
アーク溶接方法及びアーク溶接装置
【課題】各第一端子と各第二端子との溶接品質を安定させることが可能なアーク溶接方法及びアーク溶接装置を提供する。
【解決手段】アーク溶接方法は、各第一端子1と各第二端子2との対向方向に対して傾斜した斜面にて構成される複数のクランプ部16を有するクランプ手段11を用い、各クランプ部16を各第二端子2に前記対向方向外側から対向させた状態で、クランプ手段11を前記対向方向内側へ移動させることによって、各第二端子2を各クランプ部16に当接させて、各クランプ部16により各第二端子2の前記並列方向の位置決めを、各第二端子2と、各第一端子1との前記並列方向の位置が合うように行うと共に、各クランプ部16により、各第二端子2を前記対向方向内側へ押圧して、各第一端子1に接触させる工程を有する。
【解決手段】アーク溶接方法は、各第一端子1と各第二端子2との対向方向に対して傾斜した斜面にて構成される複数のクランプ部16を有するクランプ手段11を用い、各クランプ部16を各第二端子2に前記対向方向外側から対向させた状態で、クランプ手段11を前記対向方向内側へ移動させることによって、各第二端子2を各クランプ部16に当接させて、各クランプ部16により各第二端子2の前記並列方向の位置決めを、各第二端子2と、各第一端子1との前記並列方向の位置が合うように行うと共に、各クランプ部16により、各第二端子2を前記対向方向内側へ押圧して、各第一端子1に接触させる工程を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アーク溶接方法及びアーク溶接装置に関する。
【背景技術】
【0002】
従来、アーク放電を発生させて溶接を行うアーク溶接装置の技術は公知である(例えば、特許文献1)。
【0003】
特許文献1に記載のアーク溶接装置は、並列する複数の第一端子と、前記複数の第一端子に対向配置される複数の第二端子とを溶接する装置であって、クランプ部が平面形状又はくし歯形状に形成された第一クランプ手段及び第二クランプ手段により、各第一端子と各第二端子とを対向方向両側から挟んで接触させた状態で、各第一端子と各第二端子とを溶接するものである。
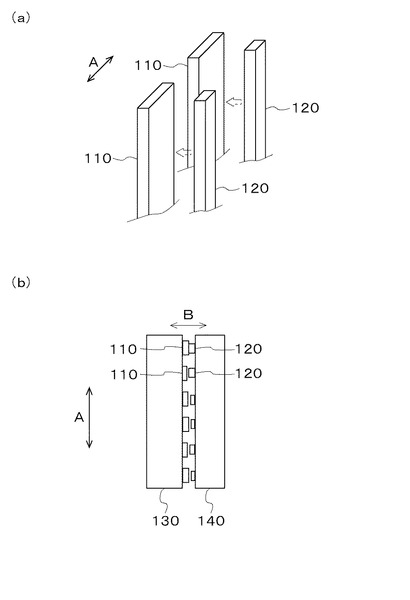
図8(a)に示すように、一般に、第一端子110の並列方向(矢印A方向)の寸法は、第二端子120の並列方向の寸法よりも大きく構成されている。これは、第二端子120の並列方向の位置にバラツキがある場合であっても、第二端子120を第一端子110に確実に接触させるためである。
しかし、第一端子110と第二端子120との熱容量差が大きくなるので、第一端子110と第二端子120とが溶接される際に、第二端子120が第一端子110よりも過度に溶融して、第一端子110と第二端子120とが確実に溶接されず、第一端子110と第二端子120との溶接品質が不安定になることがあった。
また、特許文献1に記載のアーク溶接装置は、溶接時に第一クランプ手段130及び第二クランプ手段140により各第一端子110と各第二端子120とを対向方向両側から挟むように構成しているので、図8(b)に示すように、各第一端子110及び/又は各第二端子120の対向方向(矢印B方向)の厚みにバラツキがあると、各第一端子110と各第二端子120との接触不良が発生し、各第一端子110と各第二端子120との溶接品質が不安定になることがあった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−160661号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、各第一端子と各第二端子との溶接品質を安定させることが可能なアーク溶接方法及びアーク溶接装置を提供する。
【課題を解決するための手段】
【0006】
請求項1に記載のアーク溶接方法は、
並列された複数の第一端子と、
前記第一端子の並列方向に並列され、前記各第一端子に対向配置された、前記第一端子と同数の第二端子と、
を接触させて溶接するアーク溶接方法であって、
前記各第一端子と各第二端子との対向方向に対して傾斜した斜面にて構成される複数のクランプ部を有するクランプ手段を用い、
前記各クランプ部を前記各第二端子に前記対向方向外側から対向させた状態で、前記クランプ手段を前記対向方向内側へ移動させることによって、
前記各第二端子を前記各クランプ部に当接させて、前記各クランプ部により前記各第二端子の前記並列方向の位置決めを、前記各第二端子と、前記各第一端子との前記並列方向の位置が合うように行うと共に、
前記各クランプ部により、前記各第二端子を前記対向方向内側へ押圧して、前記各第一端子に接触させる工程を有する。
【0007】
請求項2に記載のアーク溶接方法においては、
接触させた前記各第一端子と前記各第二端子とを溶接する前に、前記各第一端子及び前記各第二端子とは別個に設けられたダミー端子を溶融させる工程を有する。
【0008】
請求項3に記載のアーク溶接装置においては、
並列された複数の第一端子と、
前記第一端子の並列方向に並列され、前記各第一端子に対向配置された、前記第一端子と同数の第二端子と、
を接触させて溶接するアーク溶接装置であって、
前記各第一端子と各第二端子との対向方向に対して傾斜した斜面にて構成される複数のクランプ部を有するクランプ手段を備え、
前記各クランプ部を前記各第二端子に前記対向方向外側から対向させた状態で、前記クランプ手段を前記対向方向内側へ移動させることによって、
前記各第二端子を前記各クランプ部に当接させて、前記各クランプ部により前記各第二端子の前記並列方向の位置決めを、前記各第二端子と、前記各第一端子との前記並列方向の位置が合うように行うと共に、
