
アーク溶接装置
【課題】ガス流量制御手段を導入した場合に得られるシールドガスの節約効果を、容易に把握することができない。
【解決手段】マスフローコントローラ16によりシールドガスの出力を開始または停止させるアーク溶接装置1である。ロボットコントローラ16は、シールドガスの出力から停止までのガスON経過時間および停止から開始までのガスOFF間隔時間を計測する。計測したガスOFF間隔時間に応じて、ガスON経過時間とガス節約量との関係を定めた複数のガス節約量特性テーブルの中から1つを選択する。ガス節約量特性テーブルにガスON経過時間を入力し、シールドガスの1出力毎の節約量を算出する。節約量を積算した節約効果値を算出し、ティーチペンダント15に表示する。ガス流量制御手段を導入した場合に得られるシールドガスの節約効果を、特別な測定機器を使用しなくても簡単に把握することができる。
【解決手段】マスフローコントローラ16によりシールドガスの出力を開始または停止させるアーク溶接装置1である。ロボットコントローラ16は、シールドガスの出力から停止までのガスON経過時間および停止から開始までのガスOFF間隔時間を計測する。計測したガスOFF間隔時間に応じて、ガスON経過時間とガス節約量との関係を定めた複数のガス節約量特性テーブルの中から1つを選択する。ガス節約量特性テーブルにガスON経過時間を入力し、シールドガスの1出力毎の節約量を算出する。節約量を積算した節約効果値を算出し、ティーチペンダント15に表示する。ガス流量制御手段を導入した場合に得られるシールドガスの節約効果を、特別な測定機器を使用しなくても簡単に把握することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガスシールドアーク溶接を行うための改良されたアーク溶接装置に関するものである。
【背景技術】
【0002】
消耗電極式または非消耗電極式のガスシールドアーク溶接では、アークおよび溶融池に対して炭酸ガス、アルゴンガス等のシールドガスを噴出して大気から遮蔽し、大気が溶接雰囲気内に侵入することを防ぐ必要がある。シールドガスは、その流量が一定の許容範囲内に収まっていることが重要である。ガス流量が少ない場合は、大気が溶接雰囲気内に侵入することによってアークの状態が不安定になるために、ブローホールが発生したり、スパッタが大量に発生したりする。逆にガス流量が多すぎる場合は、乱流が発生するためにシールド不良となったり、溶け込み不足などが生じたりすることがある。この結果、溶接ビードの外観が悪化し、溶接不良となることがある。
【0003】
電磁弁の開閉制御によってシールドガスを出力または停止する一般的なアーク溶接装置においては、電磁弁を開いた時、すなわち溶接を開始する際に必要なプリフロー処理中に、過大な流量のシールドガスが出力される。この現象を以下では突流と表現する。突流は、配管長、配管径、圧力、ガスOFF間隔時間、設定流量等によって、そのピーク流量および継続時間が異なるため、シールドガスの出力を開始してから流量が許容範囲に収まるまでの時間も異なる。以下に一例を示す。なお、上記したガスOFF間隔時間とは、シールドガスを停止してから次に出力開始するまでの間隔時間を意味する。
【0004】
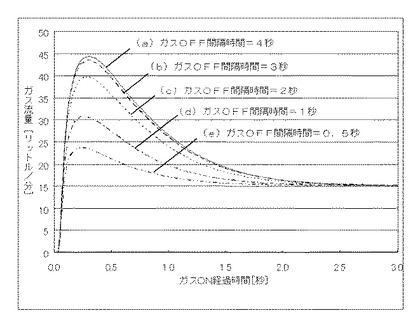
図7は、シールドガスの突流の様子を説明するための図である。同図は、設定流量を15リットル/分とした場合に、シールドガスの出力を開始してから、ガス流量が時間の経過とともにどのように変化するかを示している。横軸は、シールドガスの出力を開始してからの経過時間(以下では、ガスON経過時間という)であり、縦軸は、そのときのガス流量である。また、同図(a)はガスOFF間隔時間が4秒のときの流量変化を示している。同様に、同図(b)は3秒、同図(c)は2秒、同図(d)は1秒、同図(e)は0.5秒のときの流量変化をそれぞれ示している。同図に示すように、電磁弁を開いてしばらくの間は、突流によって過剰な流量のシールドガスが出力され、時間の経過とともに、ガス流量設定器で定められた設定流量(同図では15リットル/分)に近づく。
【0005】
上述したように、従来は、突流の発生により過剰な流量のシールドガスが噴出されるために、シールドガスが無駄に消費されてしまうという問題があった。この問題に対し、近年では、省エネルギー、エコロジー、経費削減等の観点から、シールドガスの消費量(以下では、単にガス消費量という)を節約したいという要望が非常に大きくなっている。
【0006】
上記問題を解決するための技術が、特許文献1および2に開示されている。特許文献1には、オリフィス等の機械的なガス流量制御手段を備えた溶接装置が開示されている(以下、従来技術1という)。特許文献2には、ガス流量制御手段としてマスフローコントローラを用いて、ガス流量を動的に制御するガス加工装置が開示されている(以下、従来技術2という)。従来技術1および2によれば、溶接開始部における突流を抑えるためのガス流量制御手段を備えることによって、ガス消費量を節約することができるという効果を奏している。
【0007】
しかしながら、上記従来技術1および2では、ガス消費量を節約したことは理解できるものの、その節約効果を把握する術がない。すなわち、設備を導入することによって、例えば、どの程度の金額低減効果があったのかを容易に知ることができない。この点、特許文献3に、電力、ガス、油、水道等の各設備の使用状況をモニタする測定機器を備え、過去の実績値と比較することによってエネルギーの消費量あるいは金額を算出することができるエネルギーコントロールシステムが開示されている(以下、従来技術3という)。この従来技術3によれば、エネルギーの消費量または金額が算出されることによって、エネルギーの節約効果を把握することができるという効果を奏している。
【0008】
上記した従来技術1〜3を総合すると以下のようになる。アーク溶接装置に、シールドガスの流量制御を行うためのガス流量制御手段(オリフィス等を用いた調整機構、動的制御が可能なマスフローコントローラ等)を導入することによって、ガス消費量を節約することができる。そして、ガス流量制御手段を導入したことによるシールドガスの節約効果(以下では、単に節約量という)を把握するためには、使用状況をモニタするためのガス流量測定器をさらに導入してガス消費量を測定し、ガス流量制御手段を導入する前の消費量と導入した後の消費量とを比較して節約量を算出すればよいことになる。しかしながら、従来技術を総合しても後述する課題を有している。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2006−326677号公報
【特許文献2】特開平8−200634号公報
【特許文献3】特開2003−50626号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
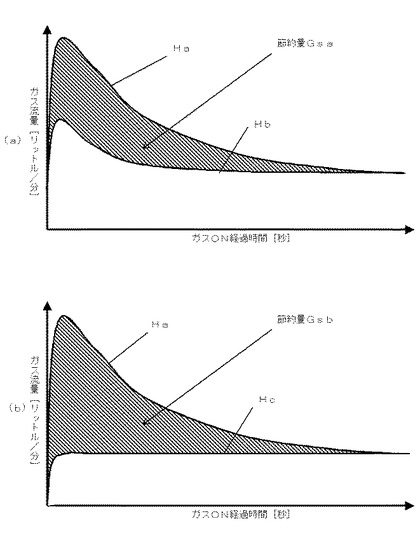
図8は、シールドガスの節約量の考え方について説明するための図である。同図は、上述した図7と同様に、設定流量を例えば15リットル/分とした場合に、ガスON経過時間に応じてガス流量がどのように変化するかを示している。同図(a)において、波形Haは、電磁弁1つのみでシールドガスの出力を行ったときのガス消費量(過去のガス消費量)の波形を示している。波形Hbは、ガス流量制御手段として、上述した従来技術1の調整機構を導入したとき(現在のガス消費量)の波形を示している。斜線部で示した領域は、波形Haおよび波形Hbの各々の消費量(積分値)の差、すなわちシールドガスの節約量Gsaである。
【0011】
一方、同図(b)において、波形Haは同図(a)と同一である。波形Hcは、ガス流量制御手段として、上述した従来技術2のマスフローコントローラによってガス流量が制御されたときの波形を示している。斜線部で示した領域は、波形Haおよび波形Hcの各々の消費量(積分値)の差、すなわちシールドガスの節約量Gsbである。
【0012】
シールドガスの節約量を把握するためには、過去のガス消費量(波形Ha)と現在のガス消費量(波形Hbまたは波形Hc)とを比較することが必要である。この比較を行うには、ガス流量測定器を用いて、ガス流量制御手段の導入前および導入後のそれぞれのガス消費量を計測する必要がある。このために、非常に工数の係る作業となってしまうという課題を有している。
【0013】
また、上述した突流は、定常状態になるまでの過渡現象であるため、高精度のガス流量測定器を用いなければガス流量を測定することができない。高精度のガス流量測定器は高価であるために、導入することによりコストアップに繋がるという課題も有している。
【0014】
そこで、本発明は、ガス流量制御手段を導入した場合に得られるシールドガスの節約効果を、特別な測定機器を使用しなくても簡単に把握することができるアーク溶接装置を提供することを目的としている。
【課題を解決するための手段】
【0015】
第1の発明は、
シールドガスの突流を抑制するためのガス流量制御手段を有し、外部からの信号入力または予め作成された教示データに基づいたタイミングでシールドガスの出力を開始または停止させるアーク溶接装置において、
