
アーク溶接制御方法
【課題】 直流パルスアーク溶接において、磁気吹きによるビード外観の悪化を抑制する。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流から形成される溶接電流を通電して直流パルスアーク溶接するアーク溶接制御方法において、ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所Ps2−Pe2を判別して記憶する直流パルスアーク溶接によるテスト溶接を行い、実施工時に、記憶された磁気吹き発生溶接個所以外の溶接個所Ps1−Pe1、Ps3−Pe3を溶接するときは前記直流パルスアーク溶接によって溶接し、記憶された磁気吹き発生溶接個所Ps2−Pe2を溶接するときは溶接法を直流パルスアーク溶接から交流パルスアーク溶接に自動的に切り換えて溶接を行う。交流パルスアーク溶接は磁気吹きによるアーク切れが発生しにくいので、ビード外観を良好に保つことができる。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流から形成される溶接電流を通電して直流パルスアーク溶接するアーク溶接制御方法において、ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所Ps2−Pe2を判別して記憶する直流パルスアーク溶接によるテスト溶接を行い、実施工時に、記憶された磁気吹き発生溶接個所以外の溶接個所Ps1−Pe1、Ps3−Pe3を溶接するときは前記直流パルスアーク溶接によって溶接し、記憶された磁気吹き発生溶接個所Ps2−Pe2を溶接するときは溶接法を直流パルスアーク溶接から交流パルスアーク溶接に自動的に切り換えて溶接を行う。交流パルスアーク溶接は磁気吹きによるアーク切れが発生しにくいので、ビード外観を良好に保つことができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、磁気吹きによる溶接状態の不安定を抑制することができるアーク溶接制御方法に関するものである。
【背景技術】
【0002】
消耗電極式直流パルスアーク溶接は、鉄鋼等の溶接に広く使用されている。この直流パルスアーク溶接では、ピーク期間中は臨界値以上の大電流値のピーク電流を通電し、ベース期間中は臨界値未満の小電流値のベース電流を通電し、これらの通電を1パルス周期として繰り返して溶接が行われる。直流パルスアーク溶接では、1パルス周期1溶滴移行状態となるので、溶滴移行状態が安定しているために、スパッタの発生が少なく、美しいビード外観を得ることができる。以下、この直流パルスアーク溶接について図面を参照して説明する。
【0003】
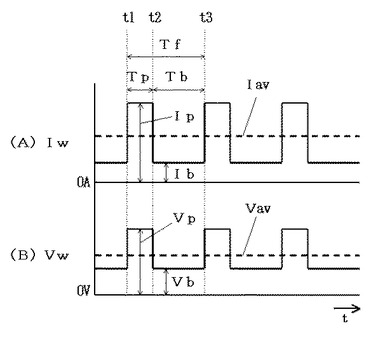
図4は、直流パルスアーク溶接における一般的な電流・電圧波形図である。同図(A)は溶接電流Iwの時間変化を示し、同図(B)は溶接電圧Vwの時間変化を示す。以下、同図を参照して説明する。
【0004】
時刻t1〜t2のピーク期間Tp中は、同図(A)に示すように、溶接ワイヤから溶滴を移行させるために臨界値以上の大電流値のピーク電流Ipが通電し、同図(B)に示すように、溶接ワイヤと母材との間にアーク長に比例したピーク電圧Vpが印加する。直径1.2mmの鉄鋼ワイヤの臨界値は、280A程度である。
【0005】
時刻t2〜t3のベース期間Tb中は、同図(A)に示すように、溶滴を形成しないようにするために臨界値未満の小電流値のベース電流Ibが通電し、同図(B)に示すように、ベース電圧Vbが印加する。時刻t1〜t3までの期間を1周期(パルス周期Tf)として繰り返して溶接が行われる。
【0006】
ところで、良好な直流パルスアーク溶接を行うためには、アーク長を適正値に維持することが重要である。アーク長を適正値に維持するために以下のようなアーク長制御(溶接電源の出力制御)が行われる。アーク長は、同図(B)で破線で示す溶接電圧平均値Vavと略比例関係にある。このために、溶接電圧平均値Vavを検出し、この検出値が適正アーク長に相当する溶接電圧設定値と等しくなるように同図(A)の破線で示す溶接電流平均値Iavを変化させる出力制御を行う。溶接電圧平均値Vavが溶接電圧設定値よりも大きいときはアーク長が適正値よりも長いときであるので、溶接電流平均値Iavを小さくしてワイヤ溶融速度を小さくしアーク長が短くなるようにする。他方、溶接電圧平均値Vavが溶接電圧設定値よりも小さいときはアーク長が適正値よりも短いときであるので、溶接電流平均値Iavを大きくしてワイヤ溶融速度を大きくしアーク長が長くなるようにする。上記の溶接電圧平均値Vavとしては、一般的に溶接電圧Vwをローパスフィルタを通した値(平均値、平滑値)が使用される。また、溶接電流平均値Iavを変化させる手段として、パルス周期Tfを変化させることが行われている。すなわち、溶接電圧平均値Vavが溶接電圧設定値と等しくなるようにパルス周期Tfをフィードバック制御(アーク長制御)している。このときに、ピーク期間Tp、ピーク電流Ip及びベース電流Ibは所定値に設定される。ピーク期間Tpは1.0〜1.5ms程度に設定され、ピーク電流Ipは500〜600A程度に設定され、ベース電流Ibは20〜60A程度に設定される。ピーク期間Tpとピーク電流Ipとの組合せはユニットパルス条件と呼ばれており、1パルス周期1溶滴移行状態になるように設定される。このアーク長制御の方式は、周波数変調制御と呼ばれる。これ以外のアーク長制御の方式としては、パルス幅変調制御がある。パルス幅変調制御では、パルス周期Tf、ピーク電流Ip及びベース電流Ibが所定値に設定され、溶接電圧平均値Vavが電圧設定値と等しくなるようにピーク期間Tp(パルス幅)がフィードバック制御される。
【0007】
直流パルスアーク溶接を含む消耗電極式アーク溶接においては、アーク及び母材を通電する溶接電流によってアーク周辺部に磁界が形成されて、この磁界からアークは力を受けて偏向する場合がある。このような状態を、一般的に磁気吹き又はアークブローと呼んでいる。磁気吹きが発生するかは、母材に通電する溶接電流によって形成される磁界の形態によって決まる。溶接している部分が母材の端部から離れているときには、磁界は対称形状に形成されることが多いために、アークは磁界から偏った力を受けることがないので、磁気吹きは発生しにくい。他方、溶接している部分が母材の端部に近いときは、磁界は非対称形状に形成されるために、アークは磁界から偏った力を受けることになり、磁気吹きが発生しやすくなる。したがって、母材の端部の近くとなることが多い溶接開始部分及び溶接終了部分では、磁気吹きが発生しやすい。消耗電極アークの中でも、直流パルスアーク溶接は磁気吹きが発生しやすい。直流パルスアーク溶接では、大電流値のピーク電流Ipが通電しているときは強い磁界が形成され、小電流値のベース電流Ibが通電しているときは弱い磁界が形成されている。直流パルスアーク溶接では、この磁界の強さの変化が大きいこと、かつ、ベース電流Ibが小さいので磁界から偏った力を受けると直ぐにアークが偏向すること、が原因となって磁気吹きが発生しやすい。したがって、直流パルスアーク溶接では、磁気吹きによるアークの偏向は、ベース期間Tb中に発生しやすい。
【0008】
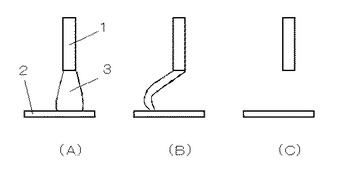
図5は、磁気吹きが発生したときのアーク状態を示す図である。同図(A)に示すように、溶接ワイヤ1と母材2との間に通常のアーク3が発生している。この状態で磁気吹きが発生すると、同図(B)に示すように、アーク3は磁界からの力によって大きく偏向し、アーク長が長くなる。さらに偏向が大きくなると、同図(C)に示すように、アークを維持することができなくなりアーク切れが発生する。直流パルスアーク溶接では、ピーク期間中は大電流が通電するのでアークの硬直性が強く、磁界からの力が作用してもアークはほとんど偏向しない。他方、ベース期間中は小電流が通電するのでアークの硬直性が弱く、磁界からの力によって大きく偏向する。したがって、磁気吹きが発生してアーク切れが生じるのは、ほとんどベース期間中である。磁気吹きによるアーク切れが多数回発生すると、アーク発生状態が不安定となり、スパッタの大量発生、ビード外観の著しい悪化等が生じる。したがって、直流パルスアーク溶接においては、磁気吹きによるアーク切れを抑制することは良好な溶接品質を得るために重要である。
【0009】
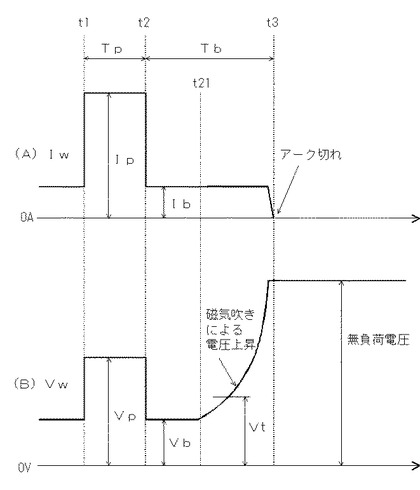
図6は、直流パルスアーク溶接において磁気吹きが発生したときの電流・電圧波形図である。同図(A)は溶接電流Iwの時間変化を示し、同図(B)は溶接電圧Vwの時間変化を示す。以下、同図を参照して説明する。
【0010】
時刻t1〜t2のピーク期間Tp中は、同図(A)に示すように、臨界値以上のピーク電流Ipが通電し、同図(B)に示すように、アーク長に略比例したピーク電圧Vpが印加する。時刻t2以降のベース期間Tb中は、同図(A)に示すように、臨界値未満のベース電流Ibが通電し、同図(B)に示すように、アーク長に略比例したベース電圧Vbが印加する。
【0011】
時刻t21において、磁気吹きが発生してアークが偏向すると、同図(B)に示すように、アークの偏向に伴ってアーク長が長くなり、ベース電圧Vbが次第に上昇して大きくなる。一方、同図(A)に示すように、ベース電流Ibは定電流制御されているので一定値のままである。時刻t3において、磁気吹きによるアークの偏向がさらに大きくなると、アーク長が非常に長くなるためにアークを維持することができなくなり、アーク切れが発生する。アーク切れが発生すると、同図(A)に示すように、溶接電流Iwは通電しなくなり、同図(B)に示すように、溶接電圧Vwは出力最大電圧の無負荷電圧となる。
【0012】
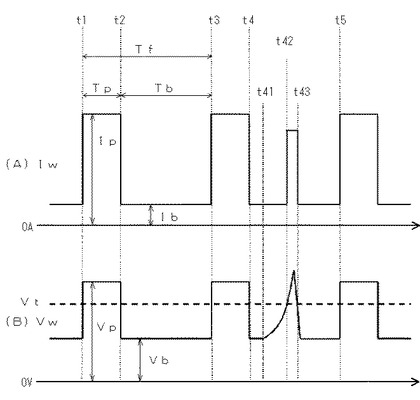
