
アークスタート時パルスアーク溶接制御方法
【課題】パルスアーク溶接において、短絡解除後等の異常電圧を溶接電圧から除去して正確なアーク長制御を行うと共に、アークスタート時のアーク長の過渡変動を抑制すること。
【解決手段】本発明は、溶接電圧を検出しこの溶接電圧検出値をパルス波形の基準電圧波形からの所定変動幅Vc±ΔVc内で制限して溶接電圧制限値Vftを算出し、前記溶接電圧制限値Vftを平均化した溶接電圧制限平均値が予め定めた電圧設定値と略等しくなるように溶接電源の出力を制御するパルスアーク溶接制御方法であって、アークスタート時は前記基準電圧波形Vcを予め定めた初期基準電圧波形に設定してアークスタートを開始するアークスタート時パルスアーク溶接制御方法において、前記変動幅ΔVcを、アークスタート時の過渡期間Tt中は定常状態よりも大きな値に設定するアークスタート時パルスアーク溶接制御方法である。
【解決手段】本発明は、溶接電圧を検出しこの溶接電圧検出値をパルス波形の基準電圧波形からの所定変動幅Vc±ΔVc内で制限して溶接電圧制限値Vftを算出し、前記溶接電圧制限値Vftを平均化した溶接電圧制限平均値が予め定めた電圧設定値と略等しくなるように溶接電源の出力を制御するパルスアーク溶接制御方法であって、アークスタート時は前記基準電圧波形Vcを予め定めた初期基準電圧波形に設定してアークスタートを開始するアークスタート時パルスアーク溶接制御方法において、前記変動幅ΔVcを、アークスタート時の過渡期間Tt中は定常状態よりも大きな値に設定するアークスタート時パルスアーク溶接制御方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アーク長と比例関係にない異常電圧を除去した溶接電圧によってアーク長を制御するパルスアーク溶接制御方法においてアークスタート性を良好にするためのアークスタート時パルスアーク溶接制御方法に関するものである。
【背景技術】
【0002】
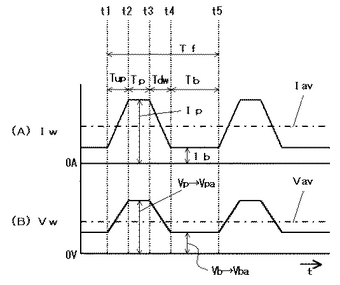
図8は、本発明が対象とする消耗電極パルスアーク溶接における溶接電流Iw及び溶接電圧Vwの波形図である。以下、同図を参照して説明する。
【0003】
時刻t1〜t2のピーク立上り期間Tup中は、同図(A)に示すように、ベース電流Ibからピーク電流Ipへと上昇する遷移電流が通電し、同図(B)に示すように、ベース電圧Vbからピーク電圧Vpへと上昇する遷移電圧が電極・母材間に印加する。時刻t2〜t3のピーク期間Tp中は、同図(A)に示すように、溶滴移行させるための大電流値のピーク電流Ipが通電し、同図(B)に示すように、ピーク電圧Vpが電極・母材間に印加する。時刻t3〜t4のピーク立下り期間Tdw中は、同図(A)に示すように、ピーク電流Ipからベース電流Ibへと下降する遷移電流が通電し、同図(B)に示すように、ピーク電圧Vpからベース電圧Vbへと下降する遷移電圧が電極・母材間に印加する。時刻t4〜t5のベース期間Tb中は、同図(A)に示すように、溶滴を成長させないための小電流値のベース電流Ibが通電し、同図(B)に示すように、ベース電圧Vbが電極・母材間に印加する。上記の時刻t1〜t5の期間をパルス周期Tfとして繰り返し溶接が行われる。上記のピーク立上り期間Tup及びピーク立下り期間Tdwは、溶接電源の内部及び外部に存在するリアクトル等による場合は0.3ms程度と短時間である。この場合、略矩形波の溶接電流Iw及び溶接電圧Vwとなる。他方、溶接条件によってはピーク立上り期間Tup及びピーク立下り期間Tdwを数ms程度に設定する場合もある。この場合、台形波の溶接電流Iw及び溶接電圧Vwとなる。
【0004】
同図(A)に示すパルス波形の溶接電流Iwを平均化したのが溶接電流平均値Iavであり、同図(B)に示すように、パルス波形の溶接電圧Vwを平均化したのが溶接電圧平均値Vavである。さらに、同図(B)に示すように、各周期のピーク電圧Vpだけを取り出した平均値がピーク電圧平均値Vpaとなり、各周期のベース電圧Vbだけを取り出した平均値がベース電圧平均値Vbaとなる。
【0005】
パルスアーク溶接のアーク長制御は、以下のように行われる。すなわち、平均アーク長と上記の溶接電圧平均値Vavとは略比例関係にあるので、溶接中のアーク長を溶接電圧平均値Vavによって検出することができる。そして、この溶接電圧平均値Vavの検出値が目標値である電圧設定値Vsと略等しくなるように、パルス周期Tf、ピーク期間Tp、ピーク電流Ip又はベース電流Ibの少なくとも1つ以上を変化させて溶接電流平均値Iavを変化させることによって、ワイヤ溶融速度を変化させてアーク長を適正値に制御する。したがって、このアーク長制御では、上記の溶接電圧平均値Vavによってアーク長を正確に検出できることが、良好なアーク長制御の前提条件となる。
【0006】
ところで、パルスアーク溶接においては、消耗電極である溶接ワイヤと母材とが短絡しその短絡が解除されてアークが再点弧したとき、母材表面の酸化皮膜の不均一に起因するアーク陰極点のふらつき現象が発生したとき等において、異常電圧が溶接電圧Vwに重畳することがある。この異常電圧はアーク長とは比例しない電圧であるので、アーク長を検出するためには溶接電圧Vwに重畳した異常電圧を除去する必要がある。この除去のための方法としては、パルス波形の基準電圧波形Vc及び変動幅ΔVcを予め設定し、溶接電圧VwがVc±ΔVcの範囲外になる部分は異常電圧であるとしてカットして制限する従来技術が提案されている。以下、この従来技術について説明する(特許文献1参照)。
【0007】
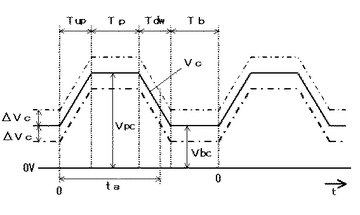
図9は、上記の基準電圧波形Vcの設定方法を示す図である。まず、溶接ワイヤの種類、送給速度等に応じて、基準ピーク電圧値Vpc、基準ベース電圧値Vbc及び変動幅ΔVcを、実験等によって予め設定する。そして、同図に示すように、ピーク立上り期間Tupの開始時点を0秒とする経過時間tによって、下式のように基準電圧波形Vcが定義される。
0≦t<Tup
Vc=((Vpc−Vbc)/Tup)・t+Vbc (11)式
Tup≦t<Tup+Tp
Vc=Vpc (12)式
Tup+Tp≦t<Tup+Tp+Tdw
Vc=((Vbc−Vpc)/Tdw)・(t−Tup−Tp)+Vpc (13)式
Tup+Tp+Tdw≦t<Tup+Tp+Tdw+Tb
Vc=Vbc (14)式
【0008】
例えば、同図に示すように、経過時間taにおける溶接電圧検出値がVd1であったとする。経過時間taはTup+Tp≦ta<Tup+Tp+Tdwのときであるので、上記(13)式に代入して、基準電圧波形の中心電圧値Vc1は以下となる。
Vc1=((Vbc−Vpc)/Tdw)・(ta−Tup−Tp)+Vpc
したがって、経過時間taのときの溶接電圧検出値Vd1は、変動幅Vc1±ΔVc内に制限される。すなわち、Vd1≧Vc1+ΔVcのときにはVd1=Vc+ΔVcに制限され、Vd1≦Vc1−ΔVcのときにはVd1=Vc−ΔVcに制限される。このようにして算出された溶接電圧制限値Vftは、異常電圧が略除去されたアーク長に略比例する電圧値となる。
【0009】
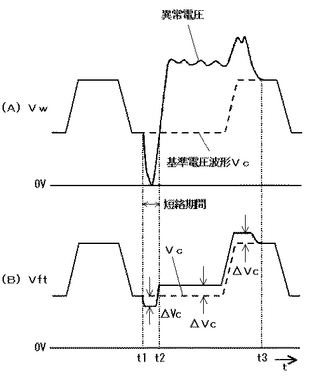
図10は、短絡解除直後のアーク再点弧に伴う異常電圧発生時の電圧波形図である。同図(A)は溶接電圧Vwの時間変化を示し、同図(B)は基準電圧波形によって異常電圧を除去した後の溶接電圧制限値Vftの時間変化を示す。同図(B)に示すように、溶接電圧Vwは基準電圧波形を中心電圧値Vcとする変動幅Vc±ΔVc内に制限される。この結果、時刻t1〜t2の短絡期間中の溶接電圧制限値Vft=Vc−ΔVcとなり、時刻t2〜t3の異常電圧発生期間中の溶接電圧制限値Vft=Vc+ΔVcとなる。このように、異常電圧を略除去することができる。
【0010】
