
アルミペーストはんだ、アルミ導電性部材の接合方法及び太陽電池モジュールの製造方法
【課題】有害なフラックスを除去すると共にアルミ導電性部材との接続を高速且つ効率的に行えて大量生産できる。
【解決手段】アルミペーストはんだ15は、合成樹脂16とアルミの粉体17とを混合してペースト状とした。アルミ配線10の表面の酸化被膜を予めフラックスによって除去する。アルミ配線10からフラックスを洗い流して除去し、酸化防止皮膜を形成する。そして、フラックスを含まないアルミペーストはんだ15をアルミ配線10に印刷によって塗布し、アルミ配線10と太陽電池セルの電極とをアルミペーストはんだ15を介して接合する。
【解決手段】アルミペーストはんだ15は、合成樹脂16とアルミの粉体17とを混合してペースト状とした。アルミ配線10の表面の酸化被膜を予めフラックスによって除去する。アルミ配線10からフラックスを洗い流して除去し、酸化防止皮膜を形成する。そして、フラックスを含まないアルミペーストはんだ15をアルミ配線10に印刷によって塗布し、アルミ配線10と太陽電池セルの電極とをアルミペーストはんだ15を介して接合する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミ配線等のアルミニウムの導電性部材と電気的に接合するためのアルミペーストはんだ、このアルミペーストはんだを用いたアルミ導電性部材の接合方法、そして太陽電池モジュールの製造方法に関する。
【背景技術】
【0002】
近年、自然エネルギーを利用する発電システムである太陽光発電の普及が急速に進められている。太陽光発電をするための太陽電池モジュールとして、例えば特許文献1,2に記載されているように、電極がセルの裏面に設置されたバックコンタクト方式の太陽電池セルが提案されている。
このような太陽電池モジュールでは、絶縁性の基材の表面に接着剤層を介して太陽電池セルに接続するための配線パターンを被着した積層体を、太陽電池用バックシートに積層させてなる部品を太陽電池モジュール用基材として市場に流通させることがある。
【0003】
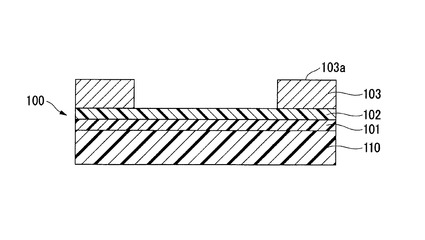
例えば図4に示す太陽電池モジュール用基材としての積層体100では、基材101の上に接着剤層102を介して配線パターン103を接着したシート部材を、バックシート110の表面に積層させている。
この積層体100では、配線パターン103と太陽電池セルの裏面に設けた電極がはんだによって接合されて通電することになる。
【0004】
ところで、上述した各特許文献1及び2に記載された積層体において、積層体に積層する金属箔の配線パターンとして主に銅製の配線パターンが用いられていたが、銅は高価であるため比較的低廉なアルミ配線を用いることが提案されている。
アルミ配線の上に太陽電池セルの電極をはんだ付けする場合、アルミはんだ等を用いることが好ましい。アルミ配線は表面にアルミナAl2O3からなる酸化被膜が形成されているために、そのままではアルミはんだが導通状態で接着されない。そのため、アルミはんだにフラックス成分を混入させ、接合時にアルミ配線の酸化皮膜をフラックス成分で溶解させて除去することが行われていた。
【0005】
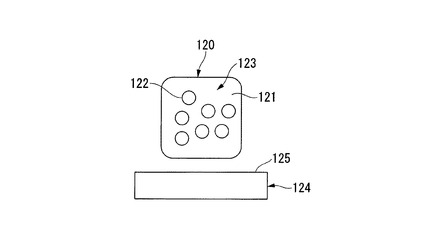
このようなアルミはんだとして、例えば図5に示すものがあった。このアルミはんだ120は、合成樹脂121中に粉体状のアルミ122を混合させると共に、フラックス123としてフッ酸、塩酸、硫酸、硝酸クロム酸などの強酸や強アルカリの水溶液を混合させていた。このフラックス123によってアルミ配線124の表面の酸化皮膜125を溶解させて除去していた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−11869号公報
【特許文献2】特開2009−111122号公報
【特許文献3】特公平3−57197号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、アルミはんだ120に混入されるフラックス123は強酸や強アルカリの成分のために劇毒物を含んでいて毒性が強く、またアルミ配線の表面にフラックス123の強酸や強アルカリ中和用の酸が残存すると表面を再酸化させるおそれがあるため酸化皮膜の溶解除去後に除去することが必要であった。
しかも、アルミはんだ120は毒性のある強酸や強アルカリのフラックス123を含むために、フラックス123を合成樹脂121で包む棒状または糸状等の固体製品しか市販されておらず、アルミ配線へのはんだ付けを効率よく大量に行うには手間がかかり面倒であった。
【0008】
本発明は、このような課題に鑑みてなされたものであって、有害なフラックスを含まずアルミ導電性部材との接合を印刷等によって効率よく行えるようにしたアルミペーストはんだ、このアルミペーストはんだを用いたアルミ導電性部材の接合方法、そして太陽電池モジュールの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明によるアルミペーストはんだは、アルミの粉体と合成樹脂とを混合してペースト状としたことを特徴とする。
本発明によれば、アルミはんだにフラックスを含まないためにフラックスに毒性があっても取り扱いが容易であり、ペースト状にして流動性を持たせてもフラックスが露出して周囲に悪影響を与えることがなく、しかもペースト状としたことで印刷やディスペンサ等の手段を用いて導電性部材とのはんだ付けに使用できる。
【0010】
本発明によるアルミ導電性部材の接合方法は、アルミ導電性部材の表面の酸化被膜をフラックスによって除去する工程と、アルミ導電性部材からフラックスを除去する工程と、上述したアルミペーストはんだをアルミ導電性部材に載置する工程と、アルミ導電性部材及び他の導電性部材をアルミペーストはんだを介して接合する工程とを備えたことを特徴とする。
本発明によれば、アルミ導電性部材をはんだ付けする前に、フラックスによって導電性部材の表面の酸化皮膜を除去するため、その後のはんだ付けに際して、アルミペーストはんだに有害なフラックスを混入する必要がなく無害で取り扱いが容易になり、アルミペーストはんだによってアルミ導電性部材及び他の導電性部材を接合できる。
