
アーク溶接方法およびアーク溶接システム
【課題】安定した溶接を行うことができるアーク溶接方法およびアーク溶接システムを提供すること
【解決手段】速度V2(t)が正の値である前進送給期間と、速度V2(t)が負の値である後退送給期間とからなる単位期間を繰り返す定常溶接工程を備え、定常溶接工程は、速度V2(t)を一周期が上記単位期間である周期関数として、消耗電極を送給する工程を含み、消耗電極を送給する工程は、ワイヤ送給装置によって、消耗電極を溶接トーチに向かって送り出す工程と、送給経路長変化装置によって、消耗電極のうち、消耗電極の軸線方向におけるワイヤ送給装置から上記溶接トーチに至る長さを周期的に変化させる工程と、溶接終了信号Wsが生成された後の時刻t6の後に、送給経路長変化装置の駆動を停止させる第1停止信号を送給経路長制御回路が送給経路長変化装置に送る工程と、時刻t6からアンチスティック電圧Vwaの印加を開始する工程と、を備える。
【解決手段】速度V2(t)が正の値である前進送給期間と、速度V2(t)が負の値である後退送給期間とからなる単位期間を繰り返す定常溶接工程を備え、定常溶接工程は、速度V2(t)を一周期が上記単位期間である周期関数として、消耗電極を送給する工程を含み、消耗電極を送給する工程は、ワイヤ送給装置によって、消耗電極を溶接トーチに向かって送り出す工程と、送給経路長変化装置によって、消耗電極のうち、消耗電極の軸線方向におけるワイヤ送給装置から上記溶接トーチに至る長さを周期的に変化させる工程と、溶接終了信号Wsが生成された後の時刻t6の後に、送給経路長変化装置の駆動を停止させる第1停止信号を送給経路長制御回路が送給経路長変化装置に送る工程と、時刻t6からアンチスティック電圧Vwaの印加を開始する工程と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アーク溶接方法およびアーク溶接システムに関する。
【背景技術】
【0002】
従来から、消耗電極を送給しながら、この消耗電極と母材の間にアークを発生させ溶接を行うアーク溶接方法が知られている(たとえば特許文献1参照)。このような溶接方法においては、ワイヤ送給装置の送給モータを正転させることにより、消耗電極を母材に向けて前進送給する。そして、消耗電極と母材とが短絡することにより短絡期間が開始する。消耗電極と母材とが短絡すると、送給モータを逆転させて消耗電極を後退送給する。そして、消耗電極と母材とが離間し、消耗電極と母材との間にアークが発生するアーク発生期間が開始する。アークが発生すると、再び送給モータを正転させる。このようにワイヤ送給装置の送給モータの正転および逆転を繰り返すことにより、溶接を行う。
【0003】
当該溶接方法においては、短絡期間とアーク発生期間との繰り返しが比較的高速で行われる。この短絡期間とアーク発生期間との繰り返しが高速になると、送給モータの正転および逆転の繰り返しも高速とする必要がある。そのため、上記送給モータとして高速応答可能なものが必要となる。しかしながら、送給モータとして高速応答可能なものは一般的に普及していない。さらに、消耗電極を送給するための装置がプルトーチ単体である場合には、消耗電極の送給性は溶接ロボット動作時の外乱や、消耗電極を挿通するコンジットケーブル内における送給抵抗などの影響を受けるため、安定した溶接を行うことができない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010―247710号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記した事情のもとで考え出されたものであって、安定した溶接を行うことができるアーク溶接方法およびアーク溶接システムを提供することをその主たる課題とする。
【課題を解決するための手段】
【0006】
本発明の第1の側面によると、消耗電極のうち溶接トーチに囲まれた部位の、上記溶接トーチから母材へ向かう上記母材に対する速度が正の値である前進送給期間と、上記速度が負の値である後退送給期間と、からなる単位期間を繰り返す定常溶接工程を備えるアーク溶接方法であって、上記定常溶接工程は、上記速度を一周期が上記単位期間である周期関数として、上記消耗電極を送給する工程と、上記各前進送給期間のある時点で、上記消耗電極を上記母材に短絡させる工程と、上記各後退送給期間のある時点で、上記消耗電極と上記母材との短絡を開放する工程と、を含み、上記消耗電極を送給する工程は、ワイヤ送給装置によって、上記消耗電極を上記溶接トーチに向かって送り出す工程と、送給経路長変化装置によって、上記消耗電極のうち、上記消耗電極の軸線方向における上記ワイヤ送給装置から上記溶接トーチに至る長さを、周期的に変化させる工程と、を有し、上記消耗電極と上記母材との間にアークが再発生する時刻のうち、溶接終了信号が生成された後の時刻である再発生時刻の後に、上記送給経路長変化装置の駆動を停止させる第1停止信号を送給経路長制御回路が上記送給経路長変化装置に送る工程と、上記再発生時刻から上記消耗電極と上記母材との間にアンチスティック電圧の印加を開始する工程と、を備える、アーク溶接方法が提供される。
【0007】
好ましくは、上記溶接終了信号が生成されると、上記再発生時刻の前に、上記ワイヤ送給装置の駆動を停止させる第2停止信号を送給制御回路が上記ワイヤ送給装置に送る工程を更に備える。
【0008】
好ましくは、上記送給経路長変化装置に送る工程は、上記ワイヤ送給装置による上記消耗電極の送給が停止したと判断されたときに行う。
【0009】
好ましくは、上記送給経路長変化装置に送る工程においては、上記消耗電極の軸線方向における上記ワイヤ送給装置から上記溶接トーチに至る長さが最小となるように、上記送給経路長変化装置の駆動を停止させる。
【0010】
本発明の第1の側面によると、消耗電極を溶接トーチに向かって送り出すワイヤ送給装置と、上記消耗電極のうち、上記消耗電極の軸線方向における上記ワイヤ送給装置から上記溶接トーチに至る長さを、周期的に変化させる送給経路長変化装置と、上記消耗電極と母材との間に電圧を印加する電源回路と、溶接を終了すべきと判断すると、溶接終了信号を送る終了判断回路と、上記溶接終了信号を受けると、上記送給経路長変化装置の駆動を停止するための第1停止信号を上記送給経路長変化装置に送る送給経路長制御回路と、を備え、上記送給経路長制御回路は、上記消耗電極と上記母材との間にアークが再発生する時刻のうち、溶接終了信号が生成された後の時刻である再発生時刻の後に、上記第1停止信号を送り、上記電源回路は、上記再発生時刻から、上記消耗電極と上記母材との間にアンチスティック電圧の印加を開始する、アーク溶接システムが提供される。
【0011】
好ましくは、上記溶接終了信号を受けると、上記第1停止信号が送られる前に、上記ワイヤ送給装置の駆動を停止するための第2停止信号を上記ワイヤ送給装置に送る送給制御回路を更に備える。
【0012】
好ましくは、上記ワイヤ送給装置による上記消耗電極の送給が停止したと判断すると、送給停止検知信号を送る送給停止判断回路を更に備え、上記送給経路長制御回路は、上記送給停止検知信号を受けると、上記第1停止信号を送る。
【0013】
上記構成によれば、溶接電流や溶接電圧の値の変化に依らず、上記速度が一定の周期の周期関数となるように消耗電極を送給する。そして、上記速度に追従するように、短絡期間とアーク発生期間とを繰り返すことができる。そうすると、溶接電流や溶接電圧の変化に基づき上記速度を変化させるのではないから、そもそも、消耗電極の送給の応答遅れといった問題が生じないといったメリットがある。そのため、安定した溶接を行うことができる。
【0014】
上記構成においては、溶接終了信号が生成されると、送給経路長制御回路が上記送給経路長変化装置の駆動を停止させる第1停止信号を上記送給経路長変化装置に送る。第1停止信号は、溶接終了信号が生成された後における、消耗電極と母材との間にアークが再発生する再発生時刻の後に送られる。また、上記再発生時刻から消耗電極と母材との間にアンチスティック電圧の印加を開始する。そうすると、アークが再発生する時刻までは、送給経路長変化装置の駆動は停止しないので、消耗電極の前進送給および後退送給を繰り返すことができる。そのため、アーク発生期間および短絡期間のいずれの期間に溶接終了信号が生成されたとしても、溶接終了信号が生成された後にアークを再発生させることが可能となる。したがって、アーク発生期間および短絡期間のいずれの期間に溶接終了信号が生成されたとしても、アンチスティック電圧の印加を、アークの再発生時刻から開始させることができる。アンチスティック電圧の印加をアークの再発生時刻から開始できると、溶接終了時に消耗電極の先端に形成される溶融粒の大きさを所望の大きさにすることが可能となる。溶接終了時に消耗電極の先端に形成される溶融粒の大きさを所望の大きさにできると、次の溶接におけるアークスタートの安定化を図ることができる。
【0015】
本発明のその他の特徴および利点は、添付図面を参照して以下に行う詳細な説明によって、より明らかとなろう。
【図面の簡単な説明】
【0016】
【図1】本発明の第1実施形態にかかるアーク溶接システムの構成を示す図である。
【図2】図1に示すアーク溶接システムにおける送給経路長変化装置の近傍の要部拡大図(一部透視化)である。
【図3】図2の送給経路長変化装置のみを示す拡大図である。
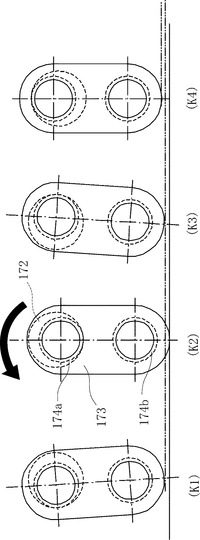
【図4】図2の送給経路長変化装置のカム機構の変化状態を示す図である。
【図5】溶接トーチとコンジットケーブルとに送給経路長変化装置が固定された状態を模式的に示す要部拡大断面図である。
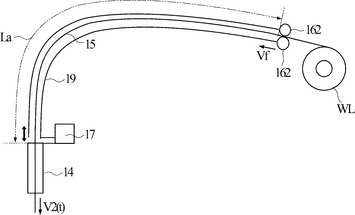
【図6】消耗電極の送給経路長を模式的に示す図である。
【図7】図1のアーク溶接システムにおけるロボット制御装置と電源装置との詳細を示すブロック図である。
【図8】本発明の第1実施形態のアーク溶接方法の定常溶接状態における、各信号等を示すタイミングチャートである。
【図9】本発明の第1実施形態のアーク溶接方法の溶接終了時における、各信号等を示すタイミングチャートである。
【図10】本発明の第2実施形態にかかるアーク溶接システムにおけるロボット制御装置と電源装置との詳細を示すブロック図である。
【図11】本発明の第2実施形態のアーク溶接方法の溶接終了時における、各信号等を示すタイミングチャートである。
【発明を実施するための形態】
【0017】
図1〜図9を用いて、本発明の第1実施形態について説明する。
【0018】
[アーク溶接システムA1について]
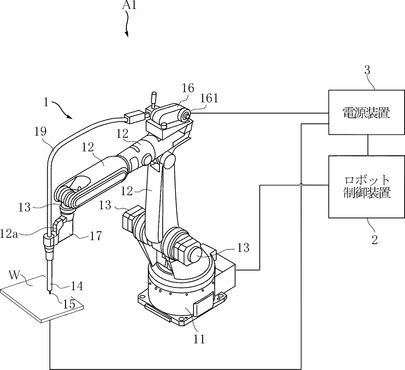
図1に示すアーク溶接システムA1は、アーク溶接装置1と、ロボット制御装置2と、電源装置3とを備える。
【0019】
アーク溶接装置1は、溶接ロボットであり、母材Wに対してたとえばアーク溶接を自動で行うものである。アーク溶接装置1は、ベース部材11と、複数のアーム12と、複数のモータ13と、溶接トーチ14と、ワイヤ送給装置16と、送給経路長変化装置17と、コンジットケーブル19と、を含む。
【0020】
ベース部材11は、フロア等の適当な箇所に固定されている。各アーム12は、ベース部材11に軸を介して連結されている。
【0021】
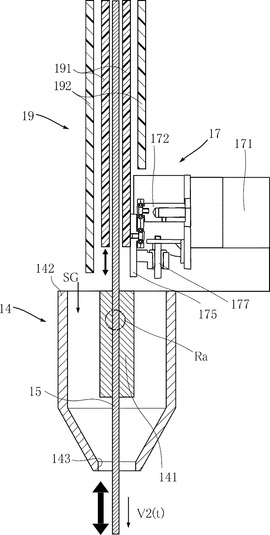
溶接トーチ14は、アーク溶接装置1の最も先端側に設けられたアーム12aの先端部に設けられている。溶接トーチ14は、消耗電極15を母材Wの近傍の所定の位置に導くものである。図5に模式的に示すように、溶接トーチ14は、コンタクトチップ141と、ノズル142とを有する。コンタクトチップ141は、たとえばCuまたはCu合金製である。コンタクトチップ141には、消耗電極15を挿通するための貫通孔が設けられている。この貫通孔は、内面が消耗電極15に擦れ合う程度の寸法である。ノズル142は、たとえば、CuまたはCu合金製である。ノズル142は、適宜、水冷構造を有する。ノズル142には開口143が形成されている。ノズル142とコンタクトチップ141との間には、たとえばArなどのシールドガスSGが供給される。供給されたシールドガスSGは開口143から噴出する。このシールドガスSG内に消耗電極15が送給される。
【0022】
モータ13は、アーム12の両端または一端に設けられている(一部図示略)。モータ13は、ロボット制御装置2により回転駆動する。この回転駆動により、複数のアーム12の移動が制御され、溶接トーチ14が上下前後左右に自在に移動できるようになっている。モータ13には、図示しないエンコーダが設けられている。このエンコーダの出力は、ロボット制御装置2に与えられる。この出力値により、ロボット制御装置2では、溶接トーチ14の現在位置を認識するようになっている。
【0023】
ワイヤ送給装置16は、アーク溶接装置1における上部に設けられている。ワイヤ送給装置16は、溶接トーチ14に対して、消耗電極15を送り出すためのものである。ワイヤ送給装置16は、送給モータ161(図1参照)と、ワイヤプッシュ装置162(図6参照)とを有する。送給モータ161は、ワイヤプッシュ装置162を駆動する。ワイヤプッシュ装置162は、送給モータ161を駆動源として、ワイヤリールWL(図6参照)に巻かれた消耗電極15を溶接トーチ14へと送り出す。
【0024】
コンジットケーブル19は、消耗電極15を挿通し、且つ、消耗電極15をワイヤ送給装置16から溶接トーチ14へと導くものである。図1によく表れているように、コンジットケーブル19は、ワイヤ送給装置16から溶接トーチ14に至るまでの中途部分において、湾曲した部位を有する。図5に模式的に示すように、コンジットケーブル19は、コイルライナ191と、被覆チューブ192とを有する。
【0025】
コイルライナ191は、たとえば金属線材をコイル状に形成したものである。コイルライナ191には、消耗電極15が挿通される。上述のようにコンジットケーブル19は湾曲した部位を有する。そのためこの湾曲した部位において、消耗電極15がコイルライナ191の内壁に擦れながら送給される。被覆チューブ192は、チューブ状を呈する。被覆チューブ192は、たとえば、塩素化ポリエチレン(CPE:chlorinated polyethylene)よりなる。被覆チューブ192はコイルライナ191を囲んでいる。上述のようにコンジットケーブル19は湾曲した部位を有するため、この湾曲した部位において、被覆チューブ192はコイルライナ191と擦れ合う。
