
アーク溶接方法およびアーク溶接のための装置

本発明は電気アーク溶接方法に関し、溶接棒アセンブリ100が、可溶性を有して連続し、ワーク10に電気アークを介して溶融池12を生じさせる、少なくとも二つの溶接棒110,112,114,118を具備し、少なくとも二つの溶接棒110,112,114,116,118は、溶接方向30に関して連続した順番に、そして互いに横に引き離されて配置され、溶接棒アセンブリ100のそれぞれの溶接棒110,112,114,116,118の少なくとも一つの安定性パラメータStab_parを監視し、溶接棒アセンブリ100の一つの溶接棒116が安定性基準Critを違反していないか確認し、一つの溶接棒116の安定性基準Critの違反が検知されたときに、安定性基準Critに違反した一つの溶接棒116を、一つ以上の隣り合う溶接棒110,112,114,118から少なくとも一時的に引き離すステップが行われる。
【発明の詳細な説明】
【発明の概要】
【0001】
技術分野
本発明はアーク溶接方法およびアーク溶接、特に多数の溶接棒(electrode)を有する溶接棒アセンブリ(electrode assembly)を備えるサブマージアーク溶接のための装置に関する。
【0002】
発明の背景
サブマージアーク溶接は、高い生産性および品質を特徴とする十分に機械化された溶接方法で、より厚い材料におけるより長い溶接継目のためにしばしば用いられる。サブマージ溶接の間、連続して配置された一つ以上の溶接棒は、アーク(arc)で溶ける。
【0003】
溶接部、特に溶けた材料とアークとは粉末状のフラックス(flux)の層の下に保護される。フラックスは工程の間に幾分か溶けて、溶融池(weld pool)でスラグ(slag)の保護層を作る。工程において用いられる電流は比較的高く、通常は溶接棒あたり300〜1500アンペアの間である。サブマージアーク溶接に用いられる溶接棒は通常、直径2.5〜6mmである。
【0004】
サブマージ溶接に用いられるフラックスは、一般的にマンガン、ケイ素、チタン、アルミニウム、カルシウム、ジルコニウム、マグネシウム、およびフッ化カルシウムのような他の化合物の酸化物を含む、粒状の可溶性鉱物である。フラックスとワイヤの組み合わせが所望の機械的特性を生じるように、フラックスが与えられた溶接棒ワイヤの種類に適合すると特に明確に示される。すべてのフラックスは、溶接部金属の化学組成と機械的特性を生じるように、溶融池と反応する。もしそれらがマンガンおよびケイ素を溶接部に加えるならば、一般的にフラックスを「アクティブ」と呼ぶ。加えられるマンガンおよびケイ素の量はアーク電圧および溶接電流の程度に左右される。
【0005】
競争の増加に伴い、サブマージアーク溶接で可能な限り最も高い生産性を得るため、溶接スピードの増加および可能な限り最も高い溶着速度、すなわち、時間および溶接棒当たりの溶けた溶接消耗品または実際に作られた接合材料、のために努力がなされる。
【0006】
多数の連続した溶接棒とは対照的に、一つの溶接棒で溶接するときには、しばしば上限に達し、溶接データを変えるだけでは溶接生産性のさらなる増加が望めない。例えば、溶接電流を増加させたときに、アークは最終的に、溶融池を押して受け入れがたい溶接部とするくらい強くなる。
【0007】
この技術的に知られた事象の一つの解決法は、溶接継目の方向に連続して配置された多数の溶接棒を用いることである。通常、2〜3本の溶接棒が用いられるが、6本までの溶接棒の用い方が知られる。
【0008】
残念ながら、個々のアークが互いに「磁気吹き効果(magnetic arc blow effect)」と言われる影響を及ぼすように、多数の溶接棒の構成は無問題ではない。この効果は、隣接する溶接棒を通って流れる電流によって生じる磁場によって生じる。「磁気吹き効果」は、隣接するアークに影響を及ぼし、それを通常のそして所望の方向、大抵は材料に垂直かつ溶接棒と直列な方向から逸脱させまたは屈折させる。その逸脱は、アークが波状の溶接部および受け入れがたい全体的な結果となるような好ましからざる方法で、溶融池を押す原因となりうる。
【0009】
その上、溶融池において溶融した材料は、溶融池における波のパターンに影響を及ぼす感度の良いシステムを作るアークからの力によって影響を受ける。流動性の材料は、溶融池全体が接続されたn−1(nはアークの数)個の溶融池のシステムとして見られるように、アークの間で圧縮される。
【0010】
この現象を抑制するために知られている一つの方法は、連続する溶接棒にAC電流が供給されている間に、プライマー溶接棒(primer electrode)にDC電流を供給することである。これらの状態においてAC電流を使うことは、多くの理由で有用だと証明された。例えば、移動磁場は同じ範囲のアークに届かない。特に例えば、深い溶接継目において、母材における渦が磁場の分散を抑制するため、指向的に揺れる磁場でアークの逸脱は単一方向ではなくなり、溶融池の衝撃が少なくなる。連続する溶接棒におけるAC電流のさらなる利点は、溶着速度の増加である。
【0011】
上述の解決方法は溶接スピードおよび溶着速度を増加させるが、溶接結果の品質を危うくすることなく上限を超えることは難しい。
【0012】
限界を超えて押すことは、後の溶接棒の溶接工程における不安定の原因となりうる。これは、アークからの溶融池の押し効果と相まって、溶接消耗品によって、先立つ溶接棒から生じた、この位置にみられる比較的大きな溶融池によって決まると考えられる。この効果は、後の溶接棒に供給するのに用いられる溶接電流を連続して低くすることによってわずかに少なくされ得るが、この対策を通しても問題は完全には避けられない。
【0013】
発明の概要
本発明の目的は、溶接スピードを増加できる溶接棒アセンブリを提供することである。本発明の他の目的は、十分な溶接品質を得るとともに溶接スピードを増加させる方法を提供することである。本発明の他の目的は、そのような方法を実行するための装置を提供することである。
【0014】
これらの目的は、独立請求項の特徴によって達成される。その他の請求項および記載は、本発明の有益な実施形態を開示する。
【0015】
本発明の第1の特徴によれば、溶接棒アセンブリは、電気アーク溶接のために提案され、可溶性を有し連続的に供給され、ワークに複数の電気アークを介して溶融池を生じさせる少なくとも三つの溶接棒を具備し、溶接ヘッドジョーが、前記少なくとも三つの溶接棒のそれぞれに配置され、前記溶接棒アセンブリが運転状態にあるとき、前記少なくとも三つの溶接棒は溶接方向30について連続した順番に配置され、少なくとも一つの後続の前記溶接棒(trailing electrode)は、先立つ溶接棒(leading electrode)の先の一つ以上の溶接棒に比して前記先立つ溶接棒から横におよび/または横断的に幾何学的に引き離されたことを特徴とする。
【0016】
一般的な溶接棒アセンブリにおいて、前記複数の溶接ヘッドジョーそして前記複数の溶接棒は、溶接の間、等間隔に、溶接継目(weld seam)と同一直線状の一列に並んで配置されている。好ましくは、多数の前記アークの間の隔たりを通り前記アークの間で押しつぶされた流動性の材料のシステムを操作することで、前記システムが、磁気吹き効果(arc blow effect)の変化を考慮に入れた有利な方法に変えられ、さらに異なる溶接ヘッド距離を受けることができる。前記溶接棒アセンブリの前記溶接棒を再配置することで、磁気吹き効果の不利益な効果なしに溶接スピードは増加できる。
【0017】
好ましくは、その先立つ溶接棒から引き離された前記溶接棒は、前記溶接棒アセンブリの確定した設計となるモデル作り(modelling)または試験によって、前記溶接棒アセンブリの設計段階で選択されることができる。一方、溶接の作動中の前記溶接棒および前記溶接ヘッドジョーのそれぞれの溶接および再配置の間に前記溶接棒を監視することができる。
【0018】
