
アルンド・ドナクスのパルプ、紙製品、及びパーティクルボード
【課題】アルンド・ドナクス(Arundo donax)(草の一種)から作られた複合材パネル及びアルンド・ドナクスから生産されたパルプを提供する。
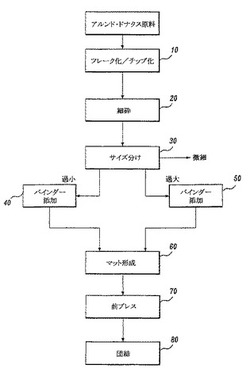
【解決手段】アルンド・ドナクスは適当な大きさに細砕化20され、バインダーを添加40,50されバインダーと結合し、さらにマット形成60工程、前プレス70工程を経て団結80することにより建築及び/又は家具の品質基準に合致したパネルを得る。一方、微粉砕されたアルンド・ドナクスを従来のパルプ化プロセスで処理し、引張り強度が高く、木材パルプより淡い色を呈したパルプを製造する。
【解決手段】アルンド・ドナクスは適当な大きさに細砕化20され、バインダーを添加40,50されバインダーと結合し、さらにマット形成60工程、前プレス70工程を経て団結80することにより建築及び/又は家具の品質基準に合致したパネルを得る。一方、微粉砕されたアルンド・ドナクスを従来のパルプ化プロセスで処理し、引張り強度が高く、木材パルプより淡い色を呈したパルプを製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルンド・ドナクス(Arundo donax)(草の一種)から作られた複合材パネル及び加工品、さらにアルンド・ドナクスから生産されたパルプ及び紙に関する。
【背景技術】
【0002】
木材チップ及び他の木材加工廃棄物を利用してパーティクルボードを製造するいくつかのよく知られた技術がある。実際、それらの木材ベース(wood−based composite board)の複合材ボードは、特に建物建築や家具製造において、幅広い用途を有する。より最近では、業界は有用な建築材料として配向ストランドボード(Oriented Strand Board)(OSB)を作り出した。パーティクルボード及びOSBともに「複合材」のカテゴリーに入る。なぜなら、両方ともバインダーマトリクスの中に充填材(木質繊維)が埋め込まれたものである。よく知られた別の木材複合材は、中質繊維板(Medium Density Fiber Board(MDF))である。よく知られたさらに別の複合材製品は、建築用及び装飾用製品を作るために、セメント等の無機バインダーを用いて木材又は他の繊維から製造される。
【0003】
木材ベースの複合材の普及は、複合材に使用することができる相対的に低コストの木材副産物(チップ、鋸屑等)の入手性に大部分が基づいている。実際、これらの複合材の物理的性質に対する工業基準の多くは、木材ベースの複合材に基づいている。木材ベースの複合材に対する製造パラメータはよく知られており、また特定の用途に対してしばしばカスタマイズすることができることから、他の充填材を研究する理由がほとんどなかった。
【0004】
木材ベースの複合材(建材(lumber)の代用となる)に対する世界的需要と同様に木材パルプから製造される紙に対する需要が増加することで、現在、木材の代用となる材料の必要性が認知できるほどに増大している。これらの製品に使用される木材の供給が「再生可能」である一方で、木を育てるために長期間にわたって土地を放置しておくことを必要とする。さらに、需要が供給を上回ると、供給は数十年前にいつ木が植えられたかについての予測に基づいているので、必然的に不足が生ずる。これらの使用者が求める木材は毎年何百万エーカーもの森林を伐採する結果となることから、そのような欠乏は大規模な森林伐採とそれによる地球温暖化現象についての重大な世界的な関心につながる。
【0005】
木材ベースの複合材において容易に木材の代用となることができ、また紙製品を製造するための紙パルプの生産に用いることができる材料に対する需要がいまだ存在する。広範囲な研究がすでに行われ、また生産試験が複合材及びパルプ用の適当な非木材繊維を見出そうとしてなされたが、今まで、この仕事は特性が劣り、経費が極端にかかり、さらに商業的生産上不利に働く点が多くあることから、きわめて僅かな成功しか得られなかった。
【発明の概要】
【0006】
本発明の1つの側面において、アルンド・ドナクス粒子が提供される。粒子は、チップ及びフレークを含むもので、該粒子を紙及び紙製品が作られるパルプに有利に形成することができる。また、パーティクルボードの生産に粒子を使用することができる。
【0007】
別の側面において、本発明は、アルンド・ドナクスが充填されたバインダーマトリックスを含む複合材を提供する。本発明によれば、これらの複合板(composite board)は木材ベースの複合材よりも著しく少ないバインダーを使用し、当産業で使用されている基準に従って測定されたとき、比較し得る木材ベースの複合材の物理的特性のいくつかを越える。
【0008】
本発明の複合材は、世界中の多くの場所で土着の自生した野草として幅広く分布しているヨシタケ(アルンド・ドナクスの通称)を選択することによって生産される。ヨシタケを鋭い刃先を内部に有したフレーカー(flaker)にかけてヨシタケを小さな破片(例えば、フレーク)に変え、さらにハンマーミルにかけることでさらに寸法を小さくする。その結果得られる材料は完成紙料(furnish)と呼ばれる。ハンマーミル完成紙料を分級し、好ましくは少なくとも2つの分級物に分級する。ヨシタケ微粒子の2つの分級物の各々を、別々に樹脂の一部と結合させる。次に、粒が細かいヨシタケ−樹脂混合物からなる層と粒が粗いヨシタケ−樹脂混合物からなる層とが交互に積層された層状構造を作る。この層状構造を複合製品に団結(consolidate)させるために熱及び圧力に供する。満足のいく製品は1つの層、2つの層、又はそれ以上の層をもって作ることができる。多くの商業的操作によって、複合材の製造において、広葉樹材、針葉樹材、及び再生木材廃棄物のような様々な木材源が混合される。当業者は、利用可能な木材源によってヨシタケの一部を完成紙料の中に混合することでヨシタケの利点を求めるであろう。
【0009】
本発明は、ヨシタケから作られる紙パルプ、及び紙パルプ製品も提供する。ヨシタケから作られる生パルプは、製紙において典型的に使用される木材から作られたパルプよりも淡い色調を呈する。したがって、パルプを漂白して所望の白さにするためには、少量の化学漂白剤が添加されるものである。ヨシタケパルプはまた、最も一般的な広葉樹材、例えばヤマナラシよりも丈夫である。本発明のパルプは、建築用製品やビスコース(例えばレーヨン)等の修飾セルロース系繊維を含む他のセルロースベースの製品で利用することもできる。
【0010】
この発明の上記側面及び多くの付随的な利点は、添付した図面と関連して以下の詳細な説明を参照することによってよりよく理解されるにつれ、より容易に理解されよう。
【0011】
好ましい態様の詳細な説明
本発明の複合材は、豊富に存在するが、斜面上の土壌を安定にすること、防風林、及び木管楽器の製造以外のいっさいの使用に対しては不適当である雑草と見なされていた原料を利用する。この原料は、フェスツカエ(Festuccae)族グラミネアエ(Gramineae)科のアルンド属のものである。それには約6種が含まれ、そのうちアルンド・ドナクスL.が最も広く分布し、かつ最も知られている。「ヨシタケ」とも呼ばれるアルンド・ドナクスは、地中海の周りの国々が原産である。ここでは、「ヨシタケ」及び「アルンド・ドナクス」という用語は互換的に用いられている。
【0012】
ヨシタケは、先細りして垂直にのびた多年生イネ科植物であり、成熟すると高さが7〜28フィートに達する。最適な気候で、それはほとんど一年中にわたって一日に6インチの速度で成長し、1年から1年半で成熟することができる。不毛の土壌では、乾燥ヨシタケ原料の産出は1エーカーあたり8トンが限界である。南カリフォルニアでの試験伐採では、1エーカーあたり30トンを上回る乾燥ヨシタケ原料の産出が得られた。50,000エーカーのヨシタケから持続的に産出させる乾燥繊維は、1,250,000エーカーの木木部繊維に相当すると推定される。それは草質茎の草の最も大きいものの1つである。
【0013】
竹、ケナフ、及び他のイネ科植物と異なり、茎が中空で壁部の肉厚が2〜7mmであり、節のところで隔壁によって分かれている。節の長さは一様ではなく約12〜30cmである。茎の外組織は、珪質性(siliceous nature)であり非常に堅くてもろく滑らかであり、完全に成熟した場合に淡い黄橙色となる光沢の表面を有する。
【0014】
ヨシタケの維管束は、基本的な柔組織の断面積を通じて自由に分布している。茎の外面に向かう維管束は、内側に向かう維管束よりも小さく、かつ数が多い。これらの維管束は並立維管束であり、厚い壁の強く木化した繊維からなる1本以上の列によって囲まれている。茎の外面に向けて、維管束の寸法が減少し、維管束に結合した繊維の列の数が小さくなって比較的近くなるので、繊維は維管束構成要素が分散する構造組織の連続リングを形成するのに十分なほど豊富にある。この構造リングは、成熟した茎では比較的小さく肉厚で木化している複数の柔組織細胞からなる幅の狭い帯によって、蝋で覆われた単一細胞表層から分離される。構造的繊維状リングの内側に結合した繊維が含まれる維管束は、茎の約24%を占める。構造的リングを構成する維管束組織と結合した繊維とが全断面積の約33%を構成する。したがって、柔組織は茎の断面積の43%以外を占める。
【0015】
ヨシタケの葉及び茎の両方、特に葉は、多くの珪質化した細胞を含む。このような細胞は、維管束と結合して、同じく表皮組織の中に位置している。これらの存在は、化学分析によって示されたシリカ計数値(silica count)の上昇を説明するものである。
【0016】
本発明の複合材を製造するのに必要な装置は、商業的に入手可能であり、また生産を最適化するために修飾を加える必要があるかもしれない。それにもかかわらず、商業的に入手可能な装置を容易に本プロセスで使うことができる。
【0017】
本発明の1つの側面は、アルンド・ドナクス粒子を提供することである。この粒子は、チップ又はフレークであって、パルプ、パルプ由来の紙の形成に使用することができ、又は複合材パネルに含めることができる。
【0018】
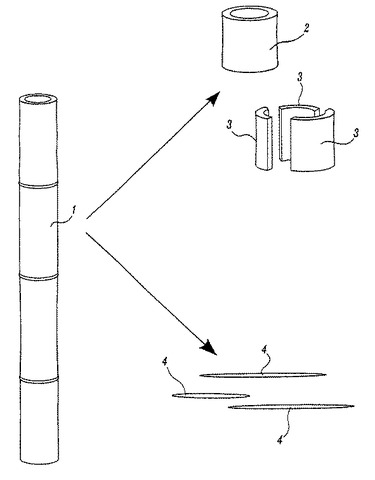
チップはアルンド・ドナクスの茎から得られるもので、該茎の長さを横切るようにして切断することで、約1/8インチから約3インチの長さの実質的に円形の断面を有するリングを提供する。このリングの円形断面を壊すことでチップが得られる。一般に、リングを壊すと2〜5つのチップが形成される。図1を参照すると、アルンド・ドナクスの茎1は、チップ3が形成されるリング2を提供する。アルンド・ドナクスのチップを形成するための代表的な装置及び方法は実施例1に説明されている。好ましくは、リングは約1/2〜約1と1/2インチであり、鋸刃、ナイフの刃、又はベニア切断のいずれかによって茎を切断することによって形成される。
【0019】
チップに加えて、好適なアルンド・ドナクス粒子にはフレークが含まれる。フレークはアルンド・ドナクスの茎をいくつかの通常のフレーカーによってフレーク化(flaking)することで形成される。好ましくは、フレーク(すなわち、破片、スライバ)は約2インチ〜約4インチ好ましくは約2と1/2インチ〜3と1/2インチの長さを有する。フレークの厚さは約1/32インチから約1/8インチまで大きく変動する。図1を参照すると、茎1をフレーク化することでフレーク4が形成される。好適なフレークは、リング、ドラム、及びディスクフレーカー及びチッパー(chipper)等の通常の装置によって調製することができる。好ましくは、フレークはドラムフレーカーを用いて形成される。
【0020】
以下に述べるように、アルンド・ドナクス粒子(例えば、フレーク及びチップ)は、複合材パネル、パルプ及び紙製品の製造に有利に使用することができる。チップは、連続式又はバッチ式パルプ化プロセス等のパルプの製造で有利に使用することができる。アルンド・ドナクスのフレークもまたパルプ化することができ、好ましくはバッチ式蒸解プロセスによってなされる。クラフトパルプ化では、フレーク及び/又はチップを直接蒸解する。CTMP(アルカリ過酸化物)パルプ化では、フレーク及び/又はチップを蒸解に先立って寸法減少することができる。複合材パネル(例えば、パーティクルボード)の形成には、フレーク及び/又はチップは典型的にハンマーミリングによって寸法減少され、完成紙料が作られ、これを続いて樹脂質バインダー等のバインダーと混合した後団結させてパネルとする。
【0021】
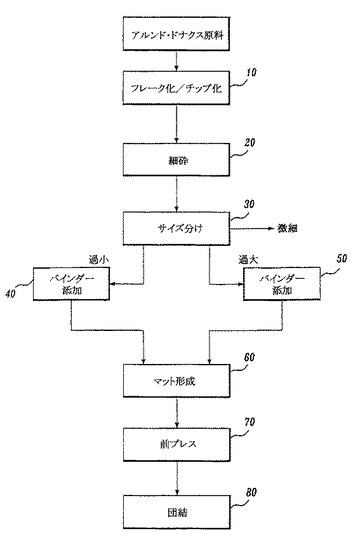
複合材パネルを形成するための代表的な方法を図5に示す。図5を参照すると、第1の工程では、内部に鋭い刃先を有するフレーカー又はチッパー10にきれいなヨシタケを仕込み、ヨシタケを切断して小さくする。典型的に、ヨシタケの寸法分布はフレーカーから得られる。もし得られる完成紙料が複合材の製造に使われるならば、フレーカーによって、好ましくは約1インチ、最大で約4インチの長さのヨシタケ粒子を得る。もし粒子が紙パルプの製造に用いられるならば、粒子はより小さなものであることが好ましく、典型的に2分の1インチから約1と1/2インチの長さの範囲である。
【0022】
つぎに、ヨシタケ粒子をハンマーミル20に仕込んでさらに細砕化(comminution)する。一般にセルロース性の物質を細砕化する際に使用される他の装置を使用してもよく、本発明はフレーカー、チッパー、及びハンマーミルに限定されるものではないことを理解すべきである。ハンマーミルはさらにヨシタケ粒子の大きさを減少させ、完成紙料の寸法分布を作り出す。
【0023】
ハンマーミルによって得られた粒子を、好ましくは次に一連のメッシュふるい30にかけて分粒する。好ましくは、ふるいはヨシタケ粒子の少なくとも3カット又は寸法分布を作り出すように配置される。したがって、過小(undersized)ヨシタケ「ダスト」を取り除くように48メッシュサイズの第1のふるいを使用することが好ましい。その後、過大(oversized)粒子を14メッシュサイズの第2のふるいにかける。このふるいは過大および過小粒を生ずる。4メッシュ(4分の1インチ以上)を通らない材料を取り除いて再加工する。
【0024】
過小材料はよりいっそう微細であり、図6に示す複合材の「フェース(face)」層100を形成するのに使われる。相対的に粗い過大材料は、複合材の1または複数のコア層120に使用される。典型的に、複合材は3つの層から構成される。すなわち、フェース層によってそれぞれの側面が覆われた中心コアである。しかし、消費者の要求、物理的特性要求、及び他の要因に応じて層を追加して設けることも可能である。
【0025】
過小又は「フェースヨシタケ粒子」を樹脂40と混合して樹脂被覆粒子からなる「フェース材料混合物」を形成する。それとは別に、コア材料も樹脂と混合して「コア材料混合物」を形成する。
【0026】
木材製品の製造に通常使用されるいずれもの有機樹脂及び無機バインダーをヨシタケ複合材を製造するために使用することができるが、好ましい樹脂はメチルジイソシアネート(「MDI」)である。MDI樹脂によって優れた特性を持つ複合材が得られることが見いだされた。拘束されるものではないが、ヨシタケ−MDI樹脂の組み合わせは、MDI樹脂分子の基(moieties)と組合わさってヨシタケの列挙された物理的特性、すなわちヨシタケに存在する高融点蝋、ヨシタケの高いシリカ含有量、ヨシタケの高アルファセルロース含有量、及びヨシタケの低リグニン含有量のいずれかの組み合わせによって増大したそれらの物理的特性を生み出し得るものと理論付けられる。
【0027】
理論にかかわらず、ヨシタケ複合材の生産は、同様の物理的寸法及び強度の木材ベースの複合材で要求されるものよりも低い比率の樹脂添加物を必要とする。実際、本発明のヨシタケ複合材は、わずか1.5重量パーセントのMDIを用いて製造することができる。典型的に、樹脂の比率は、必要とされる複合材の物理的特性に応じて、約1.5重量%〜約5重量%MDIである。5重量パーセントを超えるMDIもまた使用することができるが、そのような複合材を製造することには商業的利点はほとんどないと思われる。一般に、よりいっそう高い比率の樹脂が添加されれば、複合体はそれだけもっと強くなる。好ましくは、ヨシタケ−樹脂混合物は、約1.5〜約3.5重量パーセントMDI、最も好ましくは約2.5〜約3.0重量パーセントMDIを含有する。明らかに、MDI以外の樹脂が使用される場合、複合材に要求された物理的特性に応じて、異なる樹脂比率が最適であることを見いだされ得る。
【0028】
ヨシタケ−樹脂混合物を調製した後、それらを「マット形成」60に搬送される。このプロセスでは、フェース材料混合物はまず層として置かれる。この後に、コア材料混合物からなる層が続き、これがフェース混合物の最終層によって覆われて3層サンドイッチ構造を形成する。また、得られる複合材の所望の特性に応じてより多くのまたはより少ない層を使用することができる。
【0029】
積層されたマットは、限られた動きの粒子が隙間及び空間を満たすようにさせることによりその体積を減少させるために周囲条件下で前プレス70される。次に、予備プレスされた積層構造を木材ベースの複合材を生産するために使用される通常のプレスでプレスし、十分な加熱及び圧力に供してパネル80を固める。MDI樹脂が使用される場合、プレスは、典型的に、型締め(closing)サイクルの間は500〜600psi(最大)の圧力下、また硬化サイクルの間は約100psiの圧力下で、160℃から170℃(320oFから340oF)の温度で操作される。
【0030】
プレスを行っている間、いくつかの混合物が外側に広がって、それによって比較的不均一なエッジが固化した複合材に生ずる可能性がある。そのパネルのエッジをトリミングし、標準サイズの複合材パネルを作り出すために板をサイズが合うようにカットする。代表的なパーティクルボードの形成及びそれらの特性、並びに小麦藁ベースのパーティクルボード及びサザン・パイン(southern pine)ベースのパーティクルボードが、実施例2に記載されている。
【0031】
すでに指摘したように、ヨシタケ完成紙料を種々の割合の木材完成紙料と混合して本発明の複合材を調製してもよい。好ましくは、ヨシタケのコストのほうが低いのでヨシタケが完成紙料の大部分を構成する。代表的なヨシタケ/サザン・パインパーティクルボードの形成及びその特性は、実施例3に記載されている。その実施例では、ヨシタケ/サザン・パインブレンドパーティクルボードの機械的及び物理的特性が(1)ヨシタケ及び(2)サザン・パインから形成されたパーティクルボードと比較されている。
【0032】
アルンド・ドナクス複合材パネルは、バインダーマトリックスと該バインダーマトリックス中に分散したアルンド・ドナクス粒子(例えば、チップ、フレーク、及び減少したサイズのチップ及びフレーク)を含む。表1及び2を参照すると、本発明の複合材パネルは、複合材パネルについての少なくともM−3規格を満たす。
【0033】
パネルは、パネルの全重量を基準にして、約1重量%〜約10重量%の樹脂バインダーを含有する。しかし、木材パネルに関連した有利な特性を達成するために、本発明の複合材パネルにおけるアルンド・ドナクスの存在によってバインダーの量をかなり低くすることが可能である。したがって、好ましくはパネルは該パネルの全重量を基準にして樹脂バインダーを約1.5重量%〜約3.0重量%含有する。本発明のパネルを提供するために、複合材パネルの形成において知られている通常のバインダーを使用することができる。好ましいバインダーとしては、メチルジイソシアネート、尿素−ホルムアルデヒド、及びフェノール系バインダーが挙げられる。
【0034】
本発明のパネルは、木材繊維等の他の繊維をさらに含むことができる。好ましくは、複数の繊維のブレンドを含む本発明のパネルは、パネルの全重量を基準にして約10重量%〜約90重量%のアルンド・ドナクス粒子を有する。
【0035】
一般に、通常の木材ベースのパネルと比較して、本発明のパネルの曲げ強さ及び耐水性(moisture strength)は、パネルに含まれるアルンド・ドナクスの量に比例して増加する。一般に、パネルの曲げ強さは、同様に構成した木材ベースのパネルよりも約55%大きく、同様に構成した小麦藁ベースのパネルよりも約5%大きい。パネルの耐水性は、同様に構成した木材ベースのパネルよりも約2.6倍高く、また同様に構成した小麦藁ベースのパネルよりも約15%高い。
【0036】
