
アーク溶接ロボットの制御装置
【課題】プリフローの開始タイミングを教示データ、溶接環境等に応じて自動調整することができるアーク溶接ロボットの制御装置の提供。
【解決手段】溶接トーチ7が溶接開始位置に到達する時刻からプリフロー時間だけ遡った時刻にガス出力を開始して溶接を開始するアーク溶接ロボットの制御装置16である。ガス停止から出力までの間隔時間と、ガス流量が許容値に到達する許容流量到達時間との関係を定めたガス流量特性テーブルを予め記憶する。溶接中に教示データを先行解釈して次の区間が存在しているときは溶接終了から次の溶接開始までの所要時間を算出する。この所要時間をガス流量特性テーブルに入力し、所要時間内に許容流量到達時間を確保できるか否かを判定して修正プリフロー時間を算出する。この修正プリフロー時間に応じてガス出力を制御する。溶接開始時に常に安定したガス流量を維持することができる。
【解決手段】溶接トーチ7が溶接開始位置に到達する時刻からプリフロー時間だけ遡った時刻にガス出力を開始して溶接を開始するアーク溶接ロボットの制御装置16である。ガス停止から出力までの間隔時間と、ガス流量が許容値に到達する許容流量到達時間との関係を定めたガス流量特性テーブルを予め記憶する。溶接中に教示データを先行解釈して次の区間が存在しているときは溶接終了から次の溶接開始までの所要時間を算出する。この所要時間をガス流量特性テーブルに入力し、所要時間内に許容流量到達時間を確保できるか否かを判定して修正プリフロー時間を算出する。この修正プリフロー時間に応じてガス出力を制御する。溶接開始時に常に安定したガス流量を維持することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガスシールドアーク溶接を行うための改良されたアーク溶接ロボットの制御装置に関するものである。
【背景技術】
【0002】
消耗電極式または非消耗電極式のガスシールドアーク溶接では、アークおよび溶融池に対して炭酸ガス、アルゴンガス等のシールドガスを噴出して大気から遮蔽し、大気が溶接雰囲気内に侵入することを防ぐ必要がある。シールドガスは、その流量が一定の許容範囲内に収まっていることが重要である。ガス流量が少ない場合は、大気が溶接雰囲気内に侵入することによってアークの状態が不安定になるために、ブローホールが発生したり、スパッタが大量に発生したりする。逆にガス流量が多すぎる場合は、乱流が発生するためにシールド不良となったり、溶け込み不足などが生じたりすることがある。この結果、溶接ビードの外観が悪化し、溶接不良となることがある。
【0003】
シールドガスによる大気からの遮蔽は、アーク溶接中に限ったことではなく、溶接開始位置においても重要である。例えば、従来のアーク溶接ロボットでは、溶接トーチを溶接開始位置に移動させた後、停止させた状態のままシールドガスを噴出し、ガス流量が安定してからアークを発生させている。しかしながら、溶接トーチが溶接開始位置に到達して初めてシールドガスを噴出するのでは、ガス流量が安定するまである程度の時間がかかるために、その時間がサイクルタイムの遅れ要因となる。
【0004】
特許文献1には、溶接トーチが溶接開始位置に到達する時刻よりも予め設定されたプリフロー時間だけ遡ってシールドガスを噴出する溶接ロボット制御装置が開示されている。この特許文献1に記載の従来技術によれば、ガス流量が安定するまでの余分な時間を低減できる。すなわちサイクルタイムの遅れをなくすことができる。
【0005】
ところで、シールドガスを電磁弁でON/OFFする一般的なアーク溶接装置においては、電磁弁を開いた時、すなわち溶接を開始する際に必要なプリフロー処理中に過大な流量のシールドガスが噴出される。この現象を以下では突流と表現する。突流は、配管長、圧力、前回のガスOFFからの経過時間等によって、そのピーク流量と継続時間が異なるため、シールドガスを噴出してから流量が許容範囲に収まるまでの時間も異なる。以下に一例を示す。なお、上記した前回のガスOFFからの経過時間とは、溶接区間が連続して複数存在している場合に、前回の溶接区間におけるシールドガスの出力停止からの経過時間を意味する。
【0006】
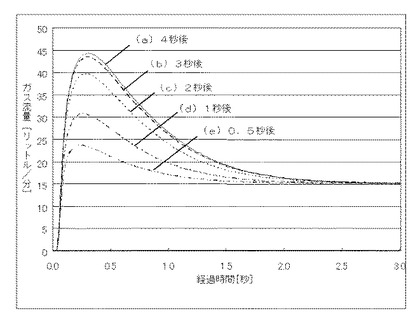
図6は、シールドガスの突流の様子を説明するための図である。同図は、設定流量を15リットル/分とした場合に、前回のガスOFFからの経過時間が何秒だったかによってガス流量が時間の経過とともにどのように変化するかを示している。同図(a)は前回のガスOFFからの経過時間が4秒のときの流量変化を示している。同様に、同図(b)は3秒、同図(c)は2秒、同図(d)は1秒、同図(e)は0.5秒のときの流量変化をそれぞれ示している。同図に示すように、電磁弁を開いてしばらくの間は、突流によって過剰な流量のガスが噴出され、時間の経過とともに設定流量である15リットル/分に近づく。プリフロー時間が0.5秒に設定されていると仮定すると、例えば同図(a)では、約42リットル/分のシールドガスが出力されている状態でアークスタート処理が行われることになるために、上述したような溶接不良が発生する可能性がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−21241号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上述した従来技術においては、シールドガスの噴出を開始してから、その流量が許容範囲に収まるまでの時間をプリフロー時間として予め定めている。このプリフロー時間は、作業者が自身の経験則に従って設定する値であって、例えば、0.1〜0.5秒程度の固定値が設定されることが多い。すなわち、従来技術では、図6で説明した突流の影響あるいは前回のガスOFFからの経過時間が何秒だったかによってガス流量が変化する点について、考慮されていない。このため、プリフロー時間が経過した時点のガス流量が必ずしも許容範囲内であるとは限らず、仮に許容範囲外であった場合には溶接不良が発生する可能性がある。溶接不良の発生を防止するためには、プリフロー時間を長めに設定する等の調整が必要となるが、プリフロー時間を長めに設定するとサイクルタイムの遅れ要因となってしまう。
【0009】
そこで、本発明は、プリフロー制御の開始タイミングを教示データ、溶接環境等に応じて自動調整することによって、溶接開始時に必要なガス流量を確保することができるアーク溶接ロボットの制御装置を提供することを目的としている。
【課題を解決するための手段】
【0010】
第1の発明は、
溶接施工を行う複数の区間が記憶された作業プログラムに基づいて溶接トーチを移動させ、前記溶接トーチが前記区間の開始位置に到達する時刻から予め定めたプリフロー時間だけ遡った時刻にシールドガスの出力を開始し、前記プリフロー時間が経過した後に溶接を開始して前記区間の終了位置で溶接を終了する工程を、前記複数の区間毎に順次実行するアーク溶接ロボットの制御装置において、
前記シールドガスの停止から出力までの間隔時間と、前記シールドガスの流量が許容値に到達する許容流量到達時間との関係を定めたガス流量特性テーブルを記憶する記憶手段と、
溶接中に前記作業プログラムを先行解釈して次の区間が存在しているときは溶接終了から次回の溶接開始までの所要時間を算出する所要時間算出手段と、
前記所要時間を前記ガス流量特性テーブルに入力し、前記所要時間内に前記許容流量到達時間を確保できるか否かを判定する判定手段と、
前記間隔時間と前記許容流量到達時間の和が前記所要時間となるときの許容流量到達時間を修正プリフロー時間として算出するプリフロー時間算出手段と、
