた鋳塊を適切に均質化処理する。その後、この鋳塊に熱間圧延と冷間圧延を施すことにより、アルミニウム箔を得ることができる。
【0031】
なお、上記の冷間圧延工程の途中で、50〜500℃、特に150〜400℃の範囲内で中間焼鈍処理を施しても良い。また、上記の冷間圧延工程の後に、150〜650℃、特に350〜550℃の範囲内で焼鈍処理を施して軟質箔としても良い。
【0032】
本発明の電極材は、低圧用、中圧用又は高圧用のいずれのアルミニウム電解コンデンサにも使用することができる。特に中圧又は高圧用(中高圧用)アルミニウム電解コンデンサとして好適である。
【0033】
本発明の電極材は、アルミニウム電解コンデンサ用電極として使用するに当たり、当該電極材をエッチング処理せずに使用することができる。即ち、本発明の電極材は、エッチング処理することなく、そのまま又は陽極酸化処理することにより電極(電極箔)として使用することができる。
【0034】
本発明の電極材を用いた陽極箔と、陰極箔とをセパレータを介在させて積層し、巻回してコンデンサ素子を形成し、このコンデンサ素子を電解液に含浸させ、電解液を含んだコンデンサ素子を外装ケースに収納し、封口体でケースを封口することによって電解コンデンサが得られる。
【0035】
2.アルミニウム電解コンデンサ用電極材の製造方法
本発明のアルミニウム電解コンデンサ用電極材を製造する方法は限定的ではないが、アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜をアルミニウム箔基材の片面又は両面に積層する第1工程であって、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記皮膜は、前記アルミニウム箔基材の片面又は両面に形成されており、前記皮膜の合計厚さは10μm超過1150μm以下である第1工程と、
前記第1工程の後に前記皮膜を圧延する工程であって、圧延後の皮膜を焼結した場合に焼結体の空孔率が35〜49体積%となるように圧延する第2工程と、
前記第2工程の後に前記圧延後の皮膜を560〜660℃の温度で焼結する第3工程と、を含み、
且つ、エッチング工程を含まない製造方法を採用することができる。
【0036】
以下、上記製造方法を例に挙げて説明する。
(第1工程)
第1工程では、アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜をアルミニウム箔基材の片面又は両面に積層する。ここで、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記皮膜は、前記アルミニウム箔基材の片面又は両面に形成されており、前記皮膜の合計厚さは10μm超過1150μm以下である。
【0037】
アルミニウム及びアルミニウム合金の組成(成分)としては、前記で掲げたものを用いることができる。前記粉末として、例えば、アルミニウム純度99.8重量%以上の純アルミニウム粉末を用いることが好ましい。また、アルミニウム箔基材としても、前記で掲げたものを用いることができる。
【0038】
前記組成物は、必要に応じて樹脂バインダ、溶剤、焼結助剤、界面活性剤等が含まれていても良い。これらはいずれも公知又は市販のものを使用することができる。特に、本発明では、樹脂バインダ及び溶剤の少なくとも1種を含有させてペースト状組成物として用いることが好ましい。これにより効率よく皮膜を形成することができる。
【0039】
樹脂バインダは限定的でなく、例えば、カルボキシ変性ポリオレフィン樹脂、酢酸ビニル樹脂、塩化ビニル樹脂、塩酢ビ共重合樹脂、ビニルアルコール樹脂、ブチラール樹脂、フッ化ビニル樹脂、アクリル樹脂、ポリエステル樹脂、ウレタン樹脂、エポキシ樹脂、尿素樹脂、フェノール樹脂、アクリロニトリル樹脂、セルロース樹脂、パラフィンワックス、ポリエチレンワックス等の合成樹脂又はワックス、タール、にかわ、ウルシ、松脂、ミツロウ等の天然樹脂又はワックスが好適に使用できる。これらのバインダは、分子量、樹脂の種類等により、加熱時に揮発するものと、熱分解によりその残渣がアルミニウム粉末とともに残存するものとがあり、所望の静電特性等に応じて使い分けすることができる。
【0040】
