
アーク溶射ガン
【課題】ガイドライナの交換作業の時間を短縮し、線材の送給抵抗を減少させて線材を安定して送給し、形成された皮膜の品質を著しく向上させる。
【解決手段】ガン本体内に2組の線材送給機構を備え、それぞれの線材送給機構が、線材送給機と、線材送給機の線材の送出部に設けられて、線材送給機の線材の送出部側と反対側の内面にテーパ部が形成されたライナ保持部材と、送出された線材を電極の基端部へガイドするガイドライナと、基端部の内面にテーパ部が形成された電極とを備え、ライナ保持部材のテーパ部にガイドライナの基端部が挿入され、電極のテーパ部にガイドライナの先端部が挿入され、ガイドライナが上記2つのテーパ部の間に弓なり形状と成るようにその両端部がそれぞれ挿入されて、その反発力によって、両端部が上記2つのテーパ部にそれぞれ押し付けられて支持される可撓性材料から成るアーク溶射ガン。
【解決手段】ガン本体内に2組の線材送給機構を備え、それぞれの線材送給機構が、線材送給機と、線材送給機の線材の送出部に設けられて、線材送給機の線材の送出部側と反対側の内面にテーパ部が形成されたライナ保持部材と、送出された線材を電極の基端部へガイドするガイドライナと、基端部の内面にテーパ部が形成された電極とを備え、ライナ保持部材のテーパ部にガイドライナの基端部が挿入され、電極のテーパ部にガイドライナの先端部が挿入され、ガイドライナが上記2つのテーパ部の間に弓なり形状と成るようにその両端部がそれぞれ挿入されて、その反発力によって、両端部が上記2つのテーパ部にそれぞれ押し付けられて支持される可撓性材料から成るアーク溶射ガン。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気機器、大型鉄鋼構造物等の防錆防食処理に有効な溶射を行うためのアーク溶射装置の改良されたアーク溶射ガンに関するものである。
【背景技術】
【0002】
アーク溶射は、2本の線材をアーク溶射ガンの2つのコンタクトチップへそれぞれ送給し、2本の線材の先端間にアークを発生させて、アーク熱によって線材を溶融する。その溶融速度に従って線材を送給しながら、圧縮ガスなどの噴射によって溶融金属を微細化させ、被溶射物に吹き付けて、溶射皮膜を形成する溶射方法である。
【0003】
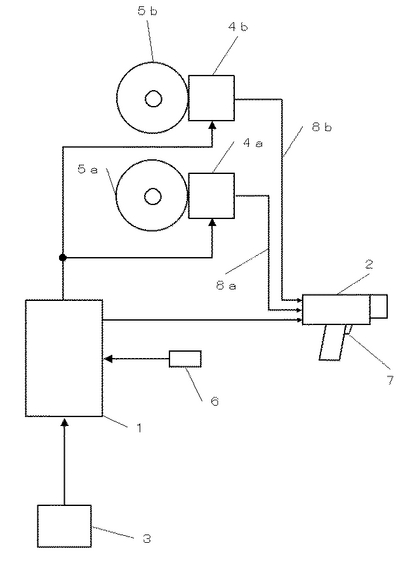
図4は、一般的なアーク溶射装置の構成を示す図であり、図5は、従来技術のアーク溶射ガンの断面図である。図4図において、溶射電源装置1は、商用電源を入力として、例えばインバータ制御回路によって出力が定電圧制御されて、アーク溶射ガン2に電力を供給する。コンプレッサ3から噴出された圧縮ガスは、溶射電源装置1内に設けられた電磁弁(図示を省略)を通過して、アーク溶射ガン2に噴出される。
【0004】
アーク溶射装置は、第1の線材送給機構と第2の線材送給機構とから成る。まず、第1の線材送給機構を説明する。第1のプッシュ側線材送給機4aは、第1の線材リール5aからの第1の線材を送出する。この送出された第1の線材は、第1のプッシュ側ガイドライナ8aによってアーク溶射ガン2までガイドされる。リモコン6によって溶射電圧と線材送給速度とが設定される。
【0005】
図5に示すアーク溶射ガン2において、第1のプル側線材送給機9aは、ガン本体10に取付けられていて、図4に示した第1のプッシュ側ガイドライナ8aによってガイドされた第1の線材11aをガン本体10内に送給する。第1のガイドライナ12aは、樹脂等の可撓性の有る材質から成り、軸芯部に第1の線材11aの挿通孔121aが形成されている。また、その基端部122aの外面がねじ加工されていて、ガン本体10を挿通して、ガン本体10にねじ止めされている。この第1のガイドライナ12aは、第1のプル側線材送給機9aから送出された第1の線材11aを後述する第1のコンタクトチップ16aまでガイドする。
【0006】
絶縁部材13はガン本体10に取付けられている。第1の給電部材14aは、軸芯部に第1のガイドライナの挿通孔141aが形成されていて、絶縁部材13に取付けられている。第1のチップ本体15aは、軸芯部に第1の線材11aの挿通孔151aが形成されていて、基端部153aに第1のガイドライナ12aが挿入されるライナ挿入孔152aが形成されている。また、第1のチップ本体の基端部153aの外面がねじ加工されていて、第1の給電部材14aにねじ止めされている。
【0007】
第1のガイドライナ12aは、ガン本体10の中心軸B側に曲げられていて、その先端部123aは、絶縁部材13と第1の給電部材14aとを挿通して、第1のチップ本体15aに挿入されている。第1のコンタクトチップ16aは、軸芯部に第1の線材11aが挿通する挿通孔161aが形成されている。また、第1のコンタクトチップの基端部162aの外面がねじ加工されていて、第1のチップ本体15aにねじ止めされている。第1の給電部材14aから第1のチップ本体15aを介して第1のコンタクトチップ16aに電力が供給され、第1の線材11aが第1のコンタクトチップ16aに挿通されて、内接触して通電される。
【0008】
第1のコンタクトチップ16aと第1のチップ本体15aとは、一体の電極としても良い。しかし、電極は通電により消耗し易く、特に、先端部の方が消耗し易い。そこで、電極を、第1のチップ本体15aと第1のコンタクトチップ16aとに分割して、第1のコンタクトチップ16aを第1のチップ本体15aにねじ止めする構成とすることによって、第1のコンタクトチップ16aのみを交換できるようにしている。
【0009】
アーク溶射によって形成される皮膜の品質を維持するためには、常に、安定したアークが発生する必要がある。そのためには、第1の線材11aを送給する速度変動を抑制する必要がある。その速度変動は、主に第1の線材11aと第1のガイドライナ12aや第1のコンタクトチップ16aとの接触によって発生する摩擦抵抗の変化や、その摩擦抵抗の変化に伴う第1のガイドライナ12aや第1のコンタクトチップ16aの内面での第1の線材11aの変動によって発生する。特に、第1の線材11aが送給される進行方向を変化させる部分や第1のガイドライナ12aや第1のコンタクトチップ16aの端部で第1の線材11aが強く接触することによって発生する。そこで、第1の線材11aが第1のガイドライナ12aを挿通するときの摩擦抵抗を、低減させるために、第1のガイドライナ12aを樹脂等の可撓性材料で形成し、緩やかに曲げている。
【0010】
第1のガイドライナ12aと第1のチップ本体15aと第1のコンタクトチップ16aとは、第1の線材11aがアーク溶射ガンの前方で第2の線材11bと交差する交差点Aの方向に送給されるように取付けられている。ノズル17には、図4に示したコンプレッサ3から供給された圧縮ガス18を噴出するためのガス噴出孔171が、形成されている。
【0011】
第2の線材送給機構の第2の線材リール5b、第2のプッシュ側線材送給機4b、第2のプッシュ側ガイドライナ8b、第2のプル側線材送給機9b、第2の線材11b、第2のガイドライナ12b、第2の給電部材14b、第2のチップ本体15b、第2のコンタクトチップ16bは、上述した第1の線材送給機構と同様の機能を有するので、符号の添え字aをbに代えて、説明を省略する。第1の線材11aと第2の線材11bとは、絶縁されて、交差点Aまで送給される。(例えば、特許文献1参照。)。
【0012】
以下、動作を説明する。
作業者が、図4に示すアーク溶射ガン2に設けられたスタートスイッチ7を押して、ON状態にすると、コンプレッサ3から圧縮ガス18が溶射電源装置1内に設けられた電磁弁(図示を省略)を通過してアーク溶射ガン2に噴出される。第1の線材送給機構においては、第1の線材リール5aからの第1の線材11aが、第1のプッシュ側線材送給機4aによって送給されて、第1のプッシュ側ガイドライナ8aによってガイドされて、アーク溶射ガン2に送給される。
【0013】
第1のプッシュ側ガイドライナ8aによってガイドされた第1の線材11aは、図5に示す第1のプル側線材送給機9aによって、ガン本体10内に送給される。そして、第1の線材11aは、第1のガイドライナ12aによって第1のコンタクトチップ16aまでガイドされる。第1の線材11aが第1のコンタクトチップ16aと内接触することによって、第1の給電部材14aから第1のチップ本体15aを介して,第1の線材11aに電力が供給される。そして、第1の線材11aは、交差点A方向に送給される。