前記各クランプ部により、前記各第二端子を前記対向方向内側へ押圧して、前記各第一端子に接触させる。
【0009】
請求項4に記載のアーク溶接装置においては、
前記クランプ部は、複数が前記並列方向に並列され、
前記各クランプ部は、前記対向方向に対して互いに反対方向に同じ角度で傾斜し、前記対向方向外側に向かうにしたがって互いに近接する第一斜面と第二斜面とを有する。
【0010】
請求項5に記載のアーク溶接装置においては、
前記各第一端子及び前記各第二端子とは別個に設けられた導電性のダミー端子を有し、
前記ダミー端子は、前記各クランプ部により、前記各第二端子が前記各第一端子に接触されたときに、前記並列方向において、最も一端側に位置する各第一端子及び各第二端子よりも一端側に配置されている。
【発明の効果】
【0011】
本発明によれば、各第一端子と各第二端子との溶接品質を安定させることが可能である。
【図面の簡単な説明】
【0012】
【図1】(a)アーク溶接装置の上面図、(b)アーク溶接装置の側面図。
【図2】(a)アーク溶接装置の上面図、(b)アーク溶接装置の側面図。
【図3】(a)アーク溶接装置の上面図、(b)アーク溶接装置の側面図。
【図4】(a)アーク溶接装置の変形例の上面図、(b)アーク溶接装置の変形例の側面図。
【図5】(a)ダミー端子の変形例の上面図、(b)ダミー端子の変形例の上面図。
【図6】(a)ダミー端子の変形例の上面図、(b)ダミー端子の変形例の上面図。
【図7】第二溶接部の変形例の側面図。
【図8】(a)従来の第一端子及び第二端子を示す斜視図、(b)従来のアーク溶接装置の上面図。
【発明を実施するための形態】
【0013】
以下に、アーク溶接装置10について、図面を参照して説明する。
【0014】
アーク溶接装置10は、第一端子1・1・・・と第二端子2・2・・・とを接触させて(クランプして)溶接する装置である。
【0015】
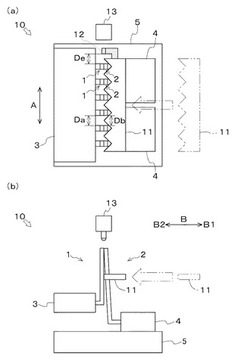
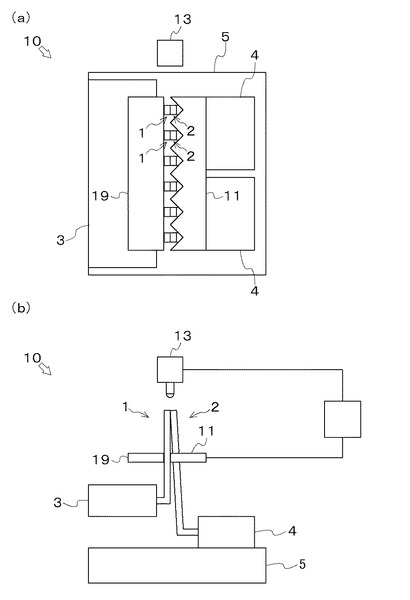
図1(a)及び図1(b)に示すように、第一端子(バスバ)1・1・・・は、一直線状に並列されている。第一端子1は、側面視逆L字状に形成されている。第一端子1は、樹脂筐体3から水平に突出する第一突出部1aと、第一突出部1aの先端から上方に突出する第一溶接部1bと、を有している。
【0016】
第二端子(リード端子)2・2・・・は、第一端子1と同数存在しており、第一端子1・1・・・が並列されている方向(並列方向)と同じ方向へ一直線状に並列されている。前記並列方向は、図1(a)の矢印A方向である。また、各第二端子2は、各第一端子1に対向配置されている。
第二端子2は、側面視L字状に形成されている。第二端子2は、MOS−FET等の電子部品(汎用品)4から水平に突出する第二突出部2aと、第二突出部2aの先端から上方に突出する第二溶接部2bと、を有している。
第一端子1の並列方向の寸法と第二端子2の前記並列方向の寸法Ddは略同じに構成されている。また、隣接する第二端子2・2の間隔Dbは、隣接する第一端子1・1の間隔Daと同じ大きさになるように構成されている(Da=Db)。
各第二端子2と接続されている電子部品4は、ヒートシンク5上に配置されている。
【0017】
アーク溶接装置10は、クランプ手段11と、ダミー端子12と、溶接トーチ13と、溶接トーチ13及びクランプ手段11に接続される溶接電源14と、を備えている。
【0018】
図1(a)及び図1(b)に示すように、クランプ手段11は、平板状の部材であり、第一端子1と第二端子2との対向方向における第二端子2側の外方(図1(b)における第二端子2よりも右側)に配置されている。前記対向方向は、図1(a)の矢印B方向であり、前記並列方向に直交する方向である。
クランプ手段11は、第二端子2側に複数のクランプ部16・16・・・を有しており、複数のクランプ部16・16・・・は、第一端子1・1・・・及び第二端子2・2・・・の前記並列方向と同じ方向に並列されている。クランプ部16・16・・・は、各第一端子1・1・・・及び各第二端子2・2・・・と同数設けられている。
【0019】
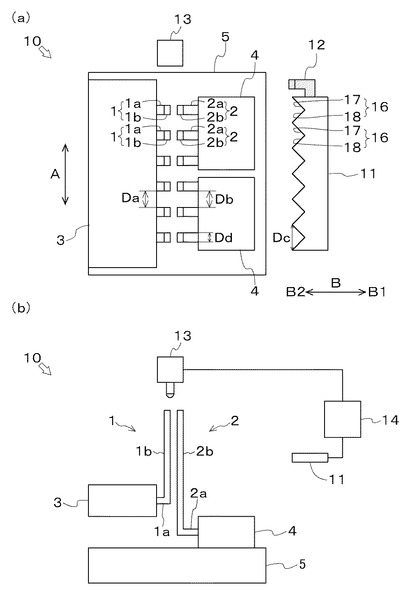
クランプ部16は、前記対向方向に対して傾斜しており、対向方向外側に向かうにしたがって互いに近接する一対の第一斜面17と第二斜面18とを有している。つまり、クランプ部16は、前記対向方向に対して互いに反対方向に同じ角度で傾斜する一対の第一斜面17及び第二斜面18により、前記対向方向外側に向かうにしたがって、前記並列方向の開口幅が小さくなるテーパ形状に形成されている。
なお、前記対向方向外側は、図1(a)の矢印B方向におけるB1側であり、前記対向方向における第二端子2が第一端子1から離間する側である。また、前記対向方向内側は、図1(a)の矢印B方向におけるB2側であり、前記対向方向における第二端子2が第一端子1に近接する側である。
第一斜面17と第二斜面18とは、前記並列方向に互いに離間して配置されており、前記並列方向の間隔が、前記対向方向内側から対向方向外側に向かうにしたがって除々に狭くなるように形成されている。第一斜面17と第二斜面18との、前記対向方向内側端部における前記並列方向の間隔Dcは、第二端子2の前記並列方向の寸法Ddより大きく(Dc>Dd)、前記対向方向外側端部における第一斜面17と第二斜面18との前記並列方向の間隔(=0)は、第二端子2の前記並列方向の寸法Ddより小さくなるように形成されている。
【0020】
また、各第二端子2の前記対向方向外側に対向配置される各クランプ部16は、各第二端子2と一対一で対向するように形成されている。
