
アルミニウム顔料
【課題】本発明の目的は、従来のインクジェット用のメタリック顔料に比し、優れたメタリック感を有するアルミニウム顔料を提供することにある。
【解決手段】本発明のアルミニウム顔料は、インクジェット用インク組成物に用いられるものであって、平均厚み(t)が5〜25nmであり、平均粒子径(D50)が0.5〜10μmであり、アスペクト比(D50/t)が20〜2000であり、均等数(n)が2.2以上であることを特徴とする。
【解決手段】本発明のアルミニウム顔料は、インクジェット用インク組成物に用いられるものであって、平均厚み(t)が5〜25nmであり、平均粒子径(D50)が0.5〜10μmであり、アスペクト比(D50/t)が20〜2000であり、均等数(n)が2.2以上であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、インクジェット用インク組成物へ配合した場合に良好なメタリック感を得ることが可能なアルミニウム顔料に関する。
【背景技術】
【0002】
従来型のボールミル法などで作られたアルミニウム顔料を用いて金属光沢を得るためには、その平均粒子径が5μm以上のものが必要となる。そして、一般的には平均粒子径が10μm以上のものが使用されており、粒度分布における最大粒子径は20μmを超える。このようなアルミニウム顔料は、産業用または民生用の一般的なインクジェットノズルでは吐出することができない。
【0003】
したがって、インクジェット用インク組成物への配合が可能なアルミニウム顔料やメタリック顔料に関する研究が種々行なわれている。たとえば、特開2007−046034号公報(特許文献1)では、金属箔片として、平均粒子径が1.0〜4.0μm、最大粒子径が12μm以下、平均厚みが30nm〜100nmの金属箔片およびそれを含有するインク組成物およびインクジェット記録方法が提案されている。
【0004】
また、特表2010−533747号公報(特許文献2)では、金属箔片として、平均粒子径が1〜15μm、平均厚みが15nm〜150nmのアルミニウム効果顔料が提案されている。
【0005】
また、特表2011−508030号公報(特許文献3)では、インクジェット印刷インキに適した顔料調製物として、アルミニウム効果顔料、溶媒、および少なくとも1種の添加剤を含み、アルミニウム効果顔料が、15μm未満の体積平均粒子サイズ分布曲線のd98値を有し、少なくとも1種の添加剤が、リン含有添加剤であり、そして溶媒が、25℃で1.8mPa・sに等しいかそれ以上の粘度を有する、顔料調製物が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−046034号公報
【特許文献2】特表2010−533747号公報
【特許文献3】特表2011−508030号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1のメタリック顔料は、次のようにして製造される。すなわち、シート状基材面に剥離用樹脂層と真空蒸着により形成された金属層とを積層させ、該剥離用樹脂層を境界として該金属層をシート状基材より剥離する。次いで、その剥離された金属層を粉砕したもの(いわゆるPVD顔料)を、さらに超音波を用いて微細化することにより製造される。
【0008】
このようにして得られたメタリック顔料は、当該金属層の平均厚みが30nm〜100nmと厚いので機械的強度が強く、このため粉砕に掛かる時間が長くなり生産性が劣る。また、粉砕時間が長くなると、機械的強度の弱い粒子はさらに細かく粉砕される傾向にあり、機械的強度の高い粒子との間で粒径が二極化し、所望の粒度域に達した際にはブロードな粒度分布となってしまう。
【0009】
このように粒度分布がブロードな粒度分布になると、メタリック顔料の輝度が低下し、金属光沢も低くなる。このため、特許文献1のメタリック顔料を用いたインクジェットによると、その塗布面のメタリック感は乏しくなってしまう。
【0010】
さらに、特許文献1のメタリック顔料は、その平均厚みが30nm〜100nmであり一般的なメタリック顔料の厚みと比べると薄い。しかし、インクジェットのように微細な粒子の使用が求められる場合には、このような厚みのものでも平行配列させた場合の顔料粒子同士の重なり部分は、完全な平行状態にはならない。このため、光が乱反射してしまい、この点からもメタリック感が乏しくなってしまう。
【0011】
一方、特許文献2のアルミニウム効果顔料は、特許文献1に記載されるような真空蒸着法により得られるメタリック顔料(いわゆるPVD顔料)ではなく、アトマイズ粉末をボールミルにて磨砕・粉砕すること(いわゆるホールプロセス)により得られるものである。このため、特許文献2のアルミニウム効果顔料は、特許文献1のメタリック顔料と同様に、やはりブロードな粒度分布となってしまう。
【0012】
さらに、特許文献3のアルミニウム効果顔料は、その粒子サイズ分布(PSD)が極めて狭いものが好ましいとされるが(段落0046)、当該アルミニウム効果顔料の粒子サイズ分布は「15μm未満の体積平均粒子サイズ分布曲線のd98値を有し」と規定され(請求項1)、かつ「d50値が1〜6μm」との範囲(請求項4)が開示されているだけであり、これらの範囲はいずれも広範囲のものを含み得るため、どのような粒子サイズ分布であればインクジェット用途に適したメタリック感の優れたものとなるかについては、具体的には何ら記載も示唆もされていない。
【0013】
したがって、インクジェット用途に適したメタリック感の優れたアルミニウム顔料はまだ得られていない現状にある。本発明は、このような現状に鑑みなされたものであって、その目的とするところは、従来のインクジェット用のメタリック顔料に比し、優れたメタリック感を有するアルミニウム顔料を提供することにある。
【課題を解決するための手段】
【0014】
特許文献1では、メタリック顔料の平均厚みが30nm未満では反射性、光輝性に劣り、メタリック顔料としての性能が低くなることが指摘されている。しかしながら、本発明者の研究によれば、塗布面の金属光沢を向上させる場合、金属箔片の厚みをさらに薄くし、塗布面での金属箔片同士の重なりによる金属箔片表面での散乱光を低減することにより、より強い金属光沢が得られるとの知見が得られた。
【0015】
また、PVD顔料の製造工程において、従来よりも薄い金属層を形成することにより製造されたPVD顔料は、後の工程である超音波法による粉砕工程における粉砕効率が飛躍的に向上するという知見も得られた。このため、従来の粉砕工程では機械的強度が高いために微細化することが困難であった粗大粒度のPVD顔料も容易に粉砕することができ、よりシャープな粒度分布が得られること、および超音波による粉砕時間を大幅に短縮することができることから、生産性の面からも優れるという知見が得られた。
【0016】
本発明のアルミニウム顔料は、これらの知見に基づき完成されたものである。すなわち、本発明のアルミニウム顔料は、インクジェット用インク組成物に用いられるものであって、平均厚み(t)が5〜25nmであり、平均粒子径(D50)が0.5〜10μmであり、アスペクト比(D50/t)が20〜2000であり、均等数(n)が2.2以上であることを特徴とする。
【0017】
また、該アルミニウム顔料は、X線回折において、[111]面の強度が最も高くなるか、または2番目に高くなることが好ましく、真空蒸着法により製造されたものであることが好ましい。
