
アークスタート制御方法
【課題】 消耗電極ガスソールドアーク溶接の溶接開始時に、溶接ワイヤを被溶接物に一旦接触させた後に引き離してアークを発生させるアークスタート制御方法において、前記引き離し時に再接触又はアーク切れが発生することを防止すると共に、定常アーク状態へと円滑に移行させて、良好なアークスタート性を確保する。
【解決手段】 本発明は、溶接開始に際して、溶接ワイヤ1を被溶接物2に接触させた後に、溶接ワイヤ1を被溶接物2から引き離して初期アーク3aを発生させ、この引き離しによってワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達した後に、前記初期アーク3aから定常アーク3bへと移行させる、ことを特徴とするアークスタート制御方法である。
【解決手段】 本発明は、溶接開始に際して、溶接ワイヤ1を被溶接物2に接触させた後に、溶接ワイヤ1を被溶接物2から引き離して初期アーク3aを発生させ、この引き離しによってワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達した後に、前記初期アーク3aから定常アーク3bへと移行させる、ことを特徴とするアークスタート制御方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、正逆回転が可能なワイヤ送給モータによって、溶接ワイヤを被溶接物へ前進送給及び後退送給してアークスタートさせる消耗電極ガスシールドアーク溶接のアークスタート制御方法に関する。
【背景技術】
【0002】
ワイヤ送給モータを正回転させて溶接ワイヤを被溶接物へ前進送給し、続けて溶接ワイヤが被溶接物に接触したことを判別するとワイヤ送給モータを逆回転させて溶接ワイヤを後退送給し、同時に小電流値の初期電流Isを通電し、続けて後退送給によって初期アークが発生すると溶接ワイヤを定常の送給速度Wfsで再び前進送給し、同時に定常の溶接電流Iwを通電してアークスタートさせる消耗電極ガスシールドアーク溶接のアークスタート制御方法が従来から知られている。以下、この従来技術のアークスタート制御方法について図5〜8を参照して説明する。
【0003】
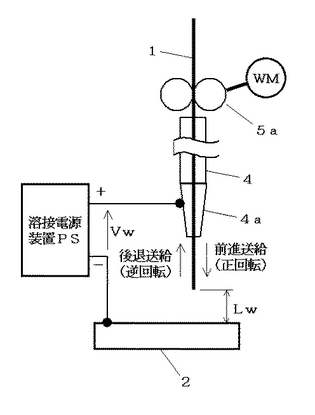
図5は、溶接ワイヤの送給系統を示す模式図である。溶接ワイヤ1は、ワイヤ送給モータWMと直結した送給ロール5aによって、溶接トーチ4を通って送給される。ワイヤ送給モータWMが正回転すると溶接ワイヤ1は被溶接物2へ前進送給し、逆回転すると被溶接物2から後退送給する。溶接電源装置PSからの溶接電圧Vwは、溶接トーチ4の先端に取り付けられたコンタクトチップ4aによって溶接ワイヤに給電する。また、溶接ワイヤ1の先端と被溶接物2との間の最短距離が、ワイヤ先端・被溶接物間距離Lw[mm]となる。
【0004】
図6は、前述した従来技術のアークスタート制御方法を実施するための溶接電源装置のブロック図である。以下、同図を参照して各回路ブロックについて説明する。
【0005】
電圧検出回路VDは、溶接電圧Vwを検出して、電圧検出信号Vdを出力する。短絡/アーク判別回路SAは、上記の電圧検出信号Vdを入力として、溶接ワイヤ1と被溶接物2との間が接触状態のときは短絡信号を、アーク発生状態のときはアーク発生信号を、短絡/アーク判別信号Saとして出力する。遅延回路DTは、上記の短絡/アーク判別信号Saが短絡信号からアーク発生信号へ変化したことをトリガとして、予め定めた遅延時間Tdの間Highレベルとなる遅延信号Dtを出力する。
【0006】
定常の送給速度設定回路WSは、定常の送給速度設定信号Wsを出力する。送給制御回路FCは、外部から溶接開始信号Stが入力されると、溶接ワイヤ1を被溶接物2へ予め定めた初期送給速度設定値Wiに相当する初期送給速度Wfiで前進送給し、続けて上記の短絡/アーク判別信号Saが短絡信号になった時点で溶接ワイヤ1を被溶接物2から予め定めた後退送給速度設定値Wrに相当する後退送給速度Wfrで後退送給し、続けて上記の遅延信号Dtの出力が終了した時点で再び溶接ワイヤ1を被溶接物2へ上記の定常の送給速度設定信号Wsに相当する定常の送給速度Wfsで前進送給する送給制御信号Fcを出力する。ワイヤ送給モータWMは、図5の説明の項で前述したように、上記の送給制御信号Fcに従って溶接ワイヤ1を前進送給又は後退送給する。
【0007】
電圧設定回路VSは、溶接電源装置PSの溶接電圧Vwを設定するための電圧設定信号Vsを出力する。出力制御回路INVは、商用電源を入力として、インバータ制御、サイリスタ位相制御等によってアーク3を安定に維持するために適した溶接電圧Vw及び溶接電流Iwを出力する。この出力制御回路INVは、外部からの溶接開始信号Stが入力された時点から上記の遅延信号Dtの出力が終了する時点まで間は予め定めた小電流値の初期電流Isを通電する定電流特性又は垂下特性を形成し、それ以降は上記の定常の送給速度設定信号Wsの値に対応した定常の溶接電流Iwを通電する上記の電圧設定信号Vsに対応した定電圧特性を形成する。
【0008】
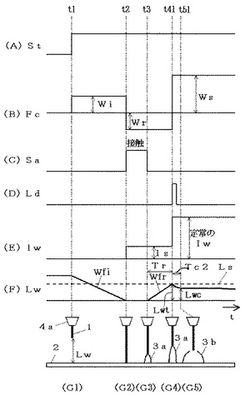
図7は、図6で上述した溶接電源装置PSの各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示しており、同図(B)は送給制御信号Fcの時間変化を示しており、同図(C)は短絡/アーク判別信号Saの時間変化を示しており、同図(D)は遅延信号Dtの時間変化を示しており、同図(E)は溶接電流Iwの時間変化を示しており、同図(F)はワイヤ先端・被溶接物間距離Lwの時間変化を示しており、同図(G1)〜(G5)は各時刻における溶接ワイヤ1の送給状態を示している。以下、同図を参照して説明する。
【0009】
(1)時刻t1〜t2の期間
時刻t1において、同図(A)に示すように、溶接開始信号Stが外部から入力されると、同図(B)に示すように、送給制御信号Fcは正の値の初期送給速度設定値Wiとなり、同図(G1)に示すように、溶接ワイヤ1は被溶接物2へ初期送給速度Wfiで前進送給される。なお、送給制御信号Fcが正の値のときは前進送給となり、負の値のときは後退送給となる。また、同時に、図6の説明の項で前述したように、出力制御回路INVは定電流特性又は垂下特性を形成して、図示していないが、無負荷電圧が溶接電圧Vwとして印加する。
次に、時刻t1〜t2の期間中は、上記の前進送給によって、同図(F)に示すように、ワイヤ先端・被溶接物間距離Lwは徐々に短くなる。
【0010】
(2)時刻t2〜t3の期間
