
アンモニア回収装置及び回収方法
【課題】ガス化炉のアンモニア含有排水から、H2Sとともにアンモニアを回収し、浄化した排水を工業用水として活用可能とする、アンモニア回収装置及び回収方法を提供する。
【解決手段】大気圧よりも高圧としたCO2・H2Sストリッパー10により、アンモニア含有排水から、CO2、H2Sを水分濃度の低いガスとして塔頂部15から排出するとともに塔底部17からアンモニアを含む溶液を排出する第1工程と、第1工程を経たアンモニアを含む溶液を上記ストリッパーよりも低圧としたアンモニアストリッパー20に導入し、アンモニアリッチのガスを塔頂部26から排出するとともに工業用水として利用可能な水を塔底部24から排出する第2工程と、第2工程を経たアンモニアリッチのガスを、低圧に保持された洗浄塔30に導入し、塔底部34から排水を排出すると共に、塔頂部41からアンモニアリッチのガスを排出する第3工程とを備える。
【解決手段】大気圧よりも高圧としたCO2・H2Sストリッパー10により、アンモニア含有排水から、CO2、H2Sを水分濃度の低いガスとして塔頂部15から排出するとともに塔底部17からアンモニアを含む溶液を排出する第1工程と、第1工程を経たアンモニアを含む溶液を上記ストリッパーよりも低圧としたアンモニアストリッパー20に導入し、アンモニアリッチのガスを塔頂部26から排出するとともに工業用水として利用可能な水を塔底部24から排出する第2工程と、第2工程を経たアンモニアリッチのガスを、低圧に保持された洗浄塔30に導入し、塔底部34から排水を排出すると共に、塔頂部41からアンモニアリッチのガスを排出する第3工程とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、石炭ガス化炉等の化石燃料を原料とするガス化炉のアンモニア含有排水から、CO2、H2Sとともにアンモニアを回収し、浄化した排水を工業用水として活用可能とする、アンモニア回収装置及び回収方法に関する。
【背景技術】
【0002】
石炭ガス化炉等の化石燃料を原料とするガス化炉からの排水には、アンモニア(NH3)、並びにCO2、H2S等が含まれるため、通常は、常圧(大気圧)で運転されるアンモニアストリッパーによって、排水に含まれるNH3、並びにCO2、H2Sを放散させ、該アンモニアストリッパーの塔底部から工業用水として再利用可能な水を回収していた。
【0003】
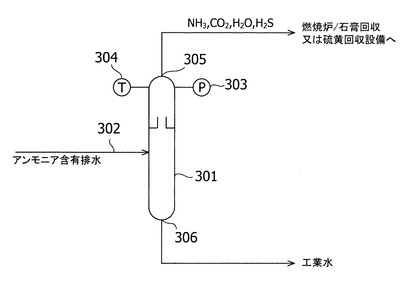
ここで、図3に上記排水からのアンモニア回収装置の従来の一形態を示す。図3において、アンモニアストリッパー301は常圧(大気圧)で運転され、ここには、排水供給管302からアンモニア含有排水(CO2、H2Sも含有する)が導入される。
アンモニアストリッパー301は、圧力計303による計測圧が常圧(大気圧)、温度計304による計測温度が90°C程度の状態に維持される。ここでは、アンモニア含有排水からNH3、並びにCO2、H2S及び水(H2O)を放散させて、塔頂部305からNH3、H2S、CO2ガスを排出する。この、NH3、H2S、CO2ガスは燃焼に供される。また、アンモニアストリッパー301の塔底部306からの排水は工業用水に使用される。
なお、NH3、H2Sガスは次のように、変化する。
NH3→N2+H2O
H2S→SO2+H2O
【0004】
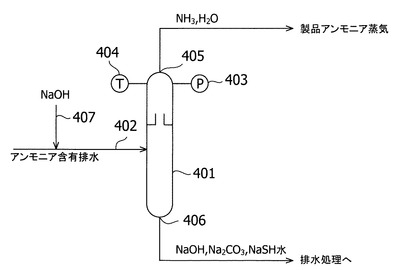
また、図4に、排水からのアンモニア回収装置の従来の他の形態を示す。なお、この形態は、特許文献1(特開2004−67849号公報)の段落0003で示唆されているものである。
図4において、アンモニアストリッパー401は、通常常圧(大気圧)で運転され、排水供給管402からアンモニア含有排水(CO2、H2Sも含有する)が導入される。この際、排水供給管402にはNaOH供給管407よりNaOHが供給され、このNaOHがアンモニア含有排水に投入される。
【0005】
アンモニアストリッパー401は、圧力計403による計測圧が常圧(大気圧)、温度計404による計測温度が90°C程度の状態に維持される。ここでは、NaOHを含むアンモニア含有排水からNH3及び水(H2O)を放散させて、塔頂部405からこのNH3及び水(H2O)を、製品アンモニア蒸気として排出する。
NaOHが供給されることにより、以下の反応が起こる。
NaOH+H2S→NaSH+H2O
2NaOH+CO2→Na2CO3+H2O
この結果、塔底部406からは、NaOH、Na2CO3、NaSH、水(H2O)が排出され、排水処理に移行される。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−67849号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記各技術には、次のような問題点がある。
図3に示される排水からのアンモニア回収装置においては、以下のとおりである。
(1)アンモニアストリッパー301の塔頂部305から排出されるNH3、並びにCO2、H2S及び水(H2O)等は、焼却炉で焼却した後に、排煙脱硫を行うため、アンモニア(NH3)を回収できない。
(2)また、アンモニアの放散を効果的に行う目的と、炭酸アンモニウムの析出防止のために、アンモニアストリッパー301の出口温度(温度計304)を90°C程度に保つ必要がある。このため、ガス中の水分量が多くなり、これにより排煙脱硫によって硫黄を石膏として回収できるものの、高濃度の硫酸(98wt%)用の原料ガスとしては、水の分離が不可欠のため(コスト高となったり)、薄い硫酸しか回収できない、という不具合があった。
【0008】
また、図4に示されるような、排水からのアンモニア回収装置の形態では、以下の問題がある。
(1)アンモニアを回収すべく、NaOH供給管407よりNaOHを供給し、アンモニア含有排水に混入し、NaOHによりCO2、H2Sを固定化して、塔頂部405からこのNH3リッチのガスを回収することは可能ではある。しかし、かかる場合にはNaOHの使用量(例えば表1のラボベースを1000倍とした商業規模では日量35トン程度)が膨大になる。