【0014】
第2の線材送給機構においても第1の線材送給機構と同様にして、第2の線材リール5bからの第2の線材11bが、第2のコンタクトチップ16bへ送給されて、内接触することによって、第2の給電部材14bから第2の線材11bに電力が供給される。そして、第1の線材11aと第2の線材11bとがアーク溶射ガン2の前方の交差点Aで短絡されることによって、2本の線材11a、11bの先端間にアークが発生する。
【0015】
2本の線材11a、11bの先端は、アーク熱によって溶融するので、連続的に線材を送給するとともに、適正な溶射電圧と線材送給速度とを選択することによって、アークを持続させることができる。この際、コンプレッサ3から供給される圧縮ガス18を、ノズル17のガス噴出孔171から2本の線材11a、11bの先端間のアークに吹き付けると、溶融した金属が溶滴となって前方に噴出され、被溶射物に堆積して溶射層が形成される。
【0016】
そして、溶射を終了するときに、作業者が、アーク溶射ガン2のスタートスイッチ7を開放して、OFF状態にすると、圧縮ガス18の噴出が停止され、2本の線材11a、11bの送給及び溶射電流の通電が停止されて、溶射が終了する。
【特許文献1】特開平10−314626号公報
【発明の開示】
【発明が解決しようとする課題】
【0017】
上述したように、図5に示した従来技術のアーク溶射ガン2における第1の線材送給機構の第1のガイドライナ12aは、樹脂等の可撓性材料から成り、その基端部122aの外面がねじ加工されていて、ガン本体10を挿通して、ガン本体10にねじ止めされている。また、ガイドライナ12aは、ガン本体10の中心軸B側に曲げられていて、その先端部123aは、絶縁部材13と第1の給電部材14aとを挿通して、第1のガイドライナ12aの外径よりも僅かに大きい内径を有する第1のチップ本体のライナ挿入孔152aに、単に、挿入されているだけである。
【0018】
このように、第1のガイドライナ12aは、曲線的に曲げられて、ガン本体10に取付けられているために、直線的に第1の線材11aをガイドするときと比べて、摩擦抵抗が大きく、磨耗や傷が発生し易く、頻繁に交換する必要がある。しかし、第1のガイドライナの基端部122aは、ガン本体10にねじ止めされているために、取外しや取付けに時間が掛かり、交換作業に時間が掛かる。
【0019】
また、この第1のガイドライナ12aの外径と第1のチップ本体15aの内径との差が大き過ぎると、第1のガイドライナの先端部123aの軸芯と第1のチップ本体15aにねじ止めされた第1のコンタクトチップ16aの軸芯とのずれが大きくなる。この結果、第1のガイドライナ12aから送出された第1の線材11aが第1のコンタクトチップ16aの挿入部で、異常に擦れることになる。そのために、切粉が多量に発生し、摩擦抵抗が増大し、その変動が大きくなる。さらに、第1の線材11aを安定して送給することができなくなる。その結果、均一な皮膜を形成することができず、品質を著しく低下させることになる。
【0020】
逆に、第1のガイドライナ12aの外径と第1のチップ本体15aの内径との差が小さ過ぎると、第1のガイドライナの先端部123aの軸芯と第1のコンタクトチップ16aの軸芯とのずれは小さくなり、第1のガイドライナ12aから送出された第1の線材11aが第1のコンタクトチップ16aの挿入部で、擦れることが少なく成り、摩擦抵抗が減少し、切粉の発生が少なくなる。しかし、第1のガイドライナの先端部123aを第1のチップ本体15aへ挿入したり、第1のチップ本体15aから取り出したりするのが困難になり、交換作業に時間が掛かる。さらに、第1のガイドライナ12a及び第1のチップ本体15aの加工精度も必要となり、高価になる。第2の線材送給機構においても、第1の線材送給機構と同じ課題を有する。
【0021】
本発明は、ガイドライナの取外しや取付けを容易に行うことができて、交換作業の時間を短縮することができ、さらに、線材の送給抵抗を減少させて、線材を安定して送給して、均一な皮膜を形成することができ、品質を著しく向上させることができるアーク溶射ガンを提供することを目的としている。
【課題を解決するための手段】
【0022】
上記目的を達成するために、第1の発明は、
ガン本体と、
前記ガン本体に取付けられて第1の線材を送給する第1の線材送給機と、
前記第1の線材送給機から送出された前記第1の線材を第1の電極の基端部へガイドする第1のガイドライナと、
前記第1の線材に電力を供給する前記第1の電極と、
前記ガン本体に取付けられて前記第1の線材と絶縁された第2の線材を送給する第2の線材送給機と、
前記第2の線材送給機から送出された前記第2の線材を第2の電極の基端部へガイドする第2のガイドライナと、
前記第2の線材に電力を供給する前記第2の電極とを備えたアーク溶射ガンにおいて、
前記第1の線材送給機の前記第1の線材の送出部に設けられて前記第1の線材の挿通孔が形成され前記第1の線材送給機の前記第1の線材の送出部側と反対側の内面にテーパ部が形成された第1のライナ保持部材を備え、
この第1のライナ保持部材の前記テーパ部に前記第1のガイドライナの基端部が挿入され、
前記第1の電極の基端部の内面にテーパ部が形成され、
前記第1の電極の前記テーパ部に前記第1のガイドライナの先端部が挿入され、
前記第1のガイドライナが前記第1のライナ保持部材の前記テーパ部と前記第1の電極の前記テーパ部との間に弓なり形状と成るようにその両端部がそれぞれ挿入されてその反発力によって前記両端部が前記第1のライナ保持部材の前記テーパ部と前記第1の電極の前記テーパ部とにそれぞれ押し付けられて支持される可撓性材料から成り、
前記第2の線材送給機の前記第2の線材の送出部に設けられて前記第2の線材の挿通孔が形成され前記第2の線材送給機の前記第2の線材の送出部側と反対側の内面にテーパ部が形成された第2のライナ保持部材を備え、
この第2のライナ保持部材の前記テーパ部に前記第2のガイドライナの基端部が挿入され、
前記第2の電極の基端部の内面にテーパ部が形成され、
前記第2の電極の前記テーパ部に前記第2のガイドライナの先端部が挿入され、
前記第2のガイドライナが前記第2のライナ保持部材の前記テーパ部と前記第2の電極の前記テーパ部との間に弓なり形状と成るようにその両端部がそれぞれ挿入されてその反発力によって前記両端部が前記第2のライナ保持部材の前記テーパ部と前記第2の電極の前記テーパ部とにそれぞれ押し付けられて支持される可撓性材料から成ることを特徴とするアーク溶射ガンである。
【0023】
第2の発明は、
第1の発明に記載の前記第1のガイドライナの前記両端部の外面にテーパ部が形成され、
前記第2のガイドライナの前記両端部の外面にテーパ部が形成されていることを特徴とするアーク溶射ガンである。
【発明の効果】
【0024】
第1の発明のアーク溶射ガンは、ガン本体内に2組の線材送給機構を備えている。それぞれの線材送給機構が、線材を送給する線材送給機と、送出された線材を電極の基端部へガイドするガイドライナと、線材に電力を供給する電極と、線材送給機の線材の送出部に設けられて、線材の挿通孔が形成され、線材送給機の線材の送出部側と反対側の内面にテーパ部が形成されたライナ保持部材を備え、このライナ保持部材のテーパ部にガイドライナの基端部が挿入され、電極の基端部の内面にテーパ部が形成され、このテーパ部にガイドライナの先端部が挿入されている。また、ガイドライナが、上記2つのテーパ部の間に弓なり形状と成るように、その両端部がそれぞれ挿入されて、その反発力によって、両端部が上記2つのテーパ部にそれぞれ押し付けられて支持される可撓性材料から成る。
【0025】
この結果、ガイドライナの基端部は、従来技術のようにガン本体にねじ止めされていないので、ガイドライナの取外しや取付けを容易に行うことができ、交換作業の時間を短縮することができる。さらに、ガイドライナの先端部の軸芯とコンタクトチップの軸芯とを一致させることができる。この結果、ガイドライナから送出された線材がコンタクトチップの挿入部で、異常に擦れることが無くなり、切粉の発生を著しく減少させることができ、線材の送給抵抗を減少させることができる。また、ガイドライナが緩やかな弓なり形状となり、線材の送給抵抗の増加を抑えることができる。従って、線材を安定して送給することができ、均一な皮膜を形成することができ、品質を著しく向上させることができる。
さらに、ガイドライナーは両端面を切断するだけで簡単に製作することができるため、安価に製作することができる。
