
アルミ製品と鋼材製品との接合用継ぎ手及びそれを用いた接合方法
【課題】 アルミ製品と鋼材製品とを接合する場合に、既存・既設の接合工程及び設備を変更することなくそのまま利用してアルミ製品と鋼材製品とを接合組み立てることができ、既存・既設の接合条件管理レベルでもって接合加工することが可能なアルミ製品と鋼材製品との接合用継ぎ手及びそれを用いた接合方法を提供すること。
【解決手段】 対アルミとの密着性に優れる表面処理が施されたアルミ側鋼板C1と、対鋼材との溶接性に優れる表面処理が施された鋼材側鋼板C2とを溶接により一体化された接合用継ぎ手C、或いは1枚の鋼板の一部に対アルミとの密着性に優れる表面処理と対鋼材との溶接性に優れる表面処理が施された接合用継ぎ手D、これらの接合用継ぎ手を用いて、前記アルミ側鋼板C1又はアルミ側接合部D1にアルミ製品Aを一体化せしめ、然る後に前記鋼材側鋼板C2又は鋼材側接合部D2を鋼材製品Bにスポット溶接又はアーク溶接により一体化することによりアルミ製品Aと鋼材製品Bとを接合するようにした。
【解決手段】 対アルミとの密着性に優れる表面処理が施されたアルミ側鋼板C1と、対鋼材との溶接性に優れる表面処理が施された鋼材側鋼板C2とを溶接により一体化された接合用継ぎ手C、或いは1枚の鋼板の一部に対アルミとの密着性に優れる表面処理と対鋼材との溶接性に優れる表面処理が施された接合用継ぎ手D、これらの接合用継ぎ手を用いて、前記アルミ側鋼板C1又はアルミ側接合部D1にアルミ製品Aを一体化せしめ、然る後に前記鋼材側鋼板C2又は鋼材側接合部D2を鋼材製品Bにスポット溶接又はアーク溶接により一体化することによりアルミ製品Aと鋼材製品Bとを接合するようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば自動車の車体等を組み立てる工程において、アルミニウム又はその合金(以下、アルミと略称する。)で形成された構成部材を鋼材で形成された自動車用フレームに接合する場合のように、アルミ製品(部品、部分品を含む。以下同じ。)と、鋼板等の鋼材で形成された製品(部品、部品分を含む。以下同じ。)とを接合するための接合用継ぎ手及びそれを用いた接合方法に関するものである。
【背景技術】
【0002】
アルミ製品と鋼材製品とを接合する場合に、両者を直接溶接すると両者の間に脆い金属間化合物が生成されるために接合強度のばらつきが大きくなり、そのため接合の信頼性が低いものとなってしまう。
【0003】
そこで、アルミ製品と鋼材製品との間に、アルミ単独又はアルミと鉄系金属をクラッドした中間材料をインサート材として介在させて抵抗溶接する接合方法が提案された(例えば、特許文献1および特許文献2参照。)。
しかし、アルミ製品と鋼材製品との間にインサート材を介在させて接合する工法では、既存・既設の設備を用いることが非常に難しく、例えば自動車の車体等を組み立てる工程において自動化することが困難となる。自動車の車体等を組み立てる工程以外にも、既存・既設の接合条件から大幅な変更または調整を余儀なくされるので、接合条件の管理幅が非常に狭いものになることが多くなり、安定した製造(接合加工)が困難になる。
【0004】
【特許文献1】特開平7−132380号公報
【特許文献2】特開2004−90093公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、アルミ製品と鋼材製品とを接合する場合に、既存・既設の接合工程及び設備を変更することなくそのまま利用してアルミ製品と鋼材製品とを接合組み立てることができ、従って、既存・既設の接合条件管理レベルでもって製造(接合加工)することが可能なアルミ製品と鋼材製品との接合用継ぎ手及びそれを用いた接合方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記の目的を達成する本発明の接合用継ぎ手は、アルミ製品と鋼材製品とを接合するための継ぎ手であって、対アルミとの密着性に優れる表面処理が施されアルミ製品と一体化されるアルミ側鋼板と、対鋼材との溶接性に優れる表面処理が施され鋼材製品と一体化される鋼材側鋼板とを溶接により一体化して構成されている事を特徴としたものである(請求項1)。
この際、前記アルミ側鋼板と鋼材側鋼板とは、鋼板同士を溶接する場合に一般的に適用されている例えばシーム溶接により溶接される。
【0007】
また、本発明に係る別の接合用継ぎ手は、1枚の鋼板の一部に、対アルミとの密着性に優れる表面処理が施されアルミ製品と一体化されるアルミ側接合部と、対鋼材との溶接性に優れる表面処理が施され鋼材製品と一体化される鋼材側接合部とが形成されている事を特徴としたものである(請求項2)。
【0008】
前記対アルミとの密着性に優れる表面特性は、前記アルミ側鋼板又はアルミ側接合部の表面を溶融亜鉛被覆処理することにより付与され(請求項3)、また、対鋼材との溶接性に優れる表面特性は、前記鋼材側鋼板又は鋼材側接合部の表面に合金化亜鉛めっき処理を施すか又は素地面とすることにより付与される(請求項4)。
【0009】