(2)また、NaOHを加えなければ、工業用水程度の品質を持つ水が、アンモニアストリッパー401の塔底部406から得られる。しかし、これにNaOHを添加すると、このような工業用水程度の品質を維持できないため、得られた水を排水処理設備に送って処理し、工業用水程度の品質を回復する必要があった。
【0009】
本発明は、かかる従来技術の課題に鑑み、90wt%以上の濃度をもつH2Sフリーのアンモニア・スチーム混合ガスを得るとともに、工業用水として再利用可能な水を得るようにし、さらには硫酸製造にも適するCO2・H2Sリッチのガスを得ることができるようにした、排水からのアンモニア回収装置及び回収方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するため、本発明は、ガス化炉のアンモニア含有排水からアンモニアを回収する、アンモニア回収方法であって、大気圧よりも高圧に維持されたCO2・H2Sストリッパーにより、アンモニア含有排水から、CO2、H2Sを水分濃度の低いガスとして塔頂部から排出するとともに塔底部からアンモニアを含む溶液を排出する第1の工程と、上記第1の工程を経た上記アンモニアを含む溶液を上記CO2・H2Sストリッパーよりも低圧に維持されたアンモニアストリッパーに導入し、アンモニアリッチのガスを塔頂部から排出するとともに工業用水として利用可能な水を塔底部から排出する第2の工程と、上記第2の工程を経た上記アンモニアリッチのガスを、上記アンモニアストリッパーよりも低圧に保持された洗浄塔に導入し、塔底部からNa化合物を含む排水を排出すると共に、塔頂部からアンモニアリッチのガスを排出する第3の工程とを備えることを特徴とする。
【0011】
ここで、上記洗浄塔を、上部の水洗塔と下部のNaOH洗浄塔とを連設した洗浄塔として構成し、上記第2の工程を経た上記アンモニアリッチのガスを、上記NaOH洗浄塔に導入し、該NaOH洗浄塔でNaOHを含む循環水中のNaOHでH2SとCO2を吸収して上記水洗塔に送り出すとともに、上記NaOH洗浄塔の塔底部からNa化合物を含む排水を排出するNaOH洗浄工程と、上記アンモニアストリッパーよりも低圧に保持された上記水洗塔において上記NaOH洗浄工程で洗浄を施されたアンモニアリッチのガスに補給水を供給して該補給水で飛沫攪拌してくるNaOHを洗浄する水洗洗浄工程とを、上記第3の工程で行うようにすることができる。
さらにここで、上記NaOH洗浄塔の塔底部からのNa化合物を含む排水を、中和用としてガス化炉後流のスクラバーの排水路に合流することもできる。
【0012】
さらに、本発明は、別の側面で、ガス化炉のアンモニア含有排水からアンモニアを回収する、アンモニア回収装置であり、該アンモニア回収装置は、内部圧力を大気圧よりも高圧に維持されたCO2・H2Sストリッパーと、内部圧力を上記CO2・H2Sストリッパーよりも低圧に維持されたアンモニアストリッパーと、内部圧力を上記アンモニアストリッパーよりも低圧に保持された洗浄塔とを備え、上記CO2・H2Sストリッパーは、アンモニア含有排水から、CO2、H2Sを水分濃度の低いガスとして排出する塔頂部とアンモニアを含む溶液を排出する塔底部とを有し、上記アンモニアストリッパーは、上記CO2・H2Sストリッパーからの上記アンモニアを含む溶液から、アンモニアリッチのガスを排出する塔頂部と工業用水として利用可能な水を排出する塔底部とを有し、上記洗浄塔は、Na化合物を含む排水を排出する塔底部と、H2Sフリーのアンモニアリッチのガスを排出する塔頂部を有することを特徴とする。
【0013】
ここで、上記洗浄塔は、上部の水洗塔と下部のNaOH洗浄塔とを連設した洗浄塔として構成することができ、上記NaOH洗浄塔は、上記アンモニアストリッパーからの上記アンモニアリッチのガスを、NaOHを含む循環水中のNaOHでH2SとCO2を吸収して該NaOH洗浄塔の上部に位置する水洗塔に送り出す連結部とNa化合物を含む排水を排出する塔底部とを有し、上記水洗塔は、上記NaOH洗浄塔の連結部からのH2Sフリーのアンモニアリッチのガスに補給水を供給して該補給水で飛沫攪拌してくるNaOHを洗浄し、その後、H2Sフリーのアンモニアリッチのガスを排出する塔頂部を有するものとして構成することができる。
【発明の効果】
【0014】
本発明によれば、90wt%以上の濃度をもつH2Sフリーのアンモニア・スチーム混合ガスを得るとともに、工業用水として再利用可能な水を得るようにし、さらには硫酸製造にも適するCO2・H2Sリッチのガスを得ることができるようにした、アンモニア含有排水からのアンモニア回収装置及び回収方法が提供される。
【図面の簡単な説明】
【0015】
【図1】本発明の一実施の形態に係るアンモニア含有排水からのアンモニア回収装置を説明するシステム図である。
【図2】本発明に係るアンモニア含有排水からのアンモニア回収装置を適用する対象となるシステムの一実施の形態を説明するシステム図である。
【図3】従来技術にかかるアンモニア回収装置の要部系統図である。
【図4】他の従来技術にかかるアンモニア回収装置の要部系統図である。
【発明を実施するための最良の形態】
【0016】
以下、本発明に係るアンモニア回収装置及び回収方法を、添付図面示した実施の形態を参照しながら詳細に説明する。
図1に、本発明に係るアンモニア回収装置の一実施の形態を示す。
【0017】
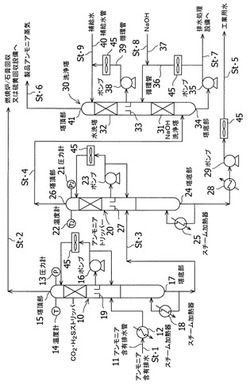
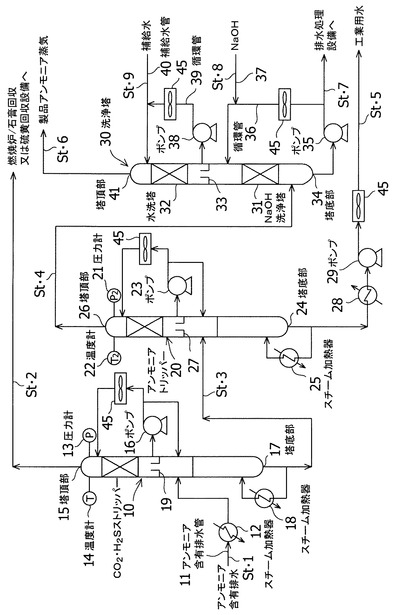
図1に示す実施の形態において、排水からのアンモニア回収装置は、主要な構成要素として、CO2・H2Sストリッパー10と、アンモニアストリッパー20と、NaOH洗浄塔31と水洗塔32とを上下に連設した洗浄塔30とを備える。
【0018】
CO2・H2Sストリッパー10は、内部圧力を大気圧よりも高圧に維持している。すなわち、CO2・H2Sストリッパー10は、内部圧力を2〜4kg/cm2Gの範囲で維持している。
また、アンモニアストリッパー20は、内部圧力をCO2・H2Sストリッパー10よりも低圧に維持している。すなわち、アンモニアストリッパー20は、内部圧力をCO2・H2Sストリッパー10よりも低圧かつ0.5〜2kg/cm2Gの範囲に維持している。
さらに、洗浄塔30は、内部圧力をアンモニアストリッパー20よりも低圧に保持している。すなわち、洗浄塔30は、内部圧力をアンモニアストリッパー20よりも低圧かつ0〜1.5kg/cm2Gの範囲に維持している。