図7は、特許文献1に開示された磁気吹きによるアーク切れを防止するための磁気吹き対策制御を示す電流・電圧波形図である。同図(A)は溶接電流Iwの時間変化を示し、同図(B)は溶接電圧Vwの時間変化を示す。同図において時刻t1〜t3のパルス周期中は磁気吹きが発生していない安定した溶接状態のときを示しており、続く時刻t3〜t5のパルス周期中は磁気吹きが発生した溶接状態のときを示している。
【0013】
時刻t1〜t3のパルス周期中は、磁気吹きが発生していないために、安定した溶接状態にある。この期間中の動作については、上述した図4と同一であるので、説明は省略する。
【0014】
時刻t3〜t4のピーク期間Tp中は、同図(A)に示すように、ピーク電流Ipが通電し、同図(B)に示すように、ピーク電圧Vpが印加する。時刻t4からベース期間Tbが開始し、同図(A)に示すように、ベース電流Ibが通電し、同図(B)に示すように、通常値のベース電圧Vbが印加する。このベース期間Tb中の時刻t41において、磁気吹きが発生してアークが偏向したためにアーク長が長くなり、同図(B)に示すように、ベース電圧Vbが上昇して高くなる。そして、時刻t42において、ベース電圧Vbの値が、破線で示す予め定めた基準電圧値Vt以上になる。ベース電圧値Vbが上記の基準電圧値Vt以上になったことを判別すると、同図(A)に示すように、ベース電流Ibの値を通常値よりも増加させて200A以上にする。時刻t42〜t43の期間中は、ベース電圧値Vbが上記の基準電圧値Vt以上になっている。この期間中は、同図(A)に示すように、200A以上に増加されたベース電流が通電する。
【0015】
時刻t42〜t43の期間中は、ベース電流Ibの値が200A以上に増加するので、アークがワイヤ送給方向に発生する性質である硬直性が強くなるために、アークの偏向が正常な状態に戻されることになる。このために、同図(B)に示すように、時刻t43において、ベース電圧値Vbは上記の基準電圧値Vt未満になり、その後は急速に減少して通常値に戻る。したがって、磁気吹きは、時刻t41に発生して、時刻t43の直後に解消される。時刻t43において、同図(A)に示すように、ベース電流Ibの値は通常値に戻る。時刻t43〜t5の残りのベース期間Tb中は、同図(A)に示すように、ベース電流Ibの値は通常値のままであり、同図(B)に示すように、通常値のベース電圧値Vbが印加する。この期間のアークは、磁気吹きが発生していないので、安定した状態にある。
【0016】
上記において、基準電圧値Vtは、磁気吹きが発生していない状態でのベース電圧値Vbの変動を考慮して、溶接条件に応じて適正値に設定する。例えば、ベース電圧Vbの変動は、ピーク電圧値Vpまで及ぶことはないので、基準電圧値Vtをピーク電圧値Vpに近い値に設定する。また、ベース電圧Vbと基準電圧値Vtとの比較にあたって、ヒステリシスを持たせるようにしても良い。すなわち、ベース電圧Vbが通常値から上昇していくときの基準値を第1基準電圧値Vt1とし、ベース電圧Vbが一旦Vt1以上になりその後に下降するときの基準値を第2基準電圧値Vt2とするものである。このときに、Vt1>Vt2である。また、ベース電圧Vbの上昇率(微分値=dVw/dt)が基準値に達したことによって磁気吹きの発生を判別し、その後にベース電圧Vbの下降率が基準値に達したことによって磁気吹きの解消を判別するようにしても良い。ベース電圧Vbの上昇による従来から行われている種々の磁気吹きの発生の判別方法を使用することができる。上記の増加したベース電流値は、200〜500A程度の範囲で、アークの偏向を修正することができる値に実験によって設定される。
【0017】
このような磁気吹き対策制御を行うことによって、磁気吹きによるアーク切れを防止することができる。
【先行技術文献】
【特許文献】
【0018】
【特許文献1】特開2004−268081号公報
【発明の概要】
【発明が解決しようとする課題】
【0019】
上述した従来技術では、磁気吹きによるアークの偏向を判別してベース電流を200A以上に増加させることによって、アーク切れの発生を防止することができる。直流パルスアーク溶接では、上述したように、ベース期間中は小電流値のベース電流を通電して溶接ワイヤ先端に溶滴を形成しないようにしている。そして、ピーク期間中において、ワイヤ直径と同程度の溶滴を形成して離脱させるために大電流値のピーク電流を通電している。従来技術の磁気吹き対策制御のように、ベース電流を大幅に増加させると、そのときに溶滴が形成されることになり、安定した溶滴移行状態が乱されることになる。この結果、ベース電流が増加した部分のビード外観が影響を受けることになる。この磁気吹き対策のためにベース電流を増加させたパルス周期が短い期間続く場合には、ビード外観への影響は限定的である。しかし、磁気吹きが激しく発生する溶接個所を溶接するときには、ベース電流を増加させたパルス周期が長い期間連続して続くことになる。このようになると、磁気吹きによるアーク切れを抑制して溶接欠陥の発生を防止することはできるが、ビード外観は悪くなることになる。
【0020】
そこで、本発明では、磁気吹きによるアーク切れを防止すると共に、ビード外観の悪化を抑制することができるアーク溶接制御方法を提供することを目的とする。
【課題を解決するための手段】
【0021】
上述した課題を解決するために、請求項1の発明は、溶接ワイヤを送給すると共に、ピーク期間中のピーク電流及びベース期間中のベース電流から形成される溶接電流を通電する直流パルスアーク溶接によって溶接するアーク溶接制御方法において、
前記ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所を判別して記憶する前記直流パルスアーク溶接によるテスト溶接を行い、
実施工時に、前記記憶された磁気吹き発生溶接個所以外の溶接個所を溶接するときは前記直流パルスアーク溶接によって溶接し、前記記憶された磁気吹き発生溶接個所を溶接するときは溶接法を前記直流パルスアーク溶接から交流パルスアーク溶接に自動的に切り換えて溶接する、
ことを特徴とするアーク溶接制御方法である。
【0022】
請求項2の発明は、前記交流パルスアーク溶接が短絡を伴う交流パルスアーク溶接である、
ことを特徴とする請求項1記載のアーク溶接制御方法である。
【発明の効果】
【0023】
本発明によれば、ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所を判別して記憶する直流パルスアーク溶接によるテスト溶接を行い、実施工時に、記憶された磁気吹き発生溶接個所以外の溶接個所を溶接するときは直流パルスアーク溶接によって溶接し、記憶された磁気吹き発生溶接個所を溶接するときは溶接法を直流パルスアーク溶接から交流パルスアーク溶接に切り換えて溶接を行う。このために、ベース電流を増加させることなく、磁気吹きによるアーク切れを抑制することができるので、ビード外観を良好に保つことができる。
【図面の簡単な説明】
【0024】
【図1】本発明の実施の形態に係るアーク溶接制御方法を説明するために、3つの溶接個所の溶接線を3本の直線として示した図である。
【図2】本発明の実施の形態において、磁気吹き発生溶接個所を交流パルスアーク溶接によって溶接しているときの電流・電圧波形図である。
【図3】本発明の実施の形態に係るアーク溶接制御方法を実施するための溶接装置のブロック図である。
【図4】従来技術における直流パルスアーク溶接の電流・電圧波形図である。
【図5】従来技術において磁気吹きが発生したときのアーク状態を示す図である。
【図6】従来技術の、直流パルスアーク溶接において磁気吹きが発生したときの電流・電圧波形図である。
【図7】従来技術における磁気吹きによるアーク切れを防止するための磁気吹き対策制御を示す電流・電圧波形図である。
【発明を実施するための形態】
【0025】
以下、図面を参照して本発明の実施の形態について説明する。
【0026】
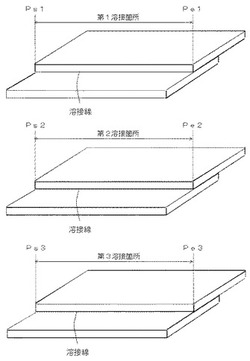
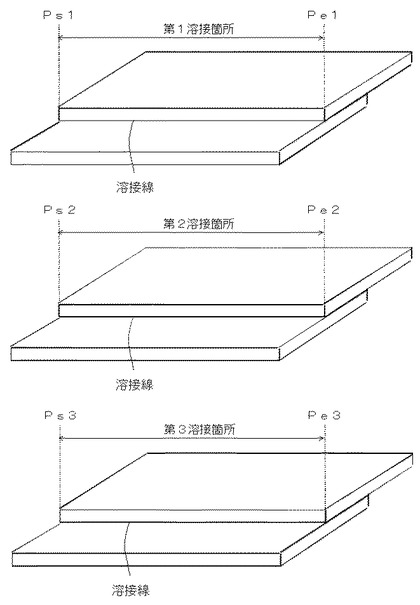
図1は、本発明の実施の形態に係るアーク溶接制御方法を説明するために、3つの溶接個所の溶接線を3本の直線として示した図である。同図において、Ps1は第1溶接個所の第1溶接開始位置を示し、Pe1は第1溶接終了位置を示す。同様に、Ps2は第2溶接個所の第2溶接開始位置を示し、Pe2は第2溶接終了位置を示す。同様に、Ps3は第3溶接個所の第3溶接開始位置を示し、Pe3は第3溶接終了位置を示す。これら第1〜第3溶接個所を、ロボットを使用してアーク溶接を行う。アーク溶接は、テスト溶接と実施工溶接とに分けて行われる。
【0027】
(1)テスト溶接
図7で上述した磁気吹き対策制御を付加した直流パルスアーク溶接によって、第1溶接個所から第3溶接個所まで3個所の溶接を順番に行う。溶接中に磁気吹きの発生を判別した場合は、その溶接個所を記憶する。同図においては、第2溶接個所を溶接しているときに、磁気吹きの発生が判別されたとする。この第2溶接個所を、磁気吹き発生溶接個所と呼ぶことにする。したがって、同図においては、第1溶接個所では磁気吹きは発生せず、第2溶接個所では磁気吹きが発生し、第3溶接個所では磁気吹きが発生しなかったことになる。すなわち、テスト溶接では、複数の溶接個所の中から磁気吹きが発生した溶接個所を判別して記憶する動作を行っている。磁気吹き発生の判別は、上述したように、ベース電圧が基準電圧値以上に上昇したことによって行うことができる。また、ベース電圧の上昇率が基準上昇率以上になったことによって行うこともできる。磁気吹きを判別したときは、上述したように、ベース電流を増加させてアーク切れを防止するようにしている。テスト溶接であるので、ベース電流の増加を行わないようにしても良い。磁気吹き発生溶接個所は、その溶接個所を溶接している期間中に、磁気吹き発生を判別したパルス周期が基準回数以上存在したことによって判別することができる。基準回数は1〜50回程度の範囲で実験によって適正値に設定される。また、磁気吹き発生溶接個所を、その溶接個所を溶接している期間中のパルス周期の総回数に占める、磁気吹き発生を判別したパルス周期の回数の比率が、基準比率以上であることによって判別することもできる。基準比率は5〜20%程度の範囲で実験によって適正値に設定される。また、同図では、磁気吹き発生溶接個所が1つの場合であるが、複数の磁気吹き発生溶接個所が存在する場合がある。
