
アークブレージング用シールドガスおよびこれを用いたアークブレージング方法
【課題】安価かつ簡便な方法によりアークの不安定現象に起因するスパッタの発生やアークの過度な集中によるビード不整の発生、ビード表面の酸化によるビードの変色並びにシワの発生を防止することにある。
【解決手段】銅を主成分としアルミニウムを含有するワイヤとシールドガスを用いた鋼板のアークブレージング方法において、シールドガス中の炭酸ガスが0.07〜0.5体積%、好ましくは0.1〜0.3体積%であり残部がアルゴンからなる混合ガス、または酸素ガスが0.03〜0.4体積%、好ましくは0.05〜0.18体積%であり残部がアルゴンからなる混合ガスをシールドガスとして使用し、アークブレージングする。
【解決手段】銅を主成分としアルミニウムを含有するワイヤとシールドガスを用いた鋼板のアークブレージング方法において、シールドガス中の炭酸ガスが0.07〜0.5体積%、好ましくは0.1〜0.3体積%であり残部がアルゴンからなる混合ガス、または酸素ガスが0.03〜0.4体積%、好ましくは0.05〜0.18体積%であり残部がアルゴンからなる混合ガスをシールドガスとして使用し、アークブレージングする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、銅を主成分としアルミニウムを含有する銅アルミニウム合金ワイヤを用いた鋼板のアークブレージングにおいて、ビード不整(ビード幅の不均一)やビードの焼け発生を低減するシールドガス及びこのシールドガスを用いたアークブレージング方法に関するものである。
【背景技術】
【0002】
アークブレージングは電気アークを熱源としたろう付け方法であり、接合する母材より融点の低い金属又は合金を溶加材として用い、母材をほとんど溶融せずに接合する接合方法である。使用される溶加材は主として銅合金ワイヤが用いられ、シリコンやマンガンを含有した銅シリコン合金(CuSi型、融点910〜1025℃)やアルミニウムを含有した銅アルミニウム合金(CuAl型、融点1030〜1040℃)が一般的に使用される。
【0003】
特に銅アルミニウム合金は引張強度が銅シリコン合金(330〜370MPa)よりも高く(390〜450MPa)、光沢のある美麗なビードが得られる特徴がある。
アークブレージングは、溶融溶接に比べて低入熱であるため、歪の発生が少なく、自動車車体部品など薄板の接合に適している。シールドガスには、アルゴンガスが一般的に用いられている。
【0004】
しかしながら、シールドガスにアルゴンガスを使用すると、陰極点が安定せずアークの発生が不安定となり、スパッタが発生すると共にビード止端の安定性低下や蛇行といったビード不整を生じる。また、ブレージング速度もアーク溶接と同様にアークを不安定化させる要因となるため、高速化は困難であり、一般的に1.0m/分未満の領域で施工されている。
【0005】
このアーク不安定に起因するスパッタやビード不整を低減するアークブレージング方法として、シールドガス中に酸素ガス、炭酸ガス、水素ガス又はヘリウムガスを一定量以上添加し、アークを安定化させる発明が種々提案されている。
【0006】
しかし、これらの先行発明では、アークの不安定現象に起因するスパッタの発生やアークの過度な集中によるビード不整の発生、ビード表面の酸化によるビードの変色並びにシワの発生を防止することが十分ではなく、しかも混合するガス種が多くなって、コストが嵩むなどの問題点があった。
【特許文献1】特開平9−248668号公報
【特許文献2】特表2005−515899号公報
【特許文献3】DE 19849510A1
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明における課題は、安価かつ簡便な方法によりアークの不安定現象に起因するスパッタの発生やアークの過度な集中によるビード不整の発生、ビード表面の酸化によるビードの変色並びに酸化膜形成に起因するシワの発生を防止することにある。
【課題を解決するための手段】
【0008】
かかる課題を解決するため、
請求項1にかかる発明は、銅を主成分としアルミニウムを含有するワイヤとシールドガスを用いた鋼板のアークブレージング方法において、
シールドガス中の炭酸ガスが0.07〜0.5体積%であり、残部がアルゴンからなる混合ガスを使用し、アークブレージングすることを特徴とする鋼板のアークブレージング方法である。
【0009】
請求項2にかかる発明は、銅を主成分としアルミニウムを含有するワイヤとシールドガスを用いた鋼板のアークブレージング方法において、
シールドガス中の酸素ガスが0.03〜0.4体積%であり、残部がアルゴンからなる混合ガスを使用し、アークブレージングすることを特徴とする鋼板のアークブレージング方法である。
【0010】
請求項3にかかる発明は、シールドガス中の酸素ガスが0.05〜0.18体積%であることを特徴とする請求項2記載の鋼板のアークブレージング方法である。
請求項4にかかる発明は、溶接電流がパルス電流であり、その1パルスあたりのピーク電流からベース電流までの立ち下がり時間が1.5〜3.1ms、かつピーク電流からベース電流までの立ち下がり時間とベース電流時間の合計が3.3〜6.8msであることを特徴とする請求項1ないし3のいずれかに記載の鋼板のアークブレージング方法である。