【0011】
また、アルミペーストはんだを印刷またはディスペンサによってアルミ導電性部材に塗布することが好ましい。
酸化皮膜を除去したアルミ導電性部材にアルミペーストはんだを印刷またはディスペンサによって塗布することで、高速且つ大量に他の導電性部材とのはんだ付けを行える。
【0012】
また、フラックスは、強酸または強アルカリ成分であってもよい。
フラックスが強酸または強アルカリの毒性のあるものであっても、はんだ付けの前にアルミ導電性部材の表面の酸化皮膜をこのフラックスによって予め除去するために、アルミペーストはんだに有害なフラックスを含めないでペースト状に形成できて無害であり、はんだ付けの際の取り扱いが容易である。
【0013】
本発明による太陽電池モジュールの製造方法は、基材と、基材の一方の面に接着剤層を介して配設されたアルミ配線と、アルミ配線に接続された電極を有する太陽電池セルと、太陽電池セルを封止する封止材と、封止材のアルミ配線とは反対側の面に設けた透光性前面板とを備えた太陽電池モジュールの製造方法であって、アルミ配線の酸化皮膜をフラックスによって予め除去する工程と、上述したアルミペーストはんだを印刷またはディスペンサによってアルミ配線に塗布する工程と、アルミ配線及び太陽電池セルの電極をアルミペーストはんだによって接続する工程と、を備えたことを特徴とする。
本発明によれば、アルミ配線の酸化皮膜をフラックスによって予め除去しておき、その後、アルミ配線にアルミペーストはんだを印刷またはディスペンサによって塗布してパターンを形成し、アルミ配線と太陽電池セルの電極とを電気的に接続することで、太陽電池モジュールを大量生産することができる。
【0014】
また、本発明によるアルミペーストはんだは、アルミの粉体と合成樹脂と無害なフラックスを混合してペースト状としたことを特徴とする。
アルミはんだに有害なフラックスを含まないために、ペースト状にして流動性を持たせてもフラックスが周囲に悪影響を与えることがなく、しかも印刷やディスペンサ等の手段を用いて導電性部材とのはんだ付けに使用できる。
【0015】
また、無害なフラックスは、重合ロジン、アクリル化ロジン、水素添加ロジン、ホルミル化ロジン、ロジンエステル、ロジン変性マレイン酸樹脂、ロジン変性フェノール樹脂、ロジン変性アルキド樹脂のいずれかであることが好ましい。
【0016】
また、本発明によるアルミ導電性部材の接合方法は、上述したアルミペーストはんだをアルミ導電性部材に載置する工程と、アルミ導電性部材及び他の導電性部材をアルミペーストはんだを介して接合する工程とを備えている。
本発明では、はんだをペースト状にして取り扱い易くできると共に、アルミペーストはんだに無害なフラックスを混入させたため安全であり、予めアルミ導電性部材から酸化皮膜を除去する工程が必要なく、接合時に酸化皮膜を除去できて接合方法の工程数を削減できる。
【0017】
本発明による太陽電池モジュールの製造方法は、基材と、該基材の一方の面に接着剤層を介して配設されたアルミ配線と、アルミ配線に接続された電極を有する太陽電池セルと、太陽電池セルを封止する封止材と、封止材のアルミ配線とは反対側の面に透光性前面板とを備えた太陽電池モジュールの製造方法であって、上述したアルミペーストはんだを印刷またはディスペンサによってアルミ配線に塗布する工程と、アルミ配線の酸化皮膜をアルミペーストはんだに含まれる無害なフラックスによって除去して、アルミ配線及び太陽電池セルの電極をアルミペーストはんだによって接合する工程と、を備えたことを特徴とする。
【発明の効果】
【0018】
本発明によるアルミペーストはんだによれは、アルミはんだに有害なフラックスを含まないために無害で取り扱いが容易であり、ペースト状にして流動性を持たせてもフラックスが露出して周囲に悪影響を与えることがない。そして、ペースト状としたことで印刷やディスペンサ等の手段を用いて高速且つ効率的にはんだ付けのパターンを形成できて導電性部材を接合できる。
【0019】
本発明によるアルミペーストはんだによれは、アルミペーストはんだに無害なフラックスを含むために流動性のあるペースト状に形成してフラックスが露出しても周囲に悪影響を与えることがない。そして、ペースト状としたことで印刷やディスペンサ等の手段を用いて高速且つ効率的にはんだ付けのパターンを形成できて導電性部材を接合できる。しかも、予めフラックスで酸化皮膜を除去してから、アルミはんだペーストを塗布する必要もない。
【0020】
本発明によるアルミ導電性部材の接合方法によれば、アルミペーストはんだであるため、印刷やディスペンサ等の手段によって、アルミ導電性部材に塗布して他の導電性部材と接合することで、導電性部材の接合を高速且つ効率良く行える。
【0021】
本発明による太陽電池モジュールの接合方法によれば、アルミペーストはんだを、印刷またはディスペンサによって、アルミ配線または電極に塗布してパターニングして効率よく電気的に接合することができ、太陽電池モジュールの接合構造の大量生産が可能になる。
【図面の簡単な説明】
【0022】
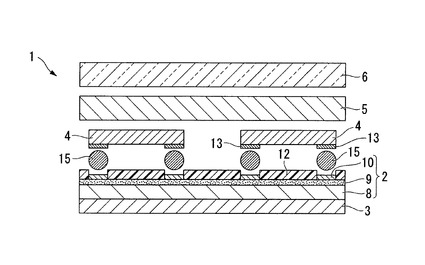
【図1】本発明の第一実施形態において、アルミペーストはんだによって太陽電池セルとアルミ配線を接合する状態の太陽電池モジュールの縦断面を分離して示す模式図である。
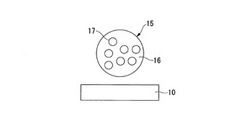
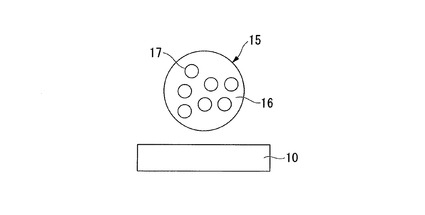
【図2】本発明の第一実施形態によるアルミペーストはんだを示す模式図である。
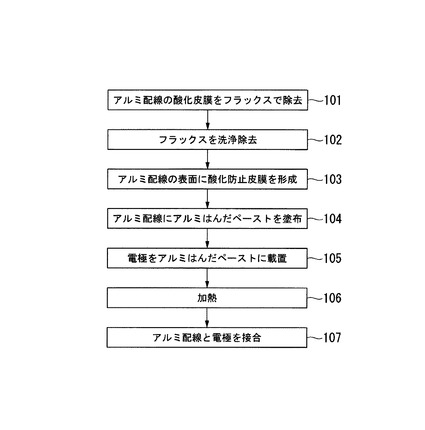
【図3】アルミペーストはんだを用いた太陽電池モジュールのアルミ配線と電極との接合工程を示すフローチャートである。
【図4】従来の太陽電池用バックシートに設けた配線パターンを示す断面模式図である。
【図5】従来のアルミはんだを示す模式図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施形態によるアルミペーストはんだとこれを用いた太陽電池モジュールの製造方法について図1乃至図3により説明する。