【0028】
(2)実施工溶接
実施工に際して、第1溶接個所は、磁気吹き発生溶接個所ではないので、図7で上述した直流パルスアーク溶接によって溶接が行われる。第2溶接個所は、磁気吹き発生溶接個所であるので溶接法を直流パルスアーク溶接から交流パルスアーク溶接に自動的に切り換えて、溶接が行われる。ここで、交流パルスアーク溶接とは、電極プラス極性と電極マイナス極性とを交互に繰り返す溶接法である。溶接法を交流パルスアーク溶接にすると、磁気吹きによるアーク切れを防止することができる理由については、図2で後述する。第3溶接個所は、再び溶接法を直流パルスアーク溶接に切り換えて、溶接が行われる。したがって、溶接法は、第1溶接個所では直流パルスアーク溶接となり、第2溶接個所である磁気吹き発生溶接個所では交流パルスアーク溶接となり、第3溶接個所では直流パルスアーク溶接となる。交流パルスアーク溶接では、出力極性を切り換える必要があるために、直流パルスアーク溶接に比べてスパッタ発生量が多くなる。しかし、従来技術のようにベース電流を増加させてビード外観が悪くなるよりも、スパッタが少し増える方が溶接品質に与える影響は少ない。磁気吹き発生溶接個所でない第1溶接個所及び第3溶接個所を、直流パルスアーク溶接によって溶接しているのは、このスパッタの増加を避けるためである。本発明では、従来技術とは異なり磁気吹きによるアークの偏向がある程度進行してからベース電流Ibを増加させるのではなく、溶接法を交流パルスアーク溶接に自動的に切り換えることによって磁気吹きによるアーク切れを防止している。このために、ビード外観が悪くなることを抑制することができる。
【0029】
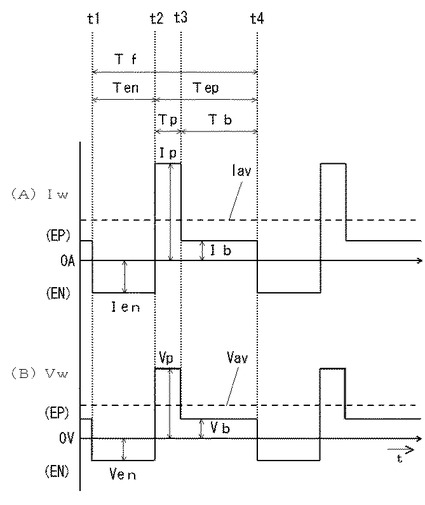
図2は、上述した磁気吹き発生溶接個所を交流パルスアーク溶接によって溶接しているときの電流・電圧波形図である。同図(A)は溶接電流Iwの時間変化を示し、同図(B)は溶接電圧Vwの時間変化を示す。同図において、0A及び0Vから上側が電極プラス極性EP時であり、下側が電極マイナス極性EN時である。溶接ワイヤは、上述した直流パルスアーク溶接と同様に、予め定めた一定の送給速度で送給されている。また、極性切換を円滑にするために、図示は省略するが、短時間の間、数百Vの高電圧を溶接電圧Vwに頂上している。以下、同図を参照して説明する。
【0030】
時刻t1〜t2の電極マイナス極性期間Ten中は、同図(A)に示すように、溶滴を成長させないために臨界値未満の電極マイナス極性電流Ienが通電し、同図(B)に示すように、溶接ワイヤと母材との間にアーク長に比例した電極マイナス極性電圧Venが印加する。
【0031】
時刻t2〜t4の電極プラス極性期間Tepは、ピーク期間Tpとベース期間Tbとに分かれる。これらピーク期間Tp及びベース期間Tbの動作は、図4で上述したように、直流パルスアーク溶接のときと同様である。時刻t2〜t3のピーク期間Tp中は、同図(A)に示すように、溶接ワイヤから溶滴を移行させるために臨界値以上の大電流値のピーク電流Ipが通電し、同図(B)に示すように、溶接ワイヤと母材との間にアーク長に比例したピーク電圧Vpが印加する。時刻t3〜t4のベース期間Tb中は、同図(A)に示すように、溶滴を形成しないようにするために臨界値未満の小電流値のベース電流Ibが通電し、同図(B)に示すように、溶接ワイヤと母材との間にアーク長に比例したベース電圧Vbが印加する。時刻t1〜t4までの期間を1周期(パルス周期Tf)として繰り返して溶接が行われる。
【0032】
交流パルスアーク溶接におけるアーク長制御は、以下のようにして行われる。溶接電圧平均値は、交流の溶接電圧Vwを検出し、その絶対値を算出してローパスフィルタ(カットオフ周波数1〜10Hz程度)に通した値である。アーク長制御の方式が周波数変調制御であるときは、上記の電極マイナス極性期間Ten、上記の電極マイナス極性電流Ien、上記のピーク期間Tp、上記のピーク電流Ip及び上記のベース電流Ibが所定値に設定される。その上で、上記の溶接電圧平均値が予め定めた溶接電圧設定値と等しくなるように上記のパルス周期Tfがフィードバック制御される。例えば、電極マイナス極性期間Tenは1〜10ms程度に設定され、電極マイナス極性電流Ienは20〜200A程度に設定され、ピーク期間Tpは1.0〜1.5ms程度に設定され、ピーク電流Ipは500〜600A程度に設定され、ベース電流Ibは20〜60A程度に設定される。アーク長制御の方式がパルス幅変調制御であるときは、上記の電極マイナス極性期間Ten、上記の電極マイナス極性電流Ien、上記のピーク電流Ip、上記のベース電流Ib及び上記のパルス周期Tfが所定値に設定される。その上で、上記の溶接電圧平均値が上記の溶接電圧設定値と等しくなるように上記のピーク期間Tp(パルス幅)がフィードバック制御される。
【0033】
交流パルスアーク溶接では、溶接電流Iwが交流であるために通電方向が周期的に反転することになり、それに伴い形成される磁界の方向も反転することになる。このために、磁界からアークに作用する力は、直流パルスアーク溶接のときに比べて弱くなる。この結果、交流パルスアーク溶接では磁気吹きによるアーク切れは発生しにくくなる。交流パルスアーク溶接において、さらに磁気吹きによるアーク切れの発生を抑制するためには、アーク長を短くすれば良い。すなわち、上記の溶接電圧設定値を小さくして、短絡が発生するような短いアーク長に設定すれば良い。アーク長が短くなれば、スパッタの発生量は少し増加するが、磁界からの力を受けても偏向しにくくなり、アーク切れは発生しにくくなる。
【0034】
磁気吹き発生溶接個所ではない溶接個所は、図7で上述した直流パルスアーク溶接によって溶接が行われる。このときの電流・電圧波形は、磁気吹きは発生しない安定した溶接状態にあるので、図7の時刻t1〜t3の期間の波形となる。但し、稀なケースとして、磁気吹きが発生した場合には、時刻t3〜t5の波形となる。
【0035】
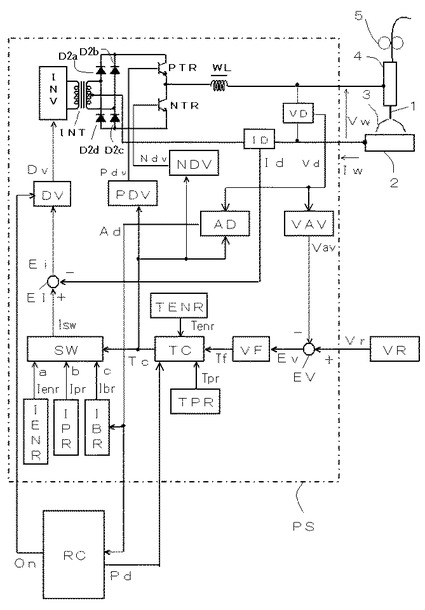
図3は、上述した本発明の実施の形態に係るアーク溶接制御方法を実施するための溶接装置のブロック図である。溶接装置は、主に破線で囲まれた溶接電源PS、ロボット制御装置RC、ロボット(図示は省略)等から構成されている。以下、同図を参照して各ブロックについて説明する。
【0036】
溶接電源PSは、以下の各ブロックから構成されている。但し、溶接ワイヤ1を送給制御するための回路及び極性切換時に高電圧を印加する回路については、図示は省略している。インバータ回路INVは、3相200V等の商用電源(図示は省略)を整流及び平滑した直流電圧を、後述する駆動信号Dvに従ってインバータ制御等の出力制御を行い、高周波交流を出力する。インバータトランスINTは、この高周波交流電圧をアーク溶接に適した電圧値に降圧する。2次整流器D2a〜D2dは、この降圧された高周波交流を直流に整流する。電極プラス極性トランジスタPTRは、後述する電極プラス極性駆動信号Pdvによってオン状態になり、そのときは溶接電源の出力は電極プラス極性になる。電極マイナス極性トランジスタNTRは、後述する電極マイナス極性駆動信号Ndvによってオン状態になり、そのときは溶接電源の出力は電極マイナス極性になる。リアクトルWLは、リップルのある出力を平滑する。溶接ワイヤ1は、ワイヤ送給機(図示は省略)の送給ロール5の回転によって溶接トーチ4内を通って送給されて、母材2との間にアーク3が発生する。ワイヤ送給機及び溶接トーチ4は、ロボットに搭載されている。溶接電流Iwがアーク3中を通電し、溶接ワイヤ1と母材2との間には溶接電圧Vwが印加する。
【0037】
電圧検出回路VDは、直流又は交流の溶接電圧Vwを検出し、その絶対値に変換して電圧検出信号Vdを出力する。電圧平均化回路VAVは、この電圧検出信号Vdを平均化(ローパスフィルタを通す)して、電圧平均信号Vavを出力する。電圧設定回路VRは、所望値の溶接電圧設定信号Vrを出力する。電圧誤差増幅回路EVは、上記の溶接電圧設定信号Vrと上記の電圧平均信号Vavとの誤差を増幅して、電圧誤差増幅信号Evを出力する。V/FコンバータVFは、この電圧誤差増幅信号Evに応じた周波数で短時間Highレベルになるトリガ信号であるパルス周期信号Tfを出力する。このパルス周期信号Tfは、図4及び図2で上述したパルス周期を決定する信号である。電極マイナス極性期間設定回路TENRは、予め定めた電極マイナス極性期間設定信号Tenrを出力する。ピーク期間設定回路TPRは、予め定めたピーク期間設定信号Tprを出力する。期間タイマ回路TCは、上記の電極マイナス極性期間設定信号Tenr、上記のピーク期間設定信号Tpr、上記のパルス周期信号Tf及び後述するロボット制御装置RCからの磁気吹き発生溶接個所信号Pdを入力として、以下のような処理を行い、期間タイマ信号Tcを出力する。
1)磁気吹き発生溶接個所信号PdがHighレベルのときは、パルス周期信号Tfが短時間Highレベルに変化した時点から電極マイナス極性期間設定信号Tenrによって定まる期間中はその値が1となり、その後ピーク期間設定信号Tprによって定まる期間中はその値が2となり、その後パルス周期信号Tfが再びHighレベルになるまではその値が3となる期間タイマ信号Tcを出力する。