【0018】
また本発明は、上記のアルミニウム顔料を含有するインクジェット用インク組成物にも係り、それを塗布した塗布物にも係る。
【発明の効果】
【0019】
本発明のアルミニウム顔料は、上記の構成を有することにより、従来のインクジェット用のメタリック顔料に比し、優れたメタリック感、すなわち高い輝度と優れた金属光沢を得ることができる。
【図面の簡単な説明】
【0020】
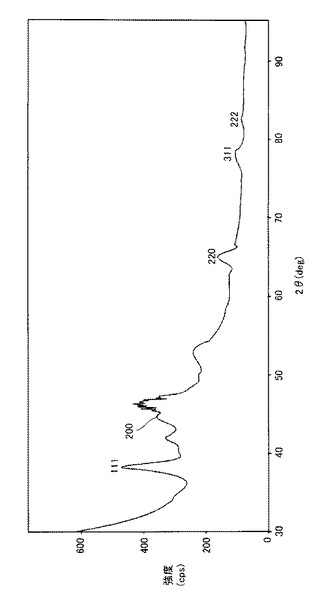
【図1】本発明の実施例1のアルミニウム顔料のX線回折図である。
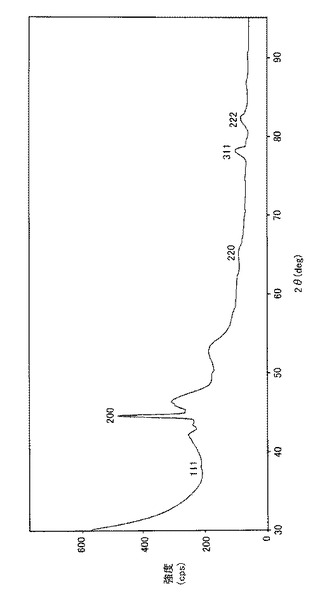
【図2】比較例3のアルミニウム顔料のX線回折図である。
【発明を実施するための形態】
【0021】
以下、本発明について、さらに詳細に説明する。
<アルミニウム顔料>
本発明のアルミニウム顔料は、インクジェット用インク組成物に用いられるものであって、以下の物性値を有する。すなわち、平均厚み(t)が5〜25nmであり、平均粒子径(D50)が0.5〜10μmであり、アスペクト比(D50/t)が20〜2000であり、均等数(n)が2.2以上である、ことを特徴とする。
【0022】
このような本発明のアルミニウム顔料は、真空蒸着法により製造されたものであることが好ましい。真空蒸着法で製造されたアルミニウム顔料は、比較的均等でかつ薄い厚みを有しつつ、平滑な表面を併せ持つことができるためである。真空蒸着法により製造されたものであれば、従来公知の条件が特に限定されることはなく、いかなる条件が採用されていても差し支えない。
【0023】
たとえば、特許文献1のように、シート状基材、またはシート状基材面に剥離用樹脂層を形成したものを準備し、その上に真空蒸着法により金属層を形成する。この場合、剥離用樹脂層と金属層とを交互に多数積層させ、多層構造としても良い。そして、その多層構造物(積層物)から剥離用樹脂層を境界として金属層を剥離し、それを粉砕したもの(いわゆるPVD顔料と呼ばれるアルミニウム薄片)を、さらに超音波を用いて微細化することにより、アルミニウム顔料を得ることができる。
【0024】
以下に、本発明のアルミニウム顔料をより詳細に説明する。
<アルミニウム顔料の組成>
本発明のアルミニウム顔料は、アルミニウム単独(アルミニウム単体)で構成されていても良いし、アルミニウム合金やアルミニウム化合物で構成されていても良いし、これらの混合物であっても良い。このように本発明のアルミニウム顔料は、アルミニウムを含む限り、組成は特に限定されない。
【0025】
<平均厚み(t)>
本発明のアルミニウム顔料の平均厚み(t)は、5〜25nm(5nm以上25nm以下)の範囲とする。より好ましくは、10nm以上25nm以下の範囲である。
【0026】
平均厚み(t)が5nm未満の場合、厚みが薄くなりすぎて光を透過してしまい所望のメタリック感を得ることができなくなる。さらに、平均厚み(t)が5nm未満のものをインクジェット用インク組成物に配合して使用した場合、金属光沢を得るためにはインキ組成物中でのアルミニウム顔料濃度を大幅に高める必要があり、その結果としてインクノズルの目詰まりの原因となる。また、平均厚み5nm未満のアルミニウム層を真空蒸着法により上述のシート状基材またはシート状基材面の剥離用樹脂層上に均一な連続層として形成することは困難である。
【0027】
一方、平均厚み(t)が25nmを超える場合は、厚みが厚くなることから機械的強度が高くなるので、超音波法による粉砕工程の時間が長くなり、生産性が著しく低下する。また、前述のとおり、粒度分布がブロードとなり、輝度が低下し、金属光沢も低くなる。また、インクジェット用インク組成物に配合して塗布した場合、塗布面でのアルミニウム顔料同士の重なりによる光の乱反射が顕著となり、良好なメタリック感が得難くなる。
【0028】
ここで、平均厚み(t)は次のようにして測定することができる。すなわち、まずアセトンで希釈したアルミニウム顔料をガラス基板上に数滴滴下し、自然乾固させる。次に、セイコーインスツルメンツ株式会社製原子間力顕微鏡(商品名:「Nanopics 1000」)を用いてこのガラス基板上に強制配向したアルミニウム顔料を20点抽出し、タッピングモードによってそれぞれの厚みを測定する。そして、測定した20点の厚みのうち、上位値および下位値の各3点の厚みを除外した残りの14点の厚みの平均値を求め、その平均値を平均厚み(t)とする。
【0029】
<平均粒子径(D50)>
本発明のアルミニウム顔料の平均粒子径(D50)は、0.5〜10μm(0.5μm以上10μm以下)である。この範囲であれば、インクジェット用のノズル径に適合でき、かつ高輝度の塗布面を得ることが可能となる。より好ましくは1μm以上6μm以下である。
【0030】
平均粒子径(D50)が0.5μm未満の場合、アルミニウム顔料表面での正反射光が低下することにより、インクジェット用インク組成物に配合して塗布した場合の塗布面のメタリック感が得られなくなるとともに、グレーまたは白味を帯びた外観となる。
【0031】
一方、平均粒子径(D50)が10μmを超える場合、粒子径が大きすぎて一般に適合するインクジェット用のノズルが存在しないため、ノズル詰まりが発生して吐出できなくなる。
【0032】
なお、平均粒子径(D50)は、レーザー回折法の原理によるレーザー回折式粒度分布測定装置を用いて求めることができ、測定された粒度分布に基づき、その体積平均を算出して求められる。
【0033】
<アスペクト比(D50/t)>
本発明のアルミニウム顔料のアスペクト比(D50/t)は、上記の平均粒子径(D50)を上記の平均厚み(t)で除した形状因子であり、20〜2000(20以上2000以下)である。より好ましくは、40以上1200以下である。
【0034】
アスペクト比(D50/t)が20未満の場合、粒径に比し厚みが大きくなるためインクジェット用インク組成物に配合して塗布した場合にアルミニウム顔料同士の重なりによる光の乱反射が顕著となり、良好なメタリック感が得難くなる。一方、アスペクト比(D50/t)が2000を超える場合、厚みが非常に薄くなるため、製造が困難となる。
【0035】
<均等数(n)>
本発明のアルミニウム顔料の均等数(n)は、2.2以上である。より好ましくは、2.4以上である。また、均等数(n)は高くなればなる程好ましい。均等数が2.2未満では、粒度分布がブロードとなり、インクジェット用インク組成物に配合して塗布した場合の塗布面の輝度が顕著に低下する。
【0036】
ここで、均等数(n)とは、粒度分布の広狭を示す尺度となるものであり、数値が大きいほど、狭い(シャープな)粒度分布を示す。したがって、均等数(n)を2.2以上とすることにより、メタリック顔料の輝度が向上し、金属光沢も高くなる。
【0037】
このような均等数(n)は、ロジン−ラムラー(Rosin-Rammler)線図における勾配nで示される。ここで、ロジン−ラムラー線図とは、以下の式(1)に従う粒度分布を示す粒度線図を指し、その勾配nとは該粒度線図における最大粒径から粒径Dまでの累積重量%を結んだ直線で代表される式(1)のn値を意味する。
【0038】
R=100exp(−bDn) ・・・(1)
上記式(1)中、Rは最大粒径から粒径Dまでの累積重量%、Dは粒径、bおよびnは定数である。