そして、各クランプ部16が各第二端子2に前記対向方向外側から対向した状態で、クランプ手段11が前記対向方向内側へ移動されると、各第二端子2が各クランプ部16の第一斜面17及び第二斜面18に当接し、さらには押圧されて、前記斜面に沿って前記並列方向へ摺動し、第一斜面17及び第二斜面18により案内されて、そして、各第二端子2が第一斜面17及び第二斜面18により前記並列方向両側から挟まれる。これにより、各第二端子2の前記並列方向の位置決めが行われるように構成されている。
また、各クランプ部16による前記並列方向の位置決めは、各第二端子2と、各第二端子2に対向する各第一端子1との、前記並列方向の位置が等しくなるように行われる。すなわち、各第二端子2が第一斜面17及び第二斜面18により前記並列方向両側から挟まれたとき、各第二端子2と、各第一端子1との前記並列方向の位置が等しくなる。
【0021】
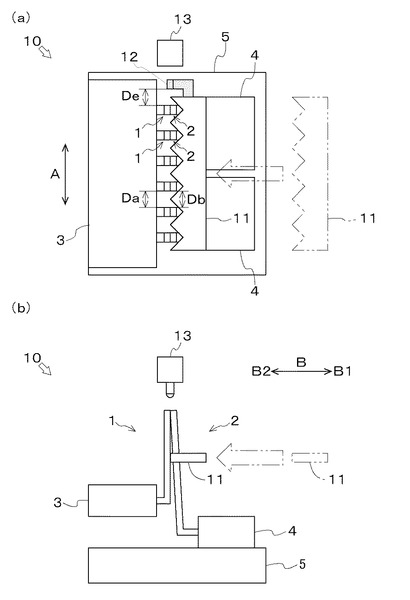
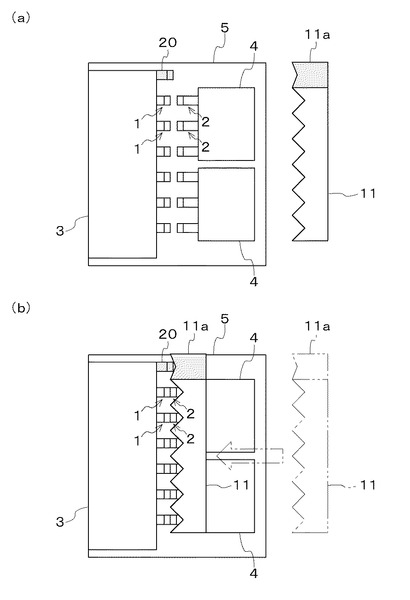
このように構成されたアーク溶接装置10においては、図2(a)、及び図2(b)に示すように、各クランプ部16が各第二端子2に前記対向方向外側から対向した状態で、クランプ手段11が前記対向方向内側へ移動されると、各クランプ部16により、各第二端子2の前記並列方向の位置決めが、各第二端子2と各第一端子1との前記並列方向の位置が合うように行われると共に、各クランプ部16により、各第二端子2が前記対向方向内側へ押圧されて、対向する各第一端子1に接触することとなる。
アーク溶接装置10の溶接トーチ13は、前記対向方向において、互いに接触した状態にある各第一端子1及び各第二端子2の上方に位置すると共に、前記並列方向へ移動可能に構成されている。
溶接トーチ13は、溶接を行っていない待機時には、例えば前記並列方向において、並列する各第一端子1及び各第二端子2の一端側(図2(a)の上端側)に位置しており、溶接を行う溶接時には、前記並列方向における前記一端側から他端側へ移動する。
【0022】
ダミー端子12は、導電性の部材により構成され、前記各第一端子1及び前記各第二端子2とは別個に設けられた端子であり、クランプ手段11に固定されている。
図2(a)、及び図2(b)に示すように、ダミー端子12は、各クランプ部16により、各第二端子2が各第一端子1に接触されたときに、前記並列方向においては、最も一端側に位置する各第一端子1及び各第二端子2よりも一端側に配置されており、前記対向方向においては、互いに接触した状態の各第一端子1と各第二端子2との接触部と略同じ位置に配置されている。
ダミー端子12と、ダミー端子12に隣接する(最も一端側に位置する)第一端子1及び各第二端子2と、の間隔Deは、互いに隣接する第一端子1・1の間隔Da、及び互いに隣接する第二端子2・2の間隔Dbと同じ大きさになるように構成されている(Da=Db=De)。
【0023】
以下では、アーク溶接装置10が、第一端子1と第二端子2とを溶接するときの手順について説明する。
図1(a)、図1(b)、図2(a)、及び図2(b)に示すように、まず、アーク溶接装置10は、各クランプ部16(各第一斜面17及び各第二斜面18)を各第二端子2(詳しくは各第二端子2における各第二溶接部2bの上下中途部)に前記対向方向外側から対向させた状態で、クランプ手段11を前記対向方向内側へ移動させる。
これにより、各クランプ部16により各第二端子2の前記並列方向の位置決めがなされて、各第二端子2と各第一端子1との前記並列方向の位置とが等しくなると共に、各第二端子2が各クランプ部16により前記対向方向内側へ押されて、各第二端子2(各第二溶接部2bの上端)が各第一端子1(各第一溶接部1bの上端)に接触する。
【0024】
図3(a)、及び図3(b)に示すように、次に、アーク溶接装置10は、溶接トーチ13を、互いに接触した状態の各第二溶接部2b及び各第一溶接部1bの上方を通るように、前記並列方向の一端側から他端側へ向けて移動させる。つまり、アーク溶接装置10は、溶接トーチ13をダミー端子12が存在する側から前記並列方向に移動させる。
これにより、まず、溶接トーチ13の放電電極とダミー端子12との間でアーク放電が発生し、ダミー端子12が溶融される。次に、溶接トーチ13の放電電極と、互いに接触している各第二溶接部2b及び各第一溶接部1bの上端との間でアーク放電が順次発生し、互いに接触している各第二溶接部2b及び各第一溶接部1bの上端が順次溶接される。
【0025】
以上のように、アーク溶接装置10は、各クランプ部16を各第二端子2に前記対向方向外側から対向させた状態で、クランプ手段11を前記対向方向内側へ移動させることによって、各第二端子2を各クランプ部16に当接させて、各クランプ部16により各第二端子2の前記並列方向の位置決めを、各第二端子2と、各第一端子1との前記並列方向の位置が合うように行うと共に、各クランプ部16により、各第二端子2(各第二溶接部2bの上端)を前記対向方向内側へ押圧して、各第一端子1(各第一溶接部1bの上端)に接触させる。
これにより、各第一端子1の前記並列方向の寸法を、各第二端子2(各第二溶接部2b)の前記並列方向の位置のバラツキを考慮して、各第二端子2の前記並列方向の寸法Ddよりも大きくする必要がなく、各第二端子2の前記並列方向の寸法Ddと同じ大きさにすることが可能である。従って、各第一端子1と各第二端子2との熱容量差を小さくすることができ、各第一端子1と各第二端子2との溶接品質を安定させることが可能となる。
【0026】