本発明の好ましい実施形態によれば、前記後続の溶接棒はその先立つ溶接棒から、前記先立つ溶接棒とその先の溶接棒との間より大きな距離で引き離されることができる。前記溶接棒アセンブリは、なお意図される前記溶接継目と直線状に並ぶことができる。特に、距離は1.5倍、好ましくは2〜10倍、さらに好ましくは2.5〜5倍に増やされる。間隔が増やされることで、高い溶接スピードの間、磁気吹き効果が大きく減少する。
【0019】
本発明の好ましい実施形態によれば、前記溶接棒の引き離しは、前記溶接棒の間の角度を調整することによって達成できる。一つ以上の溶接棒を傾けることによって、引き離された前記溶接棒とその先立つ溶接棒との間の増加された距離は、容易に定めることができる。好ましくは、引き離された前記溶接棒についての後続の前記溶接棒は、同様に傾けられることができる。
【0020】
加えて、またはその代わりに、本発明の好ましい実施形態によれば、前記後続の溶接棒は、その先立つ溶接棒およびその先の溶接棒を結ぶ仮想線からずらされることで、前記先立つ溶接棒から引き離されることができる。この場合、前記引き離された溶接棒は、前記溶接継目についてその他の前記溶接棒からずらされる。
【0021】
本発明の好ましい実施の形態によれば、前記引き離された溶接棒は、溶接工程の間の不安定性の判断に基づいて選ばれることができる。便宜上、前記溶接棒アセンブリの設計の間のモデル作り段階において、または前記溶接棒アセンブリのそれぞれの溶接棒の溶接パラメータ測定によって、判断がなされてもよい。調整可能な溶接棒アセンブリにおいて、引き離しは溶接工程の間にされることができる。
【0022】
本発明の好ましい実施形態によれば、溶接の間に前記溶接棒を引き離すために、アクチュエータが設けられてもよい。これにより、不安定が観測または予期されるときに、一つ以上の溶接棒を引き離すことができる。
【0023】
本発明の好ましい実施形態によれば、五つの溶接棒の溶接棒アセンブリにおいて、四つ目の溶接棒は三番目の溶接棒から、その後の他の前記溶接棒の間の等距離の間隔より大きな距離で引き離されることができる。
【0024】
本発明の他の特徴によれば、溶接棒アセンブリが、可溶性を有して連続し、ワークに電気アークを介して溶融池を生じさせる、少なくとも二つの溶接棒を具備し、前記少なくとも二つの溶接棒は、溶接方向に関して連続した順番に、そして互いに横に引き離されて配置された、電気アーク溶接方法が提案される。前記溶接棒アセンブリのそれぞれの溶接棒の少なくとも一つの安定性パラメータは監視される。前記溶接棒アセンブリの一つの溶接棒が安定性基準を違反していないか確認され、一つの前記溶接棒の前記安定性基準違反が検知されたときに、前記安定性基準に違反した前記一つの溶接棒が、一つ以上の隣り合う溶接棒から少なくとも一時的に引き離される。
【0025】
複数のアークの間の間隔を通りアークの間で押しつぶされた液体材料の前記システムを操作することで、システムは磁気吹き効果の変化を考慮に入れた有利な方法に変えられ、さらに異なる溶接ヘッド距離を受けることができる。有益なことに、前記安定性基準に違反した前記溶接棒の不利益な影響を減らすことができ、十分な溶接品質を保つことができる。
【0026】
前記溶接棒アセンブリのそれぞれの溶接棒の前記少なくとも一つの安定性パラメータを監視することは、前記溶接棒アセンブリの設計段階でなされることで確定した溶接棒アセンブリの設計が提供されても良く、または、溶接運転中になされても良い。
【0027】
本発明の好ましい実施形態によれば、前記一つの溶接棒を引き離すことは、前記不安定基準に違反した前記一つの溶接棒とその先の溶接棒との間の距離を増大させることによって行われても良い。便宜上、前記不安定が第一に起こる前記溶接棒は、その先立つ溶接棒から引き離される。
【0028】
本発明の好ましい実施形態によれば、横方向における距離は増やされても良い。特に、前記距離は1.5倍、好ましくは2〜10倍、特に2.5〜5倍に増やされても良い。前記不安定が見られる前記溶接棒と前記先立つ溶接棒との間の距離を増大させることにより不利益な磁気吹き効果を制御できるため、溶接スピードを溶接品質の低下を伴わず増加させることができる。
【0029】
本発明の好ましい実施形態によれば、引き離しは、横断方向に一つ以上の溶接棒を移動させることでなされても良い。特に、前記一つ以上の溶接棒は、前記溶接棒の少なくとも横の距離の総計だけ移動させられても良い。この場合、前記溶接棒はもはや前記溶接方向に沿わないが、一つ以上の溶接棒は前記溶接継目からずらされて配置できる。
【0030】
本発明の好ましい実施形態によれば、前記一つの溶接棒の引き離しは、溶接棒の間の角度を調整することによって行われても良い。好ましいことに、前記安定性基準に違反した前記一つの溶接棒からその先立つ溶接棒までの距離は、容易に調整できる。
【0031】
本発明の好ましい実施形態によれば、前記一つの溶接棒の引き離しは、前記溶接棒を保持する複数の溶接ヘッドジョーを引き離すことによってなされても良い。前記一つの溶接棒の引き離しは、容易に達成することができる。好ましいことに、前記溶接ヘッドジョーは、アクチュエータによって高精度に動かすことができる。
【0032】
本発明の好ましい実施形態によれば、前記溶接棒を通る電流は、安定性パラメータとして監視されても良い。それぞれの溶接棒を通る前記電流および/または電力は、高精度に容易に利用できる。
【0033】
本発明の好ましい実施形態によれば、アーク電圧は安定性パラメータとして監視されても良い。それぞれの溶接棒についての前記アーク電圧は高精度に容易に利用できる。
【0034】
本発明の好ましい実施形態によれば、前記安定性基準の違反は前記一つ以上の溶接棒の前記安定性パラメータが、一つ以上の隣接する溶接棒の前記安定性パラメータについて5%以上、好ましくは10%以上変化したときに 検知される。
【0035】
本発明の好ましい実施形態によれば、前記安定性基準の違反は前記一つ以上の溶接棒の前記安定性パラメータが、前記先の溶接棒に比して前記後続の溶接棒の安定性パラメータについて5%以上、好ましくは10%以上変化したときに 検知される。好ましいことに、不安定が最初に発生する前記溶接棒をその先立つ溶接棒から引き離すことができ、前記溶接工程の前記安定性を復旧できる。
【0036】
本発明の好ましい実施形態によれば、前記一つの溶接棒の引き離しは、前記溶接棒を通って流れる電流が継続している間になされても良い。好ましいことに、前記溶接工程は中断されず、高い溶接スピードは保たれる。
【0037】
本発明の他の特徴によれば、電気アーク溶接方法を行うための装置が提案され、溶接棒アセンブリが、可溶性を有して連続し、ワークに電気アークを介して溶融池を生じさせる少なくとも二つの溶接棒を具備し、前記少なくとも二つの溶接棒は、溶接方向に関して連続した順番に、そして互いに横に引き離されて配置され、前記溶接棒アセンブリのそれぞれの溶接棒の少なくとも一つの安定性パラメータを監視する監視デバイスと、前記溶接棒アセンブリの一つの溶接棒が安定性基準を違反していないか確認するユニットと、が設けられ、前記溶接棒アセンブリは、前記一つの溶接棒の前記安定性基準の違反が検知されたときに、前記安定性基準に違反した前記一つの溶接棒を、一つ以上の隣り合う溶接棒から少なくとも一時的に引き離すことができるようになる。当該装置は、溶接の間に前記溶接棒アセンブリの前記溶接棒が再配置できる普通の溶接運転に用いることができ、または、前記溶接棒アセンブリにおける前記溶接棒の確定した配置を提供する前記溶接棒アセンブリの試験に用いることができる。
【0038】
本発明の好ましい実施形態によれば、前記溶接棒アセンブリは、前記ワークの表面上で横におよび/または横断的に個々の溶接棒の位置を調整するための調整可能な複数の溶接ヘッドジョーを備えることができる。便宜上、前記溶接棒および/または前記溶接ヘッドジョーは一つ以上のアクチュエータを介して配置されることができる。
【0039】
本発明の好ましい実施形態によれば、前記溶接棒アセンブリは、角度を調整可能な回動可能な複数の溶接ヘッドジョーを備えることができる。溶接棒の間の距離は、容易に調整できる。
【図面の簡単な説明】
【0040】