また、溶媒も公知のものが使用できる。例えば、水のほか、エタノール、トルエン、ケトン類、エステル類等の有機溶剤を使用することができる。
【0041】
皮膜の形成は、ペースト組成物を、例えばローラー、刷毛、スプレー、ディッピング等の塗布方法を用いて皮膜形成できるほか、シルクスクリーン印刷等の公知の印刷方法により形成することもできる。
【0042】
皮膜はアルミニウム箔基材の片面又は両面に形成する。両面に形成する場合には、基材を挟んで皮膜を対称に配置することが好ましい。皮膜の合計厚さは10μm超過1150μm以下であり、20〜570μmが好ましい。この皮膜の合計厚さは、圧延・焼結を経て最終的に得られる焼結体の合計厚さが10〜1000μmとなるように設定すればよい。これらの数値は、基材の片面又は両面に形成するどちらの場合にも当てはまるが、両面に形成する場合には、片面の被膜の厚さは全体厚み(アルミニウム箔基材の厚さも含む)の1/3以上であることが好ましい。
【0043】
なお、上記皮膜の平均厚みは、マイクロメーターで7点測定し、最大値と最小値を除いた5点の平均値である。
【0044】
皮膜は、必要に応じて、20〜300℃の範囲内の温度で乾燥させても良い。
(第2工程)
第2工程では、前記皮膜を圧延する。具体的には、圧延後の皮膜を焼結した場合に焼結体の空孔率が35〜49体積%(好ましくは35〜44体積%)となるように圧延する。圧下率は限定的ではないが、0%超過15%以下(好ましくは4〜15%)の範囲内で圧延することが好ましい。
【0045】
圧延処理の方法は限定的ではないが、例えば、ロールを使ったプレスや、公知のプレス機械等により圧延できる。
(第3工程)
第3工程では、前記圧延後の皮膜を560〜660℃の温度で焼結する。焼結温度は、560〜660℃とし、好ましくは570〜650℃、より好ましくは580〜620とする。焼結時間は、焼結温度等により異なるが、通常は5〜24時間程度の範囲内で適宜決定することができる。焼結雰囲気は、特に制限されず、例えば真空雰囲気、不活性ガス雰囲気、酸化性ガス雰囲気(大気)、還元性雰囲気等のいずれであっても良いが、特に真空雰囲気又は還元性雰囲気とすることが好ましい。また、圧力条件についても、常圧、減圧又は加圧のいずれでも良い。
【0046】
なお、第2工程後、第3工程に先立って予め200〜450℃の温度範囲で保持時間が5時間以上の加熱処理(脱脂処理)を行なうことが好ましい。かかる脱脂処理により圧延時に付着した油分を充分に除去することができる。加熱処理雰囲気は特に限定されず、例えば真空雰囲気、不活性ガス雰囲気又は酸化性ガス雰囲気中のいずれでも良い。また、圧力条件も、常圧、減圧又は加圧のいずれでも良い。
(第4工程)
前記の第3工程において、本発明の電極材が得られる。これは、エッチング処理を施すことなく、そのままアルミニウム電解コンデンサ用電極(電極箔)として用いることが可能である。一方、前記電極材は、必要に応じて第4工程として陽極酸化処理を施すことにより誘電体を形成させることができ、これを電極とすることができる。陽極酸化処理条件は特に限定されないが、通常は濃度0.01モル以上5モル以下、温度30℃以上100℃以下のホウ酸溶液中で、10mA/cm2以上400mA/cm2程度の電流を5分以上印加すれば良い。
【実施例】
【0047】
以下、実施例及び比較例及びを示して本発明を具体的に説明する。
【0048】
電極材(化成処理前後)の折り曲げ強度は、日本電子機械工業会規定のMIT型自動折り曲げ試験法(EIAJ RC-2364A)に従って行った。MIT型自動折り曲げ試験装置はJIS P8115で規定された装置を使用し、折り曲げ回数は、各電極材が破断する折り曲げ回数とし、図1に示すように90°曲げて1回、元に戻して2回、反対方向に90°曲げて3回、元に戻して4回…、と数えた。折り曲げ強度の測定結果を下記表1に示す。
【0049】
また、電極材の静電容量は、ホウ酸水溶液(50g/L)中で電極材に対し250Vの化成処理を施した後、ホウ酸アンモニウム水溶液(3g/L)中で測定した。測定投影面積は10cm2とした。
【0050】
従来例1、実施例1〜4及び比較例1〜2