【0026】
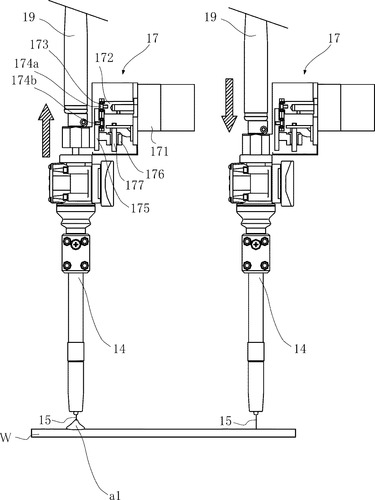
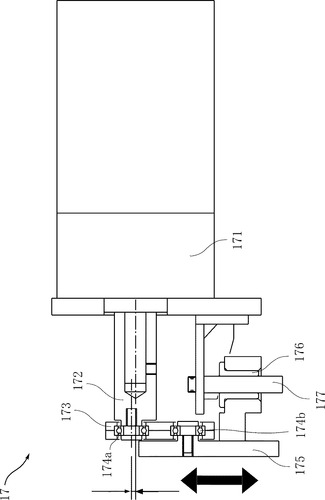
図1〜図3に示す送給経路長変化装置17は、送給経路長La(図6参照)を変化させるものである。送給経路長Laは、消耗電極15のうち、消耗電極15の軸線方向における、ワイヤプッシュ装置162から溶接トーチ14に至るまでの長さのことを言う。本実施形態においては、送給経路長変化装置17は、モータ171と、偏芯シャフト172と、カム機構173と、ベアリング174a,174bと、マウント175と、ブッシュ176と、シャフト177とを有する。
【0027】
図2に示すように、モータ171は、溶接トーチ14に対し固定されている。すなわちモータ171は溶接トーチ14に対し相対移動しない。モータ171は、送給経路長変化装置17を駆動する。モータ171は、図3の左右方向に延びる軸を回転軸としている。モータ171には図示しないエンコーダが取り付けられている。偏芯シャフト172は、モータ171の回転軸に固定されている。偏芯シャフト172は、モータ171の回転軸に対して偏芯した位置にボルトが設けられている。カム機構173は、ドライブカムであり、カム機構173には2つの孔が形成されている(図4参照)。カム機構173は、これらの2つの孔の一方に設けられたベアリング174aを介して、偏芯シャフト172の上記ボルトに連結されている。マウント175は、上記2つの孔の他方に設けられたベアリング174bを介してカム機構173に連結されている。マウント175は、ブッシュ176を介して、シャフト177に連結されている。シャフト177は、モータ171の本体に対して固定されている。マウント175は、シャフト177に沿って、図2の上下方向に移動できる。図5に示すように、マウント175は、コンジットケーブル19のコイルライナ191に固定されている。
【0028】
モータ171が回転すると、偏芯シャフト172のボルトが偏芯回転する。すると、この偏芯回転に従って、図4に示すように、カム機構173が(K1)から(K4)まで一連の動作をする。そして図3に示すように、マウント175は、シャフト177に沿って往復運動をする。これにより、コンジットケーブル19(本実施形態においてはコイルライナ191)が溶接トーチ14に対し図5の上下に微小に往復運動をする。コイルライナ191の往復運動に伴い、コイルライナ191と擦れ合う消耗電極15が往復運動をする。コイルライナ191の往復運動によって、送給経路長Laが変化することとなる。なお、送給経路長変化装置17からは、モータ171の回転角θ(t)に関する回転角信号Sθが後述の電流制御回路32に送られる。カム機構173が図4の(K1)に示す状態である場合、回転角θ(t)=0(rad)である。カム機構173が同図(K2)に示す状態である場合、回転角θ(t)=π/2(rad)である。カム機構173が同図(K3)に示す状態である場合、回転角θ(t)=π(rad)である。カム機構173が同図(K4)に示す状態である場合、回転角θ(t)=3π/2(rad)である。
【0029】
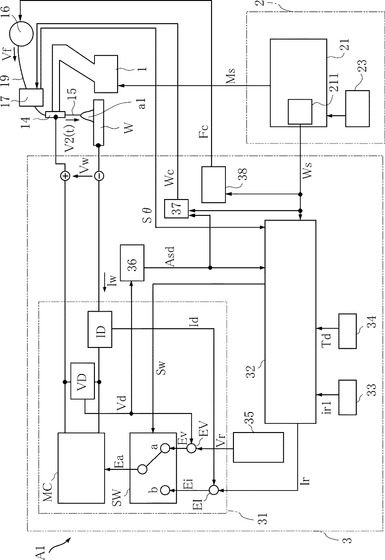
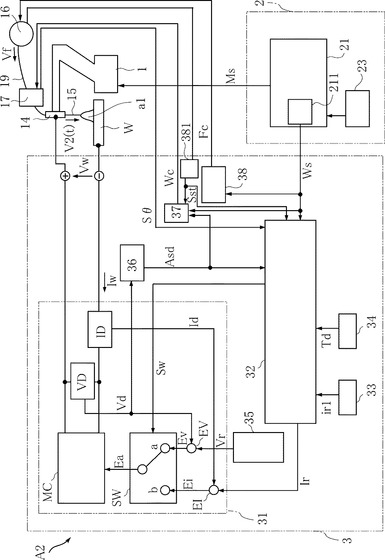
図7は、図1のアーク溶接システムA1におけるロボット制御装置2と電源装置3との詳細を示すブロック図である。
【0030】
ロボット制御装置2は、動作制御回路21と、ティーチペンダント23とを含む。ロボット制御装置2は、アーク溶接装置1の動作を制御するためのものである。
【0031】
動作制御回路21は、図示しないマイクロコンピュータおよびメモリを有している。このメモリには、アーク溶接装置1の各種の動作が設定された作業プログラムが記憶されている。また、動作制御回路21は、後述のロボット移動速度VRを設定する。動作制御回路21は、上記作業プログラム、上記エンコーダからの座標情報、およびロボット移動速度VR等に基づき、アーク溶接装置1に対して動作制御信号Msを送る。アーク溶接装置1は動作制御信号Msを受け、各モータ13を回転駆動させる。これにより、溶接トーチ14が、母材Wにおける所定の溶接開始位置に移動したり、母材Wの面内方向に沿って移動したりする。
【0032】
動作制御回路21は、終了判断回路211を有する。終了判断回路211は、溶接を終了すべきと判断すると、溶接終了信号Wsを送る。溶接を終了すべきと終了判断回路211が判断するのは、たとえば、溶接トーチ14が母材Wの所定の終了位置に到達したことや、溶接開始から所定の時間が経過したことに基づく。もしくは、溶接を終了すべきと終了判断回路211が判断するのは、下記のティーチペンダント23に対しユーザから溶接を終了する旨の入力がされたことに基づいてもよい。
【0033】
ティーチペンダント23は、動作制御回路21に接続されている。ティーチペンダント23は、各種動作をアーク溶接システムA1のユーザが設定するためのものである。
【0034】
電源装置3は、電源回路31と、電流制御回路32と、アーク発生電流値記憶回路33と、設定時間記憶回路34と、電圧制御回路35と、アーク状態検出回路36と、送給経路長制御回路37と、送給制御回路38とを含む。電源装置3は、消耗電極15と母材Wとの間に、溶接電圧Vwを印加し、溶接電流Iwを流すための装置であるとともに、消耗電極15の送給を行うための装置である。
【0035】
電源回路31は、電力発生回路MCと、電源特性切替回路SWと、電流誤差計算回路EIと、電圧誤差計算回路EVと、電流検出回路IDと、電圧検出回路VDとを有する。電源回路31は、消耗電極15と母材Wとの間に指示された値で溶接電圧Vwを印加し、もしくは、消耗電極15から母材Wに指示された値で溶接電流Iwを流すためのものである。
【0036】
電力発生回路MCは、たとえば3相200V等の商用電源を入力として、後述の誤差信号Eaに従ってインバータ制御、サイリスタ位相制御等の出力制御を行い、溶接電圧Vwおよび溶接電流Iwを出力する。
【0037】
電流検出回路IDは、消耗電極15と母材Wとの間に流れる溶接電流Iwの値を検出するためのものである。電流検出回路IDは、溶接電流Iwに対応する電流検出信号Idを送る。電流誤差計算回路EIは、実際に流れている溶接電流Iwの値と、設定された溶接電流の値との差ΔIwを計算するためのものである。具体的には、電流誤差計算回路EIは、電流検出信号Idと、設定された溶接電流の値に対応する後述の電流設定信号Irとを受け、差ΔIwに対応する電流誤差信号Eiを送る。なお、電流誤差計算回路EIは、電流誤差信号Eiとして、差ΔIwを増幅した値に対応するものを送ってもよい。
【0038】
電圧検出回路VDは、消耗電極15と母材Wとの間に印加される溶接電圧Vwの値を検出するためのものである。電圧検出回路VDは、溶接電圧Vwに対応する電圧検出信号Vdを送る。電圧誤差計算回路EVは、実際に印加されている溶接電圧Vwの値と、設定された溶接電圧の値との差ΔVwを計算するためのものである。具体的には、電圧誤差計算回路EVは、電圧検出信号Vdと、設定された溶接電圧の値に対応する後述の電圧設定信号Vrとを受け、差ΔVwに対応する電圧誤差信号Evを送る。なお、電圧誤差計算回路EVは、電圧誤差信号Evとして、差ΔVwを増幅した値に対応するものを送ってもよい。
【0039】
電源特性切替回路SWは、電源回路31の電源特性(定電流特性もしくは定電圧特性)を切り替えるものである。電源回路31の電源特性が定電流特性である場合には、溶接電流Iwの値が設定された値となるように、電源回路31において出力が制御される。一方、電源回路31の電源特性が定電圧特性である場合には、電源回路31は溶接電圧Vwの値が設定された値となるように、電源回路31において出力が制御される。より具体的には、電源特性切替回路SWは、後述の電源特性切替信号Swと、電流誤差信号Eiと、電圧誤差信号Evとを受ける。電源特性切替回路SWの受ける電源特性切替信号SwがHighレベルである場合には、電源特性切替回路SWにおけるスイッチは、図7のa側に接続される。この場合、電源回路31の電源特性は定電圧特性であり、電源特性切替回路SWは、電圧誤差信号Evを誤差信号Eaとして電力発生回路MCに送る。このとき、電力発生回路MCは、溶接電圧Vwの値が設定された値となる(すなわち上述の差ΔVwがゼロとなる)ような制御を行う。一方、電源特性切替回路SWの受けた電源特性切替信号SwがLowレベルである場合には、電源特性切替回路SWにおけるスイッチは、図7のb側に接続される。この場合、電源回路31の電源特性は定電流特性であり、電源特性切替回路SWは、電流誤差信号Eiを誤差信号Eaとして電力発生回路MCに送る。このとき、電力発生回路MCは、溶接電流Iwの値が設定された値となる(すなわち上述の差ΔIwがゼロとなる)ような制御を行う。
【0040】
アーク発生電流値記憶回路33は、アーク発生電流値ir1の値を記憶する。設定時間記憶回路34は、第1設定時間たる設定時間Tdの値を記憶する。アーク発生電流値ir1および設定時間Tdの各値は、たとえばティーチペンダント23から入力され動作制御回路21を経由して、各記憶回路に記憶される。
【0041】
電流制御回路32は、消耗電極15と母材Wとの間に流れる溶接電流Iwの値を設定するためのものである。電流制御回路32は、各記憶回路に記憶された、アーク発生電流値ir1および設定時間Tdの少なくともいずれかに基づき、溶接電流Iwの値を指示するための電流設定信号Irを生成する。そして電流制御回路32は、生成した電流設定信号Irを電源回路31に送る。また電流制御回路32は、アーク状態信号Asdと、回転角信号Sθとを受ける。電流制御回路32は、電源特性切替回路SWに電源特性切替信号Swを送る。
【0042】
電圧制御回路35は、消耗電極15と母材Wとの間に印加する溶接電圧Vwの値を設定するためのものである。電圧制御回路35は、図示しない記憶部に記憶された設定電圧値に基づき、溶接電圧Vwの値を指示するための電圧設定信号Vrを電源回路31に送る。
【0043】
アーク状態検出回路36は、消耗電極15と母材Wとの間のアークa1が発生しているか消滅しているかを検出する。本実施形態においては、アーク状態検出回路36は、電圧検出信号Vdを受ける。アーク状態検出回路36は、溶接電圧Vwの値に基づき、アークa1の発生の有無を判断する。アーク状態検出回路36は、溶接電圧Vwがあるしきい値を下回っているときは、アークa1が消滅していると判断する。またアーク状態検出回路36は、溶接電圧Vwが当該しきい値を上回っているときは、アークa1が発生していると判断する。アーク状態検出回路36は、アークa1の発生の有無に関するアーク状態信号Asdを、電流制御回路32に送る。
【0044】
送給経路長制御回路37は、上述の送給経路長Laの値を制御するためのものである。本実施形態においては、送給経路長制御回路37は、回転速度信号Wcを送給経路長変化装置17に送る。回転速度信号Wcは、送給経路長変化装置17におけるモータ171の回転速度dθ(t)/dtを指示するものである。
【0045】
送給制御回路38は、ワイヤ送給装置16が消耗電極15を送り出す速度(送給速度Vf)を制御するためのものである。送給制御回路38は、送給速度Vfを指示するための送給速度制御信号Fcをワイヤ送給装置16に送る。
【0046】
[アーク溶接システムA1を用いたアーク溶接方法について]
次に、図8をさらに用いて、アーク溶接システムA1を用いたアーク溶接方法について説明する。図8は、本実施形態のアーク溶接方法の定常溶接状態における、各信号等を示すタイミングチャートである。
【0047】
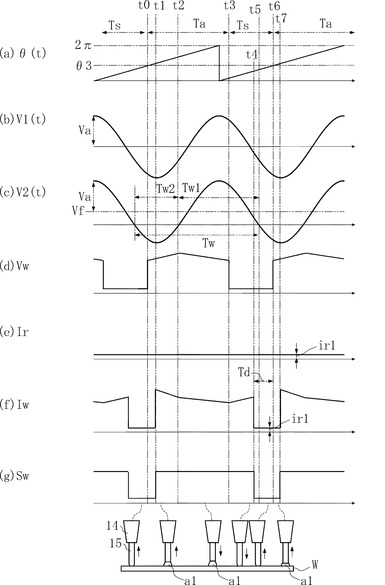
図8(a)はモータ171の回転角θ(t)、(b)は送給経路長Laの変化量V1(t)、(c)は溶接トーチ14に囲まれた部位(図5のRa)の消耗電極15の溶接トーチ14から母材Wへ向かう母材Wに対する相対的な速度V2(t)、(d)は溶接電圧Vw、(e)は電流設定信号Ir、(f)は溶接電流Iw、(g)は電源特性切替信号Sw、の変化状態をそれぞれ示す。なお、変化量V1(t)、速度V2(t)、および送給速度Vfなどは、溶接トーチ14から母材Wへ向かう方向を正とする。なお、速度V2(t)は、消耗電極15のうち溶接トーチ14の先端における部位の速度と同一である。
【0048】
本実施形態の定常溶接状態では、送給経路長制御回路37は、モータ171の回転速度dθ(t)/dtを一定の値2π/TWに指示する回転速度信号Wcを、送給経路長変化装置17に送る(TWはたとえば、10〜20msである)。これにより、モータ171は、値2π/TWの回転速度dθ(t)/dtで回転する。そして、図8(a)に示すモータ171の回転角θ(t)は、下記(1)式により表わされる。
θ(t)=(2π/Tw)・(t−(n−1)Tw)
((n−1)Tw≦t<nTw) (nは整数) ・・・・(1)
【0049】
図8(a)に示すように、モータ171が回転すると、図8(b)に示すように、送給経路長Laの変化量V1(t)が変化する。変化量V1(t)は、下記(2)式により表わされる。
V1(t)=Va・cos(θ(t))・・・・(2)
(2)式においてVaは振幅であり、一定の値である。このように、変化量V1(t)は周期的に変化する。
【0050】
一方、本実施形態の定常溶接状態では、送給制御回路38が、送給速度Vfを指示するための送給速度制御信号Fcをワイヤ送給装置16に送っている。そのため、消耗電極15は、ワイヤ送給装置16からは送給速度Vfで溶接トーチ14に向かって送り出されている。よって、図8(c)に示すように、溶接トーチ14に囲まれた部位(図5のRa)の速度V2(t)は、上述のV1(t)と送給速度Vfとを加算したものとなる。すなわち、速度V2(t)は、下記(3)式により表わされる。
V2(t)=Vf+Va・cos(θ(t))・・・・(3)
【0051】