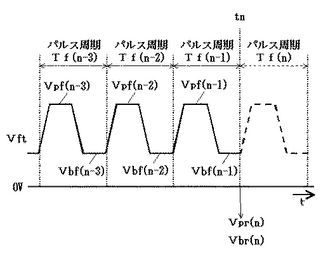
図11は、図9で上述した基準電圧波形Vcを自動設定する方法を説明するための溶接電圧制限値Vftの時間変化を示す図である。同図において、現時点は時刻tnであり、第n回目のパルス周期Tf(n)の開始時点である。また、第n−1回目のパルス周期Tf(n-1)におけるピーク期間のみの溶接電圧制限値の平均値がピーク電圧制限値Vpf(n-1)であり、ベース期間のみの溶接電圧制限値の平均値がベース電圧制限値Vbf(n-1)である。同様に、第n−m回目のパルス周期Tf(n-m)におけるピーク期間のみの溶接電圧制限値の平均値がピーク電圧制限値Vpf(n-m)であり、ベース期間のみの溶接電圧制限値の平均値がベース電圧制限値Vbf(n-m)である。
【0011】
時刻tnにおいて、上記の第(n-1)〜第(n-m)回目のピーク電圧制限値Vpfを入力として、下式のようにピーク電圧移動平均値Vpr(n)を算出する。
Vpr(n)=(Vpf(n-1)+…+Vpf(n-m))/m (21)式
同様に、時刻tnにおいて、上記の第(n-1)〜第(n-m)回目のベース電圧制限値Vbfを入力として、下式のようにベース電圧移動平均値Vbr(n)を算出する。
Vbr(n)=(Vbf(n-1)+…+Vbf(n-m))/m (22)式
【0012】
そして、上述した(11)〜(14)式において、基準ピーク電圧値Vpcに上記のピーク電圧移動平均値Vprを代入し、かつ、基準ベース電圧値Vbcに上記のベース電圧移動平均値Vbrを代入すると、下式のように第n回目のパルス周期Tf(n)期間中の基準電圧波形が自動設定される。
0≦t<Tup
Vc(n)=((Vpr(n)−Vbr(n))/Tup)・t+Vbr(n) (31)式
Tup≦t<Tup+Tp
Vc(n)=Vpr(n) (32)式
Tup+Tp≦t<Tup+Tp+Tdw
Vc(n)=((Vbr(n)−Vpr(n))/Tdw)・(t−Tup−Tp)+Vpr(n) (33)式
Tup+Tp+Tdw≦t<Tup+Tp+Tdw+Tb
Vc(n)=Vbr(n) (34)式
【0013】
上述したように、パルス周期の開始時点ごとに、上記のピーク電圧移動平均値Vpr及びベース電圧移動平均値Vbrを算出し、上記(31)式〜(34)式によって基準電圧波形が自動設定される。上記において、ピーク電圧移動平均値Vprを算出するときに、ピーク電圧制限値Vpfを重み付け移動平均して算出してもよい。同様に、ベース電圧移動平均値Vbrを算出するときに、ベース電圧制限値Vbfを重み付け移動平均して算出してもよい。また、移動平均する期間の長さは、過去数周期〜数十周期程度に設定する。
【0014】
【特許文献1】特開2004−311409号公報
【発明の開示】
【発明が解決しようとする課題】
【0015】
基準電圧波形を設定する方法としては、図9で上述した予め設定する第1の方法と、図11で上述した溶接電圧制限値の移動平均値から自動設定する第2の方法とがある。第1の方法は、種々な溶接条件ごとに基準電圧波形を予め設定するための予備試験に多くの時間が必要になる。このために、その必要のない第2の方法が使用されることが多い。したがって、以下の説明では、この第2の方法の場合について説明する。
【0016】
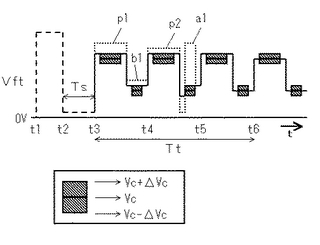
図12は、パルスアーク溶接におけるアークスタート時の溶接電圧制限値Vftの時間変化を示す図である。同図は、説明を分かりやすくするために、ピーク立上り期間及びピーク立下り期間が短い場合であり、パルス波形が略矩形波と見なせる場合である。また、同図に示す斜線の四角形は、ピーク期間及びベース期間の基準電圧波形の変動幅Vc±ΔVcの範囲を模式的に示したものである。この四角形の真中の横線が基準電圧波形の中心電圧値Vcを示し、上部の横線がVc+ΔVcを示し、下部の横線がVc−ΔVcを示す。すなわち、ピーク電圧及びベース電圧は、この四角形の範囲内で制限されて、溶接電圧制限値Vftが算出される。以下、同図を参照して説明する。
【0017】
(1)時刻t1〜t3のアーク発生以前の期間
時刻t1において、溶接を開始すると、高い無負荷電圧が溶接電源から出力されると共に、溶接ワイヤの送給が開始される。時刻t2において、溶接ワイヤが母材に到達し短絡状態になると、溶接電圧は低い値の短絡電圧値になる。時刻t3において、アークスタート時の初期短絡Ts状態が解除されると、アークが発生して以後パルス波形の溶接電圧が印加する。時刻t1〜t3のアーク発生以前の期間中は、溶接電圧はすべて0Vとして溶接電圧制限値Vftが出力される。
【0018】
(2)時刻t3〜t6の過渡期間Tt
時刻t3においてアークが発生してパルス波形の溶接電圧及び溶接電流が出力される。上述したように、アーク長が所望値になるように溶接電源の出力制御が行われ、過渡期間Ttの後に定常のアーク長に収束する。この過渡期間Tt中のアーク長は、上記の初期短絡期間の長さ、ワイヤ突出し部の温度不均衡、ワイヤ送給速度の初期変動等の種々の要因によってアーク長は大きく変動する。このアーク長の初期変動に伴い初期変動する溶接電圧に上述した異常電圧がさらに重畳することになる。アーク長を迅速に定常状態に収束させるためには、この過渡期間Tt中においてはアーク長の初期変動に伴う溶接電圧の初期変動を正確に検出すると共に、アーク長の変動とは無関係の異常電圧は除去して溶接電圧制限値Vftを算出する必要がある。
【0019】
時刻t3においてアークが発生した時点では、溶接電圧制限値の移動平均値によって基準電圧波形を自動設定することはできないために、基準電圧波形の初期値を設定しておく必要がある。時刻t3〜t4の第1回目のパルス周期において、過渡期間Tt中はアーク長の変動が大きいので溶接電圧の変動も大きくなるために、本来除去すべきではないp1に示すピーク電圧及びb1に示すベース電圧が基準電圧波形の変動幅外ということで除去されてしまう。時刻t4〜t5の第2回目のパルス周期においても、p2に示す本来除去されるべきではないピーク電圧が除去されてしまう。他方、a1に示す異常電圧は略除去することができている。このように、アークスタート時の過渡期間Tt中において、アーク長の初期変動に伴う溶接電圧の初期変動の一部が基準電圧波形の変動幅外として除去されてしまう。このために、過渡期間Tt中のアーク長の初期変動を正確に検出することができなくなり、過渡期間Ttが長くなりアーク長変動幅も大きくなりアークスタート部の溶接品質が悪くなるという課題があった。
【0020】
そこで、本発明では、異常電圧を除去しつつアークスタート時のアーク長の初期変動に伴う溶接電圧の初期変動は除去することなく検出することができるアークスタート時パルスアーク溶接制御方法を提供する。
【課題を解決するための手段】
【0021】
上述した課題を解決するために、第1の発明は、ピーク電流及びベース電流を1周期とするパルス波形の溶接電流をアークに通電すると共に、消耗電極と母材との間のパルス波形の溶接電圧を検出しこの溶接電圧検出値をパルス波形の基準電圧波形からの所定変動幅内で制限して溶接電圧制限値を算出し、前記基準電圧波形は前記溶接電圧制限値を移動平均した電圧波形から生成し、前記溶接電圧制限値を1周期又は数周期ごとに平均化した溶接電圧制限平均値が予め定めた電圧設定値と略等しくなるように溶接電源の出力を制御するパルスアーク溶接制御方法であって、
アークスタート時は前記基準電圧波形を予め定めた初期基準電圧波形に設定してアークスタートを開始するアークスタート時パルスアーク溶接制御方法において、
前記変動幅を、アークスタート時の過渡状態の期間中は定常状態よりも大きな値に設定することを特徴とするアークスタート時パルスアーク溶接制御方法である。
【0022】
また、第2の発明は、第1の発明記載の初期基準電圧波形を、前回溶接中の定常状態で記憶された前記基準電圧波形に設定して今回のアークスタートを開始することを特徴とするアークスタート時パルスアーク溶接制御方法である。