また、図4(a)及び図4(b)に示すように、アーク溶接装置10は、クランプ手段11と、前記対向方向において各第一端子1よりも外側(図4における各第一端子1の左側)に配置され、各第一端子1を前記対向方向における各第二端子2側へ押すクランプ手段19と、を用い、クランプ手段11とクランプ手段19とにより各第一端子1と各第二端子2とを前記対向方向両側から挟むことによって、各第一端子1と各第二端子2とを当接させるように構成してもよい。
しかし、本実施形態のように、クランプ手段11のみを用いて、各第一端子1と各第二端子2とを接触させるように構成するほうが、各第一端子1及び/又は各第二端子2の前記対向方向の厚みにバラツキがある場合でも、各第一端子1と各第二端子2とを確実に接触させることができ、各第一端子1と各第二端子2との溶接品質を安定させることが可能となる。
【0027】
また、図3(a)、及び図3(b)に示すように、アーク溶接装置10は、溶接トーチ13により、各第一端子1と各第二端子2とを順次溶接する前に、ダミー端子12を溶融させる。これにより、アーク放電が不安定な状態となる最初の溶接をダミー端子12に対して行い、各第一端子1と各第二端子2との溶接をアーク放電が安定する定常状態になった後に行うことが可能となる。従って、各第一端子1と各第二端子2との溶接品質の低下(過溶融)を回避することが可能となる。
【0028】
なお、本実施形態においては、アーク溶接装置10は、TIG溶接(タングステン・イナート・ガス溶接:電極にタングステン、シールドガスにイナートガスを使用した溶接)を行うものとするが、溶接の種類については本実施形態に限定されるものではない。
【0029】
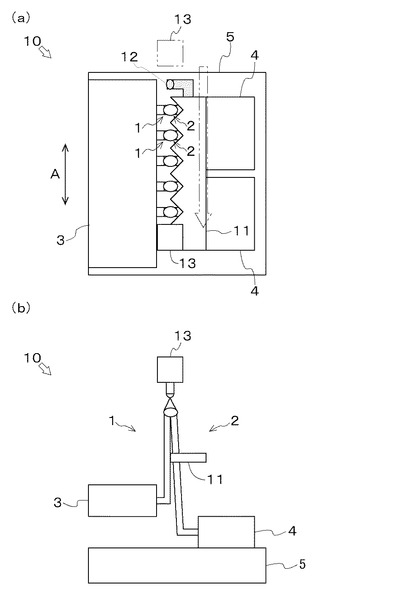
また、図5(a)、及び図5(b)に示すように、ダミー端子12に代えてダミー端子20を用いてもよい。ダミー端子20は、製品側(樹脂筐体3)に固定されており、前記並列方向において最も一端側(図5(a)における上端側)に位置している第一端子1の一端側に配置されている。ダミー端子20が用いられる場合、クランプ手段11には、各第二端子2に前記対向方向外側から対向されるクランプ手段11が前記対向方向内側へ移動されて、前記第一端子1と各第二端子2とが接触した状態となるときに、ダミー端子20に当接するクランプ部11aが追加されている。
【0030】
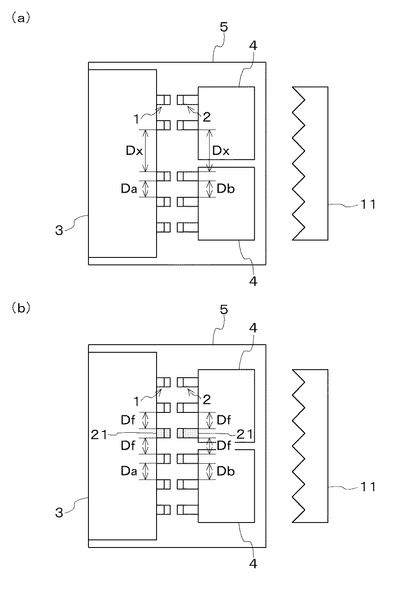
また、図6(a)、及び図6(b)に示すように、隣接する第一端子1・1(第二端子2・2)の間隔Dxが、他の隣接する第一端子1・1(第二端子2・2)の間隔Da・Dbに比べて大きくなる箇所が存在する場合は、樹脂筐体3及び電子部品4bにおけるこの箇所の中間に一対のダミー端子21を配置して、隣接する第一端子1・1の間隔Da(隣接する第二端子2・2の間隔Db)と、ダミー端子21とダミー端子21に隣接する第一端子1(第二端子2)の間隔Dfと、を等しくするように構成してもよい。これにより、各第一端子1と各第二端子2との溶接品質を向上させることが可能となる。
【0031】
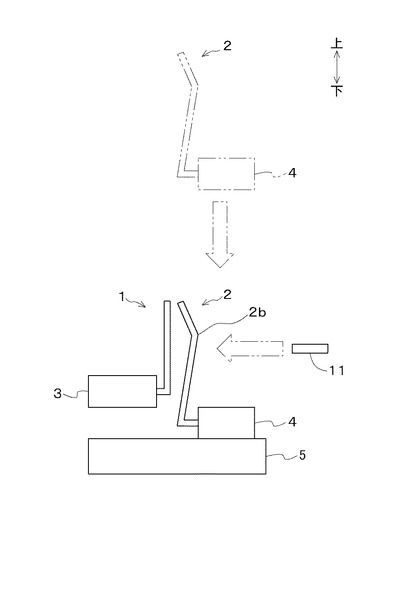
また、図7に示すように、各第二端子2の各第二溶接部2bの形状は、上下中途部で屈曲しており、屈曲部から下方に向かうにしたがって前記対向方向内側に傾斜し、屈曲部から上方に向かうにしたがって前記対向方向内側に傾斜するように構成してもよい。
各第二端子2は、電子部品4がヒートシンク5上の所定位置に上方から載置されるときに、各第二溶接部2bの上端が、既設の第一端子1に当接しない程度の角度で屈曲している。このように構成することで、各第二溶接部2bの上端が第一端子1側(バスバ側)に傾倒しているので、クランプ手段11を用いて各第二溶接部2bの上端を各第一溶接部1bの上端に接触させるときに確実に接触させることが可能となる。
【符号の説明】
【0032】
1 第一端子
2 第二端子
11 クランプ手段
12・20・21 ダミー端子
16 クランプ部
17 第一斜面
18 第二斜面
【技術分野】
【0001】
本発明は、アーク溶接方法及びアーク溶接装置に関する。
【背景技術】
【0002】
従来、アーク放電を発生させて溶接を行うアーク溶接装置の技術は公知である(例えば、特許文献1)。
【0003】
特許文献1に記載のアーク溶接装置は、並列する複数の第一端子と、前記複数の第一端子に対向配置される複数の第二端子とを溶接する装置であって、クランプ部が平面形状又はくし歯形状に形成された第一クランプ手段及び第二クランプ手段により、各第一端子と各第二端子とを対向方向両側から挟んで接触させた状態で、各第一端子と各第二端子とを溶接するものである。
図8(a)に示すように、一般に、第一端子110の並列方向(矢印A方向)の寸法は、第二端子120の並列方向の寸法よりも大きく構成されている。これは、第二端子120の並列方向の位置にバラツキがある場合であっても、第二端子120を第一端子110に確実に接触させるためである。
しかし、第一端子110と第二端子120との熱容量差が大きくなるので、第一端子110と第二端子120とが溶接される際に、第二端子120が第一端子110よりも過度に溶融して、第一端子110と第二端子120とが確実に溶接されず、第一端子110と第二端子120との溶接品質が不安定になることがあった。
また、特許文献1に記載のアーク溶接装置は、溶接時に第一クランプ手段130及び第二クランプ手段140により各第一端子110と各第二端子120とを対向方向両側から挟むように構成しているので、図8(b)に示すように、各第一端子110及び/又は各第二端子120の対向方向(矢印B方向)の厚みにバラツキがあると、各第一端子110と各第二端子120との接触不良が発生し、各第一端子110と各第二端子120との溶接品質が不安定になることがあった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−160661号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、各第一端子と各第二端子との溶接品質を安定させることが可能なアーク溶接方法及びアーク溶接装置を提供する。