そして、本発明のアルミ製品と鋼材製品との接合方法は、対アルミとの密着性に優れる表面処理が施されたアルミ側鋼板と、対鋼材との溶接性に優れる表面処理が施された鋼材側鋼板とを溶接により一体化してなる接合用継ぎ手を用い、前記アルミ側鋼板にアルミ製品を一体化せしめ、然る後に前記鋼材側鋼板に鋼材製品をスポット溶接又はアーク溶接により一体化することにより前記アルミ製品と鋼材製品とを接合する事を特徴としたものである(請求項5)。
【0010】
更に、本発明に係る別のアルミ製品と鋼材製品との接合方法は、1枚の鋼板の一部に、対アルミとの密着性に優れる表面処理が施されたアルミ側接合部と、対鋼材との溶接性に優れる表面処理が施された鋼材側接合部とが形成された接合用継ぎ手を用い、前記アルミ側接合部にアルミ製品を一体化せしめ、然る後に前記鋼材側接合部を鋼材製品にスポット溶接又はアーク溶接により一体化することにより前記アルミ製品と鋼材製品とを接合する事を特徴としたものである(請求項6)。
【0011】
前記アルミ側鋼板又はアルミ側接合部にアルミ製品を一体化せしめる手段としては、鋳ぐるみ又はロウ付け又はMIGブレージング接合などを挙げることが出来(請求項7)、アルミ側鋼板又はアルミ側接合部にアルミ製品を鋳ぐるみ一体化する場合、ダイカスト鋳造法或いは低速高圧鋳造法等により鋳ぐるみ一体化することが好ましい。
【0012】
また、前記アルミ側鋼板又はアルミ側接合部にアルミ製品を鋳ぐるみにより一体化する場合、鋳ぐるみ時における周辺の雰囲気温度に応じて当該アルミ側鋼板又はアルミ側接合部を予熱するかしないかを判定し、その判定結果に基づいて当該アルミ側鋼板又はアルミ側接合部を予熱することが好ましい(請求項8)。
すなわち、アルミ側鋼板又はアルミ側接合部をアルミ製品で鋳ぐるむ場合に、アルミ側鋼板又はアルミ側接合部を少し暖めておいた方がアルミ製品との密着性が良くなることは知られていたが、特に夏季時の周辺の雰囲気温度が高い時には予熱せずとも期待通りの密着性が得られることを確認し、アルミ製品の鋳ぐるみ時にアルミ側鋼板又はアルミ側接合部を予熱するか否かの温度閾値が外気温に近いことを見出したものである。
【0013】
また、接合用継ぎ手を鋼材製品に溶接する場合、スポット溶接(抵抗スポット)又はアーク溶接(ミグ溶接、ティグ溶接、アークスポット)以外にも、レーザー溶接、プラズマ溶接、摩擦攪拌接合等が可能であるが、その中で一般的に溶接工程で採用されているスポット溶接又はアーク溶接による方法が最も好ましい。
【発明の効果】
【0014】
本発明の請求項1に記載のアルミ製品と鋼材製品との接合用継ぎ手によれば、対アルミとの密着性に優れる表面処理が施されアルミ製品と一体化されるアルミ側鋼板と、対鋼材との溶接性に優れる表面処理が施され鋼材製品と一体化される鋼材側鋼板とを溶接により一体化して構成されているので、アルミ製品と鋼材製品との接合用継ぎ手としてアルミ製品に対する密着強度と鋼材製品に対する溶接性とを容易に両立させることが出来る。
よって、アルミ製品と鋼材製品との接合において高い信頼性を得ることが出来る。
【0015】
しかも、この接合用継ぎ手は、対アルミとの密着性に優れた表面特性を備えたアルミ側鋼板と、対鋼材との溶接性に優れた表面特性を備えた鋼材側鋼板とをそれぞれ別々に形成して溶接により一体化するだけで得られるので、安価に提供することが出来る。
【0016】
また、本発明の請求項2に記載のアルミ製品と鋼材製品との接合用継ぎ手によれば、1枚の鋼板の一部に、対アルミとの密着性に優れる表面処理が施されアルミ製品と一体化されるアルミ側接合部と、対鋼材との溶接性に優れる表面処理が施され鋼材製品と一体化される鋼材側接合部とが形成されているので、請求項1に記載の接合用継ぎ手と同様に、アルミ製品と鋼材製品との接合用継ぎ手としてアルミ製品に対する密着強度と鋼材製品に対する溶接性とを容易に両立させることが可能となる。
しかも、1枚の鋼板の一部に、対アルミとの密着性に優れる表面処理と、対鋼材との溶接性に優れる表面処理を施すだけであるので、より安価に提供することが出来る。
【0017】
また、請求項3に記載のアルミ製品と鋼材製品との接合用継ぎ手のように、アルミ側鋼板又はアルミ側接合部の表面を溶融亜鉛メッキなどの工法を用いて予め亜鉛合金で被覆することにより、アルミ製品を鋳造するとき、すなわち接合用継ぎ手(のアルミ側鋼板又はアルミ側接合部)がアルミ製品(アルミ鋳物)で鋳ぐるまれる際に、亜鉛被膜とアルミ鋳物が冶金結合することを期待できることから、鋳造金属材であるアルミ製品との接合強度を大幅に向上させることが出来ると共に、亜鉛がアルミより腐食電位が高いことから、鋼板とアルミ製品(アルミ鋳物)との電位差に基づく腐食を防止して耐食性を大幅に向上させることが可能となる。
その結果、自動車の車体やフレーム(鋼材製品)にアルミ製品を接合する場合のように、耐食性要件の非常に厳しい自動車製造等における接合部材にも適用することが可能となる。
【0018】
