
アンギュラ玉軸受用樹脂保持器
【課題】遠心力により保持器が広がらない両持ち構造でありながら、ボール数を増やすことができる片持ち構造の保持器と同等にボール数を増やして軸受寿命を延ばすことができるアンギュラ玉軸受用樹脂保持器を提供する。
【解決手段】大径リング1及び小径リング2並びにリング1,2間を連結するウェブ3,3,…からなり、これらによって形成されるポケットP,P,…にボールを収容する、アンギュラ玉軸受用樹脂保持器であって、射出成形の際に軸方向に型抜きする金型のパーティングラインをウェブ3の外周面とするとともに、ウェブ3に大径リング1側が開口する切欠き3Aを形成した。ボール数を増やした際に、ボールとボールの間の肉厚が薄くなる部分をなくすように比較的大きな切欠き3Aを形成することができるため、充填不足による欠肉等をなくして保持器の形状を成立させることができる。
【解決手段】大径リング1及び小径リング2並びにリング1,2間を連結するウェブ3,3,…からなり、これらによって形成されるポケットP,P,…にボールを収容する、アンギュラ玉軸受用樹脂保持器であって、射出成形の際に軸方向に型抜きする金型のパーティングラインをウェブ3の外周面とするとともに、ウェブ3に大径リング1側が開口する切欠き3Aを形成した。ボール数を増やした際に、ボールとボールの間の肉厚が薄くなる部分をなくすように比較的大きな切欠き3Aを形成することができるため、充填不足による欠肉等をなくして保持器の形状を成立させることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アンギュラ玉軸受に用いられる合成樹脂製の成形保持器に関わり、更に詳しくは、アンギュラ玉軸受のボール数を増やして軸受寿命を延ばすことができる保持器に関するものである。
【背景技術】
【0002】
転がり軸受の寿命を延ばし、負荷容量を増やすためには、転動体の数を増やすこと及び転動体の大きさを大きくすることが有効である。
アンギュラ玉軸受の内径及び外径並びにボール径が決まっている場合において、軸受寿命を延ばし、負荷容量を増やすためには、ボール数を増やす必要があり、それに応じてアンギュラ玉軸受用樹脂保持器のポケット(ボール保持部)の数を増やす必要がある。
しかしながら、従来の一般的なアンギュラ玉軸受用樹脂保持器では、ポケットの数を多くすると隣接するポケット間の肉厚が薄くなるため、射出成形により製作する際に充填不足による欠肉等が生じて樹脂保持器の形状が成立しなくなる場合がある。
このようなことから、ボール数をより増やすことができるアンギュラ玉軸受用樹脂保持器として、基体である一つのリング及び該リングから軸方向へ延びて略C字状の径方向断面を形成する柱からなる片持ち構造を採用し、隣接するポケット間の肉厚が薄くなる部分に切欠きを形成することにより、充填不足による欠肉等をなくして保持器の形状を成立させるものがある(例えば、特許文献1参照。)。
【0003】
また、大径リング及び小径リング並びにこれらのリング間を連結するウェブからなり、これらによってボールを収容するポケットを形成する通常の両持ち構造(両円環型、かご型)のアンギュラ玉軸受用樹脂保持器において、ウェブの内側あるいは外側において一方のリングから他方のリングに向けて軸方向に延出し、かつ円周方向に弾性を有する突出部を設け、軸方向に型抜きした場合に生じる接合面(パーティングライン、特許文献2では縁13)をピッチ円の外側に配置することにより、前記突出部に切欠きを形成可能としたものもある(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】欧州特許第0592839号明細書
【特許文献2】特許第2516889号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1のような片持ち構造のアンギュラ玉軸受用樹脂保持器では、その構造上、遠心力等により保持器が広がる場合があり、その場合にはボールを拘束してボールとの間の摩擦力が増大するため、磨耗が進行したり破損することがある。