図8(c)に示すように、本実施形態の定常溶接状態では、消耗電極15が、速度V2(t)が単位期間TWを一周期とする周期関数となるように、送給される。実際、(1)式および(3)式によると、V2(t+Tw)=V2(t)の関係が満たされている。単位期間Twは定数である。単位期間Twは、速度V2(t)が正の値である前進送給期間TW1と、速度V2(t)が負の値である後退送給期間TW2とからなる。前進送給期間TW1においては、速度V2(t)が正の値であるから、消耗電極15は溶接トーチ14から送り出されている状態(前進送給されている状態)にある。一方、後退送給期間TW2においては、速度V2(t)が負の値であるから、消耗電極15は溶接トーチ14から引き上げられている状態(後退送給されている状態)にある。
【0052】
以上のように、本実施形態の定常溶接状態では、溶接電流Iwや溶接電圧Vwの値の変化に依らず、速度V2(t)が一定の周期の周期関数となるように消耗電極15が送給される。そして、このように消耗電極15を送給した状態で、消耗電極15と母材Wとが短絡している短絡期間Tsと、消耗電極15と母材Wとの間にアークa1が発生しているアーク発生期間Taとを繰り返す。各前進送給期間TW1のある時点で、消耗電極15を母材Wに短絡させる。これにより、短絡期間Tsが開始する。また、各後退送給期間TW2のある時点で、消耗電極15を母材Wから離間させ、消耗電極15と母材Wとの短絡状態を開放する。これにより、アーク発生期間Taが開始する。以下、溶接開始時からの工程について具体的に説明する。
【0053】
まず、溶接開始時において、溶接トーチ14と母材Wとがある程度離間した状態で、溶接を開始するための溶接開始信号St(図示略)がティーチペンダント23に入力される。入力された溶接開始信号Stが、ティーチペンダント23から動作制御回路21を経由して、送給経路長制御回路37と、送給制御回路38と、電流制御回路32とに送られる。すると、送給制御回路38は送給速度制御信号Fcをワイヤ送給装置16に送り、また、送給経路長制御回路37は送給経路長変化装置17に回転速度信号Wcを送り、消耗電極15が図8(c)に示す速度V2(t)で送給される。次に、溶接トーチ14を母材Wに接近させてゆき、短絡期間Tsとアーク発生期間Taとが繰り返し発生する定常溶接状態に移行させる。定常溶接状態においては、溶接トーチ14は、母材Wとの距離を一定に保ちつつ、母材Wの面内方向における溶接進行方向に沿って、ロボット移動速度VRで移動している。
【0054】
(1)アーク発生期間Ta(時刻t0〜時刻t3)
アーク発生期間Taは、アークa1を発生させ母材Wを加熱するための期間である。図8(g)に示すように、アーク発生期間Taのほぼ全期間(時刻t1〜時刻t3)において、電源特性切替信号SwはHighレベルとなっている。そのため、時刻t1〜時刻t3において、電源回路31の電源特性は定電圧特性となっている。また、同図(c)に示すように、時刻t2において、消耗電極15が後退送給される状態から前進送給される状態に変化する。
【0055】
(2)短絡期間Ts(時刻t3〜時刻t6)
<時刻t3〜時刻t4>
短絡期間Tsは、消耗電極15の先端を母材Wに接触させ消耗電極15の一部を母材Wに移行させるための期間である。消耗電極15が前進送給されることにより、時刻t3において、消耗電極15と母材Wとが接触し消耗電極15と母材Wとが短絡する。これにより、図8(d)に示すように、時刻t3において、溶接電圧Vwの値が急激に低下する。この溶接電圧Vwの値の低下に基づき、アーク状態検出回路36は、アークa1が消滅したと判断する。そしてアーク状態検出回路36は、アークa1が消滅していることを示すアーク状態信号Asdを、電流制御回路32に送る。一方、時刻t3〜時刻t4において、ジュール熱により消耗電極15が溶融し、消耗電極15と母材Wとの接触面積が徐々に大きくなる。これにより、消耗電極15から母材Wに流れる溶接電流Iwの抵抗値が小さくなり、溶接電流Iwの値が徐々に上昇する。図8(c)に示すように、時刻t3〜時刻t4においては、消耗電極15は前進送給されている。しかし、時刻t3〜時刻t4においては、消耗電極15は、上述のように溶融し軟化しているため座屈しにくくなっている。
【0056】
<時刻t4〜時刻t6>
図8(g)に示すように、電流制御回路32は、時刻t4において、電源特性切替信号SwをHighレベルからLowレベルに変化させる。これにより、電源回路31の電源特性が定電流特性に変化する。一方、同図(e)に示すように、電流制御回路32は、溶接電流Iwを比較的小さなアーク発生電流値ir1で通電させるための電流設定信号Irを電源回路31(本実施形態においては、電流誤差計算回路EI)に送っている。そのため、同図(f)に示すように、時刻t4からは、溶接電流Iwがアーク発生電流値ir1で流れる。アーク発生電流値ir1は、たとえば30〜60Aであり比較的小さい。なお、時刻t4の決定方法は後述する。そして、同図(c)に示すように、時刻t5において、消耗電極15が前進送給される状態から後退送給される状態に変化する。
【0057】
(3)アーク発生期間Ta(時刻t6〜)
時刻t6において、消耗電極15と母材Wとが離間し、アークa1が発生する。時刻t6において溶接電流Iwは、比較的小さいアーク発生電流値ir1で流れているから、アークa1の発生時に生じうるスパッタの発生を抑制できる。図8(d)に示すように、時刻t6において、アークa1の発生により溶接電圧Vwの値が急激に上昇する。この溶接電圧Vwの上昇に基づき、アーク状態検出回路36は、アークa1が発生したと判断する。そしてアーク状態検出回路36は、アークa1が発生していることを示すアーク状態信号Asdを、電流制御回路32に送る。電流制御回路32は、アークa1が発生していることを示すアーク状態信号Asdを受けた時刻からある一定時間が経過した時刻t7において、電源特性切替信号SwをLowレベルからHighレベルに変化させる。これにより、電源回路31の電源特性が定電圧特性へと変化する。すると、同図(f)に示すように、溶接電流Iwが母材Wを熱するのに十分な値にまで上昇し、上述と同様の工程が再び行われる。
【0058】
以上の工程において、時刻t4は、電流制御回路32において決定される。時刻t4の決定方法の一例は次のとおりである。
【0059】
まず、電流制御回路32は、短絡の開放が生じた第1短絡開放時刻(本実施形態では時刻t0)に関する第1短絡開放時情報に基づき、時刻t0の後における、短絡の開放が生じる第2短絡開放時刻(本実施形態では時刻t6)に関する第2短絡開放時情報を求める。第1短絡開放時情報は、たとえば、短絡の開放が生じた時刻t0や、時刻t0における回転角θ(t)や、時刻t0における変化量V1(t)や、時刻t0における速度V2(t)の値などである。本実施形態においては、第1短絡開放時情報は時刻t0における回転角θ(t)である。同様に、第2短絡開放時情報は、たとえば、短絡の開放が生じる時刻t6や、時刻t6における回転角θ(t)や、時刻t6における変化量V1(t)や、時刻t6における速度V2(t)の値などである。本実施形態においては、第2短絡開放時情報は時刻t6における回転角θ(t)である。すなわち、電流制御回路32は、時刻t0において短絡が解消しアークa1が生じると、アークa1が発生していることを示すアーク状態信号Asdをアーク状態検出回路36から受ける。すると、電流制御回路32は、送給経路長変化装置17から送られている回転角信号Sθに基づき、第1短絡開放時情報たる、時刻t0における回転角θ(t)がθ3であると認識する。本実施形態では、速度V2(t)が周期的に変化する。そのため、電流制御回路32は、再び短絡が開放しアークa1が発生する時刻における回転角θ(t)(第2短絡開放時情報)がθ3であると予測する。
【0060】
次に、電流制御回路32は、第2短絡開放時情報たる回転角θ(t)がθ3であると予測したことに基づき、時刻t0の後における、短絡の開放が生じアークa1が発生する時刻が時刻t6であると予測する。そして、電流制御回路32は、時刻t6より設定時間Td前の時刻を、時刻t4として決定する。設定時間Tdは、たとえば、100〜500μsである。
【0061】
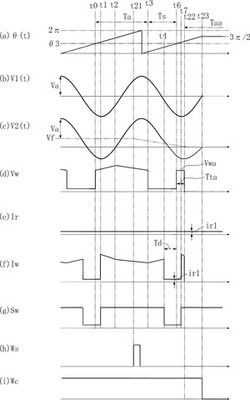
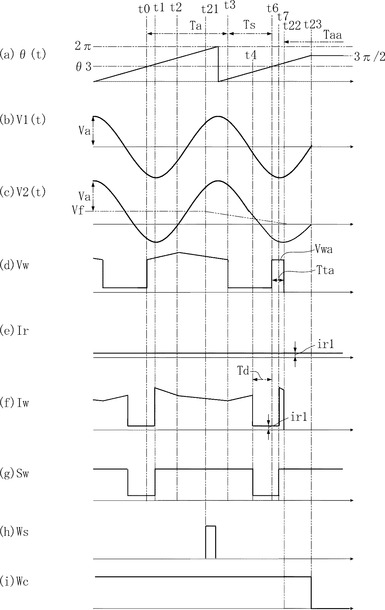
次に、図9をさらに用いて、アーク溶接システムA1を用いたアーク溶接方法の終了方法について説明する。図9は、本実施形態のアーク溶接方法の終了時における、各信号等を示すタイミングチャートである。同図(a)〜(g)は、図8(a)〜(g)における信号とそれぞれ同一である。図9(h)は、溶接終了信号Wsの変化状態を示し、同図(i)は、回転速度信号Wcの変化状態を示す。
【0062】
図9の時刻t0〜時刻t7においては、下記に述べる点以外は、図8を参照して説明したのと同様の工程が行われる。
【0063】
時刻t21において、終了判断回路211が、溶接を終了すべきと判断し、溶接終了信号Wsを生成する。溶接終了信号Wsが生成された後の時刻t21〜時刻t7のいずれかの時点において、溶接トーチ14の溶接進行方向に向かう移動が停止する。溶接終了信号Wsは、終了判断回路211から、電流制御回路32と、送給経路長制御回路37と、送給制御回路38とに送られる。送給制御回路38は、溶接終了信号Wsを受けると、ワイヤ送給装置16の駆動を停止するための信号(送給速度Vfを0とするための送給速度制御信号Fc、本発明の第2停止信号の一例に相当する。)をワイヤ送給装置16に送る。これにより、図9(c)に示すように、ワイヤ送給装置16による消耗電極15の送給が停止する。なお、ワイヤ送給装置16が駆動を停止するための信号を受けた時にワイヤ送給装置16による消耗電極15の送給が即座に停止しておらず時刻t21よりも少し後に消耗電極15の送給が停止しているのは、送給モータ161が慣性によって、時刻t21からしばらくの間、回転するからである。なお、時刻t21からワイヤ送給装置16による消耗電極15の送給が停止するまでの時間は、送給モータ161の性能に依存し、本実施形態では、10〜20msec程度である。
【0064】
次に、時刻t3において消耗電極15と母材Wとが短絡した後、時刻t6において消耗電極15と母材Wとの短絡が開放される。そして、時刻t6において消耗電極15と母材Wとの間にアークa1が再発生する。時刻t6は、本発明の再発生時刻の一例に相当する。この再発生時刻は、消耗電極15と母材Wとの間にアークa1が再発生する時刻のうち、溶接終了信号Wsが生成された後の時刻である。アークa1が再発生すると、上述したのと同様に、アーク状態検出回路36は、アークa1が発生していることを示すアーク状態信号Asdを、電流制御回路32と、送給経路長制御回路37とに送る。
【0065】
アークa1が再発生すると、電源回路31は、時刻t6から、消耗電極15と母材Wとの間にアンチスティック電圧Vwaの印加を開始する。すなわち、時刻t6から、アンチスティック制御が開始される。アンチスティック電圧Vwaの印加は、アンチスティック時間Ttaの間継続する。そして、時刻t6からアンチスティック時間Ttaが経過すると、電源回路31は、出力を停止する。これにより、図9(d)、図9(f)に示すように、時刻t22において、溶接電圧Vwおよび溶接電流Iwが0となる。
【0066】
時刻t21において、送給経路長制御回路37は、溶接終了信号Wsを受ける。また、時刻t6において、送給経路長制御回路37は、アーク状態検出回路36から、アークa1が発生したことを示すアーク状態信号Asdを受ける。すると、図9(i)に示すように、時刻t23において、送給経路長制御回路37は、送給経路長変化装置17の駆動を停止するための信号(回転速度dθ(t)/dtを0とするための回転速度信号Wc、本発明の第1停止信号の一例に相当する。)を送給経路長変化装置17に送る。なお、送給経路長制御回路37が送給経路長変化装置17の駆動を停止するための信号を送る時刻t23は、溶接終了信号Wsを受けた時刻(時刻t21)の直後ではなく、時刻t6(再発生時刻)の後である。
【0067】
時刻t23において、送給経路長変化装置37が送給経路長変化装置17の駆動を停止するための信号を受けると、送給経路長変化装置17の駆動が停止する(回転速度dθ(t)/dtが0となる)。そして、図9(a)に示すように、回転角θ(t)は一定のままとなる。本実施形態においては、時刻t23において送給経路長変化装置17が停止する時には、回転角θ(t)が3π/2(rad)となっている。回転角θ(t)が3π/2(rad)であるとき、カム機構173は図4の(K4)に示す位置にある。すなわち、カム機構173が上死点にある状態で送給経路長変化装置17の駆動は停止する。換言すれば、送給経路長Laが最小である状態で送給経路長変化装置17の駆動は停止する。本実施形態においては、モータ171は、送給モータ161に比べ応答性がよいものを用いているため、図9に示すように、送給経路長変化装置17が、送給経路長変化装置17の駆動を停止するための信号を受けると即座に、送給経路長変化装置17の駆動が停止している。
【0068】
なお、本実施形態とは異なり、送給経路長変化装置17の駆動を停止させるのは、アークa1が再発生する時刻t6以降であればいつでもよく、たとえば、アークa1が再発生すると即座に送給経路長変化装置17の駆動を停止してもよい。もしくは、電源回路31の出力を停止するのと同時に送給経路長変化装置17の駆動を停止してもよい。送給モータ161の応答性が非常に良い場合には、時刻t6以降にワイヤ送給装置16の駆動を停止させてもよい。
【0069】
なお、図9に示すように、溶接電圧Vwおよび溶接電流Iwが0となると、アプローチ期間Taaが開始する。アプローチ期間Taaが開始すると、溶接トーチ14が次の溶接開始地点までの移動を開始する。アプローチ期間Taaは、溶接トーチ14が次の溶接開始地点まで移動するための期間である。
【0070】
次に、本実施形態の作用効果について説明する。
【0071】
アーク溶接装置1においては、図6に示す送給経路長Laを変化させている。送給経路長Laの変化量V1(t)は、カム機構173を有する送給経路長変化装置17によって変化させている。そのため、変化量V1(t)は、モータ171を正転させることのみによって、変化させることができる。これにより、ワイヤ送給装置16による消耗電極15の送給速度Vfを一定にしたまま、図8(c)に示すように、消耗電極15の前進送給および後退送給を周期的に繰り返すことができる。そのため、ワイヤ送給装置16の送給モータ161を正転および逆転させることによって消耗電極15を前進送給および後退送給させる場合に比べ、より応答性よく、消耗電極15を送給することができる。したがって、消耗電極15の前進送給と後退送給とを高速で切り換える場合であっても、応答性よく、消耗電極15を送給することができる。その結果、安定した溶接を行うことができる。
