
アーク溶接ロボットの制御装置、その方法及びそのプログラム
【課題】本発明は、アーク溶接ロボットがウィービングする場合であっても、連続的な溶接条件の変更と精度の良いアーク倣いを可能とするアーク溶接ロボットの制御装置を提供することを目的とする。
【解決手段】アーク溶接ロボットの制御装置は、記憶手段と、制御手段と、溶接条件変更位置算出手段と、溶接トーチが所定の動作パターンのウィービングを1周期実施する毎にウィービング1周期完了信号を出力するウィービング動作制御手段と、変更予定溶接条件を算出する溶接条件算出手段と、ウィービング1周期完了信号が入力される毎に変更予定溶接条件に基づいてアーク溶接ロボットの溶接条件を変更する溶接条件変更手段と、を備える。
【解決手段】アーク溶接ロボットの制御装置は、記憶手段と、制御手段と、溶接条件変更位置算出手段と、溶接トーチが所定の動作パターンのウィービングを1周期実施する毎にウィービング1周期完了信号を出力するウィービング動作制御手段と、変更予定溶接条件を算出する溶接条件算出手段と、ウィービング1周期完了信号が入力される毎に変更予定溶接条件に基づいてアーク溶接ロボットの溶接条件を変更する溶接条件変更手段と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アーク溶接ロボットの溶接条件を連続的に変更するアーク溶接ロボットの制御装置に関する。
【背景技術】
【0002】
従来、溶接電流、溶接電圧、溶接速度、ウィービング周期、ウィービング振幅等の溶接条件を段階的に変更するために、溶接線上に複数の溶接条件変更位置(教示点)を設定(教示)し、溶接条件変更位置毎に異なる溶接条件を手動で設定する必要がある。このように、溶接条件変更位置毎に溶接条件を手動で設定することは非常に煩雑であるため、自動的に溶接条件を変更する技術が開示されている(特許文献1,2参照)。
【0003】
例えば、特許文献1で開示されている技術は、溶接ロボットの移動距離に基づいて、アーク溶接ロボットの溶接条件をリニアに変更するものである。また、特許文献2で開示されている技術は、溶接条件の変更する始点及び終点を設定し、この始点及び終点における溶接条件を設定し、この終点で、終点における溶接条件に達するように溶接条件を除々に変更するものである。
【特許文献1】実開昭61−138470号公報
【特許文献2】特開平10−6005号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1,2に開示されている技術では、溶接トーチがウィービングを1周期実施する間に溶接電流等の溶接条件が変更されてしまい、ウィービングの左右両端での溶接電流の指令値が異なるため、溶接ビードが偏肉してしまう問題がある。また、アーク溶接ロボットがアークセンサを備える場合でも、ワークにずれが生じていなくともウィービングの左右両端での実際の溶接電流が異なるため、所望の溶接線に追従できず、溶接ワイヤの狙いにずれが生じてしまう。また、ウィービング指令に対して、実際の溶接トーチのウィービング動作には微少な遅れが発生し、この遅れによって、溶接トーチが実際にウィービングを1周期実施するタイミングと溶接電流等の溶接条件を変更するタイミングとがずれてしまう。これによって、ウィービングの左右両端での溶接電流が等しくならず、ウィービング周期を早くするほど溶接ビードが偏肉してしまう。
【0005】
そこで、本発明は、前記した問題を解決し、アーク溶接ロボットがウィービングする場合であっても、溶接ビードが偏肉しないアーク溶接ロボットの制御装置、その方法及びそのプログラムを提供することを目的とする。
【課題を解決するための手段】
【0006】
前記した課題を解決するため、請求項1に係るアーク溶接ロボットの制御装置は、所定の動作パターンでウィービングしながらワークを溶接するアーク溶接ロボットの溶接条件を、溶接条件変更開始位置から溶接条件変更終了位置までの間で連続的に変更するアーク溶接ロボットの制御装置であって、前記溶接条件変更開始位置と、前記溶接条件変更終了位置と、前記溶接条件変更開始位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接開始条件と、前記溶接条件変更終了位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接終了条件と、を記憶する記憶手段と、
前記アーク溶接ロボットの溶接トーチを前記所定の動作パターンでウィービングさせるウィービング指令を生成すると共に、前記ウィービング指令に従って前記溶接トーチが前記所定の動作パターンのウィービングを1周期実施する毎にウィービング1周期完了信号を出力するウィービング動作制御手段と、前記溶接トーチが前記溶接条件変更開始位置から前記溶接条件変更終了位置に向かって進んだ進行位置を算出する溶接条件変更位置算出手段と、前記溶接開始条件と前記溶接終了条件との差に基づいて、前記溶接条件変更開始位置から前記進行位置までの距離に応じた補正値を算出し、前記溶接開始条件に前記補正値を加算して前記進行位置の変更予定溶接条件を算出する溶接条件算出手段と、前記ウィービング1周期完了信号が入力される毎に、前記進行位置の変更予定溶接条件に基づいて前記アーク溶接ロボットの溶接条件を変更する溶接条件変更手段と、を備えることを特徴とする。
【0007】
かかる構成によれば、アーク溶接ロボットの制御装置は、アーク溶接ロボットの溶接トーチが溶接条件変更開始位置から溶接条件変更終了位置までの間に位置する場合、溶接トーチがウィービングを1周期実施する毎に、進行位置の変更予定溶接条件に基づいてアーク溶接ロボットの溶接条件を変更する。これによって、アーク溶接ロボットの制御装置は、溶接トーチがウィービングを1周期実施する間に溶接条件を変更することがない。ここで、アーク溶接ロボットの制御装置は、溶接条件変更開始位置、溶接条件変更終了位置、溶接開始条件及び溶接終了条件を開先の形状、ワークの形状、材質や大きさに応じて任意に設定することができる。
【0008】
また、請求項2に係るアーク溶接ロボットの制御装置は、請求項1に記載のアーク溶接ロボットの制御装置において、前記溶接条件変更手段に前記ウィービング1周期完了信号が入力されてから前記溶接トーチが前記所定の動作パターンのウィービングを1周期実施するまでの遅れ時間に基づいて、前記溶接条件変更手段に、前記ウィービング1周期完了信号が入力されてから前記遅れ時間を経過させて、前記アーク溶接ロボットの溶接条件を変更させるウィービング動作遅れ時間調整手段、をさらに備えることを特徴とする。
【0009】
かかる構成によれば、アーク溶接ロボットの制御装置は、ウィービング動作遅れ時間調整手段によって、フィルタ遅れや機械遅れ等の遅れ時間の分だけ遅らせて、溶接トーチが溶接線中心に到達したときに、溶接条件変更手段に溶接条件を変更させる。通常、ウィービング周期が早くなる程、遅れの影響が大きくなるが、アーク溶接ロボットの制御装置は、このような場合であっても、遅れの影響を低減させることができる。
【0010】
また、請求項3に係るアーク溶接ロボットの制御装置は、請求項1又は請求項2に記載のアーク溶接ロボットの制御装置において、前記アーク溶接ロボットの制御装置は、先行電極及び後行電極を先端に備える前記溶接トーチが手首部に取り付けられ、当該溶接トーチを溶接進行方向に対して左右にウィービングさせる前記アーク溶接ロボットと、前記先行電極及び前記後行電極に給電を行う2個の溶接電源とを備え、溶接線に倣ってアーク溶接を行うタンデムアーク溶接システムで用いられ、前記記憶手段は、前記先行電極及び前記後行電極のそれぞれについて、前記溶接開始条件と、前記溶接終了条件とを記憶し、前記溶接条件算出手段は、前記先行電極及び前記後行電極のそれぞれについて、前記進行位置の変更予定溶接条件を算出することを特徴とする。
【0011】
かかる構成によれば、アーク溶接ロボットの制御装置は、タンデム型のアーク溶接ロボットにおいても、溶接トーチがウィービングを1周期実施する毎に、進行位置の変更予定溶接条件に基づいてアーク溶接ロボットの溶接条件を変更する。これによって、アーク溶接ロボットの制御装置は、タンデム型のアーク溶接ロボットにおいても、溶接トーチがウィービングを1周期実施する間に溶接条件を変更することがない。
【0012】
また、請求項4に係るアーク溶接ロボットの制御方法は、溶接条件変更開始位置から溶接条件変更終了位置までの間で連続的に変更するアーク溶接ロボットの制御方法であって、格納ステップと、ウィービング動作制御ステップと、溶接条件変更位置算出ステップと、溶接条件算出ステップと、溶接条件変更ステップと、を備えることを特徴とする。
【0013】
また、請求項5に係るアーク溶接ロボットの制御プログラムは、前記溶接条件変更開始位置と、前記溶接条件変更終了位置と、溶接開始条件と、溶接終了条件と、を記憶する記憶手段を備えるコンピュータを、ウィービング動作制御手段、溶接条件変更位置算出手段、溶接条件算出手段、溶接条件変更手段、として機能させることを特徴とする。
【発明の効果】
【0014】
本発明に係るアーク溶接ロボットの制御装置、その方法及びそのプログラムによれば、以下のような優れた効果を奏する。請求項1,4,5に係る発明によれば、アーク溶接ロボットがウィービングする場合であっても、溶接トーチがウィービングを1周期実施する毎に溶接条件を変更することから、溶接ビードが偏肉することを防止できる。また、請求項2に係る発明によれば、ウィービング周期が早い場合であっても溶接ビードの偏肉を防ぐことができ、遅れの影響を低減させて正確なアーク溶接を可能とすることができる。さらに、請求項3に係る発明によれば、タンデム型のアーク溶接ロボットにおいても、溶接ビードが偏肉することを防止できる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の各実施形態について、適宜図面を参照しながら詳細に説明する。第1実施形態では、1個の電極に1個の溶接電源を接続して行うシングル溶接の場合について説明し、第2実施形態では、2個の電極にそれぞれ独立した溶接電源を接続して行うダンデム溶接の場合について説明する。なお、本発明の各実施形態について、同一の機能を有する手段及び同一の部材には同一の符号を付し、説明を省略した。
<第1実施形態:シングル溶接>
【0016】
[制御装置の概要]
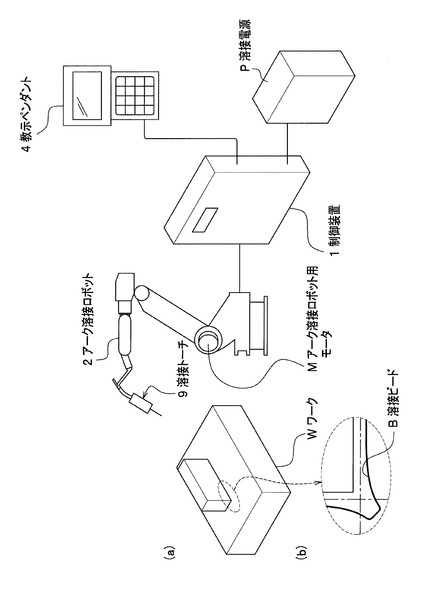
以下、本発明の第1実施形態について、適宜図面を参照しながら詳細に説明する。図1を参照して、制御装置の概要について説明する。図1(a)は、本発明の第1実施形態に係る制御装置を含むアーク溶接システムの概要を示す構成図であり、図1(b)は、本発明の第1実施形態におけるワーク及び溶接線の拡大図である。図1(a)には、制御装置(アーク溶接ロボットの制御装置)1、アーク溶接ロボット2、教示ペンダント4、溶接トーチ9及びワークWを示す。また、図1(b)には、ワークW及び溶接ビードBを示す。
【0017】
制御装置1は、教示ペンダント4から入力されるコマンドや教示プログラムに基づいて、アーク溶接ロボット2を制御し、アーク溶接ロボット2の溶接条件を変更するものである。また、制御装置1は、アーク溶接ロボット2、溶接電源P及び教示ペンダント4と接続されている。
【0018】
アーク溶接ロボット2は、例えば、6軸構成の垂直多関節ロボットであり、その手首部分には、溶接トーチ9が取り付けられている。また、アーク溶接ロボット2は、制御装置1からの移動命令に基づいて、アーク溶接ロボット用モータMが駆動して、溶接トーチ9をワークWの溶接線に移動させることができる。なお、図1では、説明のために1個のアーク溶接ロボット用モータMを示したが、その数は特に制限されず、例えば、アーク溶接ロボット2が6軸構成の垂直多関節ロボットであれば、6個のアーク溶接ロボット用モータMを備える。
【0019】
溶接トーチ9は、溶接ワイヤ(図示しない)をワークWの溶接線に向けて送り出すものである。この送り出された溶接ワイヤとワークWの溶接線の間にアークが形成されることでアーク溶接が行われる。また、溶接トーチ9は、ワイヤ送給装置(図示しない)を介して溶接電源Pに接続される。この溶接電源Pは、制御装置1に接続される。そして、制御装置1が溶接指令を溶接電源Pに出力すると、溶接電源Pからの給電によりワイヤ送給装置が駆動され、溶接トーチ9に溶接ワイヤが送給される。
【0020】
制御装置1は、例えば、センサコンピュータを内蔵する。このセンサコンピュータは、溶接電流の変化とアーク溶接ロボット2の溶接ワイヤの突き出し長さとの対応関係に基づいて、ウィービングの右端での溶接電流とウィービングの左端での溶接電流とを検出するものである(アークセンサ)。
【0021】
教示ペンダント4は、アーク溶接ロボット2の教示作業の際に、教示プログラム、溶接開始条件や溶接終了条件を入力するものである。また、教示ペンダント4は、操作者の操作に基づいて、アーク溶接ロボット2を停止させるコマンドを制御装置1に出力することができる。なお、図1では、教示ペンダント4は、制御装置1に有線通信回線で接続しているが、制御装置1に無線通信回線で接続しても良い。また、教示ペンダント4は、コンパクトフラッシュ(登録商標)カード等の記録媒体に教示プログラムを記録し、制御装置1は、この記録媒体から教示プログラムを読み出しても良い。
【0022】
ワークWは、アーク溶接の対象となる金属等の部材である。図1(b)では、いわゆるひげビードと呼ばれる溶接ビードBを形成するように、制御装置1は、ウィービング周期やウィービング振幅等の溶接条件を連続的に変更している。
【0023】
[制御装置の構成]
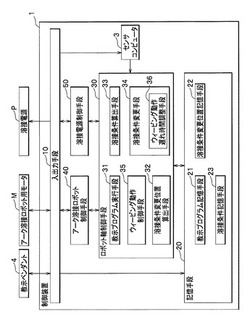
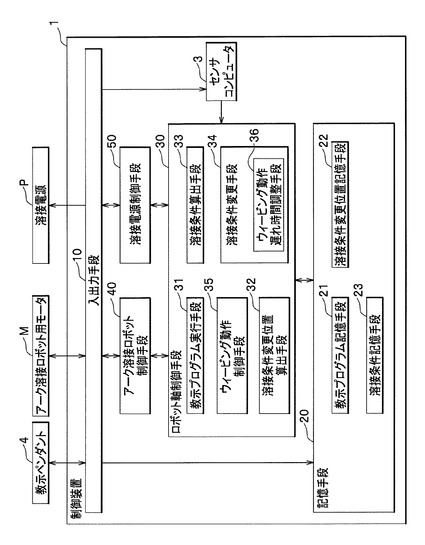
