
インキ塗布方法、インキ塗布装置、インキ塗布済の床材の製造方法およびインキ塗布済の床材
【課題】床材の上面傾斜面に対して、高速でインキを塗布する方法および塗布装置、インキ塗布済の床材の製造方法、並びに当該インキ塗布済の床材の製造方法によるインキ塗布済の床材を提供する。
【解決手段】インキ塗布装置10は、床材11を支持して搬送する複数の搬送ローラー31と、搬送ローラー31により搬送される床材11の面取り部21aおよびその近傍の床材上面21に、インキ27に親和性を持つ溶液28を塗布する溶液塗布ロール32と、溶液塗布ロール32により塗布された溶液28のうち、床材11の上面21に残る溶液28を掻きとる吸水ロール33とを備え、面取り部21aに塗布された溶液28に対しインキ27を塗布するインキ塗布手段34が設けられている。このインキ塗布手段34は、回動自在に支持され、その外周面上に付着されたインキ27を面取り部21a上の溶液28に塗布する2段印刷版胴35を有している。
【解決手段】インキ塗布装置10は、床材11を支持して搬送する複数の搬送ローラー31と、搬送ローラー31により搬送される床材11の面取り部21aおよびその近傍の床材上面21に、インキ27に親和性を持つ溶液28を塗布する溶液塗布ロール32と、溶液塗布ロール32により塗布された溶液28のうち、床材11の上面21に残る溶液28を掻きとる吸水ロール33とを備え、面取り部21aに塗布された溶液28に対しインキ27を塗布するインキ塗布手段34が設けられている。このインキ塗布手段34は、回動自在に支持され、その外周面上に付着されたインキ27を面取り部21a上の溶液28に塗布する2段印刷版胴35を有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、床材の上面に形成された傾斜面に対してインキを塗布するインキ塗布方法およびインキ塗布装置に係り、とりわけ傾斜面に対して容易にかつ精度良くインキを塗布することができるインキ塗布方法およびインキ塗布装置に関する。また本発明は、インキ塗布済の床材の製造方法、並びに当該インキ塗布済の床材の製造方法により得られたインキ塗布済の床材に関する。
【背景技術】
【0002】
建築材料である床材の上面には、装飾性のため、傾斜面、例えば縦溝、横溝が形成されることがある。また、複数の床材を床面に敷き詰めた際、各床材の間に縦溝または横溝を形成するため、各床材の上面の端部に傾斜面、例えば面取り部が形成されることもある。
【0003】
床材の上面に形成されたこれらの傾斜面に対してインキを塗布する方法として、傾斜面を含む床材上面全てに対してインキ塗布ロールによりインキを塗布し、その後、掻きとりロールにより傾斜面以外、例えば床材上面の平坦面に塗布されたインキを掻きとる方法が知られている。
【0004】
例えば特許文献1において、化粧シート表面に形成された凹部の着色方法が示されている。この着色方法は、一定方向に進行する化粧シートの表面に、化粧シートを進行方向に押出す向きに回転する着色剤含有スポンジロールを接触させることにより、化粧シート表面を着色する工程と、化粧シートを進行方向に押出す向きとは逆向きに回転する、少なくとも2つの着色剤掻き取りロールを順に化粧シート表面に接触させることにより、凹部以外に付着した着色剤を掻き取る工程とを備えている。
【0005】
また、特許文献2において、ワークの一辺から他辺に通じる凹溝内に塗装をおこなう溝塗装装置が示されている。この溝塗装装置は、ワークの凹溝内に塗料を塗布する塗布ノズルと、ワークの一辺側の端面に当接するとともに凹溝の一端に連通する凹部を形成した受ストッパーと、ワークの他辺側の端面に当接するとともに凹溝の他端に連通する凹部を形成してワークを受ストッパー側に押圧する押圧プッシャーと、受ストッパー及び押圧プッシャーにおける凹部の底部に連通して凹部内に流入した余分の塗料を吸引排出する吸引排出手段を備えている。
【0006】
また、特許文献3には別の溝塗装方法が示されている。この溝塗装方法は、溝を有する化粧板の溝の開口に、フィルムの表面に塗料からなる転写層を有する転写フィルムを、その表面が溝方向に向くように載せ、この転写フィルムの裏面から溝の面をほぼ均一に押圧できる形状の型面を押し当てて転写層を溝の面に付着させた後、フィルムを剥がして溝の面に転写層を転写させるものである。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−313142号公報
【特許文献2】実開平6−3469号公報
【特許文献3】特開平6−233966号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1に開示されている着色方法においては、床材上面のうち傾斜面以外に塗布されたインキを掻きとることになるため、インキの無駄使いが多いという問題があった。また、表面の溝の凹凸形状によっては、インキが掻きとり切れないこともあり、掻きとり易い溝形状である必要があった。また、特許文献2に開示されている溝塗装装置、または特許文献3に開示されている溝塗装方法においては、高速で塗装を行うことが困難であり、さらに、床材の傾斜面は一般に積層体からなる床材を切削などにより加工することにより形成されるため、傾斜面上にささくれなどの凹凸部が形成されやすく、このため凹凸部においてインキかすれなどが生じ、塗装が不安定になることも考えられる。
【0009】
本発明は、このような点を考慮してなされたものであり、床材の上面に形成された傾斜面に対して、インキを無駄に使うことなく、またインキかすれなどを生じさせることなく、高速で、容易かつ精度良くインキを塗布することが可能なインキ塗布方法、およびインキ塗布装置を提供することを目的とする。また本発明は、インキ塗布済の床材の製造方法、並びに当該インキ塗布済の床材の製造方法により得られたインキ塗布済の床材を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、木質板と、木質板上に積層された化粧シートとを有する床材の上面に形成された傾斜面に対してインキを塗布する方法において、前記傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する工程と、塗布された溶液のうち、床材上面に残る溶液を除去する工程と、傾斜面上の溶液に対してインキを塗布する工程と、を備えたことを特徴とするインキ塗布方法である。