【0072】
また、アーク溶接装置1においては、送給経路長変化装置17は、溶接トーチ14に対しコンジットケーブル19を直線往復動させている。そのため、アーク溶接装置1においては、定常溶接状態において溶接トーチ14と母材Wとの距離を一定にしたまま、消耗電極15を前進送給および後退送給させることができる。溶接トーチ14と母材Wとの距離を一定に保つことができると、ノズル142における開口143と母材Wとの距離も一定であるため、定常溶接状態において、シールドガスSGの供給状態が変化しにくい。このことは、安定した溶接を行うのに有利である。
【0073】
本実施形態においては、図8(c)に示したように、本実施形態の定常溶接状態では、溶接電流Iwや溶接電圧Vwの値の変化に依らず、速度V2(t)が一定の周期の周期関数となるように消耗電極15を送給している。そして、速度V2(t)に追従するように、短絡期間Tsとアーク発生期間Taとが繰り返されている。このような構成においては、溶接電流Iwや溶接電圧Vwの変化に基づき速度V2(t)を変化させるのではないから、そもそも、消耗電極15の送給の応答遅れといった問題が生じないといったメリットがある。また、速度V2(t)が一定の周期の周期関数であると、略一定周期で短絡期間Tsとアーク発生期間Taとを繰り返すことも可能となる。そのため、安定した溶接を行うことができる。
【0074】
本実施形態においては、速度V2(t)が一定の周期の周期関数であることを利用して、時刻t0の後における、短絡の開放が生じアークa1が発生する時刻が時刻t6であると予測している。そして、時刻t6より設定時間Td前の時刻t4において、溶接電流Iwを減少させている。溶接電流Iwを減少させる時刻をこのように決定することで、時刻t6において短絡の開放が生じる前に、確実に溶接電流Iwの値を低下させることができる。これは、アークa1の発生時におけるスパッタの発生を抑制するのに適する。
【0075】
なお、上述のように時刻t4を決定して溶接電流Iwの値を低下させなくてもよい。消耗電極15と母材Wとが短絡した後、且つ、時刻t5(消耗電極15が前進送給する状態から後退送給する状態に変化する時刻)以前に、溶接電流Iwを低下させてもよい。短絡の開放は、消耗電極15の後退送給が始まってからある程度の時間が経過した後に起こると考えられる。そうすると、時刻t5以前に溶接電流Iwを低下させることによっても、短絡の開放前に、確実に溶接電流Iwの値を低下させることができる。
【0076】
本実施形態においては、消耗電極15と母材Wとの間にアークa1が再発生する時刻のうち、溶接終了信号Wsが生成された後の時刻である再発生時刻(図9の時刻t6)の後に、送給経路長制御回路37が送給経路長変化装置17の駆動を停止させる信号を送給経路長変化装置17に送る。また、アークa1の再発生時刻(図9の時刻t6)から消耗電極15と母材Wとの間にアンチスティック電圧Vwaの印加を開始する。このような構成によると、アークa1が再発生する時刻までは、送給経路長変化装置17の駆動は停止しないので、消耗電極15の前進送給および後退送給を繰り返すことができる。そのため、アーク発生期間Taおよび短絡期間Tsのいずれの期間に溶接終了信号Wsが生成されたとしても、溶接終了信号Wsが生成された後にアークa1を再発生させることが可能となる。したがって、アーク発生期間Taおよび短絡期間Tsのいずれの期間に溶接終了信号Wsが生成されたとしても、アンチスティック電圧Vwaの印加を、アークa1の再発生時刻から開始させることができる。アンチスティック電圧Vwaの印加をアークa1の再発生時刻から開始できると、溶接終了時に消耗電極15の先端に形成される溶融粒の大きさを所望の大きさにすることが可能となる。溶接終了時に消耗電極15の先端に形成される溶融粒の大きさを所望の大きさにできると、次の溶接におけるアークスタートの安定化を図ることができる。
【0077】
本実施形態においては、カム機構173が上死点にある状態で送給経路長変化装置17の駆動は停止する。すなわち、送給経路長Laが最小である状態で送給経路長変化装置17の駆動は停止する。このような構成によると、送給経路長変化装置17の駆動が停止する時、消耗電極15と母材Wとが最も離間している状態となっている。そのため、アプローチ期間Taa中に、消耗電極15と母材Wとが接触してしまう不具合を防止できる。
【0078】
送給経路長変化装置17のマウント175は、コイルライナ191ではなく、被覆チューブ192に固定されていてもよい。
【0079】
次に、図10、図11を用いて、本発明の第2実施形態について説明する。
【0080】
図10は、本実施形態にかかるアーク溶接システムにおけるロボット制御装置と電源装置との詳細を示すブロック図である。
【0081】
本実施形態のアーク溶接システムA2は、送給停止判断回路381を更に備える点において、上述のアーク溶接システムA1と異なる。本実施形態において、送給停止判断回路381は、電源装置3の構成であるが、ロボット制御装置2の構成であってもよい。送給停止判断回路381は、ワイヤ送給装置16による消耗電極15の送給が停止したと判断すると、送給停止検知信号Sstを送る。送給停止判断回路381は、たとえば、送給モータ161の回転数がある値より小さくなったときに、ワイヤ送給装置16による消耗電極15の送給が停止したと判断する。送給停止検知信号Sstは、送給停止判断回路381から、電流制御回路32と送給経路長制御回路37とに送られる。本実施形態では、送給経路長制御回路37は、送給停止検知信号Sstを受けた後に、送給経路長変化装置17の駆動を停止するための信号(回転速度dθ(t)/dtを0とするための回転速度信号Wc、本発明の第1停止信号の一例に相当する)を送給経路長変化装置17に送る。すなわち、送給経路長制御回路37は、ワイヤ送給装置16による消耗電極15の送給が停止したと判断されたときに、送給経路長変化装置17の駆動を停止するための信号を送る。
【0082】
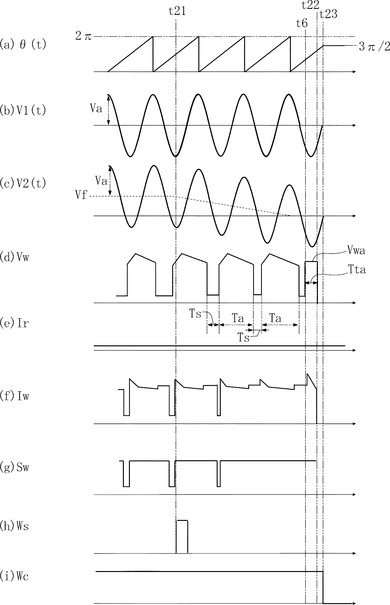
次に、図11をさらに用いて、アーク溶接システムA2を用いたアーク溶接方法の終了方法について説明する。図11は、本実施形態のアーク溶接方法の終了時における、各信号等を示すタイミングチャートである。図11の時間のスケールは、図9の時間のスケールよりも非常に大きい。
【0083】
本実施形態においても、時刻t21において、終了判断回路211が、溶接を終了すべきと判断し、溶接終了信号Wsを生成する。溶接終了信号Wsは、終了判断回路211から、電流制御回路32と、送給経路長制御回路37と、送給制御回路38とに送られる。送給制御回路38は、溶接終了信号Wsを受けると、ワイヤ送給装置16の駆動を停止するための信号(送給速度Vfを0とするための送給速度制御信号Fc)をワイヤ送給装置16に送る。これにより、送給速度Vfが徐々に減少してゆく。本実施形態では、第1実施形態に示したよりも送給速度Vfの減少割合が小さい。そのため、時刻t21において溶接終了信号Wsが生成されてから、消耗電極15と母材Wとの短絡およびアークa1の再発生が複数回繰り返された後に、送給速度Vfが0となる。なお、時刻t21からワイヤ送給装置16による消耗電極15の送給が停止するまでの時間は、送給モータ161の性能に依存し、本実施形態では、50〜100msec程度である。
【0084】
なお、時刻t21以降、送給速度Vfは減少するがアーク発生期間Ta中の消耗電極15の溶融量は変化しないため、アーク発生期間Taは徐々に長くなる。一方、時刻t21以降、短絡期間Ts中の溶接電流Iwは変化しないため消耗電極15の溶融量は一定であるが、送給速度Vfの減少により消耗電極15の供給量が減少するため、徐々に短絡が解消しやすくなる。よって時刻t21以降、短絡期間Tsは徐々に短くなる。
【0085】
図11(d)に示すように、電源回路31は、時刻t6から、消耗電極15と母材Wとの間にアンチスティック電圧Vwaの印加を開始する。すなわち、時刻t6から、アンチスティック制御が開始される。時刻t6は、送給停止判断回路381が送給停止検知信号Sstを生成した後の、アークa1が最初に再発生する時刻である。本実施形態においても、時刻t6は本発明の再発生時刻の一例に相当する。アンチスティック電圧Vwaの印加は、アンチスティック時間Ttaの間継続する。そして、時刻t6からアンチスティック時間Ttaが経過すると、電源回路31は、出力を停止する。これにより、図11(d)、図11(f)に示すように、時刻t22において、溶接電圧Vwおよび溶接電流Iwが0となる。
【0086】
図11(i)に示すように、時刻t23において、送給経路長制御回路37は、送給経路長変化装置17の駆動を停止するための信号(回転速度dθ(t)/dtを0とするための回転速度信号Wc、本発明の第1停止信号の一例に相当する。)を送給経路長変化装置17に送る。本実施形態の時刻t23は、送給停止判断回路381からの送給停止検知信号Sstを受けた後、且つ、アークa1が再発生する時刻t6(再発生時刻)の後の時刻である。時刻t23以降は、第1実施形態と同様に、送給経路長変化装置17の駆動が停止する。
【0087】
本実施形態によっても、第1実施形態と同様の効果を得ることができる。
【0088】
本実施形態では、ワイヤ送給装置16による消耗電極15の送給がほぼ停止したと判断された後に、送給経路長変化装置17の駆動を停止させる。そして、ワイヤ送給装置16による消耗電極15の送給がほぼ停止したと判断された後に、アンチスティック電圧Vwaの印加を開始する。よって、送給モータ161としてあまり応答性の良くないものを用いたとしても、ワイヤ送給装置16による消耗電極15の送給がほぼ停止した後に、アンチスティック電圧Vwaの印加を開始することができる。そのため、アンチスティック電圧Vwaの印加を終え、電源回路31からの出力を停止した後に、消耗電極15が母材Wないし母材Wに形成された溶融池に突っ込むことを防止できる。
【0089】
本発明の範囲は、上述した実施形態に限定されるものではない。本発明の各部の具体的な構成は、種々に設計変更自在である。
【符号の説明】
【0090】
A1,A2 アーク溶接システム
1 アーク溶接装置
11 ベース部材
12,12a アーム
13 モータ
14 溶接トーチ
141 コンタクトチップ
142 ノズル
143 開口
15 消耗電極
16 ワイヤ送給装置
161 送給モータ
162 ワイヤプッシュ装置
17 送給経路長変化装置
171 モータ
172 偏芯シャフト
173 カム機構
174a,174b ベアリング
175 マウント
176 ブッシュ
177 シャフト
19 コンジットケーブル
191 コイルライナ
192 被覆チューブ
2 ロボット制御装置
21 動作制御回路
211 終了判断回路
23 ティーチペンダント
3 電源装置
31 電源回路
32 電流制御回路
33 アーク発生電流値記憶回路
34 設定時間記憶回路
35 電圧制御回路
36 アーク状態検出回路
37 送給経路長制御回路
38 送給制御回路
381 送給停止判断回路
a1 アーク
Asd アーク状態信号
Ea 誤差信号
EI 電流誤差計算回路
Ei 電流誤差信号
EV 電圧誤差計算回路
Ev 電圧誤差信号
Fc 送給速度制御信号
ID 電流検出回路
Id 電流検出信号
Ir 電流設定信号
ir1 アーク発生電流値
Iw 溶接電流
La 送給経路長
MC 電力発生回路
Ms 動作制御信号
SG シールドガス
SW 電源特性切替回路
Sw 電源特性切替信号
Sθ 回転角信号
St 溶接開始信号
Tta アンチスティック時間
Td 設定時間
V1(t) 変化量
V2(t) 速度
VD 電圧検出回路
Vd 電圧検出信号
Vf 送給速度
Vr 電圧設定信号
VR ロボット移動速度
Vw 溶接電圧
Vwa アンチスティック電圧
W 母材
Wc 回転速度信号
Ws 溶接終了信号
WL ワイヤリール
θ(t) 回転角
【技術分野】
【0001】
本発明は、アーク溶接方法およびアーク溶接システムに関する。
【背景技術】
【0002】
従来から、消耗電極を送給しながら、この消耗電極と母材の間にアークを発生させ溶接を行うアーク溶接方法が知られている(たとえば特許文献1参照)。このような溶接方法においては、ワイヤ送給装置の送給モータを正転させることにより、消耗電極を母材に向けて前進送給する。そして、消耗電極と母材とが短絡することにより短絡期間が開始する。消耗電極と母材とが短絡すると、送給モータを逆転させて消耗電極を後退送給する。そして、消耗電極と母材とが離間し、消耗電極と母材との間にアークが発生するアーク発生期間が開始する。アークが発生すると、再び送給モータを正転させる。このようにワイヤ送給装置の送給モータの正転および逆転を繰り返すことにより、溶接を行う。
【0003】
当該溶接方法においては、短絡期間とアーク発生期間との繰り返しが比較的高速で行われる。この短絡期間とアーク発生期間との繰り返しが高速になると、送給モータの正転および逆転の繰り返しも高速とする必要がある。そのため、上記送給モータとして高速応答可能なものが必要となる。しかしながら、送給モータとして高速応答可能なものは一般的に普及していない。さらに、消耗電極を送給するための装置がプルトーチ単体である場合には、消耗電極の送給性は溶接ロボット動作時の外乱や、消耗電極を挿通するコンジットケーブル内における送給抵抗などの影響を受けるため、安定した溶接を行うことができない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010―247710号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記した事情のもとで考え出されたものであって、安定した溶接を行うことができるアーク溶接方法およびアーク溶接システムを提供することをその主たる課題とする。
【課題を解決するための手段】
【0006】