前記判定手段が前記所要時間内に前記許容流量到達時間を確保できると判定したときは前記修正プリフロー時間に応じたタイミングで前記シールドガスの出力を開始する溶接制御手段と、
を備えたことを特徴とするアーク溶接ロボットの制御装置である。
【0011】
第2の発明は、前記溶接制御手段は、前記判定手段が前記所要時間内に前記許容流量到達時間を確保できないと判定したときは溶接終了時に前記シールドガスの出力を停止しないことを特徴とする第1の発明に記載のアーク溶接ロボットの制御装置である。
【0012】
第3の発明は、前記プリフロー時間算出手段は、前記間隔時間をX軸、前記許容流量到達時間をY軸とした前記ガス流量特性テーブルの近似線と、前記所要時間を前記X軸および前記Y軸の各切片値とした直線との交点を算出し、この交点のY座標値を前記修正プリフロー時間として算出することを特徴とする第1または第2の発明に記載のアーク溶接ロボットの制御装置である。
【発明の効果】
【0013】
第1の発明によれば、溶接環境に依存する流量変化と、前回の溶接終了からの経過時間による流量変化とを考慮した最適なプリフロー時間を自動的に算出し、このプリフロー時間に基づいたタイミングでシールドガスを出力するようにしている。このことによって、溶接開始時に必要なガス流量を安定させることができる。
【0014】
第2の発明によれば、溶接トーチが次の溶接開始位置に到達するまでの期間にシールドガスを許容流量に到達させることができないと判定したときは、溶接終了時にシールドガスの出力を停止しないようにしている。このことによって、第1の発明が奏する効果に加えて、溶接開始時に必要なガス流量をより一層安定させておくことができる。
【0015】
第3の発明によれば、ガス流量特性テーブルを使って修正プリフロー時間を算出するようにしたことによって、第1および第2の発明が奏する効果に加えて、ガス流量を安定させるための最適なプリフロー時間を容易に算出することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態に係るアーク溶接ロボットの構成図である。
【図2】本発明に係るロボット制御装置の内部構成を示す機能ブロック図である。
【図3】ガス流量特性テーブルの一例を示すグラフである。
【図4】作業プログラム解析部の処理の流れを説明するためのフローチャートである。
【図5】ガス流量特性テーブルに基づいて所要時間内にシールドガスが許容流量に到達するか否かを判定するとともに修正プリフロー時間を算出する概念を説明するための図である。
【図6】ガスの突流の様子を説明するための図である。
【発明を実施するための形態】
【0017】
発明の実施の形態を実施例に基づき図面を参照して説明する。
【0018】
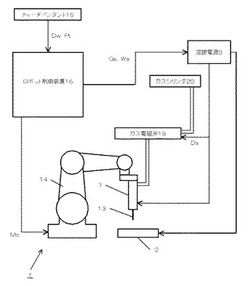
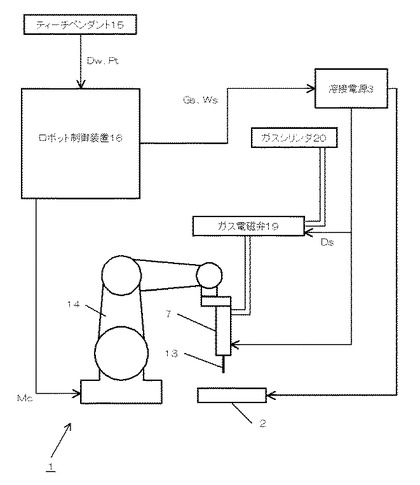
図1は、本発明に係るアーク溶接ロボット1の構成図である。同図に示すように、アーク溶接ロボット1は、マニピュレータ14、ティーチペンダント15、ロボット制御装置16および溶接電源3によって大略構成される。
【0019】
同図において、マニピュレータ14は、ワーク2に対してアーク溶接を自動で行うものであり、複数のアーム部および手首部と、これらを回転駆動するための複数のサーボモータ(いずれも図示せず)とによって構成されている。このマニピュレータ14の上アームの先端部分には、溶接トーチ7が取り付けられている。溶接トーチ7は、ワイヤリール(図示せず)に巻回された直径1mm程度の溶接ワイヤ13を、ワーク2上の教示された溶接線に導くためのものである。
【0020】
ティーチペンダント15は、溶接加工を行う区間の各教示点、溶接条件(溶接電流、溶接電圧および溶接速度等)を、作業プログラムDwとして入力したり、プリフロー時間Ptを予め設定したりするためのものであり、これらは後述するハードディスク22に記憶される。
【0021】
ロボット制御装置16は、ティーチペンダント15から入力された作業プログラムDwに基づいてマニピュレータ14に動作制御信号Mcを出力したり、溶接電源3に溶接制御信号Wsを出力したりするものである。
【0022】
溶接電源3は、ロボット制御装置16からのガス出力制御信号Gsを入力として、後述するガス電磁弁19に対し、溶接トーチ7からシールドガスを噴出させるための電磁弁制御信号Dsを出力する。また、ロボット制御装置16からの溶接制御信号Wsを入力として、溶接トーチ7とワーク2との間の電力供給を開始するアークスタート処理を行う。ガス電磁弁19は、電磁弁制御信号Dsを入力として、ガスシリンダ20からシールドガスを溶接トーチ7へ供給する。
【0023】
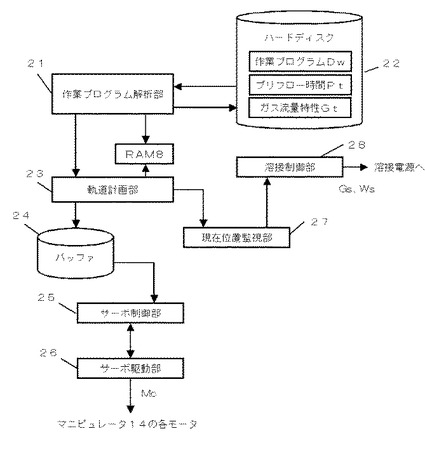
図2は、ロボット制御装置16の内部構成を示す機能ブロック図である。ロボット制御装置16は、マイクロコンピュータおよび各種メモリ等によって構成されており、より詳細には、作業プログラム解析部21、ハードディスク22、軌道計画部23、RAM8、バッファ24、サーボ制御部25、サーボ駆動部26、現在位置監視部27および溶接制御部28を備えている。
【0024】
記憶手段に相当するハードディスク22は不揮発性メモリであり、作業プログラムDw、プリフロー時間Pt等の溶接制御パラメータおよびガス流量特性テーブルGtが予め記憶されている。ガス流量特性テーブルGtとは、シールドガスの停止から出力までの間隔時間と、ガス流量が許容値に到達する許容流量到達時間との関係が予め定められたデータのことである。このガス流量特性テーブルGtの詳細については後述する。
【0025】
作業プログラム解析部21は、ハードディスク22に格納されている作業プログラムDwを教示ステップごとに読み出し、その内容を解析するものである。例えば、作業プログラム解析部21は、作業プログラム中に含まれている移動命令(座標、速度情報等のデータからなる)を読み出し、それを軌道計画部23に通知する。さらに、ガス出力を開始する教示ステップを求めるとともに、予め定められたプリフロー時間Ptを参照して、ガス出力を開始するタイミングを求めて、軌道計画部23に通知する。作業プログラム解析部21は、所要時間算出手段、判定手段、プリフロー時間算出手段に相当する。
【0026】
軌道計画部23は、作業プログラム解析部21から送られる各種の移動命令をバッファ24に格納するものである。この移動命令には、ガス出力のタイミング等も付与されている。また、軌道計画部23は、バッファ24に格納された移動命令を読み出し、それに基づいて溶接トーチ7の軌道計画を立案して、マニピュレータ14の各モータの回転角、回転速度等の情報をサーボ制御部25に対して通知する。
【0027】
バッファ24は、いわゆる先入れ先出し(FIFO:first-in first-out)用のメモリからなり、軌道計画部23から送られた移動命令を格納するものである。
【0028】
サーボ制御部25は、軌道計画部23から送られる軌道計画に基づいて、マニピュレータ14の各モータを回転駆動すべく駆動信号をサーボ駆動部26に送るものである。また、サーボ制御部25は、図示しないエンコーダからの出力を取得して、現在位置監視部27にその情報を送るものである。
【0029】
サーボ駆動部26は、サーボ制御部25からの指令に基づいて各モータに対して動作制御信号Mcを出力するものである。
【0030】
現在位置監視部27は、マニピュレータ14の各モータに設けられた図示しないエンコーダからの検出信号により、溶接トーチ7の現在位置を監視するものである。
【0031】