【0011】
請求項5にかかる発明は、銅を主成分としアルミニウムを含有するワイヤを用いた鋼板のアークブレージングに用いるシールドガスであって、
炭酸ガスが0.1〜0.5体積%であり、残部がアルゴンであることを特徴とするシールドガスである。
【0012】
請求項6にかかる発明は、銅を主成分としアルミニウムを含有するワイヤを用いた鋼板のアークブレージングに用いるシールドガスであって、
酸素ガスが0.03〜0.4体積%であり、残部がアルゴンであることを特徴とするシールドガスである。
請求項7にかかる発明は、酸素ガスが0.05〜0.18体積%であることを特徴とする請求項6記載のシールドガスである。
【発明の効果】
【0013】
本発明によれば、シールドガス中の炭酸ガスを0.07〜0.5体積%の範囲、好ましくは炭酸ガスを0.1〜0.3体積%の範囲又は酸素ガスを0.03〜0.4体積%の範囲、好ましくは酸素ガスを0.05〜0.18体積%の範囲に調整し残部がアルゴンからなる混合ガスを使用することにより、アークの不安定現象を改善し、スパッタの発生を低減できる。また、アークの過度な集中が抑制されるため、止端の揃ったビードが形成でき、狙いずれに強くなるとともにアークブレージングの高速化が実現できる。さらに、シールドガス中の酸化性ガス成分の最適化により、ビード表面の酸化によるビードの変色並びに酸化膜形成に起因するシワの発生を防止できる。
【発明を実施するための最良の形態】
【0014】
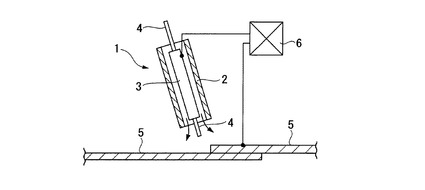
図1は、本発明のブレージング方法の一例を模式的に示すもので、その要部を示している。図1中、符号1は、溶接トーチを示す。この溶接トーチ1は、ガスノズル2とコンタクトチップ3とから構成されている。
ガスノズル2は、中空円筒状もので、その内部には同軸的に中空円筒状のコンタクトチップ3が間隙を配して挿通、固定されている。
【0015】
ガスノズル2とコンタクトチップ3との間の間隙は、シールドガスが流れる流路となっており、この流路は、図示しないシールドガス供給源に接続され、シールドガスが供給されるようになっている。
コンタクトチップ3内の空洞にはワイヤ4が挿通され、図示しないワイヤ送給部から自動的に送給されたワイヤ4が連続的に送り出されるように構成されている。
【0016】
また、ワイヤ4と母材5との間には、溶接電源装置6からの溶接電流が印加されるようになっており、この溶接電流によりワイヤ4と母材5との間にアークが発生し、このアークによりワイヤ4が溶融して溶滴が形成され、この溶滴が母材5に移行し、母材5の隙間に流入して母材5の接合(ろう付け)が行われる。
【0017】
前記シールドガスには、2種類のシールドガスが用いられる。第1のシールドガスは、炭酸ガスが0.07〜0.5体積%、好ましくは0.1〜0.3体積%であり、残部がアルゴンからなる混合ガスである。ここで、炭酸ガスが0.07体積%未満ではアークが不安定になることからスパッタの発生やビード幅が不均一となり、0.5体積%を越えると著しいビード酸化とともにアークが極度に集中するため、ビード幅が狭くなり過剰となった溶融金属がスパッタとして飛散し、ビード幅も不揃いとなる。
【0018】
第2のシールドガスは、酸素ガスが0.03〜0.4体積%、好ましくは0.05〜0.18体積%であり、残部がアルゴンからなる混合ガスである。ここで、酸素が0.03体積%未満ではアークが不安定になることからスパッタの発生やビード幅が不均一となり、0.4体積%を越えると著しいビード酸化とともにアークが極度に集中するため、ビード幅が狭くなり過剰となった溶融金属がスパッタとして飛散し、ビード幅も不揃いとなる。
シールドガスの流量は10〜30リットル/分程度とされるが、この範囲に限定されることはない。
【0019】
前記ワイヤ4には、直径0.8〜1.2mmの銅を主成分としアルミニウムを含有する銅合金ワイヤが用いられ、EN14640:2005に規定されるアルミニウム含有量が6.0〜9.5wt%の範囲である銅合金ワイヤを使用することができる。ワイヤ4の送り出し速度は、必要溶着量に基づき選択され、6〜20m/分の範囲が好ましいが、この範囲に限定されることはない。
【0020】
前記母材5には、炭素鋼板、ステンレス鋼板などの鋼板が用いられ、その板厚は0.6〜3.2mm程度とされる。継手形状は、主に重ね継手とされるが、これに限られることはない。2枚の母材5、5の間の隙間は0〜3mm程度とされる。
なお、亜鉛めっき鋼板などの表面処理鋼板は除かれる。
【0021】
前記溶接電流には、その電流波形がパルス波形の直流電流などが用いられる。
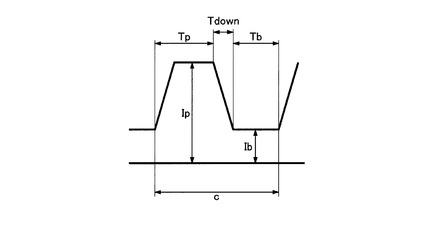
図2は、このパルス波形の例を示すものである。このパルス波形において、ピーク電流Ipからベース電流Ibまでの立ち下がり時間(以下、単に立ち下がり時間と言うことがある。)Tdownを1.5〜3.1msとすることが好ましい。