図2を参照して、制御装置1の構成について説明する。図2は、図1に示した制御装置の構成を模式的に示すブロック図である。制御装置1は、例えば、CPU(Central Processing Unit)、ROM(Read Only Memory)、RAM(Random Access Memory)、HDD(Hard Disk Drive)及び入出力インターフェースから構成される。また、制御装置1は、後記する各種機能を実現するために、センサコンピュータ3、入出力手段10、記憶手段20、ロボット軸制御手段30、アーク溶接ロボット制御手段40及び溶接電源制御手段50を備える。
【0024】
入出力手段10は、所定の入力インターフェース及び出力インターフェースから構成される。なお、図2では、説明の都合上、入出力手段10を一体に表示しているが、個別に構成しても良い。この入出力手段10は、教示ペンダント4から入力されるコマンドや教示プログラムを記憶手段20やロボット軸制御手段30に出力する。また、入出力手段10は、溶接電源制御手段50から出力される溶接指令を溶接電源Pに出力する。
【0025】
また、入出力手段10は、アーク溶接ロボット制御手段40からの命令をアーク溶接ロボット用モータMに出力し、アーク溶接ロボット用モータMからの溶接トーチ9の位置等を示すフィードバック信号やフィードフォワード信号をアーク溶接ロボット制御手段40に出力する。
【0026】
記憶手段20は、例えば、ROM、RAM、HDD等から構成され、教示プログラム記憶手段21、溶接条件変更位置記憶手段22及び溶接条件記憶手段23を備える。また、溶接ワイヤの切断やノズルの接触によってアーク溶接が中断する場合に備え、記憶手段20は、後記する残り距離や算出した進行位置の変更予定溶接条件を記憶することが好ましい。この場合、溶接条件の変更時に溶接が中断しても、制御装置1は、記憶手段20から残り距離や進行位置の変更予定溶接条件を読み出して、アーク溶接を再開することができる。なお、図2では、説明の都合上、記憶手段20を一体に表示しているが、個別に構成しても良い。
【0027】
教示プログラム記憶手段21は、アーク溶接ロボット2への命令等を記述した教示プログラムを記憶するものである。また、教示プログラム記憶手段21に記憶された教示プログラムは、予め作成されたものであり、教示ペンダント4又はパーソナルコンピュータ等の接続機器(図示しない)での操作によって編集可能なものである。
【0028】
溶接条件変更位置記憶手段22は、溶接条件変更開始位置及び溶接条件変更終了位置を記憶するものである。ここで、溶接条件変更開始位置は、溶接条件の変更を開始する位置であり、1箇所に限らず、複数設定しても良い。また、溶接条件変更終了位置は、溶接条件の変更を終了する位置であり、溶接条件変更開始位置より後方に位置する。なお、溶接条件変更終了位置は、1箇所に限らず、溶接条件変更開始位置と同数設定すれば良い。
【0029】
溶接条件記憶手段23は、溶接条件変更開始位置での溶接条件である溶接開始条件及び溶接条件変更終了位置での溶接条件である溶接終了条件を記憶するものである。以下、「溶接開始条件」とは、溶接条件変更開始位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つを含むと共に、溶接条件変更開始位置でのウィービング周期とウィービング振幅とを含むことを言う。また、「溶接終了条件」とは、溶接条件変更終了位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つを含むと共に、溶接条件変更終了位置でのウィービング周期とウィービング振幅とを含むことを言う。
【0030】
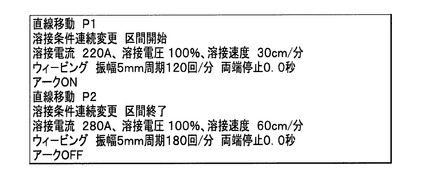
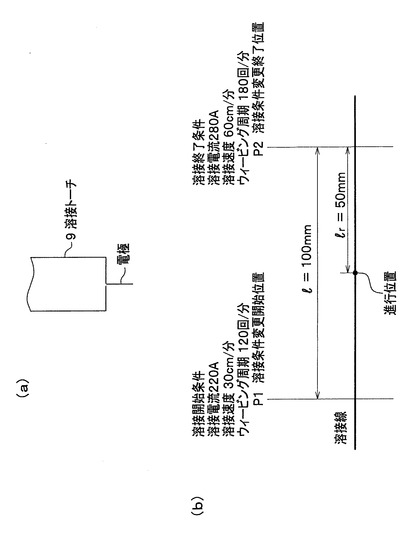
図3を参照して、溶接条件の一例について説明する。図3は、図2に示した制御装置に入力される溶接条件の一例を示す説明図である。まず、「溶接条件連続変更 区間開始」とは、位置P1が溶接条件変更開始位置であることを示す。また、「直線移動」とは、ワークWに設定された位置P1に直線移動することを示す。そして、「アークON」とは、アーク溶接を行うことを示す。さらに、位置P1での溶接開始条件は、溶接電流が220A、溶接電圧が所定電圧の100%、溶接速度が30cm/分、ウィービング周期が120回/分、ウィービング振幅が5mmであることを示す。なお、本例では、ウィービングの進行方向に向かって左右両端での停止する時間を意味する両端停止時間が設定されていないが、この両端時間を設定しても良い。
【0031】
「溶接条件連続変更 区間終了」とは、位置P2が溶接条件変更終了位置であることを示す。また、位置P2での溶接終了条件は、溶接電流が280A、溶接電圧が所定電圧の100%、溶接速度が60cm/分、ウィービング周期が180回/分、ウィービング振幅が5mmであることを示す。従って、制御装置1は、位置P1から位置P2までの間で、連続的に、ウィービング周期を120回/分から180回/分まで増加させ、溶接電流を220Aから280Aまで増加させ、溶接速度を30cm/分から60cm/分まで増加させる。なお、制御装置1は、溶接開始条件及び溶接終了条件のうちの一部、例えば、上記のように、溶接電流、溶接速度、ウィービング周期のみを変更しても良く、溶接開始条件及び溶接終了条件の全てを変更しても良い。
【0032】
ロボット軸制御手段30は、教示プログラムに格納された命令を実行し、溶接条件の変更をおこなうものであり、例えば、教示プログラム実行手段31、溶接条件変更位置算出手段32、溶接条件算出手段33、溶接条件変更手段34及びウィービング動作制御手段35を備える。
【0033】
教示プログラム実行手段31は、教示プログラムを教示プログラム記憶手段21から読み出し、その教示プログラムに格納された命令を実行するものである。また、教示プログラム実行手段31は、溶接トーチ9の位置を示す信号に基づいて、溶接トーチ9の位置を示す信号が所定の教示点に到達したか否かを判別し、溶接トーチ9の位置を示す信号がその教示点に到達した場合、その教示点で設定された命令を実行する。
【0034】
溶接条件変更位置算出手段32は、アーク溶接ロボット2の溶接トーチ9の補間位置を算出する補間計算によって、溶接トーチ9が溶接条件変更開始位置から溶接条件変更終了位置に向かって進んだ進行位置を算出するものである。さらに、溶接条件変更位置算出手段32は、補間位置が溶接条件変更開始位置を越えた場合には補間位置と溶接条件変更開始位置の差から進行位置を算出する。ここで、補間位置とは、教示点間を補間する位置である。
【0035】
ウィービング動作制御手段35は、溶接トーチ9を所定の動作パターンでウィービングさせるウィービング指令を、例えば、溶接条件として入力されたウィービング周期やウィービング振幅から生成するものである。また、ウィービング動作制御手段35は、生成したウィービング指令を、アーク溶接ロボット制御手段40を介してアーク溶接ロボット用モータMに出力する。また、ウィービング動作制御手段35は、ウィービング指令に従って溶接トーチ9が所定の動作パターンのウィービングを1周期実施する毎にウィービング1周期完了信号を溶接条件算出手段33や溶接条件変更手段34に出力するものである。
【0036】
溶接条件算出手段33は、溶接開始条件と溶接終了条件との差に基づいて、溶接条件変更開始位置から進行位置までの距離に応じた補正値を算出し、溶接開始条件に補正値を加算して変更予定溶接条件を算出するものである。
【0037】
(変更予定溶接条件の算出)
図4を参照して、進行位置の変更予定溶接条件の算出について具体的に説明する。図4(a)は、図1の溶接トーチの拡大図である。図4(b)は、図4(a)の溶接トーチを用いて溶接を行う本発明の第1実施形態において、溶接条件の変更を説明するためにワークの溶接線を示す説明図である。なお、図4では、溶接線、進行位置、溶接条件変更開始位置P1、溶接条件変更終了位置P2、溶接条件変更開始位置P1から溶接条件変更終了位置P2までの距離を全距離l、及び、進行位置から溶接条件変更終了位置P2までの距離を残り距離lrを示す。
【0038】
図4(b)に示すように、溶接条件算出手段33は、進行位置の変更予定溶接条件のうち、溶接速度、ウィービング周期及びウィービング振幅について、式1を用いて進行位置の変更予定溶接条件を算出することができる。なお、溶接終了条件と溶接開始条件との差を溶接条件差分とする。ここで、式1のうち、{(全距離−残り距離)/全距離}×溶接条件差分の項が、溶接条件変更開始位置から進行位置までの距離に応じた補正値であり、溶接条件算出手段33は、この補正値を溶接開始条件に加算して進行位置の変更予定溶接条件を算出する。なお、溶接開始条件が溶接終了条件より大きい場合には補正値が負の値となり、溶接条件算出手段33は、溶接開始条件に負の値を加算、すなわち、溶接開始条件から補正値を減算する。
【0039】
【数1】

【0040】
例えば、溶接開始条件のうちウィービング周期が120回/分、溶接終了条件のうちウィービング周期が180回/分、全距離lが100mm及び残り距離lrが50mmである場合、進行位置でのウィービング周期は、150回/分となる(式2参照)。
【0041】
【数2】
【0042】
また、溶接開始条件のうち溶接速度が30cm/分、溶接終了条件のうち溶接速度が60cm/分、全距離lが100mm及び残り距離lrが50mmである場合、進行位置での溶接速度は、45cm/分となる(式3参照)。
【0043】
【数3】
【0044】
さらに、溶接条件算出手段33は、進行位置の変更予定溶接条件のうち、図4(a)の電極の溶接電流及び溶接電圧について、式4を用いて進行位置の変更予定溶接条件を算出することができる。式4のうち、{全距離−(残り距離−溶接速度/ウィービング周期)}/全距離×溶接条件差分の項が、溶接条件変更開始位置から進行位置までの距離に応じた補正値であり、溶接条件算出手段33は、この補正値を溶接開始条件に加算して進行位置の変更予定溶接条件を算出する。なお、ここでは、溶接条件算出手段33は、溶接トーチ9がウィービングを1周期実施する毎に溶接速度をウィービング周期で除算し、溶接トーチ9がウィービングを1周期実施するまでの距離を求めている。
【0045】
【数4】
【0046】
例えば、溶接開始条件のうち溶接電流が220A、溶接終了条件のうち溶接電流が280A、全距離lが100mm、残り距離lrが50mm、ウィービング周期が150回/分及び溶接速度が450mm/分である場合、進行位置での溶接電流は、251.8Aとなる(式5参照)。以後、図2に戻り、制御装置1の構成について説明を続ける。
【0047】
【数5】
【0048】
図2に戻って、制御装置1の構成について説明を続ける。溶接条件変更手段34は、ウィービング動作遅れ時間調整手段36を備え、ウィービング動作制御手段35からウィービング1周期完了信号が入力される毎に、溶接条件算出手段33が算出した進行位置の変更予定溶接条件に基づいて、アーク溶接ロボット2の溶接条件を変更するものである。また、進行位置の変更予定溶接条件のうち、溶接電流及び/又は溶接電圧を変更する場合、溶接条件変更手段34は、溶接電源制御手段50に溶接指令を出力し、溶接電源Pに溶接電流及び/又は溶接電圧を変更させる。また、進行位置の変更予定溶接条件のうち、ウィービング周期及びウィービング振幅を変更する場合、溶接条件変更手段34は、ウィービング動作制御手段35に変更後のウィービング周期及びウィービング振幅を出力する。そして、ウィービング動作制御手段35は、上記変更後のウィービング周期及びウィービング振幅からウィービング指令を生成してアーク溶接ロボット制御手段40に出力する。さらに、進行位置の変更予定溶接条件のうち、溶接速度を変更する場合、溶接条件変更手段34は、変更後の溶接速度を溶接条件変更位置算出手段32に出力する。そして、溶接条件変更位置算出手段32は、変更後の溶接速度を補間計算に適用して補間位置を算出・更新し、この補間位置を、アーク溶接ロボット制御手段40を介してアーク溶接ロボット用モータMに出力する。
【0049】
アーク溶接ロボット制御手段40は、ロボット軸制御手段30からの移動命令やウィービング指令をアーク溶接ロボット用モータMに出力するものである。また、アーク溶接ロボット制御手段40は、アーク溶接ロボット用モータMからの信号、例えば、フィードバック信号やフィードフォワード信号をロボット軸制御手段30に出力する。さらに、アーク溶接ロボット用モータMは、上記の移動命令によってアーク溶接ロボット2を駆動して溶接トーチ9の位置を移動させ、上記のウィービング指令によって溶接トーチ9をウィービングさせると共にウィービング周期やウィービング振幅を変更するものである。
【0050】
溶接電源制御手段50は、ロボット軸制御手段30からの溶接指令を溶接電源Pに出力するものである。また、溶接電源Pは、溶接電源制御手段50からの溶接指令によって、溶接電流や溶接電圧を変更するものである。
【0051】
(遅れの影響の低減)
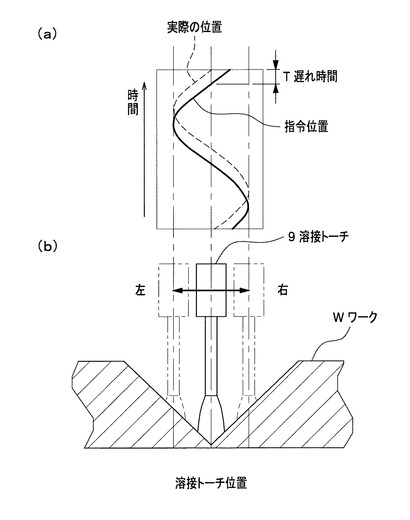
図5及び図6を参照して、フィルタ遅れや機械遅れ等の遅れが発生した場合、制御装置1がその影響を低減することについて説明する。図5(a)は、本発明におけるアーク溶接ロボットの溶接トーチの軌道を示す説明図であり、図5(b)は、本発明におけるアーク溶接ロボットの溶接トーチのウィービング動作を示す説明図である。なお、図5(a)では、時間の進行を矢印で示し、ウィービング指令に従った溶接トーチ9の位置(指令位置)を実線で示し、実際の溶接トーチ9の位置(実際の位置)を破線で示し、遅れ時間を符号Tで示す。
【0052】