シールドガスの出力開始から出力停止までのガスON経過時間および出力停止から出力開始までのガスOFF間隔時間を計測する計測手段と、
前記ガスON経過時間とシールドガスの節約量との関係を予め定めたガス節約量特性テーブルを、前記ガスOFF間隔時間毎に複数記憶した記憶手段と、
計測したガスOFF間隔時間に応じて複数のガス節約量特性テーブルの中からいずれか1つを選択するテーブル選択手段と、
選択したガス節約量特性テーブルに前記ガスON経過時間を入力し、シールドガスの1出力毎の節約量を算出するガス節約量算出手段と、
前記節約量を積算した節約効果値を算出する効果値算出手段と、
前記節約効果値を表示する表示手段と、
を備えたことを特徴とするアーク溶接装置である。
【0016】
第2の発明は、前記選択手段は、計測したガスOFF間隔時間に応じたガス節約量特性テーブルが存在しない場合は、存在している複数のガス節約量特性テーブルを補間演算することにより新たなガス節約量特性テーブルを作成して選択することを特徴とする第1の発明に記載のアーク溶接装置である。
【0017】
第3の発明は、前記ガス流量制御手段は、外部からの信号入力によりシールドガスの出力、停止および流量調整を行うマスフローコントローラであることを特徴とする第2の発明に記載のアーク溶接装置である。
【0018】
第4の発明は、前記節約効果値は、前記節約量の積算値に予め定めたガス単価を乗じて得られる低減金額を含むことを特徴とする第1〜第3のいずれかの発明に記載のアーク溶接装置である。
【0019】
第5の発明は、前記ガス単価は、前記教示データを作成するためのティーチペンダントによって変更可能であることを特徴とする第4の発明に記載のアーク溶接装置である。
【発明の効果】
【0020】
第1の発明によれば、シールドガスの出力開始から出力停止までのガスON経過時間および出力停止から出力開始までのガスOFF間隔時間を計測し、これらの時間とガス節約量特性テーブルとの関係に基づいてシールドガスの1出力毎の節約量を算出し、この節約量を積算した節約効果値を算出して表示手段に表示するようにしている。このことによって、ガス流量制御手段を導入した場合に得られるシールドガスの節約効果を、特別な測定機器を使用しなくても簡単に把握することができる。
【0021】
第2の発明によれば、計測したガスOFF間隔時間に応じたガス節約量特性テーブルが存在しない場合は、存在している複数のガス節約量特性テーブルを補間演算することにより新たなガス節約量特性テーブルを作成するようにしている。ガス節約量特性テーブルは、ガスOFF間隔時間のパターンに応じて予め作成しておくべきものであるため、節約量を精度良く算出するためには、ガスOFF間隔時間を相当数想定し、実験によって予め定めておく必要がある。第2の発明では、ガス節約量特性テーブルが存在しない場合は、すでに存在しているテーブルに基づいて新たなテーブルを作成するようにしてたことによって、ガス節約量特性テーブルを相当数記憶しておかなくても、第1の発明が奏する効果を発揮することができる。
【0022】
第3の発明によれば、ガス流量制御手段として、外部からの信号入力によりシールドガスの出力、停止および流量調整を行うマスフローコントローラを用いるようにしている。オリフィス等の機構的な手段は、突流が小さくなるように抑制する効果を有しているものの、突流の発生自体を完全に抑制することはできない。また、ガス流量が所望値となるように制御することができない。これに対し、マスフローコントローラは、外部からの設定流量信号によって非常にきめ細やかな流量制御が可能となっている。第3の発明では、マスフローコントローラを用いるようにしたことによって、第1および第2の発明が奏する効果に加えて、より一層、シールドガスを節約することができる。
【0023】
第4の発明によれば、シールドガスの単位量あたりの金額であるガス単価を予め記憶しておき、算出した節約量の積算値にガス単価を乗ずることによって、低減金額を表示するようにしている。このことによって、第1〜第3の発明が奏する効果に加えて、シールドガスの節約による効果を金額によって把握することができる。
【0024】
第5の発明によれば、ガス単価をティーチペンダントによって変更可能としたことによって、第4の発明が奏する効果に加えて、ガス単価の変動に容易に対応することができる。
【図面の簡単な説明】
【0025】
【図1】本発明の実施形態1に係るアーク溶接装置の構成図である。
【図2】本発明に係るロボットコントローラの内部構成を示す機能ブロック図である。
【図3】ガス節約量特性テーブルの一例を示すグラフである。
【図4】シールドガスの出力開始処理の流れを説明するためのフローチャートである。
【図5】シールドガスの出力停止処理の流れを説明するためのフローチャートである。
【図6】本発明の実施形態2に係るアーク溶接装置の構成図である。
【図7】ガスの突流の様子を説明するための図である。
【図8】シールドガスの節約量を説明するためのグラフである。
【発明を実施するための形態】
【0026】
発明の実施の形態を実施例に基づき図面を参照して説明する。
【0027】
[実施の形態1]
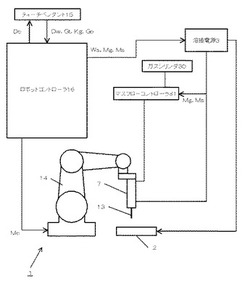
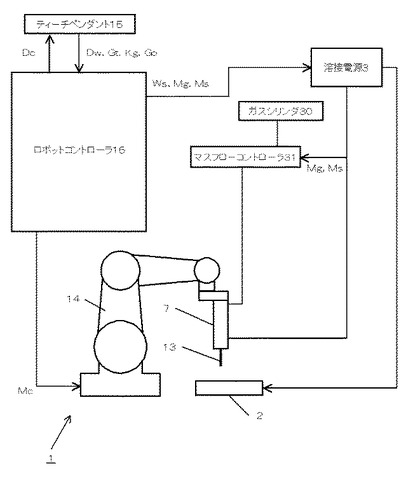
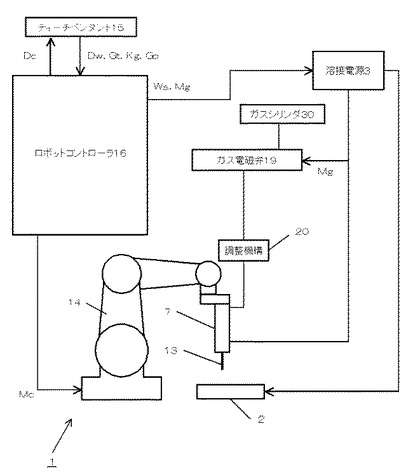
図1は、本発明に係るアーク溶接装置1の構成図である。同図に示すように、アーク溶接装置1は、マニピュレータ14、ティーチペンダント15、ロボットコントローラ16および溶接電源3によって大略構成される。
【0028】
同図において、マニピュレータ14は、ワーク2に対してアーク溶接を自動で行うものであり、複数のアーム部および手首部と、これらを回転駆動するための複数のサーボモータ(いずれも図示せず)とによって構成されている。このマニピュレータ14の上アームの先端部分には、溶接トーチ7が取り付けられている。溶接トーチ7は、ワイヤリール(図示せず)に巻回された直径1mm程度の溶接ワイヤ13を、ワーク2上の教示された溶接線に導くためのものである。
【0029】
ティーチペンダント15は、溶接加工を行う区間の各教示点、溶接条件(溶接電流、溶接電圧溶接速度、ガス流量設定値等)を教示データDwとして入力したり、後述するガス節約量特性テーブルGtおよびガス単価Kg等を予め設定したりするためのものであり、これらはロボットコントローラ16に入力される。また、ティーチペンダント15の操作により、シールドガスの出力確認を行うこともできる。より具体的には、ティーチペンダント15に備えられたガス確認ボタン(図示せず)を押下することにより、ガス出力操作信号Goがロボットコントローラ16に入力される。また、このティーチペンダント15は、表示手段としても機能するものであり、後述する節約効果値としての総節約量Gst、総低減金額Ktおよび教示データ単位の節約量Gspを表示することによって、オペレータに節約効果を知らしめる。
【0030】
ロボットコントローラ16は、ティーチペンダント15から入力された教示データDwを解釈し、解釈結果に基づいた所定のタイミングで、動作制御信号Mcをマニピュレータ14に出力する。同様に、溶接制御信号Ws、ガス出力信号Mgおよびガス流量設定信号Msを溶接電源3に出力する。また、ティーチペンダント15から入力されたガス出力操作信号Goに基づき、ガス出力信号Mgを溶接電源3に出力する。ロボットコントローラ16は、計測手段、記憶手段、テーブル選択手段、ガス節約量算出手段および効果値算出手段に相当する。
【0031】
溶接電源3は、ロボットコントローラ16からの溶接制御信号Wsを入力として、溶接トーチ7とワーク2との間の電力供給を行う。さらに、ガス出力信号Mgおよびガス流量設定信号Msを入力として、後述するマスフローコントローラ31に対し、シールドガスを出力または停止させたり、シールドガスの流量を設定するための指令信号を出力する。
【0032】
マスフローコントローラ31は、溶接電源3と接続されており、溶接電源3からの入力に応じて、シールドガスを出力または停止させる。また、予め設定されたガス流量設定値となるよう、ガスシリンダ30から供給されるシールドガスの流量を調整する。
【0033】
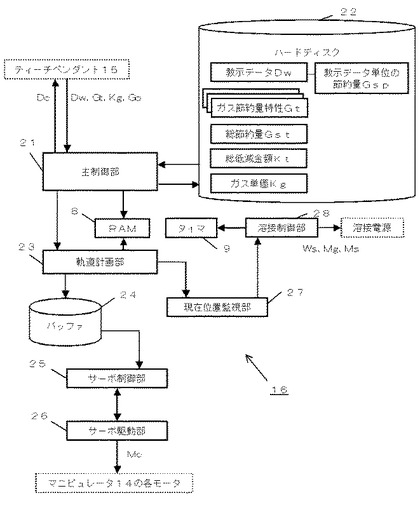
図2は、ロボットコントローラ16の内部構成を示す機能ブロック図である。ロボットコントローラ16は、マイクロコンピュータおよび各種メモリ等によって構成されており、より詳細には、主制御部21、ハードディスク22、軌道計画部23、一時的な計算領域としてのRAM8、計時を行うためのタイマ9、バッファ24、サーボ制御部25、サーボ駆動部26、現在位置監視部27および溶接制御部28を備えている。
【0034】