時刻t2において、同図(G2)に示すように、前進送給によって溶接ワイヤ1が被溶接物2に接触すると、同図(C)に示すように、短絡/アーク判別信号Saが短絡信号(Highレベル)に変化する。この短絡/アーク判別信号Saが短絡信号に変化すると、同図(B)に示すように、送給制御信号Fcは負の値の後退送給速度設定値Wrとなり、溶接ワイヤ1は被溶接物2から後退送給速度Wfrで後退送給される。同時に、同図(E)に示すように、(1)項で上述した定電流特性又は垂下特性によって小電流値の初期電流Isが通電する。この初期電流Isの値を50[A]程度の小電流値に設定する理由は、溶接ワイヤ1が初期電流Isによって溶融して被溶接物2に溶着しないようにするためである。
次に、時刻t2〜t3の期間中、溶接ワイヤ1は後退送給されているが、図6で前述したワイヤ送給モータWMの正逆反転の応答遅れ時間及び溶接ワイヤ1の溶接トーチ内での曲がりによる遊び分の後退送給にかかる時間によって、溶接ワイヤ1と被溶接物2とは接触状態のままである。したがって、同図(F)に示すように、ワイヤ先端・被溶接物間距離Lwは、この期間中は0[mm]のままである。
【0011】
(3)時刻t3〜t4の期間
時刻t3において、同図(G3)に示すように、後退送給によって溶接ワイヤ1と被溶接物2とが接触しなくなると、上記の初期電流Isが通電する初期アーク3aが発生する。この初期アーク3aが発生したことを判別して、同図(C)に示すように、短絡/アーク判別信号Saが短絡信号(Highレベル)からアーク発生信号(Lowレベル)へと変化する。この変化をトリガとして、同図(D)に示すように、遅延信号Dtが予め定めた遅延時間Td(時刻t3〜t4)の間出力(Highレベル)される。
上記の遅延信号Dtが出力されている時刻t3〜t4の後退送給時間Tr中は、同図(G4)に示すように、上記の初期アーク発生状態3aを維持したままで後退送給を継続する。したがって、同図(F)に示すように、ワイヤ先端・被溶接物間距離Lwは、徐々に長くなる。
【0012】
(4)時刻t4〜t5の期間
時刻t4において、同図(D)に示すように、遅延信号Dtの出力が終了すると、同図(B)に示すように、送給制御信号Fcは正の値の定常の送給速度設定信号Wsとなり、溶接ワイヤ1は定常の送給速度Wfsで被溶接物2へ再び前進送給される。同時に、図6の説明の項で前述したように、出力制御回路INVは定電圧特性を形成して、上記の定常の送給速度Wfsに対応した大電流の定常の溶接電流Iwを通電する。
また、同図(F)に示すように、ワイヤ先端・被溶接物間距離Lwは、時刻t4のときの再前進送給時のワイヤ先端・被溶接物間距離Lwt[mm]から、上記の定常の溶接電流Iwの通電によって収束時間Tc1[s]経過後の時刻t5において定常のアーク長(定常のワイヤ先端・被溶接物間距離)Lwc[mm]へと収束する。したがって、この期間中において、同図(G4)に示す初期アーク発生状態3aから同図(G5)に示す定常のアーク発生状態3bへと移行する。
【0013】
【特許文献1】特開昭56−6784号公報
【特許文献2】特開昭56−9062号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
上述した従来技術のアークスタート制御方法には、初期アーク発生状態から定常のアーク発生状態へと円滑に移行させるための下記の2つの解決すべき課題がある。
【0015】
(1)第1の解決しようとする課題
図7で前述したように、後退送給速度Wfrによる後退送給の期間中(時刻t3〜t4)は、溶接ワイヤと被溶接物とを再接触させることなく、かつ、アーク切れを発生させることなく、初期アーク発生状態を安定に維持したままで後退送給を継続する必要がある。その理由は、初期アーク発生後に再接触すると溶接ワイヤと被溶接物とが溶着する可能性が大きいために、アークスタートをすることができない状態となるからである。また、この期間中にアーク切れが発生すると、再前進送給によって溶接ワイヤが被溶接物と再び接触するまでの長い時間にわたってアークが発生せず、その結果アークスタート部分のビード外観が不良となるからである。
【0016】
上記の再接触を防止するには、初期アーク発生後のワイヤ先端・被溶接物間距離Lwを速やかに長くするために後退送給速度Wfrを速くする必要がある。他方、上記のアーク切れを発生させないためには、シールドガスの種類、溶接ワイヤの直径、被溶接物の板厚等に応じて上記の後退送給速度Wfrの最大値が制限される。したがって、上記の後退送給速度Wfrは、シールドガスの種類、溶接ワイヤの直径、被溶接物の板厚等に応じて再接触もアーク切れも生じない適正値に設定する必要がある。例えば、シールドガスの種類が炭酸ガス100[%]のときは、炭酸ガス20[%]+アルゴンガス80[%]の混合ガスのときよりもアーク切れが発生しやすいために、上記の後退送給速度Wfrを遅くする必要がある。
【0017】
しかしながら、図7で前述したように、従来技術では後退送給を行う遅延時間Tdは一定値であるために、上述した理由によって後退送給速度Wfrの設定が変化すると、結果として再前進送給時のワイヤ先端・被溶接物間距離Lwtが変化することになる。この変化によって上記の再前進送給時のワイヤ先端・被溶接物間距離Lwtと定常のアーク長Lwcとの差が大きくなると、初期アーク発生状態から定常のアーク発生状態への移行にかかる収束時間Tc1が長くなるために、アークスタート部分のビード外観が悪くなるという課題がある。
【0018】
(2)第2の解決しようとする課題
前述した図7(F)に示す定常のアーク長Lwcは、シールドガスの種類、定常の送給速度Wfs、被溶接物の板厚等に応じて、電圧設定信号Vsによって適正値に設定される。したがって、初期アーク発生状態から定常のアーク発生状態への移行にかかる収束時間Tc1を短くしてアークスタート部分のビード外観を良好にするためには、上記の定常のアーク長Lwcとの差が小さくなるようにシールドガスの種類、定常の送給速度Wfs、被溶接物の板厚等に応じて再前進送給時のワイヤ先端・被溶接物間距離Lwtを適正値に制御する必要がある。
【0019】
しかしながら、従来技術では、上記(1)項の理由によって後退送給速度Wfrが適正値に定まると遅延時間Tdは一定値であるために、結果的に再前進送給時のワイヤ先端・被溶接物間距離Lwtは一定値となり、任意の値に制御することはできない。したがって、従来技術では、定常のアーク長Lwcの設定が変化しても再前進送給時のワイヤ先端・被溶接物間距離Lwtをそれに応じて制御することができないために、両値の差が大きくなり収束時間Tc1が長くかかりアークスタート部分のビード外観が悪くなることを防止することができないという課題がある。
【課題を解決するための手段】
【0020】