図5(b)に示すように、溶接トーチ9は、左右にウィービングしながら溶接線上を移動する。ここで、制御装置1では、アーク溶接ロボット制御手段40でのフィルタ遅れや、アーク溶接ロボット制御手段40が移動命令やウィービング指令を出力してからアーク溶接ロボット用モータMが実際に駆動するまでの機械遅れ等の遅れが発生する場合がある。遅れが発生した場合、図5(a)に示すように、溶接トーチ9の実際の位置は、指令位置に対して遅れ時間T、遅れることになる。なお、この遅れ時間Tは、アーク溶接ロボット2の特性によるものであり、遅延時間Tを予め求めて記憶手段20に記憶させておいても良い。そして、ウィービング動作遅れ時間調整手段36は、記憶手段20に記憶した遅れ時間Tを参照してもよい。
【0053】
このとき、制御装置1は、以下のように遅れの影響を低減する。図6(a)は、本発明におけるアーク溶接ロボットの溶接トーチのウィービング軌道を示す説明図であり、図6(b)は、溶接トーチの位置に対応した溶接電流の指令値を示す説明図である。なお、図6(a)では、時間の進行を矢印で示し、ウィービング指令に従った溶接トーチ9の位置(指令位置)を実線で示し、実際の溶接トーチ9の位置(実際の位置)を破線で示し、遅れ時間を符号Tで示す。また、図6(b)では、本発明における遅れに対応していない場合の溶接電流の指令値を実線で示し、本発明における遅れに対応した場合の溶接電流の指令値を破線で示し、ウィービング指令に従って溶接トーチ9がウィービングを1周期実施したタイミングと溶接電流を変更するタイミングとのズレを溶接電流のズレとして示した。
【0054】
遅れが発生していない場合、溶接トーチ9の指令位置と溶接トーチ9の実際の位置は同じであり(図6(a)で実線と破線が重なる状態)、実際に溶接トーチ9がウィービングを1周期実施するタイミングと溶接条件変更手段34が溶接電流の変更指令を溶接電源Pに出力するタイミング(溶接条件変更手段34にウィービング1周期完了信号が入力されるタイミング)が一致する。しかし、遅れが発生した場合、図6に示すように、実際に溶接トーチ9がウィービングを1周期実施するタイミングと、溶接条件変更手段34が溶接電流の変更指令を溶接電源Pに出力するタイミングがずれる(図6(a)の溶接トーチの実際の位置と図6(b)の遅れに対応していない溶接電流の指令値を参照)。この場合、実際に溶接トーチ9がウィービングを1周期実施して遅れ時間Tが経過した後、溶接電流が変更されることになる(図6(b)の溶接電流のズレを参照)。
【0055】
そこで、ウィービング動作遅れ時間調整手段36は、溶接条件変更手段34に、ウィービング1周期完了信号が入力されてから遅れ時間Tを経過させて、アーク溶接ロボットの溶接条件を変更させる。例えば、ウィービング動作遅れ時間調整手段36は、溶接条件変更手段34に予め待ち信号を出力する。この待ち信号を受信した溶接条件変更手段34は、ウィービング動作遅れ時間調整手段36から遅れ時間T信号を受信するまで溶接電源Pに溶接電流の変更指令を出力しない。そして、ウィービング動作遅れ時間調整手段36が遅れ時間Tを算出し、遅れ時間Tを含む信号(遅れ時間信号)を溶接条件変更手段34に出力する。溶接条件変更手段34は、この遅れ時間信号を受信してから溶接電源Pに溶接電流の変更指令を出力する。このようにして、制御装置1は、実際に溶接トーチ9がウィービングを1周期実施するタイミング(実際の位置)と、溶接条件変更手段34が溶接電流の変更指令を溶接電源Pに出力するタイミングを一致させ、遅れの影響を低減させることができる(図6(a)の溶接トーチの実際の位置と図6(b)の遅れに対応した溶接電流の指令値を参照)。なお、溶接電流を遅れに対応させる例で説明したが、制御装置1は、溶接電流と同様に溶接電圧の指令値を遅れに対応させても良い。
【0056】
[制御装置の動作]
図7を参照して、本実施形態に係る制御装置の動作について説明する。図7は、図2に示した制御装置の動作を示すフローチャートである。なお、制御装置1は、記憶手段20に、予め溶接条件等を記憶しているものとする。
【0057】
溶接トーチ9がある教示点に到着しているものとして、以下説明する。まず、制御装置1は、教示プログラム実行手段31によって、教示点に設定された命令を順次実行する(ステップS1)また、制御装置1は、教示プログラム実行手段31によって、教示プログラムで設定された次の教示点へ溶接トーチ9を移動させる移動命令を、アーク溶接ロボット制御手段40を介してアーク溶接ロボット用モータMに出力する(ステップS2)。
【0058】
制御装置1は、溶接条件変更位置算出手段32によって、溶接条件を連続的に変更するか否かを判別する(ステップS3)。溶接条件を連続的に変更する場合に、制御装置1は、ステップS4の処理に進む(ステップS3でYes)。一方、溶接条件を連続的に変更しない場合に、制御装置1は、ステップS7の処理に進む(ステップS3でNo)。
【0059】
ステップS3でYesのとき、制御装置1は、記憶手段20から次の教示点に設定されている溶接条件を取得する(ステップS4)。また、制御装置1は、溶接条件記憶手段23に溶接開始条件及び溶接終了条件が設定されているか否かを判別する(ステップS5)。そして、溶接開始条件及び溶接終了条件が設定されている場合、制御装置1は、ステップS6の処理に進む(ステップS5でYes)。一方、溶接開始条件及び溶接終了条件が設定されていない場合、制御装置1は、ステップS7の処理に進む(ステップS5でNo)。
【0060】
ステップS5でYesのとき、制御装置1は、溶接条件変更位置算出手段32によって、溶接条件変更位置記憶手段22から溶接条件変更開始位置及び溶接条件変更終了位置を読み出し、溶接条件算出手段33によって、溶接条件記憶手段23から溶接開始条件及び溶接終了条件を読み出して、演算用データを取得する(ステップS6)。このステップS6の処理の後に、溶接トーチ9が次の教示点に向けて移動を開始する。また、制御装置1は、溶接条件変更位置算出手段32によって、教示点間における溶接トーチ9の補間位置、例えば、制御周期毎に溶接トーチ9の補間位置を直線補間、円弧補間等の補間計算によって算出し、この補間位置を、アーク溶接ロボット制御手段40を介してアーク溶接ロボット用モータMに出力する(ステップS7)。
【0061】
制御装置1は、教示プログラム実行手段31によって、溶接トーチ9が目標とする教示点に到着したか否かを判別する(ステップS8)。溶接トーチ9が教示点に到着した場合、制御装置1は、ステップS1の処理に戻る(ステップS8でYes)。一方、溶接トーチ9が教示点に到着していない場合、制御装置1は、ステップS9の処理に進む(ステップS8でNo)。
【0062】
ステップS8でNoのとき、制御装置1は、ウィービング動作制御手段35によって、溶接トーチ9がウィービングを1周期実施したか否かを判別する(ステップS9)。ここで、溶接トーチ9がウィービングを1周期実施した場合、制御装置1は、ステップS10の処理に進む(ステップS9でYes)。一方、溶接トーチ9がウィービングを1周期実施していない場合、制御装置1は、ステップS7の処理に戻る(ステップS9でNo)。ステップS9でYesのとき、制御装置1は、溶接条件変更位置算出手段32によって、溶接条件を連続的に変更するか否かを判別する(ステップS10)。溶接条件を連続的に変更する場合、制御装置1は、ステップS11の処理に進む(ステップS10でYes)。一方、溶接条件を連続的に変更しない場合に、制御装置1は、ステップS7の処理に戻る(ステップS10でNo)。
【0063】
ステップS10でYesのとき、制御装置1は、溶接条件変更手段34によって、進行位置の変更予定溶接条件のうち、予め算出した溶接電流及び溶接電圧を溶接電源Pに出力する(ステップS11)。なお、遅れが発生している場合、制御装置1は、ウィービング動作遅れ時間調整手段36によって、溶接条件変更手段34に、遅れ時間経過させてから溶接電流及び溶接電圧を溶接電源Pに出力する。また、制御装置1は、溶接条件算出手段33によって、進行位置の変更予定溶接条件のうち、ウィービング動作条件であるウィービング周期及びウィービング振幅を算出し、かつ、溶接速度を算出する(ステップS12)。また、制御装置1は、溶接条件算出手段33によって、進行位置の変更予定溶接条件のうち、次にウィービングを1周期実施したときの溶接電流及び溶接電圧を算出する(ステップS13)。さらに、制御装置1は、溶接条件変更手段34によって、進行位置の変更予定溶接条件のうち、ウィービング動作条件であるウィービング周期及びウィービング振幅をウィービング動作制御手段35に出力し、変更後の溶接速度を溶接条件変更位置算出手段32に出力し、溶接トーチ9の動作軌跡を再計算してステップS7の処理に戻る(ステップS14)。
【0064】
<第2実施形態:ダンデム溶接>
[制御装置の概要]
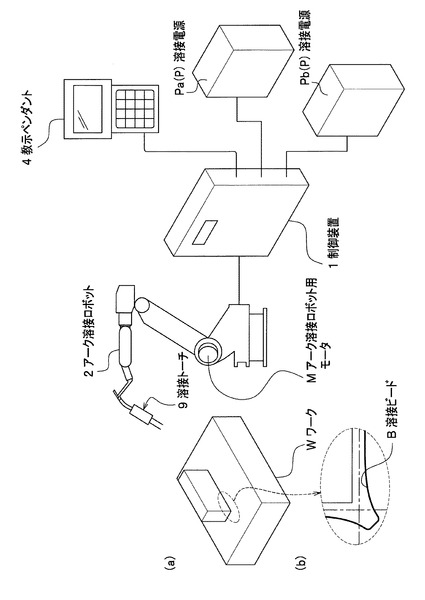
以下、図8を参照して、本発明の第2実施形態に係る制御装置の概要について説明する。図8(a)は、本発明の第2実施形態に係る制御装置を含むアーク溶接システムの概要を示す構成図であり、図8(b)は、本発明の第2実施形態におけるワーク及び溶接線の拡大図である。図8(a)には、制御装置(アーク溶接ロボットの制御装置)1、アーク溶接ロボット2、教示ペンダント4、溶接トーチ9、2個の溶接電源Pa,Pb及びワークWを示す。また、図8(b)には、ワークW及び溶接ビードBを示す。
【0065】
図8(a)に示すように、アーク溶接ロボット2は、先行電極及び後行電極を先端に備える溶接トーチ9が手首部に取り付けられ、溶接トーチ9を左右にウィービングさせるタンデム型のアーク溶接ロボットである。
【0066】
制御装置1は、タンデム型のアーク溶接ロボット2の先行電極及び後行電極にそれぞれ給電する2個の溶接電源Pa,Pbが接続される。この場合、2個の溶接電源Pを区別するため、例えば、溶接電源PaをL極とし、溶接電源PbをR極とする。溶接方向に応じて、都度、どちらの極を先行電極とするかが設定される。
【0067】
なお、溶接電源Pa,Pbのそれぞれは、第1実施形態の溶接電源Pと同様のものであるため、説明を省略する。また、教示ペンダント4、ワークW及び溶接ビードBは、第1実施形態と同様のものであるため、説明を省略する。
【0068】
[制御装置の構成]
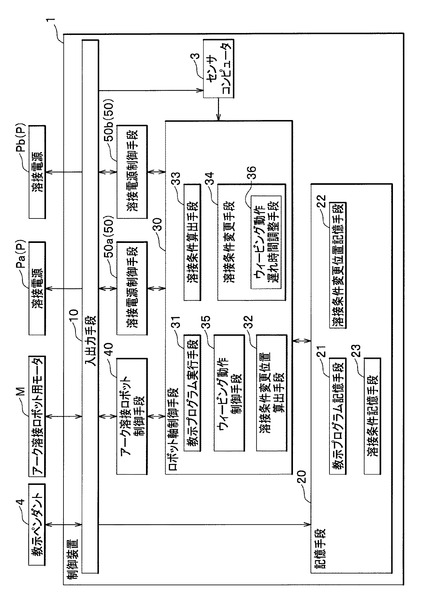
以下、図9を参照して、本発明の第2実施形態に係る制御装置の構成について説明する。図9は、第2実施形態に係る制御装置の構成を模式的に示すブロック図である。制御装置1は、センサコンピュータ3、入出力手段10、記憶手段20、ロボット軸制御手段30、アーク溶接ロボット制御手段40及び溶接電源制御手段50a,50bを備える。
【0069】
溶接条件変更位置記憶手段22は、図2の溶接条件変更位置記憶手段22と同様に、溶接条件変更開始位置及び溶接条件変更終了位置を、先行電極及び後行電極のそれぞれについて記憶する。
【0070】
溶接条件記憶手段23は、図2の溶接条件記憶手段23と同様に、溶接開始条件及び溶接終了条件を、先行電極及び後行電極のそれぞれについて記憶する。なお、溶接条件の一例は、後記する。
【0071】
溶接条件算出手段33は、図2の溶接条件算出手段33と同様に、先行電極及び後行電極のそれぞれについて、変更予定溶接条件を算出する。なお、変更予定溶接条件の算出の詳細は、後記する。
【0072】
溶接条件変更手段34は、図2の溶接条件変更手段34と同様に、先行電極及び後行電極のそれぞれについて、溶接条件算出手段33が算出した進行位置の変更予定溶接条件に基づいて、アーク溶接ロボット2の溶接条件を変更する。
【0073】
溶接電源制御手段50a,50bは、ロボット軸制御手段30からの溶接指令を溶接電源Pa,Pbにそれぞれ出力する。また、溶接電源Pa,Pbは、溶接電源制御手段50a,50bからの溶接指令によって、溶接電流や溶接電圧を変更する。
【0074】
なお、センサコンピュータ3、入出力手段10、教示プログラム記憶手段21、教示プログラム実行手段31、溶接条件変更位置算出手段32、ウィービング動作制御手段35及びアーク溶接ロボット制御手段40は、第1実施形態と同様のものであるため、説明を省略する。
【0075】
(溶接条件の一例)
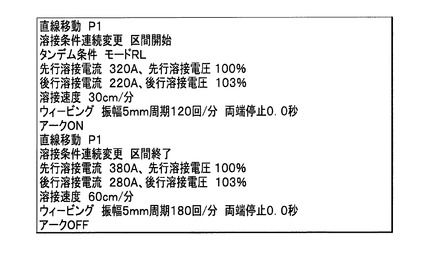
図10を参照して、タンデム溶接における溶接条件の一例について説明する。図10は、図8に示した制御装置に入力される溶接条件の一例を示す説明図である。図10では、先行溶接電流は先行電極の溶接電流を示し、先行溶接電圧は先行電極の溶接電圧を示し、後行溶接電流は後行電極の溶接電流を示し、後行溶接電圧は後行電極の溶接電圧を示す。まず、「溶接条件連続変更 区間開始」とは、位置P1が溶接条件変更開始位置であることを示す。また、「直線移動」とは、ワークWに設定された位置P1に直線移動することを示す。そして、「アークON」とは、アーク溶接を行うことを示す。また、「タンデム条件」とは、タンデム溶接を行うことを示し、2個の溶接電源Pa,Pbに定義したL極又はR極に対し、どちらを先行電極とし、残りを後行電極とするかを示す。例えば、「タンデム条件 モードRL」と指令された場合、R極が先行電極であり、L極が後行電極であることを示す。さらに、位置P1での溶接開始条件は、先行電極の溶接電流が320A、先行電極の溶接電圧が所定電圧の100%、後行電極の溶接電流が220A、後行電極の溶接電圧が所定電圧の103%、溶接速度が30cm/分、ウィービング周期が120回/分、ウィービング振幅が5mmであることを示す。
【0076】
「溶接条件連続変更 区間終了」とは、位置P2が溶接条件変更終了位置であることを示す。また、位置P2での溶接終了条件は、先行電極の溶接電流が380A、先行電極の溶接電圧が所定電圧の100%、後行電極の溶接電流が280A、後行電極の溶接電圧が所定電圧の103%、溶接速度が60cm/分、ウィービング周期が180回/分、ウィービング振幅が5mmであることを示す。従って、制御装置1は、位置P1から位置P2までの間で、連続的に、ウィービング周期を120回/分から180回/分まで増加させ、先行電極の溶接電流を320Aから380Aまで増加させ、後行電極の溶接電流を220Aから280Aまで増加させ、溶接速度を30cm/分から60cm/分まで増加させる。