その上、ポケット面が球面形状であるため、アンギュラ玉軸受用樹脂保持器の脱型時に、この樹脂製品を弾性変形させて金型を抜き出す、いわゆる無理抜きをする必要がある。
したがって、脱型の際、樹脂製品に負荷が掛かるため、特にアンギュラ玉軸受用樹脂保持器に比較的薄肉の部分がある場合において、その強度確保が困難になる場合がある。
【0006】
また、特許文献2のような両持ち構造のアンギュラ玉軸受用樹脂保持器では、その構造上、遠心力等により保持器が広がる場合がなく、上述のような磨耗・破損が生じることはないが、特許文献2の保持器形状のように軸方向に型抜きした場合に生じる接合面をピッチ円の外側に配置するだけでは、ウェブの幅が薄くなりやすく、隣接するボール間(隣接するポケット間の肉厚)に十分な余裕のあるボール数しか配置できない。
すなわち、特許文献2のような両持ち構造のアンギュラ玉軸受用樹脂保持器において、特許文献1のような片持ち構造のものと同等にボール数を増やすと、両リングが非常に薄い肉厚のウェブで繋がる形状となって、樹脂保持器の形状が成り立たなくなる。
【0007】
そこで本発明が前述の状況に鑑み、解決しようとするところは、遠心力等により保持器が広がらない両持ち構造でありながら、片持ち構造のアンギュラ玉軸受用樹脂保持器と同等にボール数を増やして軸受寿命を延ばすことができるアンギュラ玉軸受用樹脂保持器を提供する点にある。
【課題を解決するための手段】
【0008】
本発明に係るアンギュラ玉軸受用樹脂保持器は、前記課題解決のために、大径リング及び小径リング並びにこれらのリング間を連結するウェブからなり、これらによって形成されるポケットにボールを収容する、アンギュラ玉軸受に用いられる合成樹脂製の成形保持器であって、射出成形の際に軸方向に型抜きする金型のパーティングラインを前記ウェブの外周面とするとともに、前記ウェブに前記大径リング側が開口する切欠きを形成してなることを特徴とする。
【0009】
このような構成によれば、特許文献1のような片持ち構造ではなく、大径リング及び小径リングを備えた両持ち構造であることから、遠心力等により保持器が広がることがなく、したがってボールを拘束してボールとの間の摩擦力が増大することがないため、磨耗の進行や破損を防止することができる。
その上、射出成形の際に軸方向に型抜きする金型のパーティングラインをウェブの外周面としていることから、特許文献1のような片持ち構造のものと同等にボール数を増やした際に、ボールとボールの間(隣接するポケット間)の肉厚が薄くなる部分をなくすように比較的大きな切欠きを形成することができる。
【0010】
したがって、特許文献1のような片持ち構造のものと同等にボール数を増やしても、特許文献2のように両リングが非常に薄い肉厚のウェブで繋がる形状になることがなく、充填不足による欠肉等をなくして保持器の形状を成立させることができる。
その上さらに、射出成形の際に軸方向に型抜きする金型のパーティングラインの径方向内方にしかウェブが存在しないため、特許文献2のような射出成形の際に軸方向に型抜きする金型のパーティングラインの径方向内方及び外方の両方にウェブが存在する構成よりも、金型構造が簡易になるので、金型の製造コストを低減することができる。
【0011】
ここで、前記大径リングを前記パーティングラインの径方向外方に配置してなると好ましい。
このような構成によれば、ウェブが射出成形の際に軸方向に型抜きする金型のパーティングラインの径方向内方にのみ存在するとともに、大径リングが前記パーティングラインの径方向外方にのみ存在すること、及び、大径リングを比較的単純な形状にすることができるため、さらに金型の製造コストを低減することができる。
【0012】
また、前記ウェブにおける前記ボールの中心を含む径方向の平面よりも前記大径リング側に位置する部分を、前記ボールの中心を通る軸方向の直線を中心軸とした円筒面に形成してなると好ましい。
このような構成によれば、アンギュラ玉軸受用樹脂保持器の製品を脱型する際における無理抜きをなくすことができる。
【発明の効果】
【0013】