アルンド・ドナクス複合材パネルを製造するための代表的な方法は、(1)アルンド・ドナクスを複合材パネルの完成紙料として使用するのに適した寸法分布の粒子に細砕化する工程と、(2)これらの粒子をバインダー(例えば樹脂)と混合してバインダー−樹脂混合物を提供する工程と、(3)バインダー−樹脂混合物を複合材パネルに団結させる(固める)工程とを有する。このプロセスにおいて、アルンド・ドナクス粒子は樹脂とともに連続的な材料として結合する。すでに指摘したように、粒子−バインダー混合物は、例えば木材粒子及び繊維等の他の材料をさらに含むことができる。
【0037】
すでに述べたように、アルンド・ドナクスは有利にパーティクルボードに含まれ得る。同様な利点は、アルンド・ドナクスを配向ストランドボード(OSB)及び中質繊維板(MDF)に含めることによって得ることができる。アルンド・ドナクスは、粒子ブレンドの唯一の特定成分として、又は一成分として取り込むことができる。
【0038】
本発明の別の側面では、ヨシタケはパルプ及び該パルプから製造される紙製品を調製するための原料として利用される。アルンド・ドナクスパルプは、アルンド・ドナクス粒子(例えば、チップ及びフレーク)の処理から得られた繊維を含む。パルプに応じて、処理に加えて、該粒子を細砕化に供することもできる。細砕化は、ハンマーミル又は回転ディスクリファイナー等のいくつかの装置を用いて行うことができる。
【0039】
以下に述べるように、パルプはいくつかの異なる処理によって形成することができる。このような処理としては、例えばクラフトパルプ化、ソーダ・パルプ化、アルカリ過酸化物(alkaline peroxide)機械的パルプ化(CTMP)、亜硫酸、及び当該分野で知られている他のパルプ化プロセスが挙げられる。パルプ化プロセスは、漂白を含むことができる。好ましいプロセスでは、漂白工程は元素塩素フリー漂白(Elemental Chlorine−Free bleaching)を含む。
【0040】
本発明のアルンド・ドナクスパルプは、約150〜750CSFの範囲のろ水度を有し、また少なくとも約55%ISOの輝度、好ましくは少なくとも約75%ISOの輝度を有する。
【0041】
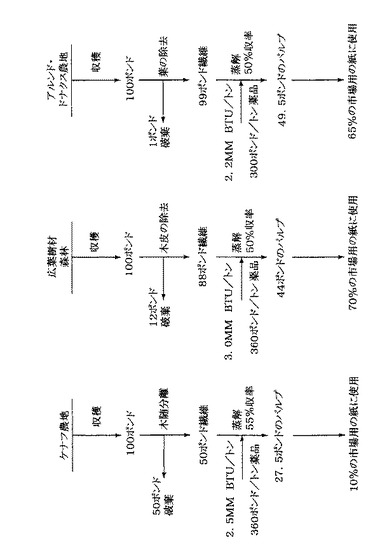
本発明のパルプ形成方法は、約50%のパルプ収率を提供する。この収率は、広葉樹材のものに匹敵し、ケナフから得られたものよりも有意に大きい。アルンド・ドナクス、広葉樹材、及びケナフから得られた収率を図7に示す。図7を参照すると、利用可能なケナフ、広葉樹材、及びアルンド・ドナクスの初期収率は、それぞれ約50ポンド/100ポンド、約88ポンド/100ポンド、及び約99ポンド/100ポンドである。ケナフに関して、ピッチの分離によって繊維の利用可能な量が著しく減少する。広葉樹材については、木皮を剥がすこと(debarking)によってさらなる処理のために比較的に多量の繊維が提供される。アルンド・ドナクスの初期処理では茎から利用できない葉だけを取り除き、さらに処理する上で有用なアルンド・ドナクスの大部分(すなわち、99%)を残す。初期処理後、ケナフ、広葉樹材及びアルンド・ドナクス繊維を典型的な約50%である収率をもって蒸解する。図7に示すように、アルンド・ドナクスをパルプ化するためのパワー(スチーム要求条件、BTU/トン)及び化学薬品要求条件(ポンド(lbs)/トン)は、ケナフ及び広葉樹材繊維のいずれかをパルプ化するよりも有意に低い。アルンド・ドナクスのパルプ化のパワー要求条件は、ケナフ蒸解の約88%及び広葉樹材蒸解の約73%である。さらに、アルンド・ドナクスパルプ化要求条件は原料繊維を利用可能なパルプに変換するのに必要な化学薬品の量の約83%を必要とする。ケナフ、広葉樹材、及びアルンド・ドナクスの全体的なパルプ収率は、それぞれ約28%、44%、及び50%である。したがって、広葉樹材及び他の木材と比較して、パルプ及びその後の紙製品の製造においてアルンド・ドナクスを使用することで、必要とするエネルギーや化学薬品がより少なくなり、著しい経済的利点が得られる。実施例で例証されるように、アルンド・ドナクスパルプ、紙製品、及びパーティクルボードの特性は、一般に木材ベースの、又は非木材ベースの対応物に相当するか、もしくは優れている。
【0042】
パルプはアスペン(aspen)パルプよりも引き裂き強度及び引張り強度が優れている。このことは、紙生産効率に影響を及ぼす重要な性質である。また、ヨシタケ完成紙料が使用するパルプ製造するための化学薬品やエネルギーはより少ない。
【0043】
ヨシタケチップの見かけ密度は、典型的な木材チップのものよりも幾分高い。したがって、ダイジェスターローディング(digester loading)は、木材チップの場合よりもヨシタケチップの場合のほうが比例して高いと思われる。このことは、ダイジェスタースループット制限により容量が制限されるそれらの紙及びパルプ製造業者にとって重要な考慮すべき事項である。
【0044】
効率的なパルプ化のために約50%の水分率を要する木材チップとは対照的に、著しく低い水分率、すなわち約10%未満を持つヨシタケ粒子は、直接かつ容易に蒸解され得る。
【0045】
ヨシタケチップ又は粒子は、木材に対するクラフト条件下で木材と比較して、容易に蒸解を受けやすく、また非常に容易に蒸解する。未漂白パルプの収率は48.5%のオーダーであり、アスペンの場合に予想される例外(収率が55〜58%の範囲)はあるが、これは漂白可能なクラフトパルプの範囲の上限である。重要なことは、ヨシタケのパルプが広葉樹材で典型的に得られるものよりも色が淡いということである。したがって、同じ処理後の結果の輝度を得るためには、より少ない量の漂白化学薬品(剤)が添加される。ヨシタケから生成された褐色ストックは、93.9%の収率でDEDEDシーケンスによって89.9%ISO輝度まで非常に容易に漂白される。褐色ストックもまた、実施例4及び図8に示すように、塩素元素フリー(ECF)法、すなわち3段階法(three−stage method)によって容易に漂白される。代表的なECFプロセスでは、パルプの輝度が約85%ISOであった。
【0046】
ヨシタケパルプの加重平均(weighted average)繊維長は約0.97ミリメートルであり、また粗さは1メートルあたり0.13ミリグラムのオーダーである。これらの値は両方ともアスペンパルプで得られる値よりも大きい。
【0047】
ヨシタケパルプは、紙、例えば木材フリーのアンコーテッドペーパを作る際に利用することが可能であり、さらに木材パルプと配合して他の製品を作ることも可能である。ヨシタケ木材パルプは中しん原紙の製造にも適している。ヨシタケ完成紙料は、多くの用途に適した混合パルプ製品を作るために木材完成紙料と配合してもよい。
【0048】
本発明の別の側面においては、アルンド・ドナクスパルプを形成するための方法が提供される。この方法では、チップ及びフレーク等のアルンド・ドナクス粒子がパルプ化される。
【0049】
一つの方法では、アルンド・ドナクスパルプは、アルンド・ドナクス粒子を含む完成紙料を選択する工程と、該完成紙料をパルプ化プロセスにかけて完成紙料を基準として約48重量%の収率を有するパルプの褐色原料を生産する。一般に、この方法の48%収率及び約15のカッパ値を達成するパルプ化に要する時間は、広葉樹材をパルプ化して同様の収率及びカッパ値を達成する際に必要とされる時間よりも約25%少ない。
【0050】
別の態様において、本発明は、(1)アルンド・ドナクス粒子を含む完成紙料を選択する工程と、(2)該完成紙料をパルプ化プロセスに供して、該完成紙料を基準として約48重量%の収率を持つパルプの褐色原料を生成する工程と、(3)約55%から約90%ISOの輝度となるまで褐色原料を漂白する工程とを備えるアルンド・ドナクスパルプを形成するための方法を提供する。この方法において、褐色原料の輝度を約90%ISOにする工程は、ほぼ同じ輝度を達成するために広葉樹材で必要とされる漂白よりも約25%低い漂白を要する。
【0051】
本発明の方法の別の態様では、アルンド・ドナクスパルプは、(1)アルンド・ドナクス粒子を漂白剤に供して漂白された完成紙料を提供し、(2)漂白パルプ完成紙料を機械的にリファイン(refine)して、約55%から90%ISOの輝度を持つパルプ原料を提供することによって形成される。漂白剤は、パルプ化技術の分野で知られている様々な漂白剤のいずれか一つであり得る。好ましい漂白剤として、例えば過酸化水素、水酸化ナトリウム、及び珪酸ナトリウム(アルカリ性過酸化物パルプ化)からなる混合物が挙げられる。あるいは、漂白剤は二酸化塩素を含むことができる。
【0052】
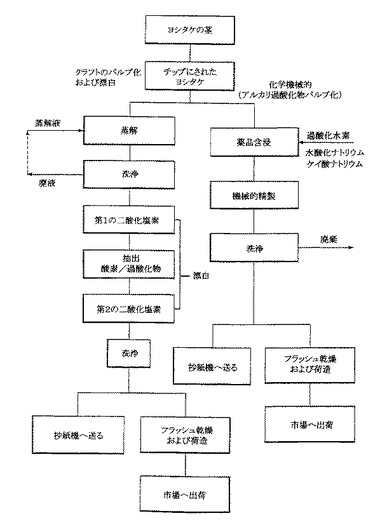
2つの代表的なパルプ化プロセスを例示するフローチャートを図8に示す。図8を参照すると、クラフトパルプ化及び漂白及び化学機械的パルプ化(アルカリ過酸化物)プロセスが例示されている。簡単にいうと、これらのプロセスにおいて、ヨシタケ粒子(例えば、チップ及び/又はフレーク)を形成するために、ヨシタケの茎が処理される。クラフトパルプ化及び漂白のために、ヨシタケ粒子が蒸解液で蒸解される。蒸解された材料は、つぎに洗浄され、廃液は連続処理のために蒸解液に戻される。蒸解の結果は、漂白されるパルプ製品である。図8に示すように、漂白は、抽出工程が後に続く第1の二酸化塩素漂白工程と、抽出工程後の第2の二酸化塩素漂白工程とを有する。漂白後、パルプを洗浄して、紙形成のための抄紙機へ送るか、あるいは市場に出荷するために圧縮及び乾燥を行うかのいずれかに進む。圧縮及び乾燥したパルプはマーケットパルプと呼ばれる。
【0053】
化学機械的パルプ化のために、ヨシタケ粒子に化学薬品(過酸化水素、水酸化ナトリウム、及び珪酸ナトリウム)を含浸させる。化学薬品を含浸させた後、得られた処理済みパルプを機械的にリファインし、さらに洗浄する。洗浄後、パルプを抄紙機へ送るか、あるいは市場に出荷するために圧縮及び乾燥を行うかのいずれかに進むことができる。
【0054】
本発明の別の側面では、アルンド・ドナクス紙製品を提供する。紙製品はアルンド・ドナクスパルプを含む。紙製品へのアルンド・ドナクスパルプの取り込みは、強度(すなわち、破裂、引き裂き、及び引張り)と同様に有利な輝度を提供する。紙の生産にアルンド・ドナクスを利用すること、そのパルプ化挙動、及びパルプ化特性は実施例4に記載されている。実施例4では、クラフトパルプ化、ソーダパルプ化、及びアルカリ過酸化物機械的パルプ化が提示されている。アルンド・ドナクスに関する結果は、小麦藁及び木材で得られた結果と比較される。
【0055】
アルンド・ドナクス紙製品は、一般に以下の工程を含む方法によって形成される。すなわち、(1)繊維及び水性分散媒体(例えば水)を含むアルンド・ドナクス完成紙料を形成する工程と、(2)完成紙料を有孔支持体(foraminous support)(例えば、フォーミング・ワイヤ)上に堆積する工程と、(3)繊維ウェブを作るために堆積された完成紙料を脱水する工程と、(4)紙製品を提供するために該ウェブを乾燥させる工程とを有する。
【0056】
本発明のアルンド・ドナクス紙製品は、さらに他の材料を含むことができ、またパルプブレンド、例えばアルンド・ドナクスと針葉樹材及び/又は広葉樹材パルプとのブレンド等を含むことができる。したがって、上記した方法では、アルンド・ドナクス完成紙料はさらに木材繊維を含むことができる。
【0057】
アルンド・ドナクスの有利な特性は、約5重量%から約85重量%のアルンド・ドナクスを紙製品に含めることによって得ることができる。一般に、本発明の紙製品は、少なくとも約82%ISOの輝度、少なくとも約3.0の比破裂強さ、少なくとも約8.5の比引裂強さ、さらに少なくとも約50の比引張り強さを有する。パルプの特性に応じて、本発明の紙製品は、高輝度印刷用紙及び筆記用紙、新聞用紙及び出版用本文用紙、及び非漂白ライナー及びコルゲーションボードが含まれる。
【図面の簡単な説明】
【0058】
【図1】本発明の代表的なヨシタケ粒子を説明するための図である。
【図2】本発明に基づいてヨシタケのチップを形成するための代表的な装置の平面図である。
【図3】本発明に基づくヨシタケのチップを形成するための代表的な装置の拡大図である。
【図4】本発明に基づくヨシタケのチップを形成するための代表的な装置のための刃の配置の詳細な断面図である。
【図5】本発明のヨシタケ複合材を製造するための代表的なプロセスの工程を示す模式的フローチャートである。
【図6】本発明に基づいて調製された代表的なヨシタケ複合材パネルを示す図である。
【図7】ケナフ、広葉樹材、及びアルンド・ドナクスからの製造を比較する図である。
【図8】本発明に基づいてヨシタケのパルプを生産するための代表的なプロセスの工程を示す模式的フローチャートである。
【0059】
以下の例は、説明することを目的として提供されるものであって限定するためのものではない。
【実施例】
【0060】
<実施例1>
ヨシタケの寸法減少のための装置、プロセス、及び方法
この実施例では、ヨシタケを切断又は浸軟、より詳しくはヨシタケを切断して、蒸解パルプに加工するため、あるいは効率よく複合材パネル及び/又は加工木材製品に加工するために適した粒子にすることを説明する。
【0061】
丸太、製材鋸鉋屑、屑材等の寸法減少のために、森林及び木材製品工業によって、かなり洗練された処理装置が何年にもわたって開発されてきた。装置及び取り扱い方法は、パルプを製造するための近代的なダイジェスターで、また木材複合材、すなわちパーティクルボード、配向ストランドボード(OSB)、及び中質繊維板(MDF)のためのミリング装置で使用するために、特定の幾何学形状を有する粒子を生産するように意図された。開発研究の間、木材チッパー及びフレーカーのいくつかのタイプ及びモデルが試験された。結果として生ずる粒子は研究室及びパイロット規模の研究では満足のいくものであった。しかし、そのような粒子の幾何学形状は商業的用途では満足できるほどのものではなかった。
【0062】
一般に、従来の装置、リング、ドラム、及びディスクフレーカー及びチッパー、さらに様々なタブ及び農業及び「ロードサイド/ヤード」グラインダーは、多くの長いフレーク、破片、及びスライバを作り出した。これらの機械の動作は、ヨシタケの中空の茎を刃の中に引っ張り込んで、あたかも皮をむくようにして長い繊維を引き裂く傾向がある。長い破片とスライバは、パルプダイジェスターで一般に使用されるスクリーン及びコンベヤ、さらに複合材パネルプラントで使用される取り扱い装置を覆い隠す傾向にある。
【0063】
十分な材料が化学的研究を行うための試験の際にスクリーニングされ、かつ回収された。しかし、商業的プロセスにとって効果的なヨシタケの寸法減少を行うためにさらに多くの研究が必要であることは明らかであった。さらなる調査を行ったところ、木材に使用される従来の装置では、近代的な連続パルプダイジェスターにとって満足な粒子の幾何学形状を作ることができず、また多くの複合材パネル加工プラントにとっても同様であることが示された。所望の粒子の幾何学形状は、長さが3/4〜1インチ、幅が1/4〜3/4インチ、そして厚さが約3/16インチでのチップである(注:これらの寸法はほとんどの市販されているオペレーティング・ミルに幅広く当てはまるが、所定の操作にあわせて幾分変化させることができる)。さらに、基本的に米国外で使用される特定のパルプ化装置及びプロセスは、より幅広い粒子の幾何学形状を利用することができる。
【0064】
ヨシタケの所望の粒子の幾何学形状を調製するための1つの代表的な装置及び方法を図2〜図4に示す。この同じ概念は、農業用わら及び刈り取られたものを品位向上させることに応用してもよい。
【0065】
ヨシタケの利用可能な茎部分は、15〜20フィートから成熟に至るまで、気候及び土壌の状態に応じて12〜18ヶ月要する。茎の収穫は、地面の線のちょうど真上をブレードで切断することによって行う。また、葉や小さな茎が含まれる頂端部はブレードカッターを用いて用地内で除去する。得られた茎は、本質的に中空で、直径が約1/2インチ〜11/4インチで、壁厚がちょうど11/6インチを上回るところから約1/4インチの範囲内である。概念は、茎を3/4〜1インチの長さの「リング」に切り落として、次にこのリングを3〜5つの小片に切り刻むことに基づいている。単純な計算によれば、得られた小片は商業的パルプ化及び複合材パネル加工のための最適寸法仕様を満たすであろうことが示される。
【0066】
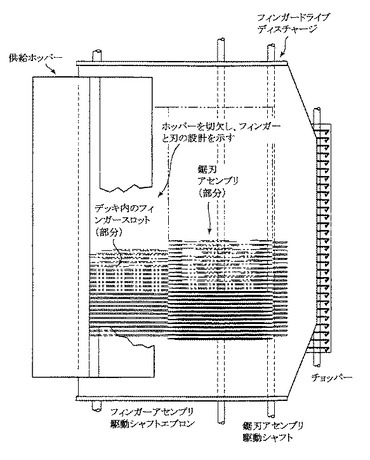
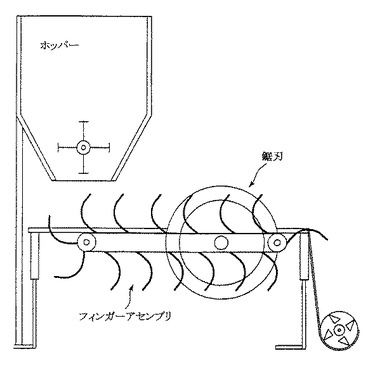
図2は平面図であり、図3は5と1/2フィート幅の鋸刃ベッドの拡大図であって、複数の鋸刃が1インチの間隔で軸上に設けられている。この幅は説明を目的として選択したものである。なぜなら、複合材パネル及び木材製品プラントで使用される自動鋸は、幅が4〜8フィートであり、パネルを様々な製品に合わせた断片に切断するためのものであるからである。しかし、組立コスト及び収容する必要条件という経済的要因に依存して鋸刃ベッドの幅をよりいっそう狭くしたり広くしたりすることが可能であろう。図4は、刃及びフィンガーの配置を示す詳細な断面図である。この図では円形の鋸構造となっているが、帯状の鋸の動作原理を用いることができる。
【0067】
1インチという刃の間隔もまた図示することを目的として使用したものである。なぜなら、3/4〜1と1/2インチ以上又は以下の間隔も所望の用途に応じて可能であるからである。ヨシタケの茎は事前に切断して約4〜5フィートの長さにし、一直線上に並べてホッパーに供給する。ホッパーは鋸刃配列を送るエプロンの上に設けられている。チェーン、ベルト、又は他のキャリア機構上に設けられた複数のフィンガーは、鋸刃に供給するベルトのスロットを介して駆動される。それらのフィンガーは、重力又はポジティブ供給機構(茎は完全には真っ直ぐではないので、フィンガーへホッパー放出を追い出すポジティブ・フィードが使用され得る)によってホッパーからエプロンに供給されるヨシタケの茎を鋸刃の中におよびそれを通して引っ張り、その結果ヨシタケのリングがシュートに放出されてチョッピング機構に流入する。1インチ鋸刃用のフィンガーの幅は、茎をおだやかに引っ張って刃の間に通すためのポジティブな力を供給するために、1/2〜3/4インチとすることができる。
【0068】
「チョッパー」はいくつかの可能な設計の一つであってもよい。示した代表的な設計は、単一速度又は可変速度で回転することができる軸上に設けられた複数の刃を有するタイプのものである。リングがブレードの周囲のハウジングの中に落ちるにつれて、壁部上又は近傍で当たる刃の作用によってリングが切断される。別の設計は、刃の代わりにハンマーを、またはヨシタケリングからチャンクが引っ張られる刃及び環状空間をドラムさえを用いる。最適な設計によって、最も少ない小スライバ又は破片が得られる。
【0069】
チョッパー後、スクリーンによって過大なもの(損なわれていない、又はほとんど損なわれていないリング)を取り除いてチョッパーに戻し、さらに過小なスライバ及び破片はスクリーニングにより除去する。本流はトラック又は軌道車に載せられる大箱に運ばれる。
【0070】
この基本的なプロセスの変形は可能である。もし積極的な切断動作が必要であるならば、鋸刃が振動しているものであってもよい。鋸刃は数多くの歯又はほんの僅かな歯を持つもの、或いはまったく歯を持たないものであってもよい。別の設計は、前に述べたように、円形状鋸原理よりはむしろバンド状鋸原理を採用し得る。バンドは、茎が引き抜かれるように上下動するものであろう。それにもかかわらず、リングを最適な長さに切断し、該リングを所望の粒子に小さくすることを含む方法は、すべての変形例において同じである。
【0071】
多くの設計の特徴の鍵となるものは、システムのキャパシティである。植物を大規模に処理する一般的に効率よく、かつ適当なカスタマ・サービスに関して、フィールド内のシステムは10トン/時間の最小値から最大で30トン/時間以上生産し、効果的に16時間/日で6又は7日/週、50〜52週/年にわたって操作することが必要であろう。この言及でのトンはショートトン、すなわち2000ポンドであり、「グリーン」トンとしてである。工業では、トン数(tonnage)は、しばしば「完全乾燥重量のトン(bone dry ton)」を意味する。茎のバルク密度に基づいて、いくつかのおおざっぱな推定計算及びスケッチは、各フィンガーが直径約10インチで、約6〜7ポンドの小さな束を引っ張るならば、フィンガーは1時間あたり10〜12トン処理するために1秒あたり1回をちょっと上回る速度で複数の刃(直径約30インチ)を通過する必要があるであろうことを示している。類似のタイプのプロセスにその速度を関連付けることは、2〜3秒の速度がその大きさの束の鋸引きを達成するのに必要であると概念的に思われる。長さが30〜40インチのバンド状鋸刃は、15インチまでの直径の束を切ることが可能であり、そのような設計は1時間あたり10〜12トン処理することができよう。引っ張られるより大きな束は、所望のリンク形状に切断される前に茎を押しつぶし始めるかもしれない。