2)磁気吹き発生溶接個所信号PdがLowレベルのときは、パルス周期信号Tfが短時間Highレベルに変化した時点からピーク期間設定信号Tprによって定まる期間中はその値が2となり、その後パルス周期信号Tfが再びHighレベルになるまではその値が3となる期間タイマ信号Tcを出力する。
すなわち、磁気吹き発生溶接個所信号PdがHighレベルのときはその溶接個所が磁気吹き発生溶接個所であることを示しているので、磁気吹きによるアーク切れが発生しにくい交流パルスアーク溶接が選択される。この交流パルスアーク溶接を選択するために、期間タイマ信号Tcは、その値が1→2→3→1と繰り返されることになり、これに対応して電極マイナス極性期間→ピーク期間→ベース期間→電極マイナス極性期間と繰り返されることになる。他方、磁気吹き発生溶接個所信号PdがLowレベルのときはその溶接個所が非磁気吹き発生溶接個所であることを示しているので、直流パルスアーク溶接が選択される。この直流パルスアーク溶接を選択するために、期間タイマ信号Tcは、その値が2→3→2と繰り返されることになり、これに対応してピーク期間→ベース期間→ピーク期間と繰り返されることになる。
【0038】
電極マイナス極性駆動回路NDVは、上記の期間タイマ信号Tcを入力として、Tc=1(電極マイナス極性期間)のときは上記の電極マイナス極性トランジスタNTRを駆動するための電極マイナス極性駆動信号Ndvを出力する。電極プラス極性駆動回路PDVは、上記の期間タイマ信号Tcを入力として、Tc=2(ピーク期間)又は3(ベース期間)のときは上記の電極プラス極性トランジスタPTRを駆動するための電極プラス極性駆動信号Pdvを出力する。
【0039】
磁気吹き発生判別回路ADは、上記の電圧検出信号Vd及び上記の期間タイマ信号Tcを入力として、期間タイマ信号Tc=3(ベース期間)のときの電圧検出信号Vdの値が予め定めた基準電圧値以上であるときのみHighレベルになる磁気吹き発生判別信号Adを出力する。すなわち、この磁気吹き発生判別信号Adは、ベース電圧が磁気吹きによるアークの偏向によって上昇したことを判別してHighレベルになる信号である。磁気吹きの発生を、上述したように、ベース電圧の上昇率が基準上昇率以上になってから、下降率が基準下降率以上になった期間として判別しても良い。
【0040】
電極マイナス極性電流設定回路IENRは、予め定めた電極マイナス極性電流設定信号Ienrを出力する。ピーク電流設定回路IPRは、予め定めたピーク電流設定信号Iprを出力する。ベース電流設定回路IBRは、上記の磁気吹き発生判別信号Adを入力として、磁気吹き発生判別信号AdがHighレベルのときは予め定めた増加値のベース電流設定信号Ibrを出力し、Lowレベルのときは予め定めた通常値のベース電流設定信号Ibrを出力する。切換回路SWは、上記の電極マイナス極性電流設定信号Ienr、上記のピーク電流設定信号Ipr、上記のベース電流設定信号Ibr及び上記の期間タイマ信号Tcを入力として、期間タイマ信号Tc=1のときは電極マイナス極性電流設定信号Ienrを電流切換設定信号Iswとして出力し、期間タイマ信号Tc=2のときはピーク電流設定信号Iprを電流切換設定信号Iswとして出力し、期間タイマ信号Tc=3のときはベース電流設定信号Ibrを電流切換設定信号Iswとして出力する。
【0041】
電流検出回路IDは、直流又は交流の溶接電流Iwを検出し、その絶対値に変換して電流検出信号Idを出力する。電流誤差増幅回路EIは、上記の電流切換設定信号Iswとこの電流検出信号Idとの誤差を増幅して、電流誤差増幅信号Eiを出力する。駆動回路DVは、この電流誤差増幅信号Ei及び後述するロボット制御装置RCからの起動信号Onを入力として、起動信号OnがHighレベルのときは電流誤差増幅信号Eiに基づいてPWM変調制御を行い上記のインバータ回路INVを駆動するための駆動信号Dvを出力し、起動信号OnがLowレベルのときは駆動信号Dvを出力しない。
【0042】
ロボット制御装置RCは、上記の磁気吹き発生判別信号Adを入力として、テスト溶接モード又は実施工溶接モードが設定されて、各モードのときに以下のような動作を行い、起動信号On及び磁気吹き発生溶接個所信号Pdを出力する。溶接モードは、ティーチペンダント(図示は省略)によって選択されて、ロボット制御装置RCに対して設定される。
1)テスト溶接モードでは、磁気吹き溶接個所信号PdをLowレベルにして出力すると共に、図1で上述したように、第1溶接開始位置Ps1に溶接トーチを移動させた時点で起動信号OnをHighレベルにして出力する。その後は、作業プログラムに従って溶接線に沿って直流パルスアーク溶接を行う。この溶接中に、磁気吹き発生判別信号AdがHighレベルとなった場合は、磁気吹き発生溶接個所として記憶する。この磁気吹き発生溶接個所の判別方法については、図1で上述したとおりである。溶接トーチを第1溶接終了位置Pe1まで移動させた時点で、起動信号OnをLowレベルにして第1溶接個所の溶接を終了する。上記の動作を、第2及び第3溶接個所についても同様に行って溶接する。ここでは、図1で上述したように、第2溶接個所が磁気吹き発生溶接個所として判別された場合とする。
2)実施工溶接モードでは、図1で上述したように、第1溶接開始位置Ps1に溶接トーチを移動させた時点で、磁気吹き発生溶接個所信号PdをLowレベルにして出力すると共に、起動信号OnをHighレベルにして出力する。その後は、作業プログラムに従って溶接線に沿って直流パルスアーク溶接を行う。溶接トーチを第1溶接終了位置Pe1まで移動させた時点で、起動信号OnをLowレベルにして第1溶接個所の溶接を終了する。次に、第2溶接開始位置Ps2に溶接トーチを移動させた時点で、磁気吹き発生溶接個所信号PdをHighレベルにして出力すると共に、起動信号OnをHighレベルにして出力する。その後は、作業プログラムに従って溶接線に沿って交流パルスアーク溶接を行う。溶接トーチを第2溶接終了位置Pe2まで移動させた時点で、起動信号OnをLowレベルにして第2溶接個所の溶接を終了する。次に、第3溶接開始位置Ps3に溶接トーチを移動させた時点で、磁気吹き発生溶接個所信号PdをLowレベルにして出力すると共に、起動信号OnをHighレベルにして出力する。その後は、作業プログラムに従って溶接線に沿って直流パルスアーク溶接を行う。溶接トーチを第3溶接終了位置Pe3まで移動させた時点で、起動信号OnをLowレベルにして第3溶接個所の溶接を終了する。
【0043】
テスト溶接及び実施工溶接のどちらの場合でも、直流パルスアーク溶接のときは、磁気吹き発生判別信号AdがHighレベルになると、ベース電流を増加させて磁気吹きによるアークの偏向を修正するようにしている。しかし、テスト溶接の場合には、このベース電流の増加を行わないようにしても良い。
【0044】
上述した実施の形態によれば、ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所を判別して記憶する直流パルスアーク溶接によるテスト溶接を行い、実施工時に、記憶された磁気吹き発生溶接個所以外の溶接個所を溶接するときは直流パルスアーク溶接によって溶接し、記憶された磁気吹き発生溶接個所を溶接するときは溶接法を直流パルスアーク溶接から交流パルスアーク溶接に切り換えて溶接を行う。このために、ベース電流を増加させることなく、磁気吹きによるアーク切れを抑制することができるので、ビード外観を良好に保つことができる。
【0045】
また、テスト溶接で判別された磁気吹き発生溶接個所を交流パルスアーク溶接によって溶接する場合において、溶接電圧設定信号を小さくしてアーク長を短くなるように設定し、短絡が発生する状態で溶接するようにしても良い。このようにすれば、上述したように、磁界からの力が作用してもアークがさらに偏向しにくくなるために、磁気吹きによるアーク切れをより一層抑制することができる。
【符号の説明】
【0046】
1 溶接ワイヤ
2 母材
3 アーク
4 溶接トーチ
5 送給ロール
AD 磁気吹き発生判別回路
Ad 磁気吹き発生判別信号
D2a〜D2d 2次整流器
DV 駆動回路
Dv 駆動信号
EI 電流誤差増幅回路
Ei 電流誤差増幅信号
EN 電極マイナス極性
EP 電極プラス極性
EV 電圧誤差増幅回路
Ev 電圧誤差増幅信号
Iav 溶接電流平均値
Ib ベース電流
IBR ベース電流設定回路
Ibr ベース電流設定信号
ID 電流検出回路
Id 電流検出信号
Ien 電極マイナス極性電流
IENR 電極マイナス極性電流設定回路
Ienr 電極マイナス極性電流設定信号
INT インバータトランス
INV インバータ回路
Ip ピーク電流
IPR ピーク電流設定回路
Ipr ピーク電流設定信号
Isw 電流切換設定信号
Iw 溶接電流
NDV 電極マイナス極性駆動回路
Ndv 電極マイナス極性駆動信号
NTR 電極マイナス極性トランジスタ
On 起動信号
PDV 電極プラス極性駆動回路
Pdv 電極プラス極性駆動信号
Pd 磁気吹き発生溶接個所信号
Pe1〜Pe3 溶接終了位置
PS 溶接電源
Ps1〜Ps3 溶接開始位置
PTR 電極プラス極性トランジスタ
RC ロボット制御装置
SW 切換回路
Tb ベース期間
TC 期間タイマ回路
Tc 期間タイマ信号
Ten 電極マイナス極性期間
TENR 電極マイナス極性期間設定回路
Tenr 電極マイナス極性期間設定信号
Tep 電極プラス極性期間
Tf パルス周期(信号)
Tp ピーク期間
TPR ピーク期間設定回路
Tpr ピーク期間設定信号
VAV 電圧平均化回路
Vav 溶接電圧平均値/電圧平均信号
Vb ベース電圧
VD 電圧検出回路
Vd 電圧検出信号
Ven 電極マイナス極性電圧
VF V/Fコンバータ
Vp ピーク電圧
VR 電圧設定回路