【0011】
本発明は、傾斜面は、床材の上面端部に形成された面取り部からなることを特徴とするインキ塗布方法である。
【0012】
本発明は、面取り部が形成された床材の上面端部に対応する側面に、雄実部または雌実部が設けられていることを特徴とするインキ塗布方法である。
【0013】
本発明は、傾斜面は、床材の上面に形成された縦溝または横溝の傾斜面からなることを特徴とするインキ塗布方法である。
【0014】
本発明は、傾斜面は、化粧シートから木質板にまで達することを特徴とするインキ塗布方法である。
【0015】
本発明は、木質板と、木質板上に積層された化粧シートとを有する床材の上面に形成された傾斜面に対してインキを塗布する装置において、床材を支持して搬送する搬送ローラーと、搬送ローラーにより搬送される床材の傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する溶液塗布手段と、溶液塗布手段により塗布された溶液のうち、床材の上面に残る溶液を除去する溶液除去手段と、傾斜面上の溶液に対してインキを塗布するインキ塗布手段と、を備えたことを特徴とするインキ塗布装置である。
【0016】
本発明は、傾斜面は、床材の上面端部に形成された面取り部からなることを特徴とするインキ塗布装置である。
【0017】
本発明は、面取り部が形成された床材の上面端部に対応する側面に、雄実部または雌実部が設けられていることを特徴とするインキ塗布装置である。
【0018】
本発明は、傾斜面は、床材の上面に形成された縦溝または横溝の傾斜面からなることを特徴とするインキ塗布装置である。
【0019】
本発明は、傾斜面は、化粧シートから木質板にまで達することを特徴とするインキ塗布装置である。
【0020】
本発明は、インキ塗布手段は、小径部と、小径部に連結して設けられた大径部とを含む2段印刷版胴を有することを特徴とするインキ塗布装置である。
【0021】
本発明は、2段印刷版胴は、床材の搬送方向に対して逆向きに回転することを特徴とするインキ塗布装置である。
【0022】
本発明は、溶液除去手段は、吸水ロール駆動機構により駆動されて回転する吸水ロールからなることを特徴とするインキ塗布装置である。
【0023】
本発明は、吸水ロールは、吸水ロール駆動機構により駆動されて床材の搬送方向と同一の向きに回転することを特徴とするインキ塗布装置である。
【0024】
本発明は、溶液塗布手段は、塗布ロール駆動機構により駆動されて回転する溶液塗布ロールからなることを特徴とするインキ塗布装置である。
【0025】
本発明は、溶液塗布ロールは、塗布ロール駆動機構により駆動されて床材の搬送方向と同一の向きに回転することを特徴とするインキ塗布装置である。
【0026】
本発明は、インキ塗布済の床材の製造方法において、木質板と、木質板上に積層された化粧シートとを有し、上面に傾斜面が形成された床材を準備する工程と、床材の上面に形成された傾斜面に対してインキを塗布する工程と、を備え、前記インキを塗布する工程は、前記傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する工程と、塗布された溶液のうち、床材上面に残る溶液を除去する工程と、傾斜面上の溶液に対してインキを塗布する工程と、を有することを特徴とするインキ塗布済の床材の製造方法である。
【0027】
本発明は、インキ塗布済の床材の製造方法によって得られたインキ塗布済の床材において、前記インキ塗布済の床材の製造方法は、木質板と、木質板上に積層された化粧シートとを有し、上面に傾斜面が形成された床材を準備する工程と、床材の上面に形成された傾斜面に対してインキを塗布する工程と、を備え、前記インキを塗布する工程は、前記傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する工程と、塗布された溶液のうち、床材上面に残る溶液を除去する工程と、傾斜面上の溶液に対してインキを塗布する工程と、を有することを特徴とするインキ塗布済の床材である。
【発明の効果】
【0028】
本発明によれば、まず傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布し、次に、塗布された溶液のうち、床材上面に残る溶液を除去し、その後、傾斜面上の溶液に対してインキを塗布する。このようにして、床材上面の傾斜面に対してインキを容易かつ精度良く塗布することができる。このことにより、インキを無駄に使うことなく、またインキかすれなどを生じさせることなく、高速でインキを塗布することが可能となる。これによって、インキ塗布済の床材を容易に製造することができる。また、床材上面の傾斜面に対してインクを塗布する際の傾斜面の形状に対する制約がなくなり、このため、種々の意匠を床材に容易に表現することが可能となる。
【図面の簡単な説明】
【0029】
【図1】図1は、本実施の第1の実施の形態におけるインキ塗布装置全体を示す斜視図。
【図2】図2は、本実施の第1の実施の形態における床材の断面を示す図。
【図3】図3は、本発明の第1の実施の形態における床材を示す平面図。
【図4】図4は、本発明の第1の実施の形態における床材を示す側面図。
【図5】図5は、本発明の第1の実施の形態において、2つの床材が連結された様子を示す図。
【図6】図6(a)は、本発明の第1の実施の形態における2段印刷版胴を示す正面図、図6(b)は、本発明の第1の実施の形態における2段印刷版胴を示す側面図、図6(c)は、図6(a)に示す2段印刷版胴のうちその端部を拡大して示す図。
【図7】図7は、本実施の第2の実施の形態におけるインキ塗布装置全体を示す斜視図。
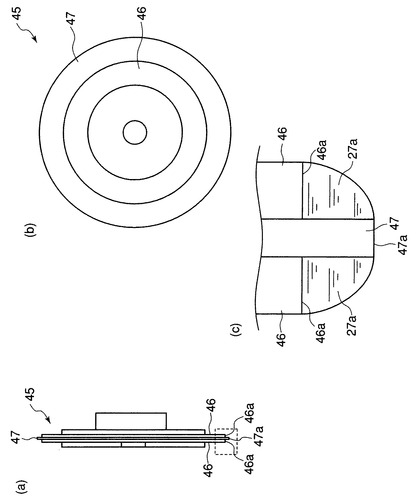