そして、本発明の請求項5に記載のアルミ製品と鋼材製品との接合方法によれば、請求項1に記載の接合用継ぎ手を用いて、アルミ側鋼板にアルミ製品を一体化せしめ、然る後に鋼材製品を鋼材側鋼板にスポット溶接又はアーク溶接により一体化することにより前記アルミ製品と鋼材製品とを接合するようにしたので、アルミ製品をアルミ側鋼板に例えば鋳ぐるみにより予め一体化しておけば、既存・既設の接合工程及び設備を変更することなくそのまま利用して、アルミ製品と鋼材製品とを接合組み立てることが可能となる。従って、既存・既設の接合工程及び設備を使用して、既存の接合条件管理レベルでもって製造(接合加工)することができる。
【0019】
このことは、例えば鋼材製品として鋼材で形成された自動車の車体やフレームに、アルミ製品としてアルミ鋳物で形成された構成部材を接合する工程設備など、ロボット等による自動化が進んでいて組立て工程の設備投資額が大きな工程設備で特に効果的であり、また、アルミ製品を用いた自動車の軽量化を図る上で最大の課題である新規ラインの設置等の投資をする必要がなくなる点においても効果的であり、更に、自動車軽量化設計の自由度も大幅に向上することを意味する。
【0020】
また、本発明の請求項6に記載のアルミ製品と鋼材製品との接合方法によれば、請求項1に記載の接合用継ぎ手を用いて、対アルミとの密着性に優れる表面処理を施したアルミ側接合部にアルミ製品を一体化せしめ、然る後に対鋼材との溶接性に優れる表面処理を施した鋼材側接合部に鋼材製品をスポット溶接又はアーク溶接により一体化することにより前記アルミ製品と鋼材製品とを接合するようにしたので、請求項5に記載のアルミ製品と鋼材製品との接合方法と同様の作用効果を奏することが出来る。
【0021】
更に、本発明の請求項8に記載のアルミ製品と鋼材製品との接合方法によれば、アルミ側鋼板又はアルミ側接合部にアルミ製品を鋳ぐるみにより一体化する場合に、鋳ぐるみ時における周辺の雰囲気温度に応じて当該アルミ側鋼板又はアルミ側接合部を予熱するかしないかを判定し、判定結果に基づいて当該アルミ側鋼板又はアルミ側接合部を予熱するようにしたので、予熱を必要としないと判定された場合には熱処理(予熱)をしなくとも済むので、その分コストダウンを図ることが出来る。
【発明を実施するための最良の形態】
【0022】
以下、本発明の具体的な好適実施例を、図面を参照しながら詳細に説明するが、本発明は図示した実施例のものに限定されるものではない。
図中の符号Aはアルミ製品を示し、符号Bは鋼材製品を示し、符号C及びDはそれぞれアルミ製品Aと鋼材製品Bとを接合するための第1発明及び第2発明に係る接合用継ぎ手を示す。
【0023】
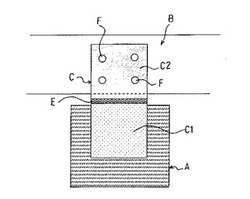
始めに、図1を参照しながら第1発明に係る接合用継ぎ手Cについて説明する。
この第1発明に係る接合用継ぎ手Cは、対アルミとの密着性に優れる表面処理が施されてアルミ製品Aと一体化されるアルミ側鋼板C1と、対鋼材との溶接性に優れる表面処理が施されて鋼材製品Bと一体化される鋼材側鋼板C2とを溶接により一体化して構成される。図中の符号Eは溶接部分を示す。
【0024】
接合用継ぎ手Cを構成するアルミ側鋼板C1並びに鋼材側鋼板C2は、どちらも市販されている通常の鋼板材料を用いて、互いに接合されるアルミ製品A及び鋼材製品Bに応じて適宜な肉厚及び大きさ形状に形成され、アルミ側鋼板C1と鋼材側鋼板C2とは、鋼板同士を溶接する場合に一般的に適用されている例えばシーム溶接により溶接Eされる。
【0025】
また、アルミ側鋼板C1の表面には、対アルミとの密着性に優れる表面処理が施される。すなわち、アルミ側鋼板C1の表面にアルミ及び鋼材との相性が良い溶融亜鉛被覆処理を施すことにより、当該アルミ側鋼板C1に対アルミ(アルミ製品A)との密着性に優れる表面特性が付与される。そうすれば、アルミ側鋼板C1がアルミ製品Aに鋳ぐるまれる時に、亜鉛合金皮膜がアルミ製品Aによって一部が溶解し、アルミ製品Aと亜鉛材が金属結合し、結果としてアルミ側鋼板C1と鋳造アルミ製品Aとが強固に接合される。
【0026】
また、鋼材側鋼板C2の表面には、対鋼材(鋼材製品B)との溶接性に優れる表面処理が施される。すなわち、鋼材側鋼板C2の表面を合金化亜鉛めっき処理するか又は素地面とすることにより、当該鋼材側鋼板C2に対鋼材(鋼材製品B)との溶接性に優れる表面特性が付与される。
【0027】
而して、この第1発明に係る接合用継ぎ手Cを用いてアルミ製品Aと鋼材製品Bとを接合する場合には、事前に、対アルミとの密着性に優れる表面処理が施されたアルミ側鋼板C1と、対鋼材との溶接性に優れる表面処理が施された鋼材側鋼板C2とを、シーム溶接等により溶接Eして一体化しておき、次にアルミ側鋼板C1にアルミ製品Aを一体化せしめる。
【0028】
この際、アルミ側鋼板C1にアルミ製品Aを一体化せしめる手段としては、鋳ぐるみ又はロウ付け又はMIGブレージング接合などが考えられるが、中でも鋳ぐるみによりアルミ側鋼板C1をアルミ製品Aに一体化することが好ましく、その場合、ダイカスト鋳造法或いは低速高圧鋳造法により鋳ぐるみ一体化することが好ましい。
すなわち、アルミ製品Aを、ダイカスト鋳造法或いは低速高圧鋳造法(その具体的方法については、例えば特公平6−8819号公報、特許第3204568号公報、特許第3480875号公報等を参照。)などにより所定の製品形状に鋳造する際に、接合用継ぎ手Cのアルミ側鋼板C1を鋳造型(金型)にセット(インサート)することにより、接合用継ぎ手Cのアルミ側鋼板C1がアルミ製品Aで鋳ぐるみ一体化される。