本発明は、上の記載と他の目的および利点とがあれば、以下の実施形態の詳細な説明から最も良く理解されるかもしれないが、図示される実施形態に限定されるものではない。
【図1】発明による方法を行うための装置の実施の例。
【図2】発明による手順を説明するフローチャート。
【図3a】五つの溶接棒を備える溶接棒アセンブリの実施の例。
【図3b】一つの溶接棒の安定性基準違反のため溶接棒が引き離された溶接棒アセンブリの実施の例。
【0041】
発明の好ましい実施形態の詳細な説明
複数の図面において、同一または類似の複数の要素は、同一の参照番号によって参照される。図面は、単なる概要の表現であり、発明の特定的なパラメータを表現することを意図したものではない。さらに、図面は単に発明の代表的な実施形態を表現することを意図し、そしてそのため発明の範囲の限定としてみなされるべきではない。
【0042】
図1は、ワーク10を溶接するための溶接棒アセンブリ100を備えるサブマージアーク溶接の設備を概要的に示す。この実施例において、それぞれの溶接ヘッドジョー140,142,144に保持された溶接棒アセンブリ100は、三つの溶接棒110,112,114を備えている。溶接棒110,112,114は、連続した順番で溶接継目(図示せず)に並んで、等間隔に配置される。
【0043】
ミグ溶接と同様に、サブマージアーク溶接(SAW)は、溶接棒アセンブリ100が溶接方向30に動く間に、連続的に供給されるむき出しのワイヤ溶接棒110,112,114とワーク10との間にアークを形成する。溶接棒110,112,114は複数のコイル120,122,124から供給されるとともに複数のワイヤガイド130,132,134にガイドされても良い。それぞれの溶接棒110,112,114は、別個の動力源40,42,44によって供給されても良い。
【0044】
この行程は、保護ガスおよびスラグを発生させ、そして溶融池12に合金元素を加えるフラックスを用いる。追加のシールドガスは必要ない。溶接する前に、フラックス粉末の薄い層20が、ワーク表面16上に配置される。アークは、溶接方向30において継目に沿って動き、そしてそれに従って、フラックスはフラックス供給ホッパ50によって溶接範囲に供給される。アークがフラックス層20に十分に覆われることで、熱損失が非常に低くなる。これは、手動の金属アークの25%に比べて高い、60%くらいの熱効率を生じさせる。可視のアーク灯はなく、溶接は実質上スパッタフリー(spatter-free)で、そしてヒューム(fume)の抜き出しは不要である。
【0045】
サブマージアーク溶接は、完全に機械化されて、または自動プロセスとして運転できるが、任意にセミオートとなっても良い。代表的な溶接パラメータは、電流、アーク電圧、および移動スピードであって、これら全てはビード(bead)の形状、溶け込みの深さ、および置かれる溶接金属の化学組成に影響を与え得る。
【0046】
それぞれの溶接棒110,112,114に、電流および/またはアーク電圧のような一つ以上の溶接パラメータを監視する一つ以上のセンサユニット60,62,64が備えられている。監視されるパラメータは、それぞれの溶接棒110,112,114の溶接工程が安定しているか、または一つ以上の溶接棒110,112,114に不安定が生じているかを確認するための安定性パラメータとして用いられるかもしれない。
【0047】
センサユニット60,62,64は、溶接棒の一つが安定性基準を違反していないかを確認するためのユニット72を備える監視デバイス70に接続されている。
【0048】
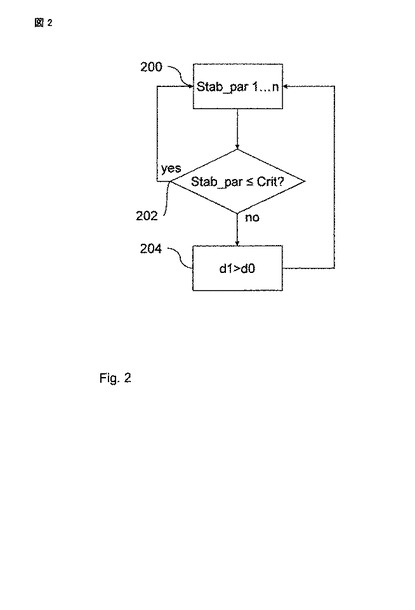
図2は溶接棒アセンブリのn個の溶接棒の安定性を監視するための手順のフローチャートを示す。例えば、n=3であり、溶接棒は図1の三つの溶接棒110,112,114である。
【0049】
ステップ200において、それぞれの溶接棒の一つ以上の安定性パラメータStab_parが監視される。ステップ202において、一つ以上の安定性パラメータStab_parが所定の安定性基準Crit以下であるかが確認される。例えば、安定性基準Critの違反は、一つ以上の溶接棒の安定性パラメータStab_parが、一つ以上の隣接する溶接棒、特に、後続の溶接棒に対して先立つ溶接棒の安定性パラメータに対して5%以上、好ましくは10%変化したときに検知される。
【0050】
一つ以上の安定性パラメータStab_parが許容範囲の中にある(フローチャートにおける「yes」)ならば、ルーチンは監視ステップ200に戻る。一つ以上の安定性パラメータStab_parの違反が検知された(フローチャートにおける「no」)ならば、少なくとも一時的に、不安定が最初に生じた溶接棒を一つ以上の隣接する溶接棒から引き離す。特に、安定性基準に違反した溶接棒は、その先立つ溶接棒から引き離される。
【0051】
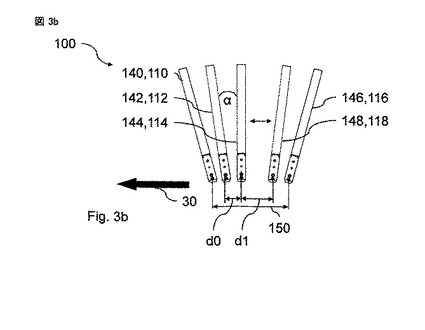
図3aおよび3bは、五つの溶接棒110,112,114,116,118を備える溶接棒アセンブリ100の一例を示す。溶接棒110,112,114,116,118は、等しい距離d0の間隔を置いて配置され、互いに対して角度αに傾いている。距離d0は、ここに示すように、溶接ヘッドジョー140,142,144,146,148の端部の間の距離である。複数のワイヤ溶接棒110,112,114,116,118は、溶接ヘッドジョー140,142,144,146,148の縦伸びと同一線上にある。溶接ヘッドジョー140,142,144,146,148は、それらの下端の横距離150に亘って配置される。
【0052】
溶接棒116で安定性基準Critの違反が検知されたならば、図3aに示される溶接棒110,112,114,116,118の等間隔の連続した順番が変えられるとともに、溶接ヘッドジョー146が溶接ヘッドジョー144から横方向に離れるように動くことで、溶接棒116が第1の実施形態のその先立つ溶接棒114から引き離されるため、距離d0がより大きい距離d1に増大する。
【0053】
他の実施形態(図示せず)によれば、溶接棒116は、他の後続の溶接棒118の溶接ヘッドジョー148の後に溶接ヘッドジョー146を傾けることによってその先立つ溶接棒114から引き離されても良く、これによって距離d0がより大きい距離d1に増加する。溶接ヘッドジョー140,142,144,146,148の下端の横の距離150は、続いて増大する。
【0054】
他の実施形態(図示せず)によれば、溶接棒116は、溶接ヘッドジョー146を横断方向に移動させることで、全ての溶接棒が溶接継目に沿って直線状にない配置とし、それによってその先立つ溶接棒114から引き離されても良い。
【0055】
距離d0は、好ましくは1.5倍、さらに好ましくは2〜10倍、特に2.5〜5倍に増やされる良い。
【0056】
たとえば、距離は、20mmである距離d0から始まって、50〜100mmである距離d1まで増加する。
【0057】
図3bに示す溶接棒アセンブリ100は、安定性基準Critを違反した溶接棒116が溶接工程の前にモデル作りおよび/または試験によって決定された、確定した溶接棒の配置であっても良い。このような溶接棒アセンブリ100が、たとえば大量の同じパイプを溶接するような、事実上一定の要求がされる決まりきった溶接工程に用いられるならば、有利である。
【0058】
この溶接の変更を通して、いまだ未達成の溶接スピードで、望まれる品質レベルを達成できる。具体的なケースでは、求められた結果が示された五つの溶接棒システムにおいて溶接棒114,115の間の距離が100mmまで増大したことが示された。もちろん、この数は現実のシステムおよび幾何学に依存し、効果を示すためにのみ与えられるものである。この数は他の配置において異なっても良い。
【発明の概要】
【0001】
技術分野
本発明はアーク溶接方法およびアーク溶接、特に多数の溶接棒(electrode)を有する溶接棒アセンブリ(electrode assembly)を備えるサブマージアーク溶接のための装置に関する。
【0002】
発明の背景