以上のように、本発明に係るアンギュラ玉軸受用樹脂保持器によれば、遠心力等により保持器が広がらない両持ち構造でありながら、射出成形の際に軸方向に型抜きする金型のパーティングラインをウェブの外周面としていることから、特許文献1のような片持ち構造のものと同等にボール数を増やした際に、ボールとボールの間の肉厚が薄くなる部分をなくすように比較的大きな切欠きを形成することができ、よって、充填不足による欠肉等をなくして保持器の形状を成立させることができるため、特許文献1のような片持ち構造のアンギュラ玉軸受用樹脂保持器と同等にボール数を増やして軸受寿命を延ばすことができるという顕著な効果を奏する。
【図面の簡単な説明】
【0014】
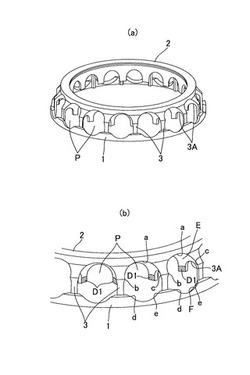
【図1】本発明の実施の形態に係るアンギュラ玉軸受用樹脂保持器を小径リング側から見た斜視図であり、(a)は全体図、(b)は要部拡大図である。
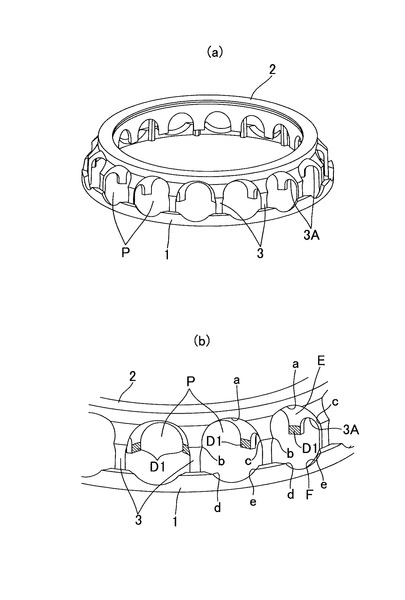
【図2】同保持器を大径リング側から見た斜視図であり、(a)は全体図、(b)は要部拡大図である。
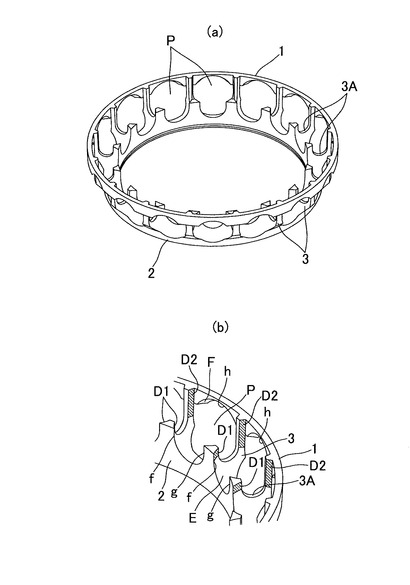
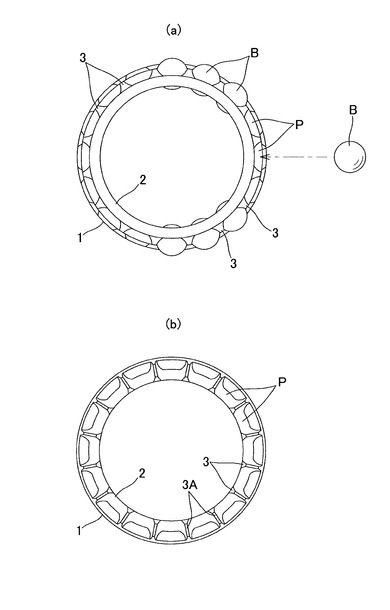
【図3】(a)は同保持器を小径リング側から見た図、(b)は同保持器を大径リング側から見た図である。
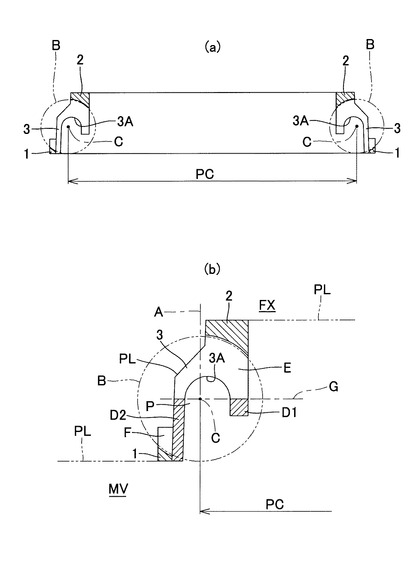
【図4】(a)は同保持器の縦断端面図、(b)は同保持器の要部拡大縦断端面図である。
【発明を実施するための形態】
【0015】
次に本発明の実施の形態を添付図面に基づき詳細に説明するが、本発明は、添付図面に示された形態に限定されず特許請求の範囲に記載の要件を満たす実施形態の全てを含むものである。
なお、以下において、本発明の実施の形態に係るアンギュラ玉軸受用樹脂保持器をアンギュラ玉軸受に適用した際における軸受の軸方向を軸方向、軸受の径方向を径方向とする。
【0016】
図1〜図3に示すように、本発明の実施の形態に係るアンギュラ玉軸受用樹脂保持器は、大径リング1及び小径リング2並びにこれらのリング1,2間を連結(接続)するウェブ3,3,…からなる両持ち構造(両円環型、かご型)のものであり、ウェブ3,3,…には大径リング1側が開口する周方向から見て略U字状の切欠き3A,3A,…が形成されており、両リング1,2及びウェブ3,3,…により形成されるポケット(ボール保持部)P,P,…にボールB,B,…(図3(a)参照。)が収容される。
ウェブ3,3,…には、上述の切欠き3A,3A,…が形成されているため、小径リング2に繋がる部分から内径側の柱部と外径側の柱部とが分岐して延びた形状となっており、外径側の柱部が大径リング1に繋がっている。
【0017】
ポケットPは、図4に示すように、その大部分を内径側ポケットで占めた形状となっており、ボールBは、図3(a)に示すように、アンギュラ玉軸受用樹脂保持器の外方から内方に向かって挿入される。
図4(b)に示すように、射出成形の際に軸方向に型抜きする金型(固定側金型FX及び可動側金型MV)のパーティングラインPLは、ウェブ3,3,…の外周面とされ、大径リング1はパーティングラインPLの径方向外方に配置される。
このような大径リング1の軸方向幅を変化させることにより、通常のアンギュラ玉軸受用樹脂保持器とは異なり、ボールBの内接円径及びボールBの挿入時のしめ代をある程度任意に調整することができる。
【0018】
図4(b)に示すように、ウェブ3の切欠き3Aよりも径方向内方(ボールBのピッチ円PC(図4(a)も参照。)よりも内径側)の柱部のボールBを保持する側の面におけるボールBの中心Cを含む径方向の平面Gよりも大径リング1側に位置する部分D1(図1(b)及び図2(b)も参照。)と、ウェブ3の切欠き3Aよりも径方向外方(ボールBのピッチ円PCよりも外径側)の柱部のボールBを保持する側の面におけるボールBの中心Cを含む径方向の平面Gよりも大径リング1側に位置する部分D2(図2(b)も参照。)との両方、すなわち、ウェブ3におけるボールBの中心Cを含む径方向の平面Gよりも大径リング1側に位置する部分を、ボールBの中心Cを通る軸方向の直線Aを中心軸とした円筒面に形成している。