【0026】
第2の発明のアーク溶射ガンは、第1の発明のアーク溶射ガンに加えて、ガイドライナの両端部の外面にテーパ部が形成されている。
【0027】
この結果、第1の発明のアーク溶射ガンが奏する効果に加えて、ガイドライナの基端部の軸芯とライナ保持部材の軸芯とを、より精度が高く、一致させることができ、また、ガイドライナの先端部の軸芯とコンタクトチップの軸芯とを、より精度が高く、一致させることができる。従って、線材を、より安定して送給することができ、均一な皮膜を形成することができ、品質を著しく向上させることができる。
【発明を実施するための最良の形態】
【0028】
[実施の形態1]
発明の実施の形態を実施例に基づき図面を参照して説明する。アーク溶射ガンへの線材の送給、電力の供給及び圧縮ガスの供給については、図4に示した従来技術と同様であるので、説明を省略し、従来技術と異なるアーク溶射ガンの構造を、以下に説明する。
【0029】
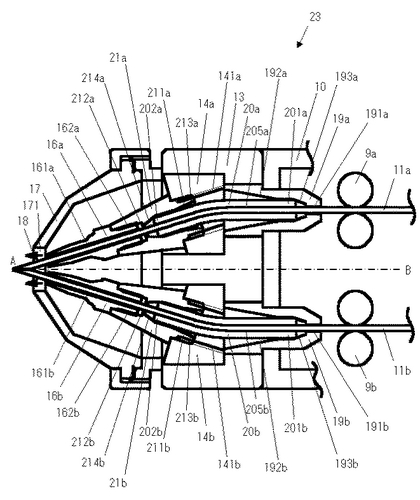
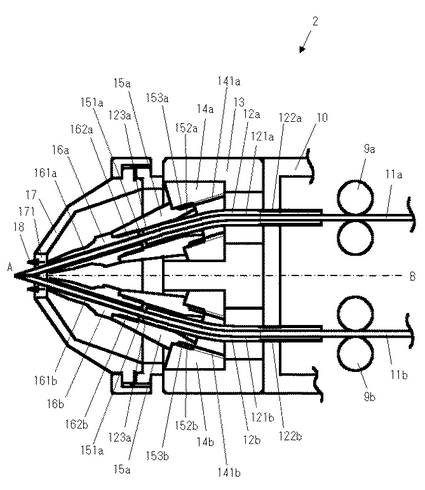
図1は、本発明の実施の形態1のアーク溶射ガン23の断面図である。同図において、第1の線材送給機構の第1のプル側線材送給機9aは、ガン本体10に取付けられていて、図4に示した第1のプッシュ側ガイドライナ8aによってガイドされた第1の線材11aをガン本体10内に送給する。第1のライナ保持部材19aは、第1の線材送給機9aの第1の線材11aの送出部に設けられている。また、その軸芯部に第1の線材11aの挿通孔191aが形成され、第1のプル側線材送給機9aの第1の線材11aの送出部側と反対側に、第1のガイドライナ20aが挿入されるライナ挿入孔192aが形成され、その内面に、テーパ部193aが形成されている。
【0030】
第1のガイドライナ20aは、樹脂等の可撓性材料から成り、軸芯部に第1の線材11aの挿通孔205aが形成されている。その基端部201aが、第1のライナ保持部材のテーパ部193aに挿入されている。この第1のガイドライナ20aは、第1の線材送給機9aから送出されて第1のライナ保持部材19aを挿通した第1の線材11aを、第1のチップ本体の基端部211aへガイドする。
【0031】
絶縁部材13はガン本体10に取付けられている。第1の給電部材14aは、軸芯部に第1のガイドライナ20aの挿通孔141aが形成されていて、絶縁部材13に取付けられている。第1のチップ本体21aは、軸芯部に第1の線材11aの挿通孔212aが形成されている。また、その基端部211aに第1のガイドライナ20aが挿入されるライナ挿入孔213aが形成されていて、その内面にテーパ部214aが形成されている。また、この基端部211aの外面がねじ加工されていて、第1の給電部材14aにねじ止めされている。
【0032】
第1のガイドライナ20aは、可撓性材料から成り、ガン本体10の中心軸B側に曲げられ、その先端部202aは、絶縁部材13と第1の給電部材14aとを挿通して第1のチップ本体のテーパ部214aに挿入されている。第1のガイドライナ20aの長さは、第1の線材11aが第1のライナ保持部材19aと第1のチップ本体21aとの間を挿通したときの、軸芯部に沿った長さよりも僅かに長くしている。そのために、この第1のガイドライナ20aは、第1のライナ保持部材のテーパ部193aと第1の電極のテーパ部214aとの間に弓なり形状と成るように、その両端部201a,202aがそれぞれ挿入されて、その反発力によってその両端部201a,202aが第1のライナ保持部材のテーパ部193aと第1の電極のテーパ部214aとにそれぞれ押し付けられて支持される。
【0033】
第1のガイドライナ20aを交換するときに、挿入と取り外しを容易にするために、第1のガイドライナ20aの外径と、第1のライナ保持部材のテーパ部193aの挿入口の内径及び第1のチップ本体のテーパ部214aの挿入口の内径との差は、例えば、0.1mm〜0.2mm程度が良い。
【0034】
第1のコンタクトチップ16aは、軸芯部に第1の線材11aが挿通する挿通孔161aが形成されていて、その基端部162aの外面がねじ加工されていて、第1のチップ本体21aにねじ止めされている。第1の給電部材14aから第1のチップ本体21aを介してこの第1のコンタクトチップ16aに電力が供給され、第1の線材11aが挿通されて内接触して通電される。
【0035】
第1のガイドライナ20aと第1のチップ本体21aと第1のコンタクトチップ16aとは、第1の線材11aがアーク溶射ガン2の前方で第2の線材11bと交差する交差点A方向に送給されるように取付けられている。ノズル17には、図4に示したコンプレッサ3から供給された圧縮ガス18を噴出するためのガス噴出孔171が、形成されている。
【0036】
第2の線材送給機構の第2のプル側線材送給機9b、第2のライナ保持部材19b、第2のガイドライナ20b、第2の給電部材14b、第2のチップ本体21b、第2のコンタクトチップ16bは、上述した第1の線材送給機構と同様の機能を有するので、符号の添え字aをbに代えて、説明を省略する。
【0037】
アーク溶射ガン23への線材の送給、電力の供給及び圧縮ガスの供給の動作については、図4に示した従来技術と同様であるので、説明を省略し、従来技術と異なるアーク溶射ガン2内での動作を、図1を参照して、以下に説明する。
【0038】
第1の線材送給機構において、図4に示した第1のプッシュ側ガイドライナ8aによってガイドされた第1の線材11aは、第1のプル側線材送給機9aによってガン本体10内に送給される。そして、第1の線材11aは、第1のライナ保持部材19aを挿通して、第1のガイドライナ20aによって第1のコンタクトチップ16aへガイドされる。第1の線材11aが第1のコンタクトチップ16aと内接触することによって、第1の給電部材14aから第1のチップ本体21aを介して電力が供給される。そして、第1の線材11aは、第2の線材11bとの交差点A方向に送給される。
【0039】
第2の線材送給機構においても第1の線材送給機構と同様にして、第2のガイドライナ20bによってガイドされた第2の線材11bは、第2のコンタクトチップ16bと内接触することによって、電力が供給される。そして、第1の線材11aと第2の線材11bとがアーク溶射ガン23前方の交差点Aで短絡されることによって、2つの線材11a、11bの先端間にアークが発生する。
【0040】
次に、2つのガイドライナ20a、20bを交換するときの、取付けと取外しの方法を説明する。まず、第1のガイドライナ20aを取付けるときは、第1のチップ本体21aを第1の給電部材14aからねじを緩めて取外した状態で、第1のガイドライナの基端部201aを、第1の給電部材14aを挿通して、第1のライナ保持部材のライナ挿入孔192aに挿入する。そして、第1のチップ本体のライナ挿入孔213aに第1のガイドライナの先端部202aを挿入した状態で、第1のチップ本体21aを第1の給電部材14aにねじ込む。
【0041】
このとき、第1のガイドライナの基端部201aは、第1のガイドライナ20aの反発力によって、第1のライナ保持部材のテーパ部193aに沿って挿入されて、第1のガイドライナの基端部201aの軸芯と第1のライナ保持部材19aの軸芯とが一致する。また、第1のガイドライナの先端部202aは、第1のチップ本体のテーパ部214aに沿って挿入されて、第1のガイドライナの先端部202aの軸芯と第1のチップ本体21aの軸芯とが一致する。また、第1のチップ本体21aを第1の給電部材14aにねじ込むときに、第1のガイドライナ20aは、その可撓性によって、弓なり形状となる。そして、第1のコンタクトチップ16aを第1のチップ本体21aにねじ止めして、ノズル17をガン本体10に取付ける。
【0042】
次に、第1のガイドライナ20aを取外すときは、ノズル17をガン本体10から取り外し、第1のコンタクトチップ16aを第1のチップ本体21aからねじを緩めて取外し、第1のチップ本体21aを第1の給電部材14aからねじを緩めて取外す。そして、第1のガイドライナ20aを引き出す。第2のガイドライナ20bも第1のガイドライナ20aと同様に取付けて取外すことができる。
【0043】
この結果、2つのガイドライナの基端部201a、201bは、従来技術のようにガン本体10にねじ止めされていないので、ガイドライナ20a、20bの取り外しや取付けを容易に行うことができ、交換作業の時間を短縮することができる。