【0072】
<実施例2>
代表的なヨシタケパーティクルボードの形成
ヨシタケ及び対比較の材料のパーティクルボードを製造するためのプロトコルをこの実施例で説明する。
【0073】
完成紙料(粒子)の調製。アルンド・ドナクスをポールマン・ドラムフレーカー(Pallmann Drum Flaker)内で、長さが約2〜3インチ、幅が1/4〜3/8インチ、厚さが0.03インチの片にし、水分8%まで乾燥させた後、1/8インチスクリーンを有するプラター・ブルー・ストリーク(Prater Blue Streak)ハンマーミルで処理した。ミルからの材料をふるいにかけると、フェース材料として使用されるスクリーンを通過した32%のものと、コア材料として使用されるスクリーン上の68%のものとが得られた。
【0074】
木材(サザン・パイン)複合材の調製には、市販されているフェース材料及びコア材料を使用した。この市販のフェース材料はヨシタケ及び小麦藁で使用するフェース材料よりも粒が粗かったので、ヨシタケで使用したものと同じメッシュスクリーンを用いて木材フェース材料の一部をふるいにかけた。
【0075】
小麦藁については、藁を1/8インチ・スクリーンを有するプラター・ブルー・ストリークハンマーミルに通して処理した。ミルからの材料をふるいにかけたところ、ヨシタケの場合と同様に、フェース材料として使用されるスクリーンを通過した24%のものと、コア材料として使用されるスクリーン上にある76%ものとが得られた。
【0076】
調製された試験材料のすべてを以下のように処理した。各試験は、低(2%)、中(4%)、及び高(6%)樹脂含有量と低及び高密度で3回反復した。全部で18試験パネルを各材料に対して使用した。表1を参照。
【0077】
樹脂/バインダー添加。コア材料部分及びフェース材料部分を計量し、生産条件を反復するように設計された研究室ブレンダーに別々に入れた。それぞれの部分について、目標の割合に達成するように一般にMDIと呼ばれるメチルジイソシアネート樹脂を計量し、ノズル付きスプレー装置に供給する容器の中に入れた。ノズルはブレンドチャンバの中に位置し、このブレンダーが稼働している間に60〜180秒間噴霧した。ブレンダーを停止し、樹脂被覆材料を取り出した。全てのテストで、フェース材料及びコア材料の樹脂含有量は同じであった。
【0078】
マット形成。3層の試験パネルにプレスされるべき各マットについて、フェース材料の2つの小さな部分とコア材料の1つの部分を計量した。プレス後に試験パネルの剥離を容易にするためにテフロン(登録商標)シートをスチールシート上に置き、長方形の木製フレームをテフロン(登録商標)シート上に置いた。フレームは16インチ×20インチ(完成試験パネルの標的寸法)の大きさで、高さが6インチであった。フェース材料をフレームの内側に均一に分布させて下部フェースを形成し、つぎにコア材料をそのフェース層上に均一に分布させた。最後に、フェース材料の残りの部分をトップ層として均一に分布させた。これら層によって形成されたマットを突き固めて、フレームを取り除き、さらにテフロン(登録商標)剥離シートをマットの上に置いた。
【0079】
パネル形成。マットをシームペルカンプ(Siempelkamp)パイロットモデルプレスの下部プラテン上に置いた。このプレスのプラテンは23インチ×31インチであり、200トンサーボ油圧システムによって駆動した。3段階プレススケジュールを60秒間で0.75インチまで圧縮し、さらに400秒間その厚さのままにし、ついで480秒の総プレス時間について20秒間排気するようにコンピュータにプリセットした。プラテンの温度は330oFであった。加圧時間の最後に、トッププラテンをその出発点に引き上げ、パネルを取り出し、雰囲気条件で冷却した。
【0080】
複合材パネルを、ヨシタケ、小麦藁、及びサザン・パインから作った。各パネルから、2つの試料を切断して破壊係数の静的曲げ(static bending of modulus of rupture)と弾性率(modulus of elasticity)について試験し、4つの試料を切断して内部結合強さを、1つの試料を切断してスクリュー引き抜きを試験した。各完成紙料の18パネルのうちの6つから一つの試料を用いて、吸水率及び厚さ膨潤を測定した。
【0081】
機械的試験は、以下に示す例外はあるが、ASTMD1037に従うスクリュー駆動汎用試験装置を用いて周囲雰囲気で状態調整(ambient−conditioned)された試料を試験した。
【0082】
静的曲げ試料は、厚さが1/4インチを超える試料に対して規定された3インチ×20インチ×3/4インチのかわりに、約2インチ×19インチ×3/4インチとした。試験速度は0.36インチ/分であり、スパンは18インチであった。
【0083】
内部結合強度試料を2インチ×2インチ×3/4インチとし、0.06インチ/分の速度で試験した。センターライン及び表面破断を各内部結合強度試験毎に記録した。
【0084】
ねじ引き抜き試料を、フェースねじ引き抜きに対して規定された3インチ×6インチ×1インチとエッジねじ引き抜きに対して規定された2と1/2インチ×4と1/2インチ×3/4インチの代わりに、3インチ×6インチ×3/4インチとした。試験速度は0.06インチ/分であった。2つのエッジ及び2つのフェースねじ引き抜き試験を同じ試料に対して行った。
【0085】
水吸収及び厚さ膨潤は、6インチ×6インチ試料を蒸留水に2時間及び24時間浸した後に測定した。厚さは、各試料について異なる4点で測定し、その平均値を求めた。吸水率及び厚さ膨潤を、各試料の浸漬されていない重量に対するパーセンテージと平均化した厚さとして決定した。
【0086】
全ての機械的及び物理的特性は、各タイプのパネルに対して3つの試料で平均した。表1(下記)のグラフに示す平均値は、各々のパネルタイプに対する平均を表している。
【0087】
すべての試験は、「木材ベース繊維およびパーティクルパネル材料の特性を評価する標準方法(Standard Methods of Evaluating the Properties of Wood−Base Fiber and Particle Panel Materials)、ASTMD1037に従って行った。すべてのパネルは、まず14インチ×19インチの断片に切断した。これらから、試験のために試料を切り出した。
【0088】
静的曲げ−破壊係数(MOR)および弾性係数(MOE)。2インチ×19インチの2つの試料を各パネルから切り出し、密度及び樹脂量の各組み合わせに対して合計6つの試料を提供した。試料をユナイテッド・モデル(United Model)No.SFM−10ねじ駆動試験装置に置いて18インチのスパンに設定した。コンピュータ支援プログラムを試験速度0.36インチ/分に設定し、弾性及び破断曲線を記録した。各組み合わせに対する6つの結果を平均し、表1に記録した。
【0089】
面に対して垂直な引張り強さ−内部結合(IB)。4つの2インチ×2インチ試料を各試験パネルから切り出した。金属ローディングブロックを試料の両面に接着し、完全に硬化させた。ブロックをモデルSFM−10に取り付け、0.06インチ/分の速度で試験した。内部結合破壊を自動的に記録した。試験結果を各密度及び樹脂組み合わせの試料に対して平均し、表1に記録した。
【0090】
直接ねじ引き抜き;垂直及びエッジ。各試験パネルの一つの試料を調製し、この際該一つの試料あたり2つのフェース及び2つのエッジプルを有する。フェース引き抜きパネルは、フェースプルに対しては3インチ×6インチ×3/4インチ、エッジプルに対しては2と1/2インチ×4と1/2インチ×3/4インチであった(ASTMD1037は3インチ×6インチ×1インチを推奨する)。標準的なパイロットホールを穴あけし、標準的なねじを挿入した。試料はプラテンにアンカーし、ねじの頭はローディング取り付け具によって把持し、0.6インチ/分の標準速度でプラテンを分離することによって引き抜いた。ねじ引き抜きに要した力を記録した。密度及び樹脂レベルの同じ組み合わせを有する試料の結果を平均し、表1に記録した。
【0091】
吸水率及び厚さ膨潤。各組み合わせの6インチ×6インチの1つの試料を周囲温度で2時間及び24時間にわたって蒸留水に浸漬した。厚み計を用いて試料上の4つの点で厚さを測定し、平均した。各期間での重さを記録した。吸水及び厚さ浸漬していない重量に対してパーセント増加として計算し、結果を表1に示す。
【0092】
【表1−1】

【0093】
【表1−2】
表中、+は等級合格を限界付ける特性を示す。
【0094】
MOE及びMORは3回反復による2つの試料の平均である。
【0095】
内部結合は3回反復による4つの試料の平均である。
【0096】
水吸収(吸水率)は1回反復による1つの試料のものである。
【0097】
ねじ引っ張りは3回反復による2つの試料の平均である。
【0098】
この結果は、2重量%の樹脂量かつ低密度トライアルでは、ヨシタケ複合材は中密度パーティクルボードに対する最も高い工業等級基準(AMSI;M−1)の最大を越え、その一方で木材複合材及び小麦藁複合材のいずれも最低の品質基準(ANSI;M−3)に達することもできなかった。表1及び2を参照。2重量%複合材は、木材ベースの複合材と比べて、著しく低い吸水力及び厚さ膨潤が認められる。さらに、ヨシタケの内部結合強度は、最小規準にも合わない小麦藁複合材のものよりも著しく高い。これらの優れた物理的特性もまた樹脂量が4及び6重量%でも明らかである。
【0099】
ねじ引張荷重に関して、ヨシタケ複合材は少なくとも木材ベースの複合材と同様に働き、小麦藁複合材の性能を著しく上回る。6重量%の量を除いてほとんどすべての樹脂添加量で、ヨシタケの弾性率(MOE)は小麦藁及び木材ベースの複合材を上回る。この樹脂添加量で、小麦藁複合材はわずかながらよりいっそう高い弾性率が認められるようになる。
【0100】
破断率(MOR)に関して、ヨシタケ複合材は木材ベースの複合材と比較して、優れた性能を再び示す。木材ベースの複合材は最小(M−1)の工業品質基準が得られない。小麦藁複合材と比較して、ヨシタケ複合材は樹脂量が低い場合、例えば2重量%の場合に優れている。樹脂量が増加すると、小麦藁複合材MORはヨシタケ複合材のものを上回る。このことは、ヨシタケ複合材の利点の一つを示しており、すなわち良好な物理的特性が低樹脂量で達成される。
【0101】
<実施例3>
代表的なヨシタケ/サザン・パインパーティクルボードの形成
この実施例では、ヨシタケ/サザン・パインブレンドを含むパーティクルボードの形成について説明する。パーティクルボードの機械的及び物理的特性を、(1)ヨシタケ及び(2)サザン・パインから形成された粒子ボートと比較した。
【0102】
試験は、ヨシタケ、サザン・パイン、及びヨシタケ/サザン・パインの機械的及び物理的特性の比較を行った。各完成紙料 の種類に対して、標的密度が42lb/ft3及び47lb/ft3、樹脂量が2%及び4%でパネルを製造した。すべての試料を、静的曲げ、内部結合強度、フェース及びエッジねじ引張荷重、吸水率、及び厚さ膨潤について調べた。中密度パーティクルボードについて、機械的特性を製品規格と比較した(ANSI A208.1−1993)。表2を参照。
【0103】
【表2】
電気加熱し、コンピュータ自動化ホットプレスを用いて全てのパネルを製造した。プレスは、公称23×31インチ・プラテンに備え付けられ、200トンのサーボ油圧式システムによって駆動した。プレスの制御を、(1)プレスを60秒間閉じ、(2)パネルを400秒プレスし、さらに(3)20秒間ガス抜きする3段階プレススケジュールでプラテン位置を用いて行った。プラテン温度は330oFであった。すべてのパネルを16×20×3/4インチの寸法に形成するが、14×19×3/4インチにトリミングした。
【0104】
ヨシタケ、サザン・パイン、及びヨシタケ/サザン・パインから標的密度が42lb/ft3及び47lb/ft3、ジフェニルメタンジイソシアネート(MDI)樹脂量が2%及び4%でパネルを製造した。各完成紙料の12枚のパネルを密度と樹脂充填の組み合わせを変えて作った(すなわち、1つの組み合わせに対して3枚のパネルが複製される)。各パネルから2つの試料を切り出して破断率及び弾性率のための静的曲げについて試験し、4つの試料で内部結合強度、さらに1つの試料で吸水力/厚さ膨潤を試験した。各完成紙料から得られる12枚のパネルのうちの4枚かあの一試料をフェース及びエッジねじ収容力の測定に使用した。各試料は異なる密度と樹脂量とを有した。
【0105】
機械的テストは、一般にASTMD1037に基づいてねじ式万能試験機を用いて周囲条件試料に対して行った。静的曲げ試料は公称2×19×3/4インチ(ASTMは厚さが1/4を上回る試料の寸法を3×20×3/4インチに規定している)であった。試験速度は0.36インチ/分でスパンは18インチであった。内部結合強度試料は2×2×3/4インチであり、試験速度は0.06インチ/分であった。ねじ保持(screwholding)試料はフェースねじ保持(3×6×1インチのASTM指定寸法)の場合は3×6×3/4インチであり、エッジねじ保持の場合は21/2×41/2×3/4である。試験速度は0.06インチ/分であった。2つのエッジ及び2つのフェースねじ保持試験は、同一試料に対して行った。吸水力及び厚さ膨潤は6×6インチの試料に対して測定を行うが、測定に先立って蒸留水に24時間含浸させた。厚さは5カ所で測定し、各試料に対して平均した。
【0106】
変形例の3通りの分析(ANOVA)を密度、樹脂量、及び完成紙料を3要素として用い、全ての機械的及び物理的特性について実行した。
【0107】
一般に、各密度及び樹脂量の組み合わせについて、ヨシタケ粒子が占める割合が増加するとそれに比例して破断率(MOR)及び弾性率(MOE)が著しく増加した(表3)。それとは対照的に、ヨシタケ粒子が最も多く含まれているパネルの内部結合強度(IB)はサザン・パイン粒子が最も多く含まれている同様のパネルよりも著しく低かった。フェースねじ保持力(FSP)及びエッジねじ保持力(ESP)に関しては、いずれのパネルの間でも若干顕著な差が存在した。ほとんどの場合、すべてのパネルがANSI A208.1−1993によって規定された最も高い品質基準を上回った(表2)。
【0108】
【表3−1】
【0109】
【表3−2】
全ての完成紙料について、密度の値が42lb/ft3から47lb/ft3に増加し、また樹脂量が2%から4%に増加するため、機械的特性は一般に増加する。
【0110】
3通りのANOVAは、樹脂量、密度、及び完成紙料が統計学的に全ての機械的特性に対して影響したことを示した。材料IB強度に関係したパネル密度の効果は樹脂荷重に依存しており、材料MOEに関連した樹脂荷重の効果は完成紙料の種類に依存していた。
【0111】
蒸留水に24時間含浸させた後、ヨシタケ粒子が多く占めるパネルの吸水力及び厚さ膨潤は一般にサザン・パイン粒子が多く占めるパネルよりも低かった(表4)。
【0112】
【表4】
表中、括弧内の値は対応した標準偏差である。
【0113】
密度の値が42lb/ft3から47lb/ft3に増加し、また樹脂量が2%から4%に増加するため、24時間後の吸水力及び厚さ膨潤は一般に減少する。
【0114】
3通りのANOVAは、厚さ膨潤に関連したパネル密度の効果は完成紙料の種類に依存し、一方で厚さ膨潤及び吸水力の両方に関連した樹脂荷重の効果が完成紙料の種類に依存したことを示した。
【0115】
一般に、ヨシタケ粒子の使用は、優れた強度及び剛性を持つパネルを得る上で最良なものと思われる。20%程度の低濃度のウザン・パイン粒子を完成紙料に添加することは、強度及び剛性に対してはわずかしか影響を及ぼさないが、内部結合強度を著しく増大させる。
【0116】
パネル密度及び樹脂荷重が増加すると機械的特性が増加した。しかし、市場ではより低い密度及びより低い荷重のパネルが経済的に好ましく、一方で幅広い品質基準承認を達成することが好ましいと思われる。
【0117】
好ましくはヨシタケから主として作られるパネルは、サザン・パイン粒子から主として作られるパネルと比較して好ましい吸水力及び厚さ膨潤特性を示す。水分含浸24時間後、パネル密度及び樹脂荷重の増加によって吸水率及び厚さ膨潤が一般に減少した。
【0118】
<実施例4>
紙製造におけるアルンド・ドナクスの利用:
クラフト及びアルカリ過酸化物機械的パルプ化
この実施例では、紙の製造でアルンド・ドナクスを利用することについて説明する。ヨシタケのパルプ化の挙動及びパルプ特性についても説明する。ヨシタケのクラフトパルプ化、ソーダ・パルプ化、及びアルカリ過酸化物機械的パルプ化に関するデータを示す。
【0119】
試験は研究室及び小さなパイロット・プラント規模で行われた。クラフト及びソーダ・パルプ化試験はワシントン大学のパルプおよび紙科学科で実施し、アルカリ過酸化物機械的パルプ化試験はノース・カロライナ州立大学の木材および紙科学科で実施した。手すき紙ペーパサンプルの全ての試験は、ワシントン大学のパルプおよび紙科学科で実施した。
【0120】
クラフトパルプ化は、急速に進行し、容易に漂白されたパルプが比較的高い収率で得られることが知られていた。他の非木材材料と比較して平均的に繊維が長く、実際にアスペンの広葉樹材よりもわずかながら長かった。引き裂き及び引張りに関して強度特性はアスペン広葉樹材クラフトよりも良好であった。
【0121】
原材料
本研究のための材料はカリフォルニア州オレンジ・カントリーで成長したものから新鮮なまま切り取り、乾燥せずにワシントン大学に送った。
【0122】
ヨシタケの茎は中空の芯の周りに組織が密集したリング(環)を有する。茎の直径は、一般に3/4ないし13/4インチである。茎を切断又は粉砕して木材チップに類似の長さにすることができ、またひとたび粉砕して壊すと円形の断面は木材チップのような密度の高い部分を有する(表5)。
【0123】
【表5】
以前の試験では、ヨシタケのチップが使われた。本トライアルのための材料は、帯状鋸を用い、その後に粉砕して正確な長さに切断した。クラフトパルプ化トライアルのために、4通りの異なる長さ、1/2、3/4、7/8及び1と1/4インチで行った。
【0124】
チップ材料の特徴は、従来のパルプ化装置で処理する上で重要である。チップ材料のバルク密度は、ダイジェスターに詰める上で、さらにコンベヤ及びさらに他の処理装置の寸法を決める上で、重要である。チップ状になったヨシタケの高バルク密度によって、従来の、既存のチップハンドリング及びパルプ化装置で処理することが可能である。蒸解液と原材料との比は小さくし、木材チップで使用される場合と類似して高い廃液濃度を生ずる。
【0125】
他の重要なチップ特性は、パルプ化の間にチップの中心に蒸解化学薬品が貫通する能力である。以前のテストでは、ハンマーミルによって調製されたチップによってなされ、またふるいにかけることで細かいものと過大な材料とを取り除いた。処理シークエンスのはじめ取り除かれなければ材料の流れを妨害するかもしれないいくつかの長い切片(2インチ)が存在したことに注目した。材料は蒸解されていない不良品が少ないパルプを提供するもので、蒸解液の浸透がかなり均一に行われることを示している。
【0126】
乾燥材料の試料もまた含まれた。これが7/8インチの長さに切断されて含まれると、蒸解液の浸透が木材チップのように乾燥によって妨げられるかどうかを評価できる。
【0127】
クラフトパルプ化
ヨシタケ材料のクラフト蒸解は、ワシントン大学でパイロットダイジェスタシステムにより行った。漂白に適した20カッパレベルの脱リグニン化を目的とした条件下で、チップ試料の各々に対して蒸解が行われた。パルプ化条件は表6に示す。
【0128】
【表6】