【0077】
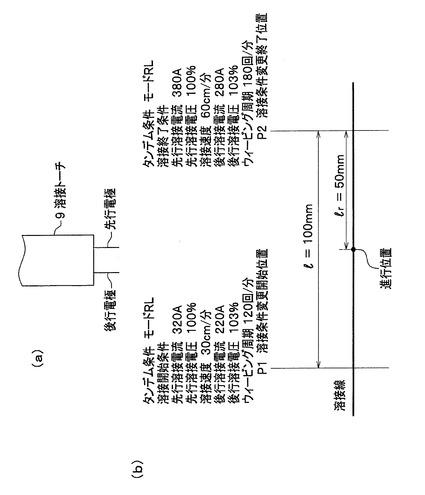
(変更予定溶接条件の算出)
図11を参照して、タンデム溶接における進行位置の変更予定溶接条件の算出について具体的に説明する。図11(a)は、図8の溶接トーチの拡大図である。図11(b)は、図11(a)の溶接トーチを用いて溶接を行う本発明の第2実施形態において、溶接条件の変更を説明するためにワークの溶接線を示す説明図である。なお、図11では、溶接線、進行位置、溶接条件変更開始位置P1、溶接条件変更終了位置P2、溶接条件変更開始位置P1から溶接条件変更終了位置P2までの距離を全距離l、及び、進行位置から溶接条件変更終了位置P2までの距離を残り距離lrを示す。
【0078】
図11(b)に示すように、溶接条件算出手段33は、進行位置の変更予定溶接条件のうち、図11(a)の先行電極及び後行電極それぞれの溶接電流及び溶接電圧について、前記した式4を用いて進行位置の変更予定溶接条件を算出する。
【0079】
例えば、溶接開始条件のうち先行電極の溶接電流が320A、溶接終了条件のうち先行電極の溶接電流が380A、全距離lが100mm、残り距離lrが50mm、ウィービング周期が150回/分及び溶接速度が450mm/分である場合、進行位置での先行電極の溶接電流は、351.8Aとなる(式6参照)。
【0080】
【数6】
【0081】
また、例えば、溶接開始条件のうち後行電極の溶接電流が220A、溶接終了条件のうち後行電極の溶接電流が280A、全距離lが100mm、残り距離lrが50mm、ウィービング周期が150回/分及び溶接速度が450mm/分である場合、進行位置での後行電極の溶接電流は、251.8Aとなる(式7参照)。なお、溶接速度、ウィービング周期及びウィービング振幅の算出については、第1実施形態と同様のため、説明を省略する。
【0082】
【数7】
【0083】
[制御装置の動作]
図12を参照して、本発明の第2実施形態に係る制御装置の動作について説明する。図12は、図8に示した制御装置の動作を示すフローチャートである。図11では、先行溶接電流は先行電極の溶接電流を示し、先行溶接電圧は先行電極の溶接電圧を示し、後行溶接電流は後行電極の溶接電流を示し、後行溶接電圧は後行電極の溶接電圧を示す。なお、制御装置1は、記憶手段20に、予め溶接条件等を記憶しているものとする。
【0084】
ステップS1からステップS10までの処理は、第1実施形態と同様のものであるため、説明を省略する。ステップS10でYesのとき、制御装置1は、溶接条件変更手段34によって、進行位置の変更予定溶接条件のうち、予め算出した先行電極の溶接電流、先行電極の溶接電圧、後行電極の溶接電流及び後行電極の溶接電圧を溶接電源Pa,Pbに出力する(ステップS11a)。
【0085】
ステップS12の処理は、第1実施形態と同様のものであるため、説明を省略する。ステップS12の処理に続いて、制御装置1は、溶接条件算出手段33によって、進行位置の変更予定溶接条件のうち、次にウィービングを1周期実施したときの先行電極の溶接電流、先行電極の溶接電圧、後行電極の溶接電流及び後行電極の溶接電圧を算出する(ステップS13a)。ステップS14の処理は、第1実施形態と同様のものであるため、説明を省略する。以上の動作によって、制御装置1は、タンデム型のアーク溶接ロボットにおいても、溶接トーチがウィービングを1周期実施する間に溶接条件を変更することがなく、溶接ビードが偏肉することを防止できる。
【0086】
なお、本発明の第2実施形態では、ダンデム溶接の例を説明したが、制御装置1は、タンデム型のアーク溶接ロボットにおいて、先行電極又は後行電極の何れか1つを用いることにより、シングル溶接を行うこともできる。この場合、制御装置1は、先行電極又は後行電極の一方について、第1実施形態と同様の方法で溶接条件を変更する。
【0087】
なお、本発明の各実施形態では、溶接開始条件として、溶接電流と溶接電圧と溶接速度との全てを含む例で説明したが、本発明は、これに限定されない。本発明に係るアーク溶接ロボットの制御装置は、溶接開始条件として、溶接電流、溶接電圧又は溶接速度の何れか1つのみを含んでも良い。例えば、本発明に係るアーク溶接ロボットの制御装置は、所望の形状の溶接ビードを形成するために、溶接電流又は溶接電圧の一方を変更する場合がある。また、例えば、本発明に係るアーク溶接ロボットの制御装置は、溶接電流を一定に保って溶接ビードを細くする場合には溶接速度を高くする等、溶接速度のみを変更する場合がある。
【0088】
本発明に係るアーク溶接ロボットの制御装置は、溶接開始条件として、溶接電流と溶接電圧の2つ、溶接電圧と溶接速度の2つ又は溶接電流と溶接速度の2つを含んでも良い。例えば、本発明に係るアーク溶接ロボットの制御装置は、溶込み深さを深くするために溶接電流と溶接速度を高くする等、これらのうちの何れか2つを変更する場合がある。
【0089】
また、溶接開始条件と同様の理由で、本発明に係るアーク溶接ロボットの制御装置は、溶接終了条件として、溶接電流、溶接電圧又は溶接速度の何れか1つを含んでも良く、溶接電流と溶接電圧の2つ、溶接電圧と溶接速度の2つ又は溶接電流と溶接速度の2つを含んでも良い。
【0090】
なお、制御装置1は、一般的なコンピュータを、前記した各手段として機能させるプログラムによって動作させることもできる。このプログラムは、通信回線を介して配布しても良く、CD−ROMやフラッシュメモリ等の記録媒体に書き込んで配布しても良い。また、本実施形態では、溶接条件変更開始位置から溶接条件変更終了位置までの区間を1区間設定した例で説明したが、この区間を2区間以上としても良い。
【図面の簡単な説明】
【0091】
【図1】(a)は、本発明の第1実施形態に係る制御装置を含むアーク溶接システムの概要を示す構成図であり、(b)は、本発明の第1実施形態におけるワーク及び溶接線の拡大図である。
【図2】図1に示した制御装置の構成を模式的に示すブロック図である。
【図3】図1に示した制御装置に入力される溶接条件の一例を示す説明図である。
【図4】(a)は、図1の溶接トーチの拡大図であり、(b)は、図4(a)の溶接トーチを用いて溶接を行う本発明の第1実施形態において、溶接条件の変更を説明するためにワークの溶接線を示す説明図である。
【図5】(a)は、本発明におけるアーク溶接ロボットの溶接トーチの軌道を示す説明図であり、(b)は、本発明におけるアーク溶接ロボットの溶接トーチのウィービング動作を示す説明図である。
【図6】(a)は、本発明におけるアーク溶接ロボットの溶接トーチのウィービング軌道を示す説明図であり、(b)は、溶接トーチの位置に対応した溶接電流の指令値を示す説明図である。
【図7】図2に示した制御装置の動作を示すフローチャートである。
【図8】(a)は、本発明の第2実施形態に係る制御装置を含むアーク溶接システムの概要を示す構成図であり、(b)は、本発明の第2実施形態におけるワーク及び溶接線の拡大図である。
【図9】図8に示す制御装置の構成を模式的に示すブロック図である。
【図10】図8に示した制御装置に入力される溶接条件の一例を示す説明図である。
【図11】(a)は、図8の溶接トーチの拡大図であり、(b)は、図11(a)の溶接トーチを用いて溶接を行う本発明の第2実施形態において、溶接条件の変更を説明するためにワークの溶接線を示す説明図である。
【図12】図8に示した制御装置の動作を示すフローチャートである。
【符号の説明】
【0092】
1 制御装置(アーク溶接ロボットの制御装置)
2 アーク溶接ロボット
3 センサコンピュータ
4 教示ペンダント
9 溶接トーチ
10 入出力手段
20 記憶手段
21 教示プログラム記憶手段
22 溶接条件変更位置記憶手段
23 溶接条件記憶手段
30 ロボット軸制御手段
31 教示プログラム実行手段
32 溶接条件変更位置算出手段
33 溶接条件算出手段
34 溶接条件変更手段
35 ウィービング動作制御手段
36 ウィービング動作遅れ時間調整手段
40 アーク溶接ロボット制御手段
50 溶接電源制御手段
50a 溶接電源制御手段
50b 溶接電源制御手段
B 溶接ビード
M アーク溶接ロボット用モータ
P 溶接電源
Pa 溶接電源
Pb 溶接電源
W ワーク
【技術分野】
【0001】
本発明は、アーク溶接ロボットの溶接条件を連続的に変更するアーク溶接ロボットの制御装置に関する。
【背景技術】
【0002】
従来、溶接電流、溶接電圧、溶接速度、ウィービング周期、ウィービング振幅等の溶接条件を段階的に変更するために、溶接線上に複数の溶接条件変更位置(教示点)を設定(教示)し、溶接条件変更位置毎に異なる溶接条件を手動で設定する必要がある。このように、溶接条件変更位置毎に溶接条件を手動で設定することは非常に煩雑であるため、自動的に溶接条件を変更する技術が開示されている(特許文献1,2参照)。
【0003】
例えば、特許文献1で開示されている技術は、溶接ロボットの移動距離に基づいて、アーク溶接ロボットの溶接条件をリニアに変更するものである。また、特許文献2で開示されている技術は、溶接条件の変更する始点及び終点を設定し、この始点及び終点における溶接条件を設定し、この終点で、終点における溶接条件に達するように溶接条件を除々に変更するものである。
【特許文献1】実開昭61−138470号公報
【特許文献2】特開平10−6005号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1,2に開示されている技術では、溶接トーチがウィービングを1周期実施する間に溶接電流等の溶接条件が変更されてしまい、ウィービングの左右両端での溶接電流の指令値が異なるため、溶接ビードが偏肉してしまう問題がある。また、アーク溶接ロボットがアークセンサを備える場合でも、ワークにずれが生じていなくともウィービングの左右両端での実際の溶接電流が異なるため、所望の溶接線に追従できず、溶接ワイヤの狙いにずれが生じてしまう。また、ウィービング指令に対して、実際の溶接トーチのウィービング動作には微少な遅れが発生し、この遅れによって、溶接トーチが実際にウィービングを1周期実施するタイミングと溶接電流等の溶接条件を変更するタイミングとがずれてしまう。これによって、ウィービングの左右両端での溶接電流が等しくならず、ウィービング周期を早くするほど溶接ビードが偏肉してしまう。
【0005】
そこで、本発明は、前記した問題を解決し、アーク溶接ロボットがウィービングする場合であっても、溶接ビードが偏肉しないアーク溶接ロボットの制御装置、その方法及びそのプログラムを提供することを目的とする。
【課題を解決するための手段】
【0006】
前記した課題を解決するため、請求項1に係るアーク溶接ロボットの制御装置は、所定の動作パターンでウィービングしながらワークを溶接するアーク溶接ロボットの溶接条件を、溶接条件変更開始位置から溶接条件変更終了位置までの間で連続的に変更するアーク溶接ロボットの制御装置であって、前記溶接条件変更開始位置と、前記溶接条件変更終了位置と、前記溶接条件変更開始位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接開始条件と、前記溶接条件変更終了位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接終了条件と、を記憶する記憶手段と、
前記アーク溶接ロボットの溶接トーチを前記所定の動作パターンでウィービングさせるウィービング指令を生成すると共に、前記ウィービング指令に従って前記溶接トーチが前記所定の動作パターンのウィービングを1周期実施する毎にウィービング1周期完了信号を出力するウィービング動作制御手段と、前記溶接トーチが前記溶接条件変更開始位置から前記溶接条件変更終了位置に向かって進んだ進行位置を算出する溶接条件変更位置算出手段と、前記溶接開始条件と前記溶接終了条件との差に基づいて、前記溶接条件変更開始位置から前記進行位置までの距離に応じた補正値を算出し、前記溶接開始条件に前記補正値を加算して前記進行位置の変更予定溶接条件を算出する溶接条件算出手段と、前記ウィービング1周期完了信号が入力される毎に、前記進行位置の変更予定溶接条件に基づいて前記アーク溶接ロボットの溶接条件を変更する溶接条件変更手段と、を備えることを特徴とする。
【0007】
かかる構成によれば、アーク溶接ロボットの制御装置は、アーク溶接ロボットの溶接トーチが溶接条件変更開始位置から溶接条件変更終了位置までの間に位置する場合、溶接トーチがウィービングを1周期実施する毎に、進行位置の変更予定溶接条件に基づいてアーク溶接ロボットの溶接条件を変更する。これによって、アーク溶接ロボットの制御装置は、溶接トーチがウィービングを1周期実施する間に溶接条件を変更することがない。ここで、アーク溶接ロボットの制御装置は、溶接条件変更開始位置、溶接条件変更終了位置、溶接開始条件及び溶接終了条件を開先の形状、ワークの形状、材質や大きさに応じて任意に設定することができる。
【0008】
また、請求項2に係るアーク溶接ロボットの制御装置は、請求項1に記載のアーク溶接ロボットの制御装置において、前記溶接条件変更手段に前記ウィービング1周期完了信号が入力されてから前記溶接トーチが前記所定の動作パターンのウィービングを1周期実施するまでの遅れ時間に基づいて、前記溶接条件変更手段に、前記ウィービング1周期完了信号が入力されてから前記遅れ時間を経過させて、前記アーク溶接ロボットの溶接条件を変更させるウィービング動作遅れ時間調整手段、をさらに備えることを特徴とする。
【0009】