上述した課題を解決するために、第1の発明は、溶接開始に際して、溶接ワイヤを被溶接物に接触させた後に、溶接ワイヤを被溶接物から引き離して初期アークを発生させ、この初期アークを維持しながら再接触が発生しない値以上でかつアーク切れが発生する値未満の速度での引き離しによってワイヤ先端・被溶接物間距離が予め定めた後退距離設定値に達した後に、前記初期アークから定常アークへと移行させる、ことを特徴とするアークスタート制御方法である。
【0021】
第2の発明は、前記後退距離設定値を、定常アーク長に略等しい値に設定する、ことを特徴とする第1の発明記載のアークスタート制御方法である。
【0022】
第3の発明は、前記引き離しの速度を、シールドガスの種類、定常の送給速度又は被溶接物の板厚の少なくとも1つに応じた適正値に設定する、ことを特徴とする第1又は第2の発明記載のアークスタート制御方法である。
【発明の効果】
【0023】
本発明では、シールドガスの種類、溶接ワイヤの直径、被溶接物の板厚等に応じて引き離し速度が変化しても、引き離し終了時のワイヤ先端・被溶接物間距離は予め定めた後退距離設定値Lsと等しくなるように制御されるので、初期アーク発生状態から定常のアーク発生状態への移行は、上記の引き離し速度rが変化しても常に一定の短時間で円滑に行われ、その結果アークスタート部分のビード外観は常に良好になる。
【0024】
さらに、本発明では、引き離し終了時のワイヤ先端・被溶接物間距離が、定常のアーク長Lwcと略等しい後退距離設定値Lsと等しくなるように制御されるので、シールドガスの種類、定常の送給速度Wfs、被溶接物の板厚等に応じて電圧設定信号Vsによって適正値に設定される定常のアーク長Lwcが変化しても、初期アーク発生状態から定常のアーク発生状態へと常に短時間で円滑に移行してアークスタート部分のビード外観は常に良好になる。
【発明を実施するための最良の形態】
【0025】
本発明の実施の形態の一例は、図2に示すように、
溶接開始信号Stが入力されると溶接ワイヤ1を被溶接物2へ前進送給し、
上記溶接ワイヤ1が上記被溶接物2に接触した時点で予め定めた小電流値の初期電流Isを溶接電源装置PSから通電すると共に上記溶接ワイヤ1を上記被溶接物2から後退送給し、
上記後退送給によって上記溶接ワイヤ1が上記被溶接物2と離れると上記初期電流Isが通電する初期アーク3aが発生してその初期アーク発生状態3aを維持したままで上記後退送給を継続し、
ワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達した時点で上記溶接ワイヤ1を予め定めた定常の送給速度Wfsで再び上記被溶接物2へ前進送給すると共に上記定常の送給速度Wfsに対応した定常の溶接電流Iwを通電することによって上記初期アーク発生状態3aから定常のアーク発生状態3bへと円滑に移行させる消耗電極ガスシールドアーク溶接のアークスタート制御方法である。
【0026】
[実施例1]
実施例1の発明は、前述した再前進送給時のワイヤ先端・被溶接物間距離Lwtを、後述する後退距離設定信号Lsによって定常のアーク長Lwcに対応した適正値に設定することができる。以下、実施例1の発明について説明する。
【0027】
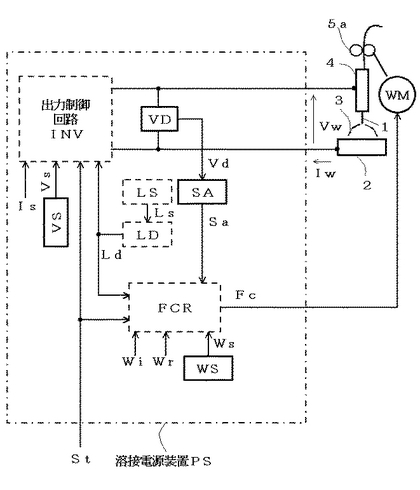
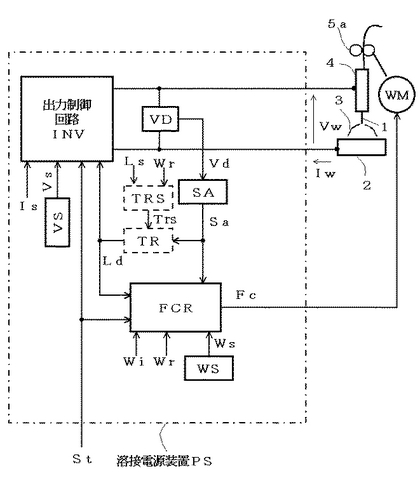
図1は、実施例1のアークスタート制御方法を実施するための溶接電源装置のブロック図である。同図において、前述した図6と同一の回路ブロックには同一符号を付しており、それらの説明は省略する。以下、点線で囲んだ図6とは異なる回路ブロックである後退距離設定回路LS、距離判別回路LD、後退距離送給制御回路FCR及び出力制御回路INVについて、同図を参照して説明する。
【0028】
後退距離設定回路LSは、図7で前述した定常のアーク長Lwcに対応して設定される後退距離設定信号Lsを出力する。距離判別回路LDは、ワイヤ先端・被溶接物間距離Lwが上記の後退距離設定信号Lsの値と等しいときに距離一致信号Ldを出力する。上記のワイヤ先端・被溶接物間距離Lwの検出方法としては、実施例2〜4で後述する方法、前述した出力制御回路INVがインバータ制御のときはそのPWM制御のパルス幅によって、サイリスタ位相制御のときはその点弧位相角によって行う方法等がある。後退距離送給制御回路FCRは、図6のときと同様に、外部から溶接開始信号Stが入力されると、溶接ワイヤ1を被溶接物2へ予め定めた初期送給速度設定値Wiに相当する初期送給速度Wfiで前進送給し、続けて短絡/アーク判別信号Saが短絡信号になった時点で溶接ワイヤ1を被溶接物2から予め定めた後退送給速度設定値Wrに相当する後退送給速度Wfrで後退送給し、続けて図6のときとは異なり上記の距離一致信号Ldが出力された時点で再び溶接ワイヤ1を被溶接物2へ定常の送給速度設定信号Wsに相当する定常の送給速度Wfsで前進送給する送給制御信号Fcを出力する。出力制御回路INVは、外部からの溶接開始信号Stが入力された時点から上記の距離一致信号Ldが出力される時点までの間は予め定めた小電流値の初期電流Isを通電する定電流特性又は垂下特性を形成し、それ以降は上記の定常の送給速度設定信号Wsの値に対応した定常の溶接電流Iwを通電する電圧設定信号Vsに対応した定電圧特性を形成する。
【0029】
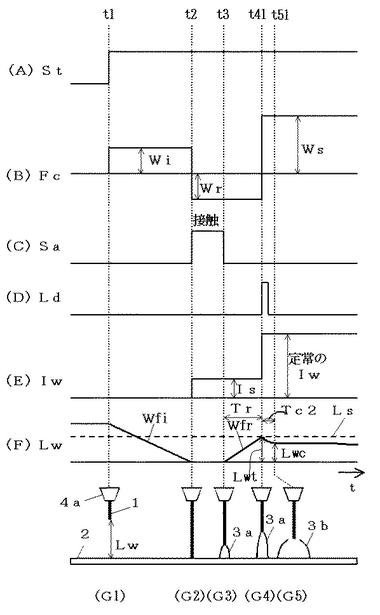
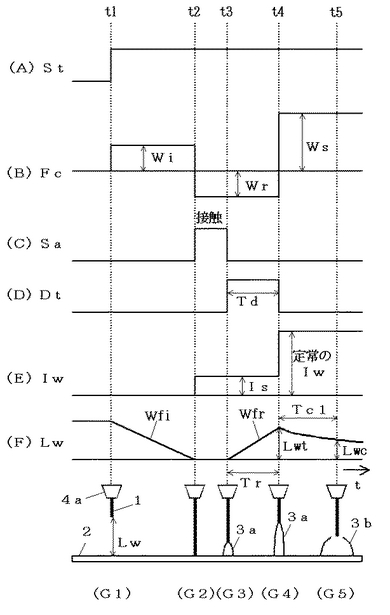
図2は、上述した実施例1の溶接電源装置PSにおける各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示しており、同図(B)は送給制御信号Fcの時間変化を示しており、同図(C)は短絡/アーク判別信号Saの時間変化を示しており、同図(D)は距離一致信号Ldの時間変化を示しており、同図(E)は溶接電流Iwの時間変化を示しており、同図(F)はワイヤ先端・被溶接物間距離Lwの時間変化を示しており、同図(G1)〜(G5)は各時刻における溶接ワイヤ1の送給状態を示している。同図における時刻t1〜t3期間の動作は、前述した図7の同一時刻のときの動作と同様であるので説明は省略する。以下、図7の時刻t4に相当する同図の時刻t41及び図7の時刻t5に相当する同図の時刻t51の動作について、同図を参照して説明する。
【0030】
時刻t41〜t51の期間
時刻t41において、同図(F)に示すように、後退送給速度Wfrでの後退送給によってワイヤ先端・被溶接物間距離Lwが前述した後退距離設定信号Lsの値と等しくなると、同図(D)に示すように、距離一致信号Ldが出力(Highレベル)される。上記の距離一致信号Ldが出力されると、同図(B)に示すように、送給制御信号Fcは定常の送給速度設定信号Wsの値となり、溶接ワイヤ1は定常の送給速度Wfsで被溶接物2へ再び前進送給される。同時に、図1で前述した出力制御回路INVは定電圧特性を形成して、上記の定常の送給速度Wfsに対応した大電流値の定常の溶接電流Iwを通電する。