Vr 溶接電圧設定信号
Vt 基準電圧値
Vw 溶接電圧
WL リアクトル
【技術分野】
【0001】
本発明は、磁気吹きによる溶接状態の不安定を抑制することができるアーク溶接制御方法に関するものである。
【背景技術】
【0002】
消耗電極式直流パルスアーク溶接は、鉄鋼等の溶接に広く使用されている。この直流パルスアーク溶接では、ピーク期間中は臨界値以上の大電流値のピーク電流を通電し、ベース期間中は臨界値未満の小電流値のベース電流を通電し、これらの通電を1パルス周期として繰り返して溶接が行われる。直流パルスアーク溶接では、1パルス周期1溶滴移行状態となるので、溶滴移行状態が安定しているために、スパッタの発生が少なく、美しいビード外観を得ることができる。以下、この直流パルスアーク溶接について図面を参照して説明する。
【0003】
図4は、直流パルスアーク溶接における一般的な電流・電圧波形図である。同図(A)は溶接電流Iwの時間変化を示し、同図(B)は溶接電圧Vwの時間変化を示す。以下、同図を参照して説明する。
【0004】
時刻t1〜t2のピーク期間Tp中は、同図(A)に示すように、溶接ワイヤから溶滴を移行させるために臨界値以上の大電流値のピーク電流Ipが通電し、同図(B)に示すように、溶接ワイヤと母材との間にアーク長に比例したピーク電圧Vpが印加する。直径1.2mmの鉄鋼ワイヤの臨界値は、280A程度である。
【0005】
時刻t2〜t3のベース期間Tb中は、同図(A)に示すように、溶滴を形成しないようにするために臨界値未満の小電流値のベース電流Ibが通電し、同図(B)に示すように、ベース電圧Vbが印加する。時刻t1〜t3までの期間を1周期(パルス周期Tf)として繰り返して溶接が行われる。
【0006】
ところで、良好な直流パルスアーク溶接を行うためには、アーク長を適正値に維持することが重要である。アーク長を適正値に維持するために以下のようなアーク長制御(溶接電源の出力制御)が行われる。アーク長は、同図(B)で破線で示す溶接電圧平均値Vavと略比例関係にある。このために、溶接電圧平均値Vavを検出し、この検出値が適正アーク長に相当する溶接電圧設定値と等しくなるように同図(A)の破線で示す溶接電流平均値Iavを変化させる出力制御を行う。溶接電圧平均値Vavが溶接電圧設定値よりも大きいときはアーク長が適正値よりも長いときであるので、溶接電流平均値Iavを小さくしてワイヤ溶融速度を小さくしアーク長が短くなるようにする。他方、溶接電圧平均値Vavが溶接電圧設定値よりも小さいときはアーク長が適正値よりも短いときであるので、溶接電流平均値Iavを大きくしてワイヤ溶融速度を大きくしアーク長が長くなるようにする。上記の溶接電圧平均値Vavとしては、一般的に溶接電圧Vwをローパスフィルタを通した値(平均値、平滑値)が使用される。また、溶接電流平均値Iavを変化させる手段として、パルス周期Tfを変化させることが行われている。すなわち、溶接電圧平均値Vavが溶接電圧設定値と等しくなるようにパルス周期Tfをフィードバック制御(アーク長制御)している。このときに、ピーク期間Tp、ピーク電流Ip及びベース電流Ibは所定値に設定される。ピーク期間Tpは1.0〜1.5ms程度に設定され、ピーク電流Ipは500〜600A程度に設定され、ベース電流Ibは20〜60A程度に設定される。ピーク期間Tpとピーク電流Ipとの組合せはユニットパルス条件と呼ばれており、1パルス周期1溶滴移行状態になるように設定される。このアーク長制御の方式は、周波数変調制御と呼ばれる。これ以外のアーク長制御の方式としては、パルス幅変調制御がある。パルス幅変調制御では、パルス周期Tf、ピーク電流Ip及びベース電流Ibが所定値に設定され、溶接電圧平均値Vavが電圧設定値と等しくなるようにピーク期間Tp(パルス幅)がフィードバック制御される。
【0007】
直流パルスアーク溶接を含む消耗電極式アーク溶接においては、アーク及び母材を通電する溶接電流によってアーク周辺部に磁界が形成されて、この磁界からアークは力を受けて偏向する場合がある。このような状態を、一般的に磁気吹き又はアークブローと呼んでいる。磁気吹きが発生するかは、母材に通電する溶接電流によって形成される磁界の形態によって決まる。溶接している部分が母材の端部から離れているときには、磁界は対称形状に形成されることが多いために、アークは磁界から偏った力を受けることがないので、磁気吹きは発生しにくい。他方、溶接している部分が母材の端部に近いときは、磁界は非対称形状に形成されるために、アークは磁界から偏った力を受けることになり、磁気吹きが発生しやすくなる。したがって、母材の端部の近くとなることが多い溶接開始部分及び溶接終了部分では、磁気吹きが発生しやすい。消耗電極アークの中でも、直流パルスアーク溶接は磁気吹きが発生しやすい。直流パルスアーク溶接では、大電流値のピーク電流Ipが通電しているときは強い磁界が形成され、小電流値のベース電流Ibが通電しているときは弱い磁界が形成されている。直流パルスアーク溶接では、この磁界の強さの変化が大きいこと、かつ、ベース電流Ibが小さいので磁界から偏った力を受けると直ぐにアークが偏向すること、が原因となって磁気吹きが発生しやすい。したがって、直流パルスアーク溶接では、磁気吹きによるアークの偏向は、ベース期間Tb中に発生しやすい。
【0008】
図5は、磁気吹きが発生したときのアーク状態を示す図である。同図(A)に示すように、溶接ワイヤ1と母材2との間に通常のアーク3が発生している。この状態で磁気吹きが発生すると、同図(B)に示すように、アーク3は磁界からの力によって大きく偏向し、アーク長が長くなる。さらに偏向が大きくなると、同図(C)に示すように、アークを維持することができなくなりアーク切れが発生する。直流パルスアーク溶接では、ピーク期間中は大電流が通電するのでアークの硬直性が強く、磁界からの力が作用してもアークはほとんど偏向しない。他方、ベース期間中は小電流が通電するのでアークの硬直性が弱く、磁界からの力によって大きく偏向する。したがって、磁気吹きが発生してアーク切れが生じるのは、ほとんどベース期間中である。磁気吹きによるアーク切れが多数回発生すると、アーク発生状態が不安定となり、スパッタの大量発生、ビード外観の著しい悪化等が生じる。したがって、直流パルスアーク溶接においては、磁気吹きによるアーク切れを抑制することは良好な溶接品質を得るために重要である。
【0009】
図6は、直流パルスアーク溶接において磁気吹きが発生したときの電流・電圧波形図である。同図(A)は溶接電流Iwの時間変化を示し、同図(B)は溶接電圧Vwの時間変化を示す。以下、同図を参照して説明する。
【0010】
時刻t1〜t2のピーク期間Tp中は、同図(A)に示すように、臨界値以上のピーク電流Ipが通電し、同図(B)に示すように、アーク長に略比例したピーク電圧Vpが印加する。時刻t2以降のベース期間Tb中は、同図(A)に示すように、臨界値未満のベース電流Ibが通電し、同図(B)に示すように、アーク長に略比例したベース電圧Vbが印加する。
【0011】
時刻t21において、磁気吹きが発生してアークが偏向すると、同図(B)に示すように、アークの偏向に伴ってアーク長が長くなり、ベース電圧Vbが次第に上昇して大きくなる。一方、同図(A)に示すように、ベース電流Ibは定電流制御されているので一定値のままである。時刻t3において、磁気吹きによるアークの偏向がさらに大きくなると、アーク長が非常に長くなるためにアークを維持することができなくなり、アーク切れが発生する。アーク切れが発生すると、同図(A)に示すように、溶接電流Iwは通電しなくなり、同図(B)に示すように、溶接電圧Vwは出力最大電圧の無負荷電圧となる。
【0012】
図7は、特許文献1に開示された磁気吹きによるアーク切れを防止するための磁気吹き対策制御を示す電流・電圧波形図である。同図(A)は溶接電流Iwの時間変化を示し、同図(B)は溶接電圧Vwの時間変化を示す。同図において時刻t1〜t3のパルス周期中は磁気吹きが発生していない安定した溶接状態のときを示しており、続く時刻t3〜t5のパルス周期中は磁気吹きが発生した溶接状態のときを示している。
【0013】
時刻t1〜t3のパルス周期中は、磁気吹きが発生していないために、安定した溶接状態にある。この期間中の動作については、上述した図4と同一であるので、説明は省略する。
【0014】
時刻t3〜t4のピーク期間Tp中は、同図(A)に示すように、ピーク電流Ipが通電し、同図(B)に示すように、ピーク電圧Vpが印加する。時刻t4からベース期間Tbが開始し、同図(A)に示すように、ベース電流Ibが通電し、同図(B)に示すように、通常値のベース電圧Vbが印加する。このベース期間Tb中の時刻t41において、磁気吹きが発生してアークが偏向したためにアーク長が長くなり、同図(B)に示すように、ベース電圧Vbが上昇して高くなる。そして、時刻t42において、ベース電圧Vbの値が、破線で示す予め定めた基準電圧値Vt以上になる。ベース電圧値Vbが上記の基準電圧値Vt以上になったことを判別すると、同図(A)に示すように、ベース電流Ibの値を通常値よりも増加させて200A以上にする。時刻t42〜t43の期間中は、ベース電圧値Vbが上記の基準電圧値Vt以上になっている。この期間中は、同図(A)に示すように、200A以上に増加されたベース電流が通電する。
【0015】
時刻t42〜t43の期間中は、ベース電流Ibの値が200A以上に増加するので、アークがワイヤ送給方向に発生する性質である硬直性が強くなるために、アークの偏向が正常な状態に戻されることになる。このために、同図(B)に示すように、時刻t43において、ベース電圧値Vbは上記の基準電圧値Vt未満になり、その後は急速に減少して通常値に戻る。したがって、磁気吹きは、時刻t41に発生して、時刻t43の直後に解消される。時刻t43において、同図(A)に示すように、ベース電流Ibの値は通常値に戻る。時刻t43〜t5の残りのベース期間Tb中は、同図(A)に示すように、ベース電流Ibの値は通常値のままであり、同図(B)に示すように、通常値のベース電圧値Vbが印加する。この期間のアークは、磁気吹きが発生していないので、安定した状態にある。