【0019】
CO2・H2Sストリッパー10には、アンモニア含有排水管11によりアンモニア(NH3)を含有したアンモニア含有排水St・1が導入される。アンモニア含有排水St・1は、入口排水加熱用のスチーム加熱器12を経由して導入される。
CO2・H2Sストリッパー10の上部には、CO2・H2Sストリッパー10の内部圧力を計測する圧力計13及び内部温度を計測する温度計14が設置されている。
【0020】
CO2・H2Sストリッパー10の塔頂部15から排出されたCO2・H2SリッチガスSt・2は、燃焼炉等に排出される(詳細は後述する。)。
また、CO2・H2Sストリッパー10は、内部の液体の循環用のポンプ16を備える。CO2・H2Sストリッパー10内の液体は、該ポンプ16によりCO2・H2Sストリッパー10内を上部側及び下部側に循環する。
さらに、CO2・H2Sストリッパー10は、CO2・H2Sストリッパー1の塔底部17の液体を加熱するためのスチーム加熱器18を備える。該スチーム加熱器18で加熱された液体は、加熱の後、CO2・H2Sストリッパー10に戻される。
なお、CO2・H2Sストリッパー10の中段には、液貯め用の堰19が設けられている。
【0021】
アンモニアストリッパー20には、CO2・H2Sストリッパー10の塔底部17からの溶液St・3が導入される。アンモニアストリッパー20の上部には、CO2・H2Sストリッパー10と同様な圧力計21及び温度22が設置されている。
また、アンモニアストリッパー20には、内部の液体を循環するためのポンプ23が設置されている。アンモニアストリッパー20内の流体は、該ポンプ23によりアンモニアストリッパー20内を上部側及び下部側に循環する。
さらに、アンモニアストリッパー20は、CO2・H2Sストリッパー10の塔底部24の液体を加熱するためのスチーム加熱器25を備える。該スチーム加熱器25で加熱された液体は、加熱の後、アンモニアストリッパー20に戻される。
なお、アンモニアストリッパー20の中段には、液貯め用の堰27が設けられている。
【0022】
アンモニアストリッパー20の塔頂部26からのガス、つまりCO2とH2Sを若干含むアンモニアリッチガスSt・4は、洗浄塔30のNaOH洗浄塔31に導入される。
そして、アンモニアストリッパー20の塔底部24からの水St・5は、スチーム加熱器28及びポンプ29を介して工業用水として外部に排出される。
【0023】
洗浄塔30は、前述したように、上下に連設された下部のNaOH洗浄塔31及び上部の水洗塔32により一体に構成されている。NaOH洗浄塔31の上部は水洗塔32に連通口33にて連通されている。なお、この連通口33は、堰状に形成され、連結部を構成する。
洗浄塔30のNaOH洗浄塔31の下部には、アンモニアストリッパー20の塔頂部26からのCO2とH2Sを若干含む、アンモニアリッチのガスSt・4が導入される。
【0024】
洗浄塔30のNaOH洗浄塔31には、塔底部34からの溶液が、ポンプ35により、循環管36を通し、循環、流入している。循環管36の途中には、NaOH(水酸化ナトリウム)St・8の投入管37が連結され、この投入管37を介し、NaOHがNaOH洗浄塔31に投入される。
また、NaOH洗浄塔31の塔底部34は、ポンプ35を介して、排水St・7を排水処理設備にも排出している。
【0025】
また、上記洗浄塔30の水洗塔32には、水洗塔32の下部と上部とを連結しポンプ38により、液体を循環するための循環管39が設けられている。循環管39に必要に応じて補給水を供給する補給水管40が、補給水St・9を水洗塔32に供給するようになっている。
洗浄塔30の塔頂部41からの、製品であるH2Sフリーのアンモニア蒸気St・6は、所要の使用先に供給される。
【0026】
なお、上記各ポンプ16、23、29、35、及び38の後流に設けられた冷却器45は、空気式の冷却器(エアクーラー)であり、冷却水方式の熱交換器も使用できる。
ここで、図1に係る実施の形態を実施した際の、St・1〜St・9で示した各流体についての組成の例を表1に示す。なお、St・1のように指称した各流体は、表1では、Stream No.1のように表記されている。
【0027】
【表1】

【0028】
次に、図1について説明したアンモニア回収装置の作用を説明する。
【0029】
図1において、上記のように、CO2・H2Sストリッパー10には、アンモニア含有排水管11によりアンモニア(NH3)を含有したアンモニア含有排水St・1が導入される。
CO2・H2Sストリッパー10は、圧力計13による内部圧力が、例えば3kg/cm2G程度の、大気圧よりも高圧に維持され、温度計14で計測される内部温度が、例えば55°C程度と低い状態で運転される。
【0030】
このため、上記の内部圧力及び内部温度の状態で、CO2・H2Sストリッパー10の塔頂部15からの、アンモニア(NH3)の飛散が防止されて、CO2・H2SリッチガスSt・2が、双方の合計で90%wt以上の濃度を持ち(表1)、水分濃度が低く(表1、H2Oが5g/h以下)、維持され、アンモニアやスチームの含有量の少ないCO2・H2Sリッチのガスを取り出すことができる。
【0031】
したがって、このように水分濃度の低い塔頂ガスを、燃焼炉の石膏回収、又は硫黄回収、あるいは硫酸製造用の原料ガスとしても広範囲に適用できる。
【0032】
また、CO2・H2Sストリッパー10の塔底部17からの、塔底液St・3は、H2O及びNH3(アンモニア)がリッチであり(表1)、このH2O・NH3リッチのガスSt・3が、アンモニアストリッパー20の中央部に導入される。
【0033】
アンモニアストリッパー20は、圧力計21での内部圧力をCO2・H2Sストリッパー10の圧力よりも低圧(常圧)に維持し、温度計22で計測される内部温度を高く(例えば、90°C程度)保持している。
したがって、アンモニアストリッパー20の塔頂部26から排出される塔頂ガスSt・4は、若干のCO2とH2Sを含むアンモニアリッチガス(表1、NH3・H2O・ H2Sガス)となって、洗浄塔30のNaOH洗浄塔31に送り込まれる。
また、アンモニアストリッパー20の塔底部24からは、清浄な工業用水として再利用可能な水St・5(表1)が得られる。
【0034】