まず、本実施形態によるアルミペーストはんだを用いた太陽電池モジュールについて図1により説明する。
図1に示す太陽電池モジュール1は、金属箔パターン積層体2と、この金属箔パターン積層体2の裏面側に設けられたバックシート3と、金属箔パターン積層体2の表面側に配列された複数の太陽電池セル4と、複数の太陽電池セル4を金属箔パターン積層体2の上(表面側)で封止する封止材5と、封止材5の表面側に設けられた透光性前面板6とを備えている。
【0024】
そして、バックシート3はシールド材としてのバリア層が設けられている。バックシート3のバリア層は、湿度遮蔽性や酸素遮断性を有するアルミ箔膜またはアルミ箔膜と基材8の樹脂材料との複合積層フィルムを使用できる。
バックシート3の表面に積層された金属箔パターン積層体2は、絶縁性の基材8と、接着剤層9と、所定の回路パターンが形成された金属箔パターンとしてのアルミ配線10とが積層されている。
【0025】
基材8はフィルム状またはシート状に形成され、その材料は、例えばアクリル、ポリカーボネート、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリイミド、ウレタン、エポキシ、メラミン、スチレン、またはこれらを共重合した樹脂を用いることが可能である。
接着剤層9は、例えば熱硬化性樹脂であるウレタン、アクリル、エポキシ、ポリイミド、オレフィン、またはこれらを共重合した段階硬化型接着剤を加熱して硬化させることで形成されている。
【0026】
アルミ配線10は間隙を開けて所定の配線パターンを形成して配列されており、アルミ配線10の間隙には絶縁樹脂12が配設されている。図2に示すように、アルミ配線10は表面にアルミナAl2O3からなる酸化皮膜10aが形成されやすく、太陽電池セル4の裏面に配設された例えば銀等からなる電極13との電気接続のためにはこの酸化被膜10aを除去することが望ましい。そして、酸化皮膜除去後の表面に酸化皮膜10aが再び形成されることを防ぐために、例えばアルミニウム用六価クロムフリー表面処理剤(日本パーカライジング株式会社製「パルコート」)等の酸化防止皮膜を形成することが好ましい。
アルミ配線10と太陽電池セル4の電極13とを電気的に接続して導通させるために後述するペースト状をなすアルミペーストはんだ15が導電性接続材料として設けられている。
【0027】
また、太陽電池セル4を封止して絶縁する封止材5として例えばEVAフィルムが用いられている。封止材5は、太陽電池セル4を挟み込むように2枚以上のEVAフィルムを積層して形成してもよい。更に封止材5の表面に接着される透光性前面板6は例えばガラスパネル等が用いられている。
なお、上述した太陽電池モジュール1は最終製品の構成であるが、バックシート3からアルミ配線10及び絶縁樹脂12を含む金属箔パターン積層体2までの積層体を製品単位として出荷されることがあり、或いは更にアルミペーストはんだ15を含む場合もある。
【0028】
次に、太陽電池モジュール1で用いられる本発明の実施形態であるアルミ配線10及び太陽電池セル4の電極13を導電して接着するためのアルミペーストはんだ15について説明する。
図2において、アルミペーストはんだ15は、ペースト状の合成樹脂16に粉体状のアルミ17を混合させて形成されており、はんだ用フラックスは混入されてない。
ここで、アルミペーストはんだ15に用いられる合成樹脂16は、例えばスチレン−マイレン酸樹脂、エポキシ樹脂、ウレタン樹脂等が挙げられる。
【0029】
次に、このようにして製造したアルミペーストはんだ15を用いて、例えば太陽電池モジュール1の製造工程において、アルミ配線10上に太陽電池セル4の電極13を電気的に接続するために、アルミペーストはんだ15を塗布する方法について図1及び図3により説明する。
太陽電池モジュール1の製造工程において、基板8上に絶縁性の接着剤層9を介してアルミ配線10を接着させ、アルミ配線10の隙間に絶縁樹脂12を配設した金属箔パターン積層体2を形成し、基板8の裏面にバックシート3を積層させた。
【0030】
金属箔パターン積層体2上に配列されているアルミ配線10にアルミナAl2O3からなる酸化皮膜10aが形成されている。
そして、図3に示すフローチャートにおいて、アルミ配線10の酸化皮膜10aをフラックスで除去する(ステップ101)。ここで用いるフラックスとして、例えばフッ酸、塩酸、硫酸、硝酸クロム酸などの強酸類の複数混合水溶液が用いられる。或いは、例えば強アルカリ性水溶液が用いられる。なお、ここで用いるフラックスは上記の強酸または強アルカリのような有害なものに限定されない。例えば、下記に示すような無害なフラックスを用いてもよい。
酸化皮膜10aの除去後にアルミ配線10の表面を洗浄して強酸または強アルカリのフラックスを除去する(ステップ102)。
【0031】
次に、アルミ配線10の表面に酸化防止皮膜を形成する(ステップ103)。酸化防止被膜として、例えばアルミニウム用六価クロムフリー表面処理剤(日本パーカライジング株式会社製「パルコート」)等を用いる。
そして、アルミ配線10の表面にアルミはんだペースト15を印刷、例えばスクリーン印刷等のパターン印刷によって塗布する(ステップ104)。なお、アルミペーストはんだ15をペースト状に形成したから、スクリーン印刷だけでなく、オフセット印刷、インクジェット印刷等による各種のパターン印刷や、ディスペンサを用いてアルミ配線10上に所定のパターンに塗布できる。
【0032】
次いで、太陽電池セル4の電極13をアルミ配線10上に塗布したアルミペーストはんだ15に位置合わせして載置させる(ステップ105)。そして、このアルミペーストはんだ15を含む金属箔パターン積層体2を加熱する(ステップ106)ことで、太陽電池セル4の電極13をアルミペーストはんだ15を介してアルミ配線10に電気的に導通させて接合する(ステップ107)。
その後、封止材5によって太陽電池セル4を封止して、更にその上に透光性前面板6を積載して一体化させることで、太陽電池モジュール1を製造できる。
【0033】