また、ピーク電流Ipからベース電流Ibまでの立ち下がり時間Tdownとベース電流時間Tbの合計を3.3〜6.8ms、もしくはピーク電流Ipからベース電流Ibまでの立ち下がり時間Tdownとベース電流時間Tbの合計をパルス周期cに対して65〜80%とするのが好ましい。
【0022】
ピーク電流Ipからベース電流Ibまでの立ち下がり時間Tdownが1.5ms未満ではワイヤ先端に形成された溶滴が離脱する時間が足りず、スパッタが発生する。前記立ち下がり時間Tdownが3.1msを越えると溶滴の離脱に時間が掛かりすぎ、不安定なビードとなる。
また、前記立ち下がり時間Tdownとベース電流時間Tbとの合計が3.3ms未満、もしくはパルス周期cに対して65%未満では、ワイヤ4先端に形成された溶滴が溶融池に円滑に移行する前に次のパルスが印加されるため、アークの不安定現象に繋がる。
また、前記立ち下がり時間Tdownとベース電流時間Tbとの合計が6.8ms越えると、もしくはパルス周期cに対して80%を越えると、パルス期間Tpにおけるワイヤ4の溶融が不足し、溶滴が形成しにくくなるため、不規則な溶滴移行になり、短絡やビード不整を生じ易くなる。
【0023】
また、ベース電流Ibに対してピーク電流Ipを4.6〜7.5倍以内にすることが好ましく、これ以外の範囲ではベース電流時間Tbにおいてワイヤの著しい溶融または溶融不足を生じ、スパッタの発生やビード不整を生じやすくなる。
また、平均溶接電流は80〜300Aが好ましく、ピーク電流Ipは200〜500A、ベース電流Ibは30〜150Aが好ましく、アーク電圧は18〜25Vが好ましい。これらの溶接電流条件は、必要に応じて適宜変動させることができ、良好な接合状態が得られるように試行錯誤によって決めることが実際的である。
【0024】
溶接トーチ1の移動速度、すなわちブレージング速度は1.0〜2.5m/分程度が好ましい。溶接トーチ1の前進角は−10度〜+10度の範囲が好ましく、傾斜角は鉛直方向に対して10〜45度とするのが好ましい。
【0025】
以下に、本発明のシールドガス組成限定理由について、後述の具体例の結果から導き出された考察に基づいて述べる。
シールドガス中に酸化性ガスを添加すると、母材の陰極点が安定して形成されるため、アークの指向性が増し、ビード蛇行に代表されるアークの不安定現象を改善する効果が得られる。
一方、酸化性ガスを必要以上添加するとアークが過度に集中し、ビードが細くなり止端の安定性が低下すると共に、酸化によりビード表面が黒く変色する問題があることから、酸化性ガスの過剰添加は好ましくない。
【0026】
以上を満足する条件で種々の検討を行った結果、添加ガスとして酸素を用いる場合、酸素の最低濃度は0.03体積%、上限濃度は0.4体積%であることがわかった。また、炭酸ガスを添加ガスとして用いた場合、酸素に比べ酸化力に劣るため、最低濃度は0.07体積%であり、ビードの表面酸化の影響も少なくなるため、上限濃度は0.5体積%であった。
【0027】
以下、具体例を示す。
[例1]
板厚0.9mmの冷延鋼板を用いて、上板と下板の間の隙間を0mm、アークトーチの傾斜角を鉛直方向に対して25度とし、トーチ移動速度1.0m/分でアークブレージングを行い、アークの安定性及びスパッタの発生状況を高速度ビデオカメラで観察し、ビード外観を目視観察した。
シールドガスとして、アルゴンガス及び炭酸ガス、又はアルゴンガス及び酸素ガスからなる二種類の混合ガスを用い、シールドガス中の炭酸ガス、酸素ガスの組成を変えてアークブレージングを行った。また、比較としてアークブレージングで通常用いられているアルゴンガスを用いた。
【0028】
母材 :炭素鋼板(SPCC) 板厚0.9mm
継手形状 :重ね継手
ワイヤ :銅アルミニウム合金CuAl8(EN14640:2005) φ0.8mm
ブレージング速度 :1.0m/分
板間隙間 :0mm
アークトーチ前進角:0°
アークトーチ傾斜角:25°
ワイヤ送給速度 :8.1m/分
シールドガス流量 :20L/分
溶接電流 :100A
アーク電圧 :19.0〜21.5V
ピーク電流Ip :310A
ベース電流Ib :30A
パルス期間Tp :1.8ms
ベース電流時間Tb:3.7ms
立ち下がり時間Tdown:3.1ms
【0029】
表1に試験結果を示す。
評価では銅アルミニウム合金ワイヤを用いた場合に特徴的な、光沢のある美麗なビード外観を損なう因子である、スパッタ、ビード不整、ビードの表面酸化による黒色変色およびシワの発生を対象とし、以下の評価基準に基づき評価を行った。
アークの不安定現象に伴うスパッタ発生がほとんど認められず、ビード幅の最大値と最小値の差が2mm未満の均一なビードを形成するもの、またはビードの変色及びシワ発生無いものを合格である「○」とした。
一方、アークが不安定となりスパッタが発生するもの、ビード幅の最大値と最小値の差が2mm以上のビード不整を生じるもの、ビード表面が酸化により変色しシワの発生が認められるものは不合格である「×」とした。
また、スパッタ発生が若干認められるものの、スパッタが母材表面に付着しない程度のもの、またはビード表面に若干酸化が認められるもののシワの発生にまで至っていないものは「△」とし、「○」とともに合格とした。
【0030】
【表1】

【0031】