溶接制御手段としての溶接制御部28は、現在位置監視部27からの各種命令を適切な処理タイミングで溶接電源3に出力することで、溶接トーチ7による溶接およびシールドガスの噴出を行わせるものである。より具体的には、溶接制御部28は、現在位置監視部27から指定された処理タイミングで溶接電源3に対してシールドガスを噴出させるためのガス出力制御信号Gsを出力する。溶接電源3は、この信号に基づいて電磁弁制御信号Dsを出力してガス電磁弁19の開閉制御を行う。また、溶接制御部28は、現在位置監視部27からの溶接制御命令に基づいて溶接電源3によって溶接が行われるための溶接制御信号Wsを出力する。
【0032】
サーボ駆動部26は、サーボ制御部25からの駆動命令に基づいてマニピュレータ14の各モータに対して動作制御信号Mcを送るものである。
【0033】
次に、アーク溶接ロボット1の動作について説明する。ロボット制御装置16に起動信号が入力されると作業プログラム解析部21が作業プログラムDwを解釈して軌道計画等の演算を行い、演算結果に基づいてマニピュレータ14の各モータに動作制御信号Mcを出力するとともに、溶接電源3にガス出力制御信号Gs、溶接制御信号Ws等を出力する。この結果、マニピュレータ14の複数の軸がそれぞれ回転し、溶接開始位置へ到達する時刻よりも予め定められたプリフロー時間Ptだけ遡った時刻にガスの出力が開始される。ガス出力を行いながら溶接トーチ7が溶接開始位置へ到達すると溶接を開始し、溶接終了位置まで溶接トーチ7を移動させてから溶接を終了し、アフターフロー制御を行った後にガスの出力を停止する。ここまでの一連の動作は、上述した従来技術と同様である。
【0034】
作業プログラムDwに溶接施工を行う複数の溶接区間が教示されている場合は、上述した一連の工程を複数の溶接区間毎に順次実行することになるが、本発明では、次の溶接区間の溶接開始時においてプリフロー制御の開始タイミングを調整するために、以下の構成を有している。
【0035】
まず、ガス流量特性テーブルについて説明する。ガス流量特性テーブルGtは、記憶手段としてのハードディスク22に記憶されている。
【0036】
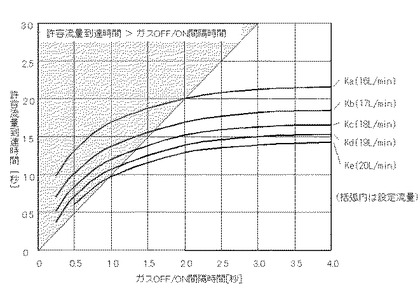
図3は、ガス流量特性テーブルの一例を示すグラフである。同図において、X軸は、前回のガスOFFから次のガスONまでの間隔時間[秒](以下ではガスOFF/ON間隔時間と呼ぶ)を示している。このガスOFF/ON間隔時間は、複数の溶接区間を連続して溶接する場合の、ガス出力停止から次回のガス出力開始までの所要時間と等価である。Y軸は、ガスOFFから次のガスONまでの時間に応じて、ガス流量が許容値に到達するまでの時間(以下では許容流量到達時間と呼ぶ)を示している。
【0037】
同図では、ガスの設定流量が、16〜20リットル/分である場合のガスOFF/ON間隔時間と、ガス流量が許容値に到達する許容流量到達時間との関係を、近似線Ka〜Keによって各々示している。同図の網掛け領域は、許容流量到達時間がガスOFF/ON間隔時間よりも長い部分を示している。言い換えると、ガスOFF/ON間隔時間が短いために、許容流量に到達させるのに必要な時間が確保できない領域を示している。例えば、設定流量が18リットル/分の場合の近似線Kcを見ると、ガスOFF/ON間隔時間が1秒のとき、許容流量到達時間は約1.1秒である。すなわち、許容流量に到達させるためのガスOFF/ON間隔時間が不足していることを示している。これとは逆に、網掛けの外側領域は、ガスOFF/ON間隔時間が2.0秒のとき、許容流量到達時間は約1.5秒である。すなわち、許容流量に到達させるためのガスOFF/ON間隔時間が確保できることを示している。
【0038】
なお、上記ガス流量特性テーブルGtで示されるデータは、実際の溶接環境下(ガス圧、配管長、設定流量等)で取得したデータである。様々な溶接環境下で取得したデータを複数用意しておき、その中から、実際の溶接環境下に応じたデータを予め1つ選択できるようにしておくことが望ましい。実際の溶接環境と一致するデータが存在しない場合は、近接する2つのデータから直線補間などの近似式を使用し、該当するデータが作り出されるようにしてすれば良い。
【0039】
次に、上述したガス流量特性テーブルGtを使って、次の溶接区間の溶接開始時においてプリフロー制御の開始タイミングを調整するための修正プリフロー時間Ptnの算出処理について説明する。この処理は作業プログラム解析部21が行う。
【0040】
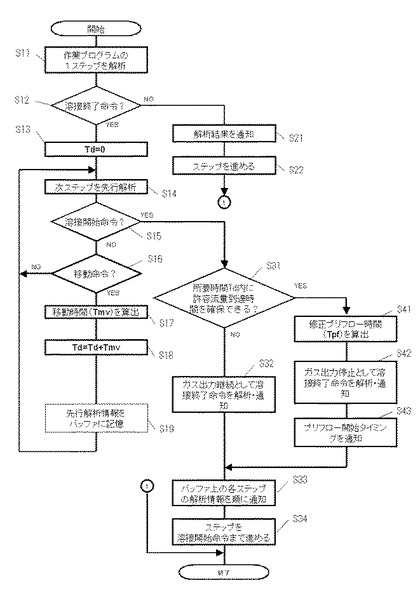
図4は、作業プログラム解析部21の処理の流れを説明するためのフローチャートである。このフローチャートを参照して、作業プログラム解析部21の処理の詳細について説明する。
【0041】
(1.先行解析処理)
まず、先行解析処理について説明する。同図のステップS11において、作業プログラムDwの1教示ステップを先行して読み出す。ステップS12において、読み出した教示ステップが溶接終了命令か否かを判定する。溶接終了命令である場合は、さらに先行解析するために後述するステップS13に移行する。溶接終了命令でない場合は、ステップS21に移行する。ステップS21において解析結果を軌道計画部23に通知する。さらにステップS22で次教示ステップを解釈するためにステップ数を+1して処理を終了する。
【0042】
(2.所要時間算出処理)
ステップS13からステップS19までは、溶接終了から次回の溶接開始までの所要時間を算出するための処理となる。なお、ここで述べる溶接終了から次回の溶接開始までの所要時間とは、溶接終了位置におけるアフターフロー制御が終了してから溶接トーチ7が移動を開始し、次回の溶接開始位置まで到達するまでの所要時間を指している。以下では、この所要時間算出処理について説明する。
【0043】
ステップS13において、時間計測するためのカウンタ(Td)を0にする。ステップS14において、次の教示ステップを読み出して解析する。ステップS15において、読み出した教示ステップが溶接開始命令か否かを判定する。溶接開始命令であると判定した場合は、修正プリフロー時間Ptnを算出するために後述するステップS31に移行する。溶接開始命令でないと判定した場合は、ステップS16に移行する。
【0044】
ステップS16において、移動命令か否かを判定する。移動命令でないと判定した場合はステップS14に戻り、さらに次の教示ステップを先行解析する。移動命令であると判定した場合は、ステップS17に移行する。ステップS17において、当該移動命令の教示位置に溶接トーチ7を移動させるための移動時間Tmvを算出する。続くステップS18において、カウンタTdを更新する。この更新後のカウンタは、溶接終了から次回の溶接開始までの所要時間Tdとなる。さらにステップS19において、先行して解析した情報を、RAM8に記憶する。この後は、ステップS14に戻り、ステップS15で溶接開始命令を読み出すまでステップS15〜S19を繰り返すことになる。なお、上記した移動命令には、溶接トーチ7を次の教示点へ移動させる補間命令や、溶接トーチ7を教示点で所定時間だけ待機させるタイマ命令を含むものとする。
【0045】
(3.判定処理)
ステップS31において、カウントした所要時間Tdをガス流量特性テーブルGtに入力し、所要時間Td内にシールドガスが許容流量に到達するための時間を確保できるか否かを判定する。以下、この判定処理について説明する。
【0046】
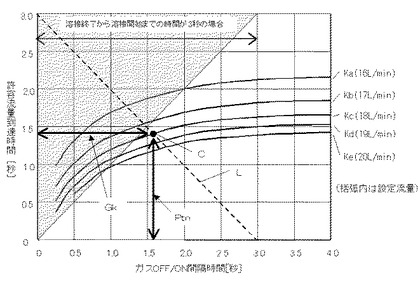
図5は、ガス流量特性テーブルGtに基づいて所要時間Td内にシールドガスが許容流量に到達するか否かを判定するとともに修正プリフロー時間を算出する概念を説明するための図である。同図を参照して、ガスの設定流量が18リットル/分であり、溶接終了から次回溶接開始までの所要時間が3秒であった場合を例に、判定処理および修正プリフロー時間の算出処理について説明する。