CO2及びH2Sが放散されたアンモニアを含む塔頂ガスSt・4は、前述のように、若干のCO2とH2Sを含むアンモニアリッチガス(NH3・H2O・ H2S)ガスとなっている。
NaOH洗浄塔31では、このアンモニアリッチガス中にNaOHを、すなわち循環路31中にNaOHを含む循環水St・8(表1)投入する。投入する循環水St・8の温度及び圧力は、30℃で0.6kg/cm2G程度である。
この結果、循環水中のNaOHでCO2及びH2Sの残量を吸収することとなり、NaOHの使用量を大幅に減少できる。例えば、図4の従来装置で日糧35トンであったものを、本発明では日糧5トンに減少することができる。
【0035】
NaOH洗浄塔31でNaOHによるCO2及びH2Sの残量の吸収を施されたガスは、若干のスチームを含むアンモニア蒸気であり、このガスをNaOH洗浄塔31の直上の水洗塔32に流入させ、補給水管25からの補給水St・9を水洗塔32内に供給し飛沫攪拌してくるNaOHを洗い落とす水洗洗浄工程を行う。投入する補給水St・9の温度及び圧力は、30℃で0.5kg/cm2G程度である。
また、洗浄塔30の塔底部34は、ポンプ35を介して排水処理設備に連結されている。排水St・7(表1)は、Na2CO3、NaSH等のナトリウム化合物を含む水である。
【0036】
このようにして、洗浄塔30の塔頂部30から排出されるガスSt・6(表1)は、H2Sフリーの高濃度のアンモニアリッチのガスとなり、製品アンモニア蒸気として好適に利用することができる。
【0037】
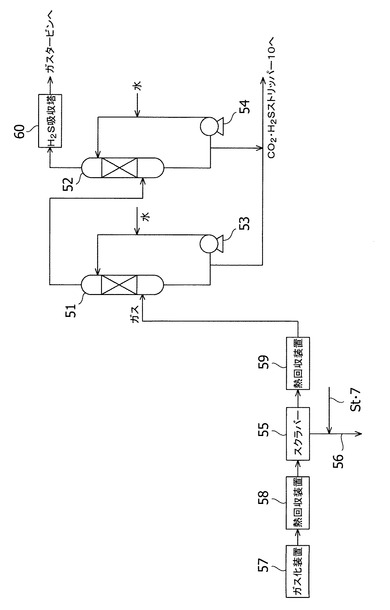
図2に、本発明に係るアンモニア回収装置で処理される対象となるアンモニア含有排水を生じる先行するシステムについて、その一形態を示す。
図2に示すように、石炭のガス化装置57で生成されたガス化ガスは、熱回収装置58、59で熱回収される。これらの間には、スクラバー55が介在する。熱回収されたガス(CO2、CO 、H2、N2、NH3、H2S等から成る)は、ガス冷却塔51に導入される。
ガス冷却塔51で冷却処理されたガスはガス洗浄塔52に導入されて洗浄処理され、H2S吸収塔60を通って、ガスタービンに導入される。
一方、上記ガス冷却塔51及びガス洗浄ガス洗浄塔52塔の塔底部からの排水は、ポンプ53、54によって循環される。そして、一定量がアンモニア含有排水として、図1について説明したCO2・H2Sストリッパー10に送り込まれる。
【0038】
ここで、スクラバー55の排水路56に、洗浄塔30の塔底部34からの排水St・7を供給することができる。これによって、スクラバー55中に含まれる有害酸性成分(塩素、F等)を排水St・7中に残存する上記したNa化合物によって中和することが可能である。
【0039】
以上、本発明の実施形態について述べたが、本発明は既述の実施の形態に限定されるものでなく、本発明の技術的思想に基づいて各種の変更及び変形が可能である。
【符号の説明】
【0040】
10 CO2・H2Sストリッパー
11 アンモニア含有排水管
12、18、25 スチーム加熱器
13、21 圧力計
14、22 温度計
15 塔頂部
16、23、29、35、38 ポンプ
17 塔底部
20 アンモニアストリッパー
26 塔頂部
24 塔底部
30 洗浄塔
31 NaOH洗浄塔
32 水洗塔
34 塔底部
36、39 循環管
37 NaOH(水酸化ナトリウム)投入管
40 補給水管
41 塔頂部
45 空気冷却式クーラー
【技術分野】
【0001】
本発明は、石炭ガス化炉等の化石燃料を原料とするガス化炉のアンモニア含有排水から、CO2、H2Sとともにアンモニアを回収し、浄化した排水を工業用水として活用可能とする、アンモニア回収装置及び回収方法に関する。
【背景技術】
【0002】
石炭ガス化炉等の化石燃料を原料とするガス化炉からの排水には、アンモニア(NH3)、並びにCO2、H2S等が含まれるため、通常は、常圧(大気圧)で運転されるアンモニアストリッパーによって、排水に含まれるNH3、並びにCO2、H2Sを放散させ、該アンモニアストリッパーの塔底部から工業用水として再利用可能な水を回収していた。
【0003】
ここで、図3に上記排水からのアンモニア回収装置の従来の一形態を示す。図3において、アンモニアストリッパー301は常圧(大気圧)で運転され、ここには、排水供給管302からアンモニア含有排水(CO2、H2Sも含有する)が導入される。
アンモニアストリッパー301は、圧力計303による計測圧が常圧(大気圧)、温度計304による計測温度が90°C程度の状態に維持される。ここでは、アンモニア含有排水からNH3、並びにCO2、H2S及び水(H2O)を放散させて、塔頂部305からNH3、H2S、CO2ガスを排出する。この、NH3、H2S、CO2ガスは燃焼に供される。また、アンモニアストリッパー301の塔底部306からの排水は工業用水に使用される。
なお、NH3、H2Sガスは次のように、変化する。
NH3→N2+H2O
H2S→SO2+H2O
【0004】
また、図4に、排水からのアンモニア回収装置の従来の他の形態を示す。なお、この形態は、特許文献1(特開2004−67849号公報)の段落0003で示唆されているものである。
図4において、アンモニアストリッパー401は、通常常圧(大気圧)で運転され、排水供給管402からアンモニア含有排水(CO2、H2Sも含有する)が導入される。この際、排水供給管402にはNaOH供給管407よりNaOHが供給され、このNaOHがアンモニア含有排水に投入される。
【0005】
アンモニアストリッパー401は、圧力計403による計測圧が常圧(大気圧)、温度計404による計測温度が90°C程度の状態に維持される。ここでは、NaOHを含むアンモニア含有排水からNH3及び水(H2O)を放散させて、塔頂部405からこのNH3及び水(H2O)を、製品アンモニア蒸気として排出する。
NaOHが供給されることにより、以下の反応が起こる。
NaOH+H2S→NaSH+H2O
2NaOH+CO2→Na2CO3+H2O
この結果、塔底部406からは、NaOH、Na2CO3、NaSH、水(H2O)が排出され、排水処理に移行される。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−67849号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記各技術には、次のような問題点がある。