かかる構成によれば、アーク溶接ロボットの制御装置は、ウィービング動作遅れ時間調整手段によって、フィルタ遅れや機械遅れ等の遅れ時間の分だけ遅らせて、溶接トーチが溶接線中心に到達したときに、溶接条件変更手段に溶接条件を変更させる。通常、ウィービング周期が早くなる程、遅れの影響が大きくなるが、アーク溶接ロボットの制御装置は、このような場合であっても、遅れの影響を低減させることができる。
【0010】
また、請求項3に係るアーク溶接ロボットの制御装置は、請求項1又は請求項2に記載のアーク溶接ロボットの制御装置において、前記アーク溶接ロボットの制御装置は、先行電極及び後行電極を先端に備える前記溶接トーチが手首部に取り付けられ、当該溶接トーチを溶接進行方向に対して左右にウィービングさせる前記アーク溶接ロボットと、前記先行電極及び前記後行電極に給電を行う2個の溶接電源とを備え、溶接線に倣ってアーク溶接を行うタンデムアーク溶接システムで用いられ、前記記憶手段は、前記先行電極及び前記後行電極のそれぞれについて、前記溶接開始条件と、前記溶接終了条件とを記憶し、前記溶接条件算出手段は、前記先行電極及び前記後行電極のそれぞれについて、前記進行位置の変更予定溶接条件を算出することを特徴とする。
【0011】
かかる構成によれば、アーク溶接ロボットの制御装置は、タンデム型のアーク溶接ロボットにおいても、溶接トーチがウィービングを1周期実施する毎に、進行位置の変更予定溶接条件に基づいてアーク溶接ロボットの溶接条件を変更する。これによって、アーク溶接ロボットの制御装置は、タンデム型のアーク溶接ロボットにおいても、溶接トーチがウィービングを1周期実施する間に溶接条件を変更することがない。
【0012】
また、請求項4に係るアーク溶接ロボットの制御方法は、溶接条件変更開始位置から溶接条件変更終了位置までの間で連続的に変更するアーク溶接ロボットの制御方法であって、格納ステップと、ウィービング動作制御ステップと、溶接条件変更位置算出ステップと、溶接条件算出ステップと、溶接条件変更ステップと、を備えることを特徴とする。
【0013】
また、請求項5に係るアーク溶接ロボットの制御プログラムは、前記溶接条件変更開始位置と、前記溶接条件変更終了位置と、溶接開始条件と、溶接終了条件と、を記憶する記憶手段を備えるコンピュータを、ウィービング動作制御手段、溶接条件変更位置算出手段、溶接条件算出手段、溶接条件変更手段、として機能させることを特徴とする。
【発明の効果】
【0014】
本発明に係るアーク溶接ロボットの制御装置、その方法及びそのプログラムによれば、以下のような優れた効果を奏する。請求項1,4,5に係る発明によれば、アーク溶接ロボットがウィービングする場合であっても、溶接トーチがウィービングを1周期実施する毎に溶接条件を変更することから、溶接ビードが偏肉することを防止できる。また、請求項2に係る発明によれば、ウィービング周期が早い場合であっても溶接ビードの偏肉を防ぐことができ、遅れの影響を低減させて正確なアーク溶接を可能とすることができる。さらに、請求項3に係る発明によれば、タンデム型のアーク溶接ロボットにおいても、溶接ビードが偏肉することを防止できる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の各実施形態について、適宜図面を参照しながら詳細に説明する。第1実施形態では、1個の電極に1個の溶接電源を接続して行うシングル溶接の場合について説明し、第2実施形態では、2個の電極にそれぞれ独立した溶接電源を接続して行うダンデム溶接の場合について説明する。なお、本発明の各実施形態について、同一の機能を有する手段及び同一の部材には同一の符号を付し、説明を省略した。
<第1実施形態:シングル溶接>
【0016】
[制御装置の概要]
以下、本発明の第1実施形態について、適宜図面を参照しながら詳細に説明する。図1を参照して、制御装置の概要について説明する。図1(a)は、本発明の第1実施形態に係る制御装置を含むアーク溶接システムの概要を示す構成図であり、図1(b)は、本発明の第1実施形態におけるワーク及び溶接線の拡大図である。図1(a)には、制御装置(アーク溶接ロボットの制御装置)1、アーク溶接ロボット2、教示ペンダント4、溶接トーチ9及びワークWを示す。また、図1(b)には、ワークW及び溶接ビードBを示す。
【0017】
制御装置1は、教示ペンダント4から入力されるコマンドや教示プログラムに基づいて、アーク溶接ロボット2を制御し、アーク溶接ロボット2の溶接条件を変更するものである。また、制御装置1は、アーク溶接ロボット2、溶接電源P及び教示ペンダント4と接続されている。
【0018】
アーク溶接ロボット2は、例えば、6軸構成の垂直多関節ロボットであり、その手首部分には、溶接トーチ9が取り付けられている。また、アーク溶接ロボット2は、制御装置1からの移動命令に基づいて、アーク溶接ロボット用モータMが駆動して、溶接トーチ9をワークWの溶接線に移動させることができる。なお、図1では、説明のために1個のアーク溶接ロボット用モータMを示したが、その数は特に制限されず、例えば、アーク溶接ロボット2が6軸構成の垂直多関節ロボットであれば、6個のアーク溶接ロボット用モータMを備える。
【0019】
溶接トーチ9は、溶接ワイヤ(図示しない)をワークWの溶接線に向けて送り出すものである。この送り出された溶接ワイヤとワークWの溶接線の間にアークが形成されることでアーク溶接が行われる。また、溶接トーチ9は、ワイヤ送給装置(図示しない)を介して溶接電源Pに接続される。この溶接電源Pは、制御装置1に接続される。そして、制御装置1が溶接指令を溶接電源Pに出力すると、溶接電源Pからの給電によりワイヤ送給装置が駆動され、溶接トーチ9に溶接ワイヤが送給される。
【0020】
制御装置1は、例えば、センサコンピュータを内蔵する。このセンサコンピュータは、溶接電流の変化とアーク溶接ロボット2の溶接ワイヤの突き出し長さとの対応関係に基づいて、ウィービングの右端での溶接電流とウィービングの左端での溶接電流とを検出するものである(アークセンサ)。
【0021】
教示ペンダント4は、アーク溶接ロボット2の教示作業の際に、教示プログラム、溶接開始条件や溶接終了条件を入力するものである。また、教示ペンダント4は、操作者の操作に基づいて、アーク溶接ロボット2を停止させるコマンドを制御装置1に出力することができる。なお、図1では、教示ペンダント4は、制御装置1に有線通信回線で接続しているが、制御装置1に無線通信回線で接続しても良い。また、教示ペンダント4は、コンパクトフラッシュ(登録商標)カード等の記録媒体に教示プログラムを記録し、制御装置1は、この記録媒体から教示プログラムを読み出しても良い。
【0022】
ワークWは、アーク溶接の対象となる金属等の部材である。図1(b)では、いわゆるひげビードと呼ばれる溶接ビードBを形成するように、制御装置1は、ウィービング周期やウィービング振幅等の溶接条件を連続的に変更している。
【0023】
[制御装置の構成]
図2を参照して、制御装置1の構成について説明する。図2は、図1に示した制御装置の構成を模式的に示すブロック図である。制御装置1は、例えば、CPU(Central Processing Unit)、ROM(Read Only Memory)、RAM(Random Access Memory)、HDD(Hard Disk Drive)及び入出力インターフェースから構成される。また、制御装置1は、後記する各種機能を実現するために、センサコンピュータ3、入出力手段10、記憶手段20、ロボット軸制御手段30、アーク溶接ロボット制御手段40及び溶接電源制御手段50を備える。
【0024】
入出力手段10は、所定の入力インターフェース及び出力インターフェースから構成される。なお、図2では、説明の都合上、入出力手段10を一体に表示しているが、個別に構成しても良い。この入出力手段10は、教示ペンダント4から入力されるコマンドや教示プログラムを記憶手段20やロボット軸制御手段30に出力する。また、入出力手段10は、溶接電源制御手段50から出力される溶接指令を溶接電源Pに出力する。
【0025】
また、入出力手段10は、アーク溶接ロボット制御手段40からの命令をアーク溶接ロボット用モータMに出力し、アーク溶接ロボット用モータMからの溶接トーチ9の位置等を示すフィードバック信号やフィードフォワード信号をアーク溶接ロボット制御手段40に出力する。
【0026】
記憶手段20は、例えば、ROM、RAM、HDD等から構成され、教示プログラム記憶手段21、溶接条件変更位置記憶手段22及び溶接条件記憶手段23を備える。また、溶接ワイヤの切断やノズルの接触によってアーク溶接が中断する場合に備え、記憶手段20は、後記する残り距離や算出した進行位置の変更予定溶接条件を記憶することが好ましい。この場合、溶接条件の変更時に溶接が中断しても、制御装置1は、記憶手段20から残り距離や進行位置の変更予定溶接条件を読み出して、アーク溶接を再開することができる。なお、図2では、説明の都合上、記憶手段20を一体に表示しているが、個別に構成しても良い。
【0027】
教示プログラム記憶手段21は、アーク溶接ロボット2への命令等を記述した教示プログラムを記憶するものである。また、教示プログラム記憶手段21に記憶された教示プログラムは、予め作成されたものであり、教示ペンダント4又はパーソナルコンピュータ等の接続機器(図示しない)での操作によって編集可能なものである。
【0028】
溶接条件変更位置記憶手段22は、溶接条件変更開始位置及び溶接条件変更終了位置を記憶するものである。ここで、溶接条件変更開始位置は、溶接条件の変更を開始する位置であり、1箇所に限らず、複数設定しても良い。また、溶接条件変更終了位置は、溶接条件の変更を終了する位置であり、溶接条件変更開始位置より後方に位置する。なお、溶接条件変更終了位置は、1箇所に限らず、溶接条件変更開始位置と同数設定すれば良い。
【0029】
溶接条件記憶手段23は、溶接条件変更開始位置での溶接条件である溶接開始条件及び溶接条件変更終了位置での溶接条件である溶接終了条件を記憶するものである。以下、「溶接開始条件」とは、溶接条件変更開始位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つを含むと共に、溶接条件変更開始位置でのウィービング周期とウィービング振幅とを含むことを言う。また、「溶接終了条件」とは、溶接条件変更終了位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つを含むと共に、溶接条件変更終了位置でのウィービング周期とウィービング振幅とを含むことを言う。
【0030】
図3を参照して、溶接条件の一例について説明する。図3は、図2に示した制御装置に入力される溶接条件の一例を示す説明図である。まず、「溶接条件連続変更 区間開始」とは、位置P1が溶接条件変更開始位置であることを示す。また、「直線移動」とは、ワークWに設定された位置P1に直線移動することを示す。そして、「アークON」とは、アーク溶接を行うことを示す。さらに、位置P1での溶接開始条件は、溶接電流が220A、溶接電圧が所定電圧の100%、溶接速度が30cm/分、ウィービング周期が120回/分、ウィービング振幅が5mmであることを示す。なお、本例では、ウィービングの進行方向に向かって左右両端での停止する時間を意味する両端停止時間が設定されていないが、この両端時間を設定しても良い。
【0031】
「溶接条件連続変更 区間終了」とは、位置P2が溶接条件変更終了位置であることを示す。また、位置P2での溶接終了条件は、溶接電流が280A、溶接電圧が所定電圧の100%、溶接速度が60cm/分、ウィービング周期が180回/分、ウィービング振幅が5mmであることを示す。従って、制御装置1は、位置P1から位置P2までの間で、連続的に、ウィービング周期を120回/分から180回/分まで増加させ、溶接電流を220Aから280Aまで増加させ、溶接速度を30cm/分から60cm/分まで増加させる。なお、制御装置1は、溶接開始条件及び溶接終了条件のうちの一部、例えば、上記のように、溶接電流、溶接速度、ウィービング周期のみを変更しても良く、溶接開始条件及び溶接終了条件の全てを変更しても良い。
【0032】
ロボット軸制御手段30は、教示プログラムに格納された命令を実行し、溶接条件の変更をおこなうものであり、例えば、教示プログラム実行手段31、溶接条件変更位置算出手段32、溶接条件算出手段33、溶接条件変更手段34及びウィービング動作制御手段35を備える。
【0033】
教示プログラム実行手段31は、教示プログラムを教示プログラム記憶手段21から読み出し、その教示プログラムに格納された命令を実行するものである。また、教示プログラム実行手段31は、溶接トーチ9の位置を示す信号に基づいて、溶接トーチ9の位置を示す信号が所定の教示点に到達したか否かを判別し、溶接トーチ9の位置を示す信号がその教示点に到達した場合、その教示点で設定された命令を実行する。
【0034】
溶接条件変更位置算出手段32は、アーク溶接ロボット2の溶接トーチ9の補間位置を算出する補間計算によって、溶接トーチ9が溶接条件変更開始位置から溶接条件変更終了位置に向かって進んだ進行位置を算出するものである。さらに、溶接条件変更位置算出手段32は、補間位置が溶接条件変更開始位置を越えた場合には補間位置と溶接条件変更開始位置の差から進行位置を算出する。ここで、補間位置とは、教示点間を補間する位置である。
【0035】
ウィービング動作制御手段35は、溶接トーチ9を所定の動作パターンでウィービングさせるウィービング指令を、例えば、溶接条件として入力されたウィービング周期やウィービング振幅から生成するものである。また、ウィービング動作制御手段35は、生成したウィービング指令を、アーク溶接ロボット制御手段40を介してアーク溶接ロボット用モータMに出力する。また、ウィービング動作制御手段35は、ウィービング指令に従って溶接トーチ9が所定の動作パターンのウィービングを1周期実施する毎にウィービング1周期完了信号を溶接条件算出手段33や溶接条件変更手段34に出力するものである。
【0036】