【0047】
ガス流量特性テーブルGtに対して、溶接終了から次回溶接開始までの所要時間(3秒)をX軸およびY軸の各切片値とする直線Lを引くと、設定流量が18リットル/分のときの近似線Kcの交点Cが求まる。そして、交点Cが網掛け領域の外側に位置する場合は、許容流量到達時間が確保できると判定する。交点Cが網掛け領域の内側に位置する場合は、許容流量到達時間が確保できないと判定する。
【0048】
(3.1 許容流量到達時間が確保できると判定した場合)
上記ステップS31で許容流量到達時間を確保できると判定した場合は、ステップS41に移行し、修正プリフロー時間の算出処理を行う。この修正プリフロー時間の算出処理について、図5を参照して説明する。
【0049】
図5で算出した交点Cは、ガスOFF/ON間隔時間と許容流量到達時間との和が、溶接終了から次回溶接開始までの所要時間に等しくなる点である。言い換えると、溶接終了から次回溶接開始までの所要時間を、交点Cを基準に許容流量到達時間とガスOFF/ON間隔時間とに分けることにより、ガスOFF/ON間隔時間による流量変化を考慮した許容流量到達時間を求めることができる。したがって、交点CのY座標値である許容流量到達時間を、修正プリフロー時間Ptnとする。交点CのX座標値は、ガスOFF/ON間隔時間Gkとなる。
【0050】
修正プリフロー時間Ptnの算出処理が完了した後は、ステップS42において、溶接終了命令を解析し、この命令の実行タイミングでガスの出力を停止するためのパラメータを付与して、軌道計画部23に通知する。続くステップS43において、算出した修正プリフロー時間Ptnに基づき、プリフロー制御の開始タイミングを軌道計画部23に通知する。この後は、ステップS33に移行する。なお、上記したプリフロー制御の開始タイミングは、溶接終了命令によるガス停止時刻からガスOFF/ON間隔時間Gkだけ経過した時刻、あるいは次の溶接開始位置に到達する時刻から修正プリフロー時間Ptnだけ遡った時刻のどちらでも良い。
【0051】
(3.2 許容流量到達時間が確保できないと判定した場合)
上記したステップS31で、許容流量到達時間を確保できないと判定した場合は、ステップS32に移行する。ステップS32において、溶接終了命令を解析し、この命令の実行タイミングでガスの出力を継続させるためのパラメータを付与して、軌道計画部23に通知する。
【0052】
(4.先行解析情報の通知処理)
ステップS16〜S18で先行解析された教示ステップの情報は、ステップS19でバッファ24に記憶されたままであり、まだ軌道計画部23に通知していない。そこで、ステップS33において、バッファ24に記憶された先行解析情報を軌道計画部23に通知する。そして、ステップS34で、教示ステップを溶接開始命令に進める。
【0053】
以上説明した処理を行うことによって、次の溶接区間の溶接開始までに許容流量到達時間を確保できる場合は、プリフロー制御の開始タイミングを調整するための修正プリフロー時間Ptnが算出される。この後は、軌道計画部23が作業プログラム解析部21から送られた解析情報に基づいて、溶接トーチ7の軌道計画を立案し、マニピュレータ14の各モータの回転角、回転速度等の情報をサーボ制御部25に対して通知する。サーボ制御部25は、軌道計画部23から送られる軌道計画に基づいて、マニピュレータ14の各モータを回転駆動すべく駆動信号をサーボ駆動部26に送る。サーボ駆動部26は、サーボ制御部25からの指令に基づいて各モータに対して動作制御信号Mcを出力する。
【0054】
そして、溶接制御部28が、現在位置監視部27から指定された処理タイミングで溶接電源3に対してシールドガスを噴出させるためのガス出力制御信号Gsを出力する。溶接電源3は、この信号に基づいて電磁弁制御信号Dsを出力してガス電磁弁19の開制御を行う。すなわち、溶接トーチ7が溶接開始位置に到達する時刻から修正プリフロー時間Ptnだけ遡った時刻にシールドガスの出力が開始される。
【0055】
次の溶接区間の溶接開始までに許容流量到達時間を確保できない場合は、シールドガスの出力を停止させずに、次の溶接開始位置まで移動して溶接を行う。
【0056】
以上説明したように、溶接環境に依存する流量変化と、前回の溶接終了からの経過時間による流量変化とを考慮した最適な修正プリフロー時間Ptnを自動的に算出し、この修正プリフロー時間Ptnに基づいたタイミングでシールドガスを出力するようにしている。このことによって、溶接開始時に必要なガス流量を常に安定させておくことができる。また、作業者が不必要に長いプリフロー時間を設定しておく必要がないので、タクトタイムを短縮することもできる。ところで、ガス流量を溶接開始位置で常に安定させておくには、溶接終了位置から継続してシールドガスを噴出し続けることが考えられるが、前回の溶接終了からの経過時間が長い場合は、噴出し続けることによってシールドガスを無駄に消費してしまうことになる。本発明では、必要最小限の消費量を使って溶接開始位置におけるガス流量を維持することができるので、ガスの消費量を抑制することもできる。
【0057】
さらに、溶接トーチ7が次の溶接開始位置に到達するまでの期間にシールドガスを許容流量に到達させることができないと判定したときは、溶接終了時にシールドガスの出力を停止しないようにしている。このことによって、溶接開始時に必要なガス流量をより一層安定させておくことができる。
【0058】
さらに、ガス流量特性テーブルGtを使って修正プリフロー時間Ptnを算出するようにしたことによって、ガス流量を安定させるための最適な修正プリフロー時間Ptnを容易に算出することができる。
【符号の説明】
【0059】
1 アーク溶接ロボット
2 ワーク
3 溶接電源
7 溶接トーチ
13 溶接ワイヤ
14 マニピュレータ
15 ティーチペンダント
16 ロボット制御装置
19 ガス電磁弁
20 ガスシリンダ
21 作業プログラム解析部
22 ハードディスク
23 軌道計画部
24 バッファ
25 サーボ制御部
26 サーボ駆動部
27 現在位置監視部
28 溶接制御部
C 交点
Ds 電磁弁制御信号
Dw 作業プログラム
Gs ガス出力制御信号
Gt ガス流量特性テーブル
Gk ガスOFF/ON間隔時間
Ka〜Ke 近似線
L 直線
Mc 動作制御信号
Pt プリフロー時間
Ptn 修正プリフロー時間
Td 所要時間
Tmv 移動時間
Ws 溶接制御信号
【技術分野】
【0001】
本発明は、ガスシールドアーク溶接を行うための改良されたアーク溶接ロボットの制御装置に関するものである。
【背景技術】
【0002】
消耗電極式または非消耗電極式のガスシールドアーク溶接では、アークおよび溶融池に対して炭酸ガス、アルゴンガス等のシールドガスを噴出して大気から遮蔽し、大気が溶接雰囲気内に侵入することを防ぐ必要がある。シールドガスは、その流量が一定の許容範囲内に収まっていることが重要である。ガス流量が少ない場合は、大気が溶接雰囲気内に侵入することによってアークの状態が不安定になるために、ブローホールが発生したり、スパッタが大量に発生したりする。逆にガス流量が多すぎる場合は、乱流が発生するためにシールド不良となったり、溶け込み不足などが生じたりすることがある。この結果、溶接ビードの外観が悪化し、溶接不良となることがある。
【0003】
シールドガスによる大気からの遮蔽は、アーク溶接中に限ったことではなく、溶接開始位置においても重要である。例えば、従来のアーク溶接ロボットでは、溶接トーチを溶接開始位置に移動させた後、停止させた状態のままシールドガスを噴出し、ガス流量が安定してからアークを発生させている。しかしながら、溶接トーチが溶接開始位置に到達して初めてシールドガスを噴出するのでは、ガス流量が安定するまである程度の時間がかかるために、その時間がサイクルタイムの遅れ要因となる。