図3に示される排水からのアンモニア回収装置においては、以下のとおりである。
(1)アンモニアストリッパー301の塔頂部305から排出されるNH3、並びにCO2、H2S及び水(H2O)等は、焼却炉で焼却した後に、排煙脱硫を行うため、アンモニア(NH3)を回収できない。
(2)また、アンモニアの放散を効果的に行う目的と、炭酸アンモニウムの析出防止のために、アンモニアストリッパー301の出口温度(温度計304)を90°C程度に保つ必要がある。このため、ガス中の水分量が多くなり、これにより排煙脱硫によって硫黄を石膏として回収できるものの、高濃度の硫酸(98wt%)用の原料ガスとしては、水の分離が不可欠のため(コスト高となったり)、薄い硫酸しか回収できない、という不具合があった。
【0008】
また、図4に示されるような、排水からのアンモニア回収装置の形態では、以下の問題がある。
(1)アンモニアを回収すべく、NaOH供給管407よりNaOHを供給し、アンモニア含有排水に混入し、NaOHによりCO2、H2Sを固定化して、塔頂部405からこのNH3リッチのガスを回収することは可能ではある。しかし、かかる場合にはNaOHの使用量(例えば表1のラボベースを1000倍とした商業規模では日量35トン程度)が膨大になる。
(2)また、NaOHを加えなければ、工業用水程度の品質を持つ水が、アンモニアストリッパー401の塔底部406から得られる。しかし、これにNaOHを添加すると、このような工業用水程度の品質を維持できないため、得られた水を排水処理設備に送って処理し、工業用水程度の品質を回復する必要があった。
【0009】
本発明は、かかる従来技術の課題に鑑み、90wt%以上の濃度をもつH2Sフリーのアンモニア・スチーム混合ガスを得るとともに、工業用水として再利用可能な水を得るようにし、さらには硫酸製造にも適するCO2・H2Sリッチのガスを得ることができるようにした、排水からのアンモニア回収装置及び回収方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するため、本発明は、ガス化炉のアンモニア含有排水からアンモニアを回収する、アンモニア回収方法であって、大気圧よりも高圧に維持されたCO2・H2Sストリッパーにより、アンモニア含有排水から、CO2、H2Sを水分濃度の低いガスとして塔頂部から排出するとともに塔底部からアンモニアを含む溶液を排出する第1の工程と、上記第1の工程を経た上記アンモニアを含む溶液を上記CO2・H2Sストリッパーよりも低圧に維持されたアンモニアストリッパーに導入し、アンモニアリッチのガスを塔頂部から排出するとともに工業用水として利用可能な水を塔底部から排出する第2の工程と、上記第2の工程を経た上記アンモニアリッチのガスを、上記アンモニアストリッパーよりも低圧に保持された洗浄塔に導入し、塔底部からNa化合物を含む排水を排出すると共に、塔頂部からアンモニアリッチのガスを排出する第3の工程とを備えることを特徴とする。
【0011】
ここで、上記洗浄塔を、上部の水洗塔と下部のNaOH洗浄塔とを連設した洗浄塔として構成し、上記第2の工程を経た上記アンモニアリッチのガスを、上記NaOH洗浄塔に導入し、該NaOH洗浄塔でNaOHを含む循環水中のNaOHでH2SとCO2を吸収して上記水洗塔に送り出すとともに、上記NaOH洗浄塔の塔底部からNa化合物を含む排水を排出するNaOH洗浄工程と、上記アンモニアストリッパーよりも低圧に保持された上記水洗塔において上記NaOH洗浄工程で洗浄を施されたアンモニアリッチのガスに補給水を供給して該補給水で飛沫攪拌してくるNaOHを洗浄する水洗洗浄工程とを、上記第3の工程で行うようにすることができる。
さらにここで、上記NaOH洗浄塔の塔底部からのNa化合物を含む排水を、中和用としてガス化炉後流のスクラバーの排水路に合流することもできる。
【0012】
さらに、本発明は、別の側面で、ガス化炉のアンモニア含有排水からアンモニアを回収する、アンモニア回収装置であり、該アンモニア回収装置は、内部圧力を大気圧よりも高圧に維持されたCO2・H2Sストリッパーと、内部圧力を上記CO2・H2Sストリッパーよりも低圧に維持されたアンモニアストリッパーと、内部圧力を上記アンモニアストリッパーよりも低圧に保持された洗浄塔とを備え、上記CO2・H2Sストリッパーは、アンモニア含有排水から、CO2、H2Sを水分濃度の低いガスとして排出する塔頂部とアンモニアを含む溶液を排出する塔底部とを有し、上記アンモニアストリッパーは、上記CO2・H2Sストリッパーからの上記アンモニアを含む溶液から、アンモニアリッチのガスを排出する塔頂部と工業用水として利用可能な水を排出する塔底部とを有し、上記洗浄塔は、Na化合物を含む排水を排出する塔底部と、H2Sフリーのアンモニアリッチのガスを排出する塔頂部を有することを特徴とする。
【0013】
ここで、上記洗浄塔は、上部の水洗塔と下部のNaOH洗浄塔とを連設した洗浄塔として構成することができ、上記NaOH洗浄塔は、上記アンモニアストリッパーからの上記アンモニアリッチのガスを、NaOHを含む循環水中のNaOHでH2SとCO2を吸収して該NaOH洗浄塔の上部に位置する水洗塔に送り出す連結部とNa化合物を含む排水を排出する塔底部とを有し、上記水洗塔は、上記NaOH洗浄塔の連結部からのH2Sフリーのアンモニアリッチのガスに補給水を供給して該補給水で飛沫攪拌してくるNaOHを洗浄し、その後、H2Sフリーのアンモニアリッチのガスを排出する塔頂部を有するものとして構成することができる。
【発明の効果】
【0014】
本発明によれば、90wt%以上の濃度をもつH2Sフリーのアンモニア・スチーム混合ガスを得るとともに、工業用水として再利用可能な水を得るようにし、さらには硫酸製造にも適するCO2・H2Sリッチのガスを得ることができるようにした、アンモニア含有排水からのアンモニア回収装置及び回収方法が提供される。
【図面の簡単な説明】
【0015】
【図1】本発明の一実施の形態に係るアンモニア含有排水からのアンモニア回収装置を説明するシステム図である。
【図2】本発明に係るアンモニア含有排水からのアンモニア回収装置を適用する対象となるシステムの一実施の形態を説明するシステム図である。