【0044】
さらに、2つのガイドライナの先端部202a、202bの軸芯とコンタクトチップ16a、16bの軸芯とを一致させることができる。この結果、2つのガイドライナ20a、20bから送出された2本の線材11a、11bが2つのコンタクトチップ16a、16bへの挿入部で、異常に擦れることが無くなり、切粉の発生を著しく減少させることができ、2本の線材11a、11bの送給抵抗を減少させることができる。また、2つのガイドライナ20a、20bが弓なり形状となり、2本の線材11a、11bの送給抵抗の増加を抑えることができる。従って、2本の線材11a、11bを安定して送給することができ、均一な皮膜を形成することができ、品質を著しく向上させることができる。さらに、2つのガイドライナ20a、20bは定寸に切断してあるだけで良く、ねじ加工等の必要がないために、簡単かつ安価に製作することができる。交換頻度の高い消耗品としてのメリットが非常に大きい。
【0045】
[実施の形態2]
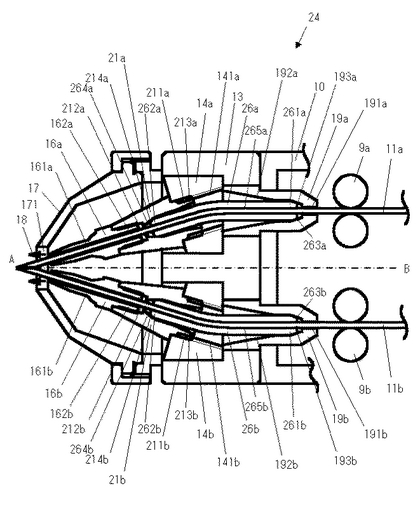
図2は、本発明の実施の形態2のアーク溶射ガンの断面図である。同図において、アーク溶射ガン24内の第1のガイドライナ26aの軸芯部に第1の線材11aの挿通孔265aが形成されている。第1のガイドライナの基端部261aの外面に、第1のライナ保持部材のテーパ部193aに対応したテーパ部263aが形成され、第1のガイドライナの先端部262aの外面に、第1のチップ本体のテーパ部214aに対応したテーパ部264aが形成されている。また、第2のガイドライナ26bの機能は、第1のガイドライナ26aの機能と同様であるので、説明を省略する。また、その他の機能は、図1に示した実施の形態1と同機能に同符号を付して、説明を省略する。
【0046】
この結果、実施の形態1のアーク溶射ガン23が奏する効果に加えて、2つのガイドライナの基端部261a、261bの軸芯とライナ保持部材19a、19bの軸芯とを、それぞれより精度が高く、一致させることができ、また、ガイドライナの先端部262a、262bの軸芯とコンタクトチップ16a、16bの軸芯とを、それぞれより精度が高く、一致させることができる。従って、2本の線材11a、11bを、より安定して送給することができ、均一な皮膜を形成することができ、品質を著しく向上させることができる。
【0047】
[実施の形態3]
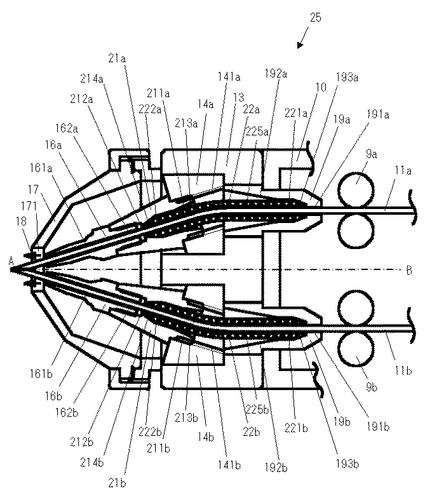
図3は、本発明の実施の形態3のアーク溶射ガンの断面図である。同図において、アーク溶射ガン25内の第1のガイドライナ22a及び第2のガイドライナ22bとして、金属線を螺旋状に巻いたコイルライナを使用している。第1のガイドライナ22aの軸芯部に第1の線材11aの挿通孔225aが形成されている。その基端部221aが、第1のライナ保持部材のテーパ部193aに挿入されている。また、先端部222aが、第1のチップ本体のテーパ部214aに挿入されている。
【0048】
この第1のガイドライナ22aは、第1の線材送給機9aから送出されて第1のライナ保持部材19aを挿通した第1の線材11aを、第1のチップ本体の基端部211aへガイドする。第2のガイドライナ22bの機能は、第1のガイドライナ22aの機能と同様であるので、説明を省略する。また、その他の機能は、図1に示した実施の形態1と同機能に同符号を付して、説明を省略する。
【0049】
アルミ等の材料から成る柔かい線材を送給するとき、2つのガイドライナの材質は、線材を損傷することが少ない可撓性のある樹脂が良い。これに対し、鉄等の硬い材料から成る線材を送給するときは、2つのガイドライナとして、図3に示す金属線を螺旋状に巻いたコイルライナを使用することによって、線材を送給するときに発生する摩耗や傷を、減少させることができる。
【図面の簡単な説明】
【0050】
【図1】本発明の実施の形態1のアーク溶射ガンの断面図である。
【図2】本発明の実施の形態2のアーク溶射ガンの断面図である。
【図3】本発明の実施の形態3のアーク溶射ガンの断面図である。
【図4】一般的なアーク溶射装置の構成を示す図である。
【図5】従来技術のアーク溶射ガンの断面図である。
【符号の説明】
【0051】
1 溶射電源装置
2 アーク溶射ガン
3 コンプレッサ
4a 第1のプッシュ側線材送給機
4b 第2のプッシュ側線材送給機
5a 第1の線材リール
5b 第2の線材リール
6 リモコン
7 スタートスイッチ
8a 第1のプッシュ側ガイドライナ
8b 第2のプッシュ側ガイドライナ
9a 第1のプル側線材送給機
9b 第2のプル側線材送給機
10 ガン本体
11a 第1の線材
11b 第2の線材
12a 第1のガイドライナ
121a 第1のガイドライナの挿通孔
122a 第1のガイドライナの基端部
123a 第1のガイドライナの先端部
12b 第2のガイドライナ
13 絶縁部材
14a 第1の給電部材
141a 第1の給電部材の挿通孔
15a 第1のチップ本体
151a 第1のチップ本体の挿通孔
152a 第1のチップ本体のライナ挿入孔
15b 第2のチップ本体
16a 第1のコンタクトチップ
161a 第1のコンタクトチップの挿通孔
162a 第1のコンタクトチップの基端部
16b 第2のコンタクトチップ
17 ノズル
171 ガス噴出孔
18 圧縮ガス
19a 第1のライナ保持部材
191a 第1のライナ保持部材の挿通孔
192a 第1のライナ保持部材のライナ挿入孔
193a 第1のライナ保持部材のテーパ部
19b 第2のライナ保持部材
20a 第1のガイドライナ
201a 第1のガイドライナの基端部
202a 第1のガイドライナの先端部
205a 第1のガイドライナの挿通孔
20b 第2のガイドライナ
21a 第1のチップ本体
211a 第1のチップ本体の基端部
212a 第1のチップ本体の挿通孔
213a 第1のチップ本体のライナ挿入孔
214a 第1のチップ本体のテーパ部
21b 第2のチップ本体
22a 第1のガイドライナ
221a 第1のガイドライナの基端部
222a 第1のガイドライナの先端部
225a 第1のガイドライナの挿通孔
22b 第2のガイドライナ
23 アーク溶射ガン
24 アーク溶射ガン
25 アーク溶射ガン
26a 第1のガイドライナ
261a 第1のガイドライナの基端部
262a 第1のガイドライナの先端部
263a 第1のガイドライナのテーパ部
264a 第1のガイドライナのテーパ部
265a 第1のガイドライナの挿通孔
26b 第2のガイドライナ
A 交差点
B 中心軸
【技術分野】
【0001】
本発明は、電気機器、大型鉄鋼構造物等の防錆防食処理に有効な溶射を行うためのアーク溶射装置の改良されたアーク溶射ガンに関するものである。
【背景技術】
【0002】
アーク溶射は、2本の線材をアーク溶射ガンの2つのコンタクトチップへそれぞれ送給し、2本の線材の先端間にアークを発生させて、アーク熱によって線材を溶融する。その溶融速度に従って線材を送給しながら、圧縮ガスなどの噴射によって溶融金属を微細化させ、被溶射物に吹き付けて、溶射皮膜を形成する溶射方法である。
【0003】
図4は、一般的なアーク溶射装置の構成を示す図であり、図5は、従来技術のアーク溶射ガンの断面図である。図4図において、溶射電源装置1は、商用電源を入力として、例えばインバータ制御回路によって出力が定電圧制御されて、アーク溶射ガン2に電力を供給する。コンプレッサ3から噴出された圧縮ガスは、溶射電源装置1内に設けられた電磁弁(図示を省略)を通過して、アーク溶射ガン2に噴出される。
【0004】
アーク溶射装置は、第1の線材送給機構と第2の線材送給機構とから成る。まず、第1の線材送給機構を説明する。第1のプッシュ側線材送給機4aは、第1の線材リール5aからの第1の線材を送出する。この送出された第1の線材は、第1のプッシュ側ガイドライナ8aによってアーク溶射ガン2までガイドされる。リモコン6によって溶射電圧と線材送給速度とが設定される。
【0005】
図5に示すアーク溶射ガン2において、第1のプル側線材送給機9aは、ガン本体10に取付けられていて、図4に示した第1のプッシュ側ガイドライナ8aによってガイドされた第1の線材11aをガン本体10内に送給する。第1のガイドライナ12aは、樹脂等の可撓性の有る材質から成り、軸芯部に第1の線材11aの挿通孔121aが形成されている。また、その基端部122aの外面がねじ加工されていて、ガン本体10を挿通して、ガン本体10にねじ止めされている。この第1のガイドライナ12aは、第1のプル側線材送給機9aから送出された第1の線材11aを後述する第1のコンタクトチップ16aまでガイドする。