本発明の第1の側面によると、消耗電極のうち溶接トーチに囲まれた部位の、上記溶接トーチから母材へ向かう上記母材に対する速度が正の値である前進送給期間と、上記速度が負の値である後退送給期間と、からなる単位期間を繰り返す定常溶接工程を備えるアーク溶接方法であって、上記定常溶接工程は、上記速度を一周期が上記単位期間である周期関数として、上記消耗電極を送給する工程と、上記各前進送給期間のある時点で、上記消耗電極を上記母材に短絡させる工程と、上記各後退送給期間のある時点で、上記消耗電極と上記母材との短絡を開放する工程と、を含み、上記消耗電極を送給する工程は、ワイヤ送給装置によって、上記消耗電極を上記溶接トーチに向かって送り出す工程と、送給経路長変化装置によって、上記消耗電極のうち、上記消耗電極の軸線方向における上記ワイヤ送給装置から上記溶接トーチに至る長さを、周期的に変化させる工程と、を有し、上記消耗電極と上記母材との間にアークが再発生する時刻のうち、溶接終了信号が生成された後の時刻である再発生時刻の後に、上記送給経路長変化装置の駆動を停止させる第1停止信号を送給経路長制御回路が上記送給経路長変化装置に送る工程と、上記再発生時刻から上記消耗電極と上記母材との間にアンチスティック電圧の印加を開始する工程と、を備える、アーク溶接方法が提供される。
【0007】
好ましくは、上記溶接終了信号が生成されると、上記再発生時刻の前に、上記ワイヤ送給装置の駆動を停止させる第2停止信号を送給制御回路が上記ワイヤ送給装置に送る工程を更に備える。
【0008】
好ましくは、上記送給経路長変化装置に送る工程は、上記ワイヤ送給装置による上記消耗電極の送給が停止したと判断されたときに行う。
【0009】
好ましくは、上記送給経路長変化装置に送る工程においては、上記消耗電極の軸線方向における上記ワイヤ送給装置から上記溶接トーチに至る長さが最小となるように、上記送給経路長変化装置の駆動を停止させる。
【0010】
本発明の第1の側面によると、消耗電極を溶接トーチに向かって送り出すワイヤ送給装置と、上記消耗電極のうち、上記消耗電極の軸線方向における上記ワイヤ送給装置から上記溶接トーチに至る長さを、周期的に変化させる送給経路長変化装置と、上記消耗電極と母材との間に電圧を印加する電源回路と、溶接を終了すべきと判断すると、溶接終了信号を送る終了判断回路と、上記溶接終了信号を受けると、上記送給経路長変化装置の駆動を停止するための第1停止信号を上記送給経路長変化装置に送る送給経路長制御回路と、を備え、上記送給経路長制御回路は、上記消耗電極と上記母材との間にアークが再発生する時刻のうち、溶接終了信号が生成された後の時刻である再発生時刻の後に、上記第1停止信号を送り、上記電源回路は、上記再発生時刻から、上記消耗電極と上記母材との間にアンチスティック電圧の印加を開始する、アーク溶接システムが提供される。
【0011】
好ましくは、上記溶接終了信号を受けると、上記第1停止信号が送られる前に、上記ワイヤ送給装置の駆動を停止するための第2停止信号を上記ワイヤ送給装置に送る送給制御回路を更に備える。
【0012】
好ましくは、上記ワイヤ送給装置による上記消耗電極の送給が停止したと判断すると、送給停止検知信号を送る送給停止判断回路を更に備え、上記送給経路長制御回路は、上記送給停止検知信号を受けると、上記第1停止信号を送る。
【0013】
上記構成によれば、溶接電流や溶接電圧の値の変化に依らず、上記速度が一定の周期の周期関数となるように消耗電極を送給する。そして、上記速度に追従するように、短絡期間とアーク発生期間とを繰り返すことができる。そうすると、溶接電流や溶接電圧の変化に基づき上記速度を変化させるのではないから、そもそも、消耗電極の送給の応答遅れといった問題が生じないといったメリットがある。そのため、安定した溶接を行うことができる。
【0014】
上記構成においては、溶接終了信号が生成されると、送給経路長制御回路が上記送給経路長変化装置の駆動を停止させる第1停止信号を上記送給経路長変化装置に送る。第1停止信号は、溶接終了信号が生成された後における、消耗電極と母材との間にアークが再発生する再発生時刻の後に送られる。また、上記再発生時刻から消耗電極と母材との間にアンチスティック電圧の印加を開始する。そうすると、アークが再発生する時刻までは、送給経路長変化装置の駆動は停止しないので、消耗電極の前進送給および後退送給を繰り返すことができる。そのため、アーク発生期間および短絡期間のいずれの期間に溶接終了信号が生成されたとしても、溶接終了信号が生成された後にアークを再発生させることが可能となる。したがって、アーク発生期間および短絡期間のいずれの期間に溶接終了信号が生成されたとしても、アンチスティック電圧の印加を、アークの再発生時刻から開始させることができる。アンチスティック電圧の印加をアークの再発生時刻から開始できると、溶接終了時に消耗電極の先端に形成される溶融粒の大きさを所望の大きさにすることが可能となる。溶接終了時に消耗電極の先端に形成される溶融粒の大きさを所望の大きさにできると、次の溶接におけるアークスタートの安定化を図ることができる。
【0015】
本発明のその他の特徴および利点は、添付図面を参照して以下に行う詳細な説明によって、より明らかとなろう。
【図面の簡単な説明】
【0016】
【図1】本発明の第1実施形態にかかるアーク溶接システムの構成を示す図である。
【図2】図1に示すアーク溶接システムにおける送給経路長変化装置の近傍の要部拡大図(一部透視化)である。
【図3】図2の送給経路長変化装置のみを示す拡大図である。
【図4】図2の送給経路長変化装置のカム機構の変化状態を示す図である。
【図5】溶接トーチとコンジットケーブルとに送給経路長変化装置が固定された状態を模式的に示す要部拡大断面図である。
【図6】消耗電極の送給経路長を模式的に示す図である。
【図7】図1のアーク溶接システムにおけるロボット制御装置と電源装置との詳細を示すブロック図である。
【図8】本発明の第1実施形態のアーク溶接方法の定常溶接状態における、各信号等を示すタイミングチャートである。
【図9】本発明の第1実施形態のアーク溶接方法の溶接終了時における、各信号等を示すタイミングチャートである。
【図10】本発明の第2実施形態にかかるアーク溶接システムにおけるロボット制御装置と電源装置との詳細を示すブロック図である。
【図11】本発明の第2実施形態のアーク溶接方法の溶接終了時における、各信号等を示すタイミングチャートである。
【発明を実施するための形態】
【0017】
図1〜図9を用いて、本発明の第1実施形態について説明する。
【0018】
[アーク溶接システムA1について]
図1に示すアーク溶接システムA1は、アーク溶接装置1と、ロボット制御装置2と、電源装置3とを備える。
【0019】
アーク溶接装置1は、溶接ロボットであり、母材Wに対してたとえばアーク溶接を自動で行うものである。アーク溶接装置1は、ベース部材11と、複数のアーム12と、複数のモータ13と、溶接トーチ14と、ワイヤ送給装置16と、送給経路長変化装置17と、コンジットケーブル19と、を含む。
【0020】
ベース部材11は、フロア等の適当な箇所に固定されている。各アーム12は、ベース部材11に軸を介して連結されている。
【0021】
溶接トーチ14は、アーク溶接装置1の最も先端側に設けられたアーム12aの先端部に設けられている。溶接トーチ14は、消耗電極15を母材Wの近傍の所定の位置に導くものである。図5に模式的に示すように、溶接トーチ14は、コンタクトチップ141と、ノズル142とを有する。コンタクトチップ141は、たとえばCuまたはCu合金製である。コンタクトチップ141には、消耗電極15を挿通するための貫通孔が設けられている。この貫通孔は、内面が消耗電極15に擦れ合う程度の寸法である。ノズル142は、たとえば、CuまたはCu合金製である。ノズル142は、適宜、水冷構造を有する。ノズル142には開口143が形成されている。ノズル142とコンタクトチップ141との間には、たとえばArなどのシールドガスSGが供給される。供給されたシールドガスSGは開口143から噴出する。このシールドガスSG内に消耗電極15が送給される。
【0022】
モータ13は、アーム12の両端または一端に設けられている(一部図示略)。モータ13は、ロボット制御装置2により回転駆動する。この回転駆動により、複数のアーム12の移動が制御され、溶接トーチ14が上下前後左右に自在に移動できるようになっている。モータ13には、図示しないエンコーダが設けられている。このエンコーダの出力は、ロボット制御装置2に与えられる。この出力値により、ロボット制御装置2では、溶接トーチ14の現在位置を認識するようになっている。
【0023】
ワイヤ送給装置16は、アーク溶接装置1における上部に設けられている。ワイヤ送給装置16は、溶接トーチ14に対して、消耗電極15を送り出すためのものである。ワイヤ送給装置16は、送給モータ161(図1参照)と、ワイヤプッシュ装置162(図6参照)とを有する。送給モータ161は、ワイヤプッシュ装置162を駆動する。ワイヤプッシュ装置162は、送給モータ161を駆動源として、ワイヤリールWL(図6参照)に巻かれた消耗電極15を溶接トーチ14へと送り出す。
【0024】
コンジットケーブル19は、消耗電極15を挿通し、且つ、消耗電極15をワイヤ送給装置16から溶接トーチ14へと導くものである。図1によく表れているように、コンジットケーブル19は、ワイヤ送給装置16から溶接トーチ14に至るまでの中途部分において、湾曲した部位を有する。図5に模式的に示すように、コンジットケーブル19は、コイルライナ191と、被覆チューブ192とを有する。
【0025】
コイルライナ191は、たとえば金属線材をコイル状に形成したものである。コイルライナ191には、消耗電極15が挿通される。上述のようにコンジットケーブル19は湾曲した部位を有する。そのためこの湾曲した部位において、消耗電極15がコイルライナ191の内壁に擦れながら送給される。被覆チューブ192は、チューブ状を呈する。被覆チューブ192は、たとえば、塩素化ポリエチレン(CPE:chlorinated polyethylene)よりなる。被覆チューブ192はコイルライナ191を囲んでいる。上述のようにコンジットケーブル19は湾曲した部位を有するため、この湾曲した部位において、被覆チューブ192はコイルライナ191と擦れ合う。
【0026】
図1〜図3に示す送給経路長変化装置17は、送給経路長La(図6参照)を変化させるものである。送給経路長Laは、消耗電極15のうち、消耗電極15の軸線方向における、ワイヤプッシュ装置162から溶接トーチ14に至るまでの長さのことを言う。本実施形態においては、送給経路長変化装置17は、モータ171と、偏芯シャフト172と、カム機構173と、ベアリング174a,174bと、マウント175と、ブッシュ176と、シャフト177とを有する。
【0027】
図2に示すように、モータ171は、溶接トーチ14に対し固定されている。すなわちモータ171は溶接トーチ14に対し相対移動しない。モータ171は、送給経路長変化装置17を駆動する。モータ171は、図3の左右方向に延びる軸を回転軸としている。モータ171には図示しないエンコーダが取り付けられている。偏芯シャフト172は、モータ171の回転軸に固定されている。偏芯シャフト172は、モータ171の回転軸に対して偏芯した位置にボルトが設けられている。カム機構173は、ドライブカムであり、カム機構173には2つの孔が形成されている(図4参照)。カム機構173は、これらの2つの孔の一方に設けられたベアリング174aを介して、偏芯シャフト172の上記ボルトに連結されている。マウント175は、上記2つの孔の他方に設けられたベアリング174bを介してカム機構173に連結されている。マウント175は、ブッシュ176を介して、シャフト177に連結されている。シャフト177は、モータ171の本体に対して固定されている。マウント175は、シャフト177に沿って、図2の上下方向に移動できる。図5に示すように、マウント175は、コンジットケーブル19のコイルライナ191に固定されている。
【0028】
モータ171が回転すると、偏芯シャフト172のボルトが偏芯回転する。すると、この偏芯回転に従って、図4に示すように、カム機構173が(K1)から(K4)まで一連の動作をする。そして図3に示すように、マウント175は、シャフト177に沿って往復運動をする。これにより、コンジットケーブル19(本実施形態においてはコイルライナ191)が溶接トーチ14に対し図5の上下に微小に往復運動をする。コイルライナ191の往復運動に伴い、コイルライナ191と擦れ合う消耗電極15が往復運動をする。コイルライナ191の往復運動によって、送給経路長Laが変化することとなる。なお、送給経路長変化装置17からは、モータ171の回転角θ(t)に関する回転角信号Sθが後述の電流制御回路32に送られる。カム機構173が図4の(K1)に示す状態である場合、回転角θ(t)=0(rad)である。カム機構173が同図(K2)に示す状態である場合、回転角θ(t)=π/2(rad)である。カム機構173が同図(K3)に示す状態である場合、回転角θ(t)=π(rad)である。カム機構173が同図(K4)に示す状態である場合、回転角θ(t)=3π/2(rad)である。
【0029】
図7は、図1のアーク溶接システムA1におけるロボット制御装置2と電源装置3との詳細を示すブロック図である。
【0030】
ロボット制御装置2は、動作制御回路21と、ティーチペンダント23とを含む。ロボット制御装置2は、アーク溶接装置1の動作を制御するためのものである。
【0031】
動作制御回路21は、図示しないマイクロコンピュータおよびメモリを有している。このメモリには、アーク溶接装置1の各種の動作が設定された作業プログラムが記憶されている。また、動作制御回路21は、後述のロボット移動速度VRを設定する。動作制御回路21は、上記作業プログラム、上記エンコーダからの座標情報、およびロボット移動速度VR等に基づき、アーク溶接装置1に対して動作制御信号Msを送る。アーク溶接装置1は動作制御信号Msを受け、各モータ13を回転駆動させる。これにより、溶接トーチ14が、母材Wにおける所定の溶接開始位置に移動したり、母材Wの面内方向に沿って移動したりする。
【0032】
動作制御回路21は、終了判断回路211を有する。終了判断回路211は、溶接を終了すべきと判断すると、溶接終了信号Wsを送る。溶接を終了すべきと終了判断回路211が判断するのは、たとえば、溶接トーチ14が母材Wの所定の終了位置に到達したことや、溶接開始から所定の時間が経過したことに基づく。もしくは、溶接を終了すべきと終了判断回路211が判断するのは、下記のティーチペンダント23に対しユーザから溶接を終了する旨の入力がされたことに基づいてもよい。