溶接条件算出手段33は、溶接開始条件と溶接終了条件との差に基づいて、溶接条件変更開始位置から進行位置までの距離に応じた補正値を算出し、溶接開始条件に補正値を加算して変更予定溶接条件を算出するものである。
【0037】
(変更予定溶接条件の算出)
図4を参照して、進行位置の変更予定溶接条件の算出について具体的に説明する。図4(a)は、図1の溶接トーチの拡大図である。図4(b)は、図4(a)の溶接トーチを用いて溶接を行う本発明の第1実施形態において、溶接条件の変更を説明するためにワークの溶接線を示す説明図である。なお、図4では、溶接線、進行位置、溶接条件変更開始位置P1、溶接条件変更終了位置P2、溶接条件変更開始位置P1から溶接条件変更終了位置P2までの距離を全距離l、及び、進行位置から溶接条件変更終了位置P2までの距離を残り距離lrを示す。
【0038】
図4(b)に示すように、溶接条件算出手段33は、進行位置の変更予定溶接条件のうち、溶接速度、ウィービング周期及びウィービング振幅について、式1を用いて進行位置の変更予定溶接条件を算出することができる。なお、溶接終了条件と溶接開始条件との差を溶接条件差分とする。ここで、式1のうち、{(全距離−残り距離)/全距離}×溶接条件差分の項が、溶接条件変更開始位置から進行位置までの距離に応じた補正値であり、溶接条件算出手段33は、この補正値を溶接開始条件に加算して進行位置の変更予定溶接条件を算出する。なお、溶接開始条件が溶接終了条件より大きい場合には補正値が負の値となり、溶接条件算出手段33は、溶接開始条件に負の値を加算、すなわち、溶接開始条件から補正値を減算する。
【0039】
【数1】
【0040】
例えば、溶接開始条件のうちウィービング周期が120回/分、溶接終了条件のうちウィービング周期が180回/分、全距離lが100mm及び残り距離lrが50mmである場合、進行位置でのウィービング周期は、150回/分となる(式2参照)。
【0041】
【数2】
【0042】
また、溶接開始条件のうち溶接速度が30cm/分、溶接終了条件のうち溶接速度が60cm/分、全距離lが100mm及び残り距離lrが50mmである場合、進行位置での溶接速度は、45cm/分となる(式3参照)。
【0043】
【数3】
【0044】
さらに、溶接条件算出手段33は、進行位置の変更予定溶接条件のうち、図4(a)の電極の溶接電流及び溶接電圧について、式4を用いて進行位置の変更予定溶接条件を算出することができる。式4のうち、{全距離−(残り距離−溶接速度/ウィービング周期)}/全距離×溶接条件差分の項が、溶接条件変更開始位置から進行位置までの距離に応じた補正値であり、溶接条件算出手段33は、この補正値を溶接開始条件に加算して進行位置の変更予定溶接条件を算出する。なお、ここでは、溶接条件算出手段33は、溶接トーチ9がウィービングを1周期実施する毎に溶接速度をウィービング周期で除算し、溶接トーチ9がウィービングを1周期実施するまでの距離を求めている。
【0045】
【数4】
【0046】
例えば、溶接開始条件のうち溶接電流が220A、溶接終了条件のうち溶接電流が280A、全距離lが100mm、残り距離lrが50mm、ウィービング周期が150回/分及び溶接速度が450mm/分である場合、進行位置での溶接電流は、251.8Aとなる(式5参照)。以後、図2に戻り、制御装置1の構成について説明を続ける。
【0047】
【数5】
【0048】
図2に戻って、制御装置1の構成について説明を続ける。溶接条件変更手段34は、ウィービング動作遅れ時間調整手段36を備え、ウィービング動作制御手段35からウィービング1周期完了信号が入力される毎に、溶接条件算出手段33が算出した進行位置の変更予定溶接条件に基づいて、アーク溶接ロボット2の溶接条件を変更するものである。また、進行位置の変更予定溶接条件のうち、溶接電流及び/又は溶接電圧を変更する場合、溶接条件変更手段34は、溶接電源制御手段50に溶接指令を出力し、溶接電源Pに溶接電流及び/又は溶接電圧を変更させる。また、進行位置の変更予定溶接条件のうち、ウィービング周期及びウィービング振幅を変更する場合、溶接条件変更手段34は、ウィービング動作制御手段35に変更後のウィービング周期及びウィービング振幅を出力する。そして、ウィービング動作制御手段35は、上記変更後のウィービング周期及びウィービング振幅からウィービング指令を生成してアーク溶接ロボット制御手段40に出力する。さらに、進行位置の変更予定溶接条件のうち、溶接速度を変更する場合、溶接条件変更手段34は、変更後の溶接速度を溶接条件変更位置算出手段32に出力する。そして、溶接条件変更位置算出手段32は、変更後の溶接速度を補間計算に適用して補間位置を算出・更新し、この補間位置を、アーク溶接ロボット制御手段40を介してアーク溶接ロボット用モータMに出力する。
【0049】
アーク溶接ロボット制御手段40は、ロボット軸制御手段30からの移動命令やウィービング指令をアーク溶接ロボット用モータMに出力するものである。また、アーク溶接ロボット制御手段40は、アーク溶接ロボット用モータMからの信号、例えば、フィードバック信号やフィードフォワード信号をロボット軸制御手段30に出力する。さらに、アーク溶接ロボット用モータMは、上記の移動命令によってアーク溶接ロボット2を駆動して溶接トーチ9の位置を移動させ、上記のウィービング指令によって溶接トーチ9をウィービングさせると共にウィービング周期やウィービング振幅を変更するものである。
【0050】
溶接電源制御手段50は、ロボット軸制御手段30からの溶接指令を溶接電源Pに出力するものである。また、溶接電源Pは、溶接電源制御手段50からの溶接指令によって、溶接電流や溶接電圧を変更するものである。
【0051】
(遅れの影響の低減)
図5及び図6を参照して、フィルタ遅れや機械遅れ等の遅れが発生した場合、制御装置1がその影響を低減することについて説明する。図5(a)は、本発明におけるアーク溶接ロボットの溶接トーチの軌道を示す説明図であり、図5(b)は、本発明におけるアーク溶接ロボットの溶接トーチのウィービング動作を示す説明図である。なお、図5(a)では、時間の進行を矢印で示し、ウィービング指令に従った溶接トーチ9の位置(指令位置)を実線で示し、実際の溶接トーチ9の位置(実際の位置)を破線で示し、遅れ時間を符号Tで示す。
【0052】
図5(b)に示すように、溶接トーチ9は、左右にウィービングしながら溶接線上を移動する。ここで、制御装置1では、アーク溶接ロボット制御手段40でのフィルタ遅れや、アーク溶接ロボット制御手段40が移動命令やウィービング指令を出力してからアーク溶接ロボット用モータMが実際に駆動するまでの機械遅れ等の遅れが発生する場合がある。遅れが発生した場合、図5(a)に示すように、溶接トーチ9の実際の位置は、指令位置に対して遅れ時間T、遅れることになる。なお、この遅れ時間Tは、アーク溶接ロボット2の特性によるものであり、遅延時間Tを予め求めて記憶手段20に記憶させておいても良い。そして、ウィービング動作遅れ時間調整手段36は、記憶手段20に記憶した遅れ時間Tを参照してもよい。
【0053】
このとき、制御装置1は、以下のように遅れの影響を低減する。図6(a)は、本発明におけるアーク溶接ロボットの溶接トーチのウィービング軌道を示す説明図であり、図6(b)は、溶接トーチの位置に対応した溶接電流の指令値を示す説明図である。なお、図6(a)では、時間の進行を矢印で示し、ウィービング指令に従った溶接トーチ9の位置(指令位置)を実線で示し、実際の溶接トーチ9の位置(実際の位置)を破線で示し、遅れ時間を符号Tで示す。また、図6(b)では、本発明における遅れに対応していない場合の溶接電流の指令値を実線で示し、本発明における遅れに対応した場合の溶接電流の指令値を破線で示し、ウィービング指令に従って溶接トーチ9がウィービングを1周期実施したタイミングと溶接電流を変更するタイミングとのズレを溶接電流のズレとして示した。
【0054】
遅れが発生していない場合、溶接トーチ9の指令位置と溶接トーチ9の実際の位置は同じであり(図6(a)で実線と破線が重なる状態)、実際に溶接トーチ9がウィービングを1周期実施するタイミングと溶接条件変更手段34が溶接電流の変更指令を溶接電源Pに出力するタイミング(溶接条件変更手段34にウィービング1周期完了信号が入力されるタイミング)が一致する。しかし、遅れが発生した場合、図6に示すように、実際に溶接トーチ9がウィービングを1周期実施するタイミングと、溶接条件変更手段34が溶接電流の変更指令を溶接電源Pに出力するタイミングがずれる(図6(a)の溶接トーチの実際の位置と図6(b)の遅れに対応していない溶接電流の指令値を参照)。この場合、実際に溶接トーチ9がウィービングを1周期実施して遅れ時間Tが経過した後、溶接電流が変更されることになる(図6(b)の溶接電流のズレを参照)。
【0055】
そこで、ウィービング動作遅れ時間調整手段36は、溶接条件変更手段34に、ウィービング1周期完了信号が入力されてから遅れ時間Tを経過させて、アーク溶接ロボットの溶接条件を変更させる。例えば、ウィービング動作遅れ時間調整手段36は、溶接条件変更手段34に予め待ち信号を出力する。この待ち信号を受信した溶接条件変更手段34は、ウィービング動作遅れ時間調整手段36から遅れ時間T信号を受信するまで溶接電源Pに溶接電流の変更指令を出力しない。そして、ウィービング動作遅れ時間調整手段36が遅れ時間Tを算出し、遅れ時間Tを含む信号(遅れ時間信号)を溶接条件変更手段34に出力する。溶接条件変更手段34は、この遅れ時間信号を受信してから溶接電源Pに溶接電流の変更指令を出力する。このようにして、制御装置1は、実際に溶接トーチ9がウィービングを1周期実施するタイミング(実際の位置)と、溶接条件変更手段34が溶接電流の変更指令を溶接電源Pに出力するタイミングを一致させ、遅れの影響を低減させることができる(図6(a)の溶接トーチの実際の位置と図6(b)の遅れに対応した溶接電流の指令値を参照)。なお、溶接電流を遅れに対応させる例で説明したが、制御装置1は、溶接電流と同様に溶接電圧の指令値を遅れに対応させても良い。
【0056】
[制御装置の動作]
図7を参照して、本実施形態に係る制御装置の動作について説明する。図7は、図2に示した制御装置の動作を示すフローチャートである。なお、制御装置1は、記憶手段20に、予め溶接条件等を記憶しているものとする。
【0057】
溶接トーチ9がある教示点に到着しているものとして、以下説明する。まず、制御装置1は、教示プログラム実行手段31によって、教示点に設定された命令を順次実行する(ステップS1)また、制御装置1は、教示プログラム実行手段31によって、教示プログラムで設定された次の教示点へ溶接トーチ9を移動させる移動命令を、アーク溶接ロボット制御手段40を介してアーク溶接ロボット用モータMに出力する(ステップS2)。
【0058】
制御装置1は、溶接条件変更位置算出手段32によって、溶接条件を連続的に変更するか否かを判別する(ステップS3)。溶接条件を連続的に変更する場合に、制御装置1は、ステップS4の処理に進む(ステップS3でYes)。一方、溶接条件を連続的に変更しない場合に、制御装置1は、ステップS7の処理に進む(ステップS3でNo)。
【0059】
ステップS3でYesのとき、制御装置1は、記憶手段20から次の教示点に設定されている溶接条件を取得する(ステップS4)。また、制御装置1は、溶接条件記憶手段23に溶接開始条件及び溶接終了条件が設定されているか否かを判別する(ステップS5)。そして、溶接開始条件及び溶接終了条件が設定されている場合、制御装置1は、ステップS6の処理に進む(ステップS5でYes)。一方、溶接開始条件及び溶接終了条件が設定されていない場合、制御装置1は、ステップS7の処理に進む(ステップS5でNo)。
【0060】
ステップS5でYesのとき、制御装置1は、溶接条件変更位置算出手段32によって、溶接条件変更位置記憶手段22から溶接条件変更開始位置及び溶接条件変更終了位置を読み出し、溶接条件算出手段33によって、溶接条件記憶手段23から溶接開始条件及び溶接終了条件を読み出して、演算用データを取得する(ステップS6)。このステップS6の処理の後に、溶接トーチ9が次の教示点に向けて移動を開始する。また、制御装置1は、溶接条件変更位置算出手段32によって、教示点間における溶接トーチ9の補間位置、例えば、制御周期毎に溶接トーチ9の補間位置を直線補間、円弧補間等の補間計算によって算出し、この補間位置を、アーク溶接ロボット制御手段40を介してアーク溶接ロボット用モータMに出力する(ステップS7)。
【0061】
制御装置1は、教示プログラム実行手段31によって、溶接トーチ9が目標とする教示点に到着したか否かを判別する(ステップS8)。溶接トーチ9が教示点に到着した場合、制御装置1は、ステップS1の処理に戻る(ステップS8でYes)。一方、溶接トーチ9が教示点に到着していない場合、制御装置1は、ステップS9の処理に進む(ステップS8でNo)。
【0062】
ステップS8でNoのとき、制御装置1は、ウィービング動作制御手段35によって、溶接トーチ9がウィービングを1周期実施したか否かを判別する(ステップS9)。ここで、溶接トーチ9がウィービングを1周期実施した場合、制御装置1は、ステップS10の処理に進む(ステップS9でYes)。一方、溶接トーチ9がウィービングを1周期実施していない場合、制御装置1は、ステップS7の処理に戻る(ステップS9でNo)。ステップS9でYesのとき、制御装置1は、溶接条件変更位置算出手段32によって、溶接条件を連続的に変更するか否かを判別する(ステップS10)。溶接条件を連続的に変更する場合、制御装置1は、ステップS11の処理に進む(ステップS10でYes)。一方、溶接条件を連続的に変更しない場合に、制御装置1は、ステップS7の処理に戻る(ステップS10でNo)。
【0063】