【0006】
絶縁部材13はガン本体10に取付けられている。第1の給電部材14aは、軸芯部に第1のガイドライナの挿通孔141aが形成されていて、絶縁部材13に取付けられている。第1のチップ本体15aは、軸芯部に第1の線材11aの挿通孔151aが形成されていて、基端部153aに第1のガイドライナ12aが挿入されるライナ挿入孔152aが形成されている。また、第1のチップ本体の基端部153aの外面がねじ加工されていて、第1の給電部材14aにねじ止めされている。
【0007】
第1のガイドライナ12aは、ガン本体10の中心軸B側に曲げられていて、その先端部123aは、絶縁部材13と第1の給電部材14aとを挿通して、第1のチップ本体15aに挿入されている。第1のコンタクトチップ16aは、軸芯部に第1の線材11aが挿通する挿通孔161aが形成されている。また、第1のコンタクトチップの基端部162aの外面がねじ加工されていて、第1のチップ本体15aにねじ止めされている。第1の給電部材14aから第1のチップ本体15aを介して第1のコンタクトチップ16aに電力が供給され、第1の線材11aが第1のコンタクトチップ16aに挿通されて、内接触して通電される。
【0008】
第1のコンタクトチップ16aと第1のチップ本体15aとは、一体の電極としても良い。しかし、電極は通電により消耗し易く、特に、先端部の方が消耗し易い。そこで、電極を、第1のチップ本体15aと第1のコンタクトチップ16aとに分割して、第1のコンタクトチップ16aを第1のチップ本体15aにねじ止めする構成とすることによって、第1のコンタクトチップ16aのみを交換できるようにしている。
【0009】
アーク溶射によって形成される皮膜の品質を維持するためには、常に、安定したアークが発生する必要がある。そのためには、第1の線材11aを送給する速度変動を抑制する必要がある。その速度変動は、主に第1の線材11aと第1のガイドライナ12aや第1のコンタクトチップ16aとの接触によって発生する摩擦抵抗の変化や、その摩擦抵抗の変化に伴う第1のガイドライナ12aや第1のコンタクトチップ16aの内面での第1の線材11aの変動によって発生する。特に、第1の線材11aが送給される進行方向を変化させる部分や第1のガイドライナ12aや第1のコンタクトチップ16aの端部で第1の線材11aが強く接触することによって発生する。そこで、第1の線材11aが第1のガイドライナ12aを挿通するときの摩擦抵抗を、低減させるために、第1のガイドライナ12aを樹脂等の可撓性材料で形成し、緩やかに曲げている。
【0010】
第1のガイドライナ12aと第1のチップ本体15aと第1のコンタクトチップ16aとは、第1の線材11aがアーク溶射ガンの前方で第2の線材11bと交差する交差点Aの方向に送給されるように取付けられている。ノズル17には、図4に示したコンプレッサ3から供給された圧縮ガス18を噴出するためのガス噴出孔171が、形成されている。
【0011】
第2の線材送給機構の第2の線材リール5b、第2のプッシュ側線材送給機4b、第2のプッシュ側ガイドライナ8b、第2のプル側線材送給機9b、第2の線材11b、第2のガイドライナ12b、第2の給電部材14b、第2のチップ本体15b、第2のコンタクトチップ16bは、上述した第1の線材送給機構と同様の機能を有するので、符号の添え字aをbに代えて、説明を省略する。第1の線材11aと第2の線材11bとは、絶縁されて、交差点Aまで送給される。(例えば、特許文献1参照。)。
【0012】
以下、動作を説明する。
作業者が、図4に示すアーク溶射ガン2に設けられたスタートスイッチ7を押して、ON状態にすると、コンプレッサ3から圧縮ガス18が溶射電源装置1内に設けられた電磁弁(図示を省略)を通過してアーク溶射ガン2に噴出される。第1の線材送給機構においては、第1の線材リール5aからの第1の線材11aが、第1のプッシュ側線材送給機4aによって送給されて、第1のプッシュ側ガイドライナ8aによってガイドされて、アーク溶射ガン2に送給される。
【0013】
第1のプッシュ側ガイドライナ8aによってガイドされた第1の線材11aは、図5に示す第1のプル側線材送給機9aによって、ガン本体10内に送給される。そして、第1の線材11aは、第1のガイドライナ12aによって第1のコンタクトチップ16aまでガイドされる。第1の線材11aが第1のコンタクトチップ16aと内接触することによって、第1の給電部材14aから第1のチップ本体15aを介して,第1の線材11aに電力が供給される。そして、第1の線材11aは、交差点A方向に送給される。
【0014】
第2の線材送給機構においても第1の線材送給機構と同様にして、第2の線材リール5bからの第2の線材11bが、第2のコンタクトチップ16bへ送給されて、内接触することによって、第2の給電部材14bから第2の線材11bに電力が供給される。そして、第1の線材11aと第2の線材11bとがアーク溶射ガン2の前方の交差点Aで短絡されることによって、2本の線材11a、11bの先端間にアークが発生する。
【0015】
2本の線材11a、11bの先端は、アーク熱によって溶融するので、連続的に線材を送給するとともに、適正な溶射電圧と線材送給速度とを選択することによって、アークを持続させることができる。この際、コンプレッサ3から供給される圧縮ガス18を、ノズル17のガス噴出孔171から2本の線材11a、11bの先端間のアークに吹き付けると、溶融した金属が溶滴となって前方に噴出され、被溶射物に堆積して溶射層が形成される。
【0016】
そして、溶射を終了するときに、作業者が、アーク溶射ガン2のスタートスイッチ7を開放して、OFF状態にすると、圧縮ガス18の噴出が停止され、2本の線材11a、11bの送給及び溶射電流の通電が停止されて、溶射が終了する。
【特許文献1】特開平10−314626号公報
【発明の開示】
【発明が解決しようとする課題】
【0017】
上述したように、図5に示した従来技術のアーク溶射ガン2における第1の線材送給機構の第1のガイドライナ12aは、樹脂等の可撓性材料から成り、その基端部122aの外面がねじ加工されていて、ガン本体10を挿通して、ガン本体10にねじ止めされている。また、ガイドライナ12aは、ガン本体10の中心軸B側に曲げられていて、その先端部123aは、絶縁部材13と第1の給電部材14aとを挿通して、第1のガイドライナ12aの外径よりも僅かに大きい内径を有する第1のチップ本体のライナ挿入孔152aに、単に、挿入されているだけである。
【0018】
このように、第1のガイドライナ12aは、曲線的に曲げられて、ガン本体10に取付けられているために、直線的に第1の線材11aをガイドするときと比べて、摩擦抵抗が大きく、磨耗や傷が発生し易く、頻繁に交換する必要がある。しかし、第1のガイドライナの基端部122aは、ガン本体10にねじ止めされているために、取外しや取付けに時間が掛かり、交換作業に時間が掛かる。
【0019】
また、この第1のガイドライナ12aの外径と第1のチップ本体15aの内径との差が大き過ぎると、第1のガイドライナの先端部123aの軸芯と第1のチップ本体15aにねじ止めされた第1のコンタクトチップ16aの軸芯とのずれが大きくなる。この結果、第1のガイドライナ12aから送出された第1の線材11aが第1のコンタクトチップ16aの挿入部で、異常に擦れることになる。そのために、切粉が多量に発生し、摩擦抵抗が増大し、その変動が大きくなる。さらに、第1の線材11aを安定して送給することができなくなる。その結果、均一な皮膜を形成することができず、品質を著しく低下させることになる。
【0020】
逆に、第1のガイドライナ12aの外径と第1のチップ本体15aの内径との差が小さ過ぎると、第1のガイドライナの先端部123aの軸芯と第1のコンタクトチップ16aの軸芯とのずれは小さくなり、第1のガイドライナ12aから送出された第1の線材11aが第1のコンタクトチップ16aの挿入部で、擦れることが少なく成り、摩擦抵抗が減少し、切粉の発生が少なくなる。しかし、第1のガイドライナの先端部123aを第1のチップ本体15aへ挿入したり、第1のチップ本体15aから取り出したりするのが困難になり、交換作業に時間が掛かる。さらに、第1のガイドライナ12a及び第1のチップ本体15aの加工精度も必要となり、高価になる。第2の線材送給機構においても、第1の線材送給機構と同じ課題を有する。