平均粒径D50が3μmのアルミニウム粉末(JIS A1080、東洋アルミニウム(株)製、品番AHUZ58FN)60重量部をセルロース系バインダ40重量部(7重量%が樹脂分)と混合し、固形分60重量%の塗工液を得た。
【0051】
上記塗工液を、厚みが40μmのアルミニウム箔(500mm×500mm)の両面にコンマコーターを用いて合計厚さ94μmとなるように塗工し、乾燥した。
【0052】
次に、表1に示す各厚み(積層厚み=皮膜厚み=焼結体厚み)となるように皮膜を圧延処理後、400℃で脱脂し、アルゴンガス雰囲気中にて温度620℃で8時間焼結することにより電極材を作製した。
【0053】
各積層厚みに対する折り曲げ回数を表1に示す。
【0054】
【表1】
【0055】
表1の結果から明らかなように、皮膜の圧延処理を行わない従来例1と比べて、皮膜の圧延処理を行って空孔率を35〜49体積%に設定した実施例1〜4の電極材は、従来例1と同程度の静電容量が確保されている上、折り曲げ強度に顕著な向上が認められる。かかる優れた効果は、皮膜の圧延処理により、最終的に得られる焼結体中の各粉末が相互に密着することにより得られることが原因の一つと考えられる。従来、皮膜の圧延処理をせずに焼結することにより焼結体を得た場合には、空孔率が40体積%未満となると実用的な静電容量を確保することは困難であるが、本発明の実施例2〜4の電極材は空孔率が40体積%未満であるものの良好な静電容量が確保されている。また、実施例1〜4の折り曲げ回数の向上は、単に積層厚みが小さくなったことに基づく結果ではなく、皮膜の圧延処理をせずに焼結することにより得られる同程度の空孔率の焼結体と比べても有意に折り曲げ強度が向上している。
【0056】
従来例2、実施例4〜6及び比較例3〜4
平均粒径D50が9μmのアルミニウム粉末(JIS A1080、東洋アルミニウム(株)製、品番AHUZ560F)60重量部をセルロース系バインダ40重量部(7重量%が樹脂分)と混合し、固形分60重量%の塗工液を得た。
【0057】
上記塗工液を、厚みが40μmのアルミニウム箔(500mm×500mm)の両面にコンマコーターを用いて合計厚さ120μmとなるように塗工し、乾燥した。
【0058】
次に、表2に示す各厚み(積層厚み=皮膜厚み=焼結体厚み)となるように皮膜を圧延処理後、400℃で脱脂し、アルゴンガス雰囲気中にて温度620℃で8時間焼結することにより電極材を作製した。
【0059】
各積層厚みに対する折り曲げ回数を表2に示す。
【0060】
【表2】
【0061】
表2の結果から明らかなように、皮膜の圧延処理を行わない従来例2と比べて、皮膜の圧延処理を行って空孔率を35〜49体積%に設定した実施例4〜6の電極材は、従来例2と同程度の静電容量が確保されている上、折り曲げ強度に顕著な向上が認められる。表1及び表2の結果が同様の挙動を示していることから、平均粒径D50の相違に拘わらず、皮膜の圧延処理により最終的な空孔率を35〜49体積%に設定することにより、優れた静電容量と折り曲げ強度が得られることが分かる。
【0062】
従来例3、実施例4〜6及び比較例3〜4
平均粒径D50が9μmのアルミニウム粉末(JIS A1080、東洋アルミニウム(株)製、品番AHUZ560F)60重量部をセルロース系バインダ40重量部(7重量%が樹脂分)と混合し、固形分60重量%の塗工液を得た。
【0063】
上記塗工液を、厚みが40μmのアルミニウム箔(500mm×500mm)の両面にコンマコーターを用いて合計厚さ600μmとなるように塗工し、乾燥した。
【0064】
次に、表3に示す各厚み(積層厚み=皮膜厚み=焼結体厚み)となるように皮膜を圧延処理後、400℃で脱脂し、アルゴンガス雰囲気中にて温度620℃で8時間焼結することにより電極材を作製した。
【0065】
各積層厚みに対する折り曲げ回数を表3に示す。
【0066】
【表3】
【0067】
表3の結果から明らかなように、皮膜の圧延処理を行わない従来例3と比べて、皮膜の圧延処理を行って空孔率を35〜49体積%に設定した実施例7〜9の電極材は、従来例3と同程度の静電容量が確保されている。なお、従来例3、実施例7〜9及び比較例5〜6は、積層厚みが厚く、MIT型自動折り曲げ試験装置に供することができないため、折り曲げ回数の測定は行っていない。
【特許請求の範囲】
【請求項1】