また、同図(F)に示すように、ワイヤ先端・被溶接物間距離Lwは、時刻t41においては上記の後退距離設定信号Lsの値に等しい再前進送給時のワイヤ先端・被溶接物間距離Lwt[mm]となり、時刻t51においては定常のアーク長Lwc[mm]となる。このとき、前述したように、上記の後退距離設定信号Lsは定常のアーク長Lwcと略等しい値に設定されるので、上記の再前進送給時のワイヤ先端・被溶接物間距離Lwtと上記の定常のアーク長Lwcとの差は小さくなり収束時間Tc2は図7の従来技術のときの収束時間Tc1よりも短い時間となる。したがって、同図(G4)に示す初期アーク発生状態3aから同図(G5)に示す定常のアーク発生状態3bへと短時間で円滑に移行する。
【0031】
[実施例2]
実施例2の発明は、実施例1の説明の項で前述した後退送給によってワイヤ先端・被溶接物間距離Lwが後退距離設定信号Lsの値に達したことを、初期アーク発生時点からの後退送給の送給速度Wfrを積分した溶接ワイヤ後退距離Lrが、上記の後退距離設定値Lsに達したことによって判別する実施例1のアークスタート制御方法である。以下、実施例2の発明について説明する。
【0032】
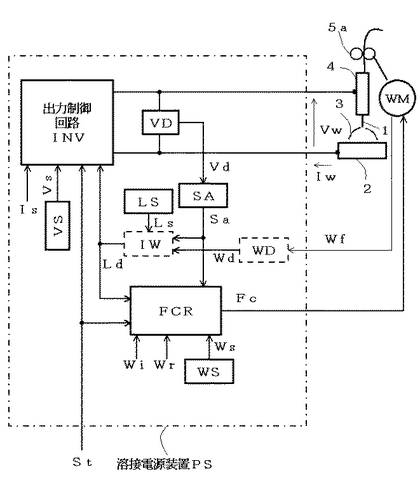
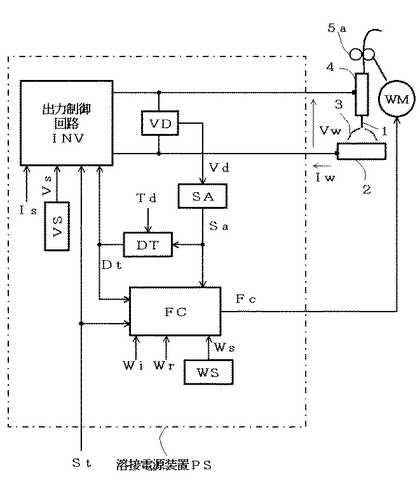
図3は、実施例2のアークスタート制御方法を実施するための溶接電源装置のブロック図である。同図において、前述した図1と同一の回路ブロックには同一符号を付しており、それらの説明は省略する。以下、点線で囲んだ図1とは異なる回路ブロックである送給速度検出回路WD及び送給速度積分回路IWについて、同図を参照して説明する。
【0033】
送給速度検出回路WDは、送給速度Wfを検出して、送給速度検出信号Wdを出力する。この検出方法としては、ワイヤ送給モータWMにエンコーダを取り付けてエンコータの出力信号によって検出する方法、送給速度Wfに比例するワイヤ送給モータWMの電機子電圧によって検出する方法等が慣用されている。
送給速度積分回路IWは、図1で前述した距離判別回路LDと置換する回路であって、短絡/アーク判別信号Saが短絡信号からアーク発生信号に変化した時点からの後退送給期間中の上記の送給速度検出信号Wdを積分した溶接ワイヤ後退距離Lrが、後退距離設定信号Lsの値に達したときに距離一致信号Ldを出力する。上記の初期アーク発生時点(短絡/アーク判別信号Saが短絡信号からアーク発生信号に変化した時点)からの後退送給速度Wfrの積分値は、後退送給速度Wfrの設定値に関係なく溶接ワイヤの後退距離であるワイヤ先端・被溶接物間距離Lwとなる。
また、上述した実施例2の溶接電源装置PSにおける各信号のタイミングチャートは、前述した図2と同様であるので、説明は省略する。
【0034】
[実施例3]
実施例3の発明は、実施例1の説明の項で前述した後退送給によってワイヤ先端・被溶接物間距離Lwが後退距離設定信号Lsの値に達したことを、初期アーク発生時点からの後述する後退送給時間Trが上記後退距離設定信号Ls及び後退送給速度設定値Wrに対応して定まる後退送給時間設定信号Trsの値に達したことによって判別する実施例1のアークスタート制御方法である。以下、実施例3の発明について説明する。
【0035】
図4は、実施例3のアークスタート制御方法を実施するための溶接電源装置のブロック図である。同図において、前述した図1と同一の回路ブロックには同一符号を付しており、それらの説明は省略する。以下、点線で囲んだ図1とは異なる回路ブロックである後退送給時間設定回路TRS及び後退送給タイマ回路TRについて、同図を参照して説明する。
【0036】
後退送給時間設定回路TRSは、後退距離設定信号Ls及び後退送給速度設定値Wrに対応して定まる後退送給時間設定信号Trsを出力する。この対応関係は、Trs[s]=Ls[mm]/Wr[mm/s]となる。
後退送給タイマ回路TRは、図1で前述した距離判別回路LDと置換する回路であって、短絡/アーク判別信号Saが短絡信号からアーク発生信号に変化した時点からの後退送給時間Trが、上記の後退送給時間設定信号Trsの値に達したときに距離一致信号Ldを出力する。したがって、この距離一致信号Ldの出力時点は、再前進送給時のワイヤ先端・被溶接物間距離Lwtが後退距離設定信号Lsの値と等しくなった時点である。
また、上述した実施例3の溶接電源装置PSにおける各信号のタイミングチャートは、前述した図2と同様であるので、説明は省略する。
【図面の簡単な説明】
【0037】
【図1】実施例1の溶接電源装置のブロック図である。
【図2】実施例1のタイミングチャートである。
【図3】実施例2の溶接電源装置のブロック図である。
【図4】実施例3の溶接電源装置のブロック図である。
【図5】溶接ワイヤの送給系統を示す模式図である。
【図6】従来装置のブロック図である。
【図7】従来装置の各信号のタイミングチャートである。
【符号の説明】
【0038】
1 溶接ワイヤ
2 被溶接物
3a 初期アーク(発生状態)
3b 定常のアーク(発生状態)
4 溶接トーチ
4a コンタクトチップ
5a ワイヤ送給装置の送給ロール
DT 遅延回路
Dt 遅延信号
FC 送給制御回路
Fc 送給制御信号
FCR 後退距離送給制御回路
INV 出力制御回路
Is 初期電流(値/設定値)
IW 送給速度積分回路
Ld 距離一致信号
LD 距離判別回路
Lr 溶接ワイヤ後退距離
LS 後退距離設定回路
Ls 後退距離設定値(信号)
Lw ワイヤ先端・被溶接物間距離
Lwc 定常のアーク長(定常のワイヤ先端・被溶接物間距離)
Lwt 再前進送給時のワイヤ先端・被溶接物間距離
PS 溶接電源装置
SA 短絡/アーク判別回路
Sa 短絡/アーク判別信号
St 溶接開始信号
Tc 収束時間
Td 遅延時間(設定値)
TR 後退送給タイマ回路
Tr 後退送給時間
Trs 後退送給時間設定(値/信号)
TRS 後退送給時間設定回路
VD 電圧検出回路
Vd 電圧検出信号
VS 電圧設定回路
Vs 電圧設定信号
Vw 溶接電圧(値)
WD 送給速度検出回路
Wd 送給速度検出信号
Wf 送給速度
Wfi 初期送給速度
Wfr 後退送給速度
Wfs 定常の送給速度
Wi 初期送給速度設定値
WM ワイヤ送給モータ
Wr 後退送給速度設定値
WS 定常の送給速度設定回路
Ws 定常の送給速度設定信号
【技術分野】
【0001】
本発明は、正逆回転が可能なワイヤ送給モータによって、溶接ワイヤを被溶接物へ前進送給及び後退送給してアークスタートさせる消耗電極ガスシールドアーク溶接のアークスタート制御方法に関する。
【背景技術】
【0002】