【0004】
特許文献1には、溶接トーチが溶接開始位置に到達する時刻よりも予め設定されたプリフロー時間だけ遡ってシールドガスを噴出する溶接ロボット制御装置が開示されている。この特許文献1に記載の従来技術によれば、ガス流量が安定するまでの余分な時間を低減できる。すなわちサイクルタイムの遅れをなくすことができる。
【0005】
ところで、シールドガスを電磁弁でON/OFFする一般的なアーク溶接装置においては、電磁弁を開いた時、すなわち溶接を開始する際に必要なプリフロー処理中に過大な流量のシールドガスが噴出される。この現象を以下では突流と表現する。突流は、配管長、圧力、前回のガスOFFからの経過時間等によって、そのピーク流量と継続時間が異なるため、シールドガスを噴出してから流量が許容範囲に収まるまでの時間も異なる。以下に一例を示す。なお、上記した前回のガスOFFからの経過時間とは、溶接区間が連続して複数存在している場合に、前回の溶接区間におけるシールドガスの出力停止からの経過時間を意味する。
【0006】
図6は、シールドガスの突流の様子を説明するための図である。同図は、設定流量を15リットル/分とした場合に、前回のガスOFFからの経過時間が何秒だったかによってガス流量が時間の経過とともにどのように変化するかを示している。同図(a)は前回のガスOFFからの経過時間が4秒のときの流量変化を示している。同様に、同図(b)は3秒、同図(c)は2秒、同図(d)は1秒、同図(e)は0.5秒のときの流量変化をそれぞれ示している。同図に示すように、電磁弁を開いてしばらくの間は、突流によって過剰な流量のガスが噴出され、時間の経過とともに設定流量である15リットル/分に近づく。プリフロー時間が0.5秒に設定されていると仮定すると、例えば同図(a)では、約42リットル/分のシールドガスが出力されている状態でアークスタート処理が行われることになるために、上述したような溶接不良が発生する可能性がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−21241号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上述した従来技術においては、シールドガスの噴出を開始してから、その流量が許容範囲に収まるまでの時間をプリフロー時間として予め定めている。このプリフロー時間は、作業者が自身の経験則に従って設定する値であって、例えば、0.1〜0.5秒程度の固定値が設定されることが多い。すなわち、従来技術では、図6で説明した突流の影響あるいは前回のガスOFFからの経過時間が何秒だったかによってガス流量が変化する点について、考慮されていない。このため、プリフロー時間が経過した時点のガス流量が必ずしも許容範囲内であるとは限らず、仮に許容範囲外であった場合には溶接不良が発生する可能性がある。溶接不良の発生を防止するためには、プリフロー時間を長めに設定する等の調整が必要となるが、プリフロー時間を長めに設定するとサイクルタイムの遅れ要因となってしまう。
【0009】
そこで、本発明は、プリフロー制御の開始タイミングを教示データ、溶接環境等に応じて自動調整することによって、溶接開始時に必要なガス流量を確保することができるアーク溶接ロボットの制御装置を提供することを目的としている。
【課題を解決するための手段】
【0010】
第1の発明は、
溶接施工を行う複数の区間が記憶された作業プログラムに基づいて溶接トーチを移動させ、前記溶接トーチが前記区間の開始位置に到達する時刻から予め定めたプリフロー時間だけ遡った時刻にシールドガスの出力を開始し、前記プリフロー時間が経過した後に溶接を開始して前記区間の終了位置で溶接を終了する工程を、前記複数の区間毎に順次実行するアーク溶接ロボットの制御装置において、
前記シールドガスの停止から出力までの間隔時間と、前記シールドガスの流量が許容値に到達する許容流量到達時間との関係を定めたガス流量特性テーブルを記憶する記憶手段と、
溶接中に前記作業プログラムを先行解釈して次の区間が存在しているときは溶接終了から次回の溶接開始までの所要時間を算出する所要時間算出手段と、
前記所要時間を前記ガス流量特性テーブルに入力し、前記所要時間内に前記許容流量到達時間を確保できるか否かを判定する判定手段と、
前記間隔時間と前記許容流量到達時間の和が前記所要時間となるときの許容流量到達時間を修正プリフロー時間として算出するプリフロー時間算出手段と、
前記判定手段が前記所要時間内に前記許容流量到達時間を確保できると判定したときは前記修正プリフロー時間に応じたタイミングで前記シールドガスの出力を開始する溶接制御手段と、
を備えたことを特徴とするアーク溶接ロボットの制御装置である。
【0011】
第2の発明は、前記溶接制御手段は、前記判定手段が前記所要時間内に前記許容流量到達時間を確保できないと判定したときは溶接終了時に前記シールドガスの出力を停止しないことを特徴とする第1の発明に記載のアーク溶接ロボットの制御装置である。
【0012】
第3の発明は、前記プリフロー時間算出手段は、前記間隔時間をX軸、前記許容流量到達時間をY軸とした前記ガス流量特性テーブルの近似線と、前記所要時間を前記X軸および前記Y軸の各切片値とした直線との交点を算出し、この交点のY座標値を前記修正プリフロー時間として算出することを特徴とする第1または第2の発明に記載のアーク溶接ロボットの制御装置である。
【発明の効果】
【0013】
第1の発明によれば、溶接環境に依存する流量変化と、前回の溶接終了からの経過時間による流量変化とを考慮した最適なプリフロー時間を自動的に算出し、このプリフロー時間に基づいたタイミングでシールドガスを出力するようにしている。このことによって、溶接開始時に必要なガス流量を安定させることができる。
【0014】
第2の発明によれば、溶接トーチが次の溶接開始位置に到達するまでの期間にシールドガスを許容流量に到達させることができないと判定したときは、溶接終了時にシールドガスの出力を停止しないようにしている。このことによって、第1の発明が奏する効果に加えて、溶接開始時に必要なガス流量をより一層安定させておくことができる。
【0015】
第3の発明によれば、ガス流量特性テーブルを使って修正プリフロー時間を算出するようにしたことによって、第1および第2の発明が奏する効果に加えて、ガス流量を安定させるための最適なプリフロー時間を容易に算出することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態に係るアーク溶接ロボットの構成図である。
【図2】本発明に係るロボット制御装置の内部構成を示す機能ブロック図である。
【図3】ガス流量特性テーブルの一例を示すグラフである。
【図4】作業プログラム解析部の処理の流れを説明するためのフローチャートである。
【図5】ガス流量特性テーブルに基づいて所要時間内にシールドガスが許容流量に到達するか否かを判定するとともに修正プリフロー時間を算出する概念を説明するための図である。
【図6】ガスの突流の様子を説明するための図である。
【発明を実施するための形態】
【0017】
発明の実施の形態を実施例に基づき図面を参照して説明する。
【0018】
図1は、本発明に係るアーク溶接ロボット1の構成図である。同図に示すように、アーク溶接ロボット1は、マニピュレータ14、ティーチペンダント15、ロボット制御装置16および溶接電源3によって大略構成される。
【0019】