【発明の効果】
【0023】
上記第1の発明によれば、アークスタート後の過渡期間中における基準電圧波形の変動幅ΔVcを定常状態よりも大きくすることによって、過渡期間中のアーク長の初期変動に伴う溶接電圧の初期変動を正確に検出することができる。このために、アークスタート時の過渡期間を短くしてアーク長の変動幅を小さくすることができるので、アークスタート部の溶接品質が向上する。
【0024】
上記第2の発明によれば、アークスタート時の初期基準電圧波形を前回溶接時の定常状態で記憶された基準電圧波形に設定することによって、溶接条件が予め想定した標準溶接条件とは異なっているときでも、上記の効果を奏することができる。
【発明を実施するための最良の形態】
【0025】
以下、図面を参照して本発明の実施の形態について説明する。
【0026】
[実施の形態1]
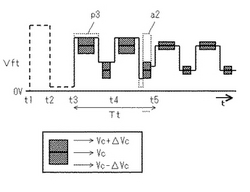
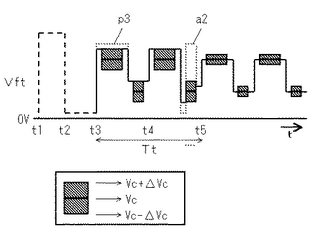
図1は、本発明の実施の形態1に係るパルスアーク溶接におけるアークスタート時の溶接電圧制限値Vftの時間変化を示す図である。同図は、上述した図12と対応しており、説明を分かりやすくするためにピーク立上り期間及びピーク立下り期間が短い場合であり、パルス波形が略矩形波と見なせる場合である。また、同図に示す斜線の四角形は、ピーク期間及びベース期間の基準電圧波形の変動幅Vc±ΔVcの範囲を模式的に示したものである。この四角形の真中の横線が基準電圧波形の中心電圧値Vcを示し、上部の横線がVc+ΔVcを示し、下部の横線がVc−ΔVcを示す。すなわち、ピーク電圧及びベース電圧は、この四角形の範囲内で制限されて、溶接電圧制限値Vftが算出される。本発明では、アークスタート後にアーク長が定常状態に収束するまでの過渡期間Tt中は、変動幅ΔVcを定常状態よりも大きく設定するものである。したがって、変動幅ΔVcの値を表わす四角形の高さは、過渡期間Tt中がそれ以降に比べて大きくなっている。同図の時刻t1〜t3までの期間の動作は、上述した図12のときと同一であるので説明は省略する。以下、同図を参照して時刻t3以降について説明する。
【0027】
時刻t3〜t4の第1回目のパルス周期において、基準電圧波形の初期値は図12と同一であるが、変動幅ΔVcは大きくなっている。このために、p3に示すように、わずかにピーク電圧が除去されるが、ベース電圧は除去されない。時刻t4〜t5の第2回目のパルス周期においては、ピーク電圧及びベース電圧共に除去されない。その上で、a2に示す異常電圧は除去させる。このように、実施の形態1では、過渡期間Tt中のアーク長の初期変動に伴う溶接電圧の初期変動の一部を略除去することなく溶接電圧制限値Vftとして算出すると共に、異常電圧はしっかりと除去することができる。この結果、過渡期間Ttを短くすることができると共に、過渡期間Tt中のアーク長の変動幅を小さく抑制することができ、アークスタート部の溶接品質が改善される。同図は、ピーク立上り期間及びピーク立下り期間が短い場合であるが、両期間が数ms程度と長い場合でも同様である。
【0028】
上記において、基準電圧波形の変動幅ΔVcを大きくする期間は、過渡期間Tt中である。この過渡期間Ttは所定期間を予め設定してもよい。また、溶接電圧及び/又は溶接電流の平均値の変化、パルス周期の変化等によって過渡期間Tt終了時点を判別してもよい。
【0029】
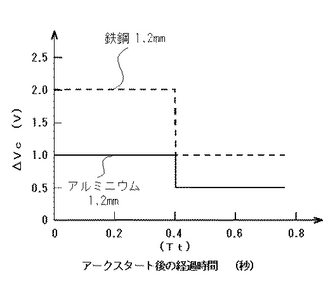
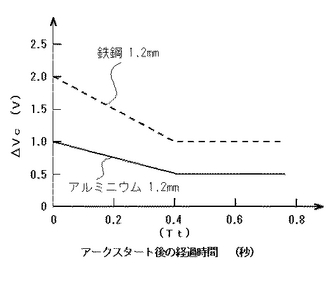
図2及び図3は、基準電圧波形の変動幅ΔVcとアークスタート後の経過時間との関係を示す図である。アークスタート後とは、上述した図1の時刻t3の時点である。すなわち、アークが発生してからの経過時間である。同図では、過渡期間Tt=0.4秒の所定値として設定した場合である。点線は直径1.2mmの鉄鋼ワイヤを使用したパルスMAG溶接の場合であり、実線は直径1.2mmのアルミニウムワイヤを使用したパルスMIG溶接の場合である。
【0030】
図2は、変動幅ΔVcを過渡期間Ttで階段状に変化させる場合である。他方、図3は、変動幅ΔVcを過渡期間Ttの間傾斜状に変化させる場合である。これ以外にも、2段階に変化させる場合等種々のパターンが考えられる。
【0031】
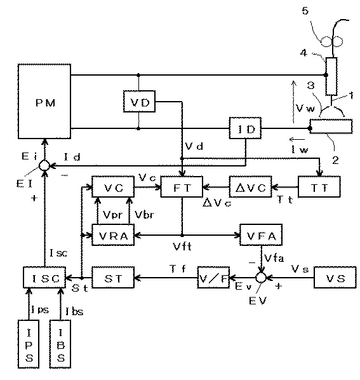
図4は、実施の形態1に係るアークスタート時パルスアーク溶接制御方法を実施するための溶接電源のブロック図である。以下、同図を参照して各ブロックについて説明する。
【0032】
電源主回路PMは、商用交流電源(3相200V等)を入力として、後述する電流誤差増幅信号Eiに従って、インバータ制御、チョッパ制御等の出力制御を行い、溶接に適した溶接電圧Vw及び溶接電流Iwを出力する。溶接ワイヤ1は、ワイヤ送給装置の送給ロール5の回転によって溶接トーチ4内を通って送給されて、母材2との間でアーク3が発生する。
【0033】
電圧検出回路VDは、上記の溶接電圧Vwを検出して、溶接電圧検出信号Vdを出力する。溶接電圧制限移動平均値算出回路VRAは、後述する溶接電圧制限値信号Vft及び後述する経過時間信号Stを入力として、図11で上述したように、ピーク電圧移動平均値信号Vpr及びベース電圧移動平均値信号Vbrを出力する。基準電圧波形生成回路VCは、上述したように、アークスタート時は予め定めた初期基準電圧波形を生成し、アークスタート後は上記のピーク電圧移動平均値信号Vpr及びベース電圧移動平均値信号Vbrによって自動設定された基準電圧波形を生成し、後述する経過時間信号Stに対応する中心電圧値信号Vcを出力する。過渡期間タイマ回路TTは、溶接電圧検出信号Vdによってアーク発生を判別しそれから所定期間Highレベルとなる過渡期間信号Ttを出力する。変動幅設定回路ΔVCは、上記の過渡期間信号TtがHighレベルのときは予め定めた大きな値の、Lowレベルのときは予め定めた小さな値の、変動幅信号ΔVcを出力する。制限フィルタ回路FTは、上記の溶接電圧検出信号Vdを入力として、上記の中心電圧値からの変動幅Vc±ΔVc内に制限して、溶接電圧制限値信号Vftを出力する。平均値算出回路VFAは、上記の溶接電圧制限値信号Vftを入力として平均値を算出し、溶接電圧制限平均値信号Vfaを出力する。
【0034】
電圧設定回路VSは、予め定めた電圧設定信号Vsを出力する。電圧誤差増幅回路EVは、上記の溶接電圧制限平均値信号Vfaと電圧設定信号Vsとの誤差を増幅して、電圧誤差増幅信号Evを出力する。電圧・周波数変換回路V/Fは、上記の電圧誤差増幅信号Evの値に比例した周波数に変換し、その周波数(パルス周期)ごとに短時間Highレベルとなるパルス周期信号Tfを出力する。経過時間計数回路STは、上記のパルス周期信号TfがHighレベルに変化した時点(ピーク立上り期間の開始時点)からの経過時間を計数して、経過時間信号Stを出力する。
【0035】
ピーク電流設定回路IPSは、予め定めたピーク電流設定信号Ipsを出力する。ベース電流設定回路IBSは、予め定めたベース電流設定信号Ibsを出力する。電流制御設定回路ISCは、上記の経過時間信号Stを入力として、ピーク立上り期間Tup中は上記のベース電流設定信号Ibsから上記のピーク電流設定信号Ipsへと上昇する電流制御設定信号Iscを出力し、その後のピーク期間Tp中は上記のピーク電流設定信号Ipsを電流制御設定信号Iscとして出力し、その後のピーク立下り期間Tdw中は上記のピーク電流設定信号Ipsから上記のベース電流設定信号Ibsへと下降する電流制御設定信号Iscを出力し、その後のベース期間Tb中は上記のベース電流設定信号Ibsを電流制御設定信号Iscとして出力する。電流検出回路IDは、上記の溶接電流Iwを検出して、電流検出信号Idを出力する。電流誤差増幅回路EIは、上記の電流制御設定信号Iscと電流検出信号Idとの誤差を増幅して、電流誤差増幅信号Eiを出力する。上記ブロックにより、上記の電流制御設定信号Iscに相当する図8で上述した溶接電流Iwが通電する。