サブマージアーク溶接は、高い生産性および品質を特徴とする十分に機械化された溶接方法で、より厚い材料におけるより長い溶接継目のためにしばしば用いられる。サブマージ溶接の間、連続して配置された一つ以上の溶接棒は、アーク(arc)で溶ける。
【0003】
溶接部、特に溶けた材料とアークとは粉末状のフラックス(flux)の層の下に保護される。フラックスは工程の間に幾分か溶けて、溶融池(weld pool)でスラグ(slag)の保護層を作る。工程において用いられる電流は比較的高く、通常は溶接棒あたり300〜1500アンペアの間である。サブマージアーク溶接に用いられる溶接棒は通常、直径2.5〜6mmである。
【0004】
サブマージ溶接に用いられるフラックスは、一般的にマンガン、ケイ素、チタン、アルミニウム、カルシウム、ジルコニウム、マグネシウム、およびフッ化カルシウムのような他の化合物の酸化物を含む、粒状の可溶性鉱物である。フラックスとワイヤの組み合わせが所望の機械的特性を生じるように、フラックスが与えられた溶接棒ワイヤの種類に適合すると特に明確に示される。すべてのフラックスは、溶接部金属の化学組成と機械的特性を生じるように、溶融池と反応する。もしそれらがマンガンおよびケイ素を溶接部に加えるならば、一般的にフラックスを「アクティブ」と呼ぶ。加えられるマンガンおよびケイ素の量はアーク電圧および溶接電流の程度に左右される。
【0005】
競争の増加に伴い、サブマージアーク溶接で可能な限り最も高い生産性を得るため、溶接スピードの増加および可能な限り最も高い溶着速度、すなわち、時間および溶接棒当たりの溶けた溶接消耗品または実際に作られた接合材料、のために努力がなされる。
【0006】
多数の連続した溶接棒とは対照的に、一つの溶接棒で溶接するときには、しばしば上限に達し、溶接データを変えるだけでは溶接生産性のさらなる増加が望めない。例えば、溶接電流を増加させたときに、アークは最終的に、溶融池を押して受け入れがたい溶接部とするくらい強くなる。
【0007】
この技術的に知られた事象の一つの解決法は、溶接継目の方向に連続して配置された多数の溶接棒を用いることである。通常、2〜3本の溶接棒が用いられるが、6本までの溶接棒の用い方が知られる。
【0008】
残念ながら、個々のアークが互いに「磁気吹き効果(magnetic arc blow effect)」と言われる影響を及ぼすように、多数の溶接棒の構成は無問題ではない。この効果は、隣接する溶接棒を通って流れる電流によって生じる磁場によって生じる。「磁気吹き効果」は、隣接するアークに影響を及ぼし、それを通常のそして所望の方向、大抵は材料に垂直かつ溶接棒と直列な方向から逸脱させまたは屈折させる。その逸脱は、アークが波状の溶接部および受け入れがたい全体的な結果となるような好ましからざる方法で、溶融池を押す原因となりうる。
【0009】
その上、溶融池において溶融した材料は、溶融池における波のパターンに影響を及ぼす感度の良いシステムを作るアークからの力によって影響を受ける。流動性の材料は、溶融池全体が接続されたn−1(nはアークの数)個の溶融池のシステムとして見られるように、アークの間で圧縮される。
【0010】
この現象を抑制するために知られている一つの方法は、連続する溶接棒にAC電流が供給されている間に、プライマー溶接棒(primer electrode)にDC電流を供給することである。これらの状態においてAC電流を使うことは、多くの理由で有用だと証明された。例えば、移動磁場は同じ範囲のアークに届かない。特に例えば、深い溶接継目において、母材における渦が磁場の分散を抑制するため、指向的に揺れる磁場でアークの逸脱は単一方向ではなくなり、溶融池の衝撃が少なくなる。連続する溶接棒におけるAC電流のさらなる利点は、溶着速度の増加である。
【0011】
上述の解決方法は溶接スピードおよび溶着速度を増加させるが、溶接結果の品質を危うくすることなく上限を超えることは難しい。
【0012】
限界を超えて押すことは、後の溶接棒の溶接工程における不安定の原因となりうる。これは、アークからの溶融池の押し効果と相まって、溶接消耗品によって、先立つ溶接棒から生じた、この位置にみられる比較的大きな溶融池によって決まると考えられる。この効果は、後の溶接棒に供給するのに用いられる溶接電流を連続して低くすることによってわずかに少なくされ得るが、この対策を通しても問題は完全には避けられない。
【0013】
発明の概要
本発明の目的は、溶接スピードを増加できる溶接棒アセンブリを提供することである。本発明の他の目的は、十分な溶接品質を得るとともに溶接スピードを増加させる方法を提供することである。本発明の他の目的は、そのような方法を実行するための装置を提供することである。
【0014】
これらの目的は、独立請求項の特徴によって達成される。その他の請求項および記載は、本発明の有益な実施形態を開示する。
【0015】
本発明の第1の特徴によれば、溶接棒アセンブリは、電気アーク溶接のために提案され、可溶性を有し連続的に供給され、ワークに複数の電気アークを介して溶融池を生じさせる少なくとも三つの溶接棒を具備し、溶接ヘッドジョーが、前記少なくとも三つの溶接棒のそれぞれに配置され、前記溶接棒アセンブリが運転状態にあるとき、前記少なくとも三つの溶接棒は溶接方向30について連続した順番に配置され、少なくとも一つの後続の前記溶接棒(trailing electrode)は、先立つ溶接棒(leading electrode)の先の一つ以上の溶接棒に比して前記先立つ溶接棒から横におよび/または横断的に幾何学的に引き離されたことを特徴とする。
【0016】
一般的な溶接棒アセンブリにおいて、前記複数の溶接ヘッドジョーそして前記複数の溶接棒は、溶接の間、等間隔に、溶接継目(weld seam)と同一直線状の一列に並んで配置されている。好ましくは、多数の前記アークの間の隔たりを通り前記アークの間で押しつぶされた流動性の材料のシステムを操作することで、前記システムが、磁気吹き効果(arc blow effect)の変化を考慮に入れた有利な方法に変えられ、さらに異なる溶接ヘッド距離を受けることができる。前記溶接棒アセンブリの前記溶接棒を再配置することで、磁気吹き効果の不利益な効果なしに溶接スピードは増加できる。
【0017】
好ましくは、その先立つ溶接棒から引き離された前記溶接棒は、前記溶接棒アセンブリの確定した設計となるモデル作り(modelling)または試験によって、前記溶接棒アセンブリの設計段階で選択されることができる。一方、溶接の作動中の前記溶接棒および前記溶接ヘッドジョーのそれぞれの溶接および再配置の間に前記溶接棒を監視することができる。
【0018】
本発明の好ましい実施形態によれば、前記後続の溶接棒はその先立つ溶接棒から、前記先立つ溶接棒とその先の溶接棒との間より大きな距離で引き離されることができる。前記溶接棒アセンブリは、なお意図される前記溶接継目と直線状に並ぶことができる。特に、距離は1.5倍、好ましくは2〜10倍、さらに好ましくは2.5〜5倍に増やされる。間隔が増やされることで、高い溶接スピードの間、磁気吹き効果が大きく減少する。
【0019】
本発明の好ましい実施形態によれば、前記溶接棒の引き離しは、前記溶接棒の間の角度を調整することによって達成できる。一つ以上の溶接棒を傾けることによって、引き離された前記溶接棒とその先立つ溶接棒との間の増加された距離は、容易に定めることができる。好ましくは、引き離された前記溶接棒についての後続の前記溶接棒は、同様に傾けられることができる。
【0020】
加えて、またはその代わりに、本発明の好ましい実施形態によれば、前記後続の溶接棒は、その先立つ溶接棒およびその先の溶接棒を結ぶ仮想線からずらされることで、前記先立つ溶接棒から引き離されることができる。この場合、前記引き離された溶接棒は、前記溶接継目についてその他の前記溶接棒からずらされる。
【0021】