上述のように本実施形態によるアルミペーストはんだ15によれば、従来、はんだ付け用のアルミはんだは固体状のものしかなかったが、予めアルミ配線10の酸化皮膜をフラックスによって除去する工程を付加することで、有害なはんだ用フラックスを含まない無害なペースト状のアルミペーストはんだ15を得られる。
しかも、アルミペーストはんだ15をスクリーン印刷等のパターン印刷やディスペンサ等の手段によってアルミ配線10上に塗布することで、太陽電池セル4の電極13を接合して導電できる。そのため、印刷やディスペンサ等の手段によってアルミ配線10と太陽電池セル4の電極13との接合を迅速且つ効率的に行え、太陽電池モジュール1におけるアルミ配線10と太陽電池セル4の電極13との接合構造を高速且つ大量に生産できる。
【0034】
なお、本発明によるアルミペーストはんだ15や太陽電池モジュール1におけるアルミ配線10の接合方法は、上述の第一実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲で適宜の変更や置換が可能であり、これらも本発明に含まれる。
上述した第一実施形態において、アルミ配線10の表面の酸化皮膜10aをフラックスで除去した後、酸化防止皮膜を形成するようにしたが、必ずしも酸化防止皮膜を設けなくてもよい。この場合、アルミ配線10から酸化皮膜10aを除去してフラックスを洗い流した後、再酸化の前にアルミペーストはんだ15を塗布するようにしてもよい。このような処理工程を採用してもアルミ配線10の表面の再酸化を防止できる。
【0035】
次に、第二の実施形態によるアルミペーストはんだ15として、ペースト状の合成樹脂16中に粉体状のアルミ17を混合すると共に、有害な強酸または強アルカリ以外の無害なフラックスを混入するようにした。
この場合、無害なフラックスとして、例えば重合ロジン、アクリル化ロジン、水素添加ロジン、ホルミル化ロジン、ロジンエステル、ロジン変性マレイン酸樹脂、ロジン変性フェノール樹脂、ロジン変性アルキド樹脂等を用いることができる。
【0036】
本第二実施形態では、アルミ配線10の表面の酸化皮膜10aを予めフラックスで除去する工程は必要ない。アルミ配線10の表面にアルミペーストはんだ15を印刷等で塗布することで、アルミ配線10の表面の酸化皮膜10aをアルミペーストはんだ15中に含まれる無害なフラックスで溶解させて除去できる。
そして、アルミペーストはんだ15によってアルミ配線10と電極13を接合できる。
【0037】
本第二実施形態によれば、無害なフラックスをアルミペーストはんだ15に混入させることで、アルミペーストはんだ15をペースト状としてフラックスが表面に露出しても無害であるから環境に悪影響を与えない。
そのため、上述した第一実施形態よりも、アルミ導電性部材とのはんだ付けを印刷やディスペンサによって一層安全で高効率で大量に行うことができ、アルミ導電性部材の接合方法や太陽電池モジュール1の製造方法が一層簡単になる。
【0038】
また、上述の実施形態では、アルミペーストはんだ15を、印刷やディスペンサ等によって太陽電池モジュール1のアルミ配線10上にパターニングして太陽電池セル4の電極13を実装できるようにしたが、本発明による導電性部材の接合方法によれば、太陽電池モジュール1におけるアルミ配線10と太陽電池セル4の電極13との接合方法に限定されることなく、ICタグのアンテナや、導電体や回路パターン等の各種の導電性部材の接合方法に用いることができる。この場合、アルミ配線10を含む導電性部材をアルミ導電性部材とし、他の導電性部材はアルミや銀等、適宜の導電性金属を採用できる。
【符号の説明】
【0039】
1 太陽電池モジュール
2 金属箔パターン積層体
4 太陽電池セル
5 封止材
6 透光性前面板
10 アルミ配線
10a 酸化皮膜
13 電極
15 アルミペーストはんだ
16 合成樹脂
17 アルミ
【技術分野】
【0001】
本発明は、アルミ配線等のアルミニウムの導電性部材と電気的に接合するためのアルミペーストはんだ、このアルミペーストはんだを用いたアルミ導電性部材の接合方法、そして太陽電池モジュールの製造方法に関する。
【背景技術】
【0002】
近年、自然エネルギーを利用する発電システムである太陽光発電の普及が急速に進められている。太陽光発電をするための太陽電池モジュールとして、例えば特許文献1,2に記載されているように、電極がセルの裏面に設置されたバックコンタクト方式の太陽電池セルが提案されている。
このような太陽電池モジュールでは、絶縁性の基材の表面に接着剤層を介して太陽電池セルに接続するための配線パターンを被着した積層体を、太陽電池用バックシートに積層させてなる部品を太陽電池モジュール用基材として市場に流通させることがある。
【0003】
例えば図4に示す太陽電池モジュール用基材としての積層体100では、基材101の上に接着剤層102を介して配線パターン103を接着したシート部材を、バックシート110の表面に積層させている。
この積層体100では、配線パターン103と太陽電池セルの裏面に設けた電極がはんだによって接合されて通電することになる。
【0004】
ところで、上述した各特許文献1及び2に記載された積層体において、積層体に積層する金属箔の配線パターンとして主に銅製の配線パターンが用いられていたが、銅は高価であるため比較的低廉なアルミ配線を用いることが提案されている。
アルミ配線の上に太陽電池セルの電極をはんだ付けする場合、アルミはんだ等を用いることが好ましい。アルミ配線は表面にアルミナAl2O3からなる酸化被膜が形成されているために、そのままではアルミはんだが導通状態で接着されない。そのため、アルミはんだにフラックス成分を混入させ、接合時にアルミ配線の酸化皮膜をフラックス成分で溶解させて除去することが行われていた。
【0005】
このようなアルミはんだとして、例えば図5に示すものがあった。このアルミはんだ120は、合成樹脂121中に粉体状のアルミ122を混合させると共に、フラックス123としてフッ酸、塩酸、硫酸、硝酸クロム酸などの強酸や強アルカリの水溶液を混合させていた。このフラックス123によってアルミ配線124の表面の酸化皮膜125を溶解させて除去していた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−11869号公報