ワイヤ送給モータを正回転させて溶接ワイヤを被溶接物へ前進送給し、続けて溶接ワイヤが被溶接物に接触したことを判別するとワイヤ送給モータを逆回転させて溶接ワイヤを後退送給し、同時に小電流値の初期電流Isを通電し、続けて後退送給によって初期アークが発生すると溶接ワイヤを定常の送給速度Wfsで再び前進送給し、同時に定常の溶接電流Iwを通電してアークスタートさせる消耗電極ガスシールドアーク溶接のアークスタート制御方法が従来から知られている。以下、この従来技術のアークスタート制御方法について図5〜8を参照して説明する。
【0003】
図5は、溶接ワイヤの送給系統を示す模式図である。溶接ワイヤ1は、ワイヤ送給モータWMと直結した送給ロール5aによって、溶接トーチ4を通って送給される。ワイヤ送給モータWMが正回転すると溶接ワイヤ1は被溶接物2へ前進送給し、逆回転すると被溶接物2から後退送給する。溶接電源装置PSからの溶接電圧Vwは、溶接トーチ4の先端に取り付けられたコンタクトチップ4aによって溶接ワイヤに給電する。また、溶接ワイヤ1の先端と被溶接物2との間の最短距離が、ワイヤ先端・被溶接物間距離Lw[mm]となる。
【0004】
図6は、前述した従来技術のアークスタート制御方法を実施するための溶接電源装置のブロック図である。以下、同図を参照して各回路ブロックについて説明する。
【0005】
電圧検出回路VDは、溶接電圧Vwを検出して、電圧検出信号Vdを出力する。短絡/アーク判別回路SAは、上記の電圧検出信号Vdを入力として、溶接ワイヤ1と被溶接物2との間が接触状態のときは短絡信号を、アーク発生状態のときはアーク発生信号を、短絡/アーク判別信号Saとして出力する。遅延回路DTは、上記の短絡/アーク判別信号Saが短絡信号からアーク発生信号へ変化したことをトリガとして、予め定めた遅延時間Tdの間Highレベルとなる遅延信号Dtを出力する。
【0006】
定常の送給速度設定回路WSは、定常の送給速度設定信号Wsを出力する。送給制御回路FCは、外部から溶接開始信号Stが入力されると、溶接ワイヤ1を被溶接物2へ予め定めた初期送給速度設定値Wiに相当する初期送給速度Wfiで前進送給し、続けて上記の短絡/アーク判別信号Saが短絡信号になった時点で溶接ワイヤ1を被溶接物2から予め定めた後退送給速度設定値Wrに相当する後退送給速度Wfrで後退送給し、続けて上記の遅延信号Dtの出力が終了した時点で再び溶接ワイヤ1を被溶接物2へ上記の定常の送給速度設定信号Wsに相当する定常の送給速度Wfsで前進送給する送給制御信号Fcを出力する。ワイヤ送給モータWMは、図5の説明の項で前述したように、上記の送給制御信号Fcに従って溶接ワイヤ1を前進送給又は後退送給する。
【0007】
電圧設定回路VSは、溶接電源装置PSの溶接電圧Vwを設定するための電圧設定信号Vsを出力する。出力制御回路INVは、商用電源を入力として、インバータ制御、サイリスタ位相制御等によってアーク3を安定に維持するために適した溶接電圧Vw及び溶接電流Iwを出力する。この出力制御回路INVは、外部からの溶接開始信号Stが入力された時点から上記の遅延信号Dtの出力が終了する時点まで間は予め定めた小電流値の初期電流Isを通電する定電流特性又は垂下特性を形成し、それ以降は上記の定常の送給速度設定信号Wsの値に対応した定常の溶接電流Iwを通電する上記の電圧設定信号Vsに対応した定電圧特性を形成する。
【0008】
図7は、図6で上述した溶接電源装置PSの各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示しており、同図(B)は送給制御信号Fcの時間変化を示しており、同図(C)は短絡/アーク判別信号Saの時間変化を示しており、同図(D)は遅延信号Dtの時間変化を示しており、同図(E)は溶接電流Iwの時間変化を示しており、同図(F)はワイヤ先端・被溶接物間距離Lwの時間変化を示しており、同図(G1)〜(G5)は各時刻における溶接ワイヤ1の送給状態を示している。以下、同図を参照して説明する。
【0009】
(1)時刻t1〜t2の期間
時刻t1において、同図(A)に示すように、溶接開始信号Stが外部から入力されると、同図(B)に示すように、送給制御信号Fcは正の値の初期送給速度設定値Wiとなり、同図(G1)に示すように、溶接ワイヤ1は被溶接物2へ初期送給速度Wfiで前進送給される。なお、送給制御信号Fcが正の値のときは前進送給となり、負の値のときは後退送給となる。また、同時に、図6の説明の項で前述したように、出力制御回路INVは定電流特性又は垂下特性を形成して、図示していないが、無負荷電圧が溶接電圧Vwとして印加する。
次に、時刻t1〜t2の期間中は、上記の前進送給によって、同図(F)に示すように、ワイヤ先端・被溶接物間距離Lwは徐々に短くなる。
【0010】
(2)時刻t2〜t3の期間
時刻t2において、同図(G2)に示すように、前進送給によって溶接ワイヤ1が被溶接物2に接触すると、同図(C)に示すように、短絡/アーク判別信号Saが短絡信号(Highレベル)に変化する。この短絡/アーク判別信号Saが短絡信号に変化すると、同図(B)に示すように、送給制御信号Fcは負の値の後退送給速度設定値Wrとなり、溶接ワイヤ1は被溶接物2から後退送給速度Wfrで後退送給される。同時に、同図(E)に示すように、(1)項で上述した定電流特性又は垂下特性によって小電流値の初期電流Isが通電する。この初期電流Isの値を50[A]程度の小電流値に設定する理由は、溶接ワイヤ1が初期電流Isによって溶融して被溶接物2に溶着しないようにするためである。
次に、時刻t2〜t3の期間中、溶接ワイヤ1は後退送給されているが、図6で前述したワイヤ送給モータWMの正逆反転の応答遅れ時間及び溶接ワイヤ1の溶接トーチ内での曲がりによる遊び分の後退送給にかかる時間によって、溶接ワイヤ1と被溶接物2とは接触状態のままである。したがって、同図(F)に示すように、ワイヤ先端・被溶接物間距離Lwは、この期間中は0[mm]のままである。
【0011】
(3)時刻t3〜t4の期間
時刻t3において、同図(G3)に示すように、後退送給によって溶接ワイヤ1と被溶接物2とが接触しなくなると、上記の初期電流Isが通電する初期アーク3aが発生する。この初期アーク3aが発生したことを判別して、同図(C)に示すように、短絡/アーク判別信号Saが短絡信号(Highレベル)からアーク発生信号(Lowレベル)へと変化する。この変化をトリガとして、同図(D)に示すように、遅延信号Dtが予め定めた遅延時間Td(時刻t3〜t4)の間出力(Highレベル)される。
上記の遅延信号Dtが出力されている時刻t3〜t4の後退送給時間Tr中は、同図(G4)に示すように、上記の初期アーク発生状態3aを維持したままで後退送給を継続する。したがって、同図(F)に示すように、ワイヤ先端・被溶接物間距離Lwは、徐々に長くなる。