同図において、マニピュレータ14は、ワーク2に対してアーク溶接を自動で行うものであり、複数のアーム部および手首部と、これらを回転駆動するための複数のサーボモータ(いずれも図示せず)とによって構成されている。このマニピュレータ14の上アームの先端部分には、溶接トーチ7が取り付けられている。溶接トーチ7は、ワイヤリール(図示せず)に巻回された直径1mm程度の溶接ワイヤ13を、ワーク2上の教示された溶接線に導くためのものである。
【0020】
ティーチペンダント15は、溶接加工を行う区間の各教示点、溶接条件(溶接電流、溶接電圧および溶接速度等)を、作業プログラムDwとして入力したり、プリフロー時間Ptを予め設定したりするためのものであり、これらは後述するハードディスク22に記憶される。
【0021】
ロボット制御装置16は、ティーチペンダント15から入力された作業プログラムDwに基づいてマニピュレータ14に動作制御信号Mcを出力したり、溶接電源3に溶接制御信号Wsを出力したりするものである。
【0022】
溶接電源3は、ロボット制御装置16からのガス出力制御信号Gsを入力として、後述するガス電磁弁19に対し、溶接トーチ7からシールドガスを噴出させるための電磁弁制御信号Dsを出力する。また、ロボット制御装置16からの溶接制御信号Wsを入力として、溶接トーチ7とワーク2との間の電力供給を開始するアークスタート処理を行う。ガス電磁弁19は、電磁弁制御信号Dsを入力として、ガスシリンダ20からシールドガスを溶接トーチ7へ供給する。
【0023】
図2は、ロボット制御装置16の内部構成を示す機能ブロック図である。ロボット制御装置16は、マイクロコンピュータおよび各種メモリ等によって構成されており、より詳細には、作業プログラム解析部21、ハードディスク22、軌道計画部23、RAM8、バッファ24、サーボ制御部25、サーボ駆動部26、現在位置監視部27および溶接制御部28を備えている。
【0024】
記憶手段に相当するハードディスク22は不揮発性メモリであり、作業プログラムDw、プリフロー時間Pt等の溶接制御パラメータおよびガス流量特性テーブルGtが予め記憶されている。ガス流量特性テーブルGtとは、シールドガスの停止から出力までの間隔時間と、ガス流量が許容値に到達する許容流量到達時間との関係が予め定められたデータのことである。このガス流量特性テーブルGtの詳細については後述する。
【0025】
作業プログラム解析部21は、ハードディスク22に格納されている作業プログラムDwを教示ステップごとに読み出し、その内容を解析するものである。例えば、作業プログラム解析部21は、作業プログラム中に含まれている移動命令(座標、速度情報等のデータからなる)を読み出し、それを軌道計画部23に通知する。さらに、ガス出力を開始する教示ステップを求めるとともに、予め定められたプリフロー時間Ptを参照して、ガス出力を開始するタイミングを求めて、軌道計画部23に通知する。作業プログラム解析部21は、所要時間算出手段、判定手段、プリフロー時間算出手段に相当する。
【0026】
軌道計画部23は、作業プログラム解析部21から送られる各種の移動命令をバッファ24に格納するものである。この移動命令には、ガス出力のタイミング等も付与されている。また、軌道計画部23は、バッファ24に格納された移動命令を読み出し、それに基づいて溶接トーチ7の軌道計画を立案して、マニピュレータ14の各モータの回転角、回転速度等の情報をサーボ制御部25に対して通知する。
【0027】
バッファ24は、いわゆる先入れ先出し(FIFO:first-in first-out)用のメモリからなり、軌道計画部23から送られた移動命令を格納するものである。
【0028】
サーボ制御部25は、軌道計画部23から送られる軌道計画に基づいて、マニピュレータ14の各モータを回転駆動すべく駆動信号をサーボ駆動部26に送るものである。また、サーボ制御部25は、図示しないエンコーダからの出力を取得して、現在位置監視部27にその情報を送るものである。
【0029】
サーボ駆動部26は、サーボ制御部25からの指令に基づいて各モータに対して動作制御信号Mcを出力するものである。
【0030】
現在位置監視部27は、マニピュレータ14の各モータに設けられた図示しないエンコーダからの検出信号により、溶接トーチ7の現在位置を監視するものである。
【0031】
溶接制御手段としての溶接制御部28は、現在位置監視部27からの各種命令を適切な処理タイミングで溶接電源3に出力することで、溶接トーチ7による溶接およびシールドガスの噴出を行わせるものである。より具体的には、溶接制御部28は、現在位置監視部27から指定された処理タイミングで溶接電源3に対してシールドガスを噴出させるためのガス出力制御信号Gsを出力する。溶接電源3は、この信号に基づいて電磁弁制御信号Dsを出力してガス電磁弁19の開閉制御を行う。また、溶接制御部28は、現在位置監視部27からの溶接制御命令に基づいて溶接電源3によって溶接が行われるための溶接制御信号Wsを出力する。
【0032】
サーボ駆動部26は、サーボ制御部25からの駆動命令に基づいてマニピュレータ14の各モータに対して動作制御信号Mcを送るものである。
【0033】
次に、アーク溶接ロボット1の動作について説明する。ロボット制御装置16に起動信号が入力されると作業プログラム解析部21が作業プログラムDwを解釈して軌道計画等の演算を行い、演算結果に基づいてマニピュレータ14の各モータに動作制御信号Mcを出力するとともに、溶接電源3にガス出力制御信号Gs、溶接制御信号Ws等を出力する。この結果、マニピュレータ14の複数の軸がそれぞれ回転し、溶接開始位置へ到達する時刻よりも予め定められたプリフロー時間Ptだけ遡った時刻にガスの出力が開始される。ガス出力を行いながら溶接トーチ7が溶接開始位置へ到達すると溶接を開始し、溶接終了位置まで溶接トーチ7を移動させてから溶接を終了し、アフターフロー制御を行った後にガスの出力を停止する。ここまでの一連の動作は、上述した従来技術と同様である。
【0034】
作業プログラムDwに溶接施工を行う複数の溶接区間が教示されている場合は、上述した一連の工程を複数の溶接区間毎に順次実行することになるが、本発明では、次の溶接区間の溶接開始時においてプリフロー制御の開始タイミングを調整するために、以下の構成を有している。
【0035】
まず、ガス流量特性テーブルについて説明する。ガス流量特性テーブルGtは、記憶手段としてのハードディスク22に記憶されている。
【0036】
図3は、ガス流量特性テーブルの一例を示すグラフである。同図において、X軸は、前回のガスOFFから次のガスONまでの間隔時間[秒](以下ではガスOFF/ON間隔時間と呼ぶ)を示している。このガスOFF/ON間隔時間は、複数の溶接区間を連続して溶接する場合の、ガス出力停止から次回のガス出力開始までの所要時間と等価である。Y軸は、ガスOFFから次のガスONまでの時間に応じて、ガス流量が許容値に到達するまでの時間(以下では許容流量到達時間と呼ぶ)を示している。
【0037】
同図では、ガスの設定流量が、16〜20リットル/分である場合のガスOFF/ON間隔時間と、ガス流量が許容値に到達する許容流量到達時間との関係を、近似線Ka〜Keによって各々示している。同図の網掛け領域は、許容流量到達時間がガスOFF/ON間隔時間よりも長い部分を示している。言い換えると、ガスOFF/ON間隔時間が短いために、許容流量に到達させるのに必要な時間が確保できない領域を示している。例えば、設定流量が18リットル/分の場合の近似線Kcを見ると、ガスOFF/ON間隔時間が1秒のとき、許容流量到達時間は約1.1秒である。すなわち、許容流量に到達させるためのガスOFF/ON間隔時間が不足していることを示している。これとは逆に、網掛けの外側領域は、ガスOFF/ON間隔時間が2.0秒のとき、許容流量到達時間は約1.5秒である。すなわち、許容流量に到達させるためのガスOFF/ON間隔時間が確保できることを示している。