【図8】図8(a)は、本発明の第2の実施の形態における2段印刷版胴を示す正面図、図8(b)は、本発明の第2の実施の形態における2段印刷版胴示す側面図、図8(c)は、図8(a)に示すインキ塗布手段のうちその端部を拡大して示す図。
【発明を実施するための形態】
【0030】
第1の実施の形態
以下、図面を参照して本発明の第1の実施の形態について説明する。
【0031】
図1乃至図6は、本発明によるインキ塗布装置の第1の実施の形態を示す図である。
ここで、図1は、本実施の第1の実施の形態におけるインキ塗布装置全体を示す斜視図であり、図2は、本実施の第1の実施の形態における床材の断面を示す図である。図3は、本発明の第1の実施の形態における床材を示す平面図であり、図4は、本発明の第1の実施の形態における床材を示す側面図である。図5は、本発明の第1の実施の形態において、2つの床材が連結された様子を示す図である。図6(a)は、本発明の第1の実施の形態における2段印刷版胴を示す正面図であり、図6(b)は、本発明の第1の実施の形態における2段印刷版胴を示す側面図であり、図6(c)は、図6(a)に示す2段印刷版胴のうちその端部を拡大して示す図である。
【0032】
床材
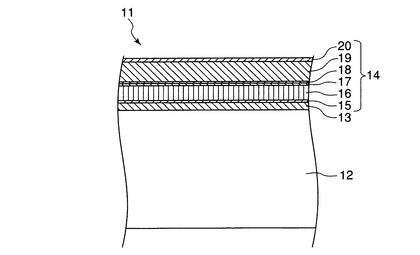
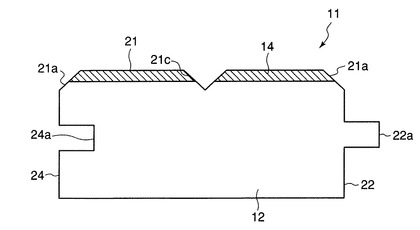
まず図2乃至図5により、本実施の形態によるインキ塗布装置10によりインキ27が塗布される床材11について説明する。図2に示すように、床材11は、木質板12と、木質板12上に第1接着剤コート層13を介して積層された化粧シート14とを有している。
【0033】
次に、床材11の層構成について更に詳述する。床材11のうち木質板12の構成は特に限定されないが、例えば杉、檜、樫、ラワン、チークなどの樹木から構成される木材単板・合板、パーティクルボード、中密度繊維板(MDF)等が挙げられる。木質板12の厚さは特に限定されないが、例えば3〜21mmの範囲内であり、例えば11.8mmである。
【0034】
床材11のうち第1接着剤コート層13の材質は特に限定されず、木質板12および化粧シート14に応じて適宜選択される。例えば第1接着剤コート層13として、酢酸ビニル樹脂系の接着剤を使用することができる。第1接着剤コート層13の厚さは、例えば30μmである。
【0035】
次に、床材11のうち化粧シート14について説明する。化粧シート14の構成も特に限定されないが、例えば化粧シート14は、第1接着剤コート層13側から順に配置されたウレタン系プライマー裏面コート層15と、着色オレフィン樹脂原反層16と、絵柄印刷層17と、接着剤コート層18と、透明ポリプロピレン(PP)樹脂フィルム19と、電離放射線硬化型樹脂コート層とを有している。各層15、16、17、18、19、20の厚さは特に限定されないが、例えば、各層15、16、17、18、19、20の厚さはそれぞれ1μm、60μm、10μm、3μm、80μm、15μmであり、従って、化粧シート14の厚さは約170μmである。
【0036】
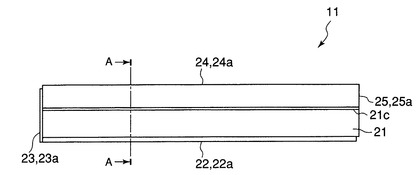
次に図3および図4を参照して、床材11の形状について説明する。図3は、上から見た場合の床材11を示す平面図である。図3に示すように、床材11は長方形の形状を有し、その長さは例えば1818mmであり、その幅は例えば303mmである。また、床材11の側面のうち、一側の長側面22には後述する雄実部22aが設けられ、他側の長側面24には後述する雌実部24aが設けられている。また、一側の短側面23には雄実部23aが設けられ、他側の短側面25には雌実部25aが設けられている。また、床材11の上面には縦溝21c(傾斜面)が形成されている。
【0037】
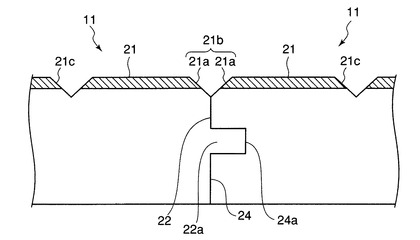
次に図4および図5を参照して、雄実部22a、雌実部24aおよび縦溝21cについて詳述する。図4は、図3の床材11をA−A方向から見た場合の断面を示す図であり、図5は、1つの床材11と他の床材11とが連結された様子を示す図である。図4に示すように、一側の長側面22に設けられた雄実部22aは凸状の形状を有し、他側の長側面24に設けられた雌実部24aは凹状の形状を有している。また、雄実部22aと雌実部24aとは相補的な寸法を有しており、このため、図5に示すように、1つの床材11の長側部22に設けられた雄実部22aを、他の床材11の長側面24に設けられた雌実部24aに嵌め込むことにより、2つの床材11、11をその長側面22、24において連結することができる。
【0038】
また、図4に示すように、雄実部22aが設けられた一側の長側面22の上端部、すなわち床材11の上面21の端部には、面取り部21a(傾斜面)が形成されている。同様に、雌実部24aが設けられた他側の長側面24の上端部にも、面取り部21aが形成されている。これら面取り部21aの深さは1mmであり、その幅は1mmである。従って、2つの床材11、11がその長側面22、24において連結された場合、床材11、11の上面21、21のうち床材11、11が接する位置において、図5に示す縦溝21bが形成されることになる。この縦溝21bの深さは1mm、幅は2mmであり、床材11の上面21の中央部に形成された縦溝21cと同一の深さおよび幅を有している。
【0039】
また図4および図5に示すように、床材11の面取り部21aおよび縦溝21cは、床材11の化粧シート14から木質板12にまで達する深さを有している。なお、このような面取り部21aおよび縦溝21cは、床材11に例えば切削加工を施すことにより形成されるが、この際、面取り部21aおよび縦溝21cのうち木質板12にまで達する部分には、ささくれなどの凹凸部が形成されやすい。そのような凹凸部の高さは、例えば100〜200μmである。
なお、床材11の密着性を向上させるため、床材11に後述する溶液28およびインキ27を塗布する前に、床材11のうち面取り部21aおよび縦溝21cを含む上面21にコロナ放電処理を施すことが好ましい。