表1の結果から、炭酸ガス0.07〜0.5体積%、好ましくは0.1〜0.3体積%又は酸素ガス0.03〜0.4体積%、好ましくは0.05〜0.18体積%の範囲に調整し残部がアルゴンからなる混合ガスで良好な結果が得られることがわかる。
【0032】
[例2]
板厚1.0mmの冷延鋼板を用いて、上板と下板の間の隙間を0mm、アークトーチの傾斜角を鉛直方向に対して25度とし、トーチ移動速度0.5〜2.5m/分でアークブレージングを行い、ブレージング速度が変化した場合のアークの安定性を高速度ビデオカメラで、ビード外観を目視観察した。シールドガスとして、アルゴンガス及び炭酸ガス、又はアルゴンガス及び酸素ガスからなる二種類の混合ガスを用い、シールドガス中の炭酸ガス、酸素ガスの組成を変えてアークブレージングを行った。
【0033】
ブレージング方法 :消耗電極式、パルスアーク
母材 :炭素鋼板(SPCC) 板厚1.0 mm
継手形状 :重ね継手
ワイヤ :銅アルミニウム合金CuAl8(EN14640:2005) φ0.8mm
ブレージング速度 :1.0〜2.5m/分
板間隙間 :0mm
アークトーチ前進角:0°
アークトーチ傾斜角:25°
ワイヤ送給速度 :8.1〜17.0m/分
シールドガス流量 :20L/分
溶接電流 :100〜210A
アーク電圧 :19.0〜25.5V
ピーク電流Ip :310〜460A
ベース電流Ib :30〜100A
パルス期間Tp :1.7〜1.9ms
ベース電流時間Tb:1.5〜3.7ms
立ち下がり時間Tdown:1.5〜3.1ms
立ち下がり時間Tdownとベース電流時間Tbとの合計:3.3〜6.8ms
【0034】
表2、表3に試験結果を示す。
評価では銅アルミニウム合金ワイヤを用いた場合に特徴的な、光沢のある美麗なビード外観を損なう因子である、ビード不整、ビードの表面酸化による黒色変色およびシワの発生を対象とし、以下の評価基準に基づき評価を行った。
アークの不安定現象が確認されず、ビード幅の最大値と最小値の差が2mm未満の均一なビードを形成するもの、またはビードの変色及びシワ発生無いものを合格である「○」とした。
一方、アークが不安定となり、ビード幅の最大値と最小値の差が2mm以上のビード不整を生じるもの、ビード表面が酸化により変色しシワの発生が認められるものを不合格である「×」とした。
また、ビード表面に若干酸化が認められるもののシワの発生にまで至っていないものは「△」とし、「○」とともに合格とした。
【0035】
【表2】
【0036】
【表3】
【0037】
表2、表3の結果から、ブレージング速度1.0〜2.5m/分、1パルスあたりのピーク電流からベース電流Ibまでの立ち下がり時間Tdownが1.5〜3.1ms、前記立ち下がり時間Tdownとベース電流時間Tbとの合計が3.3〜6.8msの範囲において、炭酸ガス0.07〜0.5体積%、好ましくは0.1〜0.3体積%の範囲又は酸素ガス0.03〜0.4体積%、好ましくは0.05〜0.18体積%の範囲に調整し残部がアルゴンからなる混合ガスを用いることにより、高速施工において良好な結果が得られることがわかる。
【0038】
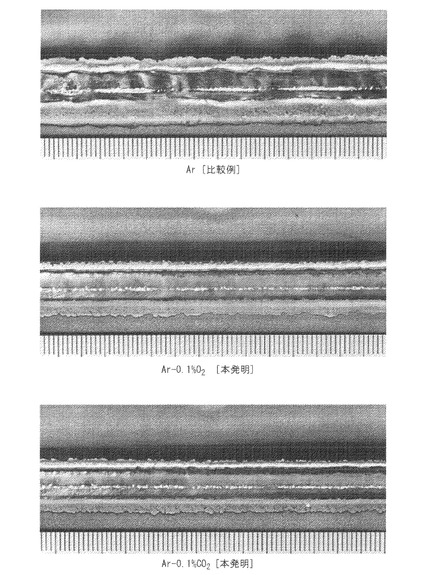
表1における資料番号0(比較例)、4(本発明品)および11(本発明品)について、そのビード外観の写真を図3として示す。
この写真からも、本発明品では、ビード幅が均一で、ビードの焼けが生じていないことがわかる。
【図面の簡単な説明】
【0039】
【図1】本発明のアークブレージング方法の例を示す概略構成図である。
【図2】本発明で用いられる溶接電流の波形の例を示すグラフである。
【図3】具体例で得られた接合部の外観を示す写真である。
【符号の説明】
【0040】
1・・溶接トーチ、2・・ガスノズル、3・・コンタクトチップ、4・・ワイヤ、5・・母材、6・・溶接電源装置
【技術分野】
【0001】
本発明は、銅を主成分としアルミニウムを含有する銅アルミニウム合金ワイヤを用いた鋼板のアークブレージングにおいて、ビード不整(ビード幅の不均一)やビードの焼け発生を低減するシールドガス及びこのシールドガスを用いたアークブレージング方法に関するものである。
【背景技術】
【0002】
アークブレージングは電気アークを熱源としたろう付け方法であり、接合する母材より融点の低い金属又は合金を溶加材として用い、母材をほとんど溶融せずに接合する接合方法である。使用される溶加材は主として銅合金ワイヤが用いられ、シリコンやマンガンを含有した銅シリコン合金(CuSi型、融点910〜1025℃)やアルミニウムを含有した銅アルミニウム合金(CuAl型、融点1030〜1040℃)が一般的に使用される。
【0003】
特に銅アルミニウム合金は引張強度が銅シリコン合金(330〜370MPa)よりも高く(390〜450MPa)、光沢のある美麗なビードが得られる特徴がある。
アークブレージングは、溶融溶接に比べて低入熱であるため、歪の発生が少なく、自動車車体部品など薄板の接合に適している。シールドガスには、アルゴンガスが一般的に用いられている。
【0004】