【0036】
上記の過渡期間タイマ回路TT及び変動幅設定回路ΔVCによって、アークスタート後の過渡期間中の基準電圧波形の変動幅を定常状態よりも大きくすることができる。
【0037】
[実施の形態2]
本発明の実施の形態2は、実施の形態1記載の初期基準電圧波形を、前回溶接中の定常状態での基準電圧波形に設定して今回のアークスタートを開始するものである。以下、図面を参照して説明する。
【0038】
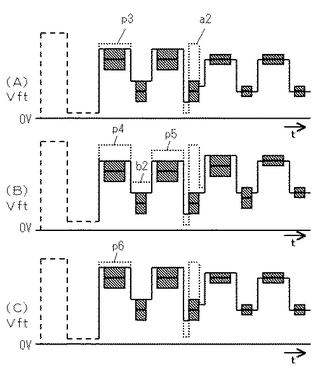
図5は、本発明の実施の形態2に係るパルスアーク溶接におけるアークスタート時の溶接電圧制限値Vftの時間変化を示す図である。同図(A)は上述した図1と同一の波形図であり、同図(B)は同図(A)とは溶接条件が異なるときの実施の形態1による波形図であり、同図(C)は同図(B)と同一溶接条件において実施の形態2による波形図である。また、同図に示す斜線の四角形は、図1と同様に、ピーク期間及びベース期間の溶接電圧制限値の変動幅Vc±ΔVcの範囲を模式的に示したものである。この四角形の真中の横線が基準電圧波形の中心電圧値Vcを示し、上部の横線がVc+ΔVcを示し、下部の横線がVc−ΔVcを示す。すなわち、ピーク電圧及びベース電圧は、この四角形の範囲内で制限されて溶接電圧制限値Vftが算出される。本発明では、アークスタート後にアーク長が定常状態に収束するまでの過渡期間Tt中は、変動幅ΔVcを定常状態よりも大きく設定するものである。以下、同図を参照して説明する。
【0039】
同図(A)は、上述した図1と同一波形図である。同図(A)は、標準的な溶接条件を想定して、その標準溶接条件下で溶接を行い、定常状態にあるときの溶接電圧制限値の移動平均値から自動設定された基準電圧波形を初期基準電圧波形として予め設定している。このために、標準溶接条件で溶接を行う場合には、アーク発生直後の第1回目のパルス周期のときから定常状態とのアーク長の偏差をp3に示すわずかな除去部分を除き略正確に検出することができる。
【0040】
次に、同図(B)は、標準溶接条件とは異なる溶接条件で溶接を行ったときの実施の形態1による波形図である。同図(B)は、定常のアーク長を同図(A)のときよりも高く設定した場合である。この場合でも初期基準電圧波形は予め設定されているので、同図(A)と同一である。しかし、定常のアーク長が高く設定されているので、過渡期間中の溶接電圧値も全体的に高い方にスライドしている。このために、初期基準電圧波形が相対的に低くなり、p4、b2及びp5に示す溶接電圧が除去されてしまい、過渡期間中のアーク長の初期変動を正確に検出することができない場合があった。
【0041】
この問題を解決するために実施の形態2では、同図(C)に示すように、初期基準電圧波形を前回の溶接時における定常状態での基準電圧波形に設定するものである。これによって、溶接条件に応じて初期基準電圧波形が適正化されることになる。この結果、同図(A)のときと略同じように、わずかにp6に示す溶接電圧が除去されるだけであり、過渡期間中のアーク長の初期変動を正確に検出することができる。このために、過渡期間を短くすることができると共に、過渡期間中のアーク長の変動幅を小さくすることができる。
【0042】
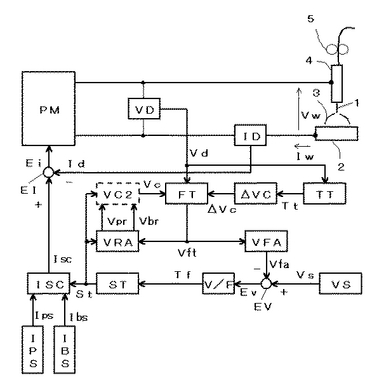
図6は、実施の形態2に係るアークスタート時パルスアーク溶接制御方法を実施するための溶接電源のブロック図である。同図において、上述した図4と同一のブロックには同一符号を付してそれらの説明は省略する。以下、図4とは異なる点線で示すブロックについて同図を参照して説明する。
【0043】
第2基準電圧波形生成回路VC2は、上述したように、アークスタート直後は前回溶接時の定常状態中に記憶した初期基準電圧波形を生成し、アークスタート後はピーク電圧移動平均値信号Vpr及びベース電圧移動平均値信号Vbrによって自動設定された基準電圧波形を生成し、経過時間信号Stに対応する中心電圧値信号Vcを出力する。さらに、第2基準電圧波形生成回路VC2は、定常溶接状態の基準電圧波形を記憶する。
【0044】
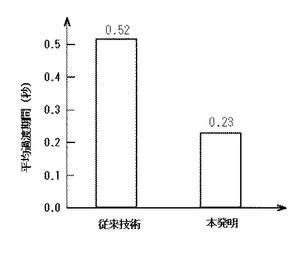
[効果]
図7は、本発明の効果の一例を示す平均過渡期間の比較図である。同図は、直径1.2mmのアルミニウムワイヤを使用したパルスMIG溶接において、アークスタートしてからアーク長が定常値に略収束するまでの過渡期間を50回平均したものである。平均溶接電流値は100Aの場合である。同図から明らかなように、平均過渡期間は、従来技術では0.52秒であったが、本発明では0.23秒に半減した。このように、本発明では、アークスタート時の過渡期間を大幅に短くすることができるので、アークスタート部の溶接品質が向上する。
【図面の簡単な説明】
【0045】
【図1】本発明の実施の形態1に係る溶接電圧制限値Vftの波形図である。
【図2】基準電圧波形の変動幅ΔVcとアークスタート後の経過時間との関係図の一例である。
【図3】基準電圧波形の変動幅ΔVcとアークスタート後の経過時間との関係図の別の一例である。
【図4】実施の形態1に係る溶接電源のブロック図である。
【図5】本発明の実施の形態2に係る溶接電圧制限値Vftの波形図である。
【図6】実施の形態2に係る溶接電源のブロック図である。
【図7】本発明の効果の一例を示す平均過渡期間の比較図である。
【図8】一般的なパルスアーク溶接の電流・電圧波形図である。
【図9】従来技術における基準電圧波形Vcの生成方法を示す図である。
【図10】短絡解除直後に異常電圧が発生したときの溶接電圧Vw及び溶接電圧制限値Vftの波形図である。
【図11】従来技術において基準電圧波形Vcを溶接電圧の移動平均値から自動設定する方法を示す図である。
【図12】従来技術の課題を示すための溶接電圧制限値Vftの波形図である。
【符号の説明】
【0046】
1 溶接ワイヤ
2 母材
3 アーク
4 溶接トーチ
5 送給ロール
EI 電流誤差増幅回路
Ei 電流誤差増幅信号
EV 電圧誤差増幅回路
Ev 電圧誤差増幅信号
FT 制限フィルタ回路
Iav 溶接電流平均値
Ib ベース電流
IBS ベース電流設定回路
Ibs ベース電流設定信号
ID 電流検出回路
Id 電流検出信号
Ip ピーク電流
IPS ピーク電流設定回路
Ips ピーク電流設定信号
ISC 電流制御設定回路
Isc 電流制御設定信号
Iw 溶接電流
PM 電源主回路
ST 経過時間計数回路
St 経過時間信号
ta 経過時間
Tb ベース期間
Tdw ピーク立下り期間
Tf パルス周期(信号)
Tp ピーク期間
TT 過渡期間タイマ回路
Tt 過渡期間(信号)
Tup ピーク立上り期間
V/F 電圧・周波数変換回路
Vav 溶接電圧平均値
Vb ベース電圧
Vba ベース電圧平均値
Vbc 基準ベース電圧値
Vbf ベース電圧制限値
Vbr ベース電圧移動平均値(信号)
VC 基準電圧波形生成回路
Vc 基準電圧波形(の中心電圧値信号)
VC2 第2基準電圧波形生成回路
VD 電圧検出回路
Vd 溶接電圧検出信号
VFA 平均値算出回路
Vfa 溶接電圧制限平均値信号
Vft 溶接電圧制限値(信号)
Vp ピーク電圧
Vpa ピーク電圧平均値
Vpc 基準ピーク電圧値
Vpf ピーク電圧制限値
Vpr ピーク電圧移動平均値(信号)
VRA 溶接電圧制限移動平均値算出回路
VS 電圧設定回路
Vs 電圧設定信号
Vw 溶接電圧
ΔVC 変動幅設定回路
ΔVc 変動幅(信号)
【技術分野】
【0001】