その際、鋳ぐるみ時における周辺の雰囲気温度に応じてアルミ側鋼板又はアルミ側接合部を予熱するかしないかを判定し、その判定結果に基づいて当該アルミ側鋼板又はアルミ側接合部を予熱することが好ましい。そうすれば、夏季時の周辺の雰囲気温度が高い時には予熱せずとも済む。
【0029】
然る後に、一方(アルミ側鋼板C1)にアルミ製品Aが一体化された接合用継ぎ手Cの他方(鋼材側鋼板C2)を、鋼材製品Bにスポット溶接又はアーク溶接により溶接Fして一体化する。これにより、アルミ製品Aと鋼材製品Bとが、接合用継ぎ手Cを介して一体的に接合される。
【0030】
なお、接合用継ぎ手Cの鋼材側鋼板C2を鋼材製品Bに接合する場合、ロウ付け、半田付け、スポット溶接(抵抗スポット溶接)、アーク溶接(ミグ溶接、ティグ溶接、アークスポット)、レーザー溶接、プラズマ溶接、電子ビーム溶接、摩擦撹拌接合、リベット/ネジによる接合、カシメによる接合、摩擦嵌合による接合など、既存の溶接工程で通常に用いられている接合法を適用することが出来るが、その中でも、スポット溶接(抵抗スポット溶接)、アーク溶接(ミグ溶接、ティグ溶接、アークスポット)が好ましい。
【0031】
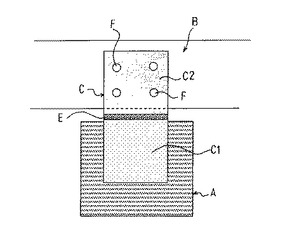
次に、図2を参照しながら第2発明に係る接合用継ぎ手Dについて説明するが、図1と同様の構成部材には同じ符号を付して、重複する説明は省略する。
この第2発明に係る接合用継ぎ手Dは、1枚の鋼板の一部に、対アルミとの密着性に優れる表面処理が施されアルミ製品Aと一体化されるアルミ側接合部D1と、対鋼材との溶接性に優れる表面処理が施され鋼材製品と一体化される鋼材側接合部D2とが形成されて構成されている。
【0032】
アルミ製品Aと一体化されるアルミ側接合部D1の表面には、前記した接合用継ぎ手Cのアルミ側鋼板C1と同様に、対アルミとの密着性に優れる表面処理が施され、鋼材製品Bと一体化される鋼材側接合部D2の表面には、接合用継ぎ手Cの鋼材側鋼板C2と同様に、対鋼材との溶接性に優れる表面処理が施されている。
【0033】
而して、この第2発明に係る接合用継ぎ手Dを用いてアルミ製品Aと鋼材製品Bとを接合する場合には、先ずアルミ側接合部D1にアルミ製品Aを鋳ぐるみ等の手段で一体化せしめておき、然る後に、一方(アルミ側接合部D1)にアルミ製品Aが一体化された接合用継ぎ手Dの他方(鋼材側接合部D2)を、鋼材製品Bにスポット溶接又はアーク溶接により溶接Fして一体化する。これにより、アルミ製品Aと鋼材製品Bとが、接合用継ぎ手Dを介して一体的に接合される。
【図面の簡単な説明】
【0034】
【図1】本発明の第1発明に係る実施の一例を説明する模式図。
【図2】本発明の第2発明に係る実施に一例を説明する模式図。
【符号の説明】
【0035】
A:アルミ製品
B:鋼材製品
C:接合用継ぎ手
C1:アルミ側鋼板
C2:鋼材側鋼板
D:接合用継ぎ手
D1:アルミ側接合部
D2:鋼材側接合部
E:溶接部分
F:スポット溶接部分
【技術分野】
【0001】
本発明は、例えば自動車の車体等を組み立てる工程において、アルミニウム又はその合金(以下、アルミと略称する。)で形成された構成部材を鋼材で形成された自動車用フレームに接合する場合のように、アルミ製品(部品、部分品を含む。以下同じ。)と、鋼板等の鋼材で形成された製品(部品、部品分を含む。以下同じ。)とを接合するための接合用継ぎ手及びそれを用いた接合方法に関するものである。
【背景技術】
【0002】
アルミ製品と鋼材製品とを接合する場合に、両者を直接溶接すると両者の間に脆い金属間化合物が生成されるために接合強度のばらつきが大きくなり、そのため接合の信頼性が低いものとなってしまう。
【0003】
そこで、アルミ製品と鋼材製品との間に、アルミ単独又はアルミと鉄系金属をクラッドした中間材料をインサート材として介在させて抵抗溶接する接合方法が提案された(例えば、特許文献1および特許文献2参照。)。
しかし、アルミ製品と鋼材製品との間にインサート材を介在させて接合する工法では、既存・既設の設備を用いることが非常に難しく、例えば自動車の車体等を組み立てる工程において自動化することが困難となる。自動車の車体等を組み立てる工程以外にも、既存・既設の接合条件から大幅な変更または調整を余儀なくされるので、接合条件の管理幅が非常に狭いものになることが多くなり、安定した製造(接合加工)が困難になる。
【0004】
【特許文献1】特開平7−132380号公報
【特許文献2】特開2004−90093公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、アルミ製品と鋼材製品とを接合する場合に、既存・既設の接合工程及び設備を変更することなくそのまま利用してアルミ製品と鋼材製品とを接合組み立てることができ、従って、既存・既設の接合条件管理レベルでもって製造(接合加工)することが可能なアルミ製品と鋼材製品との接合用継ぎ手及びそれを用いた接合方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記の目的を達成する本発明の接合用継ぎ手は、アルミ製品と鋼材製品とを接合するための継ぎ手であって、対アルミとの密着性に優れる表面処理が施されアルミ製品と一体化されるアルミ側鋼板と、対鋼材との溶接性に優れる表面処理が施され鋼材製品と一体化される鋼材側鋼板とを溶接により一体化して構成されている事を特徴としたものである(請求項1)。