【0040】
溶液およびインキ
次に、床材11の面取り部21aおよび縦溝21cに塗布されるインキ27、およびインキ27に対して親和性を持つ溶液28について説明する。
【0041】
まずインキ27について説明する。インキ27の種類は特に限定されず、化粧シートの分野で用いられる公知のインキ27が挙げられる。例えば、公知の染料又は顔料を結着剤樹脂とともに溶剤又は分散剤中に溶解又は分散させて得られる着色インキ等である。
【0042】
顔料又は染料としては、例えば、カーボンブラック、チタン白、亜鉛華、弁柄、紺青、カドミウムレッド等の無機顔料;アゾ顔料、レーキ顔料、アントラキノン顔料、キナクリドン顔料、フタロシアニン顔料、イソインドリノン顔料、ジオキサジン顔料等の有機顔料;アルミニウム粉、ブロンズ粉等の金属粉顔料;酸化チタン被覆雲母、酸化塩化ビスマス等の真珠光沢顔料;蛍光顔料;夜光顔料等が挙げられる。これらは単独又は2種以上を混合して使用できる。また、シリカ等のフィラー、有機ビーズ等の体質顔料、中和剤、界面活性剤等をさらに含んでもよい。
【0043】
結着剤樹脂としては、例えば、アクリル系樹脂、スチレン系樹脂、ポリエステル系樹脂、ウレタン系樹脂、アクリルウレタン系樹脂、塩素化ポリオレフィン系樹脂、塩化ビニル−酢酸ビニル共重合体系樹脂、ポリビニルブチラール樹脂、アルキド系樹脂、石油系樹脂、ケトン樹脂、エポキシ系樹脂、メラミン系樹脂、フッ素系樹脂、シリコン系樹脂、繊維素誘導体、ゴム系樹脂等が挙げられる。これらの樹脂は、単独又は2種以上を混合して使用してもよい。
【0044】
次に、インキ27に対して親和性を持つ溶液28について説明する。溶液28は、使用されるインキ27に対して親和性を有していれば特に限定されず、例えば、水とIPA(イソプロピルアルコール)との混合溶液、水とTPM(トリフェニルメタン)との混合溶液、または水とDMP(ジプロピレングリコールメチルエーテル)との混合溶液などが挙げられる。なお、濡れ拡がり特性と乾燥特性の点で考えると、溶液28として、良好な濡れ拡がり性と適度な乾燥特性を有する水とIPAとの混合溶液を用いることが好ましい。
さらに、床材11の面取り部21aとの結合を強固にすることを目的に、溶液28中で分散する、または溶液28に可溶な架橋剤を加えることもできる。
【0045】
インキ塗布装置
次に、図1および図6を参照して、床材11の上面21に形成された面取り部21aに対してインキ27を塗布するインキ塗布装置10について説明する。
【0046】
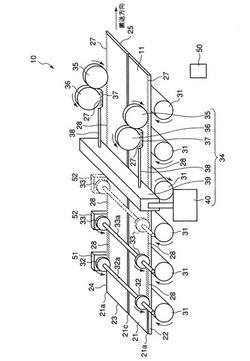
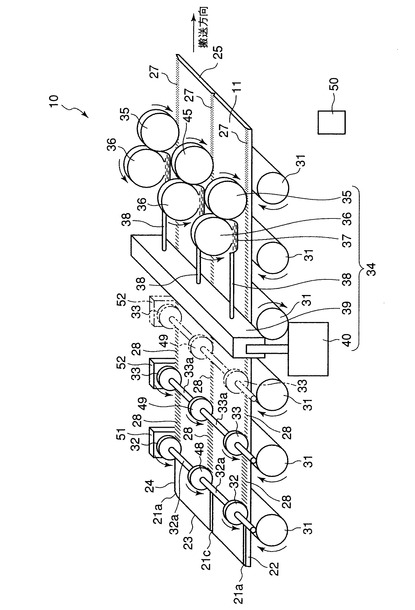
図1に示すように、インキ塗布装置10は、床材11を支持して搬送する複数の搬送ローラー31と、搬送ローラー31により搬送される床材11の面取り部21aおよびその近傍の床材上面21に、インキ27に対して親和性を持つ溶液28を塗布する溶液塗布ロール32(溶液塗布手段)と、溶液塗布ロール32により塗布された溶液28のうち、床材11の上面21に残る溶液28を掻きとって除去する吸水ロール33(溶液除去手段)と、面取り部21a上の溶液28に対してインキ27を塗布するインキ塗布手段34とを備えている。なお本願において、「面取り部21aの近傍」とは、面取り部21aにより形成される溝21bの縁部(面取り部21aと上面21との境界)より1〜5mm程度の範囲を意味している。
【0047】
このうち溶液塗布ロール32は、クッション性のあるスポンジ状のロールから形成されていることが好ましい。ロールの材質の種類は特に限定されないが、例えばウレタン樹脂系の材料を使用することができる。また溶液塗布ロール32には、インキ27に対して親和性を持つ溶液28が予め浸透されている。また吸水ロール33も、吸水性のあるスポンジ状のロールから形成されている。これらの溶液塗布ロール32および吸水ロール33は、それぞれシャフト32a、33aにより回動自在に支持されるとともに、床材11の上面21に押し当てられている。また、各シャフト32a、33aの高さは調整可能となっており、このため、各シャフト32a、33aの高さを調整することにより、床材11の上面21に押し当てられている溶液塗布ロール32および吸水ロール33の押し当て量(押し当て強さ)を調整することができる。
【0048】
また図1に示すように、溶液塗布ロール32は、シャフト32aを介して塗布ロール駆動機構51により回転駆動されている。このため、溶液塗布ロール32によって床材11の面取り部21aおよびその近傍の床材11の上面21に溶液28を塗布する際、床材11上で溶液塗布ロール32が空回りすることはない。このことにより、床材11の面取り部21aおよびその近傍の床材11の上面21に、インキ27に対して親和性を持つ溶液28を確実に塗布することができる。
なお溶液塗布ロール32の回転の向きは特に限定されないが、好ましくは、図1において矢印で示すように、溶液塗布ロール32は、塗布ロール駆動機構51により駆動されて床材11の搬送方向と同一の向きに回転する。
【0049】
また図1に示すように、吸水ロール33は、シャフト33aを介して吸水ロール駆動機構52により回転駆動されている。このため、吸水ロール33によって床材11の上面21に残る溶液28を掻きとる際、床材11上で吸水ロール33が空回りすることはない。このことにより、床材11の上面21に残る溶液28を精度良く掻きとることができる。
なお吸水ロール33の回転の向きは特に限定されないが、好ましくは、図1において矢印で示すように、吸水ロール33は、吸水ロール駆動機構52により駆動されて床材11の搬送方向と同一の向きに回転する。
【0050】
床材11の搬送速度、すなわち各搬送ローラー31の回転速度は、制御部50により制御されている。同様に、溶液塗布ロール32および吸水ロール33の回転速度は、制御部50により制御されている。溶液塗布ロール32および吸水ロール33の回転速度は、床材11の搬送速度、床材11の層構成および溶液28の種類などに応じて適宜設定されるが、例えば溶液塗布ロール32の回転速度(溶液塗布ロール32の周速度)は20〜40m/minの範囲内となっており、吸水ロール33の回転速度(吸水ロール33の周速度)は20〜40m/minの範囲内となっている。