【0039】
具体的には、たとえば特開平08−170034号公報の段落0011に記載されるように、レーザー回折式粒度分布測定装置を用いて面積基準の粒度分布を求め、得られた粒子径毎の累積分布をロジン−ラムラー線図にプロットして、その直線を平行移動して極点(Pol P)からの外そう線を引いて勾配nを求めることにより得られる。すなわち、この勾配nが均等数となる。
【0040】
なお、本発明では、レーザー回折式粒度分布測定装置として日機装株式会社製の「マイクロトラック粒度分析計HRA9320−X100」(商品名)を使用して測定したデータを基にMicrotracIIアプリケーション;DMS2ver.10.4.0−225Jのデータ解析モードによって均等数を自動的に計算した。また同時に、プロットされるロジン−ラムラー線図において、その直線の位置がロジン−ラムラー線図から逸脱して外れた位置にプロットされていないことを確認した。
【0041】
<X線回折>
本発明のアルミニウム顔料は、X線回折において、[111]面の強度が最も高くなるか、または2番目に高くなることが好ましい。つまり、ベースラインから立ち上がる[111]面の強度のピークが他のピークと比較して相対的に最も高くなるか、または2番目に高くなることが好ましい。特に真空蒸着法により製造されたアルミニウム顔料はこのようなX線回折強度を示し、塊状物や突起形状を含まず、表面が極めて平滑な薄片状の形状を有する傾向にある。このようなアルミニウム顔料をインクジェット用インク組成物に配合して塗布した場合、塗布面でのアルミニウム顔料同士の重なりによる光の乱反射が抑制され、これにより良好なメタリック感が得られる。
【0042】
なお、このようなX線回折は、通常アルミニウム顔料を基板上に塗布することにより測定されるが、その際アルミニウム顔料を基板(塗布面)に平行に配列させた状態で測定することが好ましい。
【0043】
<製造方法>
本発明のアルミニウム顔料は、上述のとおり、真空蒸着法により製造されたものであることが好ましい。特に、基材上に金属層を真空蒸着法で形成する際に、その金属層の厚みを5〜25nmの範囲に設定することにより製造することが好適である。これにより、アルミニウム顔料の上記物性、特に平均厚みと均等数が担保され、かつX線回折において、[111]面の強度が最も高くなるか、または2番目に高くなるものが得られる。
【0044】
たとえば、特許文献1のように、シート状基材、またはシート状基材面に剥離用樹脂層を形成したものを準備し、その上に真空蒸着法により金属層を上記の厚みの範囲となるように形成する。この場合、剥離用樹脂層と金属層とを交互に多数積層させ、多層構造としても良い。そして、その多層構造物(積層物)から剥離用樹脂層を境界として金属層を剥離し、それを粉砕したもの(いわゆるPVD顔料と呼ばれるアルミニウム薄片)を、さらに微細化することにより、アルミニウム顔料を得ることができる。
【0045】
また、市販されているPVD顔料と呼ばれるアルミニウム薄片(たとえば、商品名:「41−0010」、BASF社製)をさらに微細化することにより得ることもできる。
【0046】
上記における微細化方法としては、特に限定されないが、たとえば、アルミニウム薄片を溶媒に分散させた後に、超音波ホモジナイザーを用いて30秒〜10時間、より好ましくは2分〜3時間、超音波により微細化(粉砕)する方法(超音波処理)を挙げることができる。上記溶媒は特に限定されないが、たとえば、鉱物油、グリコール類、アルコール類、エステル類、エーテル類、アセテート類等が用いられる。また、これらの溶媒を組み合わせた混合溶媒を用いることもできる。
【0047】
なお、微細化方法は、超音波ホモジナイザーによる超音波処理以外にも、ジェットミルのように物理的に破砕する粉砕機(たとえばナノマイザー、ソノレーター等)、ビーズミル、ボールミル等を用いて微細化する方法を採用することができる。
【0048】
<用途など>
本発明は、本発明のアルミニウム顔料を含有するインクジェット用インク組成物にも係る。このようなインクジェット用インク組成物は、本発明のアルミニウム顔料を、適切な溶媒に分散させ、配合することにより得ることができる。
【0049】
このようなインクジェット用インク組成物に用いられる溶媒は、水系のものであっても良いし、極性有機溶媒であっても良い。また、このようなインクジェット用インク組成物は、適宜界面活性剤を添加しても良いし、公知のバインダー樹脂を含有しても良く、酸化防止剤や紫外線吸収剤等の安定化剤を添加しても良い。
【0050】
また、本発明のインクジェット用インク組成物は、公知の方法によって調製することができる。たとえば、本発明のアルミニウム顔料、分散剤、溶媒を混合した後、ボールミル、ビーズミル、超音波、またはジェットミル等で顔料分散液を調製する。その後、界面活性剤、バインダー樹脂、その他の添加剤を攪拌しながら加えることにより、インクジェット用インク組成物を得ることができる。
【0051】
また、本発明のインクジェット用インク組成物は、各種のインクジェット記録方式に適用することができる。たとえば、静電誘引力を利用してインクを吐出させるドロップ・オン・デマンド方式(または圧力パルス方式)、高熱によって気泡を形成し、成長させることによって生じる圧力を利用してインクを吐出させるバブルまたはサーマルジェット方式等の各種インクジェット記録方式に適用することができる。
【0052】
そして、本発明は、上記のようなインクジェット用インク組成物を塗布した塗布物にも係る。この場合、インクジェット用インク組成物が塗布される対象物としては、たとえば非塗工印刷用紙、コート紙、光沢紙等の塗工印刷用紙、その他の紙類、合成樹脂フィルム、合成樹脂成型体、ガラス、金属または合成樹脂等の基板、配管、衣類等に代表される繊維類等を挙げることができる。
【実施例】
【0053】
以下、実施例を挙げて本発明をより詳細に説明するが、本発明はこれらに限定されるものではない。
【0054】
<実施例1>
真空蒸着法により製造された市販のアルミニウム薄片(商品名:「41−0310」、BASF社製、平均厚み(t):20nm、平均粒子径(D50):9μm、アルミニウム含有量:10.0質量%、内部溶剤:プロプレングリコールモノメチルエーテルアセテ−ト)を、超音波ホモジナイザー(商品名:「MODEL US−300T」、(株)日本精機製作所製)を用いて、TIP SELECT(Φ)=26、V−LEVEL(μA)=400の条件下で、3分間粉砕することにより、本発明のアルミニウム顔料を得た。このアルミニウム顔料の物性を表1に示す。
【0055】
なお、上記の超音波粉砕中は発熱を伴うため、冷却水により冷却を行なった。このようにして得られたアルミニウム顔料は、顔料含有量が10.0質量%である分散液の状態を呈するものであった。
【0056】
<実施例2>
超音波ホモジナイザーによる粉砕時間を33分間とする以外は、全て実施例1と同様にして本発明のアルミニウム顔料を得た。このアルミニウム顔料の物性を表1に示す。
【0057】
このようにして得られたアルミニウム顔料は、実施例1と同様に、顔料含有量が10.0質量%である分散液の状態を呈するものであった。
【0058】
<比較例1>