本発明は、アーク長と比例関係にない異常電圧を除去した溶接電圧によってアーク長を制御するパルスアーク溶接制御方法においてアークスタート性を良好にするためのアークスタート時パルスアーク溶接制御方法に関するものである。
【背景技術】
【0002】
図8は、本発明が対象とする消耗電極パルスアーク溶接における溶接電流Iw及び溶接電圧Vwの波形図である。以下、同図を参照して説明する。
【0003】
時刻t1〜t2のピーク立上り期間Tup中は、同図(A)に示すように、ベース電流Ibからピーク電流Ipへと上昇する遷移電流が通電し、同図(B)に示すように、ベース電圧Vbからピーク電圧Vpへと上昇する遷移電圧が電極・母材間に印加する。時刻t2〜t3のピーク期間Tp中は、同図(A)に示すように、溶滴移行させるための大電流値のピーク電流Ipが通電し、同図(B)に示すように、ピーク電圧Vpが電極・母材間に印加する。時刻t3〜t4のピーク立下り期間Tdw中は、同図(A)に示すように、ピーク電流Ipからベース電流Ibへと下降する遷移電流が通電し、同図(B)に示すように、ピーク電圧Vpからベース電圧Vbへと下降する遷移電圧が電極・母材間に印加する。時刻t4〜t5のベース期間Tb中は、同図(A)に示すように、溶滴を成長させないための小電流値のベース電流Ibが通電し、同図(B)に示すように、ベース電圧Vbが電極・母材間に印加する。上記の時刻t1〜t5の期間をパルス周期Tfとして繰り返し溶接が行われる。上記のピーク立上り期間Tup及びピーク立下り期間Tdwは、溶接電源の内部及び外部に存在するリアクトル等による場合は0.3ms程度と短時間である。この場合、略矩形波の溶接電流Iw及び溶接電圧Vwとなる。他方、溶接条件によってはピーク立上り期間Tup及びピーク立下り期間Tdwを数ms程度に設定する場合もある。この場合、台形波の溶接電流Iw及び溶接電圧Vwとなる。
【0004】
同図(A)に示すパルス波形の溶接電流Iwを平均化したのが溶接電流平均値Iavであり、同図(B)に示すように、パルス波形の溶接電圧Vwを平均化したのが溶接電圧平均値Vavである。さらに、同図(B)に示すように、各周期のピーク電圧Vpだけを取り出した平均値がピーク電圧平均値Vpaとなり、各周期のベース電圧Vbだけを取り出した平均値がベース電圧平均値Vbaとなる。
【0005】
パルスアーク溶接のアーク長制御は、以下のように行われる。すなわち、平均アーク長と上記の溶接電圧平均値Vavとは略比例関係にあるので、溶接中のアーク長を溶接電圧平均値Vavによって検出することができる。そして、この溶接電圧平均値Vavの検出値が目標値である電圧設定値Vsと略等しくなるように、パルス周期Tf、ピーク期間Tp、ピーク電流Ip又はベース電流Ibの少なくとも1つ以上を変化させて溶接電流平均値Iavを変化させることによって、ワイヤ溶融速度を変化させてアーク長を適正値に制御する。したがって、このアーク長制御では、上記の溶接電圧平均値Vavによってアーク長を正確に検出できることが、良好なアーク長制御の前提条件となる。
【0006】
ところで、パルスアーク溶接においては、消耗電極である溶接ワイヤと母材とが短絡しその短絡が解除されてアークが再点弧したとき、母材表面の酸化皮膜の不均一に起因するアーク陰極点のふらつき現象が発生したとき等において、異常電圧が溶接電圧Vwに重畳することがある。この異常電圧はアーク長とは比例しない電圧であるので、アーク長を検出するためには溶接電圧Vwに重畳した異常電圧を除去する必要がある。この除去のための方法としては、パルス波形の基準電圧波形Vc及び変動幅ΔVcを予め設定し、溶接電圧VwがVc±ΔVcの範囲外になる部分は異常電圧であるとしてカットして制限する従来技術が提案されている。以下、この従来技術について説明する(特許文献1参照)。
【0007】
図9は、上記の基準電圧波形Vcの設定方法を示す図である。まず、溶接ワイヤの種類、送給速度等に応じて、基準ピーク電圧値Vpc、基準ベース電圧値Vbc及び変動幅ΔVcを、実験等によって予め設定する。そして、同図に示すように、ピーク立上り期間Tupの開始時点を0秒とする経過時間tによって、下式のように基準電圧波形Vcが定義される。
0≦t<Tup
Vc=((Vpc−Vbc)/Tup)・t+Vbc (11)式
Tup≦t<Tup+Tp
Vc=Vpc (12)式
Tup+Tp≦t<Tup+Tp+Tdw
Vc=((Vbc−Vpc)/Tdw)・(t−Tup−Tp)+Vpc (13)式
Tup+Tp+Tdw≦t<Tup+Tp+Tdw+Tb
Vc=Vbc (14)式
【0008】
例えば、同図に示すように、経過時間taにおける溶接電圧検出値がVd1であったとする。経過時間taはTup+Tp≦ta<Tup+Tp+Tdwのときであるので、上記(13)式に代入して、基準電圧波形の中心電圧値Vc1は以下となる。
Vc1=((Vbc−Vpc)/Tdw)・(ta−Tup−Tp)+Vpc
したがって、経過時間taのときの溶接電圧検出値Vd1は、変動幅Vc1±ΔVc内に制限される。すなわち、Vd1≧Vc1+ΔVcのときにはVd1=Vc+ΔVcに制限され、Vd1≦Vc1−ΔVcのときにはVd1=Vc−ΔVcに制限される。このようにして算出された溶接電圧制限値Vftは、異常電圧が略除去されたアーク長に略比例する電圧値となる。
【0009】
図10は、短絡解除直後のアーク再点弧に伴う異常電圧発生時の電圧波形図である。同図(A)は溶接電圧Vwの時間変化を示し、同図(B)は基準電圧波形によって異常電圧を除去した後の溶接電圧制限値Vftの時間変化を示す。同図(B)に示すように、溶接電圧Vwは基準電圧波形を中心電圧値Vcとする変動幅Vc±ΔVc内に制限される。この結果、時刻t1〜t2の短絡期間中の溶接電圧制限値Vft=Vc−ΔVcとなり、時刻t2〜t3の異常電圧発生期間中の溶接電圧制限値Vft=Vc+ΔVcとなる。このように、異常電圧を略除去することができる。
【0010】
図11は、図9で上述した基準電圧波形Vcを自動設定する方法を説明するための溶接電圧制限値Vftの時間変化を示す図である。同図において、現時点は時刻tnであり、第n回目のパルス周期Tf(n)の開始時点である。また、第n−1回目のパルス周期Tf(n-1)におけるピーク期間のみの溶接電圧制限値の平均値がピーク電圧制限値Vpf(n-1)であり、ベース期間のみの溶接電圧制限値の平均値がベース電圧制限値Vbf(n-1)である。同様に、第n−m回目のパルス周期Tf(n-m)におけるピーク期間のみの溶接電圧制限値の平均値がピーク電圧制限値Vpf(n-m)であり、ベース期間のみの溶接電圧制限値の平均値がベース電圧制限値Vbf(n-m)である。
【0011】
時刻tnにおいて、上記の第(n-1)〜第(n-m)回目のピーク電圧制限値Vpfを入力として、下式のようにピーク電圧移動平均値Vpr(n)を算出する。
Vpr(n)=(Vpf(n-1)+…+Vpf(n-m))/m (21)式
同様に、時刻tnにおいて、上記の第(n-1)〜第(n-m)回目のベース電圧制限値Vbfを入力として、下式のようにベース電圧移動平均値Vbr(n)を算出する。
Vbr(n)=(Vbf(n-1)+…+Vbf(n-m))/m (22)式
【0012】
そして、上述した(11)〜(14)式において、基準ピーク電圧値Vpcに上記のピーク電圧移動平均値Vprを代入し、かつ、基準ベース電圧値Vbcに上記のベース電圧移動平均値Vbrを代入すると、下式のように第n回目のパルス周期Tf(n)期間中の基準電圧波形が自動設定される。
0≦t<Tup
Vc(n)=((Vpr(n)−Vbr(n))/Tup)・t+Vbr(n) (31)式
Tup≦t<Tup+Tp
Vc(n)=Vpr(n) (32)式
Tup+Tp≦t<Tup+Tp+Tdw
Vc(n)=((Vbr(n)−Vpr(n))/Tdw)・(t−Tup−Tp)+Vpr(n) (33)式
Tup+Tp+Tdw≦t<Tup+Tp+Tdw+Tb