【0051】
またインキ塗布手段34は、回動自在に支持され、その外周面上に付着されたインキ27を面取り部21a上の溶液28に塗布する2段印刷版胴35と、回動自在に支持されるとともにインキパン37内のインキ27に浸るよう設けられ、そして2段印刷版胴35の外周面上にインキ27を付着させるファニッシャーロール36とを有している。このうち2段印刷版胴35は、図1に示すように、2段印刷版胴35の外周面が床材11と接する位置において2段印刷版胴35の外周面が床材11の搬送方向に対して逆向きに回転するよう、駆動機構(図示せず)により駆動される。また、インキパン37には排出チューブ38が接続されており、排出チューブ38の他端は、インキ27を一時的に貯蔵するインキバッファタンク39に接続されている。このインキバッファタンク39にはインキタンク40が接続されており、このため、インキタンク40に蓄えられているインキ27は、インキバッファタンク39および排出チューブ38を経由してインキパン37へ供給される。
【0052】
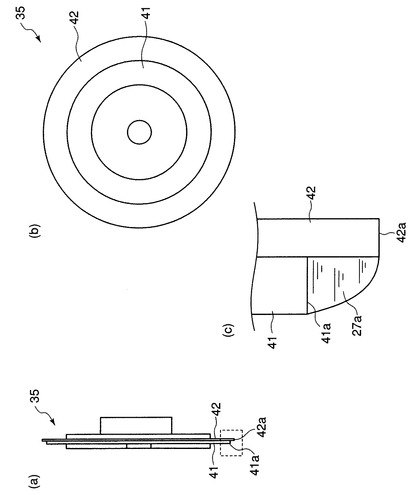
次に図6を参照して、インキ塗布手段34の2段印刷版胴35について詳述する。図6(a)は、床材11の搬送方向から見た場合の2段印刷版胴35を示す正面図であり、図6(b)は、2段印刷版胴35を示す側面図である。また図6(c)は、図6(a)に示す2段印刷版胴35のうちその外周面近傍(図6(a)において点線で囲まれた部分)を拡大して示す図である。
【0053】
図6(a)(b)に示すように、2段印刷版胴35は、小径部41と、小径部41に連結して設けられた大径部42とを含んでいる。このうち小径部41の厚さは1.2mmであり、大径部42の厚さは0.8mmである。また小径部41の半径と大径部42の半径の差は1.5mmである。この半径の差に起因して、図6(c)に示すように、2段印刷版胴35を回転させて床材11の面取り部21aにインキ27を塗布する際、小径部41の端部41aと大径部42の端部42aとの間において、小径部41の半径と大径部42の半径の差1.5mmに対応する領域には、その表面が表面張力により湾曲しているインキ27の液塊27aが形成される。
【0054】
インキ塗布方法
次に、床材11の上面21に形成された面取り部21aに対してインキ27を塗布する方法について説明する。
【0055】
はじめに、図1に示すように、長側部22,24の上端部にそれぞれ面取り部21aが形成された床材11を準備する。次に、床材11の長側部22,24の長さ方向がインキ塗布装置10の搬送ローラー31の搬送方向と一致するよう床材11の方向を整えた後、床材11の他側の短側部25がインキ塗布装置10の溶液塗布ロール32に到達するまで、搬送ローラー31により床材11を搬送する。この際、床材の搬送速度が70m/minとなるよう、制御装置50により各搬送ローラー31を制御する。
【0056】
次に、図1に示すように、床材11の上面21に押し当てられた溶液塗布ロール32により、床材11の面取り部21aおよびその近傍の床材11の上面21に、インキ27に対して親和性を持つ溶液28を塗布する。この際、溶液塗布ロール32の回転速度が20m/minとなるよう、制御装置50により塗布ロール駆動機構51を制御する。次に、各搬送ローラー31により床材11を吸水ロール33に送った後、溶液塗布ロール32により床材11に塗布された溶液28のうち床材11の上面21に残る溶液28を、吸水ロール33により掻きとる。この際、吸水ロール33の回転速度が20m/minとなるよう、制御装置50により吸水ロール駆動機構52を制御する。この場合、床材11の上面21は一般に凹凸の少ない滑らかな表面からなり、このため、床材11の上面21に残る溶液28を吸水ロール33により掻きとることは容易である。このようにして、図1に示すように、床材11のうち面取り部21aのみが溶液28により被覆される。
【0057】
次に、各搬送ローラー31により床材11がインキ塗布手段34の2段印刷版胴35に送られると、床材の搬送速度が30m/minとなるよう、制御装置50により各搬送ローラー31を制御する。その後、2段印刷版胴35により、面取り部21a上の溶液28に対してインキ27を塗布する。この際、前述のように、回転する2段印刷版胴35の小径部41の端部41aと大径部42の端部42aとの間において、小径部41の半径と大径部42の半径の差1.5mmに対応する領域には、その表面が表面張力により湾曲しているインキ27の液塊27aが形成されている。また、床材11の面取り部21a上にはインキ27に対して親和性を持つ溶液28が塗布されている。このため、2段印刷版胴35に吸着されているインキ27の液塊27aを、床材11の面取り部21aに接触させることにより、溶液28中にインキ27を浸透させることができる。この場合、溶液28がインキ27に対して親和性を有しているため、2段印刷版胴35の配置を床材11の面取り部21aに対して正確に設定する必要はなく、インキ27の液塊27aを床材11の面取り部21aのうち任意の位置に接触させることができればよい。このようにして、床材11のうち面取り部21aにインキ27が塗布される。
【0058】
床材11の面取り部21a全域にわたってインキ27を塗布し、その後、床材11の一側の短側部23が2段印刷版胴35に到達するまで床材11を各搬送ローラー31により搬送した後、床材11の搬送速度が再び70m/minとなるよう、制御装置50により各搬送ローラー31を制御する。これによって、その面取り部21aにインキ27が塗布された床材11がインキ塗布装置10から送り出され、このようにして、インキ27塗布済の床材11が製造される。
【0059】
このように本実施の形態によれば、床材11の面取り部21aおよびその近傍の床材11の上面21に、インキ27に対して親和性を持つ溶液28が塗布された後、床材11の上面21に残る溶液28が掻きとられる。このため、床材11のうち面取り部21aのみを溶液28により容易に被覆することができる。