この際、前記アルミ側鋼板と鋼材側鋼板とは、鋼板同士を溶接する場合に一般的に適用されている例えばシーム溶接により溶接される。
【0007】
また、本発明に係る別の接合用継ぎ手は、1枚の鋼板の一部に、対アルミとの密着性に優れる表面処理が施されアルミ製品と一体化されるアルミ側接合部と、対鋼材との溶接性に優れる表面処理が施され鋼材製品と一体化される鋼材側接合部とが形成されている事を特徴としたものである(請求項2)。
【0008】
前記対アルミとの密着性に優れる表面特性は、前記アルミ側鋼板又はアルミ側接合部の表面を溶融亜鉛被覆処理することにより付与され(請求項3)、また、対鋼材との溶接性に優れる表面特性は、前記鋼材側鋼板又は鋼材側接合部の表面に合金化亜鉛めっき処理を施すか又は素地面とすることにより付与される(請求項4)。
【0009】
そして、本発明のアルミ製品と鋼材製品との接合方法は、対アルミとの密着性に優れる表面処理が施されたアルミ側鋼板と、対鋼材との溶接性に優れる表面処理が施された鋼材側鋼板とを溶接により一体化してなる接合用継ぎ手を用い、前記アルミ側鋼板にアルミ製品を一体化せしめ、然る後に前記鋼材側鋼板に鋼材製品をスポット溶接又はアーク溶接により一体化することにより前記アルミ製品と鋼材製品とを接合する事を特徴としたものである(請求項5)。
【0010】
更に、本発明に係る別のアルミ製品と鋼材製品との接合方法は、1枚の鋼板の一部に、対アルミとの密着性に優れる表面処理が施されたアルミ側接合部と、対鋼材との溶接性に優れる表面処理が施された鋼材側接合部とが形成された接合用継ぎ手を用い、前記アルミ側接合部にアルミ製品を一体化せしめ、然る後に前記鋼材側接合部を鋼材製品にスポット溶接又はアーク溶接により一体化することにより前記アルミ製品と鋼材製品とを接合する事を特徴としたものである(請求項6)。
【0011】
前記アルミ側鋼板又はアルミ側接合部にアルミ製品を一体化せしめる手段としては、鋳ぐるみ又はロウ付け又はMIGブレージング接合などを挙げることが出来(請求項7)、アルミ側鋼板又はアルミ側接合部にアルミ製品を鋳ぐるみ一体化する場合、ダイカスト鋳造法或いは低速高圧鋳造法等により鋳ぐるみ一体化することが好ましい。
【0012】
また、前記アルミ側鋼板又はアルミ側接合部にアルミ製品を鋳ぐるみにより一体化する場合、鋳ぐるみ時における周辺の雰囲気温度に応じて当該アルミ側鋼板又はアルミ側接合部を予熱するかしないかを判定し、その判定結果に基づいて当該アルミ側鋼板又はアルミ側接合部を予熱することが好ましい(請求項8)。
すなわち、アルミ側鋼板又はアルミ側接合部をアルミ製品で鋳ぐるむ場合に、アルミ側鋼板又はアルミ側接合部を少し暖めておいた方がアルミ製品との密着性が良くなることは知られていたが、特に夏季時の周辺の雰囲気温度が高い時には予熱せずとも期待通りの密着性が得られることを確認し、アルミ製品の鋳ぐるみ時にアルミ側鋼板又はアルミ側接合部を予熱するか否かの温度閾値が外気温に近いことを見出したものである。
【0013】
また、接合用継ぎ手を鋼材製品に溶接する場合、スポット溶接(抵抗スポット)又はアーク溶接(ミグ溶接、ティグ溶接、アークスポット)以外にも、レーザー溶接、プラズマ溶接、摩擦攪拌接合等が可能であるが、その中で一般的に溶接工程で採用されているスポット溶接又はアーク溶接による方法が最も好ましい。
【発明の効果】
【0014】
本発明の請求項1に記載のアルミ製品と鋼材製品との接合用継ぎ手によれば、対アルミとの密着性に優れる表面処理が施されアルミ製品と一体化されるアルミ側鋼板と、対鋼材との溶接性に優れる表面処理が施され鋼材製品と一体化される鋼材側鋼板とを溶接により一体化して構成されているので、アルミ製品と鋼材製品との接合用継ぎ手としてアルミ製品に対する密着強度と鋼材製品に対する溶接性とを容易に両立させることが出来る。
よって、アルミ製品と鋼材製品との接合において高い信頼性を得ることが出来る。
【0015】
しかも、この接合用継ぎ手は、対アルミとの密着性に優れた表面特性を備えたアルミ側鋼板と、対鋼材との溶接性に優れた表面特性を備えた鋼材側鋼板とをそれぞれ別々に形成して溶接により一体化するだけで得られるので、安価に提供することが出来る。
【0016】
また、本発明の請求項2に記載のアルミ製品と鋼材製品との接合用継ぎ手によれば、1枚の鋼板の一部に、対アルミとの密着性に優れる表面処理が施されアルミ製品と一体化されるアルミ側接合部と、対鋼材との溶接性に優れる表面処理が施され鋼材製品と一体化される鋼材側接合部とが形成されているので、請求項1に記載の接合用継ぎ手と同様に、アルミ製品と鋼材製品との接合用継ぎ手としてアルミ製品に対する密着強度と鋼材製品に対する溶接性とを容易に両立させることが可能となる。