しかしながら、シールドガスにアルゴンガスを使用すると、陰極点が安定せずアークの発生が不安定となり、スパッタが発生すると共にビード止端の安定性低下や蛇行といったビード不整を生じる。また、ブレージング速度もアーク溶接と同様にアークを不安定化させる要因となるため、高速化は困難であり、一般的に1.0m/分未満の領域で施工されている。
【0005】
このアーク不安定に起因するスパッタやビード不整を低減するアークブレージング方法として、シールドガス中に酸素ガス、炭酸ガス、水素ガス又はヘリウムガスを一定量以上添加し、アークを安定化させる発明が種々提案されている。
【0006】
しかし、これらの先行発明では、アークの不安定現象に起因するスパッタの発生やアークの過度な集中によるビード不整の発生、ビード表面の酸化によるビードの変色並びにシワの発生を防止することが十分ではなく、しかも混合するガス種が多くなって、コストが嵩むなどの問題点があった。
【特許文献1】特開平9−248668号公報
【特許文献2】特表2005−515899号公報
【特許文献3】DE 19849510A1
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明における課題は、安価かつ簡便な方法によりアークの不安定現象に起因するスパッタの発生やアークの過度な集中によるビード不整の発生、ビード表面の酸化によるビードの変色並びに酸化膜形成に起因するシワの発生を防止することにある。
【課題を解決するための手段】
【0008】
かかる課題を解決するため、
請求項1にかかる発明は、銅を主成分としアルミニウムを含有するワイヤとシールドガスを用いた鋼板のアークブレージング方法において、
シールドガス中の炭酸ガスが0.07〜0.5体積%であり、残部がアルゴンからなる混合ガスを使用し、アークブレージングすることを特徴とする鋼板のアークブレージング方法である。
【0009】
請求項2にかかる発明は、銅を主成分としアルミニウムを含有するワイヤとシールドガスを用いた鋼板のアークブレージング方法において、
シールドガス中の酸素ガスが0.03〜0.4体積%であり、残部がアルゴンからなる混合ガスを使用し、アークブレージングすることを特徴とする鋼板のアークブレージング方法である。
【0010】
請求項3にかかる発明は、シールドガス中の酸素ガスが0.05〜0.18体積%であることを特徴とする請求項2記載の鋼板のアークブレージング方法である。
請求項4にかかる発明は、溶接電流がパルス電流であり、その1パルスあたりのピーク電流からベース電流までの立ち下がり時間が1.5〜3.1ms、かつピーク電流からベース電流までの立ち下がり時間とベース電流時間の合計が3.3〜6.8msであることを特徴とする請求項1ないし3のいずれかに記載の鋼板のアークブレージング方法である。
【0011】
請求項5にかかる発明は、銅を主成分としアルミニウムを含有するワイヤを用いた鋼板のアークブレージングに用いるシールドガスであって、
炭酸ガスが0.1〜0.5体積%であり、残部がアルゴンであることを特徴とするシールドガスである。
【0012】
請求項6にかかる発明は、銅を主成分としアルミニウムを含有するワイヤを用いた鋼板のアークブレージングに用いるシールドガスであって、
酸素ガスが0.03〜0.4体積%であり、残部がアルゴンであることを特徴とするシールドガスである。
請求項7にかかる発明は、酸素ガスが0.05〜0.18体積%であることを特徴とする請求項6記載のシールドガスである。
【発明の効果】
【0013】
本発明によれば、シールドガス中の炭酸ガスを0.07〜0.5体積%の範囲、好ましくは炭酸ガスを0.1〜0.3体積%の範囲又は酸素ガスを0.03〜0.4体積%の範囲、好ましくは酸素ガスを0.05〜0.18体積%の範囲に調整し残部がアルゴンからなる混合ガスを使用することにより、アークの不安定現象を改善し、スパッタの発生を低減できる。また、アークの過度な集中が抑制されるため、止端の揃ったビードが形成でき、狙いずれに強くなるとともにアークブレージングの高速化が実現できる。さらに、シールドガス中の酸化性ガス成分の最適化により、ビード表面の酸化によるビードの変色並びに酸化膜形成に起因するシワの発生を防止できる。
【発明を実施するための最良の形態】
【0014】
図1は、本発明のブレージング方法の一例を模式的に示すもので、その要部を示している。図1中、符号1は、溶接トーチを示す。この溶接トーチ1は、ガスノズル2とコンタクトチップ3とから構成されている。
ガスノズル2は、中空円筒状もので、その内部には同軸的に中空円筒状のコンタクトチップ3が間隙を配して挿通、固定されている。
【0015】
ガスノズル2とコンタクトチップ3との間の間隙は、シールドガスが流れる流路となっており、この流路は、図示しないシールドガス供給源に接続され、シールドガスが供給されるようになっている。
コンタクトチップ3内の空洞にはワイヤ4が挿通され、図示しないワイヤ送給部から自動的に送給されたワイヤ4が連続的に送り出されるように構成されている。
【0016】
また、ワイヤ4と母材5との間には、溶接電源装置6からの溶接電流が印加されるようになっており、この溶接電流によりワイヤ4と母材5との間にアークが発生し、このアークによりワイヤ4が溶融して溶滴が形成され、この溶滴が母材5に移行し、母材5の隙間に流入して母材5の接合(ろう付け)が行われる。