【0033】
ティーチペンダント23は、動作制御回路21に接続されている。ティーチペンダント23は、各種動作をアーク溶接システムA1のユーザが設定するためのものである。
【0034】
電源装置3は、電源回路31と、電流制御回路32と、アーク発生電流値記憶回路33と、設定時間記憶回路34と、電圧制御回路35と、アーク状態検出回路36と、送給経路長制御回路37と、送給制御回路38とを含む。電源装置3は、消耗電極15と母材Wとの間に、溶接電圧Vwを印加し、溶接電流Iwを流すための装置であるとともに、消耗電極15の送給を行うための装置である。
【0035】
電源回路31は、電力発生回路MCと、電源特性切替回路SWと、電流誤差計算回路EIと、電圧誤差計算回路EVと、電流検出回路IDと、電圧検出回路VDとを有する。電源回路31は、消耗電極15と母材Wとの間に指示された値で溶接電圧Vwを印加し、もしくは、消耗電極15から母材Wに指示された値で溶接電流Iwを流すためのものである。
【0036】
電力発生回路MCは、たとえば3相200V等の商用電源を入力として、後述の誤差信号Eaに従ってインバータ制御、サイリスタ位相制御等の出力制御を行い、溶接電圧Vwおよび溶接電流Iwを出力する。
【0037】
電流検出回路IDは、消耗電極15と母材Wとの間に流れる溶接電流Iwの値を検出するためのものである。電流検出回路IDは、溶接電流Iwに対応する電流検出信号Idを送る。電流誤差計算回路EIは、実際に流れている溶接電流Iwの値と、設定された溶接電流の値との差ΔIwを計算するためのものである。具体的には、電流誤差計算回路EIは、電流検出信号Idと、設定された溶接電流の値に対応する後述の電流設定信号Irとを受け、差ΔIwに対応する電流誤差信号Eiを送る。なお、電流誤差計算回路EIは、電流誤差信号Eiとして、差ΔIwを増幅した値に対応するものを送ってもよい。
【0038】
電圧検出回路VDは、消耗電極15と母材Wとの間に印加される溶接電圧Vwの値を検出するためのものである。電圧検出回路VDは、溶接電圧Vwに対応する電圧検出信号Vdを送る。電圧誤差計算回路EVは、実際に印加されている溶接電圧Vwの値と、設定された溶接電圧の値との差ΔVwを計算するためのものである。具体的には、電圧誤差計算回路EVは、電圧検出信号Vdと、設定された溶接電圧の値に対応する後述の電圧設定信号Vrとを受け、差ΔVwに対応する電圧誤差信号Evを送る。なお、電圧誤差計算回路EVは、電圧誤差信号Evとして、差ΔVwを増幅した値に対応するものを送ってもよい。
【0039】
電源特性切替回路SWは、電源回路31の電源特性(定電流特性もしくは定電圧特性)を切り替えるものである。電源回路31の電源特性が定電流特性である場合には、溶接電流Iwの値が設定された値となるように、電源回路31において出力が制御される。一方、電源回路31の電源特性が定電圧特性である場合には、電源回路31は溶接電圧Vwの値が設定された値となるように、電源回路31において出力が制御される。より具体的には、電源特性切替回路SWは、後述の電源特性切替信号Swと、電流誤差信号Eiと、電圧誤差信号Evとを受ける。電源特性切替回路SWの受ける電源特性切替信号SwがHighレベルである場合には、電源特性切替回路SWにおけるスイッチは、図7のa側に接続される。この場合、電源回路31の電源特性は定電圧特性であり、電源特性切替回路SWは、電圧誤差信号Evを誤差信号Eaとして電力発生回路MCに送る。このとき、電力発生回路MCは、溶接電圧Vwの値が設定された値となる(すなわち上述の差ΔVwがゼロとなる)ような制御を行う。一方、電源特性切替回路SWの受けた電源特性切替信号SwがLowレベルである場合には、電源特性切替回路SWにおけるスイッチは、図7のb側に接続される。この場合、電源回路31の電源特性は定電流特性であり、電源特性切替回路SWは、電流誤差信号Eiを誤差信号Eaとして電力発生回路MCに送る。このとき、電力発生回路MCは、溶接電流Iwの値が設定された値となる(すなわち上述の差ΔIwがゼロとなる)ような制御を行う。
【0040】
アーク発生電流値記憶回路33は、アーク発生電流値ir1の値を記憶する。設定時間記憶回路34は、第1設定時間たる設定時間Tdの値を記憶する。アーク発生電流値ir1および設定時間Tdの各値は、たとえばティーチペンダント23から入力され動作制御回路21を経由して、各記憶回路に記憶される。
【0041】
電流制御回路32は、消耗電極15と母材Wとの間に流れる溶接電流Iwの値を設定するためのものである。電流制御回路32は、各記憶回路に記憶された、アーク発生電流値ir1および設定時間Tdの少なくともいずれかに基づき、溶接電流Iwの値を指示するための電流設定信号Irを生成する。そして電流制御回路32は、生成した電流設定信号Irを電源回路31に送る。また電流制御回路32は、アーク状態信号Asdと、回転角信号Sθとを受ける。電流制御回路32は、電源特性切替回路SWに電源特性切替信号Swを送る。
【0042】
電圧制御回路35は、消耗電極15と母材Wとの間に印加する溶接電圧Vwの値を設定するためのものである。電圧制御回路35は、図示しない記憶部に記憶された設定電圧値に基づき、溶接電圧Vwの値を指示するための電圧設定信号Vrを電源回路31に送る。
【0043】
アーク状態検出回路36は、消耗電極15と母材Wとの間のアークa1が発生しているか消滅しているかを検出する。本実施形態においては、アーク状態検出回路36は、電圧検出信号Vdを受ける。アーク状態検出回路36は、溶接電圧Vwの値に基づき、アークa1の発生の有無を判断する。アーク状態検出回路36は、溶接電圧Vwがあるしきい値を下回っているときは、アークa1が消滅していると判断する。またアーク状態検出回路36は、溶接電圧Vwが当該しきい値を上回っているときは、アークa1が発生していると判断する。アーク状態検出回路36は、アークa1の発生の有無に関するアーク状態信号Asdを、電流制御回路32に送る。
【0044】
送給経路長制御回路37は、上述の送給経路長Laの値を制御するためのものである。本実施形態においては、送給経路長制御回路37は、回転速度信号Wcを送給経路長変化装置17に送る。回転速度信号Wcは、送給経路長変化装置17におけるモータ171の回転速度dθ(t)/dtを指示するものである。
【0045】
送給制御回路38は、ワイヤ送給装置16が消耗電極15を送り出す速度(送給速度Vf)を制御するためのものである。送給制御回路38は、送給速度Vfを指示するための送給速度制御信号Fcをワイヤ送給装置16に送る。
【0046】
[アーク溶接システムA1を用いたアーク溶接方法について]
次に、図8をさらに用いて、アーク溶接システムA1を用いたアーク溶接方法について説明する。図8は、本実施形態のアーク溶接方法の定常溶接状態における、各信号等を示すタイミングチャートである。
【0047】
図8(a)はモータ171の回転角θ(t)、(b)は送給経路長Laの変化量V1(t)、(c)は溶接トーチ14に囲まれた部位(図5のRa)の消耗電極15の溶接トーチ14から母材Wへ向かう母材Wに対する相対的な速度V2(t)、(d)は溶接電圧Vw、(e)は電流設定信号Ir、(f)は溶接電流Iw、(g)は電源特性切替信号Sw、の変化状態をそれぞれ示す。なお、変化量V1(t)、速度V2(t)、および送給速度Vfなどは、溶接トーチ14から母材Wへ向かう方向を正とする。なお、速度V2(t)は、消耗電極15のうち溶接トーチ14の先端における部位の速度と同一である。
【0048】
本実施形態の定常溶接状態では、送給経路長制御回路37は、モータ171の回転速度dθ(t)/dtを一定の値2π/TWに指示する回転速度信号Wcを、送給経路長変化装置17に送る(TWはたとえば、10〜20msである)。これにより、モータ171は、値2π/TWの回転速度dθ(t)/dtで回転する。そして、図8(a)に示すモータ171の回転角θ(t)は、下記(1)式により表わされる。
θ(t)=(2π/Tw)・(t−(n−1)Tw)
((n−1)Tw≦t<nTw) (nは整数) ・・・・(1)
【0049】
図8(a)に示すように、モータ171が回転すると、図8(b)に示すように、送給経路長Laの変化量V1(t)が変化する。変化量V1(t)は、下記(2)式により表わされる。
V1(t)=Va・cos(θ(t))・・・・(2)
(2)式においてVaは振幅であり、一定の値である。このように、変化量V1(t)は周期的に変化する。
【0050】
一方、本実施形態の定常溶接状態では、送給制御回路38が、送給速度Vfを指示するための送給速度制御信号Fcをワイヤ送給装置16に送っている。そのため、消耗電極15は、ワイヤ送給装置16からは送給速度Vfで溶接トーチ14に向かって送り出されている。よって、図8(c)に示すように、溶接トーチ14に囲まれた部位(図5のRa)の速度V2(t)は、上述のV1(t)と送給速度Vfとを加算したものとなる。すなわち、速度V2(t)は、下記(3)式により表わされる。
V2(t)=Vf+Va・cos(θ(t))・・・・(3)
【0051】
図8(c)に示すように、本実施形態の定常溶接状態では、消耗電極15が、速度V2(t)が単位期間TWを一周期とする周期関数となるように、送給される。実際、(1)式および(3)式によると、V2(t+Tw)=V2(t)の関係が満たされている。単位期間Twは定数である。単位期間Twは、速度V2(t)が正の値である前進送給期間TW1と、速度V2(t)が負の値である後退送給期間TW2とからなる。前進送給期間TW1においては、速度V2(t)が正の値であるから、消耗電極15は溶接トーチ14から送り出されている状態(前進送給されている状態)にある。一方、後退送給期間TW2においては、速度V2(t)が負の値であるから、消耗電極15は溶接トーチ14から引き上げられている状態(後退送給されている状態)にある。
【0052】
以上のように、本実施形態の定常溶接状態では、溶接電流Iwや溶接電圧Vwの値の変化に依らず、速度V2(t)が一定の周期の周期関数となるように消耗電極15が送給される。そして、このように消耗電極15を送給した状態で、消耗電極15と母材Wとが短絡している短絡期間Tsと、消耗電極15と母材Wとの間にアークa1が発生しているアーク発生期間Taとを繰り返す。各前進送給期間TW1のある時点で、消耗電極15を母材Wに短絡させる。これにより、短絡期間Tsが開始する。また、各後退送給期間TW2のある時点で、消耗電極15を母材Wから離間させ、消耗電極15と母材Wとの短絡状態を開放する。これにより、アーク発生期間Taが開始する。以下、溶接開始時からの工程について具体的に説明する。
【0053】
まず、溶接開始時において、溶接トーチ14と母材Wとがある程度離間した状態で、溶接を開始するための溶接開始信号St(図示略)がティーチペンダント23に入力される。入力された溶接開始信号Stが、ティーチペンダント23から動作制御回路21を経由して、送給経路長制御回路37と、送給制御回路38と、電流制御回路32とに送られる。すると、送給制御回路38は送給速度制御信号Fcをワイヤ送給装置16に送り、また、送給経路長制御回路37は送給経路長変化装置17に回転速度信号Wcを送り、消耗電極15が図8(c)に示す速度V2(t)で送給される。次に、溶接トーチ14を母材Wに接近させてゆき、短絡期間Tsとアーク発生期間Taとが繰り返し発生する定常溶接状態に移行させる。定常溶接状態においては、溶接トーチ14は、母材Wとの距離を一定に保ちつつ、母材Wの面内方向における溶接進行方向に沿って、ロボット移動速度VRで移動している。
【0054】
(1)アーク発生期間Ta(時刻t0〜時刻t3)
アーク発生期間Taは、アークa1を発生させ母材Wを加熱するための期間である。図8(g)に示すように、アーク発生期間Taのほぼ全期間(時刻t1〜時刻t3)において、電源特性切替信号SwはHighレベルとなっている。そのため、時刻t1〜時刻t3において、電源回路31の電源特性は定電圧特性となっている。また、同図(c)に示すように、時刻t2において、消耗電極15が後退送給される状態から前進送給される状態に変化する。
【0055】
(2)短絡期間Ts(時刻t3〜時刻t6)
<時刻t3〜時刻t4>
短絡期間Tsは、消耗電極15の先端を母材Wに接触させ消耗電極15の一部を母材Wに移行させるための期間である。消耗電極15が前進送給されることにより、時刻t3において、消耗電極15と母材Wとが接触し消耗電極15と母材Wとが短絡する。これにより、図8(d)に示すように、時刻t3において、溶接電圧Vwの値が急激に低下する。この溶接電圧Vwの値の低下に基づき、アーク状態検出回路36は、アークa1が消滅したと判断する。そしてアーク状態検出回路36は、アークa1が消滅していることを示すアーク状態信号Asdを、電流制御回路32に送る。一方、時刻t3〜時刻t4において、ジュール熱により消耗電極15が溶融し、消耗電極15と母材Wとの接触面積が徐々に大きくなる。これにより、消耗電極15から母材Wに流れる溶接電流Iwの抵抗値が小さくなり、溶接電流Iwの値が徐々に上昇する。図8(c)に示すように、時刻t3〜時刻t4においては、消耗電極15は前進送給されている。しかし、時刻t3〜時刻t4においては、消耗電極15は、上述のように溶融し軟化しているため座屈しにくくなっている。
【0056】
<時刻t4〜時刻t6>
図8(g)に示すように、電流制御回路32は、時刻t4において、電源特性切替信号SwをHighレベルからLowレベルに変化させる。これにより、電源回路31の電源特性が定電流特性に変化する。一方、同図(e)に示すように、電流制御回路32は、溶接電流Iwを比較的小さなアーク発生電流値ir1で通電させるための電流設定信号Irを電源回路31(本実施形態においては、電流誤差計算回路EI)に送っている。そのため、同図(f)に示すように、時刻t4からは、溶接電流Iwがアーク発生電流値ir1で流れる。アーク発生電流値ir1は、たとえば30〜60Aであり比較的小さい。なお、時刻t4の決定方法は後述する。そして、同図(c)に示すように、時刻t5において、消耗電極15が前進送給される状態から後退送給される状態に変化する。
【0057】
(3)アーク発生期間Ta(時刻t6〜)