本発明の好ましい実施の形態によれば、前記引き離された溶接棒は、溶接工程の間の不安定性の判断に基づいて選ばれることができる。便宜上、前記溶接棒アセンブリの設計の間のモデル作り段階において、または前記溶接棒アセンブリのそれぞれの溶接棒の溶接パラメータ測定によって、判断がなされてもよい。調整可能な溶接棒アセンブリにおいて、引き離しは溶接工程の間にされることができる。
【0022】
本発明の好ましい実施形態によれば、溶接の間に前記溶接棒を引き離すために、アクチュエータが設けられてもよい。これにより、不安定が観測または予期されるときに、一つ以上の溶接棒を引き離すことができる。
【0023】
本発明の好ましい実施形態によれば、五つの溶接棒の溶接棒アセンブリにおいて、四つ目の溶接棒は三番目の溶接棒から、その後の他の前記溶接棒の間の等距離の間隔より大きな距離で引き離されることができる。
【0024】
本発明の他の特徴によれば、溶接棒アセンブリが、可溶性を有して連続し、ワークに電気アークを介して溶融池を生じさせる、少なくとも二つの溶接棒を具備し、前記少なくとも二つの溶接棒は、溶接方向に関して連続した順番に、そして互いに横に引き離されて配置された、電気アーク溶接方法が提案される。前記溶接棒アセンブリのそれぞれの溶接棒の少なくとも一つの安定性パラメータは監視される。前記溶接棒アセンブリの一つの溶接棒が安定性基準を違反していないか確認され、一つの前記溶接棒の前記安定性基準違反が検知されたときに、前記安定性基準に違反した前記一つの溶接棒が、一つ以上の隣り合う溶接棒から少なくとも一時的に引き離される。
【0025】
複数のアークの間の間隔を通りアークの間で押しつぶされた液体材料の前記システムを操作することで、システムは磁気吹き効果の変化を考慮に入れた有利な方法に変えられ、さらに異なる溶接ヘッド距離を受けることができる。有益なことに、前記安定性基準に違反した前記溶接棒の不利益な影響を減らすことができ、十分な溶接品質を保つことができる。
【0026】
前記溶接棒アセンブリのそれぞれの溶接棒の前記少なくとも一つの安定性パラメータを監視することは、前記溶接棒アセンブリの設計段階でなされることで確定した溶接棒アセンブリの設計が提供されても良く、または、溶接運転中になされても良い。
【0027】
本発明の好ましい実施形態によれば、前記一つの溶接棒を引き離すことは、前記不安定基準に違反した前記一つの溶接棒とその先の溶接棒との間の距離を増大させることによって行われても良い。便宜上、前記不安定が第一に起こる前記溶接棒は、その先立つ溶接棒から引き離される。
【0028】
本発明の好ましい実施形態によれば、横方向における距離は増やされても良い。特に、前記距離は1.5倍、好ましくは2〜10倍、特に2.5〜5倍に増やされても良い。前記不安定が見られる前記溶接棒と前記先立つ溶接棒との間の距離を増大させることにより不利益な磁気吹き効果を制御できるため、溶接スピードを溶接品質の低下を伴わず増加させることができる。
【0029】
本発明の好ましい実施形態によれば、引き離しは、横断方向に一つ以上の溶接棒を移動させることでなされても良い。特に、前記一つ以上の溶接棒は、前記溶接棒の少なくとも横の距離の総計だけ移動させられても良い。この場合、前記溶接棒はもはや前記溶接方向に沿わないが、一つ以上の溶接棒は前記溶接継目からずらされて配置できる。
【0030】
本発明の好ましい実施形態によれば、前記一つの溶接棒の引き離しは、溶接棒の間の角度を調整することによって行われても良い。好ましいことに、前記安定性基準に違反した前記一つの溶接棒からその先立つ溶接棒までの距離は、容易に調整できる。
【0031】
本発明の好ましい実施形態によれば、前記一つの溶接棒の引き離しは、前記溶接棒を保持する複数の溶接ヘッドジョーを引き離すことによってなされても良い。前記一つの溶接棒の引き離しは、容易に達成することができる。好ましいことに、前記溶接ヘッドジョーは、アクチュエータによって高精度に動かすことができる。
【0032】
本発明の好ましい実施形態によれば、前記溶接棒を通る電流は、安定性パラメータとして監視されても良い。それぞれの溶接棒を通る前記電流および/または電力は、高精度に容易に利用できる。
【0033】
本発明の好ましい実施形態によれば、アーク電圧は安定性パラメータとして監視されても良い。それぞれの溶接棒についての前記アーク電圧は高精度に容易に利用できる。
【0034】
本発明の好ましい実施形態によれば、前記安定性基準の違反は前記一つ以上の溶接棒の前記安定性パラメータが、一つ以上の隣接する溶接棒の前記安定性パラメータについて5%以上、好ましくは10%以上変化したときに 検知される。
【0035】
本発明の好ましい実施形態によれば、前記安定性基準の違反は前記一つ以上の溶接棒の前記安定性パラメータが、前記先の溶接棒に比して前記後続の溶接棒の安定性パラメータについて5%以上、好ましくは10%以上変化したときに 検知される。好ましいことに、不安定が最初に発生する前記溶接棒をその先立つ溶接棒から引き離すことができ、前記溶接工程の前記安定性を復旧できる。
【0036】
本発明の好ましい実施形態によれば、前記一つの溶接棒の引き離しは、前記溶接棒を通って流れる電流が継続している間になされても良い。好ましいことに、前記溶接工程は中断されず、高い溶接スピードは保たれる。
【0037】
本発明の他の特徴によれば、電気アーク溶接方法を行うための装置が提案され、溶接棒アセンブリが、可溶性を有して連続し、ワークに電気アークを介して溶融池を生じさせる少なくとも二つの溶接棒を具備し、前記少なくとも二つの溶接棒は、溶接方向に関して連続した順番に、そして互いに横に引き離されて配置され、前記溶接棒アセンブリのそれぞれの溶接棒の少なくとも一つの安定性パラメータを監視する監視デバイスと、前記溶接棒アセンブリの一つの溶接棒が安定性基準を違反していないか確認するユニットと、が設けられ、前記溶接棒アセンブリは、前記一つの溶接棒の前記安定性基準の違反が検知されたときに、前記安定性基準に違反した前記一つの溶接棒を、一つ以上の隣り合う溶接棒から少なくとも一時的に引き離すことができるようになる。当該装置は、溶接の間に前記溶接棒アセンブリの前記溶接棒が再配置できる普通の溶接運転に用いることができ、または、前記溶接棒アセンブリにおける前記溶接棒の確定した配置を提供する前記溶接棒アセンブリの試験に用いることができる。
【0038】
本発明の好ましい実施形態によれば、前記溶接棒アセンブリは、前記ワークの表面上で横におよび/または横断的に個々の溶接棒の位置を調整するための調整可能な複数の溶接ヘッドジョーを備えることができる。便宜上、前記溶接棒および/または前記溶接ヘッドジョーは一つ以上のアクチュエータを介して配置されることができる。
【0039】
本発明の好ましい実施形態によれば、前記溶接棒アセンブリは、角度を調整可能な回動可能な複数の溶接ヘッドジョーを備えることができる。溶接棒の間の距離は、容易に調整できる。
【図面の簡単な説明】
【0040】
本発明は、上の記載と他の目的および利点とがあれば、以下の実施形態の詳細な説明から最も良く理解されるかもしれないが、図示される実施形態に限定されるものではない。
【図1】発明による方法を行うための装置の実施の例。
【図2】発明による手順を説明するフローチャート。
【図3a】五つの溶接棒を備える溶接棒アセンブリの実施の例。
【図3b】一つの溶接棒の安定性基準違反のため溶接棒が引き離された溶接棒アセンブリの実施の例。
【0041】
発明の好ましい実施形態の詳細な説明
複数の図面において、同一または類似の複数の要素は、同一の参照番号によって参照される。図面は、単なる概要の表現であり、発明の特定的なパラメータを表現することを意図したものではない。さらに、図面は単に発明の代表的な実施形態を表現することを意図し、そしてそのため発明の範囲の限定としてみなされるべきではない。
【0042】
図1は、ワーク10を溶接するための溶接棒アセンブリ100を備えるサブマージアーク溶接の設備を概要的に示す。この実施例において、それぞれの溶接ヘッドジョー140,142,144に保持された溶接棒アセンブリ100は、三つの溶接棒110,112,114を備えている。溶接棒110,112,114は、連続した順番で溶接継目(図示せず)に並んで、等間隔に配置される。