【課題を解決するための手段】
【0006】
請求項1に記載のアーク溶接方法は、
並列された複数の第一端子と、
前記第一端子の並列方向に並列され、前記各第一端子に対向配置された、前記第一端子と同数の第二端子と、
を接触させて溶接するアーク溶接方法であって、
前記各第一端子と各第二端子との対向方向に対して傾斜した斜面にて構成される複数のクランプ部を有するクランプ手段を用い、
前記各クランプ部を前記各第二端子に前記対向方向外側から対向させた状態で、前記クランプ手段を前記対向方向内側へ移動させることによって、
前記各第二端子を前記各クランプ部に当接させて、前記各クランプ部により前記各第二端子の前記並列方向の位置決めを、前記各第二端子と、前記各第一端子との前記並列方向の位置が合うように行うと共に、
前記各クランプ部により、前記各第二端子を前記対向方向内側へ押圧して、前記各第一端子に接触させる工程を有する。
【0007】
請求項2に記載のアーク溶接方法においては、
接触させた前記各第一端子と前記各第二端子とを溶接する前に、前記各第一端子及び前記各第二端子とは別個に設けられたダミー端子を溶融させる工程を有する。
【0008】
請求項3に記載のアーク溶接装置においては、
並列された複数の第一端子と、
前記第一端子の並列方向に並列され、前記各第一端子に対向配置された、前記第一端子と同数の第二端子と、
を接触させて溶接するアーク溶接装置であって、
前記各第一端子と各第二端子との対向方向に対して傾斜した斜面にて構成される複数のクランプ部を有するクランプ手段を備え、
前記各クランプ部を前記各第二端子に前記対向方向外側から対向させた状態で、前記クランプ手段を前記対向方向内側へ移動させることによって、
前記各第二端子を前記各クランプ部に当接させて、前記各クランプ部により前記各第二端子の前記並列方向の位置決めを、前記各第二端子と、前記各第一端子との前記並列方向の位置が合うように行うと共に、
前記各クランプ部により、前記各第二端子を前記対向方向内側へ押圧して、前記各第一端子に接触させる。
【0009】
請求項4に記載のアーク溶接装置においては、
前記クランプ部は、複数が前記並列方向に並列され、
前記各クランプ部は、前記対向方向に対して互いに反対方向に同じ角度で傾斜し、前記対向方向外側に向かうにしたがって互いに近接する第一斜面と第二斜面とを有する。
【0010】
請求項5に記載のアーク溶接装置においては、
前記各第一端子及び前記各第二端子とは別個に設けられた導電性のダミー端子を有し、
前記ダミー端子は、前記各クランプ部により、前記各第二端子が前記各第一端子に接触されたときに、前記並列方向において、最も一端側に位置する各第一端子及び各第二端子よりも一端側に配置されている。
【発明の効果】
【0011】
本発明によれば、各第一端子と各第二端子との溶接品質を安定させることが可能である。
【図面の簡単な説明】
【0012】
【図1】(a)アーク溶接装置の上面図、(b)アーク溶接装置の側面図。
【図2】(a)アーク溶接装置の上面図、(b)アーク溶接装置の側面図。
【図3】(a)アーク溶接装置の上面図、(b)アーク溶接装置の側面図。
【図4】(a)アーク溶接装置の変形例の上面図、(b)アーク溶接装置の変形例の側面図。
【図5】(a)ダミー端子の変形例の上面図、(b)ダミー端子の変形例の上面図。
【図6】(a)ダミー端子の変形例の上面図、(b)ダミー端子の変形例の上面図。
【図7】第二溶接部の変形例の側面図。
【図8】(a)従来の第一端子及び第二端子を示す斜視図、(b)従来のアーク溶接装置の上面図。
【発明を実施するための形態】
【0013】
以下に、アーク溶接装置10について、図面を参照して説明する。
【0014】
アーク溶接装置10は、第一端子1・1・・・と第二端子2・2・・・とを接触させて(クランプして)溶接する装置である。
【0015】
図1(a)及び図1(b)に示すように、第一端子(バスバ)1・1・・・は、一直線状に並列されている。第一端子1は、側面視逆L字状に形成されている。第一端子1は、樹脂筐体3から水平に突出する第一突出部1aと、第一突出部1aの先端から上方に突出する第一溶接部1bと、を有している。
【0016】
第二端子(リード端子)2・2・・・は、第一端子1と同数存在しており、第一端子1・1・・・が並列されている方向(並列方向)と同じ方向へ一直線状に並列されている。前記並列方向は、図1(a)の矢印A方向である。また、各第二端子2は、各第一端子1に対向配置されている。
第二端子2は、側面視L字状に形成されている。第二端子2は、MOS−FET等の電子部品(汎用品)4から水平に突出する第二突出部2aと、第二突出部2aの先端から上方に突出する第二溶接部2bと、を有している。
第一端子1の並列方向の寸法と第二端子2の前記並列方向の寸法Ddは略同じに構成されている。また、隣接する第二端子2・2の間隔Dbは、隣接する第一端子1・1の間隔Daと同じ大きさになるように構成されている(Da=Db)。
各第二端子2と接続されている電子部品4は、ヒートシンク5上に配置されている。
【0017】
アーク溶接装置10は、クランプ手段11と、ダミー端子12と、溶接トーチ13と、溶接トーチ13及びクランプ手段11に接続される溶接電源14と、を備えている。
【0018】