なお、円筒面D1,D2の範囲を明示するために、図1(b)、図2(b)及び図4(b)において、円筒面D1,D2の範囲にハッチングを付している。
また、ウェブ3の円筒面D1,D2以外の部分及び小径リング2の大径リング1側の面は球面Eとされ、大径リング1の小径リング2側の面は球面Fとされる。
【0019】
本発明の実施の形態に係るアンギュラ玉軸受用樹脂保持器において、図3(a)に示すボールBを、保持器外径側では、図1(b)に示す、小径リング2におけるポケットPの周方向中央の最外径に位置する点a、及び、ポケットPを形成する隣接するウェブ3,3における両リング1,2間の中間の折曲部の最外径に位置する点b,c、又は、点b,c、及び、大径リング1の球面Fの最外径で最も小径リング2側(隣接するウェブ3,3側)に位置する点d,eにより保持可能な形状となっている。
また、保持器内径側では、図2(b)に示す、ウェブ3の前記内径側の柱部の前記円筒面D1の小径リング2側の最内径に位置する点f,g、及び、大径リング1の球面Fの最内径で最も小径リング2から離れた点hにより保持可能な形状となっている。
【0020】
以上のようなアンギュラ玉軸受用樹脂保持器の構成によれば、特許文献1のような片持ち構造ではなく、大径リング1及び小径リング2を備えた両持ち構造であることから、遠心力等により保持器が広がることがなく、したがってボールB,B,…を拘束してボールB,B,…との間の摩擦力が増大することがないため、磨耗の進行や破損を防止することができる。
また、射出成形の際に軸方向に型抜きする金型(固定側金型FX及び可動側金型MV)のパーティングラインPLをウェブ3,3,…の外周面としていることから、特許文献1のような片持ち構造のものと同等にボール数を増やした際に、ボールBとボールBの間(隣接するポケットP,P間)の肉厚が薄くなる部分をなくすように比較的大きな切欠き3A,3A,…を形成することができる。
したがって、特許文献1のような片持ち構造のものと同等にボール数を増やしても、特許文献2のように両リングが非常に薄い肉厚のウェブで繋がる形状になることがなく、充填不足による欠肉等をなくして保持器の形状を成立させることができる。
【0021】
さらに、射出成形の際に軸方向に型抜きする金型のパーティングラインPLの径方向内方にしかウェブ3,3,…が存在しないため、特許文献2のような射出成形の際に軸方向に型抜きする金型のパーティングラインの径方向内方及び外方の両方にウェブが存在する構成よりも、金型構造が簡易になるので、金型の製造コストを低減することができる。
さらにまた、このようにウェブ3,3,…が射出成形の際に軸方向に型抜きする金型のパーティングラインPLの径方向内方にのみ存在するとともに、大径リング1がパーティングラインPLの径方向外方にのみ存在すること、及び、大径リング1を比較的単純な形状にすることができるため、さらに金型の製造コストを低減することができる。
また、ウェブ3におけるボールBのピッチ円PCよりも大径リング1側に位置する部分を、ボールBの中心Cを通る軸方向の直線Aを中心軸とした円筒面D1,D2に形成しているため、アンギュラ玉軸受用樹脂保持器の脱型時に、この樹脂製品を弾性変形させて金型を抜き出す、いわゆる無理抜きをする必要がなくなる。
したがって、脱型の際、樹脂製品に負荷が掛かることがないため、特にアンギュラ玉軸受用樹脂保持器に比較的薄肉の部分がある場合においても、その強度確保が容易になる。
【符号の説明】
【0022】
1 大径リング
2 小径リング
3 ウェブ
3A 切欠き
A ボールの中心を通る軸方向の直線
B ボール
C ボールの中心
D1,D2 円筒面
E,F 球面
G ボールの中心を含む径方向の平面
FX 固定側金型
MV 可動側金型
P ポケット(ボール保持部)
PC ピッチ円
PL パーティングライン
【技術分野】
【0001】
本発明は、アンギュラ玉軸受に用いられる合成樹脂製の成形保持器に関わり、更に詳しくは、アンギュラ玉軸受のボール数を増やして軸受寿命を延ばすことができる保持器に関するものである。