【0043】
ミグ溶接と同様に、サブマージアーク溶接(SAW)は、溶接棒アセンブリ100が溶接方向30に動く間に、連続的に供給されるむき出しのワイヤ溶接棒110,112,114とワーク10との間にアークを形成する。溶接棒110,112,114は複数のコイル120,122,124から供給されるとともに複数のワイヤガイド130,132,134にガイドされても良い。それぞれの溶接棒110,112,114は、別個の動力源40,42,44によって供給されても良い。
【0044】
この行程は、保護ガスおよびスラグを発生させ、そして溶融池12に合金元素を加えるフラックスを用いる。追加のシールドガスは必要ない。溶接する前に、フラックス粉末の薄い層20が、ワーク表面16上に配置される。アークは、溶接方向30において継目に沿って動き、そしてそれに従って、フラックスはフラックス供給ホッパ50によって溶接範囲に供給される。アークがフラックス層20に十分に覆われることで、熱損失が非常に低くなる。これは、手動の金属アークの25%に比べて高い、60%くらいの熱効率を生じさせる。可視のアーク灯はなく、溶接は実質上スパッタフリー(spatter-free)で、そしてヒューム(fume)の抜き出しは不要である。
【0045】
サブマージアーク溶接は、完全に機械化されて、または自動プロセスとして運転できるが、任意にセミオートとなっても良い。代表的な溶接パラメータは、電流、アーク電圧、および移動スピードであって、これら全てはビード(bead)の形状、溶け込みの深さ、および置かれる溶接金属の化学組成に影響を与え得る。
【0046】
それぞれの溶接棒110,112,114に、電流および/またはアーク電圧のような一つ以上の溶接パラメータを監視する一つ以上のセンサユニット60,62,64が備えられている。監視されるパラメータは、それぞれの溶接棒110,112,114の溶接工程が安定しているか、または一つ以上の溶接棒110,112,114に不安定が生じているかを確認するための安定性パラメータとして用いられるかもしれない。
【0047】
センサユニット60,62,64は、溶接棒の一つが安定性基準を違反していないかを確認するためのユニット72を備える監視デバイス70に接続されている。
【0048】
図2は溶接棒アセンブリのn個の溶接棒の安定性を監視するための手順のフローチャートを示す。例えば、n=3であり、溶接棒は図1の三つの溶接棒110,112,114である。
【0049】
ステップ200において、それぞれの溶接棒の一つ以上の安定性パラメータStab_parが監視される。ステップ202において、一つ以上の安定性パラメータStab_parが所定の安定性基準Crit以下であるかが確認される。例えば、安定性基準Critの違反は、一つ以上の溶接棒の安定性パラメータStab_parが、一つ以上の隣接する溶接棒、特に、後続の溶接棒に対して先立つ溶接棒の安定性パラメータに対して5%以上、好ましくは10%変化したときに検知される。
【0050】
一つ以上の安定性パラメータStab_parが許容範囲の中にある(フローチャートにおける「yes」)ならば、ルーチンは監視ステップ200に戻る。一つ以上の安定性パラメータStab_parの違反が検知された(フローチャートにおける「no」)ならば、少なくとも一時的に、不安定が最初に生じた溶接棒を一つ以上の隣接する溶接棒から引き離す。特に、安定性基準に違反した溶接棒は、その先立つ溶接棒から引き離される。
【0051】
図3aおよび3bは、五つの溶接棒110,112,114,116,118を備える溶接棒アセンブリ100の一例を示す。溶接棒110,112,114,116,118は、等しい距離d0の間隔を置いて配置され、互いに対して角度αに傾いている。距離d0は、ここに示すように、溶接ヘッドジョー140,142,144,146,148の端部の間の距離である。複数のワイヤ溶接棒110,112,114,116,118は、溶接ヘッドジョー140,142,144,146,148の縦伸びと同一線上にある。溶接ヘッドジョー140,142,144,146,148は、それらの下端の横距離150に亘って配置される。
【0052】
溶接棒116で安定性基準Critの違反が検知されたならば、図3aに示される溶接棒110,112,114,116,118の等間隔の連続した順番が変えられるとともに、溶接ヘッドジョー146が溶接ヘッドジョー144から横方向に離れるように動くことで、溶接棒116が第1の実施形態のその先立つ溶接棒114から引き離されるため、距離d0がより大きい距離d1に増大する。
【0053】
他の実施形態(図示せず)によれば、溶接棒116は、他の後続の溶接棒118の溶接ヘッドジョー148の後に溶接ヘッドジョー146を傾けることによってその先立つ溶接棒114から引き離されても良く、これによって距離d0がより大きい距離d1に増加する。溶接ヘッドジョー140,142,144,146,148の下端の横の距離150は、続いて増大する。
【0054】
他の実施形態(図示せず)によれば、溶接棒116は、溶接ヘッドジョー146を横断方向に移動させることで、全ての溶接棒が溶接継目に沿って直線状にない配置とし、それによってその先立つ溶接棒114から引き離されても良い。
【0055】
距離d0は、好ましくは1.5倍、さらに好ましくは2〜10倍、特に2.5〜5倍に増やされる良い。
【0056】
たとえば、距離は、20mmである距離d0から始まって、50〜100mmである距離d1まで増加する。
【0057】
図3bに示す溶接棒アセンブリ100は、安定性基準Critを違反した溶接棒116が溶接工程の前にモデル作りおよび/または試験によって決定された、確定した溶接棒の配置であっても良い。このような溶接棒アセンブリ100が、たとえば大量の同じパイプを溶接するような、事実上一定の要求がされる決まりきった溶接工程に用いられるならば、有利である。
【0058】
この溶接の変更を通して、いまだ未達成の溶接スピードで、望まれる品質レベルを達成できる。具体的なケースでは、求められた結果が示された五つの溶接棒システムにおいて溶接棒114,115の間の距離が100mmまで増大したことが示された。もちろん、この数は現実のシステムおよび幾何学に依存し、効果を示すためにのみ与えられるものである。この数は他の配置において異なっても良い。
【特許請求の範囲】
【請求項1】
可溶性を有し連続的に供給され、ワーク(10)に複数の電気アークを介して溶融池(12)を生じさせる少なくとも三つの溶接棒(110,112,114,116,118)を具備し、溶接ヘッドジョー(140,142,144,146,148)が、前記少なくとも三つの溶接棒(110,112,114,116,118)のそれぞれに配置され、運転状態にあるとき、前記少なくとも三つの溶接棒(110,112,114,116,118)は溶接方向(30)について連続した順番に配置され、少なくとも一つの後続の前記溶接棒(116)は、先立つ溶接棒(114)の先の一つ以上の溶接棒(110,112)に比して前記先立つ溶接棒(114)から横におよび/または横断的に幾何学的に引き離されたことを特徴とする電気アーク溶接のための溶接棒アセンブリ(100)。
【請求項2】
前記後続の溶接棒(116)は、その先の溶接棒(112)から前記先立つ溶接棒(114)までより大きな距離(d1)だけその先立つ溶接棒(114)から引き離されたことを特徴とする請求項1に記載の溶接棒アセンブリ。
【請求項3】
距離(d0)は、1.5倍、好ましくは2乃至10倍、さらに好ましくは2.5乃至5倍に増やされることを特徴とする請求項2に記載の溶接棒アセンブリ。
【請求項4】
前記溶接棒(110,112,114,116,118)の間の角度(α)を調整することで前記溶接棒(116)を引き離すことを特徴とする先のいずれかの請求項に記載の溶接棒アセンブリ。
【請求項5】
前記後続の溶接棒(116)は、前記先立つ溶接棒(114)とその先の溶接棒(112)とを結ぶ仮想線からずれることにより、その先立つ溶接棒(114)から引き離されることを特徴とする先のいずれかの請求項に記載の溶接棒アセンブリ。