記憶手段としてのハードディスク22は不揮発性メモリであり、教示データDw、ガス節約量特性テーブルGtおよびガス単価Kgが予め記憶されているとともに、算出した総節約量Gst、総低減金額Ktおよび教示データ単位の節約量Gspが記憶される。ガス節約量特性テーブルGtとは、シールドガスの出力開始から出力停止までのガスON経過時間と、シールドガスの節約量との関係が予め定められたデータのことであり、シールドガスの出力停止から出力開始までのガスOFF間隔時間毎にモデル化されて複数記憶されている。総節約量Gstは、アーク溶接装置1全体におけるシールドガスの総節約量である。総低減金額Ktは、上記総節約量Gstを金額換算した値である。教示データ単位の節約量Gspは、教示データDw単位におけるシールドガスの節約量である。ガス節約量特性テーブルGt、総節約量Gst、総低減金額Ktおよび教示データ単位の節約量Gspの詳細については後述する。
【0035】
主制御部21は、ハードディスク22に格納されている教示データDwを教示ステップごとに読み出し、その内容を解析する。例えば、主制御部21は、教示データDwに含まれている移動命令(座標、速度情報等のデータからなる)を読み出し、それを軌道計画部23に通知する。さらに、ガス出力を開始および終了するタイミングを求めて、軌道計画部23に通知する。
【0036】
また、主制御部21は、節約効果値としての総節約量Gst、総低減金額Ktおよび教示データ単位の節約量Gspの算出処理を行ったり、これらを表示するための表示出力信号Dcをティーチペンダント15に出力したりする。
【0037】
軌道計画部23は、主制御部21から送られる各種の移動命令をバッファ24に格納するものである。この移動命令には、ガス出力・停止のタイミング等も付与されている。また、軌道計画部23は、バッファ24に格納された移動命令を読み出し、それに基づいて溶接トーチ7の軌道計画を立案して、マニピュレータ14の各モータの回転角、回転速度等の情報をサーボ制御部25に対して通知する。
【0038】
バッファ24は、いわゆる先入れ先出し(FIFO:first-in first-out)用のメモリからなり、軌道計画部23から送られた移動命令を格納するものである。
【0039】
サーボ制御部25は、軌道計画部23から送られる軌道計画に基づいて、マニピュレータ14の各モータを回転駆動すべく駆動信号をサーボ駆動部26に送るものである。また、サーボ制御部25は、図示しないエンコーダからの出力を取得して、現在位置監視部27にその情報を送るものである。
【0040】
サーボ駆動部26は、サーボ制御部25からの指令に基づいて各モータに対して動作制御信号Mcを出力するものである。
【0041】
現在位置監視部27は、マニピュレータ14の各モータに設けられた図示しないエンコーダからの検出信号により、溶接トーチ7の現在位置を監視するものである。
【0042】
溶接制御部28は、現在位置監視部27からの各種命令を適切な処理タイミングで溶接電源3に出力することで、溶接トーチ7による溶接およびシールドガスの噴出を行わせるものである。より具体的には、溶接制御部28は、現在位置監視部27から指定された処理タイミングで溶接電源3に対してシールドガスを噴出させるために必要な、ガス出力信号Mgおよびガス流量設定信号Msを出力する。また、溶接制御部28は、現在位置監視部27からの溶接制御命令に基づいて溶接電源3によって溶接が行われるための溶接制御信号Wsを出力する。また、溶接制御部28は、シールドガスの出力開始または出力停止のタイミングで、ガス節約量の算出に必要なガスON経過時間、ガスOFF間隔時間の計時を行うよう、タイマ9に指令する。
【0043】
次に、アーク溶接装置1の動作について説明する。
【0044】
ロボットコントローラ16に起動信号が入力されると主制御部21が教示データDwを解釈して軌道計画等の演算を行い、演算結果に基づいてマニピュレータ14の各モータに動作制御信号Mcを出力するとともに、溶接電源3に溶接制御信号Ws、ガス出力信号Mg、ガス流量設定信号Ms等を出力する。この結果、溶接トーチ7が溶接開始位置へ到達し、ガス流量設定値に応じたシールドガスが出力される。溶接を開始した後は、溶接終了位置まで溶接トーチ7を移動させてから溶接を終了し、アフターフロー制御を行ってシールドガスの出力を停止する。また、ティーチペンダント15からガス出力操作信号Goが入力されたときは、溶接制御部28がガス出力信号Mgを溶接電源3に出力する。この結果、溶接トーチ7からシールドガスが出力される。ガス出力操作信号Goの入力が解除されたときは、ガス出力信号MgをOFFにする。この結果、シールドガスの出力が停止する。
【0045】
上述したように、本発明のアーク溶接装置1は、教示データDwに基づいた所定のタイミングでシールドガスの出力および停止を行う。また、ガス出力操作信号Goに基づいた任意のタイミングでシールドガスの出力および停止を行う。そして、本発明では、シールドガスの出力および停止の際に節約量の算出処理を行う。以下、節約量の算出方法について詳細に説明する。
【0046】
まず、ガス節約量特性テーブルGtについて説明する。ガス節約量特性テーブルGtは、ハードディスク22に予め記憶されている。
【0047】
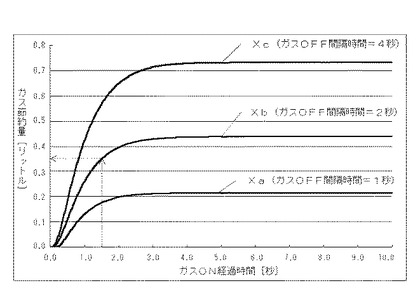
図3は、ガス節約量特性テーブルGtの一例を示すグラフである。ガス節約量特性テーブルGtは、図8で説明した波形Haおよび波形Hb(あるいは、波形Haおよび波形Hc)を各々積分して、その差分をガス節約量とみなし、ガスON経過時間を時間軸としてモデル化したものである。横軸はガスON経過時間[秒]を示し、縦軸はガスON経過時間に応じたガス節約量[リットル]を示している。
【0048】
同図において、波形Xa〜Xcは、ガスOFF間隔時間が1秒、2秒、4秒のときの波形をそれぞれ示している。すでに上述したが、ガス流量は、配管長、配管径、圧力、ガスOFF間隔時間、設定流量等によって、そのピーク流量および継続時間が異なる。より詳細には、図7で説明したように、突流時のピーク流量は、配管長、配管径、圧力の他、特にガスOFF間隔時間に大きく左右される。一方、突流の継続時間は、設定流量に大きく左右される。設定流量が小さい場合は、突流のピーク流量と設定流量の差が大きいため、収束までに時間がかかる(突流の継続時間が長くなる)。設定流量が大きい場合は、突流のピーク流量と設定流量の差が小さいため、収束時間は早くなる(突流の継続時間が短くなる)。すなわち、節約量は、ガスOFF間隔時間および設定流量に左右される。
【0049】
配管長、配管径および圧力は、溶接施工環境が変わらない限り、一定の定数として扱うことができる。さらに、マスフローコントローラ31により設定流量を溶接部位に応じて変更しない場合は、設定流量をも定数として扱うことができる。すなわち、ガスOFF間隔時間のみを変数として取り扱うことができる。そこで、図3に示すように、ガス節約量特性テーブルGtを、変数であるガスOFF間隔時間毎に複数作成しておく。
【0050】
マスフローコントローラ31により設定流量を溶接部位に応じて変更する場合は、ガスOFF間隔時間および設定流量を変数として取り扱う。すなわち、ガスOFF間隔時間毎に複数作成したガス節約量特性テーブルGtのセットを、さらに設定流量毎に作成しておく。
【0051】
上記ガスOFF間隔時間は、所定間隔(図示するように例えば1秒)刻みとし、さらには最大値を定めておくとよい。後述することになるが、ガス節約量を算出するための過程において、複数用意したガス節約量特性テーブルGtの中から、計測したガスOFF間隔時間に応じたいずれか1つを選択することになる。ガスOFF間隔時間を所定間隔刻みとし、この所定間隔毎にテーブル化しておくことによって、計測したガスOFF間隔時間に応じたテーブルが存在しない場合は、存在しているテーブルを補間演算することにより新たな作成することが可能となる。さらに、上記ガス節約量特性テーブルGtは、ティーチペンダント15によって修正したり、溶接施工環境に応じて任意に作成することができるように構成しておくことが望ましい。
【0052】
次に、図4および図5を参照して、ガス節約量特性テーブルGtを使ってガス節約量を算出する処理について説明する。この処理はロボットコントローラ16の上述した各部が行う。シールドガスの出力・停止制御は、教示データDwに基づくタイミング、またはティーチペンダント15からのガス出力操作信号Goに基づくタイミングで実行されるものであるが、タイミングがどちらであっても、処理自体に大きな差異はない。したがって、以下では、上記タイミングを特に区別することなく説明する。
【0053】
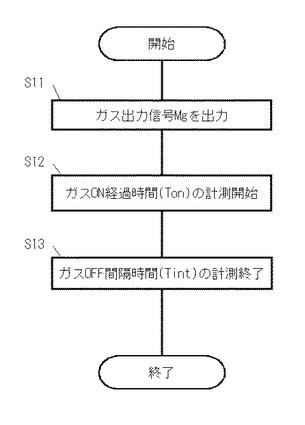
図4は、シールドガスの出力開始処理の流れを説明するためのフローチャートである。
【0054】
ステップS11において、溶接制御部28は、ガス出力信号Mgを溶接電源3に出力する。このことによって、シールドガスの出力が開始される。
【0055】
ステップS12において、タイマ9によりガスON経過時間Tonの計測を開始する。この計測は、後述するステップS22(図5参照)でシールドガスの出力を停止するまで継続する。
【0056】
ステップS13において、タイマ9によるガスOFF間隔時間Tintの計測を終了し、その値を取得してRAM8に記憶する。ガスOFF間隔時間Tintの計測を終了する理由は、後述するステップS25(図5参照)において、シールドガスの出力停止後にガスOFF間隔時間Tintの計測が開始されているからである。
【0057】
以上の処理によって、ガス節約量の算出に必要なガスOFF間隔時間Tintが取得される。