【背景技術】
【0002】
転がり軸受の寿命を延ばし、負荷容量を増やすためには、転動体の数を増やすこと及び転動体の大きさを大きくすることが有効である。
アンギュラ玉軸受の内径及び外径並びにボール径が決まっている場合において、軸受寿命を延ばし、負荷容量を増やすためには、ボール数を増やす必要があり、それに応じてアンギュラ玉軸受用樹脂保持器のポケット(ボール保持部)の数を増やす必要がある。
しかしながら、従来の一般的なアンギュラ玉軸受用樹脂保持器では、ポケットの数を多くすると隣接するポケット間の肉厚が薄くなるため、射出成形により製作する際に充填不足による欠肉等が生じて樹脂保持器の形状が成立しなくなる場合がある。
このようなことから、ボール数をより増やすことができるアンギュラ玉軸受用樹脂保持器として、基体である一つのリング及び該リングから軸方向へ延びて略C字状の径方向断面を形成する柱からなる片持ち構造を採用し、隣接するポケット間の肉厚が薄くなる部分に切欠きを形成することにより、充填不足による欠肉等をなくして保持器の形状を成立させるものがある(例えば、特許文献1参照。)。
【0003】
また、大径リング及び小径リング並びにこれらのリング間を連結するウェブからなり、これらによってボールを収容するポケットを形成する通常の両持ち構造(両円環型、かご型)のアンギュラ玉軸受用樹脂保持器において、ウェブの内側あるいは外側において一方のリングから他方のリングに向けて軸方向に延出し、かつ円周方向に弾性を有する突出部を設け、軸方向に型抜きした場合に生じる接合面(パーティングライン、特許文献2では縁13)をピッチ円の外側に配置することにより、前記突出部に切欠きを形成可能としたものもある(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】欧州特許第0592839号明細書
【特許文献2】特許第2516889号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1のような片持ち構造のアンギュラ玉軸受用樹脂保持器では、その構造上、遠心力等により保持器が広がる場合があり、その場合にはボールを拘束してボールとの間の摩擦力が増大するため、磨耗が進行したり破損することがある。
その上、ポケット面が球面形状であるため、アンギュラ玉軸受用樹脂保持器の脱型時に、この樹脂製品を弾性変形させて金型を抜き出す、いわゆる無理抜きをする必要がある。
したがって、脱型の際、樹脂製品に負荷が掛かるため、特にアンギュラ玉軸受用樹脂保持器に比較的薄肉の部分がある場合において、その強度確保が困難になる場合がある。
【0006】
また、特許文献2のような両持ち構造のアンギュラ玉軸受用樹脂保持器では、その構造上、遠心力等により保持器が広がる場合がなく、上述のような磨耗・破損が生じることはないが、特許文献2の保持器形状のように軸方向に型抜きした場合に生じる接合面をピッチ円の外側に配置するだけでは、ウェブの幅が薄くなりやすく、隣接するボール間(隣接するポケット間の肉厚)に十分な余裕のあるボール数しか配置できない。
すなわち、特許文献2のような両持ち構造のアンギュラ玉軸受用樹脂保持器において、特許文献1のような片持ち構造のものと同等にボール数を増やすと、両リングが非常に薄い肉厚のウェブで繋がる形状となって、樹脂保持器の形状が成り立たなくなる。
【0007】
そこで本発明が前述の状況に鑑み、解決しようとするところは、遠心力等により保持器が広がらない両持ち構造でありながら、片持ち構造のアンギュラ玉軸受用樹脂保持器と同等にボール数を増やして軸受寿命を延ばすことができるアンギュラ玉軸受用樹脂保持器を提供する点にある。
【課題を解決するための手段】
【0008】
本発明に係るアンギュラ玉軸受用樹脂保持器は、前記課題解決のために、大径リング及び小径リング並びにこれらのリング間を連結するウェブからなり、これらによって形成されるポケットにボールを収容する、アンギュラ玉軸受に用いられる合成樹脂製の成形保持器であって、射出成形の際に軸方向に型抜きする金型のパーティングラインを前記ウェブの外周面とするとともに、前記ウェブに前記大径リング側が開口する切欠きを形成してなることを特徴とする。