【請求項6】
引き離された前記溶接棒(116)は、溶接工程の間の不安定性の判断に基づいて選ばれたことを特徴とする先のいずれかの請求項に記載の溶接棒アセンブリ。
【請求項7】
アクチュエータが溶接の間に前記溶接棒(116)を引き離すために設けられたことを特徴とする先のいずれかの請求項に記載の溶接棒アセンブリ。
【請求項8】
五つの溶接棒(110,112,114,116,118)において、四つ目の前記溶接棒(116)は三つ目の前記溶接棒(114)から、続く他の前記溶接棒(110,112,114,118)の間の等距離のスペース(d0)より大きい距離(d1)だけ引き離されたことを特徴とする先のいずれかの請求項に記載の溶接棒アセンブリ。
【請求項9】
溶接棒アセンブリ(100)が、可溶性を有し連続的に供給され、ワーク(10)に電気アークを介して溶融池(12)を生じさせる、少なくとも二つの溶接棒(110,112,114,116,118)を具備し、前記少なくとも二つの溶接棒(110,112,114,116,118)は、溶接方向(30)に関して連続した順番に、そして互いに横に引き離されて配置された、電気アーク溶接方法であって、
− 前記溶接棒アセンブリ(100)のそれぞれの溶接棒(110,112,114,116,118)の少なくとも一つの安定性パラメータ(Stab_par)を監視し、
− 前記溶接棒アセンブリ(100)の一つの溶接棒(116)が安定性基準(Crit)を違反していないか確認し、
− 一つの前記溶接棒(116)の前記安定性基準(Crit)の違反が検知されたときに、前記安定性基準(Crit)に違反した前記一つの溶接棒(116)を、一つ以上の隣り合う溶接棒(110,112,114,118)から少なくとも一時的に引き離すことを特徴とする電気アーク溶接方法。
【請求項10】
前記安定性基準(Crit)に違反した前記一つの溶接棒(116)とその先の溶接棒(114)の間の距離(d0)を増やすことで、前記一つの溶接棒(116)を引き離すことを特徴とする請求項9に記載の方法。
【請求項11】
横方向に前記距離(d0)を増やすことで前記一つの溶接棒(116)を引き離すことを特徴とする請求項9または10に記載の方法。
【請求項12】
前記距離(d0)は、1.5倍、好ましくは2乃至10倍、さらに好ましくは2.5乃至5倍に増やされることを特徴とする請求項10または11に記載の方法。
【請求項13】
前記溶接棒(116)を引き離すことは、一つ以上の溶接棒(110,112,114,116,118)を前記溶接方向(30)に対して横断方向に配置することでなされることを特徴とする請求項9から12のいずれか一つに記載の方法。
【請求項14】
前記溶接棒(110,112,114,116,118)の間の角度(α)を調整することで前記一つの溶接棒(116)を引き離すことを特徴とする請求項9から13のいずれか一つに記載の方法。
【請求項15】
前記溶接棒(110,112,114,116,118)を保持する複数の溶接ヘッドジョー(140,142,144,146,148)を引き離すことによって、前記一つの溶接棒(116)を引き離すことを特徴とする請求項9から14のいずれか一つに記載の方法。
【請求項16】
電流および/または通しの前記溶接棒(110,112,114,116,118)は、安定性パラメータ(Stab_par)として監視されることを特徴とする請求項9から15のいずれか一つに記載の方法。
【請求項17】
前記溶接棒(110,112,114,116,118)に関するアーク電圧は、安定性パラメータ(Stab_par)として監視されることを特徴とする請求項9から16のいずれか一つに記載の方法。
【請求項18】
前記安定性基準の違反は、一つ以上の前記溶接棒(110,112,114,116,118)の前記安定性パラメータ(Stab_par)が5%以上、好ましくは一つ以上の溶接棒(110,112,114,116,118)の前記安定性パラメータ(Stab_par)が10%以上変化したときに検知されることを特徴とする請求項9から17のいずれか一つに記載の方法。
【請求項19】
前記安定性基準の違反は、その先の溶接棒(110,112,114,116,118)と比して、一つ以上の前記溶接棒(110,112,114,116,118)の前記安定性パラメータ(Stab_par)が5%以上、好ましくは一つ以上の前記溶接棒(110,112,114,116,118)の前記安定性パラメータ(Stab_par)が10%以上変化したときに検知されることを特徴とする請求項9から18のいずれか一つに記載の方法。
【請求項20】
前記一つの溶接棒(116)の前記引き離しは、前記溶接棒(110,112,114,116,118)を通って流れる電流が継続している間になされることを特徴とする請求項9から19のいずれか一つに記載の方法。
【請求項21】
溶接棒アセンブリ(100)が、可溶性を有し連続的に供給され、ワーク(10)に電気アークを介して溶融池(12)を生じさせる、少なくとも二つの溶接棒(110,112,114,116,118)を具備し、前記少なくとも二つの溶接棒(110,112,114,116,118)は、溶接方向(30)に関して連続した順番に、そして互いに横に引き離されて配置され、
− 前記溶接棒アセンブリ(100)のそれぞれの溶接棒(110,112,114,116,118)の少なくとも一つの安定性パラメータ(Stab_par)を監視する監視デバイス(70)と、
− 前記溶接棒アセンブリ(100)の一つの溶接棒(116)が安定性基準(Crit)を違反していないか確認するユニット(72)と、
− 前記溶接棒アセンブリ(100)は、前記一つの溶接棒(116)の前記安定性基準(Crit)の違反が検知されたときに、前記安定性基準(Crit)に違反した前記一つの溶接棒(166)を、一つ以上の隣り合う溶接棒(110,112,114,118)から少なくとも一時的に引き離させることを特徴とする電気アーク溶接方法を行うための装置。
【請求項22】
前記溶接棒アセンブリ(100)は、横におよび/または横断的に前記ワーク(10)の表面(16)の上で個々の溶接棒(110,112,114,116,118)の位置を調整するための、調整可能な複数の溶接ヘッドジョー(140,142,144,146,148)を備えることを特徴とする請求項21に記載の装置。
【請求項23】
前記溶接棒アセンブリ(100)は、角度(α)を調整できるように回動可能な複数の溶接ヘッドジョー(140,142,144,146,148)を備えることを特徴とする請求項21または22に記載の装置。
【請求項1】
可溶性を有し連続的に供給され、ワーク(10)に複数の電気アークを介して溶融池(12)を生じさせる少なくとも三つの溶接棒(110,112,114,116,118)を具備し、溶接ヘッドジョー(140,142,144,146,148)が、前記少なくとも三つの溶接棒(110,112,114,116,118)のそれぞれに配置され、運転状態にあるとき、前記少なくとも三つの溶接棒(110,112,114,116,118)は溶接方向(30)について連続した順番に配置され、少なくとも一つの後続の前記溶接棒(116)は、先立つ溶接棒(114)の先の一つ以上の溶接棒(110,112)に比して前記先立つ溶接棒(114)から横におよび/または横断的に幾何学的に引き離されたことを特徴とする電気アーク溶接のための溶接棒アセンブリ(100)。
【請求項2】
前記後続の溶接棒(116)は、その先の溶接棒(112)から前記先立つ溶接棒(114)までより大きな距離(d1)だけその先立つ溶接棒(114)から引き離されたことを特徴とする請求項1に記載の溶接棒アセンブリ。
【請求項3】
距離(d0)は、1.5倍、好ましくは2乃至10倍、さらに好ましくは2.5乃至5倍に増やされることを特徴とする請求項2に記載の溶接棒アセンブリ。
【請求項4】
前記溶接棒(110,112,114,116,118)の間の角度(α)を調整することで前記溶接棒(116)を引き離すことを特徴とする先のいずれかの請求項に記載の溶接棒アセンブリ。