【0058】
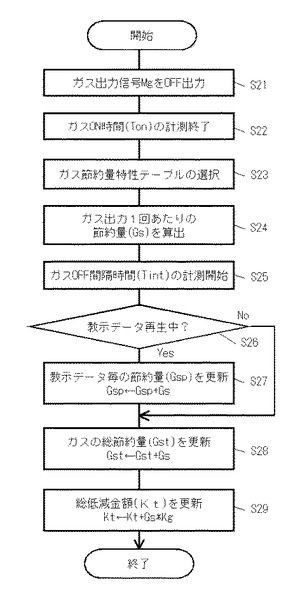
図5は、シールドガスの出力停止処理の流れを説明するためのフローチャートである。この処理の中で、ガス節約量を算出する。
【0059】
ステップS21において、溶接制御部28は、ガス出力信号MgをOFFにして溶接電源3に出力する。このことによって、シールドガスの出力が停止される。
【0060】
ステップS22において、タイマ9によるガスON経過時間Tonの計測を終了し、その値を取得してRAM8に記憶する。
【0061】
ステップS23において、主制御部21は、上記ステップS13で取得したガスOFF間隔時間Tintに応じて、複数のガス節約量特性テーブルGtの中から、いずれか1つを選択する。また、設定流量を溶接部位によって変更する場合は、予め設定されたガス流量設定値およびガスOFF間隔時間Tintに応じて選択する。このとき、ガスOFF間隔時間Tintまたはガス流量設定値に応じたテーブルが存在しない場合は、近接して存在しているテーブルを2つ選択し、補間演算することにより新たに作成して選択するようにすれば良い。
【0062】
ステップS24において、主制御部21は、選択したガス節約量特性テーブルGtに、上記ステップS22で取得したガスON経過時間Tonを入力し、シールドガスの1出力毎の節約量Gsを算出する。ここで、図3を再度参照して、シールドガスの1出力毎の節約量を算出する例を説明する。例えば、ガスOFF間隔時間Tintが2.0秒であった場合は、図3の波形Xbが選択される。そして、ステップS22で取得したガスON経過時間Tonが1.5秒であったときは、この値を横軸に入力し、波形Xbとの交点を求めて縦軸のガス節約量を算出する。この例では、シールドガスの1出力毎の節約量Gsは、0.35リットルとなる。
【0063】
図5に戻り、ステップS25において、ガスOFF間隔時間Tintの計測を開始する。なお、このステップS25と、上述したステップS23〜S24は、逆でも良い。
【0064】
ステップS26において、シールドガスの出力が行われたのが、教示データの再生中であったか否かを判定する。Noの場合(すなわち、ティーチペンダント15からのガス出力操作信号Goによるガス出力であった場合)は、ステップS28に移行する。Yesの場合は、ステップS27に移行する。
【0065】
ステップS27において、教示データ単位の節約量Gspを更新する。すなわち、ステップS24で算出したシールドガスの1出力毎の節約量Gsを、現在の節約量Gspに加算する。
【0066】
ステップS28において、シールドガスの総節約量を更新する。すなわち、ステップS24で算出したシールドガスの1出力毎の節約量Gsを、現在の総節約量Gstに加算する。
【0067】
ステップS29において、シールドガスの総節約量Gstを金額換算した総低減金額Ktを更新する。すなわち、シールドガスの1出力毎の節約量Gsにガス単価Kgを乗算した値を、現在の総低減金額Ktに加算する。
【0068】
以上の処理によって、シールドガスの節約量が算出される。この後は、算出した節約効果値(総節約量Gst、総低減金額Ktおよび教示データ単位の節約量Gsp)を、ティーチペンダント15に出力表示する。出力表示するタイミングは、教示データDwの再生が完了したとき、またはオペレータによりティーチペンダント15が操作されて節約効果値の表示要求があったとき、あるいはその両方のタイミングとすればよい。
【0069】
[実施の形態2]
次に、本発明の実施形態2について説明する。実施形態1との相違は、シールドガスの出力制御手段としてガス電磁弁19を、ガス流量制御手段としてオリフィス等の調整機構を使用した点である。
【0070】
図6は、本発明の実施形態2に係るアーク溶接装置の構成図である。以下、実施形態1との相違部分について説明する。同図において、ガス電磁弁19は、溶接電源3と接続されており、溶接電源3からの入力に応じて電磁弁を開閉作動する。溶接電源3は、ロボットコントローラ16からのガス出力信号Mgを入力として、ガス電磁弁19に対し、シールドガスを出力または停止させるための指令信号を出力する。ガス流量制御手段に相当する調整機構20は、例えば、従来技術2に開示されているオリフィス、チューブまたはチャンバ等である。
【0071】
上記のように構成した実施形態2においても、実施形態1と同様に、シールドガスの節約量を算出することが可能である。すなわち、図8(a)で示した節約量Gsaを算出するためのガス節約量特性テーブルGtを予め記憶しておき、シールドガスの出力開始時に図4で説明した処理を行い、出力停止時に図5で説明した処理を行うことによって、容易にシールドガスの節約量を算出し、オペレータに節約効果を知らしめることができる。
【0072】
以上説明したように、シールドガスの出力開始から出力停止までのガスON経過時間Tonおよび出力停止から出力開始までのガスOFF間隔時間Tintを計測し、これらの時間とガス節約量特性テーブルGtとの関係に基づいてシールドガスの1出力毎の節約量Gsを算出し、この節約量を積算した節約効果値(総節約量Gst、総低減金額Ktおよび教示データ単位の節約量Gsp)を算出して、表示手段であるティーチペンダント15に表示するようにしている。このことによって、ガス流量調整手段(マスフローコントローラ31、調整機構20等)を導入した場合に得られるシールドガスの節約効果を、特別な測定機器を使用しなくても簡単に把握することができる。
【0073】
また、ガス節約量特性テーブルGtは、ガスOFF間隔時間Tintのパターンに応じて予め作成しておくべきものであるため、節約量を精度良く算出するためには、ガスOFF間隔時間Tintを相当数想定し、実験によって予め定めておく必要がある。計測したガスOFF間隔時間Tintに応じたガス節約量特性テーブルGtが存在しない場合は、存在している複数のガス節約量特性テーブルGtを補間演算することにより新たなガス節約量特性テーブルGtを作成するようにしている。このことによって、ガス節約量特性テーブルGtを相当数記憶しておかなくても、上記効果を発揮することができる。
【0074】
また、実施形態1では、ガス流量制御手段として、外部からの信号入力によりシールドガスの出力、停止および流量調整を行うマスフローコントローラ31を用いるようにしている。オリフィス等の機構的な手段は、突流が小さくなるように抑制する効果を有しているものの、突流自体の発生を完全に抑制することはできない。また、ガス流量が所望値となるように制御することができない。これに対し、マスフローコントローラ31は、外部からの設定流量信号によって非常にきめ細やかな流量制御が可能となっている。すなわち、マスフローコントローラ31を用いることによって、より一層、シールドガスを節約することができる。
【0075】
また、シールドガスの単位量あたりの金額であるガス単価Kgを予め記憶しておき、算出した総節約量Gstにガス単価Kgを乗ずることによって、総低減金額Ktを表示するようにしている。このことによって、シールドガスの節約による効果を金額によって把握することができる。
【0076】
また、ガス単価Kgをティーチペンダント15によって変更可能としたことによって、ガス単価の変動に容易に対応することができる。
【符号の説明】
【0077】
1 アーク溶接装置
2 ワーク
3 溶接電源
7 溶接トーチ
8 RAM
9 タイマ
13 溶接ワイヤ
14 マニピュレータ
15 ティーチペンダント
16 ロボットコントローラ
19 ガス電磁弁
20 調整機構
21 主制御部
22 ハードディスク
23 軌道計画部
24 バッファ
25 サーボ制御部
26 サーボ駆動部
27 現在位置監視部
28 溶接制御部
30 ガスシリンダ
31 マスフローコントローラ
Dc 表示出力信号
Dw 教示データ
Go ガス出力操作信号
Gs 節約量
Gsa 節約量
Gsb 節約量
Gsp 教示データ単位の節約量
Gst 総節約量
Gt ガス節約量特性テーブル
Ha 波形
Hb 波形
Hc 波形
Hc 表示出力信号
Kg ガス単価
Kt 総低減金額
Mc 動作制御信号
Mg ガス出力信号
Ms ガス流量設定信号
Tint 間隔時間
Ton 経過時間
Ws 溶接制御信号
Xa 波形
Xb 波形
Xc 波形
【技術分野】
【0001】
本発明は、ガスシールドアーク溶接を行うための改良されたアーク溶接装置に関するものである。
【背景技術】
【0002】
消耗電極式または非消耗電極式のガスシールドアーク溶接では、アークおよび溶融池に対して炭酸ガス、アルゴンガス等のシールドガスを噴出して大気から遮蔽し、大気が溶接雰囲気内に侵入することを防ぐ必要がある。シールドガスは、その流量が一定の許容範囲内に収まっていることが重要である。ガス流量が少ない場合は、大気が溶接雰囲気内に侵入することによってアークの状態が不安定になるために、ブローホールが発生したり、スパッタが大量に発生したりする。逆にガス流量が多すぎる場合は、乱流が発生するためにシールド不良となったり、溶け込み不足などが生じたりすることがある。この結果、溶接ビードの外観が悪化し、溶接不良となることがある。
【0003】