図1(a)及び図1(b)に示すように、クランプ手段11は、平板状の部材であり、第一端子1と第二端子2との対向方向における第二端子2側の外方(図1(b)における第二端子2よりも右側)に配置されている。前記対向方向は、図1(a)の矢印B方向であり、前記並列方向に直交する方向である。
クランプ手段11は、第二端子2側に複数のクランプ部16・16・・・を有しており、複数のクランプ部16・16・・・は、第一端子1・1・・・及び第二端子2・2・・・の前記並列方向と同じ方向に並列されている。クランプ部16・16・・・は、各第一端子1・1・・・及び各第二端子2・2・・・と同数設けられている。
【0019】
クランプ部16は、前記対向方向に対して傾斜しており、対向方向外側に向かうにしたがって互いに近接する一対の第一斜面17と第二斜面18とを有している。つまり、クランプ部16は、前記対向方向に対して互いに反対方向に同じ角度で傾斜する一対の第一斜面17及び第二斜面18により、前記対向方向外側に向かうにしたがって、前記並列方向の開口幅が小さくなるテーパ形状に形成されている。
なお、前記対向方向外側は、図1(a)の矢印B方向におけるB1側であり、前記対向方向における第二端子2が第一端子1から離間する側である。また、前記対向方向内側は、図1(a)の矢印B方向におけるB2側であり、前記対向方向における第二端子2が第一端子1に近接する側である。
第一斜面17と第二斜面18とは、前記並列方向に互いに離間して配置されており、前記並列方向の間隔が、前記対向方向内側から対向方向外側に向かうにしたがって除々に狭くなるように形成されている。第一斜面17と第二斜面18との、前記対向方向内側端部における前記並列方向の間隔Dcは、第二端子2の前記並列方向の寸法Ddより大きく(Dc>Dd)、前記対向方向外側端部における第一斜面17と第二斜面18との前記並列方向の間隔(=0)は、第二端子2の前記並列方向の寸法Ddより小さくなるように形成されている。
【0020】
また、各第二端子2の前記対向方向外側に対向配置される各クランプ部16は、各第二端子2と一対一で対向するように形成されている。
そして、各クランプ部16が各第二端子2に前記対向方向外側から対向した状態で、クランプ手段11が前記対向方向内側へ移動されると、各第二端子2が各クランプ部16の第一斜面17及び第二斜面18に当接し、さらには押圧されて、前記斜面に沿って前記並列方向へ摺動し、第一斜面17及び第二斜面18により案内されて、そして、各第二端子2が第一斜面17及び第二斜面18により前記並列方向両側から挟まれる。これにより、各第二端子2の前記並列方向の位置決めが行われるように構成されている。
また、各クランプ部16による前記並列方向の位置決めは、各第二端子2と、各第二端子2に対向する各第一端子1との、前記並列方向の位置が等しくなるように行われる。すなわち、各第二端子2が第一斜面17及び第二斜面18により前記並列方向両側から挟まれたとき、各第二端子2と、各第一端子1との前記並列方向の位置が等しくなる。
【0021】
このように構成されたアーク溶接装置10においては、図2(a)、及び図2(b)に示すように、各クランプ部16が各第二端子2に前記対向方向外側から対向した状態で、クランプ手段11が前記対向方向内側へ移動されると、各クランプ部16により、各第二端子2の前記並列方向の位置決めが、各第二端子2と各第一端子1との前記並列方向の位置が合うように行われると共に、各クランプ部16により、各第二端子2が前記対向方向内側へ押圧されて、対向する各第一端子1に接触することとなる。
アーク溶接装置10の溶接トーチ13は、前記対向方向において、互いに接触した状態にある各第一端子1及び各第二端子2の上方に位置すると共に、前記並列方向へ移動可能に構成されている。
溶接トーチ13は、溶接を行っていない待機時には、例えば前記並列方向において、並列する各第一端子1及び各第二端子2の一端側(図2(a)の上端側)に位置しており、溶接を行う溶接時には、前記並列方向における前記一端側から他端側へ移動する。
【0022】
ダミー端子12は、導電性の部材により構成され、前記各第一端子1及び前記各第二端子2とは別個に設けられた端子であり、クランプ手段11に固定されている。
図2(a)、及び図2(b)に示すように、ダミー端子12は、各クランプ部16により、各第二端子2が各第一端子1に接触されたときに、前記並列方向においては、最も一端側に位置する各第一端子1及び各第二端子2よりも一端側に配置されており、前記対向方向においては、互いに接触した状態の各第一端子1と各第二端子2との接触部と略同じ位置に配置されている。
ダミー端子12と、ダミー端子12に隣接する(最も一端側に位置する)第一端子1及び各第二端子2と、の間隔Deは、互いに隣接する第一端子1・1の間隔Da、及び互いに隣接する第二端子2・2の間隔Dbと同じ大きさになるように構成されている(Da=Db=De)。
【0023】
以下では、アーク溶接装置10が、第一端子1と第二端子2とを溶接するときの手順について説明する。
図1(a)、図1(b)、図2(a)、及び図2(b)に示すように、まず、アーク溶接装置10は、各クランプ部16(各第一斜面17及び各第二斜面18)を各第二端子2(詳しくは各第二端子2における各第二溶接部2bの上下中途部)に前記対向方向外側から対向させた状態で、クランプ手段11を前記対向方向内側へ移動させる。
これにより、各クランプ部16により各第二端子2の前記並列方向の位置決めがなされて、各第二端子2と各第一端子1との前記並列方向の位置とが等しくなると共に、各第二端子2が各クランプ部16により前記対向方向内側へ押されて、各第二端子2(各第二溶接部2bの上端)が各第一端子1(各第一溶接部1bの上端)に接触する。
【0024】