【0060】
また本実施の形態によれば、床材11のうちインキ27に対して親和性を持つ溶液28により被覆された面取り部21aに対してインキ27が塗布される。このため、インキ27を無駄に使うことなく、またインキ27かすれなどを生じさせることなく、床材11の面取り部21aに対して高速で、容易かつ精度良くインキ27を塗布することできる。このことにより、インキ27塗布済の床材11を容易に製造することが可能となる。
【0061】
また本実施の形態によれば、前述のとおり、面取り部21aにインキ27を塗布する前に、面取り部21aを溶液28により被覆する。一般に溶液28の粘性はインキ27よりも低く、このため、面取り部21aに、面取り部21aを形成するための切削加工時に発生した化粧シート14のささくれや木質板12のささくれがあったとしても、溶液28がこれらのささくれの下に回りこむことができる。このため、溶液28により被覆された面取り部21aにインキ27が塗布されるとき、インキ27がこれらのささくれの下に回りこむことができる。このことにより、面取り部21aにささくれが形成されている場合であっても、塗布ムラを発生することなく面取り部21aにインキ27を均一に塗布することができる。
【0062】
さらに本実施の形態によれば、インキ塗布手段の34の2段印刷版胴35は、小径部41と、小径部41に連結して設けられた大径部42とを含み、小径部41の半径と大径部42の半径の差に対応する領域には、その表面が表面張力により湾曲している液体領域27aが形成されている。また、床材11の面取り部21a上にはインキ27に対して親和性を持つ溶液28が塗布されている。このため、2段印刷版胴35に吸着されているインキ27の液塊27aを、床材11の面取り部21aに塗布されている溶液28に接触させることにより、溶液28中にインキ27を浸透させ、これによって、面取り部21aに対してインキ27を塗布することができる。このため、2段印刷版胴35の配置を床材11の面取り部21aに対して正確に設定する必要はなく、このことにより、インキ塗布装置10の構成を簡略化するとともに、インキ27塗布時の床材11の搬送速度を大きくすることができる。
【0063】
また本実施の形態によれば、はじめに、床材の搬送速度が70m/minとなるよう、制御装置50により各搬送ローラー31が制御され、その後、床材11がインキ塗布手段34の2段印刷版胴35に送られると、床材の搬送速度が30m/minとなるよう、制御装置50により各搬送ローラー31が制御される。その後、床材11の短側部23が2段印刷版胴35に到達した後は、床材11の搬送速度が再び70m/minとなるよう、制御装置50により各搬送ローラー31が制御される。このように、2段印刷版胴35により床材11にインキ27が塗布される間の床材11の搬送速度を小さくし、一方、床材11にインキ27が塗布される前後での床材11の搬送速度を大きくすることにより、床材11の面取り部21aに正確にインキ27を塗布するとともに、床材11の塗装工程全体に要する時間を短縮することができる。
【0064】
なお、本実施の形態において、吸水ロール33が1段に配置された例を示した。しかしながら、これに限られることはなく、吸水ロール33を2段または3段あるいはそれ以上配置してもよい(図1の二点鎖線参照)。これによって、1段目の吸水ロール33によっては床材11の上面21に塗布された溶液28を完全に掻きとることができない場合であっても、2段目以降の吸水ロール33により床材11の上面21に塗布された溶液28を完全に掻きとることができる。
【0065】
また、本実施の形態において、面取り部21aは、化粧シート14から木質板12にまで達する深さを有するよう形成されている例を示した。しかしながら、これに限られることはなく、面取り部21aは、木質板12にまで達する深さを有していなくてもよい。
【0066】
また、本実施の形態において、床材11の一側の長側面22の上端部に形成された面取り部21a、および床材11の他側の長側面24の上端部に形成された面取り部21aにインキ27が塗布される例を示した。しかしながら、これに限られることはなく、床材11の一側の短側面23の上端部に形成された面取り部21a、および床材11の他側の短側面25の上端部に形成された面取り部21aにインキ27を塗布してもよい。
【0067】
また、本実施の形態において、2段印刷版胴35は、2段印刷版胴35の外周面が床材11と接する位置において、2段印刷版胴35の外周面が床材11の搬送方向に対して逆向きに回転するよう、駆動機構により駆動される例を示した。しかしながら、これに限られることはなく、2段印刷版胴35の外周面が床材11と接する位置において、2段印刷版胴35の外周面が床材11の搬送方向に対して同じ向きに回転するよう、2段印刷版胴35を駆動機構により駆動してもよい。
【0068】
また、本実施の形態において、はじめに、床材の搬送速度が70m/minとなるよう、制御装置50により各搬送ローラー31が制御され、その後、床材11がインキ塗布手段34の2段印刷版胴35に送られると、床材の搬送速度が30m/minとなるよう、制御装置50により各搬送ローラー31が制御され、その後、床材11の短側部23が2段印刷版胴35に到達した後、床材11の搬送速度が再び70m/minとなるよう、制御装置50により各搬送ローラー31が制御される例を示した。しかしながら、これに限られることはなく、床材11の搬送速度が常に一定となるよう、制御装置50により各搬送ローラー31を制御してもよい。また、床材11の搬送速度を、床材11の面取り部21aの寸法や、インキ27および溶液28の特性などに応じて、適宜調整してもよい。
【0069】
また、本実施の形態において、2段印刷版胴35の小径部41の厚さは1.2mmであり、大径部42の厚さは0.8mmであり、小径部41の半径と大径部42の半径の差は1.5mmである例を示した。しかしながら、これに限られることはなく、小径部41および大径部42の厚さおよび半径を、床材11の面取り部21aの寸法に応じて適宜設定してもよい。例えば、小径部41の半径と大径部42の半径の差を、面取り部21aの深さの0.3〜3倍になるよう設定してもよい。