電磁弁の開閉制御によってシールドガスを出力または停止する一般的なアーク溶接装置においては、電磁弁を開いた時、すなわち溶接を開始する際に必要なプリフロー処理中に、過大な流量のシールドガスが出力される。この現象を以下では突流と表現する。突流は、配管長、配管径、圧力、ガスOFF間隔時間、設定流量等によって、そのピーク流量および継続時間が異なるため、シールドガスの出力を開始してから流量が許容範囲に収まるまでの時間も異なる。以下に一例を示す。なお、上記したガスOFF間隔時間とは、シールドガスを停止してから次に出力開始するまでの間隔時間を意味する。
【0004】
図7は、シールドガスの突流の様子を説明するための図である。同図は、設定流量を15リットル/分とした場合に、シールドガスの出力を開始してから、ガス流量が時間の経過とともにどのように変化するかを示している。横軸は、シールドガスの出力を開始してからの経過時間(以下では、ガスON経過時間という)であり、縦軸は、そのときのガス流量である。また、同図(a)はガスOFF間隔時間が4秒のときの流量変化を示している。同様に、同図(b)は3秒、同図(c)は2秒、同図(d)は1秒、同図(e)は0.5秒のときの流量変化をそれぞれ示している。同図に示すように、電磁弁を開いてしばらくの間は、突流によって過剰な流量のシールドガスが出力され、時間の経過とともに、ガス流量設定器で定められた設定流量(同図では15リットル/分)に近づく。
【0005】
上述したように、従来は、突流の発生により過剰な流量のシールドガスが噴出されるために、シールドガスが無駄に消費されてしまうという問題があった。この問題に対し、近年では、省エネルギー、エコロジー、経費削減等の観点から、シールドガスの消費量(以下では、単にガス消費量という)を節約したいという要望が非常に大きくなっている。
【0006】
上記問題を解決するための技術が、特許文献1および2に開示されている。特許文献1には、オリフィス等の機械的なガス流量制御手段を備えた溶接装置が開示されている(以下、従来技術1という)。特許文献2には、ガス流量制御手段としてマスフローコントローラを用いて、ガス流量を動的に制御するガス加工装置が開示されている(以下、従来技術2という)。従来技術1および2によれば、溶接開始部における突流を抑えるためのガス流量制御手段を備えることによって、ガス消費量を節約することができるという効果を奏している。
【0007】
しかしながら、上記従来技術1および2では、ガス消費量を節約したことは理解できるものの、その節約効果を把握する術がない。すなわち、設備を導入することによって、例えば、どの程度の金額低減効果があったのかを容易に知ることができない。この点、特許文献3に、電力、ガス、油、水道等の各設備の使用状況をモニタする測定機器を備え、過去の実績値と比較することによってエネルギーの消費量あるいは金額を算出することができるエネルギーコントロールシステムが開示されている(以下、従来技術3という)。この従来技術3によれば、エネルギーの消費量または金額が算出されることによって、エネルギーの節約効果を把握することができるという効果を奏している。
【0008】
上記した従来技術1〜3を総合すると以下のようになる。アーク溶接装置に、シールドガスの流量制御を行うためのガス流量制御手段(オリフィス等を用いた調整機構、動的制御が可能なマスフローコントローラ等)を導入することによって、ガス消費量を節約することができる。そして、ガス流量制御手段を導入したことによるシールドガスの節約効果(以下では、単に節約量という)を把握するためには、使用状況をモニタするためのガス流量測定器をさらに導入してガス消費量を測定し、ガス流量制御手段を導入する前の消費量と導入した後の消費量とを比較して節約量を算出すればよいことになる。しかしながら、従来技術を総合しても後述する課題を有している。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2006−326677号公報
【特許文献2】特開平8−200634号公報
【特許文献3】特開2003−50626号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
図8は、シールドガスの節約量の考え方について説明するための図である。同図は、上述した図7と同様に、設定流量を例えば15リットル/分とした場合に、ガスON経過時間に応じてガス流量がどのように変化するかを示している。同図(a)において、波形Haは、電磁弁1つのみでシールドガスの出力を行ったときのガス消費量(過去のガス消費量)の波形を示している。波形Hbは、ガス流量制御手段として、上述した従来技術1の調整機構を導入したとき(現在のガス消費量)の波形を示している。斜線部で示した領域は、波形Haおよび波形Hbの各々の消費量(積分値)の差、すなわちシールドガスの節約量Gsaである。
【0011】
一方、同図(b)において、波形Haは同図(a)と同一である。波形Hcは、ガス流量制御手段として、上述した従来技術2のマスフローコントローラによってガス流量が制御されたときの波形を示している。斜線部で示した領域は、波形Haおよび波形Hcの各々の消費量(積分値)の差、すなわちシールドガスの節約量Gsbである。
【0012】
シールドガスの節約量を把握するためには、過去のガス消費量(波形Ha)と現在のガス消費量(波形Hbまたは波形Hc)とを比較することが必要である。この比較を行うには、ガス流量測定器を用いて、ガス流量制御手段の導入前および導入後のそれぞれのガス消費量を計測する必要がある。このために、非常に工数の係る作業となってしまうという課題を有している。
【0013】
また、上述した突流は、定常状態になるまでの過渡現象であるため、高精度のガス流量測定器を用いなければガス流量を測定することができない。高精度のガス流量測定器は高価であるために、導入することによりコストアップに繋がるという課題も有している。
【0014】
そこで、本発明は、ガス流量制御手段を導入した場合に得られるシールドガスの節約効果を、特別な測定機器を使用しなくても簡単に把握することができるアーク溶接装置を提供することを目的としている。
【課題を解決するための手段】
【0015】
第1の発明は、
シールドガスの突流を抑制するためのガス流量制御手段を有し、外部からの信号入力または予め作成された教示データに基づいたタイミングでシールドガスの出力を開始または停止させるアーク溶接装置において、
シールドガスの出力開始から出力停止までのガスON経過時間および出力停止から出力開始までのガスOFF間隔時間を計測する計測手段と、
前記ガスON経過時間とシールドガスの節約量との関係を予め定めたガス節約量特性テーブルを、前記ガスOFF間隔時間毎に複数記憶した記憶手段と、
計測したガスOFF間隔時間に応じて複数のガス節約量特性テーブルの中からいずれか1つを選択するテーブル選択手段と、
選択したガス節約量特性テーブルに前記ガスON経過時間を入力し、シールドガスの1出力毎の節約量を算出するガス節約量算出手段と、
前記節約量を積算した節約効果値を算出する効果値算出手段と、
前記節約効果値を表示する表示手段と、
を備えたことを特徴とするアーク溶接装置である。
【0016】
第2の発明は、前記選択手段は、計測したガスOFF間隔時間に応じたガス節約量特性テーブルが存在しない場合は、存在している複数のガス節約量特性テーブルを補間演算することにより新たなガス節約量特性テーブルを作成して選択することを特徴とする第1の発明に記載のアーク溶接装置である。
【0017】
第3の発明は、前記ガス流量制御手段は、外部からの信号入力によりシールドガスの出力、停止および流量調整を行うマスフローコントローラであることを特徴とする第2の発明に記載のアーク溶接装置である。
【0018】
第4の発明は、前記節約効果値は、前記節約量の積算値に予め定めたガス単価を乗じて得られる低減金額を含むことを特徴とする第1〜第3のいずれかの発明に記載のアーク溶接装置である。
【0019】
第5の発明は、前記ガス単価は、前記教示データを作成するためのティーチペンダントによって変更可能であることを特徴とする第4の発明に記載のアーク溶接装置である。
【発明の効果】
【0020】
第1の発明によれば、シールドガスの出力開始から出力停止までのガスON経過時間および出力停止から出力開始までのガスOFF間隔時間を計測し、これらの時間とガス節約量特性テーブルとの関係に基づいてシールドガスの1出力毎の節約量を算出し、この節約量を積算した節約効果値を算出して表示手段に表示するようにしている。このことによって、ガス流量制御手段を導入した場合に得られるシールドガスの節約効果を、特別な測定機器を使用しなくても簡単に把握することができる。
【0021】
第2の発明によれば、計測したガスOFF間隔時間に応じたガス節約量特性テーブルが存在しない場合は、存在している複数のガス節約量特性テーブルを補間演算することにより新たなガス節約量特性テーブルを作成するようにしている。ガス節約量特性テーブルは、ガスOFF間隔時間のパターンに応じて予め作成しておくべきものであるため、節約量を精度良く算出するためには、ガスOFF間隔時間を相当数想定し、実験によって予め定めておく必要がある。第2の発明では、ガス節約量特性テーブルが存在しない場合は、すでに存在しているテーブルに基づいて新たなテーブルを作成するようにしてたことによって、ガス節約量特性テーブルを相当数記憶しておかなくても、第1の発明が奏する効果を発揮することができる。