【0012】
(4)時刻t4〜t5の期間
時刻t4において、同図(D)に示すように、遅延信号Dtの出力が終了すると、同図(B)に示すように、送給制御信号Fcは正の値の定常の送給速度設定信号Wsとなり、溶接ワイヤ1は定常の送給速度Wfsで被溶接物2へ再び前進送給される。同時に、図6の説明の項で前述したように、出力制御回路INVは定電圧特性を形成して、上記の定常の送給速度Wfsに対応した大電流の定常の溶接電流Iwを通電する。
また、同図(F)に示すように、ワイヤ先端・被溶接物間距離Lwは、時刻t4のときの再前進送給時のワイヤ先端・被溶接物間距離Lwt[mm]から、上記の定常の溶接電流Iwの通電によって収束時間Tc1[s]経過後の時刻t5において定常のアーク長(定常のワイヤ先端・被溶接物間距離)Lwc[mm]へと収束する。したがって、この期間中において、同図(G4)に示す初期アーク発生状態3aから同図(G5)に示す定常のアーク発生状態3bへと移行する。
【0013】
【特許文献1】特開昭56−6784号公報
【特許文献2】特開昭56−9062号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
上述した従来技術のアークスタート制御方法には、初期アーク発生状態から定常のアーク発生状態へと円滑に移行させるための下記の2つの解決すべき課題がある。
【0015】
(1)第1の解決しようとする課題
図7で前述したように、後退送給速度Wfrによる後退送給の期間中(時刻t3〜t4)は、溶接ワイヤと被溶接物とを再接触させることなく、かつ、アーク切れを発生させることなく、初期アーク発生状態を安定に維持したままで後退送給を継続する必要がある。その理由は、初期アーク発生後に再接触すると溶接ワイヤと被溶接物とが溶着する可能性が大きいために、アークスタートをすることができない状態となるからである。また、この期間中にアーク切れが発生すると、再前進送給によって溶接ワイヤが被溶接物と再び接触するまでの長い時間にわたってアークが発生せず、その結果アークスタート部分のビード外観が不良となるからである。
【0016】
上記の再接触を防止するには、初期アーク発生後のワイヤ先端・被溶接物間距離Lwを速やかに長くするために後退送給速度Wfrを速くする必要がある。他方、上記のアーク切れを発生させないためには、シールドガスの種類、溶接ワイヤの直径、被溶接物の板厚等に応じて上記の後退送給速度Wfrの最大値が制限される。したがって、上記の後退送給速度Wfrは、シールドガスの種類、溶接ワイヤの直径、被溶接物の板厚等に応じて再接触もアーク切れも生じない適正値に設定する必要がある。例えば、シールドガスの種類が炭酸ガス100[%]のときは、炭酸ガス20[%]+アルゴンガス80[%]の混合ガスのときよりもアーク切れが発生しやすいために、上記の後退送給速度Wfrを遅くする必要がある。
【0017】
しかしながら、図7で前述したように、従来技術では後退送給を行う遅延時間Tdは一定値であるために、上述した理由によって後退送給速度Wfrの設定が変化すると、結果として再前進送給時のワイヤ先端・被溶接物間距離Lwtが変化することになる。この変化によって上記の再前進送給時のワイヤ先端・被溶接物間距離Lwtと定常のアーク長Lwcとの差が大きくなると、初期アーク発生状態から定常のアーク発生状態への移行にかかる収束時間Tc1が長くなるために、アークスタート部分のビード外観が悪くなるという課題がある。
【0018】
(2)第2の解決しようとする課題
前述した図7(F)に示す定常のアーク長Lwcは、シールドガスの種類、定常の送給速度Wfs、被溶接物の板厚等に応じて、電圧設定信号Vsによって適正値に設定される。したがって、初期アーク発生状態から定常のアーク発生状態への移行にかかる収束時間Tc1を短くしてアークスタート部分のビード外観を良好にするためには、上記の定常のアーク長Lwcとの差が小さくなるようにシールドガスの種類、定常の送給速度Wfs、被溶接物の板厚等に応じて再前進送給時のワイヤ先端・被溶接物間距離Lwtを適正値に制御する必要がある。
【0019】
しかしながら、従来技術では、上記(1)項の理由によって後退送給速度Wfrが適正値に定まると遅延時間Tdは一定値であるために、結果的に再前進送給時のワイヤ先端・被溶接物間距離Lwtは一定値となり、任意の値に制御することはできない。したがって、従来技術では、定常のアーク長Lwcの設定が変化しても再前進送給時のワイヤ先端・被溶接物間距離Lwtをそれに応じて制御することができないために、両値の差が大きくなり収束時間Tc1が長くかかりアークスタート部分のビード外観が悪くなることを防止することができないという課題がある。
【課題を解決するための手段】
【0020】
上述した課題を解決するために、第1の発明は、溶接開始に際して、溶接ワイヤを被溶接物に接触させた後に、溶接ワイヤを被溶接物から引き離して初期アークを発生させ、この初期アークを維持しながら再接触が発生しない値以上でかつアーク切れが発生する値未満の速度での引き離しによってワイヤ先端・被溶接物間距離が予め定めた後退距離設定値に達した後に、前記初期アークから定常アークへと移行させる、ことを特徴とするアークスタート制御方法である。
【0021】
第2の発明は、前記後退距離設定値を、定常アーク長に略等しい値に設定する、ことを特徴とする第1の発明記載のアークスタート制御方法である。
【0022】
第3の発明は、前記引き離しの速度を、シールドガスの種類、定常の送給速度又は被溶接物の板厚の少なくとも1つに応じた適正値に設定する、ことを特徴とする第1又は第2の発明記載のアークスタート制御方法である。
【発明の効果】
【0023】
本発明では、シールドガスの種類、溶接ワイヤの直径、被溶接物の板厚等に応じて引き離し速度が変化しても、引き離し終了時のワイヤ先端・被溶接物間距離は予め定めた後退距離設定値Lsと等しくなるように制御されるので、初期アーク発生状態から定常のアーク発生状態への移行は、上記の引き離し速度rが変化しても常に一定の短時間で円滑に行われ、その結果アークスタート部分のビード外観は常に良好になる。
【0024】
さらに、本発明では、引き離し終了時のワイヤ先端・被溶接物間距離が、定常のアーク長Lwcと略等しい後退距離設定値Lsと等しくなるように制御されるので、シールドガスの種類、定常の送給速度Wfs、被溶接物の板厚等に応じて電圧設定信号Vsによって適正値に設定される定常のアーク長Lwcが変化しても、初期アーク発生状態から定常のアーク発生状態へと常に短時間で円滑に移行してアークスタート部分のビード外観は常に良好になる。
【発明を実施するための最良の形態】
【0025】
本発明の実施の形態の一例は、図2に示すように、
溶接開始信号Stが入力されると溶接ワイヤ1を被溶接物2へ前進送給し、