Vc(n)=Vbr(n) (34)式
【0013】
上述したように、パルス周期の開始時点ごとに、上記のピーク電圧移動平均値Vpr及びベース電圧移動平均値Vbrを算出し、上記(31)式〜(34)式によって基準電圧波形が自動設定される。上記において、ピーク電圧移動平均値Vprを算出するときに、ピーク電圧制限値Vpfを重み付け移動平均して算出してもよい。同様に、ベース電圧移動平均値Vbrを算出するときに、ベース電圧制限値Vbfを重み付け移動平均して算出してもよい。また、移動平均する期間の長さは、過去数周期〜数十周期程度に設定する。
【0014】
【特許文献1】特開2004−311409号公報
【発明の開示】
【発明が解決しようとする課題】
【0015】
基準電圧波形を設定する方法としては、図9で上述した予め設定する第1の方法と、図11で上述した溶接電圧制限値の移動平均値から自動設定する第2の方法とがある。第1の方法は、種々な溶接条件ごとに基準電圧波形を予め設定するための予備試験に多くの時間が必要になる。このために、その必要のない第2の方法が使用されることが多い。したがって、以下の説明では、この第2の方法の場合について説明する。
【0016】
図12は、パルスアーク溶接におけるアークスタート時の溶接電圧制限値Vftの時間変化を示す図である。同図は、説明を分かりやすくするために、ピーク立上り期間及びピーク立下り期間が短い場合であり、パルス波形が略矩形波と見なせる場合である。また、同図に示す斜線の四角形は、ピーク期間及びベース期間の基準電圧波形の変動幅Vc±ΔVcの範囲を模式的に示したものである。この四角形の真中の横線が基準電圧波形の中心電圧値Vcを示し、上部の横線がVc+ΔVcを示し、下部の横線がVc−ΔVcを示す。すなわち、ピーク電圧及びベース電圧は、この四角形の範囲内で制限されて、溶接電圧制限値Vftが算出される。以下、同図を参照して説明する。
【0017】
(1)時刻t1〜t3のアーク発生以前の期間
時刻t1において、溶接を開始すると、高い無負荷電圧が溶接電源から出力されると共に、溶接ワイヤの送給が開始される。時刻t2において、溶接ワイヤが母材に到達し短絡状態になると、溶接電圧は低い値の短絡電圧値になる。時刻t3において、アークスタート時の初期短絡Ts状態が解除されると、アークが発生して以後パルス波形の溶接電圧が印加する。時刻t1〜t3のアーク発生以前の期間中は、溶接電圧はすべて0Vとして溶接電圧制限値Vftが出力される。
【0018】
(2)時刻t3〜t6の過渡期間Tt
時刻t3においてアークが発生してパルス波形の溶接電圧及び溶接電流が出力される。上述したように、アーク長が所望値になるように溶接電源の出力制御が行われ、過渡期間Ttの後に定常のアーク長に収束する。この過渡期間Tt中のアーク長は、上記の初期短絡期間の長さ、ワイヤ突出し部の温度不均衡、ワイヤ送給速度の初期変動等の種々の要因によってアーク長は大きく変動する。このアーク長の初期変動に伴い初期変動する溶接電圧に上述した異常電圧がさらに重畳することになる。アーク長を迅速に定常状態に収束させるためには、この過渡期間Tt中においてはアーク長の初期変動に伴う溶接電圧の初期変動を正確に検出すると共に、アーク長の変動とは無関係の異常電圧は除去して溶接電圧制限値Vftを算出する必要がある。
【0019】
時刻t3においてアークが発生した時点では、溶接電圧制限値の移動平均値によって基準電圧波形を自動設定することはできないために、基準電圧波形の初期値を設定しておく必要がある。時刻t3〜t4の第1回目のパルス周期において、過渡期間Tt中はアーク長の変動が大きいので溶接電圧の変動も大きくなるために、本来除去すべきではないp1に示すピーク電圧及びb1に示すベース電圧が基準電圧波形の変動幅外ということで除去されてしまう。時刻t4〜t5の第2回目のパルス周期においても、p2に示す本来除去されるべきではないピーク電圧が除去されてしまう。他方、a1に示す異常電圧は略除去することができている。このように、アークスタート時の過渡期間Tt中において、アーク長の初期変動に伴う溶接電圧の初期変動の一部が基準電圧波形の変動幅外として除去されてしまう。このために、過渡期間Tt中のアーク長の初期変動を正確に検出することができなくなり、過渡期間Ttが長くなりアーク長変動幅も大きくなりアークスタート部の溶接品質が悪くなるという課題があった。
【0020】
そこで、本発明では、異常電圧を除去しつつアークスタート時のアーク長の初期変動に伴う溶接電圧の初期変動は除去することなく検出することができるアークスタート時パルスアーク溶接制御方法を提供する。
【課題を解決するための手段】
【0021】
上述した課題を解決するために、第1の発明は、ピーク電流及びベース電流を1周期とするパルス波形の溶接電流をアークに通電すると共に、消耗電極と母材との間のパルス波形の溶接電圧を検出しこの溶接電圧検出値をパルス波形の基準電圧波形からの所定変動幅内で制限して溶接電圧制限値を算出し、前記基準電圧波形は前記溶接電圧制限値を移動平均した電圧波形から生成し、前記溶接電圧制限値を1周期又は数周期ごとに平均化した溶接電圧制限平均値が予め定めた電圧設定値と略等しくなるように溶接電源の出力を制御するパルスアーク溶接制御方法であって、
アークスタート時は前記基準電圧波形を予め定めた初期基準電圧波形に設定してアークスタートを開始するアークスタート時パルスアーク溶接制御方法において、
前記変動幅を、アークスタート時の過渡状態の期間中は定常状態よりも大きな値に設定することを特徴とするアークスタート時パルスアーク溶接制御方法である。
【0022】
また、第2の発明は、第1の発明記載の初期基準電圧波形を、前回溶接中の定常状態で記憶された前記基準電圧波形に設定して今回のアークスタートを開始することを特徴とするアークスタート時パルスアーク溶接制御方法である。
【発明の効果】
【0023】
上記第1の発明によれば、アークスタート後の過渡期間中における基準電圧波形の変動幅ΔVcを定常状態よりも大きくすることによって、過渡期間中のアーク長の初期変動に伴う溶接電圧の初期変動を正確に検出することができる。このために、アークスタート時の過渡期間を短くしてアーク長の変動幅を小さくすることができるので、アークスタート部の溶接品質が向上する。
【0024】
上記第2の発明によれば、アークスタート時の初期基準電圧波形を前回溶接時の定常状態で記憶された基準電圧波形に設定することによって、溶接条件が予め想定した標準溶接条件とは異なっているときでも、上記の効果を奏することができる。
【発明を実施するための最良の形態】
【0025】
以下、図面を参照して本発明の実施の形態について説明する。
【0026】
[実施の形態1]
図1は、本発明の実施の形態1に係るパルスアーク溶接におけるアークスタート時の溶接電圧制限値Vftの時間変化を示す図である。同図は、上述した図12と対応しており、説明を分かりやすくするためにピーク立上り期間及びピーク立下り期間が短い場合であり、パルス波形が略矩形波と見なせる場合である。また、同図に示す斜線の四角形は、ピーク期間及びベース期間の基準電圧波形の変動幅Vc±ΔVcの範囲を模式的に示したものである。この四角形の真中の横線が基準電圧波形の中心電圧値Vcを示し、上部の横線がVc+ΔVcを示し、下部の横線がVc−ΔVcを示す。すなわち、ピーク電圧及びベース電圧は、この四角形の範囲内で制限されて、溶接電圧制限値Vftが算出される。本発明では、アークスタート後にアーク長が定常状態に収束するまでの過渡期間Tt中は、変動幅ΔVcを定常状態よりも大きく設定するものである。したがって、変動幅ΔVcの値を表わす四角形の高さは、過渡期間Tt中がそれ以降に比べて大きくなっている。同図の時刻t1〜t3までの期間の動作は、上述した図12のときと同一であるので説明は省略する。以下、同図を参照して時刻t3以降について説明する。
【0027】