【0022】
第3の発明によれば、ガス流量制御手段として、外部からの信号入力によりシールドガスの出力、停止および流量調整を行うマスフローコントローラを用いるようにしている。オリフィス等の機構的な手段は、突流が小さくなるように抑制する効果を有しているものの、突流の発生自体を完全に抑制することはできない。また、ガス流量が所望値となるように制御することができない。これに対し、マスフローコントローラは、外部からの設定流量信号によって非常にきめ細やかな流量制御が可能となっている。第3の発明では、マスフローコントローラを用いるようにしたことによって、第1および第2の発明が奏する効果に加えて、より一層、シールドガスを節約することができる。
【0023】
第4の発明によれば、シールドガスの単位量あたりの金額であるガス単価を予め記憶しておき、算出した節約量の積算値にガス単価を乗ずることによって、低減金額を表示するようにしている。このことによって、第1〜第3の発明が奏する効果に加えて、シールドガスの節約による効果を金額によって把握することができる。
【0024】
第5の発明によれば、ガス単価をティーチペンダントによって変更可能としたことによって、第4の発明が奏する効果に加えて、ガス単価の変動に容易に対応することができる。
【図面の簡単な説明】
【0025】
【図1】本発明の実施形態1に係るアーク溶接装置の構成図である。
【図2】本発明に係るロボットコントローラの内部構成を示す機能ブロック図である。
【図3】ガス節約量特性テーブルの一例を示すグラフである。
【図4】シールドガスの出力開始処理の流れを説明するためのフローチャートである。
【図5】シールドガスの出力停止処理の流れを説明するためのフローチャートである。
【図6】本発明の実施形態2に係るアーク溶接装置の構成図である。
【図7】ガスの突流の様子を説明するための図である。
【図8】シールドガスの節約量を説明するためのグラフである。
【発明を実施するための形態】
【0026】
発明の実施の形態を実施例に基づき図面を参照して説明する。
【0027】
[実施の形態1]
図1は、本発明に係るアーク溶接装置1の構成図である。同図に示すように、アーク溶接装置1は、マニピュレータ14、ティーチペンダント15、ロボットコントローラ16および溶接電源3によって大略構成される。
【0028】
同図において、マニピュレータ14は、ワーク2に対してアーク溶接を自動で行うものであり、複数のアーム部および手首部と、これらを回転駆動するための複数のサーボモータ(いずれも図示せず)とによって構成されている。このマニピュレータ14の上アームの先端部分には、溶接トーチ7が取り付けられている。溶接トーチ7は、ワイヤリール(図示せず)に巻回された直径1mm程度の溶接ワイヤ13を、ワーク2上の教示された溶接線に導くためのものである。
【0029】
ティーチペンダント15は、溶接加工を行う区間の各教示点、溶接条件(溶接電流、溶接電圧溶接速度、ガス流量設定値等)を教示データDwとして入力したり、後述するガス節約量特性テーブルGtおよびガス単価Kg等を予め設定したりするためのものであり、これらはロボットコントローラ16に入力される。また、ティーチペンダント15の操作により、シールドガスの出力確認を行うこともできる。より具体的には、ティーチペンダント15に備えられたガス確認ボタン(図示せず)を押下することにより、ガス出力操作信号Goがロボットコントローラ16に入力される。また、このティーチペンダント15は、表示手段としても機能するものであり、後述する節約効果値としての総節約量Gst、総低減金額Ktおよび教示データ単位の節約量Gspを表示することによって、オペレータに節約効果を知らしめる。
【0030】
ロボットコントローラ16は、ティーチペンダント15から入力された教示データDwを解釈し、解釈結果に基づいた所定のタイミングで、動作制御信号Mcをマニピュレータ14に出力する。同様に、溶接制御信号Ws、ガス出力信号Mgおよびガス流量設定信号Msを溶接電源3に出力する。また、ティーチペンダント15から入力されたガス出力操作信号Goに基づき、ガス出力信号Mgを溶接電源3に出力する。ロボットコントローラ16は、計測手段、記憶手段、テーブル選択手段、ガス節約量算出手段および効果値算出手段に相当する。
【0031】
溶接電源3は、ロボットコントローラ16からの溶接制御信号Wsを入力として、溶接トーチ7とワーク2との間の電力供給を行う。さらに、ガス出力信号Mgおよびガス流量設定信号Msを入力として、後述するマスフローコントローラ31に対し、シールドガスを出力または停止させたり、シールドガスの流量を設定するための指令信号を出力する。
【0032】
マスフローコントローラ31は、溶接電源3と接続されており、溶接電源3からの入力に応じて、シールドガスを出力または停止させる。また、予め設定されたガス流量設定値となるよう、ガスシリンダ30から供給されるシールドガスの流量を調整する。
【0033】
図2は、ロボットコントローラ16の内部構成を示す機能ブロック図である。ロボットコントローラ16は、マイクロコンピュータおよび各種メモリ等によって構成されており、より詳細には、主制御部21、ハードディスク22、軌道計画部23、一時的な計算領域としてのRAM8、計時を行うためのタイマ9、バッファ24、サーボ制御部25、サーボ駆動部26、現在位置監視部27および溶接制御部28を備えている。
【0034】
記憶手段としてのハードディスク22は不揮発性メモリであり、教示データDw、ガス節約量特性テーブルGtおよびガス単価Kgが予め記憶されているとともに、算出した総節約量Gst、総低減金額Ktおよび教示データ単位の節約量Gspが記憶される。ガス節約量特性テーブルGtとは、シールドガスの出力開始から出力停止までのガスON経過時間と、シールドガスの節約量との関係が予め定められたデータのことであり、シールドガスの出力停止から出力開始までのガスOFF間隔時間毎にモデル化されて複数記憶されている。総節約量Gstは、アーク溶接装置1全体におけるシールドガスの総節約量である。総低減金額Ktは、上記総節約量Gstを金額換算した値である。教示データ単位の節約量Gspは、教示データDw単位におけるシールドガスの節約量である。ガス節約量特性テーブルGt、総節約量Gst、総低減金額Ktおよび教示データ単位の節約量Gspの詳細については後述する。
【0035】
主制御部21は、ハードディスク22に格納されている教示データDwを教示ステップごとに読み出し、その内容を解析する。例えば、主制御部21は、教示データDwに含まれている移動命令(座標、速度情報等のデータからなる)を読み出し、それを軌道計画部23に通知する。さらに、ガス出力を開始および終了するタイミングを求めて、軌道計画部23に通知する。
【0036】
また、主制御部21は、節約効果値としての総節約量Gst、総低減金額Ktおよび教示データ単位の節約量Gspの算出処理を行ったり、これらを表示するための表示出力信号Dcをティーチペンダント15に出力したりする。
【0037】
軌道計画部23は、主制御部21から送られる各種の移動命令をバッファ24に格納するものである。この移動命令には、ガス出力・停止のタイミング等も付与されている。また、軌道計画部23は、バッファ24に格納された移動命令を読み出し、それに基づいて溶接トーチ7の軌道計画を立案して、マニピュレータ14の各モータの回転角、回転速度等の情報をサーボ制御部25に対して通知する。
【0038】
バッファ24は、いわゆる先入れ先出し(FIFO:first-in first-out)用のメモリからなり、軌道計画部23から送られた移動命令を格納するものである。
【0039】
サーボ制御部25は、軌道計画部23から送られる軌道計画に基づいて、マニピュレータ14の各モータを回転駆動すべく駆動信号をサーボ駆動部26に送るものである。また、サーボ制御部25は、図示しないエンコーダからの出力を取得して、現在位置監視部27にその情報を送るものである。
【0040】
サーボ駆動部26は、サーボ制御部25からの指令に基づいて各モータに対して動作制御信号Mcを出力するものである。
【0041】
現在位置監視部27は、マニピュレータ14の各モータに設けられた図示しないエンコーダからの検出信号により、溶接トーチ7の現在位置を監視するものである。
【0042】
溶接制御部28は、現在位置監視部27からの各種命令を適切な処理タイミングで溶接電源3に出力することで、溶接トーチ7による溶接およびシールドガスの噴出を行わせるものである。より具体的には、溶接制御部28は、現在位置監視部27から指定された処理タイミングで溶接電源3に対してシールドガスを噴出させるために必要な、ガス出力信号Mgおよびガス流量設定信号Msを出力する。また、溶接制御部28は、現在位置監視部27からの溶接制御命令に基づいて溶接電源3によって溶接が行われるための溶接制御信号Wsを出力する。また、溶接制御部28は、シールドガスの出力開始または出力停止のタイミングで、ガス節約量の算出に必要なガスON経過時間、ガスOFF間隔時間の計時を行うよう、タイマ9に指令する。