【0038】
なお、上記ガス流量特性テーブルGtで示されるデータは、実際の溶接環境下(ガス圧、配管長、設定流量等)で取得したデータである。様々な溶接環境下で取得したデータを複数用意しておき、その中から、実際の溶接環境下に応じたデータを予め1つ選択できるようにしておくことが望ましい。実際の溶接環境と一致するデータが存在しない場合は、近接する2つのデータから直線補間などの近似式を使用し、該当するデータが作り出されるようにしてすれば良い。
【0039】
次に、上述したガス流量特性テーブルGtを使って、次の溶接区間の溶接開始時においてプリフロー制御の開始タイミングを調整するための修正プリフロー時間Ptnの算出処理について説明する。この処理は作業プログラム解析部21が行う。
【0040】
図4は、作業プログラム解析部21の処理の流れを説明するためのフローチャートである。このフローチャートを参照して、作業プログラム解析部21の処理の詳細について説明する。
【0041】
(1.先行解析処理)
まず、先行解析処理について説明する。同図のステップS11において、作業プログラムDwの1教示ステップを先行して読み出す。ステップS12において、読み出した教示ステップが溶接終了命令か否かを判定する。溶接終了命令である場合は、さらに先行解析するために後述するステップS13に移行する。溶接終了命令でない場合は、ステップS21に移行する。ステップS21において解析結果を軌道計画部23に通知する。さらにステップS22で次教示ステップを解釈するためにステップ数を+1して処理を終了する。
【0042】
(2.所要時間算出処理)
ステップS13からステップS19までは、溶接終了から次回の溶接開始までの所要時間を算出するための処理となる。なお、ここで述べる溶接終了から次回の溶接開始までの所要時間とは、溶接終了位置におけるアフターフロー制御が終了してから溶接トーチ7が移動を開始し、次回の溶接開始位置まで到達するまでの所要時間を指している。以下では、この所要時間算出処理について説明する。
【0043】
ステップS13において、時間計測するためのカウンタ(Td)を0にする。ステップS14において、次の教示ステップを読み出して解析する。ステップS15において、読み出した教示ステップが溶接開始命令か否かを判定する。溶接開始命令であると判定した場合は、修正プリフロー時間Ptnを算出するために後述するステップS31に移行する。溶接開始命令でないと判定した場合は、ステップS16に移行する。
【0044】
ステップS16において、移動命令か否かを判定する。移動命令でないと判定した場合はステップS14に戻り、さらに次の教示ステップを先行解析する。移動命令であると判定した場合は、ステップS17に移行する。ステップS17において、当該移動命令の教示位置に溶接トーチ7を移動させるための移動時間Tmvを算出する。続くステップS18において、カウンタTdを更新する。この更新後のカウンタは、溶接終了から次回の溶接開始までの所要時間Tdとなる。さらにステップS19において、先行して解析した情報を、RAM8に記憶する。この後は、ステップS14に戻り、ステップS15で溶接開始命令を読み出すまでステップS15〜S19を繰り返すことになる。なお、上記した移動命令には、溶接トーチ7を次の教示点へ移動させる補間命令や、溶接トーチ7を教示点で所定時間だけ待機させるタイマ命令を含むものとする。
【0045】
(3.判定処理)
ステップS31において、カウントした所要時間Tdをガス流量特性テーブルGtに入力し、所要時間Td内にシールドガスが許容流量に到達するための時間を確保できるか否かを判定する。以下、この判定処理について説明する。
【0046】
図5は、ガス流量特性テーブルGtに基づいて所要時間Td内にシールドガスが許容流量に到達するか否かを判定するとともに修正プリフロー時間を算出する概念を説明するための図である。同図を参照して、ガスの設定流量が18リットル/分であり、溶接終了から次回溶接開始までの所要時間が3秒であった場合を例に、判定処理および修正プリフロー時間の算出処理について説明する。
【0047】
ガス流量特性テーブルGtに対して、溶接終了から次回溶接開始までの所要時間(3秒)をX軸およびY軸の各切片値とする直線Lを引くと、設定流量が18リットル/分のときの近似線Kcの交点Cが求まる。そして、交点Cが網掛け領域の外側に位置する場合は、許容流量到達時間が確保できると判定する。交点Cが網掛け領域の内側に位置する場合は、許容流量到達時間が確保できないと判定する。
【0048】
(3.1 許容流量到達時間が確保できると判定した場合)
上記ステップS31で許容流量到達時間を確保できると判定した場合は、ステップS41に移行し、修正プリフロー時間の算出処理を行う。この修正プリフロー時間の算出処理について、図5を参照して説明する。
【0049】
図5で算出した交点Cは、ガスOFF/ON間隔時間と許容流量到達時間との和が、溶接終了から次回溶接開始までの所要時間に等しくなる点である。言い換えると、溶接終了から次回溶接開始までの所要時間を、交点Cを基準に許容流量到達時間とガスOFF/ON間隔時間とに分けることにより、ガスOFF/ON間隔時間による流量変化を考慮した許容流量到達時間を求めることができる。したがって、交点CのY座標値である許容流量到達時間を、修正プリフロー時間Ptnとする。交点CのX座標値は、ガスOFF/ON間隔時間Gkとなる。
【0050】
修正プリフロー時間Ptnの算出処理が完了した後は、ステップS42において、溶接終了命令を解析し、この命令の実行タイミングでガスの出力を停止するためのパラメータを付与して、軌道計画部23に通知する。続くステップS43において、算出した修正プリフロー時間Ptnに基づき、プリフロー制御の開始タイミングを軌道計画部23に通知する。この後は、ステップS33に移行する。なお、上記したプリフロー制御の開始タイミングは、溶接終了命令によるガス停止時刻からガスOFF/ON間隔時間Gkだけ経過した時刻、あるいは次の溶接開始位置に到達する時刻から修正プリフロー時間Ptnだけ遡った時刻のどちらでも良い。
【0051】
(3.2 許容流量到達時間が確保できないと判定した場合)
上記したステップS31で、許容流量到達時間を確保できないと判定した場合は、ステップS32に移行する。ステップS32において、溶接終了命令を解析し、この命令の実行タイミングでガスの出力を継続させるためのパラメータを付与して、軌道計画部23に通知する。
【0052】
(4.先行解析情報の通知処理)
ステップS16〜S18で先行解析された教示ステップの情報は、ステップS19でバッファ24に記憶されたままであり、まだ軌道計画部23に通知していない。そこで、ステップS33において、バッファ24に記憶された先行解析情報を軌道計画部23に通知する。そして、ステップS34で、教示ステップを溶接開始命令に進める。
【0053】
以上説明した処理を行うことによって、次の溶接区間の溶接開始までに許容流量到達時間を確保できる場合は、プリフロー制御の開始タイミングを調整するための修正プリフロー時間Ptnが算出される。この後は、軌道計画部23が作業プログラム解析部21から送られた解析情報に基づいて、溶接トーチ7の軌道計画を立案し、マニピュレータ14の各モータの回転角、回転速度等の情報をサーボ制御部25に対して通知する。サーボ制御部25は、軌道計画部23から送られる軌道計画に基づいて、マニピュレータ14の各モータを回転駆動すべく駆動信号をサーボ駆動部26に送る。サーボ駆動部26は、サーボ制御部25からの指令に基づいて各モータに対して動作制御信号Mcを出力する。