【請求項5】
前記後続の溶接棒(116)は、前記先立つ溶接棒(114)とその先の溶接棒(112)とを結ぶ仮想線からずれることにより、その先立つ溶接棒(114)から引き離されることを特徴とする先のいずれかの請求項に記載の溶接棒アセンブリ。
【請求項6】
引き離された前記溶接棒(116)は、溶接工程の間の不安定性の判断に基づいて選ばれたことを特徴とする先のいずれかの請求項に記載の溶接棒アセンブリ。
【請求項7】
アクチュエータが溶接の間に前記溶接棒(116)を引き離すために設けられたことを特徴とする先のいずれかの請求項に記載の溶接棒アセンブリ。
【請求項8】
五つの溶接棒(110,112,114,116,118)において、四つ目の前記溶接棒(116)は三つ目の前記溶接棒(114)から、続く他の前記溶接棒(110,112,114,118)の間の等距離のスペース(d0)より大きい距離(d1)だけ引き離されたことを特徴とする先のいずれかの請求項に記載の溶接棒アセンブリ。
【請求項9】
溶接棒アセンブリ(100)が、可溶性を有し連続的に供給され、ワーク(10)に電気アークを介して溶融池(12)を生じさせる、少なくとも二つの溶接棒(110,112,114,116,118)を具備し、前記少なくとも二つの溶接棒(110,112,114,116,118)は、溶接方向(30)に関して連続した順番に、そして互いに横に引き離されて配置された、電気アーク溶接方法であって、
− 前記溶接棒アセンブリ(100)のそれぞれの溶接棒(110,112,114,116,118)の少なくとも一つの安定性パラメータ(Stab_par)を監視し、
− 前記溶接棒アセンブリ(100)の一つの溶接棒(116)が安定性基準(Crit)を違反していないか確認し、
− 一つの前記溶接棒(116)の前記安定性基準(Crit)の違反が検知されたときに、前記安定性基準(Crit)に違反した前記一つの溶接棒(116)を、一つ以上の隣り合う溶接棒(110,112,114,118)から少なくとも一時的に引き離すことを特徴とする電気アーク溶接方法。
【請求項10】
前記安定性基準(Crit)に違反した前記一つの溶接棒(116)とその先の溶接棒(114)の間の距離(d0)を増やすことで、前記一つの溶接棒(116)を引き離すことを特徴とする請求項9に記載の方法。
【請求項11】
横方向に前記距離(d0)を増やすことで前記一つの溶接棒(116)を引き離すことを特徴とする請求項9または10に記載の方法。
【請求項12】
前記距離(d0)は、1.5倍、好ましくは2乃至10倍、さらに好ましくは2.5乃至5倍に増やされることを特徴とする請求項10または11に記載の方法。
【請求項13】
前記溶接棒(116)を引き離すことは、一つ以上の溶接棒(110,112,114,116,118)を前記溶接方向(30)に対して横断方向に配置することでなされることを特徴とする請求項9から12のいずれか一つに記載の方法。
【請求項14】
前記溶接棒(110,112,114,116,118)の間の角度(α)を調整することで前記一つの溶接棒(116)を引き離すことを特徴とする請求項9から13のいずれか一つに記載の方法。
【請求項15】
前記溶接棒(110,112,114,116,118)を保持する複数の溶接ヘッドジョー(140,142,144,146,148)を引き離すことによって、前記一つの溶接棒(116)を引き離すことを特徴とする請求項9から14のいずれか一つに記載の方法。
【請求項16】
電流および/または通しの前記溶接棒(110,112,114,116,118)は、安定性パラメータ(Stab_par)として監視されることを特徴とする請求項9から15のいずれか一つに記載の方法。
【請求項17】
前記溶接棒(110,112,114,116,118)に関するアーク電圧は、安定性パラメータ(Stab_par)として監視されることを特徴とする請求項9から16のいずれか一つに記載の方法。
【請求項18】
前記安定性基準の違反は、一つ以上の前記溶接棒(110,112,114,116,118)の前記安定性パラメータ(Stab_par)が5%以上、好ましくは一つ以上の溶接棒(110,112,114,116,118)の前記安定性パラメータ(Stab_par)が10%以上変化したときに検知されることを特徴とする請求項9から17のいずれか一つに記載の方法。
【請求項19】
前記安定性基準の違反は、その先の溶接棒(110,112,114,116,118)と比して、一つ以上の前記溶接棒(110,112,114,116,118)の前記安定性パラメータ(Stab_par)が5%以上、好ましくは一つ以上の前記溶接棒(110,112,114,116,118)の前記安定性パラメータ(Stab_par)が10%以上変化したときに検知されることを特徴とする請求項9から18のいずれか一つに記載の方法。
【請求項20】
前記一つの溶接棒(116)の前記引き離しは、前記溶接棒(110,112,114,116,118)を通って流れる電流が継続している間になされることを特徴とする請求項9から19のいずれか一つに記載の方法。
【請求項21】
溶接棒アセンブリ(100)が、可溶性を有し連続的に供給され、ワーク(10)に電気アークを介して溶融池(12)を生じさせる、少なくとも二つの溶接棒(110,112,114,116,118)を具備し、前記少なくとも二つの溶接棒(110,112,114,116,118)は、溶接方向(30)に関して連続した順番に、そして互いに横に引き離されて配置され、
− 前記溶接棒アセンブリ(100)のそれぞれの溶接棒(110,112,114,116,118)の少なくとも一つの安定性パラメータ(Stab_par)を監視する監視デバイス(70)と、
− 前記溶接棒アセンブリ(100)の一つの溶接棒(116)が安定性基準(Crit)を違反していないか確認するユニット(72)と、
− 前記溶接棒アセンブリ(100)は、前記一つの溶接棒(116)の前記安定性基準(Crit)の違反が検知されたときに、前記安定性基準(Crit)に違反した前記一つの溶接棒(166)を、一つ以上の隣り合う溶接棒(110,112,114,118)から少なくとも一時的に引き離させることを特徴とする電気アーク溶接方法を行うための装置。
【請求項22】
前記溶接棒アセンブリ(100)は、横におよび/または横断的に前記ワーク(10)の表面(16)の上で個々の溶接棒(110,112,114,116,118)の位置を調整するための、調整可能な複数の溶接ヘッドジョー(140,142,144,146,148)を備えることを特徴とする請求項21に記載の装置。
【請求項23】
前記溶接棒アセンブリ(100)は、角度(α)を調整できるように回動可能な複数の溶接ヘッドジョー(140,142,144,146,148)を備えることを特徴とする請求項21または22に記載の装置。
【図1】



【図2】
【図3a】

【図3b】
【図2】
【図3a】
【図3b】
【公表番号】特表2012−518542(P2012−518542A)
【公表日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2011−551031(P2011−551031)
【出願日】平成21年2月24日(2009.2.24)
【国際出願番号】PCT/SE2009/000106
【国際公開番号】WO2010/098700
【国際公開日】平成22年9月2日(2010.9.2)
【出願人】(311001015)イーエスエービー・エービー (2)
【Fターム(参考)】
【公表日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願日】平成21年2月24日(2009.2.24)
【国際出願番号】PCT/SE2009/000106
【国際公開番号】WO2010/098700
【国際公開日】平成22年9月2日(2010.9.2)
【出願人】(311001015)イーエスエービー・エービー (2)
【Fターム(参考)】
[ Back to top ]