真空蒸着法により製造された市販のアルミニウム薄片として、アルミニウム薄片(商品名:「71−0310」、BASF社製、平均厚み(t):30nm、平均粒子径(D50):10μm、アルミニウム含有量:10.0質量%、内部溶剤:プロプレングリコールモノメチルエーテルアセテ−ト)を用い、かつ超音波ホモジナイザーによる粉砕時間を15分間とする以外は、全て実施例1と同様にしてアルミニウム顔料を得た。このアルミニウム顔料の物性を表1に示す。
【0059】
このようにして得られたアルミニウム顔料は、実施例1と同様に、顔料含有量が10.0質量%である分散液の状態を呈するものであった。
【0060】
<比較例2>
超音波ホモジナイザーによる粉砕時間を120分間とする以外は、全て比較例1と同様にしてアルミニウム顔料を得た。このアルミニウム顔料の物性を表1に示す。
【0061】
このようにして得られたアルミニウム顔料は、実施例1と同様に、顔料含有量が10.0質量%である分散液の状態を呈するものであった。
【0062】
<比較例3>
ボールミルを用いて粉砕して製造された市販のアルミニウム顔料(商品名:「MS−750」、東洋アルミニウム(株)製、平均厚み(t):30nm、平均粒子径(D50):11.0μm、アルミニウム含有量:40質量%、内部溶剤:ミネラルスピリット)25質量部にプロプレングリコールモノメチルエーテルアセテ−ト75質量部を加え、アルミニウム含有量10質量部のスラリー100質量部を調製した。
【0063】
実施例1で用いた真空蒸着法により製造された市販のアルミニウム薄片に代えて、上記で調製したスラリーを用い、かつ超音波ホモジナイザーによる粉砕時間を24分間とする以外は、全て実施例1と同様にしてアルミニウム顔料を得た。このアルミニウム顔料の物性を表1に示す。
【0064】
このようにして得られたアルミニウム顔料は、顔料含有量が10質量%である分散液の状態を呈するものであった。
【0065】
以上のようにして得られた実施例1〜2および比較例1〜3のアルミニウム顔料の物性および色調評価は以下の手順で実施した。
【0066】
1.物性評価
アルミニウム顔料の平均粒子径(D50)は、レーザー回折式粒度分布測定装置(商品名:「マイクロトラック粒度分析計HRA9320−X100」、日機装株式会社製)を用いてレーザー回折法により測定した。また、均等数(n)は、上記のレーザー回折式粒度分布測定装置を用いることにより、前述の方法に従って求めた。
【0067】
また、平均厚み(t)を前述の方法に従って求め、上記平均粒子径(D50)とこの平均厚み(t)とからアスペクト比(D50/t)を算出した。以上の結果を表1に示す。
【0068】
一方、実施例1および比較例3のアルミニウム顔料について、X線回折を行なった。具体的には、後述の「色調評価」の項で作製した色調評価用フィルムを用い、アルミニウム顔料を塗布した面が上になるようにX線回折装置(商品名:「RINT2000」、Rigaku社製)のサンプルホルダにセットし、X線源としてCuのKαを用いることにより測定した。結果を図1(実施例1)および図2(比較例3)に示す。X線回折図において、2θ(deg)が約38°(測定条件によりシフトする場合もあるため、約35〜40°とも言える)となる位置に現れるピークが[111]面である(図1および図2中、三桁の数値は結晶面(ミラー指数)を示す)。図1では、[111]面の強度が最も高くなっていること(他のピークと比較して相対的にピークの高さが最も高いこと)が確認できるのに対し、図2では[111]面のピーク自体が存在しない。
【0069】
2.色調評価
<色調評価用フィルムの作製>
上記の実施例および比較例で各得られたアルミニウム顔料10質量部(固形分1.0質量部)を酢酸エチル10質量部で希釈し、さらに硝化綿ラッカー(商品名:「#2220クリヤー」、日本ペイント(株)製)2質量部を加えることにより、評価用インクAを調製した。
【0070】
次いで、自動塗工装置(商品名:「PI−1210」、テスター産業(株)製)を用いて、上記で調製した評価用インクAをPETフィルムに塗布し(#18のバーコーター使用、スピード1)、その後、室温(25℃)、空気中で1時間自然乾燥させることにより、色調評価用フィルムを作製した。
【0071】
<色調評価>
上記で得られた色調評価用フィルムは、光沢が極めて高かったため、通常の条件ではメタリック用測色機による適切なハイライト明度の比較はできなかった。そのため、色調評価は、変角分光測色システム(商品名:「GCMS−4」、(株)村上色彩技術研究所製)を用いて測色を行ない、CIELAB(国際照明委員会(CIE)策定の色空間)のL*値について評価を行なった。
【0072】
測色は、フィルムの光沢の影響を避けるため、塗布面に対して行なった。測色の幾何学的条件は、入射角(入射光軸と試料法線とのなす角)−45°で入射し、あおり角3°(測定面と試料法線とのなす角)にて、0°、40°および45°の受光角(受光光軸と試料法線とのなす角)のL*値(標準の光C、2°視野)を測定した。その結果を表1に示す。
【0073】
表1中、「L45」は45°の受光角のL*値を示し、「L40」は40°の受光角のL*値を示し、「L0」は0°の受光角のL*値を示す(入射角はそれぞれ−45°)。また、「FF」は、フリップフロップ感を示すパラメータで次式により算出した。
【0074】
FF=2×(L40−L0)/(L40+L0)
ここで、上記式中のL40およびL0は、それぞれ上記の「L40」および「L0」を示す。この「FF」は、塗面を正面および斜め方向から見た場合のメタリック塗面の明るさの変化度合を示し、クロムメッキ調に代表されるような金属光沢が強い外観であるほど、FF値は大きな数値を示す。
【0075】
また、入射角と正反射の関係にある角度近傍領域の明度、いわゆるハイライトの明度が大きい程、鏡面反射性に優れ、より金属調の強い外観を示す。今回の測定値では「L45」がこのハイライト明度を示し、「L45」の数値が大きいほど、鏡面反射性に優れることを示す。したがって、「L45」および「FF」の数値が大きいほど、メタリック感に優れていること(すなわち高い輝度と優れた金属光沢)を示す。
【0076】
【表1】

【0077】
表1より明らかなように、実施例のアルミニウム顔料は、比較例のアルミニウム顔料に比し、メタリック感に優れていた。
【0078】
また、図1および図2より明らかなように、X線回折において、[111]面の強度が最も高くなるアルミニウム顔料が、優れたメタリック感を示すことも確認できた。
【0079】
以上のように本発明の実施の形態および実施例について説明を行なったが、上述の各実施の形態および実施例の構成を適宜組み合わせることも当初から予定している。
【0080】
今回開示された実施の形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【技術分野】
【0001】
本発明は、インクジェット用インク組成物へ配合した場合に良好なメタリック感を得ることが可能なアルミニウム顔料に関する。
【背景技術】
【0002】
従来型のボールミル法などで作られたアルミニウム顔料を用いて金属光沢を得るためには、その平均粒子径が5μm以上のものが必要となる。そして、一般的には平均粒子径が10μm以上のものが使用されており、粒度分布における最大粒子径は20μmを超える。このようなアルミニウム顔料は、産業用または民生用の一般的なインクジェットノズルでは吐出することができない。
【0003】