【0043】
次に、アーク溶接装置1の動作について説明する。
【0044】
ロボットコントローラ16に起動信号が入力されると主制御部21が教示データDwを解釈して軌道計画等の演算を行い、演算結果に基づいてマニピュレータ14の各モータに動作制御信号Mcを出力するとともに、溶接電源3に溶接制御信号Ws、ガス出力信号Mg、ガス流量設定信号Ms等を出力する。この結果、溶接トーチ7が溶接開始位置へ到達し、ガス流量設定値に応じたシールドガスが出力される。溶接を開始した後は、溶接終了位置まで溶接トーチ7を移動させてから溶接を終了し、アフターフロー制御を行ってシールドガスの出力を停止する。また、ティーチペンダント15からガス出力操作信号Goが入力されたときは、溶接制御部28がガス出力信号Mgを溶接電源3に出力する。この結果、溶接トーチ7からシールドガスが出力される。ガス出力操作信号Goの入力が解除されたときは、ガス出力信号MgをOFFにする。この結果、シールドガスの出力が停止する。
【0045】
上述したように、本発明のアーク溶接装置1は、教示データDwに基づいた所定のタイミングでシールドガスの出力および停止を行う。また、ガス出力操作信号Goに基づいた任意のタイミングでシールドガスの出力および停止を行う。そして、本発明では、シールドガスの出力および停止の際に節約量の算出処理を行う。以下、節約量の算出方法について詳細に説明する。
【0046】
まず、ガス節約量特性テーブルGtについて説明する。ガス節約量特性テーブルGtは、ハードディスク22に予め記憶されている。
【0047】
図3は、ガス節約量特性テーブルGtの一例を示すグラフである。ガス節約量特性テーブルGtは、図8で説明した波形Haおよび波形Hb(あるいは、波形Haおよび波形Hc)を各々積分して、その差分をガス節約量とみなし、ガスON経過時間を時間軸としてモデル化したものである。横軸はガスON経過時間[秒]を示し、縦軸はガスON経過時間に応じたガス節約量[リットル]を示している。
【0048】
同図において、波形Xa〜Xcは、ガスOFF間隔時間が1秒、2秒、4秒のときの波形をそれぞれ示している。すでに上述したが、ガス流量は、配管長、配管径、圧力、ガスOFF間隔時間、設定流量等によって、そのピーク流量および継続時間が異なる。より詳細には、図7で説明したように、突流時のピーク流量は、配管長、配管径、圧力の他、特にガスOFF間隔時間に大きく左右される。一方、突流の継続時間は、設定流量に大きく左右される。設定流量が小さい場合は、突流のピーク流量と設定流量の差が大きいため、収束までに時間がかかる(突流の継続時間が長くなる)。設定流量が大きい場合は、突流のピーク流量と設定流量の差が小さいため、収束時間は早くなる(突流の継続時間が短くなる)。すなわち、節約量は、ガスOFF間隔時間および設定流量に左右される。
【0049】
配管長、配管径および圧力は、溶接施工環境が変わらない限り、一定の定数として扱うことができる。さらに、マスフローコントローラ31により設定流量を溶接部位に応じて変更しない場合は、設定流量をも定数として扱うことができる。すなわち、ガスOFF間隔時間のみを変数として取り扱うことができる。そこで、図3に示すように、ガス節約量特性テーブルGtを、変数であるガスOFF間隔時間毎に複数作成しておく。
【0050】
マスフローコントローラ31により設定流量を溶接部位に応じて変更する場合は、ガスOFF間隔時間および設定流量を変数として取り扱う。すなわち、ガスOFF間隔時間毎に複数作成したガス節約量特性テーブルGtのセットを、さらに設定流量毎に作成しておく。
【0051】
上記ガスOFF間隔時間は、所定間隔(図示するように例えば1秒)刻みとし、さらには最大値を定めておくとよい。後述することになるが、ガス節約量を算出するための過程において、複数用意したガス節約量特性テーブルGtの中から、計測したガスOFF間隔時間に応じたいずれか1つを選択することになる。ガスOFF間隔時間を所定間隔刻みとし、この所定間隔毎にテーブル化しておくことによって、計測したガスOFF間隔時間に応じたテーブルが存在しない場合は、存在しているテーブルを補間演算することにより新たな作成することが可能となる。さらに、上記ガス節約量特性テーブルGtは、ティーチペンダント15によって修正したり、溶接施工環境に応じて任意に作成することができるように構成しておくことが望ましい。
【0052】
次に、図4および図5を参照して、ガス節約量特性テーブルGtを使ってガス節約量を算出する処理について説明する。この処理はロボットコントローラ16の上述した各部が行う。シールドガスの出力・停止制御は、教示データDwに基づくタイミング、またはティーチペンダント15からのガス出力操作信号Goに基づくタイミングで実行されるものであるが、タイミングがどちらであっても、処理自体に大きな差異はない。したがって、以下では、上記タイミングを特に区別することなく説明する。
【0053】
図4は、シールドガスの出力開始処理の流れを説明するためのフローチャートである。
【0054】
ステップS11において、溶接制御部28は、ガス出力信号Mgを溶接電源3に出力する。このことによって、シールドガスの出力が開始される。
【0055】
ステップS12において、タイマ9によりガスON経過時間Tonの計測を開始する。この計測は、後述するステップS22(図5参照)でシールドガスの出力を停止するまで継続する。
【0056】
ステップS13において、タイマ9によるガスOFF間隔時間Tintの計測を終了し、その値を取得してRAM8に記憶する。ガスOFF間隔時間Tintの計測を終了する理由は、後述するステップS25(図5参照)において、シールドガスの出力停止後にガスOFF間隔時間Tintの計測が開始されているからである。
【0057】
以上の処理によって、ガス節約量の算出に必要なガスOFF間隔時間Tintが取得される。
【0058】
図5は、シールドガスの出力停止処理の流れを説明するためのフローチャートである。この処理の中で、ガス節約量を算出する。
【0059】
ステップS21において、溶接制御部28は、ガス出力信号MgをOFFにして溶接電源3に出力する。このことによって、シールドガスの出力が停止される。
【0060】
ステップS22において、タイマ9によるガスON経過時間Tonの計測を終了し、その値を取得してRAM8に記憶する。
【0061】
ステップS23において、主制御部21は、上記ステップS13で取得したガスOFF間隔時間Tintに応じて、複数のガス節約量特性テーブルGtの中から、いずれか1つを選択する。また、設定流量を溶接部位によって変更する場合は、予め設定されたガス流量設定値およびガスOFF間隔時間Tintに応じて選択する。このとき、ガスOFF間隔時間Tintまたはガス流量設定値に応じたテーブルが存在しない場合は、近接して存在しているテーブルを2つ選択し、補間演算することにより新たに作成して選択するようにすれば良い。
【0062】
ステップS24において、主制御部21は、選択したガス節約量特性テーブルGtに、上記ステップS22で取得したガスON経過時間Tonを入力し、シールドガスの1出力毎の節約量Gsを算出する。ここで、図3を再度参照して、シールドガスの1出力毎の節約量を算出する例を説明する。例えば、ガスOFF間隔時間Tintが2.0秒であった場合は、図3の波形Xbが選択される。そして、ステップS22で取得したガスON経過時間Tonが1.5秒であったときは、この値を横軸に入力し、波形Xbとの交点を求めて縦軸のガス節約量を算出する。この例では、シールドガスの1出力毎の節約量Gsは、0.35リットルとなる。
【0063】
図5に戻り、ステップS25において、ガスOFF間隔時間Tintの計測を開始する。なお、このステップS25と、上述したステップS23〜S24は、逆でも良い。
【0064】
ステップS26において、シールドガスの出力が行われたのが、教示データの再生中であったか否かを判定する。Noの場合(すなわち、ティーチペンダント15からのガス出力操作信号Goによるガス出力であった場合)は、ステップS28に移行する。Yesの場合は、ステップS27に移行する。
【0065】
ステップS27において、教示データ単位の節約量Gspを更新する。すなわち、ステップS24で算出したシールドガスの1出力毎の節約量Gsを、現在の節約量Gspに加算する。
【0066】
ステップS28において、シールドガスの総節約量を更新する。すなわち、ステップS24で算出したシールドガスの1出力毎の節約量Gsを、現在の総節約量Gstに加算する。
【0067】
ステップS29において、シールドガスの総節約量Gstを金額換算した総低減金額Ktを更新する。すなわち、シールドガスの1出力毎の節約量Gsにガス単価Kgを乗算した値を、現在の総低減金額Ktに加算する。
【0068】
以上の処理によって、シールドガスの節約量が算出される。この後は、算出した節約効果値(総節約量Gst、総低減金額Ktおよび教示データ単位の節約量Gsp)を、ティーチペンダント15に出力表示する。出力表示するタイミングは、教示データDwの再生が完了したとき、またはオペレータによりティーチペンダント15が操作されて節約効果値の表示要求があったとき、あるいはその両方のタイミングとすればよい。