時刻t6において、消耗電極15と母材Wとが離間し、アークa1が発生する。時刻t6において溶接電流Iwは、比較的小さいアーク発生電流値ir1で流れているから、アークa1の発生時に生じうるスパッタの発生を抑制できる。図8(d)に示すように、時刻t6において、アークa1の発生により溶接電圧Vwの値が急激に上昇する。この溶接電圧Vwの上昇に基づき、アーク状態検出回路36は、アークa1が発生したと判断する。そしてアーク状態検出回路36は、アークa1が発生していることを示すアーク状態信号Asdを、電流制御回路32に送る。電流制御回路32は、アークa1が発生していることを示すアーク状態信号Asdを受けた時刻からある一定時間が経過した時刻t7において、電源特性切替信号SwをLowレベルからHighレベルに変化させる。これにより、電源回路31の電源特性が定電圧特性へと変化する。すると、同図(f)に示すように、溶接電流Iwが母材Wを熱するのに十分な値にまで上昇し、上述と同様の工程が再び行われる。
【0058】
以上の工程において、時刻t4は、電流制御回路32において決定される。時刻t4の決定方法の一例は次のとおりである。
【0059】
まず、電流制御回路32は、短絡の開放が生じた第1短絡開放時刻(本実施形態では時刻t0)に関する第1短絡開放時情報に基づき、時刻t0の後における、短絡の開放が生じる第2短絡開放時刻(本実施形態では時刻t6)に関する第2短絡開放時情報を求める。第1短絡開放時情報は、たとえば、短絡の開放が生じた時刻t0や、時刻t0における回転角θ(t)や、時刻t0における変化量V1(t)や、時刻t0における速度V2(t)の値などである。本実施形態においては、第1短絡開放時情報は時刻t0における回転角θ(t)である。同様に、第2短絡開放時情報は、たとえば、短絡の開放が生じる時刻t6や、時刻t6における回転角θ(t)や、時刻t6における変化量V1(t)や、時刻t6における速度V2(t)の値などである。本実施形態においては、第2短絡開放時情報は時刻t6における回転角θ(t)である。すなわち、電流制御回路32は、時刻t0において短絡が解消しアークa1が生じると、アークa1が発生していることを示すアーク状態信号Asdをアーク状態検出回路36から受ける。すると、電流制御回路32は、送給経路長変化装置17から送られている回転角信号Sθに基づき、第1短絡開放時情報たる、時刻t0における回転角θ(t)がθ3であると認識する。本実施形態では、速度V2(t)が周期的に変化する。そのため、電流制御回路32は、再び短絡が開放しアークa1が発生する時刻における回転角θ(t)(第2短絡開放時情報)がθ3であると予測する。
【0060】
次に、電流制御回路32は、第2短絡開放時情報たる回転角θ(t)がθ3であると予測したことに基づき、時刻t0の後における、短絡の開放が生じアークa1が発生する時刻が時刻t6であると予測する。そして、電流制御回路32は、時刻t6より設定時間Td前の時刻を、時刻t4として決定する。設定時間Tdは、たとえば、100〜500μsである。
【0061】
次に、図9をさらに用いて、アーク溶接システムA1を用いたアーク溶接方法の終了方法について説明する。図9は、本実施形態のアーク溶接方法の終了時における、各信号等を示すタイミングチャートである。同図(a)〜(g)は、図8(a)〜(g)における信号とそれぞれ同一である。図9(h)は、溶接終了信号Wsの変化状態を示し、同図(i)は、回転速度信号Wcの変化状態を示す。
【0062】
図9の時刻t0〜時刻t7においては、下記に述べる点以外は、図8を参照して説明したのと同様の工程が行われる。
【0063】
時刻t21において、終了判断回路211が、溶接を終了すべきと判断し、溶接終了信号Wsを生成する。溶接終了信号Wsが生成された後の時刻t21〜時刻t7のいずれかの時点において、溶接トーチ14の溶接進行方向に向かう移動が停止する。溶接終了信号Wsは、終了判断回路211から、電流制御回路32と、送給経路長制御回路37と、送給制御回路38とに送られる。送給制御回路38は、溶接終了信号Wsを受けると、ワイヤ送給装置16の駆動を停止するための信号(送給速度Vfを0とするための送給速度制御信号Fc、本発明の第2停止信号の一例に相当する。)をワイヤ送給装置16に送る。これにより、図9(c)に示すように、ワイヤ送給装置16による消耗電極15の送給が停止する。なお、ワイヤ送給装置16が駆動を停止するための信号を受けた時にワイヤ送給装置16による消耗電極15の送給が即座に停止しておらず時刻t21よりも少し後に消耗電極15の送給が停止しているのは、送給モータ161が慣性によって、時刻t21からしばらくの間、回転するからである。なお、時刻t21からワイヤ送給装置16による消耗電極15の送給が停止するまでの時間は、送給モータ161の性能に依存し、本実施形態では、10〜20msec程度である。
【0064】
次に、時刻t3において消耗電極15と母材Wとが短絡した後、時刻t6において消耗電極15と母材Wとの短絡が開放される。そして、時刻t6において消耗電極15と母材Wとの間にアークa1が再発生する。時刻t6は、本発明の再発生時刻の一例に相当する。この再発生時刻は、消耗電極15と母材Wとの間にアークa1が再発生する時刻のうち、溶接終了信号Wsが生成された後の時刻である。アークa1が再発生すると、上述したのと同様に、アーク状態検出回路36は、アークa1が発生していることを示すアーク状態信号Asdを、電流制御回路32と、送給経路長制御回路37とに送る。
【0065】
アークa1が再発生すると、電源回路31は、時刻t6から、消耗電極15と母材Wとの間にアンチスティック電圧Vwaの印加を開始する。すなわち、時刻t6から、アンチスティック制御が開始される。アンチスティック電圧Vwaの印加は、アンチスティック時間Ttaの間継続する。そして、時刻t6からアンチスティック時間Ttaが経過すると、電源回路31は、出力を停止する。これにより、図9(d)、図9(f)に示すように、時刻t22において、溶接電圧Vwおよび溶接電流Iwが0となる。
【0066】
時刻t21において、送給経路長制御回路37は、溶接終了信号Wsを受ける。また、時刻t6において、送給経路長制御回路37は、アーク状態検出回路36から、アークa1が発生したことを示すアーク状態信号Asdを受ける。すると、図9(i)に示すように、時刻t23において、送給経路長制御回路37は、送給経路長変化装置17の駆動を停止するための信号(回転速度dθ(t)/dtを0とするための回転速度信号Wc、本発明の第1停止信号の一例に相当する。)を送給経路長変化装置17に送る。なお、送給経路長制御回路37が送給経路長変化装置17の駆動を停止するための信号を送る時刻t23は、溶接終了信号Wsを受けた時刻(時刻t21)の直後ではなく、時刻t6(再発生時刻)の後である。
【0067】
時刻t23において、送給経路長変化装置37が送給経路長変化装置17の駆動を停止するための信号を受けると、送給経路長変化装置17の駆動が停止する(回転速度dθ(t)/dtが0となる)。そして、図9(a)に示すように、回転角θ(t)は一定のままとなる。本実施形態においては、時刻t23において送給経路長変化装置17が停止する時には、回転角θ(t)が3π/2(rad)となっている。回転角θ(t)が3π/2(rad)であるとき、カム機構173は図4の(K4)に示す位置にある。すなわち、カム機構173が上死点にある状態で送給経路長変化装置17の駆動は停止する。換言すれば、送給経路長Laが最小である状態で送給経路長変化装置17の駆動は停止する。本実施形態においては、モータ171は、送給モータ161に比べ応答性がよいものを用いているため、図9に示すように、送給経路長変化装置17が、送給経路長変化装置17の駆動を停止するための信号を受けると即座に、送給経路長変化装置17の駆動が停止している。
【0068】
なお、本実施形態とは異なり、送給経路長変化装置17の駆動を停止させるのは、アークa1が再発生する時刻t6以降であればいつでもよく、たとえば、アークa1が再発生すると即座に送給経路長変化装置17の駆動を停止してもよい。もしくは、電源回路31の出力を停止するのと同時に送給経路長変化装置17の駆動を停止してもよい。送給モータ161の応答性が非常に良い場合には、時刻t6以降にワイヤ送給装置16の駆動を停止させてもよい。
【0069】
なお、図9に示すように、溶接電圧Vwおよび溶接電流Iwが0となると、アプローチ期間Taaが開始する。アプローチ期間Taaが開始すると、溶接トーチ14が次の溶接開始地点までの移動を開始する。アプローチ期間Taaは、溶接トーチ14が次の溶接開始地点まで移動するための期間である。
【0070】
次に、本実施形態の作用効果について説明する。
【0071】
アーク溶接装置1においては、図6に示す送給経路長Laを変化させている。送給経路長Laの変化量V1(t)は、カム機構173を有する送給経路長変化装置17によって変化させている。そのため、変化量V1(t)は、モータ171を正転させることのみによって、変化させることができる。これにより、ワイヤ送給装置16による消耗電極15の送給速度Vfを一定にしたまま、図8(c)に示すように、消耗電極15の前進送給および後退送給を周期的に繰り返すことができる。そのため、ワイヤ送給装置16の送給モータ161を正転および逆転させることによって消耗電極15を前進送給および後退送給させる場合に比べ、より応答性よく、消耗電極15を送給することができる。したがって、消耗電極15の前進送給と後退送給とを高速で切り換える場合であっても、応答性よく、消耗電極15を送給することができる。その結果、安定した溶接を行うことができる。
【0072】
また、アーク溶接装置1においては、送給経路長変化装置17は、溶接トーチ14に対しコンジットケーブル19を直線往復動させている。そのため、アーク溶接装置1においては、定常溶接状態において溶接トーチ14と母材Wとの距離を一定にしたまま、消耗電極15を前進送給および後退送給させることができる。溶接トーチ14と母材Wとの距離を一定に保つことができると、ノズル142における開口143と母材Wとの距離も一定であるため、定常溶接状態において、シールドガスSGの供給状態が変化しにくい。このことは、安定した溶接を行うのに有利である。
【0073】
本実施形態においては、図8(c)に示したように、本実施形態の定常溶接状態では、溶接電流Iwや溶接電圧Vwの値の変化に依らず、速度V2(t)が一定の周期の周期関数となるように消耗電極15を送給している。そして、速度V2(t)に追従するように、短絡期間Tsとアーク発生期間Taとが繰り返されている。このような構成においては、溶接電流Iwや溶接電圧Vwの変化に基づき速度V2(t)を変化させるのではないから、そもそも、消耗電極15の送給の応答遅れといった問題が生じないといったメリットがある。また、速度V2(t)が一定の周期の周期関数であると、略一定周期で短絡期間Tsとアーク発生期間Taとを繰り返すことも可能となる。そのため、安定した溶接を行うことができる。
【0074】
本実施形態においては、速度V2(t)が一定の周期の周期関数であることを利用して、時刻t0の後における、短絡の開放が生じアークa1が発生する時刻が時刻t6であると予測している。そして、時刻t6より設定時間Td前の時刻t4において、溶接電流Iwを減少させている。溶接電流Iwを減少させる時刻をこのように決定することで、時刻t6において短絡の開放が生じる前に、確実に溶接電流Iwの値を低下させることができる。これは、アークa1の発生時におけるスパッタの発生を抑制するのに適する。
【0075】
なお、上述のように時刻t4を決定して溶接電流Iwの値を低下させなくてもよい。消耗電極15と母材Wとが短絡した後、且つ、時刻t5(消耗電極15が前進送給する状態から後退送給する状態に変化する時刻)以前に、溶接電流Iwを低下させてもよい。短絡の開放は、消耗電極15の後退送給が始まってからある程度の時間が経過した後に起こると考えられる。そうすると、時刻t5以前に溶接電流Iwを低下させることによっても、短絡の開放前に、確実に溶接電流Iwの値を低下させることができる。
【0076】
本実施形態においては、消耗電極15と母材Wとの間にアークa1が再発生する時刻のうち、溶接終了信号Wsが生成された後の時刻である再発生時刻(図9の時刻t6)の後に、送給経路長制御回路37が送給経路長変化装置17の駆動を停止させる信号を送給経路長変化装置17に送る。また、アークa1の再発生時刻(図9の時刻t6)から消耗電極15と母材Wとの間にアンチスティック電圧Vwaの印加を開始する。このような構成によると、アークa1が再発生する時刻までは、送給経路長変化装置17の駆動は停止しないので、消耗電極15の前進送給および後退送給を繰り返すことができる。そのため、アーク発生期間Taおよび短絡期間Tsのいずれの期間に溶接終了信号Wsが生成されたとしても、溶接終了信号Wsが生成された後にアークa1を再発生させることが可能となる。したがって、アーク発生期間Taおよび短絡期間Tsのいずれの期間に溶接終了信号Wsが生成されたとしても、アンチスティック電圧Vwaの印加を、アークa1の再発生時刻から開始させることができる。アンチスティック電圧Vwaの印加をアークa1の再発生時刻から開始できると、溶接終了時に消耗電極15の先端に形成される溶融粒の大きさを所望の大きさにすることが可能となる。溶接終了時に消耗電極15の先端に形成される溶融粒の大きさを所望の大きさにできると、次の溶接におけるアークスタートの安定化を図ることができる。
【0077】
本実施形態においては、カム機構173が上死点にある状態で送給経路長変化装置17の駆動は停止する。すなわち、送給経路長Laが最小である状態で送給経路長変化装置17の駆動は停止する。このような構成によると、送給経路長変化装置17の駆動が停止する時、消耗電極15と母材Wとが最も離間している状態となっている。そのため、アプローチ期間Taa中に、消耗電極15と母材Wとが接触してしまう不具合を防止できる。
【0078】
送給経路長変化装置17のマウント175は、コイルライナ191ではなく、被覆チューブ192に固定されていてもよい。
【0079】
次に、図10、図11を用いて、本発明の第2実施形態について説明する。
【0080】
図10は、本実施形態にかかるアーク溶接システムにおけるロボット制御装置と電源装置との詳細を示すブロック図である。