【0016】
上記において、基準電圧値Vtは、磁気吹きが発生していない状態でのベース電圧値Vbの変動を考慮して、溶接条件に応じて適正値に設定する。例えば、ベース電圧Vbの変動は、ピーク電圧値Vpまで及ぶことはないので、基準電圧値Vtをピーク電圧値Vpに近い値に設定する。また、ベース電圧Vbと基準電圧値Vtとの比較にあたって、ヒステリシスを持たせるようにしても良い。すなわち、ベース電圧Vbが通常値から上昇していくときの基準値を第1基準電圧値Vt1とし、ベース電圧Vbが一旦Vt1以上になりその後に下降するときの基準値を第2基準電圧値Vt2とするものである。このときに、Vt1>Vt2である。また、ベース電圧Vbの上昇率(微分値=dVw/dt)が基準値に達したことによって磁気吹きの発生を判別し、その後にベース電圧Vbの下降率が基準値に達したことによって磁気吹きの解消を判別するようにしても良い。ベース電圧Vbの上昇による従来から行われている種々の磁気吹きの発生の判別方法を使用することができる。上記の増加したベース電流値は、200〜500A程度の範囲で、アークの偏向を修正することができる値に実験によって設定される。
【0017】
このような磁気吹き対策制御を行うことによって、磁気吹きによるアーク切れを防止することができる。
【先行技術文献】
【特許文献】
【0018】
【特許文献1】特開2004−268081号公報
【発明の概要】
【発明が解決しようとする課題】
【0019】
上述した従来技術では、磁気吹きによるアークの偏向を判別してベース電流を200A以上に増加させることによって、アーク切れの発生を防止することができる。直流パルスアーク溶接では、上述したように、ベース期間中は小電流値のベース電流を通電して溶接ワイヤ先端に溶滴を形成しないようにしている。そして、ピーク期間中において、ワイヤ直径と同程度の溶滴を形成して離脱させるために大電流値のピーク電流を通電している。従来技術の磁気吹き対策制御のように、ベース電流を大幅に増加させると、そのときに溶滴が形成されることになり、安定した溶滴移行状態が乱されることになる。この結果、ベース電流が増加した部分のビード外観が影響を受けることになる。この磁気吹き対策のためにベース電流を増加させたパルス周期が短い期間続く場合には、ビード外観への影響は限定的である。しかし、磁気吹きが激しく発生する溶接個所を溶接するときには、ベース電流を増加させたパルス周期が長い期間連続して続くことになる。このようになると、磁気吹きによるアーク切れを抑制して溶接欠陥の発生を防止することはできるが、ビード外観は悪くなることになる。
【0020】
そこで、本発明では、磁気吹きによるアーク切れを防止すると共に、ビード外観の悪化を抑制することができるアーク溶接制御方法を提供することを目的とする。
【課題を解決するための手段】
【0021】
上述した課題を解決するために、請求項1の発明は、溶接ワイヤを送給すると共に、ピーク期間中のピーク電流及びベース期間中のベース電流から形成される溶接電流を通電する直流パルスアーク溶接によって溶接するアーク溶接制御方法において、
前記ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所を判別して記憶する前記直流パルスアーク溶接によるテスト溶接を行い、
実施工時に、前記記憶された磁気吹き発生溶接個所以外の溶接個所を溶接するときは前記直流パルスアーク溶接によって溶接し、前記記憶された磁気吹き発生溶接個所を溶接するときは溶接法を前記直流パルスアーク溶接から交流パルスアーク溶接に自動的に切り換えて溶接する、
ことを特徴とするアーク溶接制御方法である。
【0022】
請求項2の発明は、前記交流パルスアーク溶接が短絡を伴う交流パルスアーク溶接である、
ことを特徴とする請求項1記載のアーク溶接制御方法である。
【発明の効果】
【0023】
本発明によれば、ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所を判別して記憶する直流パルスアーク溶接によるテスト溶接を行い、実施工時に、記憶された磁気吹き発生溶接個所以外の溶接個所を溶接するときは直流パルスアーク溶接によって溶接し、記憶された磁気吹き発生溶接個所を溶接するときは溶接法を直流パルスアーク溶接から交流パルスアーク溶接に切り換えて溶接を行う。このために、ベース電流を増加させることなく、磁気吹きによるアーク切れを抑制することができるので、ビード外観を良好に保つことができる。
【図面の簡単な説明】
【0024】
【図1】本発明の実施の形態に係るアーク溶接制御方法を説明するために、3つの溶接個所の溶接線を3本の直線として示した図である。
【図2】本発明の実施の形態において、磁気吹き発生溶接個所を交流パルスアーク溶接によって溶接しているときの電流・電圧波形図である。
【図3】本発明の実施の形態に係るアーク溶接制御方法を実施するための溶接装置のブロック図である。
【図4】従来技術における直流パルスアーク溶接の電流・電圧波形図である。
【図5】従来技術において磁気吹きが発生したときのアーク状態を示す図である。
【図6】従来技術の、直流パルスアーク溶接において磁気吹きが発生したときの電流・電圧波形図である。
【図7】従来技術における磁気吹きによるアーク切れを防止するための磁気吹き対策制御を示す電流・電圧波形図である。
【発明を実施するための形態】
【0025】
以下、図面を参照して本発明の実施の形態について説明する。
【0026】
図1は、本発明の実施の形態に係るアーク溶接制御方法を説明するために、3つの溶接個所の溶接線を3本の直線として示した図である。同図において、Ps1は第1溶接個所の第1溶接開始位置を示し、Pe1は第1溶接終了位置を示す。同様に、Ps2は第2溶接個所の第2溶接開始位置を示し、Pe2は第2溶接終了位置を示す。同様に、Ps3は第3溶接個所の第3溶接開始位置を示し、Pe3は第3溶接終了位置を示す。これら第1〜第3溶接個所を、ロボットを使用してアーク溶接を行う。アーク溶接は、テスト溶接と実施工溶接とに分けて行われる。
【0027】
(1)テスト溶接
図7で上述した磁気吹き対策制御を付加した直流パルスアーク溶接によって、第1溶接個所から第3溶接個所まで3個所の溶接を順番に行う。溶接中に磁気吹きの発生を判別した場合は、その溶接個所を記憶する。同図においては、第2溶接個所を溶接しているときに、磁気吹きの発生が判別されたとする。この第2溶接個所を、磁気吹き発生溶接個所と呼ぶことにする。したがって、同図においては、第1溶接個所では磁気吹きは発生せず、第2溶接個所では磁気吹きが発生し、第3溶接個所では磁気吹きが発生しなかったことになる。すなわち、テスト溶接では、複数の溶接個所の中から磁気吹きが発生した溶接個所を判別して記憶する動作を行っている。磁気吹き発生の判別は、上述したように、ベース電圧が基準電圧値以上に上昇したことによって行うことができる。また、ベース電圧の上昇率が基準上昇率以上になったことによって行うこともできる。磁気吹きを判別したときは、上述したように、ベース電流を増加させてアーク切れを防止するようにしている。テスト溶接であるので、ベース電流の増加を行わないようにしても良い。磁気吹き発生溶接個所は、その溶接個所を溶接している期間中に、磁気吹き発生を判別したパルス周期が基準回数以上存在したことによって判別することができる。基準回数は1〜50回程度の範囲で実験によって適正値に設定される。また、磁気吹き発生溶接個所を、その溶接個所を溶接している期間中のパルス周期の総回数に占める、磁気吹き発生を判別したパルス周期の回数の比率が、基準比率以上であることによって判別することもできる。基準比率は5〜20%程度の範囲で実験によって適正値に設定される。また、同図では、磁気吹き発生溶接個所が1つの場合であるが、複数の磁気吹き発生溶接個所が存在する場合がある。
【0028】
(2)実施工溶接
実施工に際して、第1溶接個所は、磁気吹き発生溶接個所ではないので、図7で上述した直流パルスアーク溶接によって溶接が行われる。第2溶接個所は、磁気吹き発生溶接個所であるので溶接法を直流パルスアーク溶接から交流パルスアーク溶接に自動的に切り換えて、溶接が行われる。ここで、交流パルスアーク溶接とは、電極プラス極性と電極マイナス極性とを交互に繰り返す溶接法である。溶接法を交流パルスアーク溶接にすると、磁気吹きによるアーク切れを防止することができる理由については、図2で後述する。第3溶接個所は、再び溶接法を直流パルスアーク溶接に切り換えて、溶接が行われる。したがって、溶接法は、第1溶接個所では直流パルスアーク溶接となり、第2溶接個所である磁気吹き発生溶接個所では交流パルスアーク溶接となり、第3溶接個所では直流パルスアーク溶接となる。交流パルスアーク溶接では、出力極性を切り換える必要があるために、直流パルスアーク溶接に比べてスパッタ発生量が多くなる。しかし、従来技術のようにベース電流を増加させてビード外観が悪くなるよりも、スパッタが少し増える方が溶接品質に与える影響は少ない。磁気吹き発生溶接個所でない第1溶接個所及び第3溶接個所を、直流パルスアーク溶接によって溶接しているのは、このスパッタの増加を避けるためである。本発明では、従来技術とは異なり磁気吹きによるアークの偏向がある程度進行してからベース電流Ibを増加させるのではなく、溶接法を交流パルスアーク溶接に自動的に切り換えることによって磁気吹きによるアーク切れを防止している。このために、ビード外観が悪くなることを抑制することができる。
【0029】