蒸解した全ての試料は類似の結果を有する。蒸解時間は、Hファクタ(温度と反応時間とが組合わさった化学反応の値)が低いことによって示されるように短い。蒸解時間は、針葉樹材のものの半分までとすることができよう。ヨシタケのチップのバルク密度が高いことから、木材のチップと同じように蒸解液に対するチップの比が低いことも利用できる。このことは、ヨシタケのパルプ化が木材チップの場合と同様の装置で、かつ同様の熱に対する経済性で実施することが可能であることを示している。典型的に低密度の藁及び他の非木材植物材料は、蒸解液と木材との比が高いことを要求するが、蒸解はヨシタケ材料で見られたような速さである。
【0129】
4通りの長さの異なるチップは、パルプ化に対する反応という点ではほんのわずかな、おそらく顕著ではない程度の違いを示す。3/4インチチップはわずかながらカッパが小さく14.0であり、一方より長いチップでは17.6〜18.2であり、1/2インチチップでは17.4カッパである。蒸解していない拒絶率は短い切断チップでは量が少なく0.9〜1.1%であり、それと比較してより長いチップは3.2〜3.6%であるが、これらの量は低く、材料の中に蒸解液が均一に浸透し、かつ、節が十分に蒸解したことを示している。ヨシタケが属するイネ科植物の節はしばしばパルプ化に対して耐性を示す。
【0130】
ベニア切断チップは鋸切断チップと同様に蒸解され、低いカッパ14.6を当て、かつ低い拒絶率で0.2%である。この種のチップ調製は商業的操作にとって満足のいくものとなろう。
【0131】
乾燥材料は新鮮な材料と同様にパルプ化応答、カッパ14.9、拒絶率3.3%を示した。このことは乾燥したヨシタケチップに蒸解液が浸透するのに何ら問題がないことを示している。このことは、チップは新鮮な材料であっても、あるいは乾燥した材料であっても処理条件に著しい変化なく使用することが可能であることを意味している。
【0132】
7/8インチ・カットのヨシタケのパルプ化を典型的な広葉樹材及び針葉樹材クラフトパルプ化を表7で比較する。ヨシタケの蒸解は、広葉樹材及び針葉樹材の両方の種類よりもよりいっそう急激に行われるので、化学薬品の必要性が少なく、ただわずかながら拒絶率が高い(有意な差ではない)が生ずるだけである。
【0133】
【表7】
漂白
非木材材料の漂白に対する最も発表された研究では、現在では古くさい塩素(C)、抽出(E)、及び次亜塩素酸塩(H)漂白シークエンスを用いて行うものである。世界的に、このシークエンスは一般的に使用されている。しかし、今日では米国では環境的に許容できるものではない。現在の環境基準に合致するために、クラフトパルプの漂白は、元素塩素フリー(ECF)法で行わなければならない。漂白試験は、二酸化塩素(Do)、酸素及び過酸化水素による抽出(Eop)、二酸化塩素(D1)からなるECF漂白剤を用いて7/8インチ・カットの材料に対して大規模な蒸解から得たパルプに対して行った。結果を表8に示す。
【0134】
【表8】
はじめに、0.20カッパ・ファクタ(パーセント等量塩素/カッパ数)の第1段階の二酸化塩素チャージが加えられ、続いて1.5%二酸化塩素が第3段階に加えられる。これによって83.8%の輝度となる。第1の段階への0.25カッパ・ファクタの利用を修飾することで、第3段階において85.6及び86.4の輝度がそれぞれ1.25%及び1.5%の二酸化塩素によって得られた。
【0135】
86.4に対して3.18%の全二酸化塩素チャージが必要とされた。以前の試験では、90.0の輝度は、4.34%二酸化塩素を使用する第5段階の漂白で達成された。針葉樹材クラフトパルプは一般に90.0%の輝度レベルを達成するために5.8〜6.2%の二酸化塩素を必要とする。
【0136】
手すき紙特性
パルプ特性の標準試験は、TAPPI法を用いて行った。7/8インチのチップ試料からのパルプをPFIミルで叩解し、様々なろ水度レベルにした。PFIミルは標準的な研究室用パルプ叩解装置であり、商業的紙製造操作におけるリファインを模倣するために使われる。一般に、600〜750mlCSFという初期のパルプろ水度を、強度特性を高めるために、紙製造に先立て約400〜500mlまで減少させると、引張強度が増加し、引裂強度はほんのわずか損失するにすぎない。
【0137】
手すき紙を、7/8インチ・カットのヨシタケパルプから作り、いくつかのろ水度レベルにまで叩解し、かつ強度特性について試験した(表9)。他のチップカット長からのパルプを比較のために400mlCSFレベルまで叩解した。
【0138】
【表9】
叩解に先立った初期パルプろ水度は700mlCSFであり、これは典型的な非木材材料と比較してたいへん高く、かつ所望のレベルである。以前の試験では、同様に630mlCSFという高い初期ろ水度が見られた。これらは針葉樹材パルプの>700mlや広葉樹材パルプの600〜650と比較すると、これらは有利に高く、紙製造操作において高ドレインを可能とする。
【0139】
手すき紙強度測定、破裂、引裂、及び引張はすべて有利なレベルにあり、以前の試験で得られたものよりも高い。ヨシタケと一般的な小麦藁、ケナフ、広葉樹材及び針葉樹材とから得られた2組の結果の比較を表10に示す。ヨシタケは、全てのカテゴリーにおいて著しく高い強度を有する。シートバルクは、他の非木材と比較して高く、材料が藁とも著しく異なる特徴を有することを示している。
【0140】
【表10】
本発明の好ましい実施形態例を図に示し、かつ説明してきたが、本発明の精神及び範囲から逸脱することなく様々な変更を加えることが可能であることは容易に理解されよう。
【技術分野】
【0001】
本発明は、アルンド・ドナクス(Arundo donax)(草の一種)から作られた複合材パネル及び加工品、さらにアルンド・ドナクスから生産されたパルプ及び紙に関する。
【背景技術】
【0002】
木材チップ及び他の木材加工廃棄物を利用してパーティクルボードを製造するいくつかのよく知られた技術がある。実際、それらの木材ベース(wood−based composite board)の複合材ボードは、特に建物建築や家具製造において、幅広い用途を有する。より最近では、業界は有用な建築材料として配向ストランドボード(Oriented Strand Board)(OSB)を作り出した。パーティクルボード及びOSBともに「複合材」のカテゴリーに入る。なぜなら、両方ともバインダーマトリクスの中に充填材(木質繊維)が埋め込まれたものである。よく知られた別の木材複合材は、中質繊維板(Medium Density Fiber Board(MDF))である。よく知られたさらに別の複合材製品は、建築用及び装飾用製品を作るために、セメント等の無機バインダーを用いて木材又は他の繊維から製造される。
【0003】
木材ベースの複合材の普及は、複合材に使用することができる相対的に低コストの木材副産物(チップ、鋸屑等)の入手性に大部分が基づいている。実際、これらの複合材の物理的性質に対する工業基準の多くは、木材ベースの複合材に基づいている。木材ベースの複合材に対する製造パラメータはよく知られており、また特定の用途に対してしばしばカスタマイズすることができることから、他の充填材を研究する理由がほとんどなかった。
【0004】
木材ベースの複合材(建材(lumber)の代用となる)に対する世界的需要と同様に木材パルプから製造される紙に対する需要が増加することで、現在、木材の代用となる材料の必要性が認知できるほどに増大している。これらの製品に使用される木材の供給が「再生可能」である一方で、木を育てるために長期間にわたって土地を放置しておくことを必要とする。さらに、需要が供給を上回ると、供給は数十年前にいつ木が植えられたかについての予測に基づいているので、必然的に不足が生ずる。これらの使用者が求める木材は毎年何百万エーカーもの森林を伐採する結果となることから、そのような欠乏は大規模な森林伐採とそれによる地球温暖化現象についての重大な世界的な関心につながる。
【0005】
木材ベースの複合材において容易に木材の代用となることができ、また紙製品を製造するための紙パルプの生産に用いることができる材料に対する需要がいまだ存在する。広範囲な研究がすでに行われ、また生産試験が複合材及びパルプ用の適当な非木材繊維を見出そうとしてなされたが、今まで、この仕事は特性が劣り、経費が極端にかかり、さらに商業的生産上不利に働く点が多くあることから、きわめて僅かな成功しか得られなかった。
【発明の概要】
【0006】
本発明の1つの側面において、アルンド・ドナクス粒子が提供される。粒子は、チップ及びフレークを含むもので、該粒子を紙及び紙製品が作られるパルプに有利に形成することができる。また、パーティクルボードの生産に粒子を使用することができる。
【0007】
別の側面において、本発明は、アルンド・ドナクスが充填されたバインダーマトリックスを含む複合材を提供する。本発明によれば、これらの複合板(composite board)は木材ベースの複合材よりも著しく少ないバインダーを使用し、当産業で使用されている基準に従って測定されたとき、比較し得る木材ベースの複合材の物理的特性のいくつかを越える。
【0008】
本発明の複合材は、世界中の多くの場所で土着の自生した野草として幅広く分布しているヨシタケ(アルンド・ドナクスの通称)を選択することによって生産される。ヨシタケを鋭い刃先を内部に有したフレーカー(flaker)にかけてヨシタケを小さな破片(例えば、フレーク)に変え、さらにハンマーミルにかけることでさらに寸法を小さくする。その結果得られる材料は完成紙料(furnish)と呼ばれる。ハンマーミル完成紙料を分級し、好ましくは少なくとも2つの分級物に分級する。ヨシタケ微粒子の2つの分級物の各々を、別々に樹脂の一部と結合させる。次に、粒が細かいヨシタケ−樹脂混合物からなる層と粒が粗いヨシタケ−樹脂混合物からなる層とが交互に積層された層状構造を作る。この層状構造を複合製品に団結(consolidate)させるために熱及び圧力に供する。満足のいく製品は1つの層、2つの層、又はそれ以上の層をもって作ることができる。多くの商業的操作によって、複合材の製造において、広葉樹材、針葉樹材、及び再生木材廃棄物のような様々な木材源が混合される。当業者は、利用可能な木材源によってヨシタケの一部を完成紙料の中に混合することでヨシタケの利点を求めるであろう。
【0009】
本発明は、ヨシタケから作られる紙パルプ、及び紙パルプ製品も提供する。ヨシタケから作られる生パルプは、製紙において典型的に使用される木材から作られたパルプよりも淡い色調を呈する。したがって、パルプを漂白して所望の白さにするためには、少量の化学漂白剤が添加されるものである。ヨシタケパルプはまた、最も一般的な広葉樹材、例えばヤマナラシよりも丈夫である。本発明のパルプは、建築用製品やビスコース(例えばレーヨン)等の修飾セルロース系繊維を含む他のセルロースベースの製品で利用することもできる。
【0010】
この発明の上記側面及び多くの付随的な利点は、添付した図面と関連して以下の詳細な説明を参照することによってよりよく理解されるにつれ、より容易に理解されよう。
【0011】
好ましい態様の詳細な説明
本発明の複合材は、豊富に存在するが、斜面上の土壌を安定にすること、防風林、及び木管楽器の製造以外のいっさいの使用に対しては不適当である雑草と見なされていた原料を利用する。この原料は、フェスツカエ(Festuccae)族グラミネアエ(Gramineae)科のアルンド属のものである。それには約6種が含まれ、そのうちアルンド・ドナクスL.が最も広く分布し、かつ最も知られている。「ヨシタケ」とも呼ばれるアルンド・ドナクスは、地中海の周りの国々が原産である。ここでは、「ヨシタケ」及び「アルンド・ドナクス」という用語は互換的に用いられている。
【0012】
ヨシタケは、先細りして垂直にのびた多年生イネ科植物であり、成熟すると高さが7〜28フィートに達する。最適な気候で、それはほとんど一年中にわたって一日に6インチの速度で成長し、1年から1年半で成熟することができる。不毛の土壌では、乾燥ヨシタケ原料の産出は1エーカーあたり8トンが限界である。南カリフォルニアでの試験伐採では、1エーカーあたり30トンを上回る乾燥ヨシタケ原料の産出が得られた。50,000エーカーのヨシタケから持続的に産出させる乾燥繊維は、1,250,000エーカーの木木部繊維に相当すると推定される。それは草質茎の草の最も大きいものの1つである。
【0013】
竹、ケナフ、及び他のイネ科植物と異なり、茎が中空で壁部の肉厚が2〜7mmであり、節のところで隔壁によって分かれている。節の長さは一様ではなく約12〜30cmである。茎の外組織は、珪質性(siliceous nature)であり非常に堅くてもろく滑らかであり、完全に成熟した場合に淡い黄橙色となる光沢の表面を有する。
【0014】
ヨシタケの維管束は、基本的な柔組織の断面積を通じて自由に分布している。茎の外面に向かう維管束は、内側に向かう維管束よりも小さく、かつ数が多い。これらの維管束は並立維管束であり、厚い壁の強く木化した繊維からなる1本以上の列によって囲まれている。茎の外面に向けて、維管束の寸法が減少し、維管束に結合した繊維の列の数が小さくなって比較的近くなるので、繊維は維管束構成要素が分散する構造組織の連続リングを形成するのに十分なほど豊富にある。この構造リングは、成熟した茎では比較的小さく肉厚で木化している複数の柔組織細胞からなる幅の狭い帯によって、蝋で覆われた単一細胞表層から分離される。構造的繊維状リングの内側に結合した繊維が含まれる維管束は、茎の約24%を占める。構造的リングを構成する維管束組織と結合した繊維とが全断面積の約33%を構成する。したがって、柔組織は茎の断面積の43%以外を占める。
【0015】
ヨシタケの葉及び茎の両方、特に葉は、多くの珪質化した細胞を含む。このような細胞は、維管束と結合して、同じく表皮組織の中に位置している。これらの存在は、化学分析によって示されたシリカ計数値(silica count)の上昇を説明するものである。
【0016】
本発明の複合材を製造するのに必要な装置は、商業的に入手可能であり、また生産を最適化するために修飾を加える必要があるかもしれない。それにもかかわらず、商業的に入手可能な装置を容易に本プロセスで使うことができる。
【0017】
本発明の1つの側面は、アルンド・ドナクス粒子を提供することである。この粒子は、チップ又はフレークであって、パルプ、パルプ由来の紙の形成に使用することができ、又は複合材パネルに含めることができる。
【0018】
チップはアルンド・ドナクスの茎から得られるもので、該茎の長さを横切るようにして切断することで、約1/8インチから約3インチの長さの実質的に円形の断面を有するリングを提供する。このリングの円形断面を壊すことでチップが得られる。一般に、リングを壊すと2〜5つのチップが形成される。図1を参照すると、アルンド・ドナクスの茎1は、チップ3が形成されるリング2を提供する。アルンド・ドナクスのチップを形成するための代表的な装置及び方法は実施例1に説明されている。好ましくは、リングは約1/2〜約1と1/2インチであり、鋸刃、ナイフの刃、又はベニア切断のいずれかによって茎を切断することによって形成される。
【0019】
チップに加えて、好適なアルンド・ドナクス粒子にはフレークが含まれる。フレークはアルンド・ドナクスの茎をいくつかの通常のフレーカーによってフレーク化(flaking)することで形成される。好ましくは、フレーク(すなわち、破片、スライバ)は約2インチ〜約4インチ好ましくは約2と1/2インチ〜3と1/2インチの長さを有する。フレークの厚さは約1/32インチから約1/8インチまで大きく変動する。図1を参照すると、茎1をフレーク化することでフレーク4が形成される。好適なフレークは、リング、ドラム、及びディスクフレーカー及びチッパー(chipper)等の通常の装置によって調製することができる。好ましくは、フレークはドラムフレーカーを用いて形成される。
【0020】
以下に述べるように、アルンド・ドナクス粒子(例えば、フレーク及びチップ)は、複合材パネル、パルプ及び紙製品の製造に有利に使用することができる。チップは、連続式又はバッチ式パルプ化プロセス等のパルプの製造で有利に使用することができる。アルンド・ドナクスのフレークもまたパルプ化することができ、好ましくはバッチ式蒸解プロセスによってなされる。クラフトパルプ化では、フレーク及び/又はチップを直接蒸解する。CTMP(アルカリ過酸化物)パルプ化では、フレーク及び/又はチップを蒸解に先立って寸法減少することができる。複合材パネル(例えば、パーティクルボード)の形成には、フレーク及び/又はチップは典型的にハンマーミリングによって寸法減少され、完成紙料が作られ、これを続いて樹脂質バインダー等のバインダーと混合した後団結させてパネルとする。
【0021】
複合材パネルを形成するための代表的な方法を図5に示す。図5を参照すると、第1の工程では、内部に鋭い刃先を有するフレーカー又はチッパー10にきれいなヨシタケを仕込み、ヨシタケを切断して小さくする。典型的に、ヨシタケの寸法分布はフレーカーから得られる。もし得られる完成紙料が複合材の製造に使われるならば、フレーカーによって、好ましくは約1インチ、最大で約4インチの長さのヨシタケ粒子を得る。もし粒子が紙パルプの製造に用いられるならば、粒子はより小さなものであることが好ましく、典型的に2分の1インチから約1と1/2インチの長さの範囲である。
【0022】
つぎに、ヨシタケ粒子をハンマーミル20に仕込んでさらに細砕化(comminution)する。一般にセルロース性の物質を細砕化する際に使用される他の装置を使用してもよく、本発明はフレーカー、チッパー、及びハンマーミルに限定されるものではないことを理解すべきである。ハンマーミルはさらにヨシタケ粒子の大きさを減少させ、完成紙料の寸法分布を作り出す。
【0023】
ハンマーミルによって得られた粒子を、好ましくは次に一連のメッシュふるい30にかけて分粒する。好ましくは、ふるいはヨシタケ粒子の少なくとも3カット又は寸法分布を作り出すように配置される。したがって、過小(undersized)ヨシタケ「ダスト」を取り除くように48メッシュサイズの第1のふるいを使用することが好ましい。その後、過大(oversized)粒子を14メッシュサイズの第2のふるいにかける。このふるいは過大および過小粒を生ずる。4メッシュ(4分の1インチ以上)を通らない材料を取り除いて再加工する。
【0024】
過小材料はよりいっそう微細であり、図6に示す複合材の「フェース(face)」層100を形成するのに使われる。相対的に粗い過大材料は、複合材の1または複数のコア層120に使用される。典型的に、複合材は3つの層から構成される。すなわち、フェース層によってそれぞれの側面が覆われた中心コアである。しかし、消費者の要求、物理的特性要求、及び他の要因に応じて層を追加して設けることも可能である。
【0025】
過小又は「フェースヨシタケ粒子」を樹脂40と混合して樹脂被覆粒子からなる「フェース材料混合物」を形成する。それとは別に、コア材料も樹脂と混合して「コア材料混合物」を形成する。
【0026】
木材製品の製造に通常使用されるいずれもの有機樹脂及び無機バインダーをヨシタケ複合材を製造するために使用することができるが、好ましい樹脂はメチルジイソシアネート(「MDI」)である。MDI樹脂によって優れた特性を持つ複合材が得られることが見いだされた。拘束されるものではないが、ヨシタケ−MDI樹脂の組み合わせは、MDI樹脂分子の基(moieties)と組合わさってヨシタケの列挙された物理的特性、すなわちヨシタケに存在する高融点蝋、ヨシタケの高いシリカ含有量、ヨシタケの高アルファセルロース含有量、及びヨシタケの低リグニン含有量のいずれかの組み合わせによって増大したそれらの物理的特性を生み出し得るものと理論付けられる。
【0027】
理論にかかわらず、ヨシタケ複合材の生産は、同様の物理的寸法及び強度の木材ベースの複合材で要求されるものよりも低い比率の樹脂添加物を必要とする。実際、本発明のヨシタケ複合材は、わずか1.5重量パーセントのMDIを用いて製造することができる。典型的に、樹脂の比率は、必要とされる複合材の物理的特性に応じて、約1.5重量%〜約5重量%MDIである。5重量パーセントを超えるMDIもまた使用することができるが、そのような複合材を製造することには商業的利点はほとんどないと思われる。一般に、よりいっそう高い比率の樹脂が添加されれば、複合体はそれだけもっと強くなる。好ましくは、ヨシタケ−樹脂混合物は、約1.5〜約3.5重量パーセントMDI、最も好ましくは約2.5〜約3.0重量パーセントMDIを含有する。明らかに、MDI以外の樹脂が使用される場合、複合材に要求された物理的特性に応じて、異なる樹脂比率が最適であることを見いだされ得る。
【0028】