【0009】
このような構成によれば、特許文献1のような片持ち構造ではなく、大径リング及び小径リングを備えた両持ち構造であることから、遠心力等により保持器が広がることがなく、したがってボールを拘束してボールとの間の摩擦力が増大することがないため、磨耗の進行や破損を防止することができる。
その上、射出成形の際に軸方向に型抜きする金型のパーティングラインをウェブの外周面としていることから、特許文献1のような片持ち構造のものと同等にボール数を増やした際に、ボールとボールの間(隣接するポケット間)の肉厚が薄くなる部分をなくすように比較的大きな切欠きを形成することができる。
【0010】
したがって、特許文献1のような片持ち構造のものと同等にボール数を増やしても、特許文献2のように両リングが非常に薄い肉厚のウェブで繋がる形状になることがなく、充填不足による欠肉等をなくして保持器の形状を成立させることができる。
その上さらに、射出成形の際に軸方向に型抜きする金型のパーティングラインの径方向内方にしかウェブが存在しないため、特許文献2のような射出成形の際に軸方向に型抜きする金型のパーティングラインの径方向内方及び外方の両方にウェブが存在する構成よりも、金型構造が簡易になるので、金型の製造コストを低減することができる。
【0011】
ここで、前記大径リングを前記パーティングラインの径方向外方に配置してなると好ましい。
このような構成によれば、ウェブが射出成形の際に軸方向に型抜きする金型のパーティングラインの径方向内方にのみ存在するとともに、大径リングが前記パーティングラインの径方向外方にのみ存在すること、及び、大径リングを比較的単純な形状にすることができるため、さらに金型の製造コストを低減することができる。
【0012】
また、前記ウェブにおける前記ボールの中心を含む径方向の平面よりも前記大径リング側に位置する部分を、前記ボールの中心を通る軸方向の直線を中心軸とした円筒面に形成してなると好ましい。
このような構成によれば、アンギュラ玉軸受用樹脂保持器の製品を脱型する際における無理抜きをなくすことができる。
【発明の効果】
【0013】
以上のように、本発明に係るアンギュラ玉軸受用樹脂保持器によれば、遠心力等により保持器が広がらない両持ち構造でありながら、射出成形の際に軸方向に型抜きする金型のパーティングラインをウェブの外周面としていることから、特許文献1のような片持ち構造のものと同等にボール数を増やした際に、ボールとボールの間の肉厚が薄くなる部分をなくすように比較的大きな切欠きを形成することができ、よって、充填不足による欠肉等をなくして保持器の形状を成立させることができるため、特許文献1のような片持ち構造のアンギュラ玉軸受用樹脂保持器と同等にボール数を増やして軸受寿命を延ばすことができるという顕著な効果を奏する。
【図面の簡単な説明】
【0014】
【図1】本発明の実施の形態に係るアンギュラ玉軸受用樹脂保持器を小径リング側から見た斜視図であり、(a)は全体図、(b)は要部拡大図である。
【図2】同保持器を大径リング側から見た斜視図であり、(a)は全体図、(b)は要部拡大図である。
【図3】(a)は同保持器を小径リング側から見た図、(b)は同保持器を大径リング側から見た図である。
【図4】(a)は同保持器の縦断端面図、(b)は同保持器の要部拡大縦断端面図である。
【発明を実施するための形態】
【0015】
次に本発明の実施の形態を添付図面に基づき詳細に説明するが、本発明は、添付図面に示された形態に限定されず特許請求の範囲に記載の要件を満たす実施形態の全てを含むものである。
なお、以下において、本発明の実施の形態に係るアンギュラ玉軸受用樹脂保持器をアンギュラ玉軸受に適用した際における軸受の軸方向を軸方向、軸受の径方向を径方向とする。
【0016】
図1〜図3に示すように、本発明の実施の形態に係るアンギュラ玉軸受用樹脂保持器は、大径リング1及び小径リング2並びにこれらのリング1,2間を連結(接続)するウェブ3,3,…からなる両持ち構造(両円環型、かご型)のものであり、ウェブ3,3,…には大径リング1側が開口する周方向から見て略U字状の切欠き3A,3A,…が形成されており、両リング1,2及びウェブ3,3,…により形成されるポケット(ボール保持部)P,P,…にボールB,B,…(図3(a)参照。)が収容される。