図3(a)、及び図3(b)に示すように、次に、アーク溶接装置10は、溶接トーチ13を、互いに接触した状態の各第二溶接部2b及び各第一溶接部1bの上方を通るように、前記並列方向の一端側から他端側へ向けて移動させる。つまり、アーク溶接装置10は、溶接トーチ13をダミー端子12が存在する側から前記並列方向に移動させる。
これにより、まず、溶接トーチ13の放電電極とダミー端子12との間でアーク放電が発生し、ダミー端子12が溶融される。次に、溶接トーチ13の放電電極と、互いに接触している各第二溶接部2b及び各第一溶接部1bの上端との間でアーク放電が順次発生し、互いに接触している各第二溶接部2b及び各第一溶接部1bの上端が順次溶接される。
【0025】
以上のように、アーク溶接装置10は、各クランプ部16を各第二端子2に前記対向方向外側から対向させた状態で、クランプ手段11を前記対向方向内側へ移動させることによって、各第二端子2を各クランプ部16に当接させて、各クランプ部16により各第二端子2の前記並列方向の位置決めを、各第二端子2と、各第一端子1との前記並列方向の位置が合うように行うと共に、各クランプ部16により、各第二端子2(各第二溶接部2bの上端)を前記対向方向内側へ押圧して、各第一端子1(各第一溶接部1bの上端)に接触させる。
これにより、各第一端子1の前記並列方向の寸法を、各第二端子2(各第二溶接部2b)の前記並列方向の位置のバラツキを考慮して、各第二端子2の前記並列方向の寸法Ddよりも大きくする必要がなく、各第二端子2の前記並列方向の寸法Ddと同じ大きさにすることが可能である。従って、各第一端子1と各第二端子2との熱容量差を小さくすることができ、各第一端子1と各第二端子2との溶接品質を安定させることが可能となる。
【0026】
また、図4(a)及び図4(b)に示すように、アーク溶接装置10は、クランプ手段11と、前記対向方向において各第一端子1よりも外側(図4における各第一端子1の左側)に配置され、各第一端子1を前記対向方向における各第二端子2側へ押すクランプ手段19と、を用い、クランプ手段11とクランプ手段19とにより各第一端子1と各第二端子2とを前記対向方向両側から挟むことによって、各第一端子1と各第二端子2とを当接させるように構成してもよい。
しかし、本実施形態のように、クランプ手段11のみを用いて、各第一端子1と各第二端子2とを接触させるように構成するほうが、各第一端子1及び/又は各第二端子2の前記対向方向の厚みにバラツキがある場合でも、各第一端子1と各第二端子2とを確実に接触させることができ、各第一端子1と各第二端子2との溶接品質を安定させることが可能となる。
【0027】
また、図3(a)、及び図3(b)に示すように、アーク溶接装置10は、溶接トーチ13により、各第一端子1と各第二端子2とを順次溶接する前に、ダミー端子12を溶融させる。これにより、アーク放電が不安定な状態となる最初の溶接をダミー端子12に対して行い、各第一端子1と各第二端子2との溶接をアーク放電が安定する定常状態になった後に行うことが可能となる。従って、各第一端子1と各第二端子2との溶接品質の低下(過溶融)を回避することが可能となる。
【0028】
なお、本実施形態においては、アーク溶接装置10は、TIG溶接(タングステン・イナート・ガス溶接:電極にタングステン、シールドガスにイナートガスを使用した溶接)を行うものとするが、溶接の種類については本実施形態に限定されるものではない。
【0029】
また、図5(a)、及び図5(b)に示すように、ダミー端子12に代えてダミー端子20を用いてもよい。ダミー端子20は、製品側(樹脂筐体3)に固定されており、前記並列方向において最も一端側(図5(a)における上端側)に位置している第一端子1の一端側に配置されている。ダミー端子20が用いられる場合、クランプ手段11には、各第二端子2に前記対向方向外側から対向されるクランプ手段11が前記対向方向内側へ移動されて、前記第一端子1と各第二端子2とが接触した状態となるときに、ダミー端子20に当接するクランプ部11aが追加されている。
【0030】
また、図6(a)、及び図6(b)に示すように、隣接する第一端子1・1(第二端子2・2)の間隔Dxが、他の隣接する第一端子1・1(第二端子2・2)の間隔Da・Dbに比べて大きくなる箇所が存在する場合は、樹脂筐体3及び電子部品4bにおけるこの箇所の中間に一対のダミー端子21を配置して、隣接する第一端子1・1の間隔Da(隣接する第二端子2・2の間隔Db)と、ダミー端子21とダミー端子21に隣接する第一端子1(第二端子2)の間隔Dfと、を等しくするように構成してもよい。これにより、各第一端子1と各第二端子2との溶接品質を向上させることが可能となる。
【0031】
また、図7に示すように、各第二端子2の各第二溶接部2bの形状は、上下中途部で屈曲しており、屈曲部から下方に向かうにしたがって前記対向方向内側に傾斜し、屈曲部から上方に向かうにしたがって前記対向方向内側に傾斜するように構成してもよい。
各第二端子2は、電子部品4がヒートシンク5上の所定位置に上方から載置されるときに、各第二溶接部2bの上端が、既設の第一端子1に当接しない程度の角度で屈曲している。このように構成することで、各第二溶接部2bの上端が第一端子1側(バスバ側)に傾倒しているので、クランプ手段11を用いて各第二溶接部2bの上端を各第一溶接部1bの上端に接触させるときに確実に接触させることが可能となる。
【符号の説明】
【0032】
1 第一端子
2 第二端子
11 クランプ手段
12・20・21 ダミー端子
16 クランプ部
17 第一斜面
18 第二斜面
【特許請求の範囲】
【請求項1】
並列された複数の第一端子と、
前記第一端子の並列方向に並列され、前記各第一端子に対向配置された、前記第一端子と同数の第二端子と、