しかも、1枚の鋼板の一部に、対アルミとの密着性に優れる表面処理と、対鋼材との溶接性に優れる表面処理を施すだけであるので、より安価に提供することが出来る。
【0017】
また、請求項3に記載のアルミ製品と鋼材製品との接合用継ぎ手のように、アルミ側鋼板又はアルミ側接合部の表面を溶融亜鉛メッキなどの工法を用いて予め亜鉛合金で被覆することにより、アルミ製品を鋳造するとき、すなわち接合用継ぎ手(のアルミ側鋼板又はアルミ側接合部)がアルミ製品(アルミ鋳物)で鋳ぐるまれる際に、亜鉛被膜とアルミ鋳物が冶金結合することを期待できることから、鋳造金属材であるアルミ製品との接合強度を大幅に向上させることが出来ると共に、亜鉛がアルミより腐食電位が高いことから、鋼板とアルミ製品(アルミ鋳物)との電位差に基づく腐食を防止して耐食性を大幅に向上させることが可能となる。
その結果、自動車の車体やフレーム(鋼材製品)にアルミ製品を接合する場合のように、耐食性要件の非常に厳しい自動車製造等における接合部材にも適用することが可能となる。
【0018】
そして、本発明の請求項5に記載のアルミ製品と鋼材製品との接合方法によれば、請求項1に記載の接合用継ぎ手を用いて、アルミ側鋼板にアルミ製品を一体化せしめ、然る後に鋼材製品を鋼材側鋼板にスポット溶接又はアーク溶接により一体化することにより前記アルミ製品と鋼材製品とを接合するようにしたので、アルミ製品をアルミ側鋼板に例えば鋳ぐるみにより予め一体化しておけば、既存・既設の接合工程及び設備を変更することなくそのまま利用して、アルミ製品と鋼材製品とを接合組み立てることが可能となる。従って、既存・既設の接合工程及び設備を使用して、既存の接合条件管理レベルでもって製造(接合加工)することができる。
【0019】
このことは、例えば鋼材製品として鋼材で形成された自動車の車体やフレームに、アルミ製品としてアルミ鋳物で形成された構成部材を接合する工程設備など、ロボット等による自動化が進んでいて組立て工程の設備投資額が大きな工程設備で特に効果的であり、また、アルミ製品を用いた自動車の軽量化を図る上で最大の課題である新規ラインの設置等の投資をする必要がなくなる点においても効果的であり、更に、自動車軽量化設計の自由度も大幅に向上することを意味する。
【0020】
また、本発明の請求項6に記載のアルミ製品と鋼材製品との接合方法によれば、請求項1に記載の接合用継ぎ手を用いて、対アルミとの密着性に優れる表面処理を施したアルミ側接合部にアルミ製品を一体化せしめ、然る後に対鋼材との溶接性に優れる表面処理を施した鋼材側接合部に鋼材製品をスポット溶接又はアーク溶接により一体化することにより前記アルミ製品と鋼材製品とを接合するようにしたので、請求項5に記載のアルミ製品と鋼材製品との接合方法と同様の作用効果を奏することが出来る。
【0021】
更に、本発明の請求項8に記載のアルミ製品と鋼材製品との接合方法によれば、アルミ側鋼板又はアルミ側接合部にアルミ製品を鋳ぐるみにより一体化する場合に、鋳ぐるみ時における周辺の雰囲気温度に応じて当該アルミ側鋼板又はアルミ側接合部を予熱するかしないかを判定し、判定結果に基づいて当該アルミ側鋼板又はアルミ側接合部を予熱するようにしたので、予熱を必要としないと判定された場合には熱処理(予熱)をしなくとも済むので、その分コストダウンを図ることが出来る。
【発明を実施するための最良の形態】
【0022】
以下、本発明の具体的な好適実施例を、図面を参照しながら詳細に説明するが、本発明は図示した実施例のものに限定されるものではない。
図中の符号Aはアルミ製品を示し、符号Bは鋼材製品を示し、符号C及びDはそれぞれアルミ製品Aと鋼材製品Bとを接合するための第1発明及び第2発明に係る接合用継ぎ手を示す。
【0023】
始めに、図1を参照しながら第1発明に係る接合用継ぎ手Cについて説明する。
この第1発明に係る接合用継ぎ手Cは、対アルミとの密着性に優れる表面処理が施されてアルミ製品Aと一体化されるアルミ側鋼板C1と、対鋼材との溶接性に優れる表面処理が施されて鋼材製品Bと一体化される鋼材側鋼板C2とを溶接により一体化して構成される。図中の符号Eは溶接部分を示す。
【0024】
接合用継ぎ手Cを構成するアルミ側鋼板C1並びに鋼材側鋼板C2は、どちらも市販されている通常の鋼板材料を用いて、互いに接合されるアルミ製品A及び鋼材製品Bに応じて適宜な肉厚及び大きさ形状に形成され、アルミ側鋼板C1と鋼材側鋼板C2とは、鋼板同士を溶接する場合に一般的に適用されている例えばシーム溶接により溶接Eされる。
【0025】
また、アルミ側鋼板C1の表面には、対アルミとの密着性に優れる表面処理が施される。すなわち、アルミ側鋼板C1の表面にアルミ及び鋼材との相性が良い溶融亜鉛被覆処理を施すことにより、当該アルミ側鋼板C1に対アルミ(アルミ製品A)との密着性に優れる表面特性が付与される。そうすれば、アルミ側鋼板C1がアルミ製品Aに鋳ぐるまれる時に、亜鉛合金皮膜がアルミ製品Aによって一部が溶解し、アルミ製品Aと亜鉛材が金属結合し、結果としてアルミ側鋼板C1と鋳造アルミ製品Aとが強固に接合される。
【0026】