【0069】
[実施の形態2]
次に、本発明の実施形態2について説明する。実施形態1との相違は、シールドガスの出力制御手段としてガス電磁弁19を、ガス流量制御手段としてオリフィス等の調整機構を使用した点である。
【0070】
図6は、本発明の実施形態2に係るアーク溶接装置の構成図である。以下、実施形態1との相違部分について説明する。同図において、ガス電磁弁19は、溶接電源3と接続されており、溶接電源3からの入力に応じて電磁弁を開閉作動する。溶接電源3は、ロボットコントローラ16からのガス出力信号Mgを入力として、ガス電磁弁19に対し、シールドガスを出力または停止させるための指令信号を出力する。ガス流量制御手段に相当する調整機構20は、例えば、従来技術2に開示されているオリフィス、チューブまたはチャンバ等である。
【0071】
上記のように構成した実施形態2においても、実施形態1と同様に、シールドガスの節約量を算出することが可能である。すなわち、図8(a)で示した節約量Gsaを算出するためのガス節約量特性テーブルGtを予め記憶しておき、シールドガスの出力開始時に図4で説明した処理を行い、出力停止時に図5で説明した処理を行うことによって、容易にシールドガスの節約量を算出し、オペレータに節約効果を知らしめることができる。
【0072】
以上説明したように、シールドガスの出力開始から出力停止までのガスON経過時間Tonおよび出力停止から出力開始までのガスOFF間隔時間Tintを計測し、これらの時間とガス節約量特性テーブルGtとの関係に基づいてシールドガスの1出力毎の節約量Gsを算出し、この節約量を積算した節約効果値(総節約量Gst、総低減金額Ktおよび教示データ単位の節約量Gsp)を算出して、表示手段であるティーチペンダント15に表示するようにしている。このことによって、ガス流量調整手段(マスフローコントローラ31、調整機構20等)を導入した場合に得られるシールドガスの節約効果を、特別な測定機器を使用しなくても簡単に把握することができる。
【0073】
また、ガス節約量特性テーブルGtは、ガスOFF間隔時間Tintのパターンに応じて予め作成しておくべきものであるため、節約量を精度良く算出するためには、ガスOFF間隔時間Tintを相当数想定し、実験によって予め定めておく必要がある。計測したガスOFF間隔時間Tintに応じたガス節約量特性テーブルGtが存在しない場合は、存在している複数のガス節約量特性テーブルGtを補間演算することにより新たなガス節約量特性テーブルGtを作成するようにしている。このことによって、ガス節約量特性テーブルGtを相当数記憶しておかなくても、上記効果を発揮することができる。
【0074】
また、実施形態1では、ガス流量制御手段として、外部からの信号入力によりシールドガスの出力、停止および流量調整を行うマスフローコントローラ31を用いるようにしている。オリフィス等の機構的な手段は、突流が小さくなるように抑制する効果を有しているものの、突流自体の発生を完全に抑制することはできない。また、ガス流量が所望値となるように制御することができない。これに対し、マスフローコントローラ31は、外部からの設定流量信号によって非常にきめ細やかな流量制御が可能となっている。すなわち、マスフローコントローラ31を用いることによって、より一層、シールドガスを節約することができる。
【0075】
また、シールドガスの単位量あたりの金額であるガス単価Kgを予め記憶しておき、算出した総節約量Gstにガス単価Kgを乗ずることによって、総低減金額Ktを表示するようにしている。このことによって、シールドガスの節約による効果を金額によって把握することができる。
【0076】
また、ガス単価Kgをティーチペンダント15によって変更可能としたことによって、ガス単価の変動に容易に対応することができる。
【符号の説明】
【0077】
1 アーク溶接装置
2 ワーク
3 溶接電源
7 溶接トーチ
8 RAM
9 タイマ
13 溶接ワイヤ
14 マニピュレータ
15 ティーチペンダント
16 ロボットコントローラ
19 ガス電磁弁
20 調整機構
21 主制御部
22 ハードディスク
23 軌道計画部
24 バッファ
25 サーボ制御部
26 サーボ駆動部
27 現在位置監視部
28 溶接制御部
30 ガスシリンダ
31 マスフローコントローラ
Dc 表示出力信号
Dw 教示データ
Go ガス出力操作信号
Gs 節約量
Gsa 節約量
Gsb 節約量
Gsp 教示データ単位の節約量
Gst 総節約量
Gt ガス節約量特性テーブル
Ha 波形
Hb 波形
Hc 波形
Hc 表示出力信号
Kg ガス単価
Kt 総低減金額
Mc 動作制御信号
Mg ガス出力信号
Ms ガス流量設定信号
Tint 間隔時間
Ton 経過時間
Ws 溶接制御信号
Xa 波形
Xb 波形
Xc 波形
【特許請求の範囲】
【請求項1】
シールドガスの突流を抑制するためのガス流量制御手段を有し、外部からの信号入力または予め作成された教示データに基づいたタイミングでシールドガスの出力を開始または停止させるアーク溶接装置において、
シールドガスの出力開始から出力停止までのガスON経過時間および出力停止から出力開始までのガスOFF間隔時間を計測する計測手段と、
前記ガスON経過時間とシールドガスの節約量との関係を予め定めたガス節約量特性テーブルを、前記ガスOFF間隔時間毎に複数記憶した記憶手段と、
計測したガスOFF間隔時間に応じて複数のガス節約量特性テーブルの中からいずれか1つを選択するテーブル選択手段と、
選択したガス節約量特性テーブルに前記ガスON経過時間を入力し、シールドガスの1出力毎の節約量を算出するガス節約量算出手段と、
前記節約量を積算した節約効果値を算出する効果値算出手段と、
前記節約効果値を表示する表示手段と、
を備えたことを特徴とするアーク溶接装置。
【請求項2】
前記選択手段は、計測したガスOFF間隔時間に応じたガス節約量特性テーブルが存在しない場合は、存在している複数のガス節約量特性テーブルを補間演算することにより新たなガス節約量特性テーブルを作成して選択することを特徴とする請求項1記載のアーク溶接装置。
【請求項3】
前記ガス流量制御手段は、外部からの信号入力によりシールドガスの出力、停止および流量調整を行うマスフローコントローラであることを特徴とする請求項2記載のアーク溶接装置。
【請求項4】
前記節約効果値は、前記節約量の積算値に予め定めたガス単価を乗じて得られる低減金額を含むことを特徴とする請求項1〜3のいずれか1項に記載のアーク溶接装置。
【請求項5】
前記ガス単価は、前記教示データを作成するためのティーチペンダントによって変更可能であることを特徴とする請求項4記載のアーク溶接装置。
【請求項1】
シールドガスの突流を抑制するためのガス流量制御手段を有し、外部からの信号入力または予め作成された教示データに基づいたタイミングでシールドガスの出力を開始または停止させるアーク溶接装置において、
シールドガスの出力開始から出力停止までのガスON経過時間および出力停止から出力開始までのガスOFF間隔時間を計測する計測手段と、
前記ガスON経過時間とシールドガスの節約量との関係を予め定めたガス節約量特性テーブルを、前記ガスOFF間隔時間毎に複数記憶した記憶手段と、
計測したガスOFF間隔時間に応じて複数のガス節約量特性テーブルの中からいずれか1つを選択するテーブル選択手段と、
選択したガス節約量特性テーブルに前記ガスON経過時間を入力し、シールドガスの1出力毎の節約量を算出するガス節約量算出手段と、
前記節約量を積算した節約効果値を算出する効果値算出手段と、
前記節約効果値を表示する表示手段と、
を備えたことを特徴とするアーク溶接装置。
【請求項2】
前記選択手段は、計測したガスOFF間隔時間に応じたガス節約量特性テーブルが存在しない場合は、存在している複数のガス節約量特性テーブルを補間演算することにより新たなガス節約量特性テーブルを作成して選択することを特徴とする請求項1記載のアーク溶接装置。
【請求項3】
前記ガス流量制御手段は、外部からの信号入力によりシールドガスの出力、停止および流量調整を行うマスフローコントローラであることを特徴とする請求項2記載のアーク溶接装置。
【請求項4】
前記節約効果値は、前記節約量の積算値に予め定めたガス単価を乗じて得られる低減金額を含むことを特徴とする請求項1〜3のいずれか1項に記載のアーク溶接装置。
【請求項5】
前記ガス単価は、前記教示データを作成するためのティーチペンダントによって変更可能であることを特徴とする請求項4記載のアーク溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−194463(P2011−194463A)
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願番号】特願2010−67142(P2010−67142)
【出願日】平成22年3月24日(2010.3.24)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願日】平成22年3月24日(2010.3.24)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]