ヨシタケ−樹脂混合物を調製した後、それらを「マット形成」60に搬送される。このプロセスでは、フェース材料混合物はまず層として置かれる。この後に、コア材料混合物からなる層が続き、これがフェース混合物の最終層によって覆われて3層サンドイッチ構造を形成する。また、得られる複合材の所望の特性に応じてより多くのまたはより少ない層を使用することができる。
【0029】
積層されたマットは、限られた動きの粒子が隙間及び空間を満たすようにさせることによりその体積を減少させるために周囲条件下で前プレス70される。次に、予備プレスされた積層構造を木材ベースの複合材を生産するために使用される通常のプレスでプレスし、十分な加熱及び圧力に供してパネル80を固める。MDI樹脂が使用される場合、プレスは、典型的に、型締め(closing)サイクルの間は500〜600psi(最大)の圧力下、また硬化サイクルの間は約100psiの圧力下で、160℃から170℃(320oFから340oF)の温度で操作される。
【0030】
プレスを行っている間、いくつかの混合物が外側に広がって、それによって比較的不均一なエッジが固化した複合材に生ずる可能性がある。そのパネルのエッジをトリミングし、標準サイズの複合材パネルを作り出すために板をサイズが合うようにカットする。代表的なパーティクルボードの形成及びそれらの特性、並びに小麦藁ベースのパーティクルボード及びサザン・パイン(southern pine)ベースのパーティクルボードが、実施例2に記載されている。
【0031】
すでに指摘したように、ヨシタケ完成紙料を種々の割合の木材完成紙料と混合して本発明の複合材を調製してもよい。好ましくは、ヨシタケのコストのほうが低いのでヨシタケが完成紙料の大部分を構成する。代表的なヨシタケ/サザン・パインパーティクルボードの形成及びその特性は、実施例3に記載されている。その実施例では、ヨシタケ/サザン・パインブレンドパーティクルボードの機械的及び物理的特性が(1)ヨシタケ及び(2)サザン・パインから形成されたパーティクルボードと比較されている。
【0032】
アルンド・ドナクス複合材パネルは、バインダーマトリックスと該バインダーマトリックス中に分散したアルンド・ドナクス粒子(例えば、チップ、フレーク、及び減少したサイズのチップ及びフレーク)を含む。表1及び2を参照すると、本発明の複合材パネルは、複合材パネルについての少なくともM−3規格を満たす。
【0033】
パネルは、パネルの全重量を基準にして、約1重量%〜約10重量%の樹脂バインダーを含有する。しかし、木材パネルに関連した有利な特性を達成するために、本発明の複合材パネルにおけるアルンド・ドナクスの存在によってバインダーの量をかなり低くすることが可能である。したがって、好ましくはパネルは該パネルの全重量を基準にして樹脂バインダーを約1.5重量%〜約3.0重量%含有する。本発明のパネルを提供するために、複合材パネルの形成において知られている通常のバインダーを使用することができる。好ましいバインダーとしては、メチルジイソシアネート、尿素−ホルムアルデヒド、及びフェノール系バインダーが挙げられる。
【0034】
本発明のパネルは、木材繊維等の他の繊維をさらに含むことができる。好ましくは、複数の繊維のブレンドを含む本発明のパネルは、パネルの全重量を基準にして約10重量%〜約90重量%のアルンド・ドナクス粒子を有する。
【0035】
一般に、通常の木材ベースのパネルと比較して、本発明のパネルの曲げ強さ及び耐水性(moisture strength)は、パネルに含まれるアルンド・ドナクスの量に比例して増加する。一般に、パネルの曲げ強さは、同様に構成した木材ベースのパネルよりも約55%大きく、同様に構成した小麦藁ベースのパネルよりも約5%大きい。パネルの耐水性は、同様に構成した木材ベースのパネルよりも約2.6倍高く、また同様に構成した小麦藁ベースのパネルよりも約15%高い。
【0036】
アルンド・ドナクス複合材パネルを製造するための代表的な方法は、(1)アルンド・ドナクスを複合材パネルの完成紙料として使用するのに適した寸法分布の粒子に細砕化する工程と、(2)これらの粒子をバインダー(例えば樹脂)と混合してバインダー−樹脂混合物を提供する工程と、(3)バインダー−樹脂混合物を複合材パネルに団結させる(固める)工程とを有する。このプロセスにおいて、アルンド・ドナクス粒子は樹脂とともに連続的な材料として結合する。すでに指摘したように、粒子−バインダー混合物は、例えば木材粒子及び繊維等の他の材料をさらに含むことができる。
【0037】
すでに述べたように、アルンド・ドナクスは有利にパーティクルボードに含まれ得る。同様な利点は、アルンド・ドナクスを配向ストランドボード(OSB)及び中質繊維板(MDF)に含めることによって得ることができる。アルンド・ドナクスは、粒子ブレンドの唯一の特定成分として、又は一成分として取り込むことができる。
【0038】
本発明の別の側面では、ヨシタケはパルプ及び該パルプから製造される紙製品を調製するための原料として利用される。アルンド・ドナクスパルプは、アルンド・ドナクス粒子(例えば、チップ及びフレーク)の処理から得られた繊維を含む。パルプに応じて、処理に加えて、該粒子を細砕化に供することもできる。細砕化は、ハンマーミル又は回転ディスクリファイナー等のいくつかの装置を用いて行うことができる。
【0039】
以下に述べるように、パルプはいくつかの異なる処理によって形成することができる。このような処理としては、例えばクラフトパルプ化、ソーダ・パルプ化、アルカリ過酸化物(alkaline peroxide)機械的パルプ化(CTMP)、亜硫酸、及び当該分野で知られている他のパルプ化プロセスが挙げられる。パルプ化プロセスは、漂白を含むことができる。好ましいプロセスでは、漂白工程は元素塩素フリー漂白(Elemental Chlorine−Free bleaching)を含む。
【0040】
本発明のアルンド・ドナクスパルプは、約150〜750CSFの範囲のろ水度を有し、また少なくとも約55%ISOの輝度、好ましくは少なくとも約75%ISOの輝度を有する。
【0041】
本発明のパルプ形成方法は、約50%のパルプ収率を提供する。この収率は、広葉樹材のものに匹敵し、ケナフから得られたものよりも有意に大きい。アルンド・ドナクス、広葉樹材、及びケナフから得られた収率を図7に示す。図7を参照すると、利用可能なケナフ、広葉樹材、及びアルンド・ドナクスの初期収率は、それぞれ約50ポンド/100ポンド、約88ポンド/100ポンド、及び約99ポンド/100ポンドである。ケナフに関して、ピッチの分離によって繊維の利用可能な量が著しく減少する。広葉樹材については、木皮を剥がすこと(debarking)によってさらなる処理のために比較的に多量の繊維が提供される。アルンド・ドナクスの初期処理では茎から利用できない葉だけを取り除き、さらに処理する上で有用なアルンド・ドナクスの大部分(すなわち、99%)を残す。初期処理後、ケナフ、広葉樹材及びアルンド・ドナクス繊維を典型的な約50%である収率をもって蒸解する。図7に示すように、アルンド・ドナクスをパルプ化するためのパワー(スチーム要求条件、BTU/トン)及び化学薬品要求条件(ポンド(lbs)/トン)は、ケナフ及び広葉樹材繊維のいずれかをパルプ化するよりも有意に低い。アルンド・ドナクスのパルプ化のパワー要求条件は、ケナフ蒸解の約88%及び広葉樹材蒸解の約73%である。さらに、アルンド・ドナクスパルプ化要求条件は原料繊維を利用可能なパルプに変換するのに必要な化学薬品の量の約83%を必要とする。ケナフ、広葉樹材、及びアルンド・ドナクスの全体的なパルプ収率は、それぞれ約28%、44%、及び50%である。したがって、広葉樹材及び他の木材と比較して、パルプ及びその後の紙製品の製造においてアルンド・ドナクスを使用することで、必要とするエネルギーや化学薬品がより少なくなり、著しい経済的利点が得られる。実施例で例証されるように、アルンド・ドナクスパルプ、紙製品、及びパーティクルボードの特性は、一般に木材ベースの、又は非木材ベースの対応物に相当するか、もしくは優れている。
【0042】
パルプはアスペン(aspen)パルプよりも引き裂き強度及び引張り強度が優れている。このことは、紙生産効率に影響を及ぼす重要な性質である。また、ヨシタケ完成紙料が使用するパルプ製造するための化学薬品やエネルギーはより少ない。
【0043】
ヨシタケチップの見かけ密度は、典型的な木材チップのものよりも幾分高い。したがって、ダイジェスターローディング(digester loading)は、木材チップの場合よりもヨシタケチップの場合のほうが比例して高いと思われる。このことは、ダイジェスタースループット制限により容量が制限されるそれらの紙及びパルプ製造業者にとって重要な考慮すべき事項である。
【0044】
効率的なパルプ化のために約50%の水分率を要する木材チップとは対照的に、著しく低い水分率、すなわち約10%未満を持つヨシタケ粒子は、直接かつ容易に蒸解され得る。
【0045】
ヨシタケチップ又は粒子は、木材に対するクラフト条件下で木材と比較して、容易に蒸解を受けやすく、また非常に容易に蒸解する。未漂白パルプの収率は48.5%のオーダーであり、アスペンの場合に予想される例外(収率が55〜58%の範囲)はあるが、これは漂白可能なクラフトパルプの範囲の上限である。重要なことは、ヨシタケのパルプが広葉樹材で典型的に得られるものよりも色が淡いということである。したがって、同じ処理後の結果の輝度を得るためには、より少ない量の漂白化学薬品(剤)が添加される。ヨシタケから生成された褐色ストックは、93.9%の収率でDEDEDシーケンスによって89.9%ISO輝度まで非常に容易に漂白される。褐色ストックもまた、実施例4及び図8に示すように、塩素元素フリー(ECF)法、すなわち3段階法(three−stage method)によって容易に漂白される。代表的なECFプロセスでは、パルプの輝度が約85%ISOであった。
【0046】
ヨシタケパルプの加重平均(weighted average)繊維長は約0.97ミリメートルであり、また粗さは1メートルあたり0.13ミリグラムのオーダーである。これらの値は両方ともアスペンパルプで得られる値よりも大きい。
【0047】
ヨシタケパルプは、紙、例えば木材フリーのアンコーテッドペーパを作る際に利用することが可能であり、さらに木材パルプと配合して他の製品を作ることも可能である。ヨシタケ木材パルプは中しん原紙の製造にも適している。ヨシタケ完成紙料は、多くの用途に適した混合パルプ製品を作るために木材完成紙料と配合してもよい。
【0048】
本発明の別の側面においては、アルンド・ドナクスパルプを形成するための方法が提供される。この方法では、チップ及びフレーク等のアルンド・ドナクス粒子がパルプ化される。
【0049】
一つの方法では、アルンド・ドナクスパルプは、アルンド・ドナクス粒子を含む完成紙料を選択する工程と、該完成紙料をパルプ化プロセスにかけて完成紙料を基準として約48重量%の収率を有するパルプの褐色原料を生産する。一般に、この方法の48%収率及び約15のカッパ値を達成するパルプ化に要する時間は、広葉樹材をパルプ化して同様の収率及びカッパ値を達成する際に必要とされる時間よりも約25%少ない。
【0050】
別の態様において、本発明は、(1)アルンド・ドナクス粒子を含む完成紙料を選択する工程と、(2)該完成紙料をパルプ化プロセスに供して、該完成紙料を基準として約48重量%の収率を持つパルプの褐色原料を生成する工程と、(3)約55%から約90%ISOの輝度となるまで褐色原料を漂白する工程とを備えるアルンド・ドナクスパルプを形成するための方法を提供する。この方法において、褐色原料の輝度を約90%ISOにする工程は、ほぼ同じ輝度を達成するために広葉樹材で必要とされる漂白よりも約25%低い漂白を要する。
【0051】
本発明の方法の別の態様では、アルンド・ドナクスパルプは、(1)アルンド・ドナクス粒子を漂白剤に供して漂白された完成紙料を提供し、(2)漂白パルプ完成紙料を機械的にリファイン(refine)して、約55%から90%ISOの輝度を持つパルプ原料を提供することによって形成される。漂白剤は、パルプ化技術の分野で知られている様々な漂白剤のいずれか一つであり得る。好ましい漂白剤として、例えば過酸化水素、水酸化ナトリウム、及び珪酸ナトリウム(アルカリ性過酸化物パルプ化)からなる混合物が挙げられる。あるいは、漂白剤は二酸化塩素を含むことができる。
【0052】
2つの代表的なパルプ化プロセスを例示するフローチャートを図8に示す。図8を参照すると、クラフトパルプ化及び漂白及び化学機械的パルプ化(アルカリ過酸化物)プロセスが例示されている。簡単にいうと、これらのプロセスにおいて、ヨシタケ粒子(例えば、チップ及び/又はフレーク)を形成するために、ヨシタケの茎が処理される。クラフトパルプ化及び漂白のために、ヨシタケ粒子が蒸解液で蒸解される。蒸解された材料は、つぎに洗浄され、廃液は連続処理のために蒸解液に戻される。蒸解の結果は、漂白されるパルプ製品である。図8に示すように、漂白は、抽出工程が後に続く第1の二酸化塩素漂白工程と、抽出工程後の第2の二酸化塩素漂白工程とを有する。漂白後、パルプを洗浄して、紙形成のための抄紙機へ送るか、あるいは市場に出荷するために圧縮及び乾燥を行うかのいずれかに進む。圧縮及び乾燥したパルプはマーケットパルプと呼ばれる。
【0053】
化学機械的パルプ化のために、ヨシタケ粒子に化学薬品(過酸化水素、水酸化ナトリウム、及び珪酸ナトリウム)を含浸させる。化学薬品を含浸させた後、得られた処理済みパルプを機械的にリファインし、さらに洗浄する。洗浄後、パルプを抄紙機へ送るか、あるいは市場に出荷するために圧縮及び乾燥を行うかのいずれかに進むことができる。
【0054】
本発明の別の側面では、アルンド・ドナクス紙製品を提供する。紙製品はアルンド・ドナクスパルプを含む。紙製品へのアルンド・ドナクスパルプの取り込みは、強度(すなわち、破裂、引き裂き、及び引張り)と同様に有利な輝度を提供する。紙の生産にアルンド・ドナクスを利用すること、そのパルプ化挙動、及びパルプ化特性は実施例4に記載されている。実施例4では、クラフトパルプ化、ソーダパルプ化、及びアルカリ過酸化物機械的パルプ化が提示されている。アルンド・ドナクスに関する結果は、小麦藁及び木材で得られた結果と比較される。
【0055】
アルンド・ドナクス紙製品は、一般に以下の工程を含む方法によって形成される。すなわち、(1)繊維及び水性分散媒体(例えば水)を含むアルンド・ドナクス完成紙料を形成する工程と、(2)完成紙料を有孔支持体(foraminous support)(例えば、フォーミング・ワイヤ)上に堆積する工程と、(3)繊維ウェブを作るために堆積された完成紙料を脱水する工程と、(4)紙製品を提供するために該ウェブを乾燥させる工程とを有する。
【0056】
本発明のアルンド・ドナクス紙製品は、さらに他の材料を含むことができ、またパルプブレンド、例えばアルンド・ドナクスと針葉樹材及び/又は広葉樹材パルプとのブレンド等を含むことができる。したがって、上記した方法では、アルンド・ドナクス完成紙料はさらに木材繊維を含むことができる。
【0057】
アルンド・ドナクスの有利な特性は、約5重量%から約85重量%のアルンド・ドナクスを紙製品に含めることによって得ることができる。一般に、本発明の紙製品は、少なくとも約82%ISOの輝度、少なくとも約3.0の比破裂強さ、少なくとも約8.5の比引裂強さ、さらに少なくとも約50の比引張り強さを有する。パルプの特性に応じて、本発明の紙製品は、高輝度印刷用紙及び筆記用紙、新聞用紙及び出版用本文用紙、及び非漂白ライナー及びコルゲーションボードが含まれる。
【図面の簡単な説明】
【0058】
【図1】本発明の代表的なヨシタケ粒子を説明するための図である。
【図2】本発明に基づいてヨシタケのチップを形成するための代表的な装置の平面図である。
【図3】本発明に基づくヨシタケのチップを形成するための代表的な装置の拡大図である。
【図4】本発明に基づくヨシタケのチップを形成するための代表的な装置のための刃の配置の詳細な断面図である。
【図5】本発明のヨシタケ複合材を製造するための代表的なプロセスの工程を示す模式的フローチャートである。
【図6】本発明に基づいて調製された代表的なヨシタケ複合材パネルを示す図である。
【図7】ケナフ、広葉樹材、及びアルンド・ドナクスからの製造を比較する図である。
【図8】本発明に基づいてヨシタケのパルプを生産するための代表的なプロセスの工程を示す模式的フローチャートである。
【0059】
以下の例は、説明することを目的として提供されるものであって限定するためのものではない。
【実施例】
【0060】
<実施例1>
ヨシタケの寸法減少のための装置、プロセス、及び方法
この実施例では、ヨシタケを切断又は浸軟、より詳しくはヨシタケを切断して、蒸解パルプに加工するため、あるいは効率よく複合材パネル及び/又は加工木材製品に加工するために適した粒子にすることを説明する。
【0061】
丸太、製材鋸鉋屑、屑材等の寸法減少のために、森林及び木材製品工業によって、かなり洗練された処理装置が何年にもわたって開発されてきた。装置及び取り扱い方法は、パルプを製造するための近代的なダイジェスターで、また木材複合材、すなわちパーティクルボード、配向ストランドボード(OSB)、及び中質繊維板(MDF)のためのミリング装置で使用するために、特定の幾何学形状を有する粒子を生産するように意図された。開発研究の間、木材チッパー及びフレーカーのいくつかのタイプ及びモデルが試験された。結果として生ずる粒子は研究室及びパイロット規模の研究では満足のいくものであった。しかし、そのような粒子の幾何学形状は商業的用途では満足できるほどのものではなかった。
【0062】
一般に、従来の装置、リング、ドラム、及びディスクフレーカー及びチッパー、さらに様々なタブ及び農業及び「ロードサイド/ヤード」グラインダーは、多くの長いフレーク、破片、及びスライバを作り出した。これらの機械の動作は、ヨシタケの中空の茎を刃の中に引っ張り込んで、あたかも皮をむくようにして長い繊維を引き裂く傾向がある。長い破片とスライバは、パルプダイジェスターで一般に使用されるスクリーン及びコンベヤ、さらに複合材パネルプラントで使用される取り扱い装置を覆い隠す傾向にある。
【0063】
十分な材料が化学的研究を行うための試験の際にスクリーニングされ、かつ回収された。しかし、商業的プロセスにとって効果的なヨシタケの寸法減少を行うためにさらに多くの研究が必要であることは明らかであった。さらなる調査を行ったところ、木材に使用される従来の装置では、近代的な連続パルプダイジェスターにとって満足な粒子の幾何学形状を作ることができず、また多くの複合材パネル加工プラントにとっても同様であることが示された。所望の粒子の幾何学形状は、長さが3/4〜1インチ、幅が1/4〜3/4インチ、そして厚さが約3/16インチでのチップである(注:これらの寸法はほとんどの市販されているオペレーティング・ミルに幅広く当てはまるが、所定の操作にあわせて幾分変化させることができる)。さらに、基本的に米国外で使用される特定のパルプ化装置及びプロセスは、より幅広い粒子の幾何学形状を利用することができる。
【0064】
ヨシタケの所望の粒子の幾何学形状を調製するための1つの代表的な装置及び方法を図2〜図4に示す。この同じ概念は、農業用わら及び刈り取られたものを品位向上させることに応用してもよい。
【0065】
ヨシタケの利用可能な茎部分は、15〜20フィートから成熟に至るまで、気候及び土壌の状態に応じて12〜18ヶ月要する。茎の収穫は、地面の線のちょうど真上をブレードで切断することによって行う。また、葉や小さな茎が含まれる頂端部はブレードカッターを用いて用地内で除去する。得られた茎は、本質的に中空で、直径が約1/2インチ〜11/4インチで、壁厚がちょうど11/6インチを上回るところから約1/4インチの範囲内である。概念は、茎を3/4〜1インチの長さの「リング」に切り落として、次にこのリングを3〜5つの小片に切り刻むことに基づいている。単純な計算によれば、得られた小片は商業的パルプ化及び複合材パネル加工のための最適寸法仕様を満たすであろうことが示される。
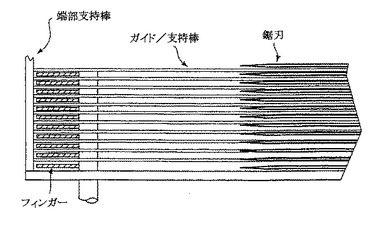
【0066】