ステップS10でYesのとき、制御装置1は、溶接条件変更手段34によって、進行位置の変更予定溶接条件のうち、予め算出した溶接電流及び溶接電圧を溶接電源Pに出力する(ステップS11)。なお、遅れが発生している場合、制御装置1は、ウィービング動作遅れ時間調整手段36によって、溶接条件変更手段34に、遅れ時間経過させてから溶接電流及び溶接電圧を溶接電源Pに出力する。また、制御装置1は、溶接条件算出手段33によって、進行位置の変更予定溶接条件のうち、ウィービング動作条件であるウィービング周期及びウィービング振幅を算出し、かつ、溶接速度を算出する(ステップS12)。また、制御装置1は、溶接条件算出手段33によって、進行位置の変更予定溶接条件のうち、次にウィービングを1周期実施したときの溶接電流及び溶接電圧を算出する(ステップS13)。さらに、制御装置1は、溶接条件変更手段34によって、進行位置の変更予定溶接条件のうち、ウィービング動作条件であるウィービング周期及びウィービング振幅をウィービング動作制御手段35に出力し、変更後の溶接速度を溶接条件変更位置算出手段32に出力し、溶接トーチ9の動作軌跡を再計算してステップS7の処理に戻る(ステップS14)。
【0064】
<第2実施形態:ダンデム溶接>
[制御装置の概要]
以下、図8を参照して、本発明の第2実施形態に係る制御装置の概要について説明する。図8(a)は、本発明の第2実施形態に係る制御装置を含むアーク溶接システムの概要を示す構成図であり、図8(b)は、本発明の第2実施形態におけるワーク及び溶接線の拡大図である。図8(a)には、制御装置(アーク溶接ロボットの制御装置)1、アーク溶接ロボット2、教示ペンダント4、溶接トーチ9、2個の溶接電源Pa,Pb及びワークWを示す。また、図8(b)には、ワークW及び溶接ビードBを示す。
【0065】
図8(a)に示すように、アーク溶接ロボット2は、先行電極及び後行電極を先端に備える溶接トーチ9が手首部に取り付けられ、溶接トーチ9を左右にウィービングさせるタンデム型のアーク溶接ロボットである。
【0066】
制御装置1は、タンデム型のアーク溶接ロボット2の先行電極及び後行電極にそれぞれ給電する2個の溶接電源Pa,Pbが接続される。この場合、2個の溶接電源Pを区別するため、例えば、溶接電源PaをL極とし、溶接電源PbをR極とする。溶接方向に応じて、都度、どちらの極を先行電極とするかが設定される。
【0067】
なお、溶接電源Pa,Pbのそれぞれは、第1実施形態の溶接電源Pと同様のものであるため、説明を省略する。また、教示ペンダント4、ワークW及び溶接ビードBは、第1実施形態と同様のものであるため、説明を省略する。
【0068】
[制御装置の構成]
以下、図9を参照して、本発明の第2実施形態に係る制御装置の構成について説明する。図9は、第2実施形態に係る制御装置の構成を模式的に示すブロック図である。制御装置1は、センサコンピュータ3、入出力手段10、記憶手段20、ロボット軸制御手段30、アーク溶接ロボット制御手段40及び溶接電源制御手段50a,50bを備える。
【0069】
溶接条件変更位置記憶手段22は、図2の溶接条件変更位置記憶手段22と同様に、溶接条件変更開始位置及び溶接条件変更終了位置を、先行電極及び後行電極のそれぞれについて記憶する。
【0070】
溶接条件記憶手段23は、図2の溶接条件記憶手段23と同様に、溶接開始条件及び溶接終了条件を、先行電極及び後行電極のそれぞれについて記憶する。なお、溶接条件の一例は、後記する。
【0071】
溶接条件算出手段33は、図2の溶接条件算出手段33と同様に、先行電極及び後行電極のそれぞれについて、変更予定溶接条件を算出する。なお、変更予定溶接条件の算出の詳細は、後記する。
【0072】
溶接条件変更手段34は、図2の溶接条件変更手段34と同様に、先行電極及び後行電極のそれぞれについて、溶接条件算出手段33が算出した進行位置の変更予定溶接条件に基づいて、アーク溶接ロボット2の溶接条件を変更する。
【0073】
溶接電源制御手段50a,50bは、ロボット軸制御手段30からの溶接指令を溶接電源Pa,Pbにそれぞれ出力する。また、溶接電源Pa,Pbは、溶接電源制御手段50a,50bからの溶接指令によって、溶接電流や溶接電圧を変更する。
【0074】
なお、センサコンピュータ3、入出力手段10、教示プログラム記憶手段21、教示プログラム実行手段31、溶接条件変更位置算出手段32、ウィービング動作制御手段35及びアーク溶接ロボット制御手段40は、第1実施形態と同様のものであるため、説明を省略する。
【0075】
(溶接条件の一例)
図10を参照して、タンデム溶接における溶接条件の一例について説明する。図10は、図8に示した制御装置に入力される溶接条件の一例を示す説明図である。図10では、先行溶接電流は先行電極の溶接電流を示し、先行溶接電圧は先行電極の溶接電圧を示し、後行溶接電流は後行電極の溶接電流を示し、後行溶接電圧は後行電極の溶接電圧を示す。まず、「溶接条件連続変更 区間開始」とは、位置P1が溶接条件変更開始位置であることを示す。また、「直線移動」とは、ワークWに設定された位置P1に直線移動することを示す。そして、「アークON」とは、アーク溶接を行うことを示す。また、「タンデム条件」とは、タンデム溶接を行うことを示し、2個の溶接電源Pa,Pbに定義したL極又はR極に対し、どちらを先行電極とし、残りを後行電極とするかを示す。例えば、「タンデム条件 モードRL」と指令された場合、R極が先行電極であり、L極が後行電極であることを示す。さらに、位置P1での溶接開始条件は、先行電極の溶接電流が320A、先行電極の溶接電圧が所定電圧の100%、後行電極の溶接電流が220A、後行電極の溶接電圧が所定電圧の103%、溶接速度が30cm/分、ウィービング周期が120回/分、ウィービング振幅が5mmであることを示す。
【0076】
「溶接条件連続変更 区間終了」とは、位置P2が溶接条件変更終了位置であることを示す。また、位置P2での溶接終了条件は、先行電極の溶接電流が380A、先行電極の溶接電圧が所定電圧の100%、後行電極の溶接電流が280A、後行電極の溶接電圧が所定電圧の103%、溶接速度が60cm/分、ウィービング周期が180回/分、ウィービング振幅が5mmであることを示す。従って、制御装置1は、位置P1から位置P2までの間で、連続的に、ウィービング周期を120回/分から180回/分まで増加させ、先行電極の溶接電流を320Aから380Aまで増加させ、後行電極の溶接電流を220Aから280Aまで増加させ、溶接速度を30cm/分から60cm/分まで増加させる。
【0077】
(変更予定溶接条件の算出)
図11を参照して、タンデム溶接における進行位置の変更予定溶接条件の算出について具体的に説明する。図11(a)は、図8の溶接トーチの拡大図である。図11(b)は、図11(a)の溶接トーチを用いて溶接を行う本発明の第2実施形態において、溶接条件の変更を説明するためにワークの溶接線を示す説明図である。なお、図11では、溶接線、進行位置、溶接条件変更開始位置P1、溶接条件変更終了位置P2、溶接条件変更開始位置P1から溶接条件変更終了位置P2までの距離を全距離l、及び、進行位置から溶接条件変更終了位置P2までの距離を残り距離lrを示す。
【0078】
図11(b)に示すように、溶接条件算出手段33は、進行位置の変更予定溶接条件のうち、図11(a)の先行電極及び後行電極それぞれの溶接電流及び溶接電圧について、前記した式4を用いて進行位置の変更予定溶接条件を算出する。
【0079】
例えば、溶接開始条件のうち先行電極の溶接電流が320A、溶接終了条件のうち先行電極の溶接電流が380A、全距離lが100mm、残り距離lrが50mm、ウィービング周期が150回/分及び溶接速度が450mm/分である場合、進行位置での先行電極の溶接電流は、351.8Aとなる(式6参照)。
【0080】
【数6】
【0081】
また、例えば、溶接開始条件のうち後行電極の溶接電流が220A、溶接終了条件のうち後行電極の溶接電流が280A、全距離lが100mm、残り距離lrが50mm、ウィービング周期が150回/分及び溶接速度が450mm/分である場合、進行位置での後行電極の溶接電流は、251.8Aとなる(式7参照)。なお、溶接速度、ウィービング周期及びウィービング振幅の算出については、第1実施形態と同様のため、説明を省略する。
【0082】
【数7】
【0083】
[制御装置の動作]
図12を参照して、本発明の第2実施形態に係る制御装置の動作について説明する。図12は、図8に示した制御装置の動作を示すフローチャートである。図11では、先行溶接電流は先行電極の溶接電流を示し、先行溶接電圧は先行電極の溶接電圧を示し、後行溶接電流は後行電極の溶接電流を示し、後行溶接電圧は後行電極の溶接電圧を示す。なお、制御装置1は、記憶手段20に、予め溶接条件等を記憶しているものとする。
【0084】
ステップS1からステップS10までの処理は、第1実施形態と同様のものであるため、説明を省略する。ステップS10でYesのとき、制御装置1は、溶接条件変更手段34によって、進行位置の変更予定溶接条件のうち、予め算出した先行電極の溶接電流、先行電極の溶接電圧、後行電極の溶接電流及び後行電極の溶接電圧を溶接電源Pa,Pbに出力する(ステップS11a)。
【0085】
ステップS12の処理は、第1実施形態と同様のものであるため、説明を省略する。ステップS12の処理に続いて、制御装置1は、溶接条件算出手段33によって、進行位置の変更予定溶接条件のうち、次にウィービングを1周期実施したときの先行電極の溶接電流、先行電極の溶接電圧、後行電極の溶接電流及び後行電極の溶接電圧を算出する(ステップS13a)。ステップS14の処理は、第1実施形態と同様のものであるため、説明を省略する。以上の動作によって、制御装置1は、タンデム型のアーク溶接ロボットにおいても、溶接トーチがウィービングを1周期実施する間に溶接条件を変更することがなく、溶接ビードが偏肉することを防止できる。
【0086】
なお、本発明の第2実施形態では、ダンデム溶接の例を説明したが、制御装置1は、タンデム型のアーク溶接ロボットにおいて、先行電極又は後行電極の何れか1つを用いることにより、シングル溶接を行うこともできる。この場合、制御装置1は、先行電極又は後行電極の一方について、第1実施形態と同様の方法で溶接条件を変更する。
【0087】
なお、本発明の各実施形態では、溶接開始条件として、溶接電流と溶接電圧と溶接速度との全てを含む例で説明したが、本発明は、これに限定されない。本発明に係るアーク溶接ロボットの制御装置は、溶接開始条件として、溶接電流、溶接電圧又は溶接速度の何れか1つのみを含んでも良い。例えば、本発明に係るアーク溶接ロボットの制御装置は、所望の形状の溶接ビードを形成するために、溶接電流又は溶接電圧の一方を変更する場合がある。また、例えば、本発明に係るアーク溶接ロボットの制御装置は、溶接電流を一定に保って溶接ビードを細くする場合には溶接速度を高くする等、溶接速度のみを変更する場合がある。
【0088】
本発明に係るアーク溶接ロボットの制御装置は、溶接開始条件として、溶接電流と溶接電圧の2つ、溶接電圧と溶接速度の2つ又は溶接電流と溶接速度の2つを含んでも良い。例えば、本発明に係るアーク溶接ロボットの制御装置は、溶込み深さを深くするために溶接電流と溶接速度を高くする等、これらのうちの何れか2つを変更する場合がある。
【0089】
また、溶接開始条件と同様の理由で、本発明に係るアーク溶接ロボットの制御装置は、溶接終了条件として、溶接電流、溶接電圧又は溶接速度の何れか1つを含んでも良く、溶接電流と溶接電圧の2つ、溶接電圧と溶接速度の2つ又は溶接電流と溶接速度の2つを含んでも良い。
【0090】
なお、制御装置1は、一般的なコンピュータを、前記した各手段として機能させるプログラムによって動作させることもできる。このプログラムは、通信回線を介して配布しても良く、CD−ROMやフラッシュメモリ等の記録媒体に書き込んで配布しても良い。また、本実施形態では、溶接条件変更開始位置から溶接条件変更終了位置までの区間を1区間設定した例で説明したが、この区間を2区間以上としても良い。
【図面の簡単な説明】
【0091】
【図1】(a)は、本発明の第1実施形態に係る制御装置を含むアーク溶接システムの概要を示す構成図であり、(b)は、本発明の第1実施形態におけるワーク及び溶接線の拡大図である。
【図2】図1に示した制御装置の構成を模式的に示すブロック図である。
【図3】図1に示した制御装置に入力される溶接条件の一例を示す説明図である。
【図4】(a)は、図1の溶接トーチの拡大図であり、(b)は、図4(a)の溶接トーチを用いて溶接を行う本発明の第1実施形態において、溶接条件の変更を説明するためにワークの溶接線を示す説明図である。
【図5】(a)は、本発明におけるアーク溶接ロボットの溶接トーチの軌道を示す説明図であり、(b)は、本発明におけるアーク溶接ロボットの溶接トーチのウィービング動作を示す説明図である。
【図6】(a)は、本発明におけるアーク溶接ロボットの溶接トーチのウィービング軌道を示す説明図であり、(b)は、溶接トーチの位置に対応した溶接電流の指令値を示す説明図である。
【図7】図2に示した制御装置の動作を示すフローチャートである。
【図8】(a)は、本発明の第2実施形態に係る制御装置を含むアーク溶接システムの概要を示す構成図であり、(b)は、本発明の第2実施形態におけるワーク及び溶接線の拡大図である。
【図9】図8に示す制御装置の構成を模式的に示すブロック図である。
【図10】図8に示した制御装置に入力される溶接条件の一例を示す説明図である。
【図11】(a)は、図8の溶接トーチの拡大図であり、(b)は、図11(a)の溶接トーチを用いて溶接を行う本発明の第2実施形態において、溶接条件の変更を説明するためにワークの溶接線を示す説明図である。
【図12】図8に示した制御装置の動作を示すフローチャートである。
【符号の説明】
【0092】
1 制御装置(アーク溶接ロボットの制御装置)