また、鋼材側鋼板C2の表面には、対鋼材(鋼材製品B)との溶接性に優れる表面処理が施される。すなわち、鋼材側鋼板C2の表面を合金化亜鉛めっき処理するか又は素地面とすることにより、当該鋼材側鋼板C2に対鋼材(鋼材製品B)との溶接性に優れる表面特性が付与される。
【0027】
而して、この第1発明に係る接合用継ぎ手Cを用いてアルミ製品Aと鋼材製品Bとを接合する場合には、事前に、対アルミとの密着性に優れる表面処理が施されたアルミ側鋼板C1と、対鋼材との溶接性に優れる表面処理が施された鋼材側鋼板C2とを、シーム溶接等により溶接Eして一体化しておき、次にアルミ側鋼板C1にアルミ製品Aを一体化せしめる。
【0028】
この際、アルミ側鋼板C1にアルミ製品Aを一体化せしめる手段としては、鋳ぐるみ又はロウ付け又はMIGブレージング接合などが考えられるが、中でも鋳ぐるみによりアルミ側鋼板C1をアルミ製品Aに一体化することが好ましく、その場合、ダイカスト鋳造法或いは低速高圧鋳造法により鋳ぐるみ一体化することが好ましい。
すなわち、アルミ製品Aを、ダイカスト鋳造法或いは低速高圧鋳造法(その具体的方法については、例えば特公平6−8819号公報、特許第3204568号公報、特許第3480875号公報等を参照。)などにより所定の製品形状に鋳造する際に、接合用継ぎ手Cのアルミ側鋼板C1を鋳造型(金型)にセット(インサート)することにより、接合用継ぎ手Cのアルミ側鋼板C1がアルミ製品Aで鋳ぐるみ一体化される。
その際、鋳ぐるみ時における周辺の雰囲気温度に応じてアルミ側鋼板又はアルミ側接合部を予熱するかしないかを判定し、その判定結果に基づいて当該アルミ側鋼板又はアルミ側接合部を予熱することが好ましい。そうすれば、夏季時の周辺の雰囲気温度が高い時には予熱せずとも済む。
【0029】
然る後に、一方(アルミ側鋼板C1)にアルミ製品Aが一体化された接合用継ぎ手Cの他方(鋼材側鋼板C2)を、鋼材製品Bにスポット溶接又はアーク溶接により溶接Fして一体化する。これにより、アルミ製品Aと鋼材製品Bとが、接合用継ぎ手Cを介して一体的に接合される。
【0030】
なお、接合用継ぎ手Cの鋼材側鋼板C2を鋼材製品Bに接合する場合、ロウ付け、半田付け、スポット溶接(抵抗スポット溶接)、アーク溶接(ミグ溶接、ティグ溶接、アークスポット)、レーザー溶接、プラズマ溶接、電子ビーム溶接、摩擦撹拌接合、リベット/ネジによる接合、カシメによる接合、摩擦嵌合による接合など、既存の溶接工程で通常に用いられている接合法を適用することが出来るが、その中でも、スポット溶接(抵抗スポット溶接)、アーク溶接(ミグ溶接、ティグ溶接、アークスポット)が好ましい。
【0031】
次に、図2を参照しながら第2発明に係る接合用継ぎ手Dについて説明するが、図1と同様の構成部材には同じ符号を付して、重複する説明は省略する。
この第2発明に係る接合用継ぎ手Dは、1枚の鋼板の一部に、対アルミとの密着性に優れる表面処理が施されアルミ製品Aと一体化されるアルミ側接合部D1と、対鋼材との溶接性に優れる表面処理が施され鋼材製品と一体化される鋼材側接合部D2とが形成されて構成されている。
【0032】
アルミ製品Aと一体化されるアルミ側接合部D1の表面には、前記した接合用継ぎ手Cのアルミ側鋼板C1と同様に、対アルミとの密着性に優れる表面処理が施され、鋼材製品Bと一体化される鋼材側接合部D2の表面には、接合用継ぎ手Cの鋼材側鋼板C2と同様に、対鋼材との溶接性に優れる表面処理が施されている。
【0033】
而して、この第2発明に係る接合用継ぎ手Dを用いてアルミ製品Aと鋼材製品Bとを接合する場合には、先ずアルミ側接合部D1にアルミ製品Aを鋳ぐるみ等の手段で一体化せしめておき、然る後に、一方(アルミ側接合部D1)にアルミ製品Aが一体化された接合用継ぎ手Dの他方(鋼材側接合部D2)を、鋼材製品Bにスポット溶接又はアーク溶接により溶接Fして一体化する。これにより、アルミ製品Aと鋼材製品Bとが、接合用継ぎ手Dを介して一体的に接合される。
【図面の簡単な説明】
【0034】
【図1】本発明の第1発明に係る実施の一例を説明する模式図。
【図2】本発明の第2発明に係る実施に一例を説明する模式図。
【符号の説明】
【0035】
A:アルミ製品
B:鋼材製品
C:接合用継ぎ手
C1:アルミ側鋼板
C2:鋼材側鋼板
D:接合用継ぎ手
D1:アルミ側接合部
D2:鋼材側接合部
E:溶接部分
F:スポット溶接部分
【特許請求の範囲】
【請求項1】
アルミ製品と鋼材製品とを接合するための継ぎ手であって、
対アルミとの密着性に優れる表面処理が施されアルミ製品と一体化されるアルミ側鋼板と、対鋼材との溶接性に優れる表面処理が施され鋼材製品と一体化される鋼材側鋼板とを溶接により一体化して構成されている事を特徴とする接合用継ぎ手。
【請求項2】
アルミ製品と鋼材製品とを接合するための継ぎ手であって、
1枚の鋼板の一部に、対アルミとの密着性に優れる表面処理が施されアルミ製品と一体化されるアルミ側接合部と、対鋼材との溶接性に優れる表面処理が施され鋼材製品と一体化される鋼材側接合部とが形成されている事を特徴とする接合用継ぎ手。
【請求項3】
前記アルミ側鋼板又はアルミ側接合部の表面に溶融亜鉛被覆処理を施すことにより対アルミとの密着性に優れた表面特性が付与された請求項1又は2に記載の接合用継ぎ手。