上記溶接ワイヤ1が上記被溶接物2に接触した時点で予め定めた小電流値の初期電流Isを溶接電源装置PSから通電すると共に上記溶接ワイヤ1を上記被溶接物2から後退送給し、
上記後退送給によって上記溶接ワイヤ1が上記被溶接物2と離れると上記初期電流Isが通電する初期アーク3aが発生してその初期アーク発生状態3aを維持したままで上記後退送給を継続し、
ワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達した時点で上記溶接ワイヤ1を予め定めた定常の送給速度Wfsで再び上記被溶接物2へ前進送給すると共に上記定常の送給速度Wfsに対応した定常の溶接電流Iwを通電することによって上記初期アーク発生状態3aから定常のアーク発生状態3bへと円滑に移行させる消耗電極ガスシールドアーク溶接のアークスタート制御方法である。
【0026】
[実施例1]
実施例1の発明は、前述した再前進送給時のワイヤ先端・被溶接物間距離Lwtを、後述する後退距離設定信号Lsによって定常のアーク長Lwcに対応した適正値に設定することができる。以下、実施例1の発明について説明する。
【0027】
図1は、実施例1のアークスタート制御方法を実施するための溶接電源装置のブロック図である。同図において、前述した図6と同一の回路ブロックには同一符号を付しており、それらの説明は省略する。以下、点線で囲んだ図6とは異なる回路ブロックである後退距離設定回路LS、距離判別回路LD、後退距離送給制御回路FCR及び出力制御回路INVについて、同図を参照して説明する。
【0028】
後退距離設定回路LSは、図7で前述した定常のアーク長Lwcに対応して設定される後退距離設定信号Lsを出力する。距離判別回路LDは、ワイヤ先端・被溶接物間距離Lwが上記の後退距離設定信号Lsの値と等しいときに距離一致信号Ldを出力する。上記のワイヤ先端・被溶接物間距離Lwの検出方法としては、実施例2〜4で後述する方法、前述した出力制御回路INVがインバータ制御のときはそのPWM制御のパルス幅によって、サイリスタ位相制御のときはその点弧位相角によって行う方法等がある。後退距離送給制御回路FCRは、図6のときと同様に、外部から溶接開始信号Stが入力されると、溶接ワイヤ1を被溶接物2へ予め定めた初期送給速度設定値Wiに相当する初期送給速度Wfiで前進送給し、続けて短絡/アーク判別信号Saが短絡信号になった時点で溶接ワイヤ1を被溶接物2から予め定めた後退送給速度設定値Wrに相当する後退送給速度Wfrで後退送給し、続けて図6のときとは異なり上記の距離一致信号Ldが出力された時点で再び溶接ワイヤ1を被溶接物2へ定常の送給速度設定信号Wsに相当する定常の送給速度Wfsで前進送給する送給制御信号Fcを出力する。出力制御回路INVは、外部からの溶接開始信号Stが入力された時点から上記の距離一致信号Ldが出力される時点までの間は予め定めた小電流値の初期電流Isを通電する定電流特性又は垂下特性を形成し、それ以降は上記の定常の送給速度設定信号Wsの値に対応した定常の溶接電流Iwを通電する電圧設定信号Vsに対応した定電圧特性を形成する。
【0029】
図2は、上述した実施例1の溶接電源装置PSにおける各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示しており、同図(B)は送給制御信号Fcの時間変化を示しており、同図(C)は短絡/アーク判別信号Saの時間変化を示しており、同図(D)は距離一致信号Ldの時間変化を示しており、同図(E)は溶接電流Iwの時間変化を示しており、同図(F)はワイヤ先端・被溶接物間距離Lwの時間変化を示しており、同図(G1)〜(G5)は各時刻における溶接ワイヤ1の送給状態を示している。同図における時刻t1〜t3期間の動作は、前述した図7の同一時刻のときの動作と同様であるので説明は省略する。以下、図7の時刻t4に相当する同図の時刻t41及び図7の時刻t5に相当する同図の時刻t51の動作について、同図を参照して説明する。
【0030】
時刻t41〜t51の期間
時刻t41において、同図(F)に示すように、後退送給速度Wfrでの後退送給によってワイヤ先端・被溶接物間距離Lwが前述した後退距離設定信号Lsの値と等しくなると、同図(D)に示すように、距離一致信号Ldが出力(Highレベル)される。上記の距離一致信号Ldが出力されると、同図(B)に示すように、送給制御信号Fcは定常の送給速度設定信号Wsの値となり、溶接ワイヤ1は定常の送給速度Wfsで被溶接物2へ再び前進送給される。同時に、図1で前述した出力制御回路INVは定電圧特性を形成して、上記の定常の送給速度Wfsに対応した大電流値の定常の溶接電流Iwを通電する。
また、同図(F)に示すように、ワイヤ先端・被溶接物間距離Lwは、時刻t41においては上記の後退距離設定信号Lsの値に等しい再前進送給時のワイヤ先端・被溶接物間距離Lwt[mm]となり、時刻t51においては定常のアーク長Lwc[mm]となる。このとき、前述したように、上記の後退距離設定信号Lsは定常のアーク長Lwcと略等しい値に設定されるので、上記の再前進送給時のワイヤ先端・被溶接物間距離Lwtと上記の定常のアーク長Lwcとの差は小さくなり収束時間Tc2は図7の従来技術のときの収束時間Tc1よりも短い時間となる。したがって、同図(G4)に示す初期アーク発生状態3aから同図(G5)に示す定常のアーク発生状態3bへと短時間で円滑に移行する。
【0031】
[実施例2]
実施例2の発明は、実施例1の説明の項で前述した後退送給によってワイヤ先端・被溶接物間距離Lwが後退距離設定信号Lsの値に達したことを、初期アーク発生時点からの後退送給の送給速度Wfrを積分した溶接ワイヤ後退距離Lrが、上記の後退距離設定値Lsに達したことによって判別する実施例1のアークスタート制御方法である。以下、実施例2の発明について説明する。
【0032】
図3は、実施例2のアークスタート制御方法を実施するための溶接電源装置のブロック図である。同図において、前述した図1と同一の回路ブロックには同一符号を付しており、それらの説明は省略する。以下、点線で囲んだ図1とは異なる回路ブロックである送給速度検出回路WD及び送給速度積分回路IWについて、同図を参照して説明する。
【0033】
送給速度検出回路WDは、送給速度Wfを検出して、送給速度検出信号Wdを出力する。この検出方法としては、ワイヤ送給モータWMにエンコーダを取り付けてエンコータの出力信号によって検出する方法、送給速度Wfに比例するワイヤ送給モータWMの電機子電圧によって検出する方法等が慣用されている。