したがって、インクジェット用インク組成物への配合が可能なアルミニウム顔料やメタリック顔料に関する研究が種々行なわれている。たとえば、特開2007−046034号公報(特許文献1)では、金属箔片として、平均粒子径が1.0〜4.0μm、最大粒子径が12μm以下、平均厚みが30nm〜100nmの金属箔片およびそれを含有するインク組成物およびインクジェット記録方法が提案されている。
【0004】
また、特表2010−533747号公報(特許文献2)では、金属箔片として、平均粒子径が1〜15μm、平均厚みが15nm〜150nmのアルミニウム効果顔料が提案されている。
【0005】
また、特表2011−508030号公報(特許文献3)では、インクジェット印刷インキに適した顔料調製物として、アルミニウム効果顔料、溶媒、および少なくとも1種の添加剤を含み、アルミニウム効果顔料が、15μm未満の体積平均粒子サイズ分布曲線のd98値を有し、少なくとも1種の添加剤が、リン含有添加剤であり、そして溶媒が、25℃で1.8mPa・sに等しいかそれ以上の粘度を有する、顔料調製物が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−046034号公報
【特許文献2】特表2010−533747号公報
【特許文献3】特表2011−508030号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1のメタリック顔料は、次のようにして製造される。すなわち、シート状基材面に剥離用樹脂層と真空蒸着により形成された金属層とを積層させ、該剥離用樹脂層を境界として該金属層をシート状基材より剥離する。次いで、その剥離された金属層を粉砕したもの(いわゆるPVD顔料)を、さらに超音波を用いて微細化することにより製造される。
【0008】
このようにして得られたメタリック顔料は、当該金属層の平均厚みが30nm〜100nmと厚いので機械的強度が強く、このため粉砕に掛かる時間が長くなり生産性が劣る。また、粉砕時間が長くなると、機械的強度の弱い粒子はさらに細かく粉砕される傾向にあり、機械的強度の高い粒子との間で粒径が二極化し、所望の粒度域に達した際にはブロードな粒度分布となってしまう。
【0009】
このように粒度分布がブロードな粒度分布になると、メタリック顔料の輝度が低下し、金属光沢も低くなる。このため、特許文献1のメタリック顔料を用いたインクジェットによると、その塗布面のメタリック感は乏しくなってしまう。
【0010】
さらに、特許文献1のメタリック顔料は、その平均厚みが30nm〜100nmであり一般的なメタリック顔料の厚みと比べると薄い。しかし、インクジェットのように微細な粒子の使用が求められる場合には、このような厚みのものでも平行配列させた場合の顔料粒子同士の重なり部分は、完全な平行状態にはならない。このため、光が乱反射してしまい、この点からもメタリック感が乏しくなってしまう。
【0011】
一方、特許文献2のアルミニウム効果顔料は、特許文献1に記載されるような真空蒸着法により得られるメタリック顔料(いわゆるPVD顔料)ではなく、アトマイズ粉末をボールミルにて磨砕・粉砕すること(いわゆるホールプロセス)により得られるものである。このため、特許文献2のアルミニウム効果顔料は、特許文献1のメタリック顔料と同様に、やはりブロードな粒度分布となってしまう。
【0012】
さらに、特許文献3のアルミニウム効果顔料は、その粒子サイズ分布(PSD)が極めて狭いものが好ましいとされるが(段落0046)、当該アルミニウム効果顔料の粒子サイズ分布は「15μm未満の体積平均粒子サイズ分布曲線のd98値を有し」と規定され(請求項1)、かつ「d50値が1〜6μm」との範囲(請求項4)が開示されているだけであり、これらの範囲はいずれも広範囲のものを含み得るため、どのような粒子サイズ分布であればインクジェット用途に適したメタリック感の優れたものとなるかについては、具体的には何ら記載も示唆もされていない。
【0013】
したがって、インクジェット用途に適したメタリック感の優れたアルミニウム顔料はまだ得られていない現状にある。本発明は、このような現状に鑑みなされたものであって、その目的とするところは、従来のインクジェット用のメタリック顔料に比し、優れたメタリック感を有するアルミニウム顔料を提供することにある。
【課題を解決するための手段】
【0014】
特許文献1では、メタリック顔料の平均厚みが30nm未満では反射性、光輝性に劣り、メタリック顔料としての性能が低くなることが指摘されている。しかしながら、本発明者の研究によれば、塗布面の金属光沢を向上させる場合、金属箔片の厚みをさらに薄くし、塗布面での金属箔片同士の重なりによる金属箔片表面での散乱光を低減することにより、より強い金属光沢が得られるとの知見が得られた。
【0015】
また、PVD顔料の製造工程において、従来よりも薄い金属層を形成することにより製造されたPVD顔料は、後の工程である超音波法による粉砕工程における粉砕効率が飛躍的に向上するという知見も得られた。このため、従来の粉砕工程では機械的強度が高いために微細化することが困難であった粗大粒度のPVD顔料も容易に粉砕することができ、よりシャープな粒度分布が得られること、および超音波による粉砕時間を大幅に短縮することができることから、生産性の面からも優れるという知見が得られた。
【0016】
本発明のアルミニウム顔料は、これらの知見に基づき完成されたものである。すなわち、本発明のアルミニウム顔料は、インクジェット用インク組成物に用いられるものであって、平均厚み(t)が5〜25nmであり、平均粒子径(D50)が0.5〜10μmであり、アスペクト比(D50/t)が20〜2000であり、均等数(n)が2.2以上であることを特徴とする。
【0017】
また、該アルミニウム顔料は、X線回折において、[111]面の強度が最も高くなるか、または2番目に高くなることが好ましく、真空蒸着法により製造されたものであることが好ましい。
【0018】
また本発明は、上記のアルミニウム顔料を含有するインクジェット用インク組成物にも係り、それを塗布した塗布物にも係る。
【発明の効果】
【0019】
本発明のアルミニウム顔料は、上記の構成を有することにより、従来のインクジェット用のメタリック顔料に比し、優れたメタリック感、すなわち高い輝度と優れた金属光沢を得ることができる。
【図面の簡単な説明】
【0020】
【図1】本発明の実施例1のアルミニウム顔料のX線回折図である。
【図2】比較例3のアルミニウム顔料のX線回折図である。
【発明を実施するための形態】
【0021】
以下、本発明について、さらに詳細に説明する。
<アルミニウム顔料>
本発明のアルミニウム顔料は、インクジェット用インク組成物に用いられるものであって、以下の物性値を有する。すなわち、平均厚み(t)が5〜25nmであり、平均粒子径(D50)が0.5〜10μmであり、アスペクト比(D50/t)が20〜2000であり、均等数(n)が2.2以上である、ことを特徴とする。
【0022】
このような本発明のアルミニウム顔料は、真空蒸着法により製造されたものであることが好ましい。真空蒸着法で製造されたアルミニウム顔料は、比較的均等でかつ薄い厚みを有しつつ、平滑な表面を併せ持つことができるためである。真空蒸着法により製造されたものであれば、従来公知の条件が特に限定されることはなく、いかなる条件が採用されていても差し支えない。
【0023】