アルミニウム及びアルミニウム合金の少なくとも1種の粉末の焼結体及び前記焼結体を支持するアルミニウム箔基材を構成要素として含むアルミニウム電解コンデンサ用電極材であって、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記焼結体は、前記アルミニウム箔基材の片面又は両面に形成されており、前記焼結体の合計厚さは10〜1000μmであり、
(3)前記焼結体は、空孔率が35〜49体積%であり、
(4)前記焼結体は、前記アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜を圧延処理した後に焼結することにより得られる、
ことを特徴とするアルミニウム電解コンデンサ用電極材。
【請求項2】
アルミニウム電解コンデンサ用電極材を製造する方法であって、
アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜をアルミニウム箔基材の片面又は両面に積層する第1工程であって、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記皮膜は、前記アルミニウム箔基材の片面又は両面に形成されており、前記皮膜の合計厚さは10μm超過1150μm以下である第1工程と、
前記第1工程の後に前記皮膜を圧延する工程であって、圧延後の皮膜を焼結した場合に焼結体の空孔率が35〜49体積%となるように圧延する第2工程と、
前記第2工程の後に前記圧延後の皮膜を560〜660℃の温度で焼結する第3工程と、を含み、
且つ、エッチング工程を含まない、
ことを特徴とする製造方法。
【請求項3】
前記第2工程は、前記皮膜を圧下率0%超過15%以下の範囲内で圧延する工程である、請求項2に記載の製造方法。
【請求項1】
アルミニウム及びアルミニウム合金の少なくとも1種の粉末の焼結体及び前記焼結体を支持するアルミニウム箔基材を構成要素として含むアルミニウム電解コンデンサ用電極材であって、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記焼結体は、前記アルミニウム箔基材の片面又は両面に形成されており、前記焼結体の合計厚さは10〜1000μmであり、
(3)前記焼結体は、空孔率が35〜49体積%であり、
(4)前記焼結体は、前記アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜を圧延処理した後に焼結することにより得られる、
ことを特徴とするアルミニウム電解コンデンサ用電極材。
【請求項2】
アルミニウム電解コンデンサ用電極材を製造する方法であって、
アルミニウム及びアルミニウム合金の少なくとも1種の粉末を含む組成物からなる皮膜をアルミニウム箔基材の片面又は両面に積層する第1工程であって、
(1)前記粉末は、平均粒径D50が0.5〜100μmであり、
(2)前記皮膜は、前記アルミニウム箔基材の片面又は両面に形成されており、前記皮膜の合計厚さは10μm超過1150μm以下である第1工程と、
前記第1工程の後に前記皮膜を圧延する工程であって、圧延後の皮膜を焼結した場合に焼結体の空孔率が35〜49体積%となるように圧延する第2工程と、
前記第2工程の後に前記圧延後の皮膜を560〜660℃の温度で焼結する第3工程と、を含み、
且つ、エッチング工程を含まない、
ことを特徴とする製造方法。
【請求項3】
前記第2工程は、前記皮膜を圧下率0%超過15%以下の範囲内で圧延する工程である、請求項2に記載の製造方法。
【図1】

【公開番号】特開2013−26275(P2013−26275A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−156748(P2011−156748)
【出願日】平成23年7月15日(2011.7.15)
【出願人】(399054321)東洋アルミニウム株式会社 (179)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月15日(2011.7.15)
【出願人】(399054321)東洋アルミニウム株式会社 (179)
【Fターム(参考)】
[ Back to top ]