【0021】
本発明は、ガイドライナの取外しや取付けを容易に行うことができて、交換作業の時間を短縮することができ、さらに、線材の送給抵抗を減少させて、線材を安定して送給して、均一な皮膜を形成することができ、品質を著しく向上させることができるアーク溶射ガンを提供することを目的としている。
【課題を解決するための手段】
【0022】
上記目的を達成するために、第1の発明は、
ガン本体と、
前記ガン本体に取付けられて第1の線材を送給する第1の線材送給機と、
前記第1の線材送給機から送出された前記第1の線材を第1の電極の基端部へガイドする第1のガイドライナと、
前記第1の線材に電力を供給する前記第1の電極と、
前記ガン本体に取付けられて前記第1の線材と絶縁された第2の線材を送給する第2の線材送給機と、
前記第2の線材送給機から送出された前記第2の線材を第2の電極の基端部へガイドする第2のガイドライナと、
前記第2の線材に電力を供給する前記第2の電極とを備えたアーク溶射ガンにおいて、
前記第1の線材送給機の前記第1の線材の送出部に設けられて前記第1の線材の挿通孔が形成され前記第1の線材送給機の前記第1の線材の送出部側と反対側の内面にテーパ部が形成された第1のライナ保持部材を備え、
この第1のライナ保持部材の前記テーパ部に前記第1のガイドライナの基端部が挿入され、
前記第1の電極の基端部の内面にテーパ部が形成され、
前記第1の電極の前記テーパ部に前記第1のガイドライナの先端部が挿入され、
前記第1のガイドライナが前記第1のライナ保持部材の前記テーパ部と前記第1の電極の前記テーパ部との間に弓なり形状と成るようにその両端部がそれぞれ挿入されてその反発力によって前記両端部が前記第1のライナ保持部材の前記テーパ部と前記第1の電極の前記テーパ部とにそれぞれ押し付けられて支持される可撓性材料から成り、
前記第2の線材送給機の前記第2の線材の送出部に設けられて前記第2の線材の挿通孔が形成され前記第2の線材送給機の前記第2の線材の送出部側と反対側の内面にテーパ部が形成された第2のライナ保持部材を備え、
この第2のライナ保持部材の前記テーパ部に前記第2のガイドライナの基端部が挿入され、
前記第2の電極の基端部の内面にテーパ部が形成され、
前記第2の電極の前記テーパ部に前記第2のガイドライナの先端部が挿入され、
前記第2のガイドライナが前記第2のライナ保持部材の前記テーパ部と前記第2の電極の前記テーパ部との間に弓なり形状と成るようにその両端部がそれぞれ挿入されてその反発力によって前記両端部が前記第2のライナ保持部材の前記テーパ部と前記第2の電極の前記テーパ部とにそれぞれ押し付けられて支持される可撓性材料から成ることを特徴とするアーク溶射ガンである。
【0023】
第2の発明は、
第1の発明に記載の前記第1のガイドライナの前記両端部の外面にテーパ部が形成され、
前記第2のガイドライナの前記両端部の外面にテーパ部が形成されていることを特徴とするアーク溶射ガンである。
【発明の効果】
【0024】
第1の発明のアーク溶射ガンは、ガン本体内に2組の線材送給機構を備えている。それぞれの線材送給機構が、線材を送給する線材送給機と、送出された線材を電極の基端部へガイドするガイドライナと、線材に電力を供給する電極と、線材送給機の線材の送出部に設けられて、線材の挿通孔が形成され、線材送給機の線材の送出部側と反対側の内面にテーパ部が形成されたライナ保持部材を備え、このライナ保持部材のテーパ部にガイドライナの基端部が挿入され、電極の基端部の内面にテーパ部が形成され、このテーパ部にガイドライナの先端部が挿入されている。また、ガイドライナが、上記2つのテーパ部の間に弓なり形状と成るように、その両端部がそれぞれ挿入されて、その反発力によって、両端部が上記2つのテーパ部にそれぞれ押し付けられて支持される可撓性材料から成る。
【0025】
この結果、ガイドライナの基端部は、従来技術のようにガン本体にねじ止めされていないので、ガイドライナの取外しや取付けを容易に行うことができ、交換作業の時間を短縮することができる。さらに、ガイドライナの先端部の軸芯とコンタクトチップの軸芯とを一致させることができる。この結果、ガイドライナから送出された線材がコンタクトチップの挿入部で、異常に擦れることが無くなり、切粉の発生を著しく減少させることができ、線材の送給抵抗を減少させることができる。また、ガイドライナが緩やかな弓なり形状となり、線材の送給抵抗の増加を抑えることができる。従って、線材を安定して送給することができ、均一な皮膜を形成することができ、品質を著しく向上させることができる。
さらに、ガイドライナーは両端面を切断するだけで簡単に製作することができるため、安価に製作することができる。
【0026】
第2の発明のアーク溶射ガンは、第1の発明のアーク溶射ガンに加えて、ガイドライナの両端部の外面にテーパ部が形成されている。
【0027】
この結果、第1の発明のアーク溶射ガンが奏する効果に加えて、ガイドライナの基端部の軸芯とライナ保持部材の軸芯とを、より精度が高く、一致させることができ、また、ガイドライナの先端部の軸芯とコンタクトチップの軸芯とを、より精度が高く、一致させることができる。従って、線材を、より安定して送給することができ、均一な皮膜を形成することができ、品質を著しく向上させることができる。
【発明を実施するための最良の形態】
【0028】
[実施の形態1]
発明の実施の形態を実施例に基づき図面を参照して説明する。アーク溶射ガンへの線材の送給、電力の供給及び圧縮ガスの供給については、図4に示した従来技術と同様であるので、説明を省略し、従来技術と異なるアーク溶射ガンの構造を、以下に説明する。
【0029】
図1は、本発明の実施の形態1のアーク溶射ガン23の断面図である。同図において、第1の線材送給機構の第1のプル側線材送給機9aは、ガン本体10に取付けられていて、図4に示した第1のプッシュ側ガイドライナ8aによってガイドされた第1の線材11aをガン本体10内に送給する。第1のライナ保持部材19aは、第1の線材送給機9aの第1の線材11aの送出部に設けられている。また、その軸芯部に第1の線材11aの挿通孔191aが形成され、第1のプル側線材送給機9aの第1の線材11aの送出部側と反対側に、第1のガイドライナ20aが挿入されるライナ挿入孔192aが形成され、その内面に、テーパ部193aが形成されている。
【0030】
第1のガイドライナ20aは、樹脂等の可撓性材料から成り、軸芯部に第1の線材11aの挿通孔205aが形成されている。その基端部201aが、第1のライナ保持部材のテーパ部193aに挿入されている。この第1のガイドライナ20aは、第1の線材送給機9aから送出されて第1のライナ保持部材19aを挿通した第1の線材11aを、第1のチップ本体の基端部211aへガイドする。
【0031】
絶縁部材13はガン本体10に取付けられている。第1の給電部材14aは、軸芯部に第1のガイドライナ20aの挿通孔141aが形成されていて、絶縁部材13に取付けられている。第1のチップ本体21aは、軸芯部に第1の線材11aの挿通孔212aが形成されている。また、その基端部211aに第1のガイドライナ20aが挿入されるライナ挿入孔213aが形成されていて、その内面にテーパ部214aが形成されている。また、この基端部211aの外面がねじ加工されていて、第1の給電部材14aにねじ止めされている。
【0032】
第1のガイドライナ20aは、可撓性材料から成り、ガン本体10の中心軸B側に曲げられ、その先端部202aは、絶縁部材13と第1の給電部材14aとを挿通して第1のチップ本体のテーパ部214aに挿入されている。第1のガイドライナ20aの長さは、第1の線材11aが第1のライナ保持部材19aと第1のチップ本体21aとの間を挿通したときの、軸芯部に沿った長さよりも僅かに長くしている。そのために、この第1のガイドライナ20aは、第1のライナ保持部材のテーパ部193aと第1の電極のテーパ部214aとの間に弓なり形状と成るように、その両端部201a,202aがそれぞれ挿入されて、その反発力によってその両端部201a,202aが第1のライナ保持部材のテーパ部193aと第1の電極のテーパ部214aとにそれぞれ押し付けられて支持される。
【0033】