2 アーク溶接ロボット
3 センサコンピュータ
4 教示ペンダント
9 溶接トーチ
10 入出力手段
20 記憶手段
21 教示プログラム記憶手段
22 溶接条件変更位置記憶手段
23 溶接条件記憶手段
30 ロボット軸制御手段
31 教示プログラム実行手段
32 溶接条件変更位置算出手段
33 溶接条件算出手段
34 溶接条件変更手段
35 ウィービング動作制御手段
36 ウィービング動作遅れ時間調整手段
40 アーク溶接ロボット制御手段
50 溶接電源制御手段
50a 溶接電源制御手段
50b 溶接電源制御手段
B 溶接ビード
M アーク溶接ロボット用モータ
P 溶接電源
Pa 溶接電源
Pb 溶接電源
W ワーク
【特許請求の範囲】
【請求項1】
所定の動作パターンでウィービングしながらワークを溶接するアーク溶接ロボットの溶接条件を、溶接条件変更開始位置から溶接条件変更終了位置までの間で連続的に変更するアーク溶接ロボットの制御装置であって、
前記溶接条件変更開始位置と、前記溶接条件変更終了位置と、前記溶接条件変更開始位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接開始条件と、前記溶接条件変更終了位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接終了条件と、を記憶する記憶手段と、
前記アーク溶接ロボットの溶接トーチを前記所定の動作パターンでウィービングさせるウィービング指令を生成すると共に、前記ウィービング指令に従って前記溶接トーチが前記所定の動作パターンのウィービングを1周期実施する毎にウィービング1周期完了信号を出力するウィービング動作制御手段と、
前記溶接トーチが前記溶接条件変更開始位置から前記溶接条件変更終了位置に向かって進んだ進行位置を算出する溶接条件変更位置算出手段と、
前記溶接開始条件と前記溶接終了条件との差に基づいて、前記溶接条件変更開始位置から前記進行位置までの距離に応じた補正値を算出し、前記溶接開始条件に前記補正値を加算して前記進行位置の変更予定溶接条件を算出する溶接条件算出手段と、
前記ウィービング1周期完了信号が入力される毎に、前記進行位置の変更予定溶接条件に基づいて前記アーク溶接ロボットの溶接条件を変更する溶接条件変更手段と、
を備えることを特徴とするアーク溶接ロボットの制御装置。
【請求項2】
前記溶接条件変更手段に前記ウィービング1周期完了信号が入力されてから前記溶接トーチが前記所定の動作パターンのウィービングを1周期実施するまでの遅れ時間に基づいて、前記溶接条件変更手段に、前記ウィービング1周期完了信号が入力されてから前記遅れ時間を経過させて、前記アーク溶接ロボットの溶接条件を変更させるウィービング動作遅れ時間調整手段、をさらに備えることを特徴とする請求項1に記載のアーク溶接ロボットの制御装置。
【請求項3】
前記アーク溶接ロボットの制御装置は、
先行電極及び後行電極を先端に備える前記溶接トーチが手首部に取り付けられ、当該溶接トーチを溶接進行方向に対して左右にウィービングさせる前記アーク溶接ロボットと、前記先行電極及び前記後行電極に給電を行う2個の溶接電源とを備え、溶接線に倣ってアーク溶接を行うタンデムアーク溶接システムで用いられ、
前記記憶手段は、前記先行電極及び前記後行電極のそれぞれについて、前記溶接開始条件と、前記溶接終了条件とを記憶し、
前記溶接条件算出手段は、前記先行電極及び前記後行電極のそれぞれについて、前記進行位置の変更予定溶接条件を算出することを特徴とする請求項1又は請求項2に記載のアーク溶接ロボットの制御装置。
【請求項4】
所定の動作パターンでウィービングしながらワークを溶接するアーク溶接ロボットの溶接条件を、溶接条件変更開始位置から溶接条件変更終了位置までの間で連続的に変更するアーク溶接ロボットの制御方法であって、
前記溶接条件変更開始位置と、前記溶接条件変更終了位置と、前記溶接条件変更開始位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接開始条件と、前記溶接条件変更終了位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接終了条件と、を記憶手段に格納する格納ステップと、
前記アーク溶接ロボットの溶接トーチを前記所定の動作パターンでウィービングさせるウィービング指令を生成すると共に、前記ウィービング指令に従って前記溶接トーチが前記所定の動作パターンのウィービングを1周期実施する毎にウィービング1周期完了信号を出力するウィービング動作制御ステップと、
前記溶接トーチが前記溶接条件変更開始位置から前記溶接条件変更終了位置に向かって進んだ進行位置を算出する溶接条件変更位置算出ステップと、
前記溶接開始条件と前記溶接終了条件との差に基づいて、前記溶接条件変更開始位置から前記進行位置までの距離に応じた補正値を算出し、前記溶接開始条件に前記補正値を加算して前記進行位置の変更予定溶接条件を算出する溶接条件算出ステップと、
前記ウィービング1周期完了信号が入力される毎に、前記進行位置の変更予定溶接条件に基づいて前記アーク溶接ロボットの溶接条件を変更する溶接条件変更ステップと、
を備えることを特徴とするアーク溶接ロボットの制御方法。
【請求項5】
所定の動作パターンでウィービングしながらワークを溶接するアーク溶接ロボットの溶接条件を溶接条件変更開始位置から溶接条件変更終了位置までの間で連続的に変更するために、前記溶接条件変更開始位置と、前記溶接条件変更終了位置と、前記溶接条件変更開始位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接開始条件と、前記溶接条件変更終了位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接終了条件と、を記憶する記憶手段を備えるコンピュータを、
前記アーク溶接ロボットの溶接トーチを前記所定の動作パターンでウィービングさせるウィービング指令を生成すると共に、前記ウィービング指令に従って前記溶接トーチが前記所定の動作パターンのウィービングを1周期実施する毎にウィービング1周期完了信号を出力するウィービング動作制御手段、
前記溶接トーチが前記溶接条件変更開始位置から前記溶接条件変更終了位置に向かって進んだ進行位置を算出する溶接条件変更位置算出手段、
前記溶接開始条件と前記溶接終了条件との差に基づいて、前記溶接条件変更開始位置から前記進行位置までの距離に応じた補正値を算出し、前記溶接開始条件に前記補正値を加算して前記進行位置の変更予定溶接条件を算出する溶接条件算出手段、
前記ウィービング1周期完了信号が入力される毎に、前記進行位置の変更予定溶接条件に基づいて前記アーク溶接ロボットの溶接条件を変更する溶接条件変更手段、
として機能させることを特徴とするアーク溶接ロボットの制御プログラム。
【請求項1】
所定の動作パターンでウィービングしながらワークを溶接するアーク溶接ロボットの溶接条件を、溶接条件変更開始位置から溶接条件変更終了位置までの間で連続的に変更するアーク溶接ロボットの制御装置であって、
前記溶接条件変更開始位置と、前記溶接条件変更終了位置と、前記溶接条件変更開始位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接開始条件と、前記溶接条件変更終了位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接終了条件と、を記憶する記憶手段と、
前記アーク溶接ロボットの溶接トーチを前記所定の動作パターンでウィービングさせるウィービング指令を生成すると共に、前記ウィービング指令に従って前記溶接トーチが前記所定の動作パターンのウィービングを1周期実施する毎にウィービング1周期完了信号を出力するウィービング動作制御手段と、
前記溶接トーチが前記溶接条件変更開始位置から前記溶接条件変更終了位置に向かって進んだ進行位置を算出する溶接条件変更位置算出手段と、
前記溶接開始条件と前記溶接終了条件との差に基づいて、前記溶接条件変更開始位置から前記進行位置までの距離に応じた補正値を算出し、前記溶接開始条件に前記補正値を加算して前記進行位置の変更予定溶接条件を算出する溶接条件算出手段と、
前記ウィービング1周期完了信号が入力される毎に、前記進行位置の変更予定溶接条件に基づいて前記アーク溶接ロボットの溶接条件を変更する溶接条件変更手段と、
を備えることを特徴とするアーク溶接ロボットの制御装置。
【請求項2】
前記溶接条件変更手段に前記ウィービング1周期完了信号が入力されてから前記溶接トーチが前記所定の動作パターンのウィービングを1周期実施するまでの遅れ時間に基づいて、前記溶接条件変更手段に、前記ウィービング1周期完了信号が入力されてから前記遅れ時間を経過させて、前記アーク溶接ロボットの溶接条件を変更させるウィービング動作遅れ時間調整手段、をさらに備えることを特徴とする請求項1に記載のアーク溶接ロボットの制御装置。
【請求項3】
前記アーク溶接ロボットの制御装置は、
先行電極及び後行電極を先端に備える前記溶接トーチが手首部に取り付けられ、当該溶接トーチを溶接進行方向に対して左右にウィービングさせる前記アーク溶接ロボットと、前記先行電極及び前記後行電極に給電を行う2個の溶接電源とを備え、溶接線に倣ってアーク溶接を行うタンデムアーク溶接システムで用いられ、
前記記憶手段は、前記先行電極及び前記後行電極のそれぞれについて、前記溶接開始条件と、前記溶接終了条件とを記憶し、
前記溶接条件算出手段は、前記先行電極及び前記後行電極のそれぞれについて、前記進行位置の変更予定溶接条件を算出することを特徴とする請求項1又は請求項2に記載のアーク溶接ロボットの制御装置。
【請求項4】
所定の動作パターンでウィービングしながらワークを溶接するアーク溶接ロボットの溶接条件を、溶接条件変更開始位置から溶接条件変更終了位置までの間で連続的に変更するアーク溶接ロボットの制御方法であって、
前記溶接条件変更開始位置と、前記溶接条件変更終了位置と、前記溶接条件変更開始位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接開始条件と、前記溶接条件変更終了位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接終了条件と、を記憶手段に格納する格納ステップと、
前記アーク溶接ロボットの溶接トーチを前記所定の動作パターンでウィービングさせるウィービング指令を生成すると共に、前記ウィービング指令に従って前記溶接トーチが前記所定の動作パターンのウィービングを1周期実施する毎にウィービング1周期完了信号を出力するウィービング動作制御ステップと、
前記溶接トーチが前記溶接条件変更開始位置から前記溶接条件変更終了位置に向かって進んだ進行位置を算出する溶接条件変更位置算出ステップと、
前記溶接開始条件と前記溶接終了条件との差に基づいて、前記溶接条件変更開始位置から前記進行位置までの距離に応じた補正値を算出し、前記溶接開始条件に前記補正値を加算して前記進行位置の変更予定溶接条件を算出する溶接条件算出ステップと、
前記ウィービング1周期完了信号が入力される毎に、前記進行位置の変更予定溶接条件に基づいて前記アーク溶接ロボットの溶接条件を変更する溶接条件変更ステップと、
を備えることを特徴とするアーク溶接ロボットの制御方法。
【請求項5】
所定の動作パターンでウィービングしながらワークを溶接するアーク溶接ロボットの溶接条件を溶接条件変更開始位置から溶接条件変更終了位置までの間で連続的に変更するために、前記溶接条件変更開始位置と、前記溶接条件変更終了位置と、前記溶接条件変更開始位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接開始条件と、前記溶接条件変更終了位置での溶接電流と溶接電圧と溶接速度とのうちの少なくとも1つとウィービング周期とウィービング振幅とが設定された溶接終了条件と、を記憶する記憶手段を備えるコンピュータを、
前記アーク溶接ロボットの溶接トーチを前記所定の動作パターンでウィービングさせるウィービング指令を生成すると共に、前記ウィービング指令に従って前記溶接トーチが前記所定の動作パターンのウィービングを1周期実施する毎にウィービング1周期完了信号を出力するウィービング動作制御手段、
前記溶接トーチが前記溶接条件変更開始位置から前記溶接条件変更終了位置に向かって進んだ進行位置を算出する溶接条件変更位置算出手段、
前記溶接開始条件と前記溶接終了条件との差に基づいて、前記溶接条件変更開始位置から前記進行位置までの距離に応じた補正値を算出し、前記溶接開始条件に前記補正値を加算して前記進行位置の変更予定溶接条件を算出する溶接条件算出手段、
前記ウィービング1周期完了信号が入力される毎に、前記進行位置の変更予定溶接条件に基づいて前記アーク溶接ロボットの溶接条件を変更する溶接条件変更手段、
として機能させることを特徴とするアーク溶接ロボットの制御プログラム。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】

【図7】

【図8】
【図9】
【図10】
【図11】
【図12】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2009−131893(P2009−131893A)
【公開日】平成21年6月18日(2009.6.18)
【国際特許分類】
【出願番号】特願2008−207723(P2008−207723)
【出願日】平成20年8月12日(2008.8.12)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成21年6月18日(2009.6.18)
【国際特許分類】
【出願日】平成20年8月12日(2008.8.12)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]