時刻t3〜t4の第1回目のパルス周期において、基準電圧波形の初期値は図12と同一であるが、変動幅ΔVcは大きくなっている。このために、p3に示すように、わずかにピーク電圧が除去されるが、ベース電圧は除去されない。時刻t4〜t5の第2回目のパルス周期においては、ピーク電圧及びベース電圧共に除去されない。その上で、a2に示す異常電圧は除去させる。このように、実施の形態1では、過渡期間Tt中のアーク長の初期変動に伴う溶接電圧の初期変動の一部を略除去することなく溶接電圧制限値Vftとして算出すると共に、異常電圧はしっかりと除去することができる。この結果、過渡期間Ttを短くすることができると共に、過渡期間Tt中のアーク長の変動幅を小さく抑制することができ、アークスタート部の溶接品質が改善される。同図は、ピーク立上り期間及びピーク立下り期間が短い場合であるが、両期間が数ms程度と長い場合でも同様である。
【0028】
上記において、基準電圧波形の変動幅ΔVcを大きくする期間は、過渡期間Tt中である。この過渡期間Ttは所定期間を予め設定してもよい。また、溶接電圧及び/又は溶接電流の平均値の変化、パルス周期の変化等によって過渡期間Tt終了時点を判別してもよい。
【0029】
図2及び図3は、基準電圧波形の変動幅ΔVcとアークスタート後の経過時間との関係を示す図である。アークスタート後とは、上述した図1の時刻t3の時点である。すなわち、アークが発生してからの経過時間である。同図では、過渡期間Tt=0.4秒の所定値として設定した場合である。点線は直径1.2mmの鉄鋼ワイヤを使用したパルスMAG溶接の場合であり、実線は直径1.2mmのアルミニウムワイヤを使用したパルスMIG溶接の場合である。
【0030】
図2は、変動幅ΔVcを過渡期間Ttで階段状に変化させる場合である。他方、図3は、変動幅ΔVcを過渡期間Ttの間傾斜状に変化させる場合である。これ以外にも、2段階に変化させる場合等種々のパターンが考えられる。
【0031】
図4は、実施の形態1に係るアークスタート時パルスアーク溶接制御方法を実施するための溶接電源のブロック図である。以下、同図を参照して各ブロックについて説明する。
【0032】
電源主回路PMは、商用交流電源(3相200V等)を入力として、後述する電流誤差増幅信号Eiに従って、インバータ制御、チョッパ制御等の出力制御を行い、溶接に適した溶接電圧Vw及び溶接電流Iwを出力する。溶接ワイヤ1は、ワイヤ送給装置の送給ロール5の回転によって溶接トーチ4内を通って送給されて、母材2との間でアーク3が発生する。
【0033】
電圧検出回路VDは、上記の溶接電圧Vwを検出して、溶接電圧検出信号Vdを出力する。溶接電圧制限移動平均値算出回路VRAは、後述する溶接電圧制限値信号Vft及び後述する経過時間信号Stを入力として、図11で上述したように、ピーク電圧移動平均値信号Vpr及びベース電圧移動平均値信号Vbrを出力する。基準電圧波形生成回路VCは、上述したように、アークスタート時は予め定めた初期基準電圧波形を生成し、アークスタート後は上記のピーク電圧移動平均値信号Vpr及びベース電圧移動平均値信号Vbrによって自動設定された基準電圧波形を生成し、後述する経過時間信号Stに対応する中心電圧値信号Vcを出力する。過渡期間タイマ回路TTは、溶接電圧検出信号Vdによってアーク発生を判別しそれから所定期間Highレベルとなる過渡期間信号Ttを出力する。変動幅設定回路ΔVCは、上記の過渡期間信号TtがHighレベルのときは予め定めた大きな値の、Lowレベルのときは予め定めた小さな値の、変動幅信号ΔVcを出力する。制限フィルタ回路FTは、上記の溶接電圧検出信号Vdを入力として、上記の中心電圧値からの変動幅Vc±ΔVc内に制限して、溶接電圧制限値信号Vftを出力する。平均値算出回路VFAは、上記の溶接電圧制限値信号Vftを入力として平均値を算出し、溶接電圧制限平均値信号Vfaを出力する。
【0034】
電圧設定回路VSは、予め定めた電圧設定信号Vsを出力する。電圧誤差増幅回路EVは、上記の溶接電圧制限平均値信号Vfaと電圧設定信号Vsとの誤差を増幅して、電圧誤差増幅信号Evを出力する。電圧・周波数変換回路V/Fは、上記の電圧誤差増幅信号Evの値に比例した周波数に変換し、その周波数(パルス周期)ごとに短時間Highレベルとなるパルス周期信号Tfを出力する。経過時間計数回路STは、上記のパルス周期信号TfがHighレベルに変化した時点(ピーク立上り期間の開始時点)からの経過時間を計数して、経過時間信号Stを出力する。
【0035】
ピーク電流設定回路IPSは、予め定めたピーク電流設定信号Ipsを出力する。ベース電流設定回路IBSは、予め定めたベース電流設定信号Ibsを出力する。電流制御設定回路ISCは、上記の経過時間信号Stを入力として、ピーク立上り期間Tup中は上記のベース電流設定信号Ibsから上記のピーク電流設定信号Ipsへと上昇する電流制御設定信号Iscを出力し、その後のピーク期間Tp中は上記のピーク電流設定信号Ipsを電流制御設定信号Iscとして出力し、その後のピーク立下り期間Tdw中は上記のピーク電流設定信号Ipsから上記のベース電流設定信号Ibsへと下降する電流制御設定信号Iscを出力し、その後のベース期間Tb中は上記のベース電流設定信号Ibsを電流制御設定信号Iscとして出力する。電流検出回路IDは、上記の溶接電流Iwを検出して、電流検出信号Idを出力する。電流誤差増幅回路EIは、上記の電流制御設定信号Iscと電流検出信号Idとの誤差を増幅して、電流誤差増幅信号Eiを出力する。上記ブロックにより、上記の電流制御設定信号Iscに相当する図8で上述した溶接電流Iwが通電する。
【0036】
上記の過渡期間タイマ回路TT及び変動幅設定回路ΔVCによって、アークスタート後の過渡期間中の基準電圧波形の変動幅を定常状態よりも大きくすることができる。
【0037】
[実施の形態2]
本発明の実施の形態2は、実施の形態1記載の初期基準電圧波形を、前回溶接中の定常状態での基準電圧波形に設定して今回のアークスタートを開始するものである。以下、図面を参照して説明する。
【0038】
図5は、本発明の実施の形態2に係るパルスアーク溶接におけるアークスタート時の溶接電圧制限値Vftの時間変化を示す図である。同図(A)は上述した図1と同一の波形図であり、同図(B)は同図(A)とは溶接条件が異なるときの実施の形態1による波形図であり、同図(C)は同図(B)と同一溶接条件において実施の形態2による波形図である。また、同図に示す斜線の四角形は、図1と同様に、ピーク期間及びベース期間の溶接電圧制限値の変動幅Vc±ΔVcの範囲を模式的に示したものである。この四角形の真中の横線が基準電圧波形の中心電圧値Vcを示し、上部の横線がVc+ΔVcを示し、下部の横線がVc−ΔVcを示す。すなわち、ピーク電圧及びベース電圧は、この四角形の範囲内で制限されて溶接電圧制限値Vftが算出される。本発明では、アークスタート後にアーク長が定常状態に収束するまでの過渡期間Tt中は、変動幅ΔVcを定常状態よりも大きく設定するものである。以下、同図を参照して説明する。
【0039】
同図(A)は、上述した図1と同一波形図である。同図(A)は、標準的な溶接条件を想定して、その標準溶接条件下で溶接を行い、定常状態にあるときの溶接電圧制限値の移動平均値から自動設定された基準電圧波形を初期基準電圧波形として予め設定している。このために、標準溶接条件で溶接を行う場合には、アーク発生直後の第1回目のパルス周期のときから定常状態とのアーク長の偏差をp3に示すわずかな除去部分を除き略正確に検出することができる。
【0040】
次に、同図(B)は、標準溶接条件とは異なる溶接条件で溶接を行ったときの実施の形態1による波形図である。同図(B)は、定常のアーク長を同図(A)のときよりも高く設定した場合である。この場合でも初期基準電圧波形は予め設定されているので、同図(A)と同一である。しかし、定常のアーク長が高く設定されているので、過渡期間中の溶接電圧値も全体的に高い方にスライドしている。このために、初期基準電圧波形が相対的に低くなり、p4、b2及びp5に示す溶接電圧が除去されてしまい、過渡期間中のアーク長の初期変動を正確に検出することができない場合があった。