【0054】
そして、溶接制御部28が、現在位置監視部27から指定された処理タイミングで溶接電源3に対してシールドガスを噴出させるためのガス出力制御信号Gsを出力する。溶接電源3は、この信号に基づいて電磁弁制御信号Dsを出力してガス電磁弁19の開制御を行う。すなわち、溶接トーチ7が溶接開始位置に到達する時刻から修正プリフロー時間Ptnだけ遡った時刻にシールドガスの出力が開始される。
【0055】
次の溶接区間の溶接開始までに許容流量到達時間を確保できない場合は、シールドガスの出力を停止させずに、次の溶接開始位置まで移動して溶接を行う。
【0056】
以上説明したように、溶接環境に依存する流量変化と、前回の溶接終了からの経過時間による流量変化とを考慮した最適な修正プリフロー時間Ptnを自動的に算出し、この修正プリフロー時間Ptnに基づいたタイミングでシールドガスを出力するようにしている。このことによって、溶接開始時に必要なガス流量を常に安定させておくことができる。また、作業者が不必要に長いプリフロー時間を設定しておく必要がないので、タクトタイムを短縮することもできる。ところで、ガス流量を溶接開始位置で常に安定させておくには、溶接終了位置から継続してシールドガスを噴出し続けることが考えられるが、前回の溶接終了からの経過時間が長い場合は、噴出し続けることによってシールドガスを無駄に消費してしまうことになる。本発明では、必要最小限の消費量を使って溶接開始位置におけるガス流量を維持することができるので、ガスの消費量を抑制することもできる。
【0057】
さらに、溶接トーチ7が次の溶接開始位置に到達するまでの期間にシールドガスを許容流量に到達させることができないと判定したときは、溶接終了時にシールドガスの出力を停止しないようにしている。このことによって、溶接開始時に必要なガス流量をより一層安定させておくことができる。
【0058】
さらに、ガス流量特性テーブルGtを使って修正プリフロー時間Ptnを算出するようにしたことによって、ガス流量を安定させるための最適な修正プリフロー時間Ptnを容易に算出することができる。
【符号の説明】
【0059】
1 アーク溶接ロボット
2 ワーク
3 溶接電源
7 溶接トーチ
13 溶接ワイヤ
14 マニピュレータ
15 ティーチペンダント
16 ロボット制御装置
19 ガス電磁弁
20 ガスシリンダ
21 作業プログラム解析部
22 ハードディスク
23 軌道計画部
24 バッファ
25 サーボ制御部
26 サーボ駆動部
27 現在位置監視部
28 溶接制御部
C 交点
Ds 電磁弁制御信号
Dw 作業プログラム
Gs ガス出力制御信号
Gt ガス流量特性テーブル
Gk ガスOFF/ON間隔時間
Ka〜Ke 近似線
L 直線
Mc 動作制御信号
Pt プリフロー時間
Ptn 修正プリフロー時間
Td 所要時間
Tmv 移動時間
Ws 溶接制御信号
【特許請求の範囲】
【請求項1】
溶接施工を行う複数の区間が記憶された作業プログラムに基づいて溶接トーチを移動させ、前記溶接トーチが前記区間の開始位置に到達する時刻から予め定めたプリフロー時間だけ遡った時刻にシールドガスの出力を開始し、前記プリフロー時間が経過した後に溶接を開始して前記区間の終了位置で溶接を終了する工程を、前記複数の区間毎に順次実行するアーク溶接ロボットの制御装置において、
前記シールドガスの停止から出力までの間隔時間と、前記シールドガスの流量が許容値に到達する許容流量到達時間との関係を定めたガス流量特性テーブルを記憶する記憶手段と、
溶接中に前記作業プログラムを先行解釈して次の区間が存在しているときは溶接終了から次回の溶接開始までの所要時間を算出する所要時間算出手段と、
前記所要時間を前記ガス流量特性テーブルに入力し、前記所要時間内に前記許容流量到達時間を確保できるか否かを判定する判定手段と、
前記間隔時間と前記許容流量到達時間の和が前記所要時間となるときの許容流量到達時間を修正プリフロー時間として算出するプリフロー時間算出手段と、
前記判定手段が前記所要時間内に前記許容流量到達時間を確保できると判定したときは前記修正プリフロー時間に応じたタイミングで前記シールドガスの出力を開始する溶接制御手段と、
を備えたことを特徴とするアーク溶接ロボットの制御装置。
【請求項2】
前記溶接制御手段は、前記判定手段が前記所要時間内に前記許容流量到達時間を確保できないと判定したときは溶接終了時に前記シールドガスの出力を停止しないことを特徴とする請求項1記載のアーク溶接ロボットの制御装置。
【請求項3】
前記プリフロー時間算出手段は、前記間隔時間をX軸、前記許容流量到達時間をY軸とした前記ガス流量特性テーブルの近似線と、前記所要時間を前記X軸および前記Y軸の各切片値とした直線との交点を算出し、この交点のY座標値を前記修正プリフロー時間として算出することを特徴とする請求項1または2記載のアーク溶接ロボットの制御装置。
【請求項1】
溶接施工を行う複数の区間が記憶された作業プログラムに基づいて溶接トーチを移動させ、前記溶接トーチが前記区間の開始位置に到達する時刻から予め定めたプリフロー時間だけ遡った時刻にシールドガスの出力を開始し、前記プリフロー時間が経過した後に溶接を開始して前記区間の終了位置で溶接を終了する工程を、前記複数の区間毎に順次実行するアーク溶接ロボットの制御装置において、
前記シールドガスの停止から出力までの間隔時間と、前記シールドガスの流量が許容値に到達する許容流量到達時間との関係を定めたガス流量特性テーブルを記憶する記憶手段と、
溶接中に前記作業プログラムを先行解釈して次の区間が存在しているときは溶接終了から次回の溶接開始までの所要時間を算出する所要時間算出手段と、
前記所要時間を前記ガス流量特性テーブルに入力し、前記所要時間内に前記許容流量到達時間を確保できるか否かを判定する判定手段と、
前記間隔時間と前記許容流量到達時間の和が前記所要時間となるときの許容流量到達時間を修正プリフロー時間として算出するプリフロー時間算出手段と、
前記判定手段が前記所要時間内に前記許容流量到達時間を確保できると判定したときは前記修正プリフロー時間に応じたタイミングで前記シールドガスの出力を開始する溶接制御手段と、
を備えたことを特徴とするアーク溶接ロボットの制御装置。
【請求項2】
前記溶接制御手段は、前記判定手段が前記所要時間内に前記許容流量到達時間を確保できないと判定したときは溶接終了時に前記シールドガスの出力を停止しないことを特徴とする請求項1記載のアーク溶接ロボットの制御装置。
【請求項3】
前記プリフロー時間算出手段は、前記間隔時間をX軸、前記許容流量到達時間をY軸とした前記ガス流量特性テーブルの近似線と、前記所要時間を前記X軸および前記Y軸の各切片値とした直線との交点を算出し、この交点のY座標値を前記修正プリフロー時間として算出することを特徴とする請求項1または2記載のアーク溶接ロボットの制御装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−156578(P2011−156578A)
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願番号】特願2010−21713(P2010−21713)
【出願日】平成22年2月3日(2010.2.3)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願日】平成22年2月3日(2010.2.3)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]