を接触させて溶接するアーク溶接方法であって、
前記各第一端子と各第二端子との対向方向に対して傾斜した斜面にて構成される複数のクランプ部を有するクランプ手段を用い、
前記各クランプ部を前記各第二端子に前記対向方向外側から対向させた状態で、前記クランプ手段を前記対向方向内側へ移動させることによって、
前記各第二端子を前記各クランプ部に当接させて、前記各クランプ部により前記各第二端子の前記並列方向の位置決めを、前記各第二端子と、前記各第一端子との前記並列方向の位置が合うように行うと共に、
前記各クランプ部により、前記各第二端子を前記対向方向内側へ押圧して、前記各第一端子に接触させる工程を有する、
アーク溶接方法。
【請求項2】
接触させた前記各第一端子と前記各第二端子とを溶接する前に、前記各第一端子及び前記各第二端子とは別個に設けられたダミー端子を溶融させる工程を有する、
請求項1に記載のアーク溶接方法。
【請求項3】
並列された複数の第一端子と、
前記第一端子の並列方向に並列され、前記各第一端子に対向配置された、前記第一端子と同数の第二端子と、
を接触させて溶接するアーク溶接装置であって、
前記各第一端子と各第二端子との対向方向に対して傾斜した斜面にて構成される複数のクランプ部を有するクランプ手段を備え、
前記各クランプ部を前記各第二端子に前記対向方向外側から対向させた状態で、前記クランプ手段を前記対向方向内側へ移動させることによって、
前記各第二端子を前記各クランプ部に当接させて、前記各クランプ部により前記各第二端子の前記並列方向の位置決めを、前記各第二端子と、前記各第一端子との前記並列方向の位置が合うように行うと共に、
前記各クランプ部により、前記各第二端子を前記対向方向内側へ押圧して、前記各第一端子に接触させる、
アーク溶接装置。
【請求項4】
前記クランプ部は、複数が前記並列方向に並列され、
前記各クランプ部は、前記対向方向に対して互いに反対方向に同じ角度で傾斜し、前記対向方向外側に向かうにしたがって互いに近接する第一斜面と第二斜面とを有する、
請求項3に記載のアーク溶接装置。
【請求項5】
前記各第一端子及び前記各第二端子とは別個に設けられた導電性のダミー端子を有し、
前記ダミー端子は、前記各クランプ部により、前記各第二端子が前記各第一端子に接触されたときに、前記並列方向において、最も一端側に位置する各第一端子及び各第二端子よりも一端側に配置されている、
請求項3又は請求項4に記載のアーク溶接装置。
【請求項1】
並列された複数の第一端子と、
前記第一端子の並列方向に並列され、前記各第一端子に対向配置された、前記第一端子と同数の第二端子と、
を接触させて溶接するアーク溶接方法であって、
前記各第一端子と各第二端子との対向方向に対して傾斜した斜面にて構成される複数のクランプ部を有するクランプ手段を用い、
前記各クランプ部を前記各第二端子に前記対向方向外側から対向させた状態で、前記クランプ手段を前記対向方向内側へ移動させることによって、
前記各第二端子を前記各クランプ部に当接させて、前記各クランプ部により前記各第二端子の前記並列方向の位置決めを、前記各第二端子と、前記各第一端子との前記並列方向の位置が合うように行うと共に、
前記各クランプ部により、前記各第二端子を前記対向方向内側へ押圧して、前記各第一端子に接触させる工程を有する、
アーク溶接方法。
【請求項2】
接触させた前記各第一端子と前記各第二端子とを溶接する前に、前記各第一端子及び前記各第二端子とは別個に設けられたダミー端子を溶融させる工程を有する、
請求項1に記載のアーク溶接方法。
【請求項3】
並列された複数の第一端子と、
前記第一端子の並列方向に並列され、前記各第一端子に対向配置された、前記第一端子と同数の第二端子と、
を接触させて溶接するアーク溶接装置であって、
前記各第一端子と各第二端子との対向方向に対して傾斜した斜面にて構成される複数のクランプ部を有するクランプ手段を備え、
前記各クランプ部を前記各第二端子に前記対向方向外側から対向させた状態で、前記クランプ手段を前記対向方向内側へ移動させることによって、
前記各第二端子を前記各クランプ部に当接させて、前記各クランプ部により前記各第二端子の前記並列方向の位置決めを、前記各第二端子と、前記各第一端子との前記並列方向の位置が合うように行うと共に、
前記各クランプ部により、前記各第二端子を前記対向方向内側へ押圧して、前記各第一端子に接触させる、
アーク溶接装置。
【請求項4】
前記クランプ部は、複数が前記並列方向に並列され、
前記各クランプ部は、前記対向方向に対して互いに反対方向に同じ角度で傾斜し、前記対向方向外側に向かうにしたがって互いに近接する第一斜面と第二斜面とを有する、
請求項3に記載のアーク溶接装置。
【請求項5】
前記各第一端子及び前記各第二端子とは別個に設けられた導電性のダミー端子を有し、
前記ダミー端子は、前記各クランプ部により、前記各第二端子が前記各第一端子に接触されたときに、前記並列方向において、最も一端側に位置する各第一端子及び各第二端子よりも一端側に配置されている、
請求項3又は請求項4に記載のアーク溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−52420(P2013−52420A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−192624(P2011−192624)
【出願日】平成23年9月5日(2011.9.5)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月5日(2011.9.5)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]