【図3】従来技術にかかるアンモニア回収装置の要部系統図である。
【図4】他の従来技術にかかるアンモニア回収装置の要部系統図である。
【発明を実施するための最良の形態】
【0016】
以下、本発明に係るアンモニア回収装置及び回収方法を、添付図面示した実施の形態を参照しながら詳細に説明する。
図1に、本発明に係るアンモニア回収装置の一実施の形態を示す。
【0017】
図1に示す実施の形態において、排水からのアンモニア回収装置は、主要な構成要素として、CO2・H2Sストリッパー10と、アンモニアストリッパー20と、NaOH洗浄塔31と水洗塔32とを上下に連設した洗浄塔30とを備える。
【0018】
CO2・H2Sストリッパー10は、内部圧力を大気圧よりも高圧に維持している。すなわち、CO2・H2Sストリッパー10は、内部圧力を2〜4kg/cm2Gの範囲で維持している。
また、アンモニアストリッパー20は、内部圧力をCO2・H2Sストリッパー10よりも低圧に維持している。すなわち、アンモニアストリッパー20は、内部圧力をCO2・H2Sストリッパー10よりも低圧かつ0.5〜2kg/cm2Gの範囲に維持している。
さらに、洗浄塔30は、内部圧力をアンモニアストリッパー20よりも低圧に保持している。すなわち、洗浄塔30は、内部圧力をアンモニアストリッパー20よりも低圧かつ0〜1.5kg/cm2Gの範囲に維持している。
【0019】
CO2・H2Sストリッパー10には、アンモニア含有排水管11によりアンモニア(NH3)を含有したアンモニア含有排水St・1が導入される。アンモニア含有排水St・1は、入口排水加熱用のスチーム加熱器12を経由して導入される。
CO2・H2Sストリッパー10の上部には、CO2・H2Sストリッパー10の内部圧力を計測する圧力計13及び内部温度を計測する温度計14が設置されている。
【0020】
CO2・H2Sストリッパー10の塔頂部15から排出されたCO2・H2SリッチガスSt・2は、燃焼炉等に排出される(詳細は後述する。)。
また、CO2・H2Sストリッパー10は、内部の液体の循環用のポンプ16を備える。CO2・H2Sストリッパー10内の液体は、該ポンプ16によりCO2・H2Sストリッパー10内を上部側及び下部側に循環する。
さらに、CO2・H2Sストリッパー10は、CO2・H2Sストリッパー1の塔底部17の液体を加熱するためのスチーム加熱器18を備える。該スチーム加熱器18で加熱された液体は、加熱の後、CO2・H2Sストリッパー10に戻される。
なお、CO2・H2Sストリッパー10の中段には、液貯め用の堰19が設けられている。
【0021】
アンモニアストリッパー20には、CO2・H2Sストリッパー10の塔底部17からの溶液St・3が導入される。アンモニアストリッパー20の上部には、CO2・H2Sストリッパー10と同様な圧力計21及び温度22が設置されている。
また、アンモニアストリッパー20には、内部の液体を循環するためのポンプ23が設置されている。アンモニアストリッパー20内の流体は、該ポンプ23によりアンモニアストリッパー20内を上部側及び下部側に循環する。
さらに、アンモニアストリッパー20は、CO2・H2Sストリッパー10の塔底部24の液体を加熱するためのスチーム加熱器25を備える。該スチーム加熱器25で加熱された液体は、加熱の後、アンモニアストリッパー20に戻される。
なお、アンモニアストリッパー20の中段には、液貯め用の堰27が設けられている。
【0022】
アンモニアストリッパー20の塔頂部26からのガス、つまりCO2とH2Sを若干含むアンモニアリッチガスSt・4は、洗浄塔30のNaOH洗浄塔31に導入される。
そして、アンモニアストリッパー20の塔底部24からの水St・5は、スチーム加熱器28及びポンプ29を介して工業用水として外部に排出される。
【0023】
洗浄塔30は、前述したように、上下に連設された下部のNaOH洗浄塔31及び上部の水洗塔32により一体に構成されている。NaOH洗浄塔31の上部は水洗塔32に連通口33にて連通されている。なお、この連通口33は、堰状に形成され、連結部を構成する。
洗浄塔30のNaOH洗浄塔31の下部には、アンモニアストリッパー20の塔頂部26からのCO2とH2Sを若干含む、アンモニアリッチのガスSt・4が導入される。
【0024】
洗浄塔30のNaOH洗浄塔31には、塔底部34からの溶液が、ポンプ35により、循環管36を通し、循環、流入している。循環管36の途中には、NaOH(水酸化ナトリウム)St・8の投入管37が連結され、この投入管37を介し、NaOHがNaOH洗浄塔31に投入される。
また、NaOH洗浄塔31の塔底部34は、ポンプ35を介して、排水St・7を排水処理設備にも排出している。
【0025】
また、上記洗浄塔30の水洗塔32には、水洗塔32の下部と上部とを連結しポンプ38により、液体を循環するための循環管39が設けられている。循環管39に必要に応じて補給水を供給する補給水管40が、補給水St・9を水洗塔32に供給するようになっている。
洗浄塔30の塔頂部41からの、製品であるH2Sフリーのアンモニア蒸気St・6は、所要の使用先に供給される。
【0026】
なお、上記各ポンプ16、23、29、35、及び38の後流に設けられた冷却器45は、空気式の冷却器(エアクーラー)であり、冷却水方式の熱交換器も使用できる。
ここで、図1に係る実施の形態を実施した際の、St・1〜St・9で示した各流体についての組成の例を表1に示す。なお、St・1のように指称した各流体は、表1では、Stream No.1のように表記されている。
【0027】
【表1】
【0028】
次に、図1について説明したアンモニア回収装置の作用を説明する。
【0029】
図1において、上記のように、CO2・H2Sストリッパー10には、アンモニア含有排水管11によりアンモニア(NH3)を含有したアンモニア含有排水St・1が導入される。
CO2・H2Sストリッパー10は、圧力計13による内部圧力が、例えば3kg/cm2G程度の、大気圧よりも高圧に維持され、温度計14で計測される内部温度が、例えば55°C程度と低い状態で運転される。
【0030】