【特許文献2】特開2009−111122号公報
【特許文献3】特公平3−57197号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、アルミはんだ120に混入されるフラックス123は強酸や強アルカリの成分のために劇毒物を含んでいて毒性が強く、またアルミ配線の表面にフラックス123の強酸や強アルカリ中和用の酸が残存すると表面を再酸化させるおそれがあるため酸化皮膜の溶解除去後に除去することが必要であった。
しかも、アルミはんだ120は毒性のある強酸や強アルカリのフラックス123を含むために、フラックス123を合成樹脂121で包む棒状または糸状等の固体製品しか市販されておらず、アルミ配線へのはんだ付けを効率よく大量に行うには手間がかかり面倒であった。
【0008】
本発明は、このような課題に鑑みてなされたものであって、有害なフラックスを含まずアルミ導電性部材との接合を印刷等によって効率よく行えるようにしたアルミペーストはんだ、このアルミペーストはんだを用いたアルミ導電性部材の接合方法、そして太陽電池モジュールの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明によるアルミペーストはんだは、アルミの粉体と合成樹脂とを混合してペースト状としたことを特徴とする。
本発明によれば、アルミはんだにフラックスを含まないためにフラックスに毒性があっても取り扱いが容易であり、ペースト状にして流動性を持たせてもフラックスが露出して周囲に悪影響を与えることがなく、しかもペースト状としたことで印刷やディスペンサ等の手段を用いて導電性部材とのはんだ付けに使用できる。
【0010】
本発明によるアルミ導電性部材の接合方法は、アルミ導電性部材の表面の酸化被膜をフラックスによって除去する工程と、アルミ導電性部材からフラックスを除去する工程と、上述したアルミペーストはんだをアルミ導電性部材に載置する工程と、アルミ導電性部材及び他の導電性部材をアルミペーストはんだを介して接合する工程とを備えたことを特徴とする。
本発明によれば、アルミ導電性部材をはんだ付けする前に、フラックスによって導電性部材の表面の酸化皮膜を除去するため、その後のはんだ付けに際して、アルミペーストはんだに有害なフラックスを混入する必要がなく無害で取り扱いが容易になり、アルミペーストはんだによってアルミ導電性部材及び他の導電性部材を接合できる。
【0011】
また、アルミペーストはんだを印刷またはディスペンサによってアルミ導電性部材に塗布することが好ましい。
酸化皮膜を除去したアルミ導電性部材にアルミペーストはんだを印刷またはディスペンサによって塗布することで、高速且つ大量に他の導電性部材とのはんだ付けを行える。
【0012】
また、フラックスは、強酸または強アルカリ成分であってもよい。
フラックスが強酸または強アルカリの毒性のあるものであっても、はんだ付けの前にアルミ導電性部材の表面の酸化皮膜をこのフラックスによって予め除去するために、アルミペーストはんだに有害なフラックスを含めないでペースト状に形成できて無害であり、はんだ付けの際の取り扱いが容易である。
【0013】
本発明による太陽電池モジュールの製造方法は、基材と、基材の一方の面に接着剤層を介して配設されたアルミ配線と、アルミ配線に接続された電極を有する太陽電池セルと、太陽電池セルを封止する封止材と、封止材のアルミ配線とは反対側の面に設けた透光性前面板とを備えた太陽電池モジュールの製造方法であって、アルミ配線の酸化皮膜をフラックスによって予め除去する工程と、上述したアルミペーストはんだを印刷またはディスペンサによってアルミ配線に塗布する工程と、アルミ配線及び太陽電池セルの電極をアルミペーストはんだによって接続する工程と、を備えたことを特徴とする。
本発明によれば、アルミ配線の酸化皮膜をフラックスによって予め除去しておき、その後、アルミ配線にアルミペーストはんだを印刷またはディスペンサによって塗布してパターンを形成し、アルミ配線と太陽電池セルの電極とを電気的に接続することで、太陽電池モジュールを大量生産することができる。
【0014】
また、本発明によるアルミペーストはんだは、アルミの粉体と合成樹脂と無害なフラックスを混合してペースト状としたことを特徴とする。
アルミはんだに有害なフラックスを含まないために、ペースト状にして流動性を持たせてもフラックスが周囲に悪影響を与えることがなく、しかも印刷やディスペンサ等の手段を用いて導電性部材とのはんだ付けに使用できる。
【0015】
また、無害なフラックスは、重合ロジン、アクリル化ロジン、水素添加ロジン、ホルミル化ロジン、ロジンエステル、ロジン変性マレイン酸樹脂、ロジン変性フェノール樹脂、ロジン変性アルキド樹脂のいずれかであることが好ましい。
【0016】
また、本発明によるアルミ導電性部材の接合方法は、上述したアルミペーストはんだをアルミ導電性部材に載置する工程と、アルミ導電性部材及び他の導電性部材をアルミペーストはんだを介して接合する工程とを備えている。
本発明では、はんだをペースト状にして取り扱い易くできると共に、アルミペーストはんだに無害なフラックスを混入させたため安全であり、予めアルミ導電性部材から酸化皮膜を除去する工程が必要なく、接合時に酸化皮膜を除去できて接合方法の工程数を削減できる。
【0017】
本発明による太陽電池モジュールの製造方法は、基材と、該基材の一方の面に接着剤層を介して配設されたアルミ配線と、アルミ配線に接続された電極を有する太陽電池セルと、太陽電池セルを封止する封止材と、封止材のアルミ配線とは反対側の面に透光性前面板とを備えた太陽電池モジュールの製造方法であって、上述したアルミペーストはんだを印刷またはディスペンサによってアルミ配線に塗布する工程と、アルミ配線の酸化皮膜をアルミペーストはんだに含まれる無害なフラックスによって除去して、アルミ配線及び太陽電池セルの電極をアルミペーストはんだによって接合する工程と、を備えたことを特徴とする。
【発明の効果】
【0018】