【0041】
この問題を解決するために実施の形態2では、同図(C)に示すように、初期基準電圧波形を前回の溶接時における定常状態での基準電圧波形に設定するものである。これによって、溶接条件に応じて初期基準電圧波形が適正化されることになる。この結果、同図(A)のときと略同じように、わずかにp6に示す溶接電圧が除去されるだけであり、過渡期間中のアーク長の初期変動を正確に検出することができる。このために、過渡期間を短くすることができると共に、過渡期間中のアーク長の変動幅を小さくすることができる。
【0042】
図6は、実施の形態2に係るアークスタート時パルスアーク溶接制御方法を実施するための溶接電源のブロック図である。同図において、上述した図4と同一のブロックには同一符号を付してそれらの説明は省略する。以下、図4とは異なる点線で示すブロックについて同図を参照して説明する。
【0043】
第2基準電圧波形生成回路VC2は、上述したように、アークスタート直後は前回溶接時の定常状態中に記憶した初期基準電圧波形を生成し、アークスタート後はピーク電圧移動平均値信号Vpr及びベース電圧移動平均値信号Vbrによって自動設定された基準電圧波形を生成し、経過時間信号Stに対応する中心電圧値信号Vcを出力する。さらに、第2基準電圧波形生成回路VC2は、定常溶接状態の基準電圧波形を記憶する。
【0044】
[効果]
図7は、本発明の効果の一例を示す平均過渡期間の比較図である。同図は、直径1.2mmのアルミニウムワイヤを使用したパルスMIG溶接において、アークスタートしてからアーク長が定常値に略収束するまでの過渡期間を50回平均したものである。平均溶接電流値は100Aの場合である。同図から明らかなように、平均過渡期間は、従来技術では0.52秒であったが、本発明では0.23秒に半減した。このように、本発明では、アークスタート時の過渡期間を大幅に短くすることができるので、アークスタート部の溶接品質が向上する。
【図面の簡単な説明】
【0045】
【図1】本発明の実施の形態1に係る溶接電圧制限値Vftの波形図である。
【図2】基準電圧波形の変動幅ΔVcとアークスタート後の経過時間との関係図の一例である。
【図3】基準電圧波形の変動幅ΔVcとアークスタート後の経過時間との関係図の別の一例である。
【図4】実施の形態1に係る溶接電源のブロック図である。
【図5】本発明の実施の形態2に係る溶接電圧制限値Vftの波形図である。
【図6】実施の形態2に係る溶接電源のブロック図である。
【図7】本発明の効果の一例を示す平均過渡期間の比較図である。
【図8】一般的なパルスアーク溶接の電流・電圧波形図である。
【図9】従来技術における基準電圧波形Vcの生成方法を示す図である。
【図10】短絡解除直後に異常電圧が発生したときの溶接電圧Vw及び溶接電圧制限値Vftの波形図である。
【図11】従来技術において基準電圧波形Vcを溶接電圧の移動平均値から自動設定する方法を示す図である。
【図12】従来技術の課題を示すための溶接電圧制限値Vftの波形図である。
【符号の説明】
【0046】
1 溶接ワイヤ
2 母材
3 アーク
4 溶接トーチ
5 送給ロール
EI 電流誤差増幅回路
Ei 電流誤差増幅信号
EV 電圧誤差増幅回路
Ev 電圧誤差増幅信号
FT 制限フィルタ回路
Iav 溶接電流平均値
Ib ベース電流
IBS ベース電流設定回路
Ibs ベース電流設定信号
ID 電流検出回路
Id 電流検出信号
Ip ピーク電流
IPS ピーク電流設定回路
Ips ピーク電流設定信号
ISC 電流制御設定回路
Isc 電流制御設定信号
Iw 溶接電流
PM 電源主回路
ST 経過時間計数回路
St 経過時間信号
ta 経過時間
Tb ベース期間
Tdw ピーク立下り期間
Tf パルス周期(信号)
Tp ピーク期間
TT 過渡期間タイマ回路
Tt 過渡期間(信号)
Tup ピーク立上り期間
V/F 電圧・周波数変換回路
Vav 溶接電圧平均値
Vb ベース電圧
Vba ベース電圧平均値
Vbc 基準ベース電圧値
Vbf ベース電圧制限値
Vbr ベース電圧移動平均値(信号)
VC 基準電圧波形生成回路
Vc 基準電圧波形(の中心電圧値信号)
VC2 第2基準電圧波形生成回路
VD 電圧検出回路
Vd 溶接電圧検出信号
VFA 平均値算出回路
Vfa 溶接電圧制限平均値信号
Vft 溶接電圧制限値(信号)
Vp ピーク電圧
Vpa ピーク電圧平均値
Vpc 基準ピーク電圧値
Vpf ピーク電圧制限値
Vpr ピーク電圧移動平均値(信号)
VRA 溶接電圧制限移動平均値算出回路
VS 電圧設定回路
Vs 電圧設定信号
Vw 溶接電圧
ΔVC 変動幅設定回路
ΔVc 変動幅(信号)
【特許請求の範囲】
【請求項1】
ピーク電流及びベース電流を1周期とするパルス波形の溶接電流をアークに通電すると共に、消耗電極と母材との間のパルス波形の溶接電圧を検出しこの溶接電圧検出値をパルス波形の基準電圧波形からの所定変動幅内で制限して溶接電圧制限値を算出し、前記基準電圧波形は前記溶接電圧制限値を移動平均した電圧波形から生成し、前記溶接電圧制限値を1周期又は数周期ごとに平均化した溶接電圧制限平均値が予め定めた電圧設定値と略等しくなるように溶接電源の出力を制御するパルスアーク溶接制御方法であって、
アークスタート時は前記基準電圧波形を予め定めた初期基準電圧波形に設定してアークスタートを開始するアークスタート時パルスアーク溶接制御方法において、
前記変動幅を、アークスタート時の過渡状態の期間中は定常状態よりも大きな値に設定することを特徴とするアークスタート時パルスアーク溶接制御方法。
【請求項2】
請求項1記載の初期基準電圧波形を、前回溶接中の定常状態で記憶された前記基準電圧波形に設定して今回のアークスタートを開始することを特徴とするアークスタート時パルスアーク溶接制御方法。
【請求項1】
ピーク電流及びベース電流を1周期とするパルス波形の溶接電流をアークに通電すると共に、消耗電極と母材との間のパルス波形の溶接電圧を検出しこの溶接電圧検出値をパルス波形の基準電圧波形からの所定変動幅内で制限して溶接電圧制限値を算出し、前記基準電圧波形は前記溶接電圧制限値を移動平均した電圧波形から生成し、前記溶接電圧制限値を1周期又は数周期ごとに平均化した溶接電圧制限平均値が予め定めた電圧設定値と略等しくなるように溶接電源の出力を制御するパルスアーク溶接制御方法であって、
アークスタート時は前記基準電圧波形を予め定めた初期基準電圧波形に設定してアークスタートを開始するアークスタート時パルスアーク溶接制御方法において、
前記変動幅を、アークスタート時の過渡状態の期間中は定常状態よりも大きな値に設定することを特徴とするアークスタート時パルスアーク溶接制御方法。
【請求項2】
請求項1記載の初期基準電圧波形を、前回溶接中の定常状態で記憶された前記基準電圧波形に設定して今回のアークスタートを開始することを特徴とするアークスタート時パルスアーク溶接制御方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2006−68784(P2006−68784A)
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願番号】特願2004−256657(P2004−256657)
【出願日】平成16年9月3日(2004.9.3)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願日】平成16年9月3日(2004.9.3)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]