図2は平面図であり、図3は5と1/2フィート幅の鋸刃ベッドの拡大図であって、複数の鋸刃が1インチの間隔で軸上に設けられている。この幅は説明を目的として選択したものである。なぜなら、複合材パネル及び木材製品プラントで使用される自動鋸は、幅が4〜8フィートであり、パネルを様々な製品に合わせた断片に切断するためのものであるからである。しかし、組立コスト及び収容する必要条件という経済的要因に依存して鋸刃ベッドの幅をよりいっそう狭くしたり広くしたりすることが可能であろう。図4は、刃及びフィンガーの配置を示す詳細な断面図である。この図では円形の鋸構造となっているが、帯状の鋸の動作原理を用いることができる。
【0067】
1インチという刃の間隔もまた図示することを目的として使用したものである。なぜなら、3/4〜1と1/2インチ以上又は以下の間隔も所望の用途に応じて可能であるからである。ヨシタケの茎は事前に切断して約4〜5フィートの長さにし、一直線上に並べてホッパーに供給する。ホッパーは鋸刃配列を送るエプロンの上に設けられている。チェーン、ベルト、又は他のキャリア機構上に設けられた複数のフィンガーは、鋸刃に供給するベルトのスロットを介して駆動される。それらのフィンガーは、重力又はポジティブ供給機構(茎は完全には真っ直ぐではないので、フィンガーへホッパー放出を追い出すポジティブ・フィードが使用され得る)によってホッパーからエプロンに供給されるヨシタケの茎を鋸刃の中におよびそれを通して引っ張り、その結果ヨシタケのリングがシュートに放出されてチョッピング機構に流入する。1インチ鋸刃用のフィンガーの幅は、茎をおだやかに引っ張って刃の間に通すためのポジティブな力を供給するために、1/2〜3/4インチとすることができる。
【0068】
「チョッパー」はいくつかの可能な設計の一つであってもよい。示した代表的な設計は、単一速度又は可変速度で回転することができる軸上に設けられた複数の刃を有するタイプのものである。リングがブレードの周囲のハウジングの中に落ちるにつれて、壁部上又は近傍で当たる刃の作用によってリングが切断される。別の設計は、刃の代わりにハンマーを、またはヨシタケリングからチャンクが引っ張られる刃及び環状空間をドラムさえを用いる。最適な設計によって、最も少ない小スライバ又は破片が得られる。
【0069】
チョッパー後、スクリーンによって過大なもの(損なわれていない、又はほとんど損なわれていないリング)を取り除いてチョッパーに戻し、さらに過小なスライバ及び破片はスクリーニングにより除去する。本流はトラック又は軌道車に載せられる大箱に運ばれる。
【0070】
この基本的なプロセスの変形は可能である。もし積極的な切断動作が必要であるならば、鋸刃が振動しているものであってもよい。鋸刃は数多くの歯又はほんの僅かな歯を持つもの、或いはまったく歯を持たないものであってもよい。別の設計は、前に述べたように、円形状鋸原理よりはむしろバンド状鋸原理を採用し得る。バンドは、茎が引き抜かれるように上下動するものであろう。それにもかかわらず、リングを最適な長さに切断し、該リングを所望の粒子に小さくすることを含む方法は、すべての変形例において同じである。
【0071】
多くの設計の特徴の鍵となるものは、システムのキャパシティである。植物を大規模に処理する一般的に効率よく、かつ適当なカスタマ・サービスに関して、フィールド内のシステムは10トン/時間の最小値から最大で30トン/時間以上生産し、効果的に16時間/日で6又は7日/週、50〜52週/年にわたって操作することが必要であろう。この言及でのトンはショートトン、すなわち2000ポンドであり、「グリーン」トンとしてである。工業では、トン数(tonnage)は、しばしば「完全乾燥重量のトン(bone dry ton)」を意味する。茎のバルク密度に基づいて、いくつかのおおざっぱな推定計算及びスケッチは、各フィンガーが直径約10インチで、約6〜7ポンドの小さな束を引っ張るならば、フィンガーは1時間あたり10〜12トン処理するために1秒あたり1回をちょっと上回る速度で複数の刃(直径約30インチ)を通過する必要があるであろうことを示している。類似のタイプのプロセスにその速度を関連付けることは、2〜3秒の速度がその大きさの束の鋸引きを達成するのに必要であると概念的に思われる。長さが30〜40インチのバンド状鋸刃は、15インチまでの直径の束を切ることが可能であり、そのような設計は1時間あたり10〜12トン処理することができよう。引っ張られるより大きな束は、所望のリンク形状に切断される前に茎を押しつぶし始めるかもしれない。
【0072】
<実施例2>
代表的なヨシタケパーティクルボードの形成
ヨシタケ及び対比較の材料のパーティクルボードを製造するためのプロトコルをこの実施例で説明する。
【0073】
完成紙料(粒子)の調製。アルンド・ドナクスをポールマン・ドラムフレーカー(Pallmann Drum Flaker)内で、長さが約2〜3インチ、幅が1/4〜3/8インチ、厚さが0.03インチの片にし、水分8%まで乾燥させた後、1/8インチスクリーンを有するプラター・ブルー・ストリーク(Prater Blue Streak)ハンマーミルで処理した。ミルからの材料をふるいにかけると、フェース材料として使用されるスクリーンを通過した32%のものと、コア材料として使用されるスクリーン上の68%のものとが得られた。
【0074】
木材(サザン・パイン)複合材の調製には、市販されているフェース材料及びコア材料を使用した。この市販のフェース材料はヨシタケ及び小麦藁で使用するフェース材料よりも粒が粗かったので、ヨシタケで使用したものと同じメッシュスクリーンを用いて木材フェース材料の一部をふるいにかけた。
【0075】
小麦藁については、藁を1/8インチ・スクリーンを有するプラター・ブルー・ストリークハンマーミルに通して処理した。ミルからの材料をふるいにかけたところ、ヨシタケの場合と同様に、フェース材料として使用されるスクリーンを通過した24%のものと、コア材料として使用されるスクリーン上にある76%ものとが得られた。
【0076】
調製された試験材料のすべてを以下のように処理した。各試験は、低(2%)、中(4%)、及び高(6%)樹脂含有量と低及び高密度で3回反復した。全部で18試験パネルを各材料に対して使用した。表1を参照。
【0077】
樹脂/バインダー添加。コア材料部分及びフェース材料部分を計量し、生産条件を反復するように設計された研究室ブレンダーに別々に入れた。それぞれの部分について、目標の割合に達成するように一般にMDIと呼ばれるメチルジイソシアネート樹脂を計量し、ノズル付きスプレー装置に供給する容器の中に入れた。ノズルはブレンドチャンバの中に位置し、このブレンダーが稼働している間に60〜180秒間噴霧した。ブレンダーを停止し、樹脂被覆材料を取り出した。全てのテストで、フェース材料及びコア材料の樹脂含有量は同じであった。
【0078】
マット形成。3層の試験パネルにプレスされるべき各マットについて、フェース材料の2つの小さな部分とコア材料の1つの部分を計量した。プレス後に試験パネルの剥離を容易にするためにテフロン(登録商標)シートをスチールシート上に置き、長方形の木製フレームをテフロン(登録商標)シート上に置いた。フレームは16インチ×20インチ(完成試験パネルの標的寸法)の大きさで、高さが6インチであった。フェース材料をフレームの内側に均一に分布させて下部フェースを形成し、つぎにコア材料をそのフェース層上に均一に分布させた。最後に、フェース材料の残りの部分をトップ層として均一に分布させた。これら層によって形成されたマットを突き固めて、フレームを取り除き、さらにテフロン(登録商標)剥離シートをマットの上に置いた。
【0079】
パネル形成。マットをシームペルカンプ(Siempelkamp)パイロットモデルプレスの下部プラテン上に置いた。このプレスのプラテンは23インチ×31インチであり、200トンサーボ油圧システムによって駆動した。3段階プレススケジュールを60秒間で0.75インチまで圧縮し、さらに400秒間その厚さのままにし、ついで480秒の総プレス時間について20秒間排気するようにコンピュータにプリセットした。プラテンの温度は330oFであった。加圧時間の最後に、トッププラテンをその出発点に引き上げ、パネルを取り出し、雰囲気条件で冷却した。
【0080】
複合材パネルを、ヨシタケ、小麦藁、及びサザン・パインから作った。各パネルから、2つの試料を切断して破壊係数の静的曲げ(static bending of modulus of rupture)と弾性率(modulus of elasticity)について試験し、4つの試料を切断して内部結合強さを、1つの試料を切断してスクリュー引き抜きを試験した。各完成紙料の18パネルのうちの6つから一つの試料を用いて、吸水率及び厚さ膨潤を測定した。
【0081】
機械的試験は、以下に示す例外はあるが、ASTMD1037に従うスクリュー駆動汎用試験装置を用いて周囲雰囲気で状態調整(ambient−conditioned)された試料を試験した。
【0082】
静的曲げ試料は、厚さが1/4インチを超える試料に対して規定された3インチ×20インチ×3/4インチのかわりに、約2インチ×19インチ×3/4インチとした。試験速度は0.36インチ/分であり、スパンは18インチであった。
【0083】
内部結合強度試料を2インチ×2インチ×3/4インチとし、0.06インチ/分の速度で試験した。センターライン及び表面破断を各内部結合強度試験毎に記録した。
【0084】
ねじ引き抜き試料を、フェースねじ引き抜きに対して規定された3インチ×6インチ×1インチとエッジねじ引き抜きに対して規定された2と1/2インチ×4と1/2インチ×3/4インチの代わりに、3インチ×6インチ×3/4インチとした。試験速度は0.06インチ/分であった。2つのエッジ及び2つのフェースねじ引き抜き試験を同じ試料に対して行った。
【0085】
水吸収及び厚さ膨潤は、6インチ×6インチ試料を蒸留水に2時間及び24時間浸した後に測定した。厚さは、各試料について異なる4点で測定し、その平均値を求めた。吸水率及び厚さ膨潤を、各試料の浸漬されていない重量に対するパーセンテージと平均化した厚さとして決定した。
【0086】
全ての機械的及び物理的特性は、各タイプのパネルに対して3つの試料で平均した。表1(下記)のグラフに示す平均値は、各々のパネルタイプに対する平均を表している。
【0087】
すべての試験は、「木材ベース繊維およびパーティクルパネル材料の特性を評価する標準方法(Standard Methods of Evaluating the Properties of Wood−Base Fiber and Particle Panel Materials)、ASTMD1037に従って行った。すべてのパネルは、まず14インチ×19インチの断片に切断した。これらから、試験のために試料を切り出した。
【0088】
静的曲げ−破壊係数(MOR)および弾性係数(MOE)。2インチ×19インチの2つの試料を各パネルから切り出し、密度及び樹脂量の各組み合わせに対して合計6つの試料を提供した。試料をユナイテッド・モデル(United Model)No.SFM−10ねじ駆動試験装置に置いて18インチのスパンに設定した。コンピュータ支援プログラムを試験速度0.36インチ/分に設定し、弾性及び破断曲線を記録した。各組み合わせに対する6つの結果を平均し、表1に記録した。
【0089】
面に対して垂直な引張り強さ−内部結合(IB)。4つの2インチ×2インチ試料を各試験パネルから切り出した。金属ローディングブロックを試料の両面に接着し、完全に硬化させた。ブロックをモデルSFM−10に取り付け、0.06インチ/分の速度で試験した。内部結合破壊を自動的に記録した。試験結果を各密度及び樹脂組み合わせの試料に対して平均し、表1に記録した。
【0090】
直接ねじ引き抜き;垂直及びエッジ。各試験パネルの一つの試料を調製し、この際該一つの試料あたり2つのフェース及び2つのエッジプルを有する。フェース引き抜きパネルは、フェースプルに対しては3インチ×6インチ×3/4インチ、エッジプルに対しては2と1/2インチ×4と1/2インチ×3/4インチであった(ASTMD1037は3インチ×6インチ×1インチを推奨する)。標準的なパイロットホールを穴あけし、標準的なねじを挿入した。試料はプラテンにアンカーし、ねじの頭はローディング取り付け具によって把持し、0.6インチ/分の標準速度でプラテンを分離することによって引き抜いた。ねじ引き抜きに要した力を記録した。密度及び樹脂レベルの同じ組み合わせを有する試料の結果を平均し、表1に記録した。
【0091】
吸水率及び厚さ膨潤。各組み合わせの6インチ×6インチの1つの試料を周囲温度で2時間及び24時間にわたって蒸留水に浸漬した。厚み計を用いて試料上の4つの点で厚さを測定し、平均した。各期間での重さを記録した。吸水及び厚さ浸漬していない重量に対してパーセント増加として計算し、結果を表1に示す。
【0092】
【表1−1】
【0093】
【表1−2】
表中、+は等級合格を限界付ける特性を示す。
【0094】
MOE及びMORは3回反復による2つの試料の平均である。
【0095】
内部結合は3回反復による4つの試料の平均である。
【0096】
水吸収(吸水率)は1回反復による1つの試料のものである。
【0097】
ねじ引っ張りは3回反復による2つの試料の平均である。
【0098】
この結果は、2重量%の樹脂量かつ低密度トライアルでは、ヨシタケ複合材は中密度パーティクルボードに対する最も高い工業等級基準(AMSI;M−1)の最大を越え、その一方で木材複合材及び小麦藁複合材のいずれも最低の品質基準(ANSI;M−3)に達することもできなかった。表1及び2を参照。2重量%複合材は、木材ベースの複合材と比べて、著しく低い吸水力及び厚さ膨潤が認められる。さらに、ヨシタケの内部結合強度は、最小規準にも合わない小麦藁複合材のものよりも著しく高い。これらの優れた物理的特性もまた樹脂量が4及び6重量%でも明らかである。
【0099】
ねじ引張荷重に関して、ヨシタケ複合材は少なくとも木材ベースの複合材と同様に働き、小麦藁複合材の性能を著しく上回る。6重量%の量を除いてほとんどすべての樹脂添加量で、ヨシタケの弾性率(MOE)は小麦藁及び木材ベースの複合材を上回る。この樹脂添加量で、小麦藁複合材はわずかながらよりいっそう高い弾性率が認められるようになる。
【0100】
破断率(MOR)に関して、ヨシタケ複合材は木材ベースの複合材と比較して、優れた性能を再び示す。木材ベースの複合材は最小(M−1)の工業品質基準が得られない。小麦藁複合材と比較して、ヨシタケ複合材は樹脂量が低い場合、例えば2重量%の場合に優れている。樹脂量が増加すると、小麦藁複合材MORはヨシタケ複合材のものを上回る。このことは、ヨシタケ複合材の利点の一つを示しており、すなわち良好な物理的特性が低樹脂量で達成される。
【0101】
<実施例3>
代表的なヨシタケ/サザン・パインパーティクルボードの形成
この実施例では、ヨシタケ/サザン・パインブレンドを含むパーティクルボードの形成について説明する。パーティクルボードの機械的及び物理的特性を、(1)ヨシタケ及び(2)サザン・パインから形成された粒子ボートと比較した。
【0102】
試験は、ヨシタケ、サザン・パイン、及びヨシタケ/サザン・パインの機械的及び物理的特性の比較を行った。各完成紙料 の種類に対して、標的密度が42lb/ft3及び47lb/ft3、樹脂量が2%及び4%でパネルを製造した。すべての試料を、静的曲げ、内部結合強度、フェース及びエッジねじ引張荷重、吸水率、及び厚さ膨潤について調べた。中密度パーティクルボードについて、機械的特性を製品規格と比較した(ANSI A208.1−1993)。表2を参照。
【0103】
【表2】
電気加熱し、コンピュータ自動化ホットプレスを用いて全てのパネルを製造した。プレスは、公称23×31インチ・プラテンに備え付けられ、200トンのサーボ油圧式システムによって駆動した。プレスの制御を、(1)プレスを60秒間閉じ、(2)パネルを400秒プレスし、さらに(3)20秒間ガス抜きする3段階プレススケジュールでプラテン位置を用いて行った。プラテン温度は330oFであった。すべてのパネルを16×20×3/4インチの寸法に形成するが、14×19×3/4インチにトリミングした。
【0104】
ヨシタケ、サザン・パイン、及びヨシタケ/サザン・パインから標的密度が42lb/ft3及び47lb/ft3、ジフェニルメタンジイソシアネート(MDI)樹脂量が2%及び4%でパネルを製造した。各完成紙料の12枚のパネルを密度と樹脂充填の組み合わせを変えて作った(すなわち、1つの組み合わせに対して3枚のパネルが複製される)。各パネルから2つの試料を切り出して破断率及び弾性率のための静的曲げについて試験し、4つの試料で内部結合強度、さらに1つの試料で吸水力/厚さ膨潤を試験した。各完成紙料から得られる12枚のパネルのうちの4枚かあの一試料をフェース及びエッジねじ収容力の測定に使用した。各試料は異なる密度と樹脂量とを有した。
【0105】
機械的テストは、一般にASTMD1037に基づいてねじ式万能試験機を用いて周囲条件試料に対して行った。静的曲げ試料は公称2×19×3/4インチ(ASTMは厚さが1/4を上回る試料の寸法を3×20×3/4インチに規定している)であった。試験速度は0.36インチ/分でスパンは18インチであった。内部結合強度試料は2×2×3/4インチであり、試験速度は0.06インチ/分であった。ねじ保持(screwholding)試料はフェースねじ保持(3×6×1インチのASTM指定寸法)の場合は3×6×3/4インチであり、エッジねじ保持の場合は21/2×41/2×3/4である。試験速度は0.06インチ/分であった。2つのエッジ及び2つのフェースねじ保持試験は、同一試料に対して行った。吸水力及び厚さ膨潤は6×6インチの試料に対して測定を行うが、測定に先立って蒸留水に24時間含浸させた。厚さは5カ所で測定し、各試料に対して平均した。
【0106】
変形例の3通りの分析(ANOVA)を密度、樹脂量、及び完成紙料を3要素として用い、全ての機械的及び物理的特性について実行した。
【0107】
一般に、各密度及び樹脂量の組み合わせについて、ヨシタケ粒子が占める割合が増加するとそれに比例して破断率(MOR)及び弾性率(MOE)が著しく増加した(表3)。それとは対照的に、ヨシタケ粒子が最も多く含まれているパネルの内部結合強度(IB)はサザン・パイン粒子が最も多く含まれている同様のパネルよりも著しく低かった。フェースねじ保持力(FSP)及びエッジねじ保持力(ESP)に関しては、いずれのパネルの間でも若干顕著な差が存在した。ほとんどの場合、すべてのパネルがANSI A208.1−1993によって規定された最も高い品質基準を上回った(表2)。
【0108】
【表3−1】
【0109】
【表3−2】
全ての完成紙料について、密度の値が42lb/ft3から47lb/ft3に増加し、また樹脂量が2%から4%に増加するため、機械的特性は一般に増加する。
【0110】
3通りのANOVAは、樹脂量、密度、及び完成紙料が統計学的に全ての機械的特性に対して影響したことを示した。材料IB強度に関係したパネル密度の効果は樹脂荷重に依存しており、材料MOEに関連した樹脂荷重の効果は完成紙料の種類に依存していた。
【0111】
蒸留水に24時間含浸させた後、ヨシタケ粒子が多く占めるパネルの吸水力及び厚さ膨潤は一般にサザン・パイン粒子が多く占めるパネルよりも低かった(表4)。
【0112】
【表4】
表中、括弧内の値は対応した標準偏差である。
【0113】
密度の値が42lb/ft3から47lb/ft3に増加し、また樹脂量が2%から4%に増加するため、24時間後の吸水力及び厚さ膨潤は一般に減少する。
【0114】
3通りのANOVAは、厚さ膨潤に関連したパネル密度の効果は完成紙料の種類に依存し、一方で厚さ膨潤及び吸水力の両方に関連した樹脂荷重の効果が完成紙料の種類に依存したことを示した。
【0115】
一般に、ヨシタケ粒子の使用は、優れた強度及び剛性を持つパネルを得る上で最良なものと思われる。20%程度の低濃度のウザン・パイン粒子を完成紙料に添加することは、強度及び剛性に対してはわずかしか影響を及ぼさないが、内部結合強度を著しく増大させる。
【0116】
パネル密度及び樹脂荷重が増加すると機械的特性が増加した。しかし、市場ではより低い密度及びより低い荷重のパネルが経済的に好ましく、一方で幅広い品質基準承認を達成することが好ましいと思われる。
【0117】
好ましくはヨシタケから主として作られるパネルは、サザン・パイン粒子から主として作られるパネルと比較して好ましい吸水力及び厚さ膨潤特性を示す。水分含浸24時間後、パネル密度及び樹脂荷重の増加によって吸水率及び厚さ膨潤が一般に減少した。
【0118】
<実施例4>