【請求項4】
前記鋼材側鋼板又は鋼材側接合部の表面に合金化亜鉛めっき処理を施すか又は素地面とすることにより鋼材との溶接性に優れた表面特性が付与された請求項1又は2に記載の接合用継ぎ手。
【請求項5】
対アルミとの密着性に優れる表面処理が施されたアルミ側鋼板と、対鋼材との溶接性に優れる表面処理が施された鋼材側鋼板とを溶接により一体化してなる接合用継ぎ手を用い、前記アルミ側鋼板にアルミ製品を一体化せしめ、前記鋼材側鋼板に鋼材製品をスポット溶接又はアーク溶接により一体化することにより前記アルミ製品と鋼材製品とを接合する事を特徴としたアルミ製品と鋼材製品との接合方法。
【請求項6】
1枚の鋼板の一部に、対アルミとの密着性に優れる表面処理が施されたアルミ側接合部と、対鋼材との溶接性に優れる表面処理が施された鋼材側接合部とが形成された接合用継ぎ手を用い、前記アルミ側接合部にアルミ製品を一体化せしめ、前記鋼材側接合部を鋼材製品にスポット溶接又はアーク溶接により一体化することにより前記アルミ製品と鋼材製品とを接合する事を特徴とするアルミ製品と鋼材製品との接合方法。
【請求項7】
前記アルミ側鋼板又はアルミ側接合部にアルミ製品を一体化せしめる手段が、鋳ぐるみ又はロウ付け又はMIGブレージング接合である請求項5又は6に記載のアルミ製品と鋼材製品との接合方法。
【請求項8】
前記アルミ側鋼板又はアルミ側接合部にアルミ製品を鋳ぐるみにより一体化する際に、鋳ぐるみ時における周辺の雰囲気温度に応じて当該アルミ側鋼板又はアルミ側接合部を予熱するかしないかを判定し、前記判定結果に基づいて当該アルミ側鋼板又はアルミ側接合部を予熱するようにしたことを特徴とする請求項5又は6に記載のアルミ製品と鋼材製品との接合方法。
【請求項1】
アルミ製品と鋼材製品とを接合するための継ぎ手であって、
対アルミとの密着性に優れる表面処理が施されアルミ製品と一体化されるアルミ側鋼板と、対鋼材との溶接性に優れる表面処理が施され鋼材製品と一体化される鋼材側鋼板とを溶接により一体化して構成されている事を特徴とする接合用継ぎ手。
【請求項2】
アルミ製品と鋼材製品とを接合するための継ぎ手であって、
1枚の鋼板の一部に、対アルミとの密着性に優れる表面処理が施されアルミ製品と一体化されるアルミ側接合部と、対鋼材との溶接性に優れる表面処理が施され鋼材製品と一体化される鋼材側接合部とが形成されている事を特徴とする接合用継ぎ手。
【請求項3】
前記アルミ側鋼板又はアルミ側接合部の表面に溶融亜鉛被覆処理を施すことにより対アルミとの密着性に優れた表面特性が付与された請求項1又は2に記載の接合用継ぎ手。
【請求項4】
前記鋼材側鋼板又は鋼材側接合部の表面に合金化亜鉛めっき処理を施すか又は素地面とすることにより鋼材との溶接性に優れた表面特性が付与された請求項1又は2に記載の接合用継ぎ手。
【請求項5】
対アルミとの密着性に優れる表面処理が施されたアルミ側鋼板と、対鋼材との溶接性に優れる表面処理が施された鋼材側鋼板とを溶接により一体化してなる接合用継ぎ手を用い、前記アルミ側鋼板にアルミ製品を一体化せしめ、前記鋼材側鋼板に鋼材製品をスポット溶接又はアーク溶接により一体化することにより前記アルミ製品と鋼材製品とを接合する事を特徴としたアルミ製品と鋼材製品との接合方法。
【請求項6】
1枚の鋼板の一部に、対アルミとの密着性に優れる表面処理が施されたアルミ側接合部と、対鋼材との溶接性に優れる表面処理が施された鋼材側接合部とが形成された接合用継ぎ手を用い、前記アルミ側接合部にアルミ製品を一体化せしめ、前記鋼材側接合部を鋼材製品にスポット溶接又はアーク溶接により一体化することにより前記アルミ製品と鋼材製品とを接合する事を特徴とするアルミ製品と鋼材製品との接合方法。
【請求項7】
前記アルミ側鋼板又はアルミ側接合部にアルミ製品を一体化せしめる手段が、鋳ぐるみ又はロウ付け又はMIGブレージング接合である請求項5又は6に記載のアルミ製品と鋼材製品との接合方法。
【請求項8】
前記アルミ側鋼板又はアルミ側接合部にアルミ製品を鋳ぐるみにより一体化する際に、鋳ぐるみ時における周辺の雰囲気温度に応じて当該アルミ側鋼板又はアルミ側接合部を予熱するかしないかを判定し、前記判定結果に基づいて当該アルミ側鋼板又はアルミ側接合部を予熱するようにしたことを特徴とする請求項5又は6に記載のアルミ製品と鋼材製品との接合方法。
【図1】


【図2】

【図2】
【公開番号】特開2008−36704(P2008−36704A)
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願番号】特願2006−217990(P2006−217990)
【出願日】平成18年8月10日(2006.8.10)
【出願人】(000005256)株式会社アーレスティ (44)
【Fターム(参考)】
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願日】平成18年8月10日(2006.8.10)
【出願人】(000005256)株式会社アーレスティ (44)
【Fターム(参考)】
[ Back to top ]