本発明によるアルミペーストはんだによれは、アルミはんだに有害なフラックスを含まないために無害で取り扱いが容易であり、ペースト状にして流動性を持たせてもフラックスが露出して周囲に悪影響を与えることがない。そして、ペースト状としたことで印刷やディスペンサ等の手段を用いて高速且つ効率的にはんだ付けのパターンを形成できて導電性部材を接合できる。
【0019】
本発明によるアルミペーストはんだによれは、アルミペーストはんだに無害なフラックスを含むために流動性のあるペースト状に形成してフラックスが露出しても周囲に悪影響を与えることがない。そして、ペースト状としたことで印刷やディスペンサ等の手段を用いて高速且つ効率的にはんだ付けのパターンを形成できて導電性部材を接合できる。しかも、予めフラックスで酸化皮膜を除去してから、アルミはんだペーストを塗布する必要もない。
【0020】
本発明によるアルミ導電性部材の接合方法によれば、アルミペーストはんだであるため、印刷やディスペンサ等の手段によって、アルミ導電性部材に塗布して他の導電性部材と接合することで、導電性部材の接合を高速且つ効率良く行える。
【0021】
本発明による太陽電池モジュールの接合方法によれば、アルミペーストはんだを、印刷またはディスペンサによって、アルミ配線または電極に塗布してパターニングして効率よく電気的に接合することができ、太陽電池モジュールの接合構造の大量生産が可能になる。
【図面の簡単な説明】
【0022】
【図1】本発明の第一実施形態において、アルミペーストはんだによって太陽電池セルとアルミ配線を接合する状態の太陽電池モジュールの縦断面を分離して示す模式図である。
【図2】本発明の第一実施形態によるアルミペーストはんだを示す模式図である。
【図3】アルミペーストはんだを用いた太陽電池モジュールのアルミ配線と電極との接合工程を示すフローチャートである。
【図4】従来の太陽電池用バックシートに設けた配線パターンを示す断面模式図である。
【図5】従来のアルミはんだを示す模式図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施形態によるアルミペーストはんだとこれを用いた太陽電池モジュールの製造方法について図1乃至図3により説明する。
まず、本実施形態によるアルミペーストはんだを用いた太陽電池モジュールについて図1により説明する。
図1に示す太陽電池モジュール1は、金属箔パターン積層体2と、この金属箔パターン積層体2の裏面側に設けられたバックシート3と、金属箔パターン積層体2の表面側に配列された複数の太陽電池セル4と、複数の太陽電池セル4を金属箔パターン積層体2の上(表面側)で封止する封止材5と、封止材5の表面側に設けられた透光性前面板6とを備えている。
【0024】
そして、バックシート3はシールド材としてのバリア層が設けられている。バックシート3のバリア層は、湿度遮蔽性や酸素遮断性を有するアルミ箔膜またはアルミ箔膜と基材8の樹脂材料との複合積層フィルムを使用できる。
バックシート3の表面に積層された金属箔パターン積層体2は、絶縁性の基材8と、接着剤層9と、所定の回路パターンが形成された金属箔パターンとしてのアルミ配線10とが積層されている。
【0025】
基材8はフィルム状またはシート状に形成され、その材料は、例えばアクリル、ポリカーボネート、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリイミド、ウレタン、エポキシ、メラミン、スチレン、またはこれらを共重合した樹脂を用いることが可能である。
接着剤層9は、例えば熱硬化性樹脂であるウレタン、アクリル、エポキシ、ポリイミド、オレフィン、またはこれらを共重合した段階硬化型接着剤を加熱して硬化させることで形成されている。
【0026】
アルミ配線10は間隙を開けて所定の配線パターンを形成して配列されており、アルミ配線10の間隙には絶縁樹脂12が配設されている。図2に示すように、アルミ配線10は表面にアルミナAl2O3からなる酸化皮膜10aが形成されやすく、太陽電池セル4の裏面に配設された例えば銀等からなる電極13との電気接続のためにはこの酸化被膜10aを除去することが望ましい。そして、酸化皮膜除去後の表面に酸化皮膜10aが再び形成されることを防ぐために、例えばアルミニウム用六価クロムフリー表面処理剤(日本パーカライジング株式会社製「パルコート」)等の酸化防止皮膜を形成することが好ましい。
アルミ配線10と太陽電池セル4の電極13とを電気的に接続して導通させるために後述するペースト状をなすアルミペーストはんだ15が導電性接続材料として設けられている。
【0027】
また、太陽電池セル4を封止して絶縁する封止材5として例えばEVAフィルムが用いられている。封止材5は、太陽電池セル4を挟み込むように2枚以上のEVAフィルムを積層して形成してもよい。更に封止材5の表面に接着される透光性前面板6は例えばガラスパネル等が用いられている。
なお、上述した太陽電池モジュール1は最終製品の構成であるが、バックシート3からアルミ配線10及び絶縁樹脂12を含む金属箔パターン積層体2までの積層体を製品単位として出荷されることがあり、或いは更にアルミペーストはんだ15を含む場合もある。
【0028】
次に、太陽電池モジュール1で用いられる本発明の実施形態であるアルミ配線10及び太陽電池セル4の電極13を導電して接着するためのアルミペーストはんだ15について説明する。
図2において、アルミペーストはんだ15は、ペースト状の合成樹脂16に粉体状のアルミ17を混合させて形成されており、はんだ用フラックスは混入されてない。
ここで、アルミペーストはんだ15に用いられる合成樹脂16は、例えばスチレン−マイレン酸樹脂、エポキシ樹脂、ウレタン樹脂等が挙げられる。
【0029】
次に、このようにして製造したアルミペーストはんだ15を用いて、例えば太陽電池モジュール1の製造工程において、アルミ配線10上に太陽電池セル4の電極13を電気的に接続するために、アルミペーストはんだ15を塗布する方法について図1及び図3により説明する。
太陽電池モジュール1の製造工程において、基板8上に絶縁性の接着剤層9を介してアルミ配線10を接着させ、アルミ配線10の隙間に絶縁樹脂12を配設した金属箔パターン積層体2を形成し、基板8の裏面にバックシート3を積層させた。
【0030】