このため、上記の内部圧力及び内部温度の状態で、CO2・H2Sストリッパー10の塔頂部15からの、アンモニア(NH3)の飛散が防止されて、CO2・H2SリッチガスSt・2が、双方の合計で90%wt以上の濃度を持ち(表1)、水分濃度が低く(表1、H2Oが5g/h以下)、維持され、アンモニアやスチームの含有量の少ないCO2・H2Sリッチのガスを取り出すことができる。
【0031】
したがって、このように水分濃度の低い塔頂ガスを、燃焼炉の石膏回収、又は硫黄回収、あるいは硫酸製造用の原料ガスとしても広範囲に適用できる。
【0032】
また、CO2・H2Sストリッパー10の塔底部17からの、塔底液St・3は、H2O及びNH3(アンモニア)がリッチであり(表1)、このH2O・NH3リッチのガスSt・3が、アンモニアストリッパー20の中央部に導入される。
【0033】
アンモニアストリッパー20は、圧力計21での内部圧力をCO2・H2Sストリッパー10の圧力よりも低圧(常圧)に維持し、温度計22で計測される内部温度を高く(例えば、90°C程度)保持している。
したがって、アンモニアストリッパー20の塔頂部26から排出される塔頂ガスSt・4は、若干のCO2とH2Sを含むアンモニアリッチガス(表1、NH3・H2O・ H2Sガス)となって、洗浄塔30のNaOH洗浄塔31に送り込まれる。
また、アンモニアストリッパー20の塔底部24からは、清浄な工業用水として再利用可能な水St・5(表1)が得られる。
【0034】
CO2及びH2Sが放散されたアンモニアを含む塔頂ガスSt・4は、前述のように、若干のCO2とH2Sを含むアンモニアリッチガス(NH3・H2O・ H2S)ガスとなっている。
NaOH洗浄塔31では、このアンモニアリッチガス中にNaOHを、すなわち循環路31中にNaOHを含む循環水St・8(表1)投入する。投入する循環水St・8の温度及び圧力は、30℃で0.6kg/cm2G程度である。
この結果、循環水中のNaOHでCO2及びH2Sの残量を吸収することとなり、NaOHの使用量を大幅に減少できる。例えば、図4の従来装置で日糧35トンであったものを、本発明では日糧5トンに減少することができる。
【0035】
NaOH洗浄塔31でNaOHによるCO2及びH2Sの残量の吸収を施されたガスは、若干のスチームを含むアンモニア蒸気であり、このガスをNaOH洗浄塔31の直上の水洗塔32に流入させ、補給水管25からの補給水St・9を水洗塔32内に供給し飛沫攪拌してくるNaOHを洗い落とす水洗洗浄工程を行う。投入する補給水St・9の温度及び圧力は、30℃で0.5kg/cm2G程度である。
また、洗浄塔30の塔底部34は、ポンプ35を介して排水処理設備に連結されている。排水St・7(表1)は、Na2CO3、NaSH等のナトリウム化合物を含む水である。
【0036】
このようにして、洗浄塔30の塔頂部30から排出されるガスSt・6(表1)は、H2Sフリーの高濃度のアンモニアリッチのガスとなり、製品アンモニア蒸気として好適に利用することができる。
【0037】
図2に、本発明に係るアンモニア回収装置で処理される対象となるアンモニア含有排水を生じる先行するシステムについて、その一形態を示す。
図2に示すように、石炭のガス化装置57で生成されたガス化ガスは、熱回収装置58、59で熱回収される。これらの間には、スクラバー55が介在する。熱回収されたガス(CO2、CO 、H2、N2、NH3、H2S等から成る)は、ガス冷却塔51に導入される。
ガス冷却塔51で冷却処理されたガスはガス洗浄塔52に導入されて洗浄処理され、H2S吸収塔60を通って、ガスタービンに導入される。
一方、上記ガス冷却塔51及びガス洗浄ガス洗浄塔52塔の塔底部からの排水は、ポンプ53、54によって循環される。そして、一定量がアンモニア含有排水として、図1について説明したCO2・H2Sストリッパー10に送り込まれる。
【0038】
ここで、スクラバー55の排水路56に、洗浄塔30の塔底部34からの排水St・7を供給することができる。これによって、スクラバー55中に含まれる有害酸性成分(塩素、F等)を排水St・7中に残存する上記したNa化合物によって中和することが可能である。
【0039】
以上、本発明の実施形態について述べたが、本発明は既述の実施の形態に限定されるものでなく、本発明の技術的思想に基づいて各種の変更及び変形が可能である。
【符号の説明】
【0040】
10 CO2・H2Sストリッパー
11 アンモニア含有排水管
12、18、25 スチーム加熱器
13、21 圧力計
14、22 温度計
15 塔頂部
16、23、29、35、38 ポンプ
17 塔底部
20 アンモニアストリッパー
26 塔頂部
24 塔底部
30 洗浄塔
31 NaOH洗浄塔
32 水洗塔
34 塔底部
36、39 循環管
37 NaOH(水酸化ナトリウム)投入管
40 補給水管
41 塔頂部
45 空気冷却式クーラー
【特許請求の範囲】
【請求項1】
ガス化炉のアンモニア含有排水からアンモニアを回収する、アンモニア回収方法であって、大気圧よりも高圧に維持されたCO2・H2Sストリッパーにより、アンモニア含有排水から、CO2、H2Sを水分濃度の低いガスとして塔頂部から排出するとともに塔底部からアンモニアを含む溶液を排出する第1の工程と、上記第1の工程を経た上記アンモニアを含む溶液を上記CO2・H2Sストリッパーよりも低圧に維持されたアンモニアストリッパーに導入し、微量のH2SやCO2を含むアンモニアリッチのガスを塔頂部から排出するとともに工業用水として利用可能な水を塔底部から排出する第2の工程と、上記第2の工程を経た上記アンモニアリッチのガスを、上記アンモニアストリッパーよりも低圧に保持された洗浄塔に導入し、塔底部からNa化合物を含む排水を排出すると共に、塔頂部からH2Sフリーのアンモニアリッチのガスを排出する第3の工程とを備えることを特徴とするアンモニア回収方法。
【請求項2】
上記洗浄塔を、上部の水洗塔と下部のNaOH洗浄塔とを連設した洗浄塔として構成し、上記第2の工程を経た上記アンモニアリッチのガスを、上記NaOH洗浄塔に導入し、該NaOH洗浄塔でNaOHを含む循環水中のNaOHでH2SとCO2を吸収して上記水洗塔に送り出すとともに、上記NaOH洗浄塔の塔底部からNa化合物を含む排水を排出するNaOH洗浄工程と、上記アンモニアストリッパーよりも低圧に保持された上記水洗塔において上記NaOH洗浄工程で洗浄を施されたH2Sフリーのアンモニアリッチのガスに補給水を供給して該補給水で飛沫攪拌してくるNaOHを洗浄する水洗洗浄工程とを、上記第3の工程で行うようにしたことを特徴とする請求項1のアンモニア回収方法。