たとえば、特許文献1のように、シート状基材、またはシート状基材面に剥離用樹脂層を形成したものを準備し、その上に真空蒸着法により金属層を形成する。この場合、剥離用樹脂層と金属層とを交互に多数積層させ、多層構造としても良い。そして、その多層構造物(積層物)から剥離用樹脂層を境界として金属層を剥離し、それを粉砕したもの(いわゆるPVD顔料と呼ばれるアルミニウム薄片)を、さらに超音波を用いて微細化することにより、アルミニウム顔料を得ることができる。
【0024】
以下に、本発明のアルミニウム顔料をより詳細に説明する。
<アルミニウム顔料の組成>
本発明のアルミニウム顔料は、アルミニウム単独(アルミニウム単体)で構成されていても良いし、アルミニウム合金やアルミニウム化合物で構成されていても良いし、これらの混合物であっても良い。このように本発明のアルミニウム顔料は、アルミニウムを含む限り、組成は特に限定されない。
【0025】
<平均厚み(t)>
本発明のアルミニウム顔料の平均厚み(t)は、5〜25nm(5nm以上25nm以下)の範囲とする。より好ましくは、10nm以上25nm以下の範囲である。
【0026】
平均厚み(t)が5nm未満の場合、厚みが薄くなりすぎて光を透過してしまい所望のメタリック感を得ることができなくなる。さらに、平均厚み(t)が5nm未満のものをインクジェット用インク組成物に配合して使用した場合、金属光沢を得るためにはインキ組成物中でのアルミニウム顔料濃度を大幅に高める必要があり、その結果としてインクノズルの目詰まりの原因となる。また、平均厚み5nm未満のアルミニウム層を真空蒸着法により上述のシート状基材またはシート状基材面の剥離用樹脂層上に均一な連続層として形成することは困難である。
【0027】
一方、平均厚み(t)が25nmを超える場合は、厚みが厚くなることから機械的強度が高くなるので、超音波法による粉砕工程の時間が長くなり、生産性が著しく低下する。また、前述のとおり、粒度分布がブロードとなり、輝度が低下し、金属光沢も低くなる。また、インクジェット用インク組成物に配合して塗布した場合、塗布面でのアルミニウム顔料同士の重なりによる光の乱反射が顕著となり、良好なメタリック感が得難くなる。
【0028】
ここで、平均厚み(t)は次のようにして測定することができる。すなわち、まずアセトンで希釈したアルミニウム顔料をガラス基板上に数滴滴下し、自然乾固させる。次に、セイコーインスツルメンツ株式会社製原子間力顕微鏡(商品名:「Nanopics 1000」)を用いてこのガラス基板上に強制配向したアルミニウム顔料を20点抽出し、タッピングモードによってそれぞれの厚みを測定する。そして、測定した20点の厚みのうち、上位値および下位値の各3点の厚みを除外した残りの14点の厚みの平均値を求め、その平均値を平均厚み(t)とする。
【0029】
<平均粒子径(D50)>
本発明のアルミニウム顔料の平均粒子径(D50)は、0.5〜10μm(0.5μm以上10μm以下)である。この範囲であれば、インクジェット用のノズル径に適合でき、かつ高輝度の塗布面を得ることが可能となる。より好ましくは1μm以上6μm以下である。
【0030】
平均粒子径(D50)が0.5μm未満の場合、アルミニウム顔料表面での正反射光が低下することにより、インクジェット用インク組成物に配合して塗布した場合の塗布面のメタリック感が得られなくなるとともに、グレーまたは白味を帯びた外観となる。
【0031】
一方、平均粒子径(D50)が10μmを超える場合、粒子径が大きすぎて一般に適合するインクジェット用のノズルが存在しないため、ノズル詰まりが発生して吐出できなくなる。
【0032】
なお、平均粒子径(D50)は、レーザー回折法の原理によるレーザー回折式粒度分布測定装置を用いて求めることができ、測定された粒度分布に基づき、その体積平均を算出して求められる。
【0033】
<アスペクト比(D50/t)>
本発明のアルミニウム顔料のアスペクト比(D50/t)は、上記の平均粒子径(D50)を上記の平均厚み(t)で除した形状因子であり、20〜2000(20以上2000以下)である。より好ましくは、40以上1200以下である。
【0034】
アスペクト比(D50/t)が20未満の場合、粒径に比し厚みが大きくなるためインクジェット用インク組成物に配合して塗布した場合にアルミニウム顔料同士の重なりによる光の乱反射が顕著となり、良好なメタリック感が得難くなる。一方、アスペクト比(D50/t)が2000を超える場合、厚みが非常に薄くなるため、製造が困難となる。
【0035】
<均等数(n)>
本発明のアルミニウム顔料の均等数(n)は、2.2以上である。より好ましくは、2.4以上である。また、均等数(n)は高くなればなる程好ましい。均等数が2.2未満では、粒度分布がブロードとなり、インクジェット用インク組成物に配合して塗布した場合の塗布面の輝度が顕著に低下する。
【0036】
ここで、均等数(n)とは、粒度分布の広狭を示す尺度となるものであり、数値が大きいほど、狭い(シャープな)粒度分布を示す。したがって、均等数(n)を2.2以上とすることにより、メタリック顔料の輝度が向上し、金属光沢も高くなる。
【0037】
このような均等数(n)は、ロジン−ラムラー(Rosin-Rammler)線図における勾配nで示される。ここで、ロジン−ラムラー線図とは、以下の式(1)に従う粒度分布を示す粒度線図を指し、その勾配nとは該粒度線図における最大粒径から粒径Dまでの累積重量%を結んだ直線で代表される式(1)のn値を意味する。
【0038】
R=100exp(−bDn) ・・・(1)
上記式(1)中、Rは最大粒径から粒径Dまでの累積重量%、Dは粒径、bおよびnは定数である。
【0039】
具体的には、たとえば特開平08−170034号公報の段落0011に記載されるように、レーザー回折式粒度分布測定装置を用いて面積基準の粒度分布を求め、得られた粒子径毎の累積分布をロジン−ラムラー線図にプロットして、その直線を平行移動して極点(Pol P)からの外そう線を引いて勾配nを求めることにより得られる。すなわち、この勾配nが均等数となる。
【0040】
なお、本発明では、レーザー回折式粒度分布測定装置として日機装株式会社製の「マイクロトラック粒度分析計HRA9320−X100」(商品名)を使用して測定したデータを基にMicrotracIIアプリケーション;DMS2ver.10.4.0−225Jのデータ解析モードによって均等数を自動的に計算した。また同時に、プロットされるロジン−ラムラー線図において、その直線の位置がロジン−ラムラー線図から逸脱して外れた位置にプロットされていないことを確認した。
【0041】
<X線回折>
本発明のアルミニウム顔料は、X線回折において、[111]面の強度が最も高くなるか、または2番目に高くなることが好ましい。つまり、ベースラインから立ち上がる[111]面の強度のピークが他のピークと比較して相対的に最も高くなるか、または2番目に高くなることが好ましい。特に真空蒸着法により製造されたアルミニウム顔料はこのようなX線回折強度を示し、塊状物や突起形状を含まず、表面が極めて平滑な薄片状の形状を有する傾向にある。このようなアルミニウム顔料をインクジェット用インク組成物に配合して塗布した場合、塗布面でのアルミニウム顔料同士の重なりによる光の乱反射が抑制され、これにより良好なメタリック感が得られる。
【0042】