【0070】
また、本実施の形態において、化粧シート14は、第1接着剤コート層13側から順に配置されたウレタン系プライマー裏面コート層15と、着色オレフィン樹脂原反層16と、絵柄印刷層17と、第2接着剤コート層18と、透明ポリプロピレン(PP)樹脂フィルム19と、電離放射線硬化型樹脂コート層20とから形成されている例を示した。しかしながら、これに限られることはなく、化粧シート14は、第1接着剤コート層とウレタン系プライマー裏面コート層15との間にさらに透明ポリエチレンテレフタッレート(PET)樹脂層(図示せず)を有していてもよい。
【0071】
また、本実施の形態において、床材11の面取り部21aおよびその近傍の床材上面21にインキ27に対して親和性を持つ溶液28を塗布する溶液塗布手段が、回動自在に支持された溶液塗布ロール32からなる例を示した。しかしながら、これに限られることはなく、溶液塗布手段を、非回転性の手段、例えば刷毛やスプレー、ディスペンサーなどにより構成してもよい。
【0072】
また、本実施の形態において、溶液塗布ロール32により塗布された溶液28のうち、床材11の上面21に残る溶液28を除去する溶液除去手段が、床材11の上面21に残る溶液28を掻きとって除去する吸水ロール33からなる例を示した。しかしながら、これに限られることはなく、溶液除去手段を、床材11の上面21に残る溶液28を風圧によって吹き飛ばして除去するエアカッターにより構成してもよい。若しくは、溶液除去手段を、床材11の上面21に残る溶液28をはじき出して除去するウレタン製樹脂ロールまたはドクターブレードにより構成してもよい。
【0073】
また、本実施の形態において、回動自在に支持された2段印刷版胴35により面取り部21a上の溶液28にインキ27が塗布される例を示した。しかしながら、これに限られることはなく、非回転性の手段、例えばスタンプ、刷毛、スプレーまたはディスペンサーなどにより面取り部21a上の溶液28にインキ27を塗布してもよい。
【0074】
また、本実施の形態において、溶液塗布ロール32および吸水ロール33がそれぞれシャフト32a、33aを介して塗布ロール駆動機構51および吸水ロール駆動機構52により回転駆動される例を示した。しかしながら、これに限られることはなく、塗布ロール駆動機構51および吸水ロール駆動機構52が設けられていなくてもよい。塗布ロール駆動機構51および吸水ロール駆動機構52が設けられていない場合であっても、溶液塗布ロール32および吸水ロール33は、シャフト32a、33aにより回動自在に支持されるとともに床材11の上面21に押し当てられており、このため床材11が各搬送ローラー31により搬送される際、溶液塗布ロール32および吸水ロール33と床材11との間に働く摩擦力により、溶液塗布ロール32および吸水ロール33を回転させることができる。
【0075】
第2の実施の形態
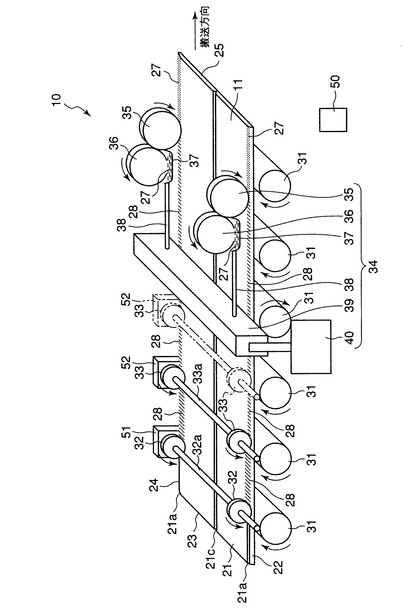
次に、図7および図8を参照して、本発明の第2の実施の形態について説明する。ここで、図7は、本実施の第2の実施の形態におけるインキ塗布装置全体を示す斜視図であり、図8(a)は、本発明の第2の実施の形態における2段印刷版胴を示す正面図であり、図8(b)は、本発明の第2の実施の形態における2段印刷版胴示す側面図であり、図8(c)は、図8(a)に示すインキ塗布手段のうちその端部を拡大して示す図である。
【0076】
図7および図8に示す第2の実施の形態は、床材11の縦溝21cおよびその近傍の床材上面21に、インキ27に対して親和性を持つ溶液28を塗布する溶液塗布ロール48と、溶液塗布ロール48により塗布された溶液28のうち、床材11の上面21に残る溶液28を掻きとる吸水ロール49と、縦溝21c上の溶液28に対してインキ27を塗布する2段印刷版胴45とがさらに設けられている点が異なるのみであり、他の構成は、図1乃至図6に示す第1の実施の形態と略同一である。図7および図8に示す第2の実施の形態において、図1乃至図6に示す第1の実施の形態と同一部分には同一符号を付して詳細な説明は省略する。なお本願において、「縦溝21cの近傍」とは、縦溝21cの縁部(縦溝21cと上面21との境界)より1〜5mm程度の範囲を意味している。
【0077】
インキ塗布装置
図7に示すように、インキ塗布装置10は、床材11を支持して搬送する複数の搬送ローラー31と、搬送ローラー31により搬送される床材11の縦溝21cおよびそれらの近傍の床材上面21に、インキ27に対して親和性を持つ溶液28を塗布する溶液塗布ロール48(溶液塗布手段)と、溶液塗布ロール48により塗布された溶液28のうち、床材11の上面21に残る溶液28を掻きとって除去する吸水ロール49(溶液除去手段)と、縦溝21c上の溶液28に対してインキ27を塗布する2段印刷版胴45とを備えている。図7に示すように、溶液塗布ロール48は、溶液塗布ロール32と同様にシャフト32aにより回動自在に支持されており、また溶液塗布ロール48は、シャフト32aを介して塗布ロール駆動機構51により回転駆動されている。吸水ロール49は、吸水ロール33と同様にシャフト33aにより回動自在に支持されており、また吸水ロール49は、シャフト33aを介して吸水ロール駆動機構52により回転駆動されている。
【0078】
次に図8を参照して、2段印刷版胴45について更に詳述する。図8(a)は、床材11の搬送方向から見た場合の2段印刷版胴45を示す正面図であり、図8(b)は、2段印刷版胴45を示す側面図である。また図8(c)は、図8(a)に示す2段印刷版胴45のうちその外周面近傍(図8(a)において点線で囲まれた部分)を拡大して示す図である。
【0079】