【請求項3】
上記洗浄塔の塔底部からのNa化合物を含む排水を、ガス化炉後流のスクラバーの排水路に合流することを特徴とする請求項1又は2のアンモニア回収方法。
【請求項4】
ガス化炉のアンモニア含有排水からアンモニアを回収する、アンモニア回収装置であって、内部圧力を大気圧よりも高圧に維持されたCO2・H2Sストリッパーと、内部圧力を上記CO2・H2Sストリッパーよりも低圧に維持されたアンモニアストリッパーと、内部圧力を上記アンモニアストリッパーよりも低圧に保持された洗浄塔とを備え、上記CO2・H2Sストリッパーは、アンモニア含有排水から、CO2、H2Sを水分濃度の低いガスとして排出する塔頂部とアンモニアを含む溶液を排出する塔底部とを有し、上記アンモニアストリッパーは、上記CO2・H2Sストリッパーからの上記アンモニアを含む溶液から、アンモニアリッチのガスを排出する塔頂部と工業用水として利用可能な水を排出する塔底部とを有し、上記洗浄塔は、Na化合物を含む排水を排出する塔底部と、H2Sフリーのアンモニアリッチのガスを排出する塔頂部を有することを特徴とするアンモニア回収装置。
【請求項5】
上記洗浄塔は、上部の水洗塔と下部のNaOH洗浄塔とを連設した洗浄塔として構成され、上記NaOH洗浄塔は、上記アンモニアストリッパーからの上記アンモニアリッチのガスを、NaOHを含む循環水中のNaOHでH2SとCO2を吸収して該NaOH洗浄塔の上部に位置する水洗塔に送り出す連結部とNa化合物を含む排水を排出する塔底部とを有し、上記水洗塔は、上記NaOH洗浄塔の連結部からのアンモニアリッチのガスに補給水を供給して該補給水で飛沫攪拌してくるNaOHを洗浄し、その後、アンモニアリッチのガスを排出する塔頂部を有するものとして構成したことを特徴とする請求項4のアンモニア回収装置。
【請求項1】
ガス化炉のアンモニア含有排水からアンモニアを回収する、アンモニア回収方法であって、大気圧よりも高圧に維持されたCO2・H2Sストリッパーにより、アンモニア含有排水から、CO2、H2Sを水分濃度の低いガスとして塔頂部から排出するとともに塔底部からアンモニアを含む溶液を排出する第1の工程と、上記第1の工程を経た上記アンモニアを含む溶液を上記CO2・H2Sストリッパーよりも低圧に維持されたアンモニアストリッパーに導入し、微量のH2SやCO2を含むアンモニアリッチのガスを塔頂部から排出するとともに工業用水として利用可能な水を塔底部から排出する第2の工程と、上記第2の工程を経た上記アンモニアリッチのガスを、上記アンモニアストリッパーよりも低圧に保持された洗浄塔に導入し、塔底部からNa化合物を含む排水を排出すると共に、塔頂部からH2Sフリーのアンモニアリッチのガスを排出する第3の工程とを備えることを特徴とするアンモニア回収方法。
【請求項2】
上記洗浄塔を、上部の水洗塔と下部のNaOH洗浄塔とを連設した洗浄塔として構成し、上記第2の工程を経た上記アンモニアリッチのガスを、上記NaOH洗浄塔に導入し、該NaOH洗浄塔でNaOHを含む循環水中のNaOHでH2SとCO2を吸収して上記水洗塔に送り出すとともに、上記NaOH洗浄塔の塔底部からNa化合物を含む排水を排出するNaOH洗浄工程と、上記アンモニアストリッパーよりも低圧に保持された上記水洗塔において上記NaOH洗浄工程で洗浄を施されたH2Sフリーのアンモニアリッチのガスに補給水を供給して該補給水で飛沫攪拌してくるNaOHを洗浄する水洗洗浄工程とを、上記第3の工程で行うようにしたことを特徴とする請求項1のアンモニア回収方法。
【請求項3】
上記洗浄塔の塔底部からのNa化合物を含む排水を、ガス化炉後流のスクラバーの排水路に合流することを特徴とする請求項1又は2のアンモニア回収方法。
【請求項4】
ガス化炉のアンモニア含有排水からアンモニアを回収する、アンモニア回収装置であって、内部圧力を大気圧よりも高圧に維持されたCO2・H2Sストリッパーと、内部圧力を上記CO2・H2Sストリッパーよりも低圧に維持されたアンモニアストリッパーと、内部圧力を上記アンモニアストリッパーよりも低圧に保持された洗浄塔とを備え、上記CO2・H2Sストリッパーは、アンモニア含有排水から、CO2、H2Sを水分濃度の低いガスとして排出する塔頂部とアンモニアを含む溶液を排出する塔底部とを有し、上記アンモニアストリッパーは、上記CO2・H2Sストリッパーからの上記アンモニアを含む溶液から、アンモニアリッチのガスを排出する塔頂部と工業用水として利用可能な水を排出する塔底部とを有し、上記洗浄塔は、Na化合物を含む排水を排出する塔底部と、H2Sフリーのアンモニアリッチのガスを排出する塔頂部を有することを特徴とするアンモニア回収装置。
【請求項5】
上記洗浄塔は、上部の水洗塔と下部のNaOH洗浄塔とを連設した洗浄塔として構成され、上記NaOH洗浄塔は、上記アンモニアストリッパーからの上記アンモニアリッチのガスを、NaOHを含む循環水中のNaOHでH2SとCO2を吸収して該NaOH洗浄塔の上部に位置する水洗塔に送り出す連結部とNa化合物を含む排水を排出する塔底部とを有し、上記水洗塔は、上記NaOH洗浄塔の連結部からのアンモニアリッチのガスに補給水を供給して該補給水で飛沫攪拌してくるNaOHを洗浄し、その後、アンモニアリッチのガスを排出する塔頂部を有するものとして構成したことを特徴とする請求項4のアンモニア回収装置。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−88062(P2011−88062A)
【公開日】平成23年5月6日(2011.5.6)
【国際特許分類】
【出願番号】特願2009−243169(P2009−243169)
【出願日】平成21年10月22日(2009.10.22)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
【公開日】平成23年5月6日(2011.5.6)
【国際特許分類】
【出願日】平成21年10月22日(2009.10.22)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
[ Back to top ]