なお、このようなX線回折は、通常アルミニウム顔料を基板上に塗布することにより測定されるが、その際アルミニウム顔料を基板(塗布面)に平行に配列させた状態で測定することが好ましい。
【0043】
<製造方法>
本発明のアルミニウム顔料は、上述のとおり、真空蒸着法により製造されたものであることが好ましい。特に、基材上に金属層を真空蒸着法で形成する際に、その金属層の厚みを5〜25nmの範囲に設定することにより製造することが好適である。これにより、アルミニウム顔料の上記物性、特に平均厚みと均等数が担保され、かつX線回折において、[111]面の強度が最も高くなるか、または2番目に高くなるものが得られる。
【0044】
たとえば、特許文献1のように、シート状基材、またはシート状基材面に剥離用樹脂層を形成したものを準備し、その上に真空蒸着法により金属層を上記の厚みの範囲となるように形成する。この場合、剥離用樹脂層と金属層とを交互に多数積層させ、多層構造としても良い。そして、その多層構造物(積層物)から剥離用樹脂層を境界として金属層を剥離し、それを粉砕したもの(いわゆるPVD顔料と呼ばれるアルミニウム薄片)を、さらに微細化することにより、アルミニウム顔料を得ることができる。
【0045】
また、市販されているPVD顔料と呼ばれるアルミニウム薄片(たとえば、商品名:「41−0010」、BASF社製)をさらに微細化することにより得ることもできる。
【0046】
上記における微細化方法としては、特に限定されないが、たとえば、アルミニウム薄片を溶媒に分散させた後に、超音波ホモジナイザーを用いて30秒〜10時間、より好ましくは2分〜3時間、超音波により微細化(粉砕)する方法(超音波処理)を挙げることができる。上記溶媒は特に限定されないが、たとえば、鉱物油、グリコール類、アルコール類、エステル類、エーテル類、アセテート類等が用いられる。また、これらの溶媒を組み合わせた混合溶媒を用いることもできる。
【0047】
なお、微細化方法は、超音波ホモジナイザーによる超音波処理以外にも、ジェットミルのように物理的に破砕する粉砕機(たとえばナノマイザー、ソノレーター等)、ビーズミル、ボールミル等を用いて微細化する方法を採用することができる。
【0048】
<用途など>
本発明は、本発明のアルミニウム顔料を含有するインクジェット用インク組成物にも係る。このようなインクジェット用インク組成物は、本発明のアルミニウム顔料を、適切な溶媒に分散させ、配合することにより得ることができる。
【0049】
このようなインクジェット用インク組成物に用いられる溶媒は、水系のものであっても良いし、極性有機溶媒であっても良い。また、このようなインクジェット用インク組成物は、適宜界面活性剤を添加しても良いし、公知のバインダー樹脂を含有しても良く、酸化防止剤や紫外線吸収剤等の安定化剤を添加しても良い。
【0050】
また、本発明のインクジェット用インク組成物は、公知の方法によって調製することができる。たとえば、本発明のアルミニウム顔料、分散剤、溶媒を混合した後、ボールミル、ビーズミル、超音波、またはジェットミル等で顔料分散液を調製する。その後、界面活性剤、バインダー樹脂、その他の添加剤を攪拌しながら加えることにより、インクジェット用インク組成物を得ることができる。
【0051】
また、本発明のインクジェット用インク組成物は、各種のインクジェット記録方式に適用することができる。たとえば、静電誘引力を利用してインクを吐出させるドロップ・オン・デマンド方式(または圧力パルス方式)、高熱によって気泡を形成し、成長させることによって生じる圧力を利用してインクを吐出させるバブルまたはサーマルジェット方式等の各種インクジェット記録方式に適用することができる。
【0052】
そして、本発明は、上記のようなインクジェット用インク組成物を塗布した塗布物にも係る。この場合、インクジェット用インク組成物が塗布される対象物としては、たとえば非塗工印刷用紙、コート紙、光沢紙等の塗工印刷用紙、その他の紙類、合成樹脂フィルム、合成樹脂成型体、ガラス、金属または合成樹脂等の基板、配管、衣類等に代表される繊維類等を挙げることができる。
【実施例】
【0053】
以下、実施例を挙げて本発明をより詳細に説明するが、本発明はこれらに限定されるものではない。
【0054】
<実施例1>
真空蒸着法により製造された市販のアルミニウム薄片(商品名:「41−0310」、BASF社製、平均厚み(t):20nm、平均粒子径(D50):9μm、アルミニウム含有量:10.0質量%、内部溶剤:プロプレングリコールモノメチルエーテルアセテ−ト)を、超音波ホモジナイザー(商品名:「MODEL US−300T」、(株)日本精機製作所製)を用いて、TIP SELECT(Φ)=26、V−LEVEL(μA)=400の条件下で、3分間粉砕することにより、本発明のアルミニウム顔料を得た。このアルミニウム顔料の物性を表1に示す。
【0055】
なお、上記の超音波粉砕中は発熱を伴うため、冷却水により冷却を行なった。このようにして得られたアルミニウム顔料は、顔料含有量が10.0質量%である分散液の状態を呈するものであった。
【0056】
<実施例2>
超音波ホモジナイザーによる粉砕時間を33分間とする以外は、全て実施例1と同様にして本発明のアルミニウム顔料を得た。このアルミニウム顔料の物性を表1に示す。
【0057】
このようにして得られたアルミニウム顔料は、実施例1と同様に、顔料含有量が10.0質量%である分散液の状態を呈するものであった。
【0058】
<比較例1>
真空蒸着法により製造された市販のアルミニウム薄片として、アルミニウム薄片(商品名:「71−0310」、BASF社製、平均厚み(t):30nm、平均粒子径(D50):10μm、アルミニウム含有量:10.0質量%、内部溶剤:プロプレングリコールモノメチルエーテルアセテ−ト)を用い、かつ超音波ホモジナイザーによる粉砕時間を15分間とする以外は、全て実施例1と同様にしてアルミニウム顔料を得た。このアルミニウム顔料の物性を表1に示す。
【0059】
このようにして得られたアルミニウム顔料は、実施例1と同様に、顔料含有量が10.0質量%である分散液の状態を呈するものであった。
【0060】
<比較例2>
超音波ホモジナイザーによる粉砕時間を120分間とする以外は、全て比較例1と同様にしてアルミニウム顔料を得た。このアルミニウム顔料の物性を表1に示す。
【0061】
このようにして得られたアルミニウム顔料は、実施例1と同様に、顔料含有量が10.0質量%である分散液の状態を呈するものであった。
【0062】
<比較例3>
ボールミルを用いて粉砕して製造された市販のアルミニウム顔料(商品名:「MS−750」、東洋アルミニウム(株)製、平均厚み(t):30nm、平均粒子径(D50):11.0μm、アルミニウム含有量:40質量%、内部溶剤:ミネラルスピリット)25質量部にプロプレングリコールモノメチルエーテルアセテ−ト75質量部を加え、アルミニウム含有量10質量部のスラリー100質量部を調製した。
【0063】
実施例1で用いた真空蒸着法により製造された市販のアルミニウム薄片に代えて、上記で調製したスラリーを用い、かつ超音波ホモジナイザーによる粉砕時間を24分間とする以外は、全て実施例1と同様にしてアルミニウム顔料を得た。このアルミニウム顔料の物性を表1に示す。
【0064】
このようにして得られたアルミニウム顔料は、顔料含有量が10質量%である分散液の状態を呈するものであった。