紙製造におけるアルンド・ドナクスの利用:
クラフト及びアルカリ過酸化物機械的パルプ化
この実施例では、紙の製造でアルンド・ドナクスを利用することについて説明する。ヨシタケのパルプ化の挙動及びパルプ特性についても説明する。ヨシタケのクラフトパルプ化、ソーダ・パルプ化、及びアルカリ過酸化物機械的パルプ化に関するデータを示す。
【0119】
試験は研究室及び小さなパイロット・プラント規模で行われた。クラフト及びソーダ・パルプ化試験はワシントン大学のパルプおよび紙科学科で実施し、アルカリ過酸化物機械的パルプ化試験はノース・カロライナ州立大学の木材および紙科学科で実施した。手すき紙ペーパサンプルの全ての試験は、ワシントン大学のパルプおよび紙科学科で実施した。
【0120】
クラフトパルプ化は、急速に進行し、容易に漂白されたパルプが比較的高い収率で得られることが知られていた。他の非木材材料と比較して平均的に繊維が長く、実際にアスペンの広葉樹材よりもわずかながら長かった。引き裂き及び引張りに関して強度特性はアスペン広葉樹材クラフトよりも良好であった。
【0121】
原材料
本研究のための材料はカリフォルニア州オレンジ・カントリーで成長したものから新鮮なまま切り取り、乾燥せずにワシントン大学に送った。
【0122】
ヨシタケの茎は中空の芯の周りに組織が密集したリング(環)を有する。茎の直径は、一般に3/4ないし13/4インチである。茎を切断又は粉砕して木材チップに類似の長さにすることができ、またひとたび粉砕して壊すと円形の断面は木材チップのような密度の高い部分を有する(表5)。
【0123】
【表5】
以前の試験では、ヨシタケのチップが使われた。本トライアルのための材料は、帯状鋸を用い、その後に粉砕して正確な長さに切断した。クラフトパルプ化トライアルのために、4通りの異なる長さ、1/2、3/4、7/8及び1と1/4インチで行った。
【0124】
チップ材料の特徴は、従来のパルプ化装置で処理する上で重要である。チップ材料のバルク密度は、ダイジェスターに詰める上で、さらにコンベヤ及びさらに他の処理装置の寸法を決める上で、重要である。チップ状になったヨシタケの高バルク密度によって、従来の、既存のチップハンドリング及びパルプ化装置で処理することが可能である。蒸解液と原材料との比は小さくし、木材チップで使用される場合と類似して高い廃液濃度を生ずる。
【0125】
他の重要なチップ特性は、パルプ化の間にチップの中心に蒸解化学薬品が貫通する能力である。以前のテストでは、ハンマーミルによって調製されたチップによってなされ、またふるいにかけることで細かいものと過大な材料とを取り除いた。処理シークエンスのはじめ取り除かれなければ材料の流れを妨害するかもしれないいくつかの長い切片(2インチ)が存在したことに注目した。材料は蒸解されていない不良品が少ないパルプを提供するもので、蒸解液の浸透がかなり均一に行われることを示している。
【0126】
乾燥材料の試料もまた含まれた。これが7/8インチの長さに切断されて含まれると、蒸解液の浸透が木材チップのように乾燥によって妨げられるかどうかを評価できる。
【0127】
クラフトパルプ化
ヨシタケ材料のクラフト蒸解は、ワシントン大学でパイロットダイジェスタシステムにより行った。漂白に適した20カッパレベルの脱リグニン化を目的とした条件下で、チップ試料の各々に対して蒸解が行われた。パルプ化条件は表6に示す。
【0128】
【表6】
蒸解した全ての試料は類似の結果を有する。蒸解時間は、Hファクタ(温度と反応時間とが組合わさった化学反応の値)が低いことによって示されるように短い。蒸解時間は、針葉樹材のものの半分までとすることができよう。ヨシタケのチップのバルク密度が高いことから、木材のチップと同じように蒸解液に対するチップの比が低いことも利用できる。このことは、ヨシタケのパルプ化が木材チップの場合と同様の装置で、かつ同様の熱に対する経済性で実施することが可能であることを示している。典型的に低密度の藁及び他の非木材植物材料は、蒸解液と木材との比が高いことを要求するが、蒸解はヨシタケ材料で見られたような速さである。
【0129】
4通りの長さの異なるチップは、パルプ化に対する反応という点ではほんのわずかな、おそらく顕著ではない程度の違いを示す。3/4インチチップはわずかながらカッパが小さく14.0であり、一方より長いチップでは17.6〜18.2であり、1/2インチチップでは17.4カッパである。蒸解していない拒絶率は短い切断チップでは量が少なく0.9〜1.1%であり、それと比較してより長いチップは3.2〜3.6%であるが、これらの量は低く、材料の中に蒸解液が均一に浸透し、かつ、節が十分に蒸解したことを示している。ヨシタケが属するイネ科植物の節はしばしばパルプ化に対して耐性を示す。
【0130】
ベニア切断チップは鋸切断チップと同様に蒸解され、低いカッパ14.6を当て、かつ低い拒絶率で0.2%である。この種のチップ調製は商業的操作にとって満足のいくものとなろう。
【0131】
乾燥材料は新鮮な材料と同様にパルプ化応答、カッパ14.9、拒絶率3.3%を示した。このことは乾燥したヨシタケチップに蒸解液が浸透するのに何ら問題がないことを示している。このことは、チップは新鮮な材料であっても、あるいは乾燥した材料であっても処理条件に著しい変化なく使用することが可能であることを意味している。
【0132】
7/8インチ・カットのヨシタケのパルプ化を典型的な広葉樹材及び針葉樹材クラフトパルプ化を表7で比較する。ヨシタケの蒸解は、広葉樹材及び針葉樹材の両方の種類よりもよりいっそう急激に行われるので、化学薬品の必要性が少なく、ただわずかながら拒絶率が高い(有意な差ではない)が生ずるだけである。
【0133】
【表7】
漂白
非木材材料の漂白に対する最も発表された研究では、現在では古くさい塩素(C)、抽出(E)、及び次亜塩素酸塩(H)漂白シークエンスを用いて行うものである。世界的に、このシークエンスは一般的に使用されている。しかし、今日では米国では環境的に許容できるものではない。現在の環境基準に合致するために、クラフトパルプの漂白は、元素塩素フリー(ECF)法で行わなければならない。漂白試験は、二酸化塩素(Do)、酸素及び過酸化水素による抽出(Eop)、二酸化塩素(D1)からなるECF漂白剤を用いて7/8インチ・カットの材料に対して大規模な蒸解から得たパルプに対して行った。結果を表8に示す。
【0134】
【表8】
はじめに、0.20カッパ・ファクタ(パーセント等量塩素/カッパ数)の第1段階の二酸化塩素チャージが加えられ、続いて1.5%二酸化塩素が第3段階に加えられる。これによって83.8%の輝度となる。第1の段階への0.25カッパ・ファクタの利用を修飾することで、第3段階において85.6及び86.4の輝度がそれぞれ1.25%及び1.5%の二酸化塩素によって得られた。
【0135】
86.4に対して3.18%の全二酸化塩素チャージが必要とされた。以前の試験では、90.0の輝度は、4.34%二酸化塩素を使用する第5段階の漂白で達成された。針葉樹材クラフトパルプは一般に90.0%の輝度レベルを達成するために5.8〜6.2%の二酸化塩素を必要とする。
【0136】
手すき紙特性
パルプ特性の標準試験は、TAPPI法を用いて行った。7/8インチのチップ試料からのパルプをPFIミルで叩解し、様々なろ水度レベルにした。PFIミルは標準的な研究室用パルプ叩解装置であり、商業的紙製造操作におけるリファインを模倣するために使われる。一般に、600〜750mlCSFという初期のパルプろ水度を、強度特性を高めるために、紙製造に先立て約400〜500mlまで減少させると、引張強度が増加し、引裂強度はほんのわずか損失するにすぎない。
【0137】
手すき紙を、7/8インチ・カットのヨシタケパルプから作り、いくつかのろ水度レベルにまで叩解し、かつ強度特性について試験した(表9)。他のチップカット長からのパルプを比較のために400mlCSFレベルまで叩解した。
【0138】
【表9】
叩解に先立った初期パルプろ水度は700mlCSFであり、これは典型的な非木材材料と比較してたいへん高く、かつ所望のレベルである。以前の試験では、同様に630mlCSFという高い初期ろ水度が見られた。これらは針葉樹材パルプの>700mlや広葉樹材パルプの600〜650と比較すると、これらは有利に高く、紙製造操作において高ドレインを可能とする。
【0139】
手すき紙強度測定、破裂、引裂、及び引張はすべて有利なレベルにあり、以前の試験で得られたものよりも高い。ヨシタケと一般的な小麦藁、ケナフ、広葉樹材及び針葉樹材とから得られた2組の結果の比較を表10に示す。ヨシタケは、全てのカテゴリーにおいて著しく高い強度を有する。シートバルクは、他の非木材と比較して高く、材料が藁とも著しく異なる特徴を有することを示している。
【0140】
【表10】
本発明の好ましい実施形態例を図に示し、かつ説明してきたが、本発明の精神及び範囲から逸脱することなく様々な変更を加えることが可能であることは容易に理解されよう。
【特許請求の範囲】
【請求項1】
アルンド・ドナクスのチップであって、該チップは、アルンド・ドナクスの茎をその長手方向を横切るようにして切断することによって実質的に円形の断面と約1/8インチから約3インチまでの長さとを有するリングを提供し、続いて該リングの円形状の断面を壊すことによって得られるチップ。
【請求項2】
前記リングが、約1/2インチから約1と1/2インチまでの長さを有する請求項1に記載のチップ。
【請求項3】
前記リングが、鋸による切断で前記茎から形成される請求項1に記載のチップ。
【請求項4】
前記リングが、ナイフの刃によって前記茎から形成される請求項1に記載のチップ。
【請求項5】
前記リングが、ベニアによる切断によって前記茎から形成される請求項1に記載のチップ。
【請求項6】
アルンド・ドナクスフレークであって、該フレークは、フレーカー内でアルンド・ドナクスの茎をフレーク化することから形成されるフレーク。
【請求項7】
約2インチから約4インチまでの長さを有する請求項6に記載のフレーク。
【請求項8】
約2と1/2インチから約3と1/2までの長さを有する請求項6に記載のフレーク。
【請求項9】
約1/32インチから約1/8インチまでの厚さを有する請求項6に記載のフレーク。
【請求項10】
前記フレーカーが、ドラムフレーカーである請求項6に記載のフレーク。
【請求項11】
アルンド・ドナクスパルプであって、該パルプは、アルンド・ドナクスの粒子を処理することによって得られる繊維を含むパルプ。
【請求項12】
アルンド・ドナクスの粒子が、チップ及びフレークからなる群から選択される請求項11に記載のパルプ。
【請求項13】
アルンド・ドナクスの処理が、さらに微粉砕を含む請求項11に記載のパルプ。
【請求項14】
前記微粉砕が、ハンマーミルによってなされる請求項13に記載のパルプ。
【請求項15】
前記微粉砕が、回転ディスクリファイナーによって行われる請求項13に記載のパルプ。
【請求項16】
前記処理が、クラフトパルプ化を含む請求項11に記載のパルプ。
【請求項17】
前記処理が、ソーダ・パルプ化を含む請求項11に記載のパルプ。
【請求項18】
前記処理が、アルカリ過酸化物機械的パルプ化を含む請求項11に記載のパルプ。
【請求項19】
前記処理が、亜硫酸パルプ化を含む請求項11に記載のパルプ。
【請求項20】
前記処理が、パルプ化及び漂白を含む請求項11に記載のパルプ。
【請求項21】
前記漂白が、元素塩素フリーの漂白を含むことを特徴とする請求項20に記載のパルプ。
【請求項22】
約150から約750CSFまでの範囲のろ水度を有する請求項11に記載のパルプ。
【請求項23】
前記パルプが、少なくとも約55%ISOの輝度を有する請求項11に記載のパルプ。
【請求項24】
前記パルプが、少なくとも約75%ISOの輝度を有する請求項11に記載のパルプ。
【請求項25】
アルンド・ドナクスパルプを形成する方法であって、
(a)アルンド・ドナクスの粒子を含む完成紙料を選択する工程、および
(b)前記完成紙料をパルプ化プロセスに供して、前記完成紙料に基づいて約48重量%の収率を持つパルプの褐色原料を作る工程を備える方法。
【請求項26】
48%の収率と約15のカッパ値とを達成するためのパルプ化時間が、広葉樹材のパルプ化で同じ収率及び同じカッパ値を達成するために必要とされるパルプ化時間の約25%少ない請求項25に記載の方法。
【請求項27】
アルンド・ドナクスパルプを形成する方法であって、
(a)アルンド・ドナクスの粒子を含む完成紙料を選択する工程、
(b)前記完成紙料をパルプ化プロセスに供して、前記完成紙料に基づいて約48重量%の収率を持つパルプの褐色原料を作る工程、
(c)約55から約90%ISOまでの輝度まで、前記褐色原料を漂白する工程を備える方法。
【請求項28】
約90%ISOの輝度までの褐色原料の漂白が、広葉樹材を漂白して同じ輝度を達成するために必要とされる漂白より約25%少ない漂白を必要とする請求項27に記載の方法。
【請求項29】
アルンド・ドナクスパルプを形成する方法であって、
(a)漂白された完成紙料を得るために、アルンド・ドナクスの粒子を漂白剤にさらす工程、
(b)約55〜約90%ISOの輝度を持つパルプストックを得るために、前記漂白された完成紙料を機械的にリファインする工程、およびを有する方法。
【請求項30】
前記アルンド・ドナクスの粒子が、チップ及びフレークからなる群から選択される請求項25、27または29に記載のパルプ形成方法。
【請求項31】
前記漂白剤が、過酸化水素、水酸化ナトリウム及びケイ酸ナトリウムの混合物を含む請求項29に記載のパルプ形成方法。
【請求項32】
前記漂白剤が、二酸化塩素を含む請求項28に記載の方法。
【請求項33】
アルンド・ドナクスパルプを含む紙製品。
【請求項34】
パルプブレンドを含む請求項32に記載の紙製品。
【請求項35】
前記パルプブレンドが、針葉樹材パルプ、広葉樹材パルプ、及びそれらの混合物を含む請求項33に記載の紙製品。
【請求項36】
前記パルプブレンドは、約5〜約80重量%のアルンド・ドナクスを含む請求項33に記載の紙製品。
【請求項37】
少なくとも約82%ISOの輝度を有する請求項32に記載の紙製品。
【請求項38】
少なくとも約3.0の比破裂強さを有する請求項32に記載の紙製品。
【請求項39】
少なくとも約8.5の比引裂強さを有する請求項32に記載の紙製品。
【請求項40】
少なくとも約50の比引張り強さを有する請求項32に記載の紙製品。
【請求項41】
前記製品が、高輝度印刷用紙及び筆記用紙からなる群から選択される請求項32に記載の紙製品。
【請求項42】
前記製品が、新聞用紙及び出版用本文用紙からなる群から選択される請求項32に記載の紙製品。
【請求項43】
前記製品が、非漂白ライナーボード及びコルゲーションボードからなる群から選択される請求項32に記載の紙製品。
【請求項44】
アルンド・ドナクス紙製品を形成するための方法であって、
繊維および水性分散媒体を含むアルンド・ドナクス完成紙料を形成する工程、
前記完成紙料を有孔支持体上に堆積する工程、
繊維質ウェブを提供するために該堆積された完成紙料を脱水する工程、 紙製品を提供するために該ウェブを乾燥させる工程、を備える方法。
【請求項45】
前記アルンド・ドナクスの完成紙料が、さらに木材繊維を含む請求項43に記載の紙製品の製造方法。
【請求項46】
アルンド・ドナクス複合材パネルを形成するための方法であって、複合材は、
(a)バインダー樹脂、
(b)前記樹脂により連続した材料として結合されたアルンド・ドナクスの粒子を有し、
前記複合材が複合材パネルの少なくともM−3規格に合う複合パネル。
【請求項47】
前記パネルが、該パネルの全重量に基づいて約1〜約10重量%の樹脂バインダーを含む請求項46に記載の複合材パネル。
【請求項48】
前記パネルが、該パネルの全重量に基づいて約1.5〜約3.0重量%の樹脂バインダーを含む請求項46に記載の複合材パネル。
【請求項49】
前記バインダーが、メチルジイソシアネート、尿素ホルムアルデヒド、フェノール系及び無機系バインダーからなる群から選択される請求項45に記載の複合材パネル。
【請求項50】
前記アルンド・ドナクス完成紙料が、さらに木材繊維を含む請求項45に記載の複合材パネル。
【請求項51】
前記パネルの全重量に基づいて約10重量%〜約90重量%のアルンド・ドナクスを有する請求項49に記載の複合材パネル。
【請求項52】
前記パネルの曲げ強さが、木材ベースのパネルと比較してアルンド・ドナクスの量に比例的に関係して増加する請求項49に記載の複合材パネル。
【請求項53】
前記パネルの耐水性が、木材ベースのパネルと比較してアルンド・ドナクスの量に比例的に関係して増加する請求項49に記載の複合材パネル。
【請求項54】
前記パネルの曲げ強さが、同様に構成された木材ベースのパネルよりも少なくとも約55%大きい請求項49に記載の複合材パネル。
【請求項55】
前記パネルの耐水性が、同様に構成された木材ベースのパネルよりも約2.6倍大きい請求項49に記載の複合材パネル。
【請求項56】
前記パネルの曲げ強さが、同様に構成された小麦藁ベースのパネルよりも約5%大きい請求項49に記載の複合材パネル。
【請求項57】
前記パネルの耐水性が、同様に構成された小麦藁ベースのパネルよりも約15%大きい請求項49に記載の複合材パネル。
【請求項58】
アルンド・ドナクス複合材パネルの製造方法であって、
(a)アルンド・ドナクスを微粉砕して複合材パネルの完成紙料として使用するに好適な寸法分布の粒子にする工程、
(b)前記粒子をバインダーと混合してバインダー−粒子混合物を形成する工程、
(c)前記バインダー粒子混合物を固めて複合材パネルにする工程を備える方法。
【請求項59】
前記バインダー−粒子混合物が、さらに木材粒子を含む請求項50に記載の製造方法。
【請求項60】
少なくとも55%ISOの輝度と、750mlCSF以下のろ水度を有する
アルンド・ドナクスパルプ。
【請求項61】
少なくとも75%ISOの輝度を有する
請求項60に記載のパルプ。
【請求項62】
少なくとも82%ISOの輝度を有する
請求項60に記載のパルプ。
【請求項63】
アルンド・ドナクス紙製品を形成するための方法であって、
(a)アルンド・ドナクスの粒子を含む完成紙料を選択する工程、
(b)該完成紙料をパルプ化プロセスに供して、750mlCSF以下のろ水度を有するパルプを提供する工程、
(c)該パルプを有孔支持体上に堆積する工程、
(d)繊維質ウェブを提供するために該堆積されたパルプを脱水する工程、
(e)少なくとも2.5の比破裂強さと、少なくとも3.9の比引裂強さと、少なくとも39の比引張り強さと、少なくとも55%ISOの輝度とを有する紙製品を提供するために該ウェブを乾燥させる工程
を備える方法。
【請求項64】
該有孔支持体上に該パルプを堆積する前に、該パルプを叩解して605mlCSFよりも少なくする工程をさらに含む
請求項63に記載の方法。
【請求項65】
該紙製品が、少なくとも3.0の比破裂強さと、少なくとも8.5の比引裂強さと、少なくとも50の比引張り強さと、少なくとも55%ISOの輝度を有する
請求項64に記載の方法。
【請求項66】
該紙製品が、少なくとも75%ISOの輝度を有する
請求項65に記載の方法。
【請求項67】
該紙製品が、少なくとも82%ISOの輝度を有する
請求項66に記載の方法。
【請求項68】
該アルンド・ドナクス完成紙料が、さらに木材繊維を含む
請求項63に記載の方法。
【請求項69】
(a)アルンド・ドナクスの粒子を含む完成紙料を選択する工程、
(b)該完成紙料をパルプ化プロセスに供して、750mlCSF以下のろ水度を有するパルプを提供する工程、
(c)該パルプを有孔支持体上に堆積する工程、
(d)繊維質ウェブを提供するために該堆積されたパルプを脱水する工程、
(e)紙製品を提供するために該ウェブを乾燥させる工程であって、該紙製品が、少なくとも2.5の比破裂強さと、少なくとも3.9の比引裂強さと、少なくとも39の比引張り強さと、少なくとも55%ISOの輝度を有する紙製品を提供するために該ウェブを乾燥させる工程
を備えた方法によって形成される
アルンド・ドナクス紙製品。
【請求項70】
該方法が、該有孔支持体上に該パルプを堆積する前に、該パルプを叩解して605mlCSFよりも少なくする工程をさらに含む
請求項69に記載のアルンド・ドナクス紙製品。
【請求項71】
該紙製品が、少なくとも3.0の比破裂強さと、少なくとも8.5の比引裂強さと、少なくとも50の比引張り強さと、少なくとも55%ISOの輝度を有する
請求項70に記載の方法。