金属箔パターン積層体2上に配列されているアルミ配線10にアルミナAl2O3からなる酸化皮膜10aが形成されている。
そして、図3に示すフローチャートにおいて、アルミ配線10の酸化皮膜10aをフラックスで除去する(ステップ101)。ここで用いるフラックスとして、例えばフッ酸、塩酸、硫酸、硝酸クロム酸などの強酸類の複数混合水溶液が用いられる。或いは、例えば強アルカリ性水溶液が用いられる。なお、ここで用いるフラックスは上記の強酸または強アルカリのような有害なものに限定されない。例えば、下記に示すような無害なフラックスを用いてもよい。
酸化皮膜10aの除去後にアルミ配線10の表面を洗浄して強酸または強アルカリのフラックスを除去する(ステップ102)。
【0031】
次に、アルミ配線10の表面に酸化防止皮膜を形成する(ステップ103)。酸化防止被膜として、例えばアルミニウム用六価クロムフリー表面処理剤(日本パーカライジング株式会社製「パルコート」)等を用いる。
そして、アルミ配線10の表面にアルミはんだペースト15を印刷、例えばスクリーン印刷等のパターン印刷によって塗布する(ステップ104)。なお、アルミペーストはんだ15をペースト状に形成したから、スクリーン印刷だけでなく、オフセット印刷、インクジェット印刷等による各種のパターン印刷や、ディスペンサを用いてアルミ配線10上に所定のパターンに塗布できる。
【0032】
次いで、太陽電池セル4の電極13をアルミ配線10上に塗布したアルミペーストはんだ15に位置合わせして載置させる(ステップ105)。そして、このアルミペーストはんだ15を含む金属箔パターン積層体2を加熱する(ステップ106)ことで、太陽電池セル4の電極13をアルミペーストはんだ15を介してアルミ配線10に電気的に導通させて接合する(ステップ107)。
その後、封止材5によって太陽電池セル4を封止して、更にその上に透光性前面板6を積載して一体化させることで、太陽電池モジュール1を製造できる。
【0033】
上述のように本実施形態によるアルミペーストはんだ15によれば、従来、はんだ付け用のアルミはんだは固体状のものしかなかったが、予めアルミ配線10の酸化皮膜をフラックスによって除去する工程を付加することで、有害なはんだ用フラックスを含まない無害なペースト状のアルミペーストはんだ15を得られる。
しかも、アルミペーストはんだ15をスクリーン印刷等のパターン印刷やディスペンサ等の手段によってアルミ配線10上に塗布することで、太陽電池セル4の電極13を接合して導電できる。そのため、印刷やディスペンサ等の手段によってアルミ配線10と太陽電池セル4の電極13との接合を迅速且つ効率的に行え、太陽電池モジュール1におけるアルミ配線10と太陽電池セル4の電極13との接合構造を高速且つ大量に生産できる。
【0034】
なお、本発明によるアルミペーストはんだ15や太陽電池モジュール1におけるアルミ配線10の接合方法は、上述の第一実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲で適宜の変更や置換が可能であり、これらも本発明に含まれる。
上述した第一実施形態において、アルミ配線10の表面の酸化皮膜10aをフラックスで除去した後、酸化防止皮膜を形成するようにしたが、必ずしも酸化防止皮膜を設けなくてもよい。この場合、アルミ配線10から酸化皮膜10aを除去してフラックスを洗い流した後、再酸化の前にアルミペーストはんだ15を塗布するようにしてもよい。このような処理工程を採用してもアルミ配線10の表面の再酸化を防止できる。
【0035】
次に、第二の実施形態によるアルミペーストはんだ15として、ペースト状の合成樹脂16中に粉体状のアルミ17を混合すると共に、有害な強酸または強アルカリ以外の無害なフラックスを混入するようにした。
この場合、無害なフラックスとして、例えば重合ロジン、アクリル化ロジン、水素添加ロジン、ホルミル化ロジン、ロジンエステル、ロジン変性マレイン酸樹脂、ロジン変性フェノール樹脂、ロジン変性アルキド樹脂等を用いることができる。
【0036】
本第二実施形態では、アルミ配線10の表面の酸化皮膜10aを予めフラックスで除去する工程は必要ない。アルミ配線10の表面にアルミペーストはんだ15を印刷等で塗布することで、アルミ配線10の表面の酸化皮膜10aをアルミペーストはんだ15中に含まれる無害なフラックスで溶解させて除去できる。
そして、アルミペーストはんだ15によってアルミ配線10と電極13を接合できる。
【0037】
本第二実施形態によれば、無害なフラックスをアルミペーストはんだ15に混入させることで、アルミペーストはんだ15をペースト状としてフラックスが表面に露出しても無害であるから環境に悪影響を与えない。
そのため、上述した第一実施形態よりも、アルミ導電性部材とのはんだ付けを印刷やディスペンサによって一層安全で高効率で大量に行うことができ、アルミ導電性部材の接合方法や太陽電池モジュール1の製造方法が一層簡単になる。
【0038】
また、上述の実施形態では、アルミペーストはんだ15を、印刷やディスペンサ等によって太陽電池モジュール1のアルミ配線10上にパターニングして太陽電池セル4の電極13を実装できるようにしたが、本発明による導電性部材の接合方法によれば、太陽電池モジュール1におけるアルミ配線10と太陽電池セル4の電極13との接合方法に限定されることなく、ICタグのアンテナや、導電体や回路パターン等の各種の導電性部材の接合方法に用いることができる。この場合、アルミ配線10を含む導電性部材をアルミ導電性部材とし、他の導電性部材はアルミや銀等、適宜の導電性金属を採用できる。
【符号の説明】
【0039】
1 太陽電池モジュール
2 金属箔パターン積層体
4 太陽電池セル
5 封止材
6 透光性前面板
10 アルミ配線
10a 酸化皮膜
13 電極
15 アルミペーストはんだ
16 合成樹脂
17 アルミ
【特許請求の範囲】
【請求項1】
アルミの粉体と合成樹脂とを混合してペースト状としたことを特徴とするアルミペーストはんだ。
【請求項2】
アルミ導電性部材の表面の酸化被膜をフラックスによって除去する工程と、
前記アルミ導電性部材から前記フラックスを除去する工程と、
請求項1に記載されたアルミペーストはんだを前記アルミ導電性部材に載置する工程と、