【0065】
以上のようにして得られた実施例1〜2および比較例1〜3のアルミニウム顔料の物性および色調評価は以下の手順で実施した。
【0066】
1.物性評価
アルミニウム顔料の平均粒子径(D50)は、レーザー回折式粒度分布測定装置(商品名:「マイクロトラック粒度分析計HRA9320−X100」、日機装株式会社製)を用いてレーザー回折法により測定した。また、均等数(n)は、上記のレーザー回折式粒度分布測定装置を用いることにより、前述の方法に従って求めた。
【0067】
また、平均厚み(t)を前述の方法に従って求め、上記平均粒子径(D50)とこの平均厚み(t)とからアスペクト比(D50/t)を算出した。以上の結果を表1に示す。
【0068】
一方、実施例1および比較例3のアルミニウム顔料について、X線回折を行なった。具体的には、後述の「色調評価」の項で作製した色調評価用フィルムを用い、アルミニウム顔料を塗布した面が上になるようにX線回折装置(商品名:「RINT2000」、Rigaku社製)のサンプルホルダにセットし、X線源としてCuのKαを用いることにより測定した。結果を図1(実施例1)および図2(比較例3)に示す。X線回折図において、2θ(deg)が約38°(測定条件によりシフトする場合もあるため、約35〜40°とも言える)となる位置に現れるピークが[111]面である(図1および図2中、三桁の数値は結晶面(ミラー指数)を示す)。図1では、[111]面の強度が最も高くなっていること(他のピークと比較して相対的にピークの高さが最も高いこと)が確認できるのに対し、図2では[111]面のピーク自体が存在しない。
【0069】
2.色調評価
<色調評価用フィルムの作製>
上記の実施例および比較例で各得られたアルミニウム顔料10質量部(固形分1.0質量部)を酢酸エチル10質量部で希釈し、さらに硝化綿ラッカー(商品名:「#2220クリヤー」、日本ペイント(株)製)2質量部を加えることにより、評価用インクAを調製した。
【0070】
次いで、自動塗工装置(商品名:「PI−1210」、テスター産業(株)製)を用いて、上記で調製した評価用インクAをPETフィルムに塗布し(#18のバーコーター使用、スピード1)、その後、室温(25℃)、空気中で1時間自然乾燥させることにより、色調評価用フィルムを作製した。
【0071】
<色調評価>
上記で得られた色調評価用フィルムは、光沢が極めて高かったため、通常の条件ではメタリック用測色機による適切なハイライト明度の比較はできなかった。そのため、色調評価は、変角分光測色システム(商品名:「GCMS−4」、(株)村上色彩技術研究所製)を用いて測色を行ない、CIELAB(国際照明委員会(CIE)策定の色空間)のL*値について評価を行なった。
【0072】
測色は、フィルムの光沢の影響を避けるため、塗布面に対して行なった。測色の幾何学的条件は、入射角(入射光軸と試料法線とのなす角)−45°で入射し、あおり角3°(測定面と試料法線とのなす角)にて、0°、40°および45°の受光角(受光光軸と試料法線とのなす角)のL*値(標準の光C、2°視野)を測定した。その結果を表1に示す。
【0073】
表1中、「L45」は45°の受光角のL*値を示し、「L40」は40°の受光角のL*値を示し、「L0」は0°の受光角のL*値を示す(入射角はそれぞれ−45°)。また、「FF」は、フリップフロップ感を示すパラメータで次式により算出した。
【0074】
FF=2×(L40−L0)/(L40+L0)
ここで、上記式中のL40およびL0は、それぞれ上記の「L40」および「L0」を示す。この「FF」は、塗面を正面および斜め方向から見た場合のメタリック塗面の明るさの変化度合を示し、クロムメッキ調に代表されるような金属光沢が強い外観であるほど、FF値は大きな数値を示す。
【0075】
また、入射角と正反射の関係にある角度近傍領域の明度、いわゆるハイライトの明度が大きい程、鏡面反射性に優れ、より金属調の強い外観を示す。今回の測定値では「L45」がこのハイライト明度を示し、「L45」の数値が大きいほど、鏡面反射性に優れることを示す。したがって、「L45」および「FF」の数値が大きいほど、メタリック感に優れていること(すなわち高い輝度と優れた金属光沢)を示す。
【0076】
【表1】
【0077】
表1より明らかなように、実施例のアルミニウム顔料は、比較例のアルミニウム顔料に比し、メタリック感に優れていた。
【0078】
また、図1および図2より明らかなように、X線回折において、[111]面の強度が最も高くなるアルミニウム顔料が、優れたメタリック感を示すことも確認できた。
【0079】
以上のように本発明の実施の形態および実施例について説明を行なったが、上述の各実施の形態および実施例の構成を適宜組み合わせることも当初から予定している。
【0080】
今回開示された実施の形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【特許請求の範囲】
【請求項1】
インクジェット用インク組成物に用いられるアルミニウム顔料であって、
平均厚み(t)が5〜25nmであり、
平均粒子径(D50)が0.5〜10μmであり、
アスペクト比(D50/t)が20〜2000であり、
均等数(n)が2.2以上である、アルミニウム顔料。
【請求項2】
前記アルミニウム顔料は、X線回折において、[111]面の強度が最も高くなるか、または2番目に高くなる、請求項1に記載のアルミニウム顔料。
【請求項3】
前記アルミニウム顔料は、真空蒸着法により製造されたものである、請求項1または2に記載のアルミニウム顔料。
【請求項4】
請求項1〜3のいずれかに記載のアルミニウム顔料を含有するインクジェット用インク組成物。
【請求項5】
請求項4に記載のインクジェット用インク組成物を塗布した塗布物。
【請求項1】
インクジェット用インク組成物に用いられるアルミニウム顔料であって、
平均厚み(t)が5〜25nmであり、
平均粒子径(D50)が0.5〜10μmであり、
アスペクト比(D50/t)が20〜2000であり、
均等数(n)が2.2以上である、アルミニウム顔料。
【請求項2】
前記アルミニウム顔料は、X線回折において、[111]面の強度が最も高くなるか、または2番目に高くなる、請求項1に記載のアルミニウム顔料。
【請求項3】
前記アルミニウム顔料は、真空蒸着法により製造されたものである、請求項1または2に記載のアルミニウム顔料。
【請求項4】
請求項1〜3のいずれかに記載のアルミニウム顔料を含有するインクジェット用インク組成物。
【請求項5】
請求項4に記載のインクジェット用インク組成物を塗布した塗布物。
【図1】

【図2】
【図2】
【公開番号】特開2013−23562(P2013−23562A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−158906(P2011−158906)
【出願日】平成23年7月20日(2011.7.20)
【出願人】(399054321)東洋アルミニウム株式会社 (179)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月20日(2011.7.20)
【出願人】(399054321)東洋アルミニウム株式会社 (179)
【Fターム(参考)】
[ Back to top ]