【0081】
本実施形態のアーク溶接システムA2は、送給停止判断回路381を更に備える点において、上述のアーク溶接システムA1と異なる。本実施形態において、送給停止判断回路381は、電源装置3の構成であるが、ロボット制御装置2の構成であってもよい。送給停止判断回路381は、ワイヤ送給装置16による消耗電極15の送給が停止したと判断すると、送給停止検知信号Sstを送る。送給停止判断回路381は、たとえば、送給モータ161の回転数がある値より小さくなったときに、ワイヤ送給装置16による消耗電極15の送給が停止したと判断する。送給停止検知信号Sstは、送給停止判断回路381から、電流制御回路32と送給経路長制御回路37とに送られる。本実施形態では、送給経路長制御回路37は、送給停止検知信号Sstを受けた後に、送給経路長変化装置17の駆動を停止するための信号(回転速度dθ(t)/dtを0とするための回転速度信号Wc、本発明の第1停止信号の一例に相当する)を送給経路長変化装置17に送る。すなわち、送給経路長制御回路37は、ワイヤ送給装置16による消耗電極15の送給が停止したと判断されたときに、送給経路長変化装置17の駆動を停止するための信号を送る。
【0082】
次に、図11をさらに用いて、アーク溶接システムA2を用いたアーク溶接方法の終了方法について説明する。図11は、本実施形態のアーク溶接方法の終了時における、各信号等を示すタイミングチャートである。図11の時間のスケールは、図9の時間のスケールよりも非常に大きい。
【0083】
本実施形態においても、時刻t21において、終了判断回路211が、溶接を終了すべきと判断し、溶接終了信号Wsを生成する。溶接終了信号Wsは、終了判断回路211から、電流制御回路32と、送給経路長制御回路37と、送給制御回路38とに送られる。送給制御回路38は、溶接終了信号Wsを受けると、ワイヤ送給装置16の駆動を停止するための信号(送給速度Vfを0とするための送給速度制御信号Fc)をワイヤ送給装置16に送る。これにより、送給速度Vfが徐々に減少してゆく。本実施形態では、第1実施形態に示したよりも送給速度Vfの減少割合が小さい。そのため、時刻t21において溶接終了信号Wsが生成されてから、消耗電極15と母材Wとの短絡およびアークa1の再発生が複数回繰り返された後に、送給速度Vfが0となる。なお、時刻t21からワイヤ送給装置16による消耗電極15の送給が停止するまでの時間は、送給モータ161の性能に依存し、本実施形態では、50〜100msec程度である。
【0084】
なお、時刻t21以降、送給速度Vfは減少するがアーク発生期間Ta中の消耗電極15の溶融量は変化しないため、アーク発生期間Taは徐々に長くなる。一方、時刻t21以降、短絡期間Ts中の溶接電流Iwは変化しないため消耗電極15の溶融量は一定であるが、送給速度Vfの減少により消耗電極15の供給量が減少するため、徐々に短絡が解消しやすくなる。よって時刻t21以降、短絡期間Tsは徐々に短くなる。
【0085】
図11(d)に示すように、電源回路31は、時刻t6から、消耗電極15と母材Wとの間にアンチスティック電圧Vwaの印加を開始する。すなわち、時刻t6から、アンチスティック制御が開始される。時刻t6は、送給停止判断回路381が送給停止検知信号Sstを生成した後の、アークa1が最初に再発生する時刻である。本実施形態においても、時刻t6は本発明の再発生時刻の一例に相当する。アンチスティック電圧Vwaの印加は、アンチスティック時間Ttaの間継続する。そして、時刻t6からアンチスティック時間Ttaが経過すると、電源回路31は、出力を停止する。これにより、図11(d)、図11(f)に示すように、時刻t22において、溶接電圧Vwおよび溶接電流Iwが0となる。
【0086】
図11(i)に示すように、時刻t23において、送給経路長制御回路37は、送給経路長変化装置17の駆動を停止するための信号(回転速度dθ(t)/dtを0とするための回転速度信号Wc、本発明の第1停止信号の一例に相当する。)を送給経路長変化装置17に送る。本実施形態の時刻t23は、送給停止判断回路381からの送給停止検知信号Sstを受けた後、且つ、アークa1が再発生する時刻t6(再発生時刻)の後の時刻である。時刻t23以降は、第1実施形態と同様に、送給経路長変化装置17の駆動が停止する。
【0087】
本実施形態によっても、第1実施形態と同様の効果を得ることができる。
【0088】
本実施形態では、ワイヤ送給装置16による消耗電極15の送給がほぼ停止したと判断された後に、送給経路長変化装置17の駆動を停止させる。そして、ワイヤ送給装置16による消耗電極15の送給がほぼ停止したと判断された後に、アンチスティック電圧Vwaの印加を開始する。よって、送給モータ161としてあまり応答性の良くないものを用いたとしても、ワイヤ送給装置16による消耗電極15の送給がほぼ停止した後に、アンチスティック電圧Vwaの印加を開始することができる。そのため、アンチスティック電圧Vwaの印加を終え、電源回路31からの出力を停止した後に、消耗電極15が母材Wないし母材Wに形成された溶融池に突っ込むことを防止できる。
【0089】
本発明の範囲は、上述した実施形態に限定されるものではない。本発明の各部の具体的な構成は、種々に設計変更自在である。
【符号の説明】
【0090】
A1,A2 アーク溶接システム
1 アーク溶接装置
11 ベース部材
12,12a アーム
13 モータ
14 溶接トーチ
141 コンタクトチップ
142 ノズル
143 開口
15 消耗電極
16 ワイヤ送給装置
161 送給モータ
162 ワイヤプッシュ装置
17 送給経路長変化装置
171 モータ
172 偏芯シャフト
173 カム機構
174a,174b ベアリング
175 マウント
176 ブッシュ
177 シャフト
19 コンジットケーブル
191 コイルライナ
192 被覆チューブ
2 ロボット制御装置
21 動作制御回路
211 終了判断回路
23 ティーチペンダント
3 電源装置
31 電源回路
32 電流制御回路
33 アーク発生電流値記憶回路
34 設定時間記憶回路
35 電圧制御回路
36 アーク状態検出回路
37 送給経路長制御回路
38 送給制御回路
381 送給停止判断回路
a1 アーク
Asd アーク状態信号
Ea 誤差信号
EI 電流誤差計算回路
Ei 電流誤差信号
EV 電圧誤差計算回路
Ev 電圧誤差信号
Fc 送給速度制御信号
ID 電流検出回路
Id 電流検出信号
Ir 電流設定信号
ir1 アーク発生電流値
Iw 溶接電流
La 送給経路長
MC 電力発生回路
Ms 動作制御信号
SG シールドガス
SW 電源特性切替回路
Sw 電源特性切替信号
Sθ 回転角信号
St 溶接開始信号
Tta アンチスティック時間
Td 設定時間
V1(t) 変化量
V2(t) 速度
VD 電圧検出回路
Vd 電圧検出信号
Vf 送給速度
Vr 電圧設定信号
VR ロボット移動速度
Vw 溶接電圧
Vwa アンチスティック電圧
W 母材
Wc 回転速度信号
Ws 溶接終了信号
WL ワイヤリール
θ(t) 回転角
【特許請求の範囲】
【請求項1】
消耗電極のうち溶接トーチに囲まれた部位の、上記溶接トーチから母材へ向かう上記母材に対する速度が正の値である前進送給期間と、上記速度が負の値である後退送給期間と、からなる単位期間を繰り返す定常溶接工程を備えるアーク溶接方法であって、
上記定常溶接工程は、
上記速度を一周期が上記単位期間である周期関数として、上記消耗電極を送給する工程と、
上記各前進送給期間のある時点で、上記消耗電極を上記母材に短絡させる工程と、
上記各後退送給期間のある時点で、上記消耗電極と上記母材との短絡を開放する工程と、を含み、
上記消耗電極を送給する工程は、
ワイヤ送給装置によって、上記消耗電極を上記溶接トーチに向かって送り出す工程と、
送給経路長変化装置によって、上記消耗電極のうち、上記消耗電極の軸線方向における上記ワイヤ送給装置から上記溶接トーチに至る長さを、周期的に変化させる工程と、を有し、
上記消耗電極と上記母材との間にアークが再発生する時刻のうち、溶接終了信号が生成された後の時刻である再発生時刻の後に、上記送給経路長変化装置の駆動を停止させる第1停止信号を送給経路長制御回路が上記送給経路長変化装置に送る工程と、
上記再発生時刻から上記消耗電極と上記母材との間にアンチスティック電圧の印加を開始する工程と、を備える、アーク溶接方法。
【請求項2】
上記溶接終了信号が生成されると、上記再発生時刻の前に、上記ワイヤ送給装置の駆動を停止させる第2停止信号を送給制御回路が上記ワイヤ送給装置に送る工程を更に備える、請求項1に記載のアーク溶接方法。
【請求項3】
上記送給経路長変化装置に送る工程は、上記ワイヤ送給装置による上記消耗電極の送給が停止したと判断されたときに行う、請求項2に記載のアーク溶接方法。
【請求項4】
上記送給経路長変化装置に送る工程においては、上記消耗電極の軸線方向における上記ワイヤ送給装置から上記溶接トーチに至る長さが最小となるように、上記送給経路長変化装置の駆動を停止させる、請求項1ないし請求項3のいずれかに記載のアーク溶接方法。
【請求項5】
消耗電極を溶接トーチに向かって送り出すワイヤ送給装置と、
上記消耗電極のうち、上記消耗電極の軸線方向における上記ワイヤ送給装置から上記溶接トーチに至る長さを、周期的に変化させる送給経路長変化装置と、
上記消耗電極と母材との間に電圧を印加する電源回路と、
溶接を終了すべきと判断すると、溶接終了信号を送る終了判断回路と、
上記溶接終了信号を受けると、上記送給経路長変化装置の駆動を停止するための第1停止信号を上記送給経路長変化装置に送る送給経路長制御回路と、を備え、
上記送給経路長制御回路は、上記消耗電極と上記母材との間にアークが再発生する時刻のうち、溶接終了信号が生成された後の時刻である再発生時刻の後に、上記第1停止信号を送り、
上記電源回路は、上記再発生時刻から、上記消耗電極と上記母材との間にアンチスティック電圧の印加を開始する、アーク溶接システム。
【請求項6】
上記溶接終了信号を受けると、上記第1停止信号が送られる前に、上記ワイヤ送給装置の駆動を停止するための第2停止信号を上記ワイヤ送給装置に送る送給制御回路を更に備える、請求項5に記載のアーク溶接システム。
【請求項7】
上記ワイヤ送給装置による上記消耗電極の送給が停止したと判断すると、送給停止検知信号を送る送給停止判断回路を更に備え、
上記送給経路長制御回路は、上記送給停止検知信号を受けると、上記第1停止信号を送る、請求項6に記載のアーク溶接システム。
【請求項1】
消耗電極のうち溶接トーチに囲まれた部位の、上記溶接トーチから母材へ向かう上記母材に対する速度が正の値である前進送給期間と、上記速度が負の値である後退送給期間と、からなる単位期間を繰り返す定常溶接工程を備えるアーク溶接方法であって、
上記定常溶接工程は、
上記速度を一周期が上記単位期間である周期関数として、上記消耗電極を送給する工程と、
上記各前進送給期間のある時点で、上記消耗電極を上記母材に短絡させる工程と、
上記各後退送給期間のある時点で、上記消耗電極と上記母材との短絡を開放する工程と、を含み、
上記消耗電極を送給する工程は、
ワイヤ送給装置によって、上記消耗電極を上記溶接トーチに向かって送り出す工程と、
送給経路長変化装置によって、上記消耗電極のうち、上記消耗電極の軸線方向における上記ワイヤ送給装置から上記溶接トーチに至る長さを、周期的に変化させる工程と、を有し、
上記消耗電極と上記母材との間にアークが再発生する時刻のうち、溶接終了信号が生成された後の時刻である再発生時刻の後に、上記送給経路長変化装置の駆動を停止させる第1停止信号を送給経路長制御回路が上記送給経路長変化装置に送る工程と、
上記再発生時刻から上記消耗電極と上記母材との間にアンチスティック電圧の印加を開始する工程と、を備える、アーク溶接方法。
【請求項2】
上記溶接終了信号が生成されると、上記再発生時刻の前に、上記ワイヤ送給装置の駆動を停止させる第2停止信号を送給制御回路が上記ワイヤ送給装置に送る工程を更に備える、請求項1に記載のアーク溶接方法。
【請求項3】
上記送給経路長変化装置に送る工程は、上記ワイヤ送給装置による上記消耗電極の送給が停止したと判断されたときに行う、請求項2に記載のアーク溶接方法。
【請求項4】
上記送給経路長変化装置に送る工程においては、上記消耗電極の軸線方向における上記ワイヤ送給装置から上記溶接トーチに至る長さが最小となるように、上記送給経路長変化装置の駆動を停止させる、請求項1ないし請求項3のいずれかに記載のアーク溶接方法。
【請求項5】
消耗電極を溶接トーチに向かって送り出すワイヤ送給装置と、
上記消耗電極のうち、上記消耗電極の軸線方向における上記ワイヤ送給装置から上記溶接トーチに至る長さを、周期的に変化させる送給経路長変化装置と、
上記消耗電極と母材との間に電圧を印加する電源回路と、
溶接を終了すべきと判断すると、溶接終了信号を送る終了判断回路と、
上記溶接終了信号を受けると、上記送給経路長変化装置の駆動を停止するための第1停止信号を上記送給経路長変化装置に送る送給経路長制御回路と、を備え、
上記送給経路長制御回路は、上記消耗電極と上記母材との間にアークが再発生する時刻のうち、溶接終了信号が生成された後の時刻である再発生時刻の後に、上記第1停止信号を送り、
上記電源回路は、上記再発生時刻から、上記消耗電極と上記母材との間にアンチスティック電圧の印加を開始する、アーク溶接システム。
【請求項6】
上記溶接終了信号を受けると、上記第1停止信号が送られる前に、上記ワイヤ送給装置の駆動を停止するための第2停止信号を上記ワイヤ送給装置に送る送給制御回路を更に備える、請求項5に記載のアーク溶接システム。
【請求項7】
上記ワイヤ送給装置による上記消耗電極の送給が停止したと判断すると、送給停止検知信号を送る送給停止判断回路を更に備え、
上記送給経路長制御回路は、上記送給停止検知信号を受けると、上記第1停止信号を送る、請求項6に記載のアーク溶接システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−71154(P2013−71154A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−211988(P2011−211988)
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]