図2は、上述した磁気吹き発生溶接個所を交流パルスアーク溶接によって溶接しているときの電流・電圧波形図である。同図(A)は溶接電流Iwの時間変化を示し、同図(B)は溶接電圧Vwの時間変化を示す。同図において、0A及び0Vから上側が電極プラス極性EP時であり、下側が電極マイナス極性EN時である。溶接ワイヤは、上述した直流パルスアーク溶接と同様に、予め定めた一定の送給速度で送給されている。また、極性切換を円滑にするために、図示は省略するが、短時間の間、数百Vの高電圧を溶接電圧Vwに頂上している。以下、同図を参照して説明する。
【0030】
時刻t1〜t2の電極マイナス極性期間Ten中は、同図(A)に示すように、溶滴を成長させないために臨界値未満の電極マイナス極性電流Ienが通電し、同図(B)に示すように、溶接ワイヤと母材との間にアーク長に比例した電極マイナス極性電圧Venが印加する。
【0031】
時刻t2〜t4の電極プラス極性期間Tepは、ピーク期間Tpとベース期間Tbとに分かれる。これらピーク期間Tp及びベース期間Tbの動作は、図4で上述したように、直流パルスアーク溶接のときと同様である。時刻t2〜t3のピーク期間Tp中は、同図(A)に示すように、溶接ワイヤから溶滴を移行させるために臨界値以上の大電流値のピーク電流Ipが通電し、同図(B)に示すように、溶接ワイヤと母材との間にアーク長に比例したピーク電圧Vpが印加する。時刻t3〜t4のベース期間Tb中は、同図(A)に示すように、溶滴を形成しないようにするために臨界値未満の小電流値のベース電流Ibが通電し、同図(B)に示すように、溶接ワイヤと母材との間にアーク長に比例したベース電圧Vbが印加する。時刻t1〜t4までの期間を1周期(パルス周期Tf)として繰り返して溶接が行われる。
【0032】
交流パルスアーク溶接におけるアーク長制御は、以下のようにして行われる。溶接電圧平均値は、交流の溶接電圧Vwを検出し、その絶対値を算出してローパスフィルタ(カットオフ周波数1〜10Hz程度)に通した値である。アーク長制御の方式が周波数変調制御であるときは、上記の電極マイナス極性期間Ten、上記の電極マイナス極性電流Ien、上記のピーク期間Tp、上記のピーク電流Ip及び上記のベース電流Ibが所定値に設定される。その上で、上記の溶接電圧平均値が予め定めた溶接電圧設定値と等しくなるように上記のパルス周期Tfがフィードバック制御される。例えば、電極マイナス極性期間Tenは1〜10ms程度に設定され、電極マイナス極性電流Ienは20〜200A程度に設定され、ピーク期間Tpは1.0〜1.5ms程度に設定され、ピーク電流Ipは500〜600A程度に設定され、ベース電流Ibは20〜60A程度に設定される。アーク長制御の方式がパルス幅変調制御であるときは、上記の電極マイナス極性期間Ten、上記の電極マイナス極性電流Ien、上記のピーク電流Ip、上記のベース電流Ib及び上記のパルス周期Tfが所定値に設定される。その上で、上記の溶接電圧平均値が上記の溶接電圧設定値と等しくなるように上記のピーク期間Tp(パルス幅)がフィードバック制御される。
【0033】
交流パルスアーク溶接では、溶接電流Iwが交流であるために通電方向が周期的に反転することになり、それに伴い形成される磁界の方向も反転することになる。このために、磁界からアークに作用する力は、直流パルスアーク溶接のときに比べて弱くなる。この結果、交流パルスアーク溶接では磁気吹きによるアーク切れは発生しにくくなる。交流パルスアーク溶接において、さらに磁気吹きによるアーク切れの発生を抑制するためには、アーク長を短くすれば良い。すなわち、上記の溶接電圧設定値を小さくして、短絡が発生するような短いアーク長に設定すれば良い。アーク長が短くなれば、スパッタの発生量は少し増加するが、磁界からの力を受けても偏向しにくくなり、アーク切れは発生しにくくなる。
【0034】
磁気吹き発生溶接個所ではない溶接個所は、図7で上述した直流パルスアーク溶接によって溶接が行われる。このときの電流・電圧波形は、磁気吹きは発生しない安定した溶接状態にあるので、図7の時刻t1〜t3の期間の波形となる。但し、稀なケースとして、磁気吹きが発生した場合には、時刻t3〜t5の波形となる。
【0035】
図3は、上述した本発明の実施の形態に係るアーク溶接制御方法を実施するための溶接装置のブロック図である。溶接装置は、主に破線で囲まれた溶接電源PS、ロボット制御装置RC、ロボット(図示は省略)等から構成されている。以下、同図を参照して各ブロックについて説明する。
【0036】
溶接電源PSは、以下の各ブロックから構成されている。但し、溶接ワイヤ1を送給制御するための回路及び極性切換時に高電圧を印加する回路については、図示は省略している。インバータ回路INVは、3相200V等の商用電源(図示は省略)を整流及び平滑した直流電圧を、後述する駆動信号Dvに従ってインバータ制御等の出力制御を行い、高周波交流を出力する。インバータトランスINTは、この高周波交流電圧をアーク溶接に適した電圧値に降圧する。2次整流器D2a〜D2dは、この降圧された高周波交流を直流に整流する。電極プラス極性トランジスタPTRは、後述する電極プラス極性駆動信号Pdvによってオン状態になり、そのときは溶接電源の出力は電極プラス極性になる。電極マイナス極性トランジスタNTRは、後述する電極マイナス極性駆動信号Ndvによってオン状態になり、そのときは溶接電源の出力は電極マイナス極性になる。リアクトルWLは、リップルのある出力を平滑する。溶接ワイヤ1は、ワイヤ送給機(図示は省略)の送給ロール5の回転によって溶接トーチ4内を通って送給されて、母材2との間にアーク3が発生する。ワイヤ送給機及び溶接トーチ4は、ロボットに搭載されている。溶接電流Iwがアーク3中を通電し、溶接ワイヤ1と母材2との間には溶接電圧Vwが印加する。
【0037】
電圧検出回路VDは、直流又は交流の溶接電圧Vwを検出し、その絶対値に変換して電圧検出信号Vdを出力する。電圧平均化回路VAVは、この電圧検出信号Vdを平均化(ローパスフィルタを通す)して、電圧平均信号Vavを出力する。電圧設定回路VRは、所望値の溶接電圧設定信号Vrを出力する。電圧誤差増幅回路EVは、上記の溶接電圧設定信号Vrと上記の電圧平均信号Vavとの誤差を増幅して、電圧誤差増幅信号Evを出力する。V/FコンバータVFは、この電圧誤差増幅信号Evに応じた周波数で短時間Highレベルになるトリガ信号であるパルス周期信号Tfを出力する。このパルス周期信号Tfは、図4及び図2で上述したパルス周期を決定する信号である。電極マイナス極性期間設定回路TENRは、予め定めた電極マイナス極性期間設定信号Tenrを出力する。ピーク期間設定回路TPRは、予め定めたピーク期間設定信号Tprを出力する。期間タイマ回路TCは、上記の電極マイナス極性期間設定信号Tenr、上記のピーク期間設定信号Tpr、上記のパルス周期信号Tf及び後述するロボット制御装置RCからの磁気吹き発生溶接個所信号Pdを入力として、以下のような処理を行い、期間タイマ信号Tcを出力する。
1)磁気吹き発生溶接個所信号PdがHighレベルのときは、パルス周期信号Tfが短時間Highレベルに変化した時点から電極マイナス極性期間設定信号Tenrによって定まる期間中はその値が1となり、その後ピーク期間設定信号Tprによって定まる期間中はその値が2となり、その後パルス周期信号Tfが再びHighレベルになるまではその値が3となる期間タイマ信号Tcを出力する。
2)磁気吹き発生溶接個所信号PdがLowレベルのときは、パルス周期信号Tfが短時間Highレベルに変化した時点からピーク期間設定信号Tprによって定まる期間中はその値が2となり、その後パルス周期信号Tfが再びHighレベルになるまではその値が3となる期間タイマ信号Tcを出力する。
すなわち、磁気吹き発生溶接個所信号PdがHighレベルのときはその溶接個所が磁気吹き発生溶接個所であることを示しているので、磁気吹きによるアーク切れが発生しにくい交流パルスアーク溶接が選択される。この交流パルスアーク溶接を選択するために、期間タイマ信号Tcは、その値が1→2→3→1と繰り返されることになり、これに対応して電極マイナス極性期間→ピーク期間→ベース期間→電極マイナス極性期間と繰り返されることになる。他方、磁気吹き発生溶接個所信号PdがLowレベルのときはその溶接個所が非磁気吹き発生溶接個所であることを示しているので、直流パルスアーク溶接が選択される。この直流パルスアーク溶接を選択するために、期間タイマ信号Tcは、その値が2→3→2と繰り返されることになり、これに対応してピーク期間→ベース期間→ピーク期間と繰り返されることになる。
【0038】
電極マイナス極性駆動回路NDVは、上記の期間タイマ信号Tcを入力として、Tc=1(電極マイナス極性期間)のときは上記の電極マイナス極性トランジスタNTRを駆動するための電極マイナス極性駆動信号Ndvを出力する。電極プラス極性駆動回路PDVは、上記の期間タイマ信号Tcを入力として、Tc=2(ピーク期間)又は3(ベース期間)のときは上記の電極プラス極性トランジスタPTRを駆動するための電極プラス極性駆動信号Pdvを出力する。
【0039】
磁気吹き発生判別回路ADは、上記の電圧検出信号Vd及び上記の期間タイマ信号Tcを入力として、期間タイマ信号Tc=3(ベース期間)のときの電圧検出信号Vdの値が予め定めた基準電圧値以上であるときのみHighレベルになる磁気吹き発生判別信号Adを出力する。すなわち、この磁気吹き発生判別信号Adは、ベース電圧が磁気吹きによるアークの偏向によって上昇したことを判別してHighレベルになる信号である。磁気吹きの発生を、上述したように、ベース電圧の上昇率が基準上昇率以上になってから、下降率が基準下降率以上になった期間として判別しても良い。
【0040】