【0017】
前記シールドガスには、2種類のシールドガスが用いられる。第1のシールドガスは、炭酸ガスが0.07〜0.5体積%、好ましくは0.1〜0.3体積%であり、残部がアルゴンからなる混合ガスである。ここで、炭酸ガスが0.07体積%未満ではアークが不安定になることからスパッタの発生やビード幅が不均一となり、0.5体積%を越えると著しいビード酸化とともにアークが極度に集中するため、ビード幅が狭くなり過剰となった溶融金属がスパッタとして飛散し、ビード幅も不揃いとなる。
【0018】
第2のシールドガスは、酸素ガスが0.03〜0.4体積%、好ましくは0.05〜0.18体積%であり、残部がアルゴンからなる混合ガスである。ここで、酸素が0.03体積%未満ではアークが不安定になることからスパッタの発生やビード幅が不均一となり、0.4体積%を越えると著しいビード酸化とともにアークが極度に集中するため、ビード幅が狭くなり過剰となった溶融金属がスパッタとして飛散し、ビード幅も不揃いとなる。
シールドガスの流量は10〜30リットル/分程度とされるが、この範囲に限定されることはない。
【0019】
前記ワイヤ4には、直径0.8〜1.2mmの銅を主成分としアルミニウムを含有する銅合金ワイヤが用いられ、EN14640:2005に規定されるアルミニウム含有量が6.0〜9.5wt%の範囲である銅合金ワイヤを使用することができる。ワイヤ4の送り出し速度は、必要溶着量に基づき選択され、6〜20m/分の範囲が好ましいが、この範囲に限定されることはない。
【0020】
前記母材5には、炭素鋼板、ステンレス鋼板などの鋼板が用いられ、その板厚は0.6〜3.2mm程度とされる。継手形状は、主に重ね継手とされるが、これに限られることはない。2枚の母材5、5の間の隙間は0〜3mm程度とされる。
なお、亜鉛めっき鋼板などの表面処理鋼板は除かれる。
【0021】
前記溶接電流には、その電流波形がパルス波形の直流電流などが用いられる。
図2は、このパルス波形の例を示すものである。このパルス波形において、ピーク電流Ipからベース電流Ibまでの立ち下がり時間(以下、単に立ち下がり時間と言うことがある。)Tdownを1.5〜3.1msとすることが好ましい。
また、ピーク電流Ipからベース電流Ibまでの立ち下がり時間Tdownとベース電流時間Tbの合計を3.3〜6.8ms、もしくはピーク電流Ipからベース電流Ibまでの立ち下がり時間Tdownとベース電流時間Tbの合計をパルス周期cに対して65〜80%とするのが好ましい。
【0022】
ピーク電流Ipからベース電流Ibまでの立ち下がり時間Tdownが1.5ms未満ではワイヤ先端に形成された溶滴が離脱する時間が足りず、スパッタが発生する。前記立ち下がり時間Tdownが3.1msを越えると溶滴の離脱に時間が掛かりすぎ、不安定なビードとなる。
また、前記立ち下がり時間Tdownとベース電流時間Tbとの合計が3.3ms未満、もしくはパルス周期cに対して65%未満では、ワイヤ4先端に形成された溶滴が溶融池に円滑に移行する前に次のパルスが印加されるため、アークの不安定現象に繋がる。
また、前記立ち下がり時間Tdownとベース電流時間Tbとの合計が6.8ms越えると、もしくはパルス周期cに対して80%を越えると、パルス期間Tpにおけるワイヤ4の溶融が不足し、溶滴が形成しにくくなるため、不規則な溶滴移行になり、短絡やビード不整を生じ易くなる。
【0023】
また、ベース電流Ibに対してピーク電流Ipを4.6〜7.5倍以内にすることが好ましく、これ以外の範囲ではベース電流時間Tbにおいてワイヤの著しい溶融または溶融不足を生じ、スパッタの発生やビード不整を生じやすくなる。
また、平均溶接電流は80〜300Aが好ましく、ピーク電流Ipは200〜500A、ベース電流Ibは30〜150Aが好ましく、アーク電圧は18〜25Vが好ましい。これらの溶接電流条件は、必要に応じて適宜変動させることができ、良好な接合状態が得られるように試行錯誤によって決めることが実際的である。
【0024】
溶接トーチ1の移動速度、すなわちブレージング速度は1.0〜2.5m/分程度が好ましい。溶接トーチ1の前進角は−10度〜+10度の範囲が好ましく、傾斜角は鉛直方向に対して10〜45度とするのが好ましい。
【0025】
以下に、本発明のシールドガス組成限定理由について、後述の具体例の結果から導き出された考察に基づいて述べる。
シールドガス中に酸化性ガスを添加すると、母材の陰極点が安定して形成されるため、アークの指向性が増し、ビード蛇行に代表されるアークの不安定現象を改善する効果が得られる。
一方、酸化性ガスを必要以上添加するとアークが過度に集中し、ビードが細くなり止端の安定性が低下すると共に、酸化によりビード表面が黒く変色する問題があることから、酸化性ガスの過剰添加は好ましくない。
【0026】
以上を満足する条件で種々の検討を行った結果、添加ガスとして酸素を用いる場合、酸素の最低濃度は0.03体積%、上限濃度は0.4体積%であることがわかった。また、炭酸ガスを添加ガスとして用いた場合、酸素に比べ酸化力に劣るため、最低濃度は0.07体積%であり、ビードの表面酸化の影響も少なくなるため、上限濃度は0.5体積%であった。