ウェブ3,3,…には、上述の切欠き3A,3A,…が形成されているため、小径リング2に繋がる部分から内径側の柱部と外径側の柱部とが分岐して延びた形状となっており、外径側の柱部が大径リング1に繋がっている。
【0017】
ポケットPは、図4に示すように、その大部分を内径側ポケットで占めた形状となっており、ボールBは、図3(a)に示すように、アンギュラ玉軸受用樹脂保持器の外方から内方に向かって挿入される。
図4(b)に示すように、射出成形の際に軸方向に型抜きする金型(固定側金型FX及び可動側金型MV)のパーティングラインPLは、ウェブ3,3,…の外周面とされ、大径リング1はパーティングラインPLの径方向外方に配置される。
このような大径リング1の軸方向幅を変化させることにより、通常のアンギュラ玉軸受用樹脂保持器とは異なり、ボールBの内接円径及びボールBの挿入時のしめ代をある程度任意に調整することができる。
【0018】
図4(b)に示すように、ウェブ3の切欠き3Aよりも径方向内方(ボールBのピッチ円PC(図4(a)も参照。)よりも内径側)の柱部のボールBを保持する側の面におけるボールBの中心Cを含む径方向の平面Gよりも大径リング1側に位置する部分D1(図1(b)及び図2(b)も参照。)と、ウェブ3の切欠き3Aよりも径方向外方(ボールBのピッチ円PCよりも外径側)の柱部のボールBを保持する側の面におけるボールBの中心Cを含む径方向の平面Gよりも大径リング1側に位置する部分D2(図2(b)も参照。)との両方、すなわち、ウェブ3におけるボールBの中心Cを含む径方向の平面Gよりも大径リング1側に位置する部分を、ボールBの中心Cを通る軸方向の直線Aを中心軸とした円筒面に形成している。
なお、円筒面D1,D2の範囲を明示するために、図1(b)、図2(b)及び図4(b)において、円筒面D1,D2の範囲にハッチングを付している。
また、ウェブ3の円筒面D1,D2以外の部分及び小径リング2の大径リング1側の面は球面Eとされ、大径リング1の小径リング2側の面は球面Fとされる。
【0019】
本発明の実施の形態に係るアンギュラ玉軸受用樹脂保持器において、図3(a)に示すボールBを、保持器外径側では、図1(b)に示す、小径リング2におけるポケットPの周方向中央の最外径に位置する点a、及び、ポケットPを形成する隣接するウェブ3,3における両リング1,2間の中間の折曲部の最外径に位置する点b,c、又は、点b,c、及び、大径リング1の球面Fの最外径で最も小径リング2側(隣接するウェブ3,3側)に位置する点d,eにより保持可能な形状となっている。
また、保持器内径側では、図2(b)に示す、ウェブ3の前記内径側の柱部の前記円筒面D1の小径リング2側の最内径に位置する点f,g、及び、大径リング1の球面Fの最内径で最も小径リング2から離れた点hにより保持可能な形状となっている。
【0020】
以上のようなアンギュラ玉軸受用樹脂保持器の構成によれば、特許文献1のような片持ち構造ではなく、大径リング1及び小径リング2を備えた両持ち構造であることから、遠心力等により保持器が広がることがなく、したがってボールB,B,…を拘束してボールB,B,…との間の摩擦力が増大することがないため、磨耗の進行や破損を防止することができる。
また、射出成形の際に軸方向に型抜きする金型(固定側金型FX及び可動側金型MV)のパーティングラインPLをウェブ3,3,…の外周面としていることから、特許文献1のような片持ち構造のものと同等にボール数を増やした際に、ボールBとボールBの間(隣接するポケットP,P間)の肉厚が薄くなる部分をなくすように比較的大きな切欠き3A,3A,…を形成することができる。
したがって、特許文献1のような片持ち構造のものと同等にボール数を増やしても、特許文献2のように両リングが非常に薄い肉厚のウェブで繋がる形状になることがなく、充填不足による欠肉等をなくして保持器の形状を成立させることができる。