第1のガイドライナ20aを交換するときに、挿入と取り外しを容易にするために、第1のガイドライナ20aの外径と、第1のライナ保持部材のテーパ部193aの挿入口の内径及び第1のチップ本体のテーパ部214aの挿入口の内径との差は、例えば、0.1mm〜0.2mm程度が良い。
【0034】
第1のコンタクトチップ16aは、軸芯部に第1の線材11aが挿通する挿通孔161aが形成されていて、その基端部162aの外面がねじ加工されていて、第1のチップ本体21aにねじ止めされている。第1の給電部材14aから第1のチップ本体21aを介してこの第1のコンタクトチップ16aに電力が供給され、第1の線材11aが挿通されて内接触して通電される。
【0035】
第1のガイドライナ20aと第1のチップ本体21aと第1のコンタクトチップ16aとは、第1の線材11aがアーク溶射ガン2の前方で第2の線材11bと交差する交差点A方向に送給されるように取付けられている。ノズル17には、図4に示したコンプレッサ3から供給された圧縮ガス18を噴出するためのガス噴出孔171が、形成されている。
【0036】
第2の線材送給機構の第2のプル側線材送給機9b、第2のライナ保持部材19b、第2のガイドライナ20b、第2の給電部材14b、第2のチップ本体21b、第2のコンタクトチップ16bは、上述した第1の線材送給機構と同様の機能を有するので、符号の添え字aをbに代えて、説明を省略する。
【0037】
アーク溶射ガン23への線材の送給、電力の供給及び圧縮ガスの供給の動作については、図4に示した従来技術と同様であるので、説明を省略し、従来技術と異なるアーク溶射ガン2内での動作を、図1を参照して、以下に説明する。
【0038】
第1の線材送給機構において、図4に示した第1のプッシュ側ガイドライナ8aによってガイドされた第1の線材11aは、第1のプル側線材送給機9aによってガン本体10内に送給される。そして、第1の線材11aは、第1のライナ保持部材19aを挿通して、第1のガイドライナ20aによって第1のコンタクトチップ16aへガイドされる。第1の線材11aが第1のコンタクトチップ16aと内接触することによって、第1の給電部材14aから第1のチップ本体21aを介して電力が供給される。そして、第1の線材11aは、第2の線材11bとの交差点A方向に送給される。
【0039】
第2の線材送給機構においても第1の線材送給機構と同様にして、第2のガイドライナ20bによってガイドされた第2の線材11bは、第2のコンタクトチップ16bと内接触することによって、電力が供給される。そして、第1の線材11aと第2の線材11bとがアーク溶射ガン23前方の交差点Aで短絡されることによって、2つの線材11a、11bの先端間にアークが発生する。
【0040】
次に、2つのガイドライナ20a、20bを交換するときの、取付けと取外しの方法を説明する。まず、第1のガイドライナ20aを取付けるときは、第1のチップ本体21aを第1の給電部材14aからねじを緩めて取外した状態で、第1のガイドライナの基端部201aを、第1の給電部材14aを挿通して、第1のライナ保持部材のライナ挿入孔192aに挿入する。そして、第1のチップ本体のライナ挿入孔213aに第1のガイドライナの先端部202aを挿入した状態で、第1のチップ本体21aを第1の給電部材14aにねじ込む。
【0041】
このとき、第1のガイドライナの基端部201aは、第1のガイドライナ20aの反発力によって、第1のライナ保持部材のテーパ部193aに沿って挿入されて、第1のガイドライナの基端部201aの軸芯と第1のライナ保持部材19aの軸芯とが一致する。また、第1のガイドライナの先端部202aは、第1のチップ本体のテーパ部214aに沿って挿入されて、第1のガイドライナの先端部202aの軸芯と第1のチップ本体21aの軸芯とが一致する。また、第1のチップ本体21aを第1の給電部材14aにねじ込むときに、第1のガイドライナ20aは、その可撓性によって、弓なり形状となる。そして、第1のコンタクトチップ16aを第1のチップ本体21aにねじ止めして、ノズル17をガン本体10に取付ける。
【0042】
次に、第1のガイドライナ20aを取外すときは、ノズル17をガン本体10から取り外し、第1のコンタクトチップ16aを第1のチップ本体21aからねじを緩めて取外し、第1のチップ本体21aを第1の給電部材14aからねじを緩めて取外す。そして、第1のガイドライナ20aを引き出す。第2のガイドライナ20bも第1のガイドライナ20aと同様に取付けて取外すことができる。
【0043】
この結果、2つのガイドライナの基端部201a、201bは、従来技術のようにガン本体10にねじ止めされていないので、ガイドライナ20a、20bの取り外しや取付けを容易に行うことができ、交換作業の時間を短縮することができる。
【0044】
さらに、2つのガイドライナの先端部202a、202bの軸芯とコンタクトチップ16a、16bの軸芯とを一致させることができる。この結果、2つのガイドライナ20a、20bから送出された2本の線材11a、11bが2つのコンタクトチップ16a、16bへの挿入部で、異常に擦れることが無くなり、切粉の発生を著しく減少させることができ、2本の線材11a、11bの送給抵抗を減少させることができる。また、2つのガイドライナ20a、20bが弓なり形状となり、2本の線材11a、11bの送給抵抗の増加を抑えることができる。従って、2本の線材11a、11bを安定して送給することができ、均一な皮膜を形成することができ、品質を著しく向上させることができる。さらに、2つのガイドライナ20a、20bは定寸に切断してあるだけで良く、ねじ加工等の必要がないために、簡単かつ安価に製作することができる。交換頻度の高い消耗品としてのメリットが非常に大きい。
【0045】
[実施の形態2]
図2は、本発明の実施の形態2のアーク溶射ガンの断面図である。同図において、アーク溶射ガン24内の第1のガイドライナ26aの軸芯部に第1の線材11aの挿通孔265aが形成されている。第1のガイドライナの基端部261aの外面に、第1のライナ保持部材のテーパ部193aに対応したテーパ部263aが形成され、第1のガイドライナの先端部262aの外面に、第1のチップ本体のテーパ部214aに対応したテーパ部264aが形成されている。また、第2のガイドライナ26bの機能は、第1のガイドライナ26aの機能と同様であるので、説明を省略する。また、その他の機能は、図1に示した実施の形態1と同機能に同符号を付して、説明を省略する。
【0046】
この結果、実施の形態1のアーク溶射ガン23が奏する効果に加えて、2つのガイドライナの基端部261a、261bの軸芯とライナ保持部材19a、19bの軸芯とを、それぞれより精度が高く、一致させることができ、また、ガイドライナの先端部262a、262bの軸芯とコンタクトチップ16a、16bの軸芯とを、それぞれより精度が高く、一致させることができる。従って、2本の線材11a、11bを、より安定して送給することができ、均一な皮膜を形成することができ、品質を著しく向上させることができる。
【0047】
[実施の形態3]
図3は、本発明の実施の形態3のアーク溶射ガンの断面図である。同図において、アーク溶射ガン25内の第1のガイドライナ22a及び第2のガイドライナ22bとして、金属線を螺旋状に巻いたコイルライナを使用している。第1のガイドライナ22aの軸芯部に第1の線材11aの挿通孔225aが形成されている。その基端部221aが、第1のライナ保持部材のテーパ部193aに挿入されている。また、先端部222aが、第1のチップ本体のテーパ部214aに挿入されている。
【0048】
この第1のガイドライナ22aは、第1の線材送給機9aから送出されて第1のライナ保持部材19aを挿通した第1の線材11aを、第1のチップ本体の基端部211aへガイドする。第2のガイドライナ22bの機能は、第1のガイドライナ22aの機能と同様であるので、説明を省略する。また、その他の機能は、図1に示した実施の形態1と同機能に同符号を付して、説明を省略する。
【0049】
アルミ等の材料から成る柔かい線材を送給するとき、2つのガイドライナの材質は、線材を損傷することが少ない可撓性のある樹脂が良い。これに対し、鉄等の硬い材料から成る線材を送給するときは、2つのガイドライナとして、図3に示す金属線を螺旋状に巻いたコイルライナを使用することによって、線材を送給するときに発生する摩耗や傷を、減少させることができる。
【図面の簡単な説明】