【0027】
以下、具体例を示す。
[例1]
板厚0.9mmの冷延鋼板を用いて、上板と下板の間の隙間を0mm、アークトーチの傾斜角を鉛直方向に対して25度とし、トーチ移動速度1.0m/分でアークブレージングを行い、アークの安定性及びスパッタの発生状況を高速度ビデオカメラで観察し、ビード外観を目視観察した。
シールドガスとして、アルゴンガス及び炭酸ガス、又はアルゴンガス及び酸素ガスからなる二種類の混合ガスを用い、シールドガス中の炭酸ガス、酸素ガスの組成を変えてアークブレージングを行った。また、比較としてアークブレージングで通常用いられているアルゴンガスを用いた。
【0028】
母材 :炭素鋼板(SPCC) 板厚0.9mm
継手形状 :重ね継手
ワイヤ :銅アルミニウム合金CuAl8(EN14640:2005) φ0.8mm
ブレージング速度 :1.0m/分
板間隙間 :0mm
アークトーチ前進角:0°
アークトーチ傾斜角:25°
ワイヤ送給速度 :8.1m/分
シールドガス流量 :20L/分
溶接電流 :100A
アーク電圧 :19.0〜21.5V
ピーク電流Ip :310A
ベース電流Ib :30A
パルス期間Tp :1.8ms
ベース電流時間Tb:3.7ms
立ち下がり時間Tdown:3.1ms
【0029】
表1に試験結果を示す。
評価では銅アルミニウム合金ワイヤを用いた場合に特徴的な、光沢のある美麗なビード外観を損なう因子である、スパッタ、ビード不整、ビードの表面酸化による黒色変色およびシワの発生を対象とし、以下の評価基準に基づき評価を行った。
アークの不安定現象に伴うスパッタ発生がほとんど認められず、ビード幅の最大値と最小値の差が2mm未満の均一なビードを形成するもの、またはビードの変色及びシワ発生無いものを合格である「○」とした。
一方、アークが不安定となりスパッタが発生するもの、ビード幅の最大値と最小値の差が2mm以上のビード不整を生じるもの、ビード表面が酸化により変色しシワの発生が認められるものは不合格である「×」とした。
また、スパッタ発生が若干認められるものの、スパッタが母材表面に付着しない程度のもの、またはビード表面に若干酸化が認められるもののシワの発生にまで至っていないものは「△」とし、「○」とともに合格とした。
【0030】
【表1】
【0031】
表1の結果から、炭酸ガス0.07〜0.5体積%、好ましくは0.1〜0.3体積%又は酸素ガス0.03〜0.4体積%、好ましくは0.05〜0.18体積%の範囲に調整し残部がアルゴンからなる混合ガスで良好な結果が得られることがわかる。
【0032】
[例2]
板厚1.0mmの冷延鋼板を用いて、上板と下板の間の隙間を0mm、アークトーチの傾斜角を鉛直方向に対して25度とし、トーチ移動速度0.5〜2.5m/分でアークブレージングを行い、ブレージング速度が変化した場合のアークの安定性を高速度ビデオカメラで、ビード外観を目視観察した。シールドガスとして、アルゴンガス及び炭酸ガス、又はアルゴンガス及び酸素ガスからなる二種類の混合ガスを用い、シールドガス中の炭酸ガス、酸素ガスの組成を変えてアークブレージングを行った。
【0033】
ブレージング方法 :消耗電極式、パルスアーク
母材 :炭素鋼板(SPCC) 板厚1.0 mm
継手形状 :重ね継手
ワイヤ :銅アルミニウム合金CuAl8(EN14640:2005) φ0.8mm
ブレージング速度 :1.0〜2.5m/分
板間隙間 :0mm
アークトーチ前進角:0°
アークトーチ傾斜角:25°
ワイヤ送給速度 :8.1〜17.0m/分
シールドガス流量 :20L/分
溶接電流 :100〜210A
アーク電圧 :19.0〜25.5V
ピーク電流Ip :310〜460A
ベース電流Ib :30〜100A
パルス期間Tp :1.7〜1.9ms
ベース電流時間Tb:1.5〜3.7ms
立ち下がり時間Tdown:1.5〜3.1ms
立ち下がり時間Tdownとベース電流時間Tbとの合計:3.3〜6.8ms
【0034】
表2、表3に試験結果を示す。
評価では銅アルミニウム合金ワイヤを用いた場合に特徴的な、光沢のある美麗なビード外観を損なう因子である、ビード不整、ビードの表面酸化による黒色変色およびシワの発生を対象とし、以下の評価基準に基づき評価を行った。
アークの不安定現象が確認されず、ビード幅の最大値と最小値の差が2mm未満の均一なビードを形成するもの、またはビードの変色及びシワ発生無いものを合格である「○」とした。
一方、アークが不安定となり、ビード幅の最大値と最小値の差が2mm以上のビード不整を生じるもの、ビード表面が酸化により変色しシワの発生が認められるものを不合格である「×」とした。
また、ビード表面に若干酸化が認められるもののシワの発生にまで至っていないものは「△」とし、「○」とともに合格とした。
【0035】
【表2】
【0036】
【表3】
【0037】
表2、表3の結果から、ブレージング速度1.0〜2.5m/分、1パルスあたりのピーク電流からベース電流Ibまでの立ち下がり時間Tdownが1.5〜3.1ms、前記立ち下がり時間Tdownとベース電流時間Tbとの合計が3.3〜6.8msの範囲において、炭酸ガス0.07〜0.5体積%、好ましくは0.1〜0.3体積%の範囲又は酸素ガス0.03〜0.4体積%、好ましくは0.05〜0.18体積%の範囲に調整し残部がアルゴンからなる混合ガスを用いることにより、高速施工において良好な結果が得られることがわかる。