電極マイナス極性電流設定回路IENRは、予め定めた電極マイナス極性電流設定信号Ienrを出力する。ピーク電流設定回路IPRは、予め定めたピーク電流設定信号Iprを出力する。ベース電流設定回路IBRは、上記の磁気吹き発生判別信号Adを入力として、磁気吹き発生判別信号AdがHighレベルのときは予め定めた増加値のベース電流設定信号Ibrを出力し、Lowレベルのときは予め定めた通常値のベース電流設定信号Ibrを出力する。切換回路SWは、上記の電極マイナス極性電流設定信号Ienr、上記のピーク電流設定信号Ipr、上記のベース電流設定信号Ibr及び上記の期間タイマ信号Tcを入力として、期間タイマ信号Tc=1のときは電極マイナス極性電流設定信号Ienrを電流切換設定信号Iswとして出力し、期間タイマ信号Tc=2のときはピーク電流設定信号Iprを電流切換設定信号Iswとして出力し、期間タイマ信号Tc=3のときはベース電流設定信号Ibrを電流切換設定信号Iswとして出力する。
【0041】
電流検出回路IDは、直流又は交流の溶接電流Iwを検出し、その絶対値に変換して電流検出信号Idを出力する。電流誤差増幅回路EIは、上記の電流切換設定信号Iswとこの電流検出信号Idとの誤差を増幅して、電流誤差増幅信号Eiを出力する。駆動回路DVは、この電流誤差増幅信号Ei及び後述するロボット制御装置RCからの起動信号Onを入力として、起動信号OnがHighレベルのときは電流誤差増幅信号Eiに基づいてPWM変調制御を行い上記のインバータ回路INVを駆動するための駆動信号Dvを出力し、起動信号OnがLowレベルのときは駆動信号Dvを出力しない。
【0042】
ロボット制御装置RCは、上記の磁気吹き発生判別信号Adを入力として、テスト溶接モード又は実施工溶接モードが設定されて、各モードのときに以下のような動作を行い、起動信号On及び磁気吹き発生溶接個所信号Pdを出力する。溶接モードは、ティーチペンダント(図示は省略)によって選択されて、ロボット制御装置RCに対して設定される。
1)テスト溶接モードでは、磁気吹き溶接個所信号PdをLowレベルにして出力すると共に、図1で上述したように、第1溶接開始位置Ps1に溶接トーチを移動させた時点で起動信号OnをHighレベルにして出力する。その後は、作業プログラムに従って溶接線に沿って直流パルスアーク溶接を行う。この溶接中に、磁気吹き発生判別信号AdがHighレベルとなった場合は、磁気吹き発生溶接個所として記憶する。この磁気吹き発生溶接個所の判別方法については、図1で上述したとおりである。溶接トーチを第1溶接終了位置Pe1まで移動させた時点で、起動信号OnをLowレベルにして第1溶接個所の溶接を終了する。上記の動作を、第2及び第3溶接個所についても同様に行って溶接する。ここでは、図1で上述したように、第2溶接個所が磁気吹き発生溶接個所として判別された場合とする。
2)実施工溶接モードでは、図1で上述したように、第1溶接開始位置Ps1に溶接トーチを移動させた時点で、磁気吹き発生溶接個所信号PdをLowレベルにして出力すると共に、起動信号OnをHighレベルにして出力する。その後は、作業プログラムに従って溶接線に沿って直流パルスアーク溶接を行う。溶接トーチを第1溶接終了位置Pe1まで移動させた時点で、起動信号OnをLowレベルにして第1溶接個所の溶接を終了する。次に、第2溶接開始位置Ps2に溶接トーチを移動させた時点で、磁気吹き発生溶接個所信号PdをHighレベルにして出力すると共に、起動信号OnをHighレベルにして出力する。その後は、作業プログラムに従って溶接線に沿って交流パルスアーク溶接を行う。溶接トーチを第2溶接終了位置Pe2まで移動させた時点で、起動信号OnをLowレベルにして第2溶接個所の溶接を終了する。次に、第3溶接開始位置Ps3に溶接トーチを移動させた時点で、磁気吹き発生溶接個所信号PdをLowレベルにして出力すると共に、起動信号OnをHighレベルにして出力する。その後は、作業プログラムに従って溶接線に沿って直流パルスアーク溶接を行う。溶接トーチを第3溶接終了位置Pe3まで移動させた時点で、起動信号OnをLowレベルにして第3溶接個所の溶接を終了する。
【0043】
テスト溶接及び実施工溶接のどちらの場合でも、直流パルスアーク溶接のときは、磁気吹き発生判別信号AdがHighレベルになると、ベース電流を増加させて磁気吹きによるアークの偏向を修正するようにしている。しかし、テスト溶接の場合には、このベース電流の増加を行わないようにしても良い。
【0044】
上述した実施の形態によれば、ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所を判別して記憶する直流パルスアーク溶接によるテスト溶接を行い、実施工時に、記憶された磁気吹き発生溶接個所以外の溶接個所を溶接するときは直流パルスアーク溶接によって溶接し、記憶された磁気吹き発生溶接個所を溶接するときは溶接法を直流パルスアーク溶接から交流パルスアーク溶接に切り換えて溶接を行う。このために、ベース電流を増加させることなく、磁気吹きによるアーク切れを抑制することができるので、ビード外観を良好に保つことができる。
【0045】
また、テスト溶接で判別された磁気吹き発生溶接個所を交流パルスアーク溶接によって溶接する場合において、溶接電圧設定信号を小さくしてアーク長を短くなるように設定し、短絡が発生する状態で溶接するようにしても良い。このようにすれば、上述したように、磁界からの力が作用してもアークがさらに偏向しにくくなるために、磁気吹きによるアーク切れをより一層抑制することができる。
【符号の説明】
【0046】
1 溶接ワイヤ
2 母材
3 アーク
4 溶接トーチ
5 送給ロール
AD 磁気吹き発生判別回路
Ad 磁気吹き発生判別信号
D2a〜D2d 2次整流器
DV 駆動回路
Dv 駆動信号
EI 電流誤差増幅回路
Ei 電流誤差増幅信号
EN 電極マイナス極性
EP 電極プラス極性
EV 電圧誤差増幅回路
Ev 電圧誤差増幅信号
Iav 溶接電流平均値
Ib ベース電流
IBR ベース電流設定回路
Ibr ベース電流設定信号
ID 電流検出回路
Id 電流検出信号
Ien 電極マイナス極性電流
IENR 電極マイナス極性電流設定回路
Ienr 電極マイナス極性電流設定信号
INT インバータトランス
INV インバータ回路
Ip ピーク電流
IPR ピーク電流設定回路
Ipr ピーク電流設定信号
Isw 電流切換設定信号
Iw 溶接電流
NDV 電極マイナス極性駆動回路
Ndv 電極マイナス極性駆動信号
NTR 電極マイナス極性トランジスタ
On 起動信号
PDV 電極プラス極性駆動回路
Pdv 電極プラス極性駆動信号
Pd 磁気吹き発生溶接個所信号
Pe1〜Pe3 溶接終了位置
PS 溶接電源
Ps1〜Ps3 溶接開始位置
PTR 電極プラス極性トランジスタ
RC ロボット制御装置
SW 切換回路
Tb ベース期間
TC 期間タイマ回路
Tc 期間タイマ信号
Ten 電極マイナス極性期間
TENR 電極マイナス極性期間設定回路
Tenr 電極マイナス極性期間設定信号
Tep 電極プラス極性期間
Tf パルス周期(信号)
Tp ピーク期間
TPR ピーク期間設定回路
Tpr ピーク期間設定信号
VAV 電圧平均化回路
Vav 溶接電圧平均値/電圧平均信号
Vb ベース電圧
VD 電圧検出回路
Vd 電圧検出信号
Ven 電極マイナス極性電圧
VF V/Fコンバータ
Vp ピーク電圧
VR 電圧設定回路
Vr 溶接電圧設定信号
Vt 基準電圧値
Vw 溶接電圧
WL リアクトル
【特許請求の範囲】
【請求項1】
溶接ワイヤを送給すると共に、ピーク期間中のピーク電流及びベース期間中のベース電流から形成される溶接電流を通電する直流パルスアーク溶接によって溶接するアーク溶接制御方法において、
前記ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所を判別して記憶する前記直流パルスアーク溶接によるテスト溶接を行い、
実施工時に、前記記憶された磁気吹き発生溶接個所以外の溶接個所を溶接するときは前記直流パルスアーク溶接によって溶接し、前記記憶された磁気吹き発生溶接個所を溶接するときは溶接法を前記直流パルスアーク溶接から交流パルスアーク溶接に自動的に切り換えて溶接する、
ことを特徴とするアーク溶接制御方法。
【請求項2】
前記交流アーク溶接が短絡を伴う交流パルスアーク溶接である、
ことを特徴とする請求項1記載のアーク溶接制御方法。
【請求項1】
溶接ワイヤを送給すると共に、ピーク期間中のピーク電流及びベース期間中のベース電流から形成される溶接電流を通電する直流パルスアーク溶接によって溶接するアーク溶接制御方法において、
前記ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所を判別して記憶する前記直流パルスアーク溶接によるテスト溶接を行い、
実施工時に、前記記憶された磁気吹き発生溶接個所以外の溶接個所を溶接するときは前記直流パルスアーク溶接によって溶接し、前記記憶された磁気吹き発生溶接個所を溶接するときは溶接法を前記直流パルスアーク溶接から交流パルスアーク溶接に自動的に切り換えて溶接する、
ことを特徴とするアーク溶接制御方法。
【請求項2】
前記交流アーク溶接が短絡を伴う交流パルスアーク溶接である、
ことを特徴とする請求項1記載のアーク溶接制御方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−200735(P2012−200735A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−65141(P2011−65141)
【出願日】平成23年3月24日(2011.3.24)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月24日(2011.3.24)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]