前記アルミ導電性部材及び他の導電性部材を前記アルミペーストはんだを介して接合する工程とを備えたことを特徴とするアルミ導電性部材の接合方法。
【請求項3】
前記アルミペーストはんだを印刷またはディスペンサによって前記アルミ導電性部材に塗布するようにした請求項2に記載されたアルミ導電性部材の接合方法。
【請求項4】
前記フラックスは、強酸または強アルカリ成分である請求項2または3に記載されたアルミ導電性部材の接合方法。
【請求項5】
基材と、該基材の一方の面に接着剤層を介して配設されたアルミ配線と、該アルミ配線に接続された電極を有する太陽電池セルと、該太陽電池セルを封止する封止材と、前記封止材のアルミ配線とは反対側の面に透光性前面板とを備えた太陽電池モジュールの製造方法であって、
前記アルミ配線の酸化皮膜をフラックスによって予め除去する工程と、
請求項1に記載された前記アルミペーストはんだを印刷またはディスペンサによって前記アルミ配線に塗布する工程と、
前記アルミ配線及び前記太陽電池セルの電極を前記アルミペーストはんだによって接続する工程と、
を備えたことを特徴とする太陽電池モジュールの製造方法。
【請求項6】
アルミの粉体と合成樹脂と無害なフラックスを混合してペースト状としたことを特徴とするアルミペーストはんだ。
【請求項7】
前記無害なフラックスは、重合ロジン、アクリル化ロジン、水素添加ロジン、ホルミル化ロジン、ロジンエステル、ロジン変性マレイン酸樹脂、ロジン変性フェノール樹脂、ロジン変性アルキド樹脂のいずれかである請求項6に記載されたアルミペーストはんだ。
【請求項8】
請求項6または7に記載されたアルミペーストはんだをアルミ導電性部材に載置する工程と、
前記アルミ導電性部材及び他の導電性部材を前記アルミペーストはんだを介して接合する工程とを備えたことを特徴とする
アルミ導電性部材の接合方法。
【請求項9】
基材と、該基材の一方の面に接着剤層を介して配設されたアルミ配線と、該アルミ配線に接続された電極を有する太陽電池セルと、該太陽電池セルを封止する封止材と、前記封止材のアルミ配線とは反対側の面に透光性前面板とを備えた太陽電池モジュールの製造方法であって、
請求項6または7に記載された前記アルミペーストはんだを、印刷またはディスペンサによって、前記アルミ配線に塗布する工程と、
前記アルミ配線の酸化皮膜をアルミペーストはんだに含まれる無害なフラックスによって除去して、前記アルミ配線及び前記太陽電池セルの電極を前記アルミペーストはんだによって接続する工程と、
を備えたことを特徴とする太陽電池モジュールの製造方法。
【請求項1】
アルミの粉体と合成樹脂とを混合してペースト状としたことを特徴とするアルミペーストはんだ。
【請求項2】
アルミ導電性部材の表面の酸化被膜をフラックスによって除去する工程と、
前記アルミ導電性部材から前記フラックスを除去する工程と、
請求項1に記載されたアルミペーストはんだを前記アルミ導電性部材に載置する工程と、
前記アルミ導電性部材及び他の導電性部材を前記アルミペーストはんだを介して接合する工程とを備えたことを特徴とするアルミ導電性部材の接合方法。
【請求項3】
前記アルミペーストはんだを印刷またはディスペンサによって前記アルミ導電性部材に塗布するようにした請求項2に記載されたアルミ導電性部材の接合方法。
【請求項4】
前記フラックスは、強酸または強アルカリ成分である請求項2または3に記載されたアルミ導電性部材の接合方法。
【請求項5】
基材と、該基材の一方の面に接着剤層を介して配設されたアルミ配線と、該アルミ配線に接続された電極を有する太陽電池セルと、該太陽電池セルを封止する封止材と、前記封止材のアルミ配線とは反対側の面に透光性前面板とを備えた太陽電池モジュールの製造方法であって、
前記アルミ配線の酸化皮膜をフラックスによって予め除去する工程と、
請求項1に記載された前記アルミペーストはんだを印刷またはディスペンサによって前記アルミ配線に塗布する工程と、
前記アルミ配線及び前記太陽電池セルの電極を前記アルミペーストはんだによって接続する工程と、
を備えたことを特徴とする太陽電池モジュールの製造方法。
【請求項6】
アルミの粉体と合成樹脂と無害なフラックスを混合してペースト状としたことを特徴とするアルミペーストはんだ。
【請求項7】
前記無害なフラックスは、重合ロジン、アクリル化ロジン、水素添加ロジン、ホルミル化ロジン、ロジンエステル、ロジン変性マレイン酸樹脂、ロジン変性フェノール樹脂、ロジン変性アルキド樹脂のいずれかである請求項6に記載されたアルミペーストはんだ。
【請求項8】
請求項6または7に記載されたアルミペーストはんだをアルミ導電性部材に載置する工程と、
前記アルミ導電性部材及び他の導電性部材を前記アルミペーストはんだを介して接合する工程とを備えたことを特徴とする
アルミ導電性部材の接合方法。
【請求項9】
基材と、該基材の一方の面に接着剤層を介して配設されたアルミ配線と、該アルミ配線に接続された電極を有する太陽電池セルと、該太陽電池セルを封止する封止材と、前記封止材のアルミ配線とは反対側の面に透光性前面板とを備えた太陽電池モジュールの製造方法であって、
請求項6または7に記載された前記アルミペーストはんだを、印刷またはディスペンサによって、前記アルミ配線に塗布する工程と、
前記アルミ配線の酸化皮膜をアルミペーストはんだに含まれる無害なフラックスによって除去して、前記アルミ配線及び前記太陽電池セルの電極を前記アルミペーストはんだによって接続する工程と、
を備えたことを特徴とする太陽電池モジュールの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−63443(P2013−63443A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−201845(P2011−201845)
【出願日】平成23年9月15日(2011.9.15)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年9月15日(2011.9.15)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]