【0038】
表1における資料番号0(比較例)、4(本発明品)および11(本発明品)について、そのビード外観の写真を図3として示す。
この写真からも、本発明品では、ビード幅が均一で、ビードの焼けが生じていないことがわかる。
【図面の簡単な説明】
【0039】
【図1】本発明のアークブレージング方法の例を示す概略構成図である。
【図2】本発明で用いられる溶接電流の波形の例を示すグラフである。
【図3】具体例で得られた接合部の外観を示す写真である。
【符号の説明】
【0040】
1・・溶接トーチ、2・・ガスノズル、3・・コンタクトチップ、4・・ワイヤ、5・・母材、6・・溶接電源装置
【特許請求の範囲】
【請求項1】
銅を主成分としアルミニウムを含有するワイヤとシールドガスを用いた鋼板のアークブレージング方法において、
シールドガス中の炭酸ガスが0.07〜0.5体積%であり、残部がアルゴンからなる混合ガスを使用し、アークブレージングすることを特徴とする鋼板のアークブレージング方法。
【請求項2】
銅を主成分としアルミニウムを含有するワイヤとシールドガスを用いた鋼板のアークブレージング方法において、
シールドガス中の酸素ガスが0.03〜0.4体積%であり、残部がアルゴンからなる混合ガスを使用し、アークブレージングすることを特徴とする鋼板のアークブレージング方法。
【請求項3】
シールドガス中の酸素ガスが0.05〜0.18体積%であることを特徴とする請求項2記載の鋼板のアークブレージング方法。
【請求項4】
溶接電流がパルス電流であり、その1パルスあたりのピーク電流からベース電流までの立ち下がり時間が1.5〜3.1ms、かつピーク電流からベース電流までの立ち下がり時間とベース電流時間の合計が3.3〜6.8msであることを特徴とする請求項1ないし3のいずれかに記載の鋼板のアークブレージング方法。
【請求項5】
銅を主成分としアルミニウムを含有するワイヤを用いた鋼板のアークブレージングに用いるシールドガスであって、
炭酸ガスが0.1〜0.5体積%であり、残部がアルゴンであることを特徴とするシールドガス。
【請求項6】
銅を主成分としアルミニウムを含有するワイヤを用いた鋼板のアークブレージングに用いるシールドガスであって、
酸素ガスが0.03〜0.4体積%であり、残部がアルゴンであることを特徴とするシールドガス。
【請求項7】
酸素ガスが0.05〜0.18体積%であることを特徴とする請求項6記載のシールドガス。
【請求項1】
銅を主成分としアルミニウムを含有するワイヤとシールドガスを用いた鋼板のアークブレージング方法において、
シールドガス中の炭酸ガスが0.07〜0.5体積%であり、残部がアルゴンからなる混合ガスを使用し、アークブレージングすることを特徴とする鋼板のアークブレージング方法。
【請求項2】
銅を主成分としアルミニウムを含有するワイヤとシールドガスを用いた鋼板のアークブレージング方法において、
シールドガス中の酸素ガスが0.03〜0.4体積%であり、残部がアルゴンからなる混合ガスを使用し、アークブレージングすることを特徴とする鋼板のアークブレージング方法。
【請求項3】
シールドガス中の酸素ガスが0.05〜0.18体積%であることを特徴とする請求項2記載の鋼板のアークブレージング方法。
【請求項4】
溶接電流がパルス電流であり、その1パルスあたりのピーク電流からベース電流までの立ち下がり時間が1.5〜3.1ms、かつピーク電流からベース電流までの立ち下がり時間とベース電流時間の合計が3.3〜6.8msであることを特徴とする請求項1ないし3のいずれかに記載の鋼板のアークブレージング方法。
【請求項5】
銅を主成分としアルミニウムを含有するワイヤを用いた鋼板のアークブレージングに用いるシールドガスであって、
炭酸ガスが0.1〜0.5体積%であり、残部がアルゴンであることを特徴とするシールドガス。
【請求項6】
銅を主成分としアルミニウムを含有するワイヤを用いた鋼板のアークブレージングに用いるシールドガスであって、
酸素ガスが0.03〜0.4体積%であり、残部がアルゴンであることを特徴とするシールドガス。
【請求項7】
酸素ガスが0.05〜0.18体積%であることを特徴とする請求項6記載のシールドガス。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−297738(P2009−297738A)
【公開日】平成21年12月24日(2009.12.24)
【国際特許分類】
【出願番号】特願2008−154303(P2008−154303)
【出願日】平成20年6月12日(2008.6.12)
【出願人】(000231235)大陽日酸株式会社 (642)
【Fターム(参考)】
【公開日】平成21年12月24日(2009.12.24)
【国際特許分類】
【出願日】平成20年6月12日(2008.6.12)
【出願人】(000231235)大陽日酸株式会社 (642)
【Fターム(参考)】
[ Back to top ]