【請求項72】
該紙製品が、少なくとも75%ISOの輝度を有する
請求項71に記載の方法。
【請求項73】
該紙製品が、少なくとも82%ISOの輝度を有する
請求項72に記載の方法。
【請求項74】
該アルンド・ドナクス完成紙料が、さらに木材繊維を含む
請求項69に記載の方法。
【請求項75】
少なくとも2.5の比破裂強さと、少なくとも3.9の比引裂強さと、少なくとも39の比引張り強さと、少なくとも55%ISOの輝度とを有する
アルンド・ドナクスパルプを含む紙製品。
【請求項76】
少なくとも3.0の比破裂強さと、少なくとも8.5の比引裂強さと、少なくとも50の比引張り強さと、少なくとも55%ISOの輝度とを有する
請求項75に記載の紙製品。
【請求項77】
該紙製品が、少なくとも75%ISOの輝度を有する
請求項76に記載の紙製品。
【請求項78】
該紙製品が、少なくとも82%ISOの輝度を有する
請求項77に記載の紙製品。
【請求項79】
該紙製品が、少なくとも5重量%のアルンド・ドナクスパルプを含む
請求項75に記載の紙製品。
【請求項80】
該紙製品が、85重量%以下のアルンド・ドナクスパルプを含む
請求項79に記載の紙製品。
【請求項81】
該紙製品が、100重量%以下のアルンド・ドナクスパルプを含む
請求項79に記載の紙製品。
【請求項82】
(a)樹脂バインダーと、
(b)該樹脂バインダーとともに連続的な材料として結合されたアルンド・ドナクスの粒子とを有し、
該複合材が複合材パネルの少なくともM−3規格に合う
アルンド・ドナクス複合材パネル。
【請求項83】
該パネルが、該パネルの全重量に基づいて1重量%から10重量%の該樹脂バインダーを含む
請求項82に記載のパネル。
【請求項84】
該パネルが、該パネルの全重量に基づいて1.5重量%から3.0重量%の該樹脂バインダーを含む
請求項82に記載のパネル。
【請求項85】
該樹脂バインダーが、メチルジイソシアネート、尿素ホルムアルデヒド、フェノール系、及び無機系バインダーからなる群から選択される
請求項82に記載のパネル。
【請求項86】
該パネルが、さらに木材繊維を含む
請求項82に記載のパネル。
【請求項87】
該パネルが、該パネルの全重量に基づいて10重量%から90重量%のアルンド・ドナクスを含む
請求項86に記載のパネル。
【請求項88】
該パネルの曲げ強さが、木材ベースのパネルと比較してアルンド・ドナクスの量に比例的に関係して増加する
請求項86に記載のパネル。
【請求項89】
該パネルの耐水性が、木材ベースのパネルと比較してアルンド・ドナクスの量に比例的に関係して増加する
請求項86に記載のパネル。
【請求項90】
該パネルの曲げ強さが、同様に構成された木材ベースのパネルよりも少なくとも55%大きい
請求項86に記載のパネル。
【請求項91】
該パネルの耐水性が、同様に構成された木材ベースのパネルよりも約2.6倍大きい
請求項86に記載のパネル。
【請求項92】
該パネルの曲げ強さが、同様に構成された小麦藁ベースのパネルよりも約5%大きい
請求項86に記載のパネル。
【請求項93】
該パネルの耐水性が、同様に構成された小麦藁ベースのパネルよりも15%大きい
請求項86に記載のパネル。
【請求項94】
アルンド・ドナクス複合材パネルの製造方法であって、
(a)アルンド・ドナクスを微粉砕して複合材パネルの完成紙料として使用するに好適な寸法分布の粒子にする工程、
(b)該粒子をバインダーと混合してバインダー−粒子混合物を形成する工程、
(c)該バインダー粒子混合物を固めて複合材パネルにする工程
とを備える方法。
【請求項95】
該バインダー−粒子混合物が、さらに木材粒子を含む
請求項94に記載の方法。
【請求項96】
該バインダーが、メチルジイソシアネートである
請求項94に記載の方法。
【請求項1】
アルンド・ドナクスのチップであって、該チップは、アルンド・ドナクスの茎をその長手方向を横切るようにして切断することによって実質的に円形の断面と約1/8インチから約3インチまでの長さとを有するリングを提供し、続いて該リングの円形状の断面を壊すことによって得られるチップ。
【請求項2】
前記リングが、約1/2インチから約1と1/2インチまでの長さを有する請求項1に記載のチップ。
【請求項3】
前記リングが、鋸による切断で前記茎から形成される請求項1に記載のチップ。
【請求項4】
前記リングが、ナイフの刃によって前記茎から形成される請求項1に記載のチップ。
【請求項5】
前記リングが、ベニアによる切断によって前記茎から形成される請求項1に記載のチップ。
【請求項6】
アルンド・ドナクスフレークであって、該フレークは、フレーカー内でアルンド・ドナクスの茎をフレーク化することから形成されるフレーク。
【請求項7】
約2インチから約4インチまでの長さを有する請求項6に記載のフレーク。
【請求項8】
約2と1/2インチから約3と1/2までの長さを有する請求項6に記載のフレーク。
【請求項9】
約1/32インチから約1/8インチまでの厚さを有する請求項6に記載のフレーク。
【請求項10】
前記フレーカーが、ドラムフレーカーである請求項6に記載のフレーク。
【請求項11】
アルンド・ドナクスパルプであって、該パルプは、アルンド・ドナクスの粒子を処理することによって得られる繊維を含むパルプ。
【請求項12】
アルンド・ドナクスの粒子が、チップ及びフレークからなる群から選択される請求項11に記載のパルプ。
【請求項13】
アルンド・ドナクスの処理が、さらに微粉砕を含む請求項11に記載のパルプ。
【請求項14】
前記微粉砕が、ハンマーミルによってなされる請求項13に記載のパルプ。
【請求項15】
前記微粉砕が、回転ディスクリファイナーによって行われる請求項13に記載のパルプ。
【請求項16】
前記処理が、クラフトパルプ化を含む請求項11に記載のパルプ。
【請求項17】
前記処理が、ソーダ・パルプ化を含む請求項11に記載のパルプ。
【請求項18】
前記処理が、アルカリ過酸化物機械的パルプ化を含む請求項11に記載のパルプ。
【請求項19】
前記処理が、亜硫酸パルプ化を含む請求項11に記載のパルプ。
【請求項20】
前記処理が、パルプ化及び漂白を含む請求項11に記載のパルプ。
【請求項21】
前記漂白が、元素塩素フリーの漂白を含むことを特徴とする請求項20に記載のパルプ。
【請求項22】
約150から約750CSFまでの範囲のろ水度を有する請求項11に記載のパルプ。
【請求項23】
前記パルプが、少なくとも約55%ISOの輝度を有する請求項11に記載のパルプ。
【請求項24】
前記パルプが、少なくとも約75%ISOの輝度を有する請求項11に記載のパルプ。
【請求項25】
アルンド・ドナクスパルプを形成する方法であって、
(a)アルンド・ドナクスの粒子を含む完成紙料を選択する工程、および
(b)前記完成紙料をパルプ化プロセスに供して、前記完成紙料に基づいて約48重量%の収率を持つパルプの褐色原料を作る工程を備える方法。
【請求項26】
48%の収率と約15のカッパ値とを達成するためのパルプ化時間が、広葉樹材のパルプ化で同じ収率及び同じカッパ値を達成するために必要とされるパルプ化時間の約25%少ない請求項25に記載の方法。
【請求項27】
アルンド・ドナクスパルプを形成する方法であって、
(a)アルンド・ドナクスの粒子を含む完成紙料を選択する工程、
(b)前記完成紙料をパルプ化プロセスに供して、前記完成紙料に基づいて約48重量%の収率を持つパルプの褐色原料を作る工程、
(c)約55から約90%ISOまでの輝度まで、前記褐色原料を漂白する工程を備える方法。
【請求項28】
約90%ISOの輝度までの褐色原料の漂白が、広葉樹材を漂白して同じ輝度を達成するために必要とされる漂白より約25%少ない漂白を必要とする請求項27に記載の方法。
【請求項29】
アルンド・ドナクスパルプを形成する方法であって、
(a)漂白された完成紙料を得るために、アルンド・ドナクスの粒子を漂白剤にさらす工程、
(b)約55〜約90%ISOの輝度を持つパルプストックを得るために、前記漂白された完成紙料を機械的にリファインする工程、およびを有する方法。
【請求項30】
前記アルンド・ドナクスの粒子が、チップ及びフレークからなる群から選択される請求項25、27または29に記載のパルプ形成方法。
【請求項31】
前記漂白剤が、過酸化水素、水酸化ナトリウム及びケイ酸ナトリウムの混合物を含む請求項29に記載のパルプ形成方法。
【請求項32】
前記漂白剤が、二酸化塩素を含む請求項28に記載の方法。
【請求項33】
アルンド・ドナクスパルプを含む紙製品。
【請求項34】
パルプブレンドを含む請求項32に記載の紙製品。
【請求項35】
前記パルプブレンドが、針葉樹材パルプ、広葉樹材パルプ、及びそれらの混合物を含む請求項33に記載の紙製品。
【請求項36】
前記パルプブレンドは、約5〜約80重量%のアルンド・ドナクスを含む請求項33に記載の紙製品。
【請求項37】
少なくとも約82%ISOの輝度を有する請求項32に記載の紙製品。
【請求項38】
少なくとも約3.0の比破裂強さを有する請求項32に記載の紙製品。
【請求項39】
少なくとも約8.5の比引裂強さを有する請求項32に記載の紙製品。
【請求項40】
少なくとも約50の比引張り強さを有する請求項32に記載の紙製品。
【請求項41】
前記製品が、高輝度印刷用紙及び筆記用紙からなる群から選択される請求項32に記載の紙製品。
【請求項42】
前記製品が、新聞用紙及び出版用本文用紙からなる群から選択される請求項32に記載の紙製品。
【請求項43】
前記製品が、非漂白ライナーボード及びコルゲーションボードからなる群から選択される請求項32に記載の紙製品。
【請求項44】
アルンド・ドナクス紙製品を形成するための方法であって、
繊維および水性分散媒体を含むアルンド・ドナクス完成紙料を形成する工程、
前記完成紙料を有孔支持体上に堆積する工程、
繊維質ウェブを提供するために該堆積された完成紙料を脱水する工程、 紙製品を提供するために該ウェブを乾燥させる工程、を備える方法。
【請求項45】
前記アルンド・ドナクスの完成紙料が、さらに木材繊維を含む請求項43に記載の紙製品の製造方法。
【請求項46】
アルンド・ドナクス複合材パネルを形成するための方法であって、複合材は、
(a)バインダー樹脂、
(b)前記樹脂により連続した材料として結合されたアルンド・ドナクスの粒子を有し、
前記複合材が複合材パネルの少なくともM−3規格に合う複合パネル。
【請求項47】
前記パネルが、該パネルの全重量に基づいて約1〜約10重量%の樹脂バインダーを含む請求項46に記載の複合材パネル。
【請求項48】
前記パネルが、該パネルの全重量に基づいて約1.5〜約3.0重量%の樹脂バインダーを含む請求項46に記載の複合材パネル。
【請求項49】
前記バインダーが、メチルジイソシアネート、尿素ホルムアルデヒド、フェノール系及び無機系バインダーからなる群から選択される請求項45に記載の複合材パネル。
【請求項50】
前記アルンド・ドナクス完成紙料が、さらに木材繊維を含む請求項45に記載の複合材パネル。
【請求項51】
前記パネルの全重量に基づいて約10重量%〜約90重量%のアルンド・ドナクスを有する請求項49に記載の複合材パネル。
【請求項52】
前記パネルの曲げ強さが、木材ベースのパネルと比較してアルンド・ドナクスの量に比例的に関係して増加する請求項49に記載の複合材パネル。
【請求項53】
前記パネルの耐水性が、木材ベースのパネルと比較してアルンド・ドナクスの量に比例的に関係して増加する請求項49に記載の複合材パネル。
【請求項54】
前記パネルの曲げ強さが、同様に構成された木材ベースのパネルよりも少なくとも約55%大きい請求項49に記載の複合材パネル。
【請求項55】
前記パネルの耐水性が、同様に構成された木材ベースのパネルよりも約2.6倍大きい請求項49に記載の複合材パネル。
【請求項56】
前記パネルの曲げ強さが、同様に構成された小麦藁ベースのパネルよりも約5%大きい請求項49に記載の複合材パネル。
【請求項57】
前記パネルの耐水性が、同様に構成された小麦藁ベースのパネルよりも約15%大きい請求項49に記載の複合材パネル。
【請求項58】
アルンド・ドナクス複合材パネルの製造方法であって、
(a)アルンド・ドナクスを微粉砕して複合材パネルの完成紙料として使用するに好適な寸法分布の粒子にする工程、
(b)前記粒子をバインダーと混合してバインダー−粒子混合物を形成する工程、
(c)前記バインダー粒子混合物を固めて複合材パネルにする工程を備える方法。
【請求項59】
前記バインダー−粒子混合物が、さらに木材粒子を含む請求項50に記載の製造方法。
【請求項60】
少なくとも55%ISOの輝度と、750mlCSF以下のろ水度を有する
アルンド・ドナクスパルプ。
【請求項61】
少なくとも75%ISOの輝度を有する
請求項60に記載のパルプ。
【請求項62】
少なくとも82%ISOの輝度を有する
請求項60に記載のパルプ。
【請求項63】
アルンド・ドナクス紙製品を形成するための方法であって、
(a)アルンド・ドナクスの粒子を含む完成紙料を選択する工程、
(b)該完成紙料をパルプ化プロセスに供して、750mlCSF以下のろ水度を有するパルプを提供する工程、
(c)該パルプを有孔支持体上に堆積する工程、
(d)繊維質ウェブを提供するために該堆積されたパルプを脱水する工程、
(e)少なくとも2.5の比破裂強さと、少なくとも3.9の比引裂強さと、少なくとも39の比引張り強さと、少なくとも55%ISOの輝度とを有する紙製品を提供するために該ウェブを乾燥させる工程
を備える方法。
【請求項64】
該有孔支持体上に該パルプを堆積する前に、該パルプを叩解して605mlCSFよりも少なくする工程をさらに含む
請求項63に記載の方法。
【請求項65】
該紙製品が、少なくとも3.0の比破裂強さと、少なくとも8.5の比引裂強さと、少なくとも50の比引張り強さと、少なくとも55%ISOの輝度を有する
請求項64に記載の方法。
【請求項66】
該紙製品が、少なくとも75%ISOの輝度を有する
請求項65に記載の方法。
【請求項67】
該紙製品が、少なくとも82%ISOの輝度を有する
請求項66に記載の方法。
【請求項68】
該アルンド・ドナクス完成紙料が、さらに木材繊維を含む
請求項63に記載の方法。
【請求項69】
(a)アルンド・ドナクスの粒子を含む完成紙料を選択する工程、
(b)該完成紙料をパルプ化プロセスに供して、750mlCSF以下のろ水度を有するパルプを提供する工程、
(c)該パルプを有孔支持体上に堆積する工程、
(d)繊維質ウェブを提供するために該堆積されたパルプを脱水する工程、
(e)紙製品を提供するために該ウェブを乾燥させる工程であって、該紙製品が、少なくとも2.5の比破裂強さと、少なくとも3.9の比引裂強さと、少なくとも39の比引張り強さと、少なくとも55%ISOの輝度を有する紙製品を提供するために該ウェブを乾燥させる工程
を備えた方法によって形成される
アルンド・ドナクス紙製品。
【請求項70】
該方法が、該有孔支持体上に該パルプを堆積する前に、該パルプを叩解して605mlCSFよりも少なくする工程をさらに含む
請求項69に記載のアルンド・ドナクス紙製品。
【請求項71】
該紙製品が、少なくとも3.0の比破裂強さと、少なくとも8.5の比引裂強さと、少なくとも50の比引張り強さと、少なくとも55%ISOの輝度を有する
請求項70に記載の方法。
【請求項72】
該紙製品が、少なくとも75%ISOの輝度を有する
請求項71に記載の方法。
【請求項73】
該紙製品が、少なくとも82%ISOの輝度を有する
請求項72に記載の方法。
【請求項74】
該アルンド・ドナクス完成紙料が、さらに木材繊維を含む
請求項69に記載の方法。
【請求項75】
少なくとも2.5の比破裂強さと、少なくとも3.9の比引裂強さと、少なくとも39の比引張り強さと、少なくとも55%ISOの輝度とを有する
アルンド・ドナクスパルプを含む紙製品。
【請求項76】
少なくとも3.0の比破裂強さと、少なくとも8.5の比引裂強さと、少なくとも50の比引張り強さと、少なくとも55%ISOの輝度とを有する
請求項75に記載の紙製品。
【請求項77】
該紙製品が、少なくとも75%ISOの輝度を有する
請求項76に記載の紙製品。
【請求項78】
該紙製品が、少なくとも82%ISOの輝度を有する
請求項77に記載の紙製品。
【請求項79】
該紙製品が、少なくとも5重量%のアルンド・ドナクスパルプを含む
請求項75に記載の紙製品。
【請求項80】
該紙製品が、85重量%以下のアルンド・ドナクスパルプを含む
請求項79に記載の紙製品。
【請求項81】
該紙製品が、100重量%以下のアルンド・ドナクスパルプを含む
請求項79に記載の紙製品。
【請求項82】
(a)樹脂バインダーと、
(b)該樹脂バインダーとともに連続的な材料として結合されたアルンド・ドナクスの粒子とを有し、
該複合材が複合材パネルの少なくともM−3規格に合う
アルンド・ドナクス複合材パネル。
【請求項83】
該パネルが、該パネルの全重量に基づいて1重量%から10重量%の該樹脂バインダーを含む
請求項82に記載のパネル。
【請求項84】
該パネルが、該パネルの全重量に基づいて1.5重量%から3.0重量%の該樹脂バインダーを含む
請求項82に記載のパネル。
【請求項85】
該樹脂バインダーが、メチルジイソシアネート、尿素ホルムアルデヒド、フェノール系、及び無機系バインダーからなる群から選択される
請求項82に記載のパネル。
【請求項86】
該パネルが、さらに木材繊維を含む
請求項82に記載のパネル。
【請求項87】
該パネルが、該パネルの全重量に基づいて10重量%から90重量%のアルンド・ドナクスを含む
請求項86に記載のパネル。
【請求項88】
該パネルの曲げ強さが、木材ベースのパネルと比較してアルンド・ドナクスの量に比例的に関係して増加する
請求項86に記載のパネル。
【請求項89】
該パネルの耐水性が、木材ベースのパネルと比較してアルンド・ドナクスの量に比例的に関係して増加する
請求項86に記載のパネル。
【請求項90】
該パネルの曲げ強さが、同様に構成された木材ベースのパネルよりも少なくとも55%大きい
請求項86に記載のパネル。
【請求項91】
該パネルの耐水性が、同様に構成された木材ベースのパネルよりも約2.6倍大きい
請求項86に記載のパネル。
【請求項92】
該パネルの曲げ強さが、同様に構成された小麦藁ベースのパネルよりも約5%大きい
請求項86に記載のパネル。
【請求項93】
該パネルの耐水性が、同様に構成された小麦藁ベースのパネルよりも15%大きい
請求項86に記載のパネル。
【請求項94】
アルンド・ドナクス複合材パネルの製造方法であって、
(a)アルンド・ドナクスを微粉砕して複合材パネルの完成紙料として使用するに好適な寸法分布の粒子にする工程、
(b)該粒子をバインダーと混合してバインダー−粒子混合物を形成する工程、
(c)該バインダー粒子混合物を固めて複合材パネルにする工程
とを備える方法。
【請求項95】
該バインダー−粒子混合物が、さらに木材粒子を含む
請求項94に記載の方法。
【請求項96】
該バインダーが、メチルジイソシアネートである
請求項94に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−49278(P2013−49278A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2012−233926(P2012−233926)
【出願日】平成24年10月23日(2012.10.23)
【分割の表示】特願2010−152708(P2010−152708)の分割
【原出願日】平成11年6月16日(1999.6.16)
【出願人】(302041567)トゥリーフリー・バイオマス・ソリューション・インコーポレーテッド (4)
【出願人】(500167272)ワシントン ステイト ユニバーシティ リサーチ ファウンデイション (4)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成24年10月23日(2012.10.23)
【分割の表示】特願2010−152708(P2010−152708)の分割
【原出願日】平成11年6月16日(1999.6.16)
【出願人】(302041567)トゥリーフリー・バイオマス・ソリューション・インコーポレーテッド (4)
【出願人】(500167272)ワシントン ステイト ユニバーシティ リサーチ ファウンデイション (4)
【Fターム(参考)】
[ Back to top ]