【0021】
さらに、射出成形の際に軸方向に型抜きする金型のパーティングラインPLの径方向内方にしかウェブ3,3,…が存在しないため、特許文献2のような射出成形の際に軸方向に型抜きする金型のパーティングラインの径方向内方及び外方の両方にウェブが存在する構成よりも、金型構造が簡易になるので、金型の製造コストを低減することができる。
さらにまた、このようにウェブ3,3,…が射出成形の際に軸方向に型抜きする金型のパーティングラインPLの径方向内方にのみ存在するとともに、大径リング1がパーティングラインPLの径方向外方にのみ存在すること、及び、大径リング1を比較的単純な形状にすることができるため、さらに金型の製造コストを低減することができる。
また、ウェブ3におけるボールBのピッチ円PCよりも大径リング1側に位置する部分を、ボールBの中心Cを通る軸方向の直線Aを中心軸とした円筒面D1,D2に形成しているため、アンギュラ玉軸受用樹脂保持器の脱型時に、この樹脂製品を弾性変形させて金型を抜き出す、いわゆる無理抜きをする必要がなくなる。
したがって、脱型の際、樹脂製品に負荷が掛かることがないため、特にアンギュラ玉軸受用樹脂保持器に比較的薄肉の部分がある場合においても、その強度確保が容易になる。
【符号の説明】
【0022】
1 大径リング
2 小径リング
3 ウェブ
3A 切欠き
A ボールの中心を通る軸方向の直線
B ボール
C ボールの中心
D1,D2 円筒面
E,F 球面
G ボールの中心を含む径方向の平面
FX 固定側金型
MV 可動側金型
P ポケット(ボール保持部)
PC ピッチ円
PL パーティングライン
【特許請求の範囲】
【請求項1】
大径リング及び小径リング並びにこれらのリング間を連結するウェブからなり、これらによって形成されるポケットにボールを収容する、アンギュラ玉軸受に用いられる合成樹脂製の成形保持器であって、
射出成形の際に軸方向に型抜きする金型のパーティングラインを前記ウェブの外周面とするとともに、前記ウェブに前記大径リング側が開口する切欠きを形成してなることを特徴とするアンギュラ玉軸受用樹脂保持器。
【請求項2】
前記大径リングを前記パーティングラインの径方向外方に配置してなる請求項1記載のアンギュラ玉軸受用樹脂保持器。
【請求項3】
前記ウェブにおける前記ボールの中心を含む径方向の平面よりも前記大径リング側に位置する部分を、前記ボールの中心を通る軸方向の直線を中心軸とした円筒面に形成してなる請求項1又は2記載のアンギュラ玉軸受用樹脂保持器。
【請求項1】
大径リング及び小径リング並びにこれらのリング間を連結するウェブからなり、これらによって形成されるポケットにボールを収容する、アンギュラ玉軸受に用いられる合成樹脂製の成形保持器であって、
射出成形の際に軸方向に型抜きする金型のパーティングラインを前記ウェブの外周面とするとともに、前記ウェブに前記大径リング側が開口する切欠きを形成してなることを特徴とするアンギュラ玉軸受用樹脂保持器。
【請求項2】
前記大径リングを前記パーティングラインの径方向外方に配置してなる請求項1記載のアンギュラ玉軸受用樹脂保持器。
【請求項3】
前記ウェブにおける前記ボールの中心を含む径方向の平面よりも前記大径リング側に位置する部分を、前記ボールの中心を通る軸方向の直線を中心軸とした円筒面に形成してなる請求項1又は2記載のアンギュラ玉軸受用樹脂保持器。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−29144(P2013−29144A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−164913(P2011−164913)
【出願日】平成23年7月28日(2011.7.28)
【出願人】(000211695)中西金属工業株式会社 (222)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月28日(2011.7.28)
【出願人】(000211695)中西金属工業株式会社 (222)
【Fターム(参考)】
[ Back to top ]