送給速度積分回路IWは、図1で前述した距離判別回路LDと置換する回路であって、短絡/アーク判別信号Saが短絡信号からアーク発生信号に変化した時点からの後退送給期間中の上記の送給速度検出信号Wdを積分した溶接ワイヤ後退距離Lrが、後退距離設定信号Lsの値に達したときに距離一致信号Ldを出力する。上記の初期アーク発生時点(短絡/アーク判別信号Saが短絡信号からアーク発生信号に変化した時点)からの後退送給速度Wfrの積分値は、後退送給速度Wfrの設定値に関係なく溶接ワイヤの後退距離であるワイヤ先端・被溶接物間距離Lwとなる。
また、上述した実施例2の溶接電源装置PSにおける各信号のタイミングチャートは、前述した図2と同様であるので、説明は省略する。
【0034】
[実施例3]
実施例3の発明は、実施例1の説明の項で前述した後退送給によってワイヤ先端・被溶接物間距離Lwが後退距離設定信号Lsの値に達したことを、初期アーク発生時点からの後述する後退送給時間Trが上記後退距離設定信号Ls及び後退送給速度設定値Wrに対応して定まる後退送給時間設定信号Trsの値に達したことによって判別する実施例1のアークスタート制御方法である。以下、実施例3の発明について説明する。
【0035】
図4は、実施例3のアークスタート制御方法を実施するための溶接電源装置のブロック図である。同図において、前述した図1と同一の回路ブロックには同一符号を付しており、それらの説明は省略する。以下、点線で囲んだ図1とは異なる回路ブロックである後退送給時間設定回路TRS及び後退送給タイマ回路TRについて、同図を参照して説明する。
【0036】
後退送給時間設定回路TRSは、後退距離設定信号Ls及び後退送給速度設定値Wrに対応して定まる後退送給時間設定信号Trsを出力する。この対応関係は、Trs[s]=Ls[mm]/Wr[mm/s]となる。
後退送給タイマ回路TRは、図1で前述した距離判別回路LDと置換する回路であって、短絡/アーク判別信号Saが短絡信号からアーク発生信号に変化した時点からの後退送給時間Trが、上記の後退送給時間設定信号Trsの値に達したときに距離一致信号Ldを出力する。したがって、この距離一致信号Ldの出力時点は、再前進送給時のワイヤ先端・被溶接物間距離Lwtが後退距離設定信号Lsの値と等しくなった時点である。
また、上述した実施例3の溶接電源装置PSにおける各信号のタイミングチャートは、前述した図2と同様であるので、説明は省略する。
【図面の簡単な説明】
【0037】
【図1】実施例1の溶接電源装置のブロック図である。
【図2】実施例1のタイミングチャートである。
【図3】実施例2の溶接電源装置のブロック図である。
【図4】実施例3の溶接電源装置のブロック図である。
【図5】溶接ワイヤの送給系統を示す模式図である。
【図6】従来装置のブロック図である。
【図7】従来装置の各信号のタイミングチャートである。
【符号の説明】
【0038】
1 溶接ワイヤ
2 被溶接物
3a 初期アーク(発生状態)
3b 定常のアーク(発生状態)
4 溶接トーチ
4a コンタクトチップ
5a ワイヤ送給装置の送給ロール
DT 遅延回路
Dt 遅延信号
FC 送給制御回路
Fc 送給制御信号
FCR 後退距離送給制御回路
INV 出力制御回路
Is 初期電流(値/設定値)
IW 送給速度積分回路
Ld 距離一致信号
LD 距離判別回路
Lr 溶接ワイヤ後退距離
LS 後退距離設定回路
Ls 後退距離設定値(信号)
Lw ワイヤ先端・被溶接物間距離
Lwc 定常のアーク長(定常のワイヤ先端・被溶接物間距離)
Lwt 再前進送給時のワイヤ先端・被溶接物間距離
PS 溶接電源装置
SA 短絡/アーク判別回路
Sa 短絡/アーク判別信号
St 溶接開始信号
Tc 収束時間
Td 遅延時間(設定値)
TR 後退送給タイマ回路
Tr 後退送給時間
Trs 後退送給時間設定(値/信号)
TRS 後退送給時間設定回路
VD 電圧検出回路
Vd 電圧検出信号
VS 電圧設定回路
Vs 電圧設定信号
Vw 溶接電圧(値)
WD 送給速度検出回路
Wd 送給速度検出信号
Wf 送給速度
Wfi 初期送給速度
Wfr 後退送給速度
Wfs 定常の送給速度
Wi 初期送給速度設定値
WM ワイヤ送給モータ
Wr 後退送給速度設定値
WS 定常の送給速度設定回路
Ws 定常の送給速度設定信号
【特許請求の範囲】
【請求項1】
溶接開始に際して、溶接ワイヤを被溶接物に接触させた後に、溶接ワイヤを被溶接物から引き離して初期アークを発生させ、この初期アークを維持しながら再接触が発生しない値以上でかつアーク切れが発生する値未満の速度での引き離しによってワイヤ先端・被溶接物間距離が予め定めた後退距離設定値に達した後に、前記初期アークから定常アークへと移行させる、ことを特徴とするアークスタート制御方法。
【請求項2】
前記後退距離設定値を、定常アーク長に略等しい値に設定する、ことを特徴とする請求項1記載のアークスタート制御方法。
【請求項3】
前記引き離しの速度を、シールドガスの種類、定常の送給速度又は被溶接物の板厚の少なくとも1つに応じた適正値に設定する、ことを特徴とする請求項1又は請求項2記載のアークスタート制御方法。
【請求項1】
溶接開始に際して、溶接ワイヤを被溶接物に接触させた後に、溶接ワイヤを被溶接物から引き離して初期アークを発生させ、この初期アークを維持しながら再接触が発生しない値以上でかつアーク切れが発生する値未満の速度での引き離しによってワイヤ先端・被溶接物間距離が予め定めた後退距離設定値に達した後に、前記初期アークから定常アークへと移行させる、ことを特徴とするアークスタート制御方法。
【請求項2】
前記後退距離設定値を、定常アーク長に略等しい値に設定する、ことを特徴とする請求項1記載のアークスタート制御方法。
【請求項3】
前記引き離しの速度を、シールドガスの種類、定常の送給速度又は被溶接物の板厚の少なくとも1つに応じた適正値に設定する、ことを特徴とする請求項1又は請求項2記載のアークスタート制御方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−231414(P2006−231414A)
【公開日】平成18年9月7日(2006.9.7)
【国際特許分類】
【出願番号】特願2006−149539(P2006−149539)
【出願日】平成18年5月30日(2006.5.30)
【分割の表示】特願2000−372414(P2000−372414)の分割
【原出願日】平成12年12月7日(2000.12.7)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成18年9月7日(2006.9.7)
【国際特許分類】
【出願日】平成18年5月30日(2006.5.30)
【分割の表示】特願2000−372414(P2000−372414)の分割
【原出願日】平成12年12月7日(2000.12.7)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]