【0050】
【図1】本発明の実施の形態1のアーク溶射ガンの断面図である。
【図2】本発明の実施の形態2のアーク溶射ガンの断面図である。
【図3】本発明の実施の形態3のアーク溶射ガンの断面図である。
【図4】一般的なアーク溶射装置の構成を示す図である。
【図5】従来技術のアーク溶射ガンの断面図である。
【符号の説明】
【0051】
1 溶射電源装置
2 アーク溶射ガン
3 コンプレッサ
4a 第1のプッシュ側線材送給機
4b 第2のプッシュ側線材送給機
5a 第1の線材リール
5b 第2の線材リール
6 リモコン
7 スタートスイッチ
8a 第1のプッシュ側ガイドライナ
8b 第2のプッシュ側ガイドライナ
9a 第1のプル側線材送給機
9b 第2のプル側線材送給機
10 ガン本体
11a 第1の線材
11b 第2の線材
12a 第1のガイドライナ
121a 第1のガイドライナの挿通孔
122a 第1のガイドライナの基端部
123a 第1のガイドライナの先端部
12b 第2のガイドライナ
13 絶縁部材
14a 第1の給電部材
141a 第1の給電部材の挿通孔
15a 第1のチップ本体
151a 第1のチップ本体の挿通孔
152a 第1のチップ本体のライナ挿入孔
15b 第2のチップ本体
16a 第1のコンタクトチップ
161a 第1のコンタクトチップの挿通孔
162a 第1のコンタクトチップの基端部
16b 第2のコンタクトチップ
17 ノズル
171 ガス噴出孔
18 圧縮ガス
19a 第1のライナ保持部材
191a 第1のライナ保持部材の挿通孔
192a 第1のライナ保持部材のライナ挿入孔
193a 第1のライナ保持部材のテーパ部
19b 第2のライナ保持部材
20a 第1のガイドライナ
201a 第1のガイドライナの基端部
202a 第1のガイドライナの先端部
205a 第1のガイドライナの挿通孔
20b 第2のガイドライナ
21a 第1のチップ本体
211a 第1のチップ本体の基端部
212a 第1のチップ本体の挿通孔
213a 第1のチップ本体のライナ挿入孔
214a 第1のチップ本体のテーパ部
21b 第2のチップ本体
22a 第1のガイドライナ
221a 第1のガイドライナの基端部
222a 第1のガイドライナの先端部
225a 第1のガイドライナの挿通孔
22b 第2のガイドライナ
23 アーク溶射ガン
24 アーク溶射ガン
25 アーク溶射ガン
26a 第1のガイドライナ
261a 第1のガイドライナの基端部
262a 第1のガイドライナの先端部
263a 第1のガイドライナのテーパ部
264a 第1のガイドライナのテーパ部
265a 第1のガイドライナの挿通孔
26b 第2のガイドライナ
A 交差点
B 中心軸
【特許請求の範囲】
【請求項1】
ガン本体と、
前記ガン本体に取付けられて第1の線材を送給する第1の線材送給機と、
前記第1の線材送給機から送出された前記第1の線材を第1の電極の基端部へガイドする第1のガイドライナと、
前記第1の線材に電力を供給する前記第1の電極と、
前記ガン本体に取付けられて前記第1の線材と絶縁された第2の線材を送給する第2の線材送給機と、
前記第2の線材送給機から送出された前記第2の線材を第2の電極の基端部へガイドする第2のガイドライナと、
前記第2の線材に電力を供給する前記第2の電極とを備えたアーク溶射ガンにおいて、
前記第1の線材送給機の前記第1の線材の送出部に設けられて前記第1の線材の挿通孔が形成され前記第1の線材送給機の前記第1の線材の送出部側と反対側の内面にテーパ部が形成された第1のライナ保持部材を備え、
この第1のライナ保持部材の前記テーパ部に前記第1のガイドライナの基端部が挿入され、
前記第1の電極の基端部の内面にテーパ部が形成され、
前記第1の電極の前記テーパ部に前記第1のガイドライナの先端部が挿入され、
前記第1のガイドライナが前記第1のライナ保持部材の前記テーパ部と前記第1の電極の前記テーパ部との間に弓なり形状と成るようにその両端部がそれぞれ挿入されてその反発力によって前記両端部が前記第1のライナ保持部材の前記テーパ部と前記第1の電極の前記テーパ部とにそれぞれ押し付けられて支持される可撓性材料から成り、
前記第2の線材送給機の前記第2の線材の送出部に設けられて前記第2の線材の挿通孔が形成され前記第2の線材送給機の前記第2の線材の送出部側と反対側の内面にテーパ部が形成された第2のライナ保持部材を備え、
この第2のライナ保持部材の前記テーパ部に前記第2のガイドライナの基端部が挿入され、
前記第2の電極の基端部の内面にテーパ部が形成され、
前記第2の電極の前記テーパ部に前記第2のガイドライナの先端部が挿入され、
前記第2のガイドライナが前記第2のライナ保持部材の前記テーパ部と前記第2の電極の前記テーパ部との間に弓なり形状と成るようにその両端部がそれぞれ挿入されてその反発力によって前記両端部が前記第2のライナ保持部材の前記テーパ部と前記第2の電極の前記テーパ部とにそれぞれ押し付けられて支持される可撓性材料から成ることを特徴とするアーク溶射ガン。
【請求項2】
請求項1に記載の前記第1のガイドライナの前記両端部の外面にテーパ部が形成され、
前記第2のガイドライナの前記両端部の外面にテーパ部が形成されていることを特徴とするアーク溶射ガン。
【請求項1】
ガン本体と、
前記ガン本体に取付けられて第1の線材を送給する第1の線材送給機と、
前記第1の線材送給機から送出された前記第1の線材を第1の電極の基端部へガイドする第1のガイドライナと、
前記第1の線材に電力を供給する前記第1の電極と、
前記ガン本体に取付けられて前記第1の線材と絶縁された第2の線材を送給する第2の線材送給機と、
前記第2の線材送給機から送出された前記第2の線材を第2の電極の基端部へガイドする第2のガイドライナと、
前記第2の線材に電力を供給する前記第2の電極とを備えたアーク溶射ガンにおいて、
前記第1の線材送給機の前記第1の線材の送出部に設けられて前記第1の線材の挿通孔が形成され前記第1の線材送給機の前記第1の線材の送出部側と反対側の内面にテーパ部が形成された第1のライナ保持部材を備え、
この第1のライナ保持部材の前記テーパ部に前記第1のガイドライナの基端部が挿入され、
前記第1の電極の基端部の内面にテーパ部が形成され、
前記第1の電極の前記テーパ部に前記第1のガイドライナの先端部が挿入され、
前記第1のガイドライナが前記第1のライナ保持部材の前記テーパ部と前記第1の電極の前記テーパ部との間に弓なり形状と成るようにその両端部がそれぞれ挿入されてその反発力によって前記両端部が前記第1のライナ保持部材の前記テーパ部と前記第1の電極の前記テーパ部とにそれぞれ押し付けられて支持される可撓性材料から成り、
前記第2の線材送給機の前記第2の線材の送出部に設けられて前記第2の線材の挿通孔が形成され前記第2の線材送給機の前記第2の線材の送出部側と反対側の内面にテーパ部が形成された第2のライナ保持部材を備え、
この第2のライナ保持部材の前記テーパ部に前記第2のガイドライナの基端部が挿入され、
前記第2の電極の基端部の内面にテーパ部が形成され、
前記第2の電極の前記テーパ部に前記第2のガイドライナの先端部が挿入され、
前記第2のガイドライナが前記第2のライナ保持部材の前記テーパ部と前記第2の電極の前記テーパ部との間に弓なり形状と成るようにその両端部がそれぞれ挿入されてその反発力によって前記両端部が前記第2のライナ保持部材の前記テーパ部と前記第2の電極の前記テーパ部とにそれぞれ押し付けられて支持される可撓性材料から成ることを特徴とするアーク溶射ガン。
【請求項2】
請求項1に記載の前記第1のガイドライナの前記両端部の外面にテーパ部が形成され、
前記第2のガイドライナの前記両端部の外面にテーパ部が形成されていることを特徴とするアーク溶射ガン。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−241543(P2006−241543A)
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願番号】特願2005−60083(P2005−60083)
【出願日】平成17年3月4日(2005.3.4)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願日】平成17年3月4日(2005.3.4)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]