図8(a)(b)に示すように、2段印刷版胴45は、2つの小径部46と、2つの小径部46の間に連結して設けられた大径部47とを含んでいる。このうち小径部46の厚さは0.6mmであり、大径部47の厚さは0.4mmである。また各小径部46の半径と大径部47の半径の差は1mmである。この半径の差に起因して、図8(c)に示すように、2段印刷版胴45を回転させて床材11の縦溝21cにインキ27を塗布する際、各小径部46の端部46aと大径部47の端部47aとの間において、各小径部46の半径と大径部47の半径の差1mmに対応する領域には、その表面が表面張力により湾曲しているインキ27の液塊27aがそれぞれ形成される。
【0080】
インキ塗布方法
次に、床材11の上面21に形成された面取り部21aおよび縦溝21cに対してインキ27を塗布する方法について説明する。なお、面取り部21aに対してインキ27を塗布する方法については、本発明の第1の実施の形態の場合と同一であるので説明を省略する。
【0081】
はじめに、図7に示すように、長側部22,24の上端部にそれぞれ面取り部21aが形成されるとともに、床材11の上面21に縦溝21cが形成された床材11を準備する。次に、床材11の長側部22,24の長さ方向がインキ塗布装置10の搬送ローラー31の搬送方向と一致するよう床材11の方向を整えた後、床材11の他側の短側部25がインキ塗布装置10の溶液塗布ロール48に到達するまで、搬送ローラー31により床材11を搬送する。この際、床材の搬送速度が70m/minとなるよう、制御装置50により各搬送ローラー31を制御する。
【0082】
次に、図7に示すように、床材11の上面21に押し当てられた溶液塗布ロール48により、床材11の縦溝21cおよびその近傍の床材11の上面21に、インキ27に対して親和性を持つ溶液28を塗布する。この際、溶液塗布ロール48の回転速度が20m/minとなるよう、制御装置50により塗布ロール駆動機構51を制御する。次に、各搬送ローラー31により床材11を吸水ロール49に送った後、溶液塗布ロール48により床材11に塗布された溶液28のうち床材11の上面21に残る溶液28を、吸水ロール49により掻きとる。この際、吸水ロール49の回転速度が20m/minとなるよう、制御装置50により吸水ロール駆動機構52を制御する。この場合、床材11の上面21は一般に凹凸の少ない滑らかな表面からなり、このため、床材11の上面21に残る溶液28を吸水ロール49により掻きとることは容易である。このようにして、図1に示すように、床材11のうち縦溝21cが溶液28により被覆される。
【0083】
次に、各搬送ローラー31により床材11がインキ塗布手段34の2段印刷版胴45に送られると、床材の搬送速度が30m/minとなるよう、制御装置50により各搬送ローラー31を制御する。その後、2段印刷版胴45により、縦溝21c上の溶液28に対してインキ27を塗布する。この際、前述のように、回転する2段印刷版胴45の各小径部46の端部46aと大径部47の端部47aとの間において、小径部46の半径と大径部47の半径の差1mmに対応する領域には、その表面が表面張力により湾曲しているインキ27の液塊27aがそれぞれ形成されている。また、床材11の縦溝21c上にはインキ27に対して親和性を持つ溶液28が塗布されている。このため、2段印刷版胴45に吸着されているインキ27の液塊27aを、床材11の縦溝21cに接触させることにより、溶液28中にインキ27を浸透させることができる。この場合、溶液28がインキ27に対して親和性を有しているため、2段印刷版胴45の配置を床材11の縦溝21cに対して正確に設定する必要はなく、インキ27の液塊27aを床材11の縦溝21cのうち任意の位置に接触させることができればよい。このようにして、床材11のうち縦溝21cにインキ27が塗布される。
【0084】
床材11の縦溝21c全域にわたってインキ27を塗布し、その後、床材11の一側の短側部23が2段印刷版胴45に到達するまで床材11を各搬送ローラー31により搬送した後、床材11の搬送速度が再び70m/minとなるよう、制御装置50により各搬送ローラー31を制御する。これによって、その縦溝21cにインキ27が塗布された床材11がインキ塗布装置10から送り出され、このようにして、インキ塗布済の床材11が製造される。
【0085】
このように本実施の形態によれば、床材11の縦溝21cおよびその近傍の床材11の上面21に、インキ27に対して親和性を持つ溶液28が塗布された後、床材11の上面21に残る溶液28が掻きとられる。このため、床材11のうち縦溝21cのみを溶液28により容易に被覆することができる。また縦溝21cを溶液28により被覆することにより、縦溝21cに形成されているささくれなどの凹凸部を平滑化することもできる。
【0086】
また本実施の形態によれば、床材11のうちインキ27に対して親和性を持つ溶液28により被覆された縦溝21cに対してインキ27が塗布される。このため、インキ27を無駄に使うことなく、またインキ27かすれなどを生じさせることなく、床材11の縦溝21cに対して高速で、容易かつ精度良くインキ27を塗布することできる。このことにより、インキ27塗布済の床材11を容易に製造することが可能となる。
【0087】
また本実施の形態によれば、前述のとおり、縦溝21cにインキ27を塗布する前に、縦溝21cを溶液28により被覆する。一般に溶液28の粘性はインキ27よりも低く、このため、縦溝21cに、縦溝21cを形成するための切削加工時に発生した化粧シート14のささくれや木質板12のささくれがあったとしても、溶液28がこれらのささくれの下に回りこむことができる。このため、溶液28により被覆された縦溝21cにインキ27が塗布されるとき、インキ27がこれらのささくれの下に回りこむことができる。このことにより、縦溝21cにささくれが形成されている場合であっても、塗布ムラを発生することなく縦溝21cにインキ27を均一に塗布することができる。
【0088】
さらに本実施の形態によれば、インキ塗布手段の34の2段印刷版胴45は、2つの小径部46と、2つの小径部46の間に連結して設けられた大径部47とを含み、各小径部46の半径と大径部47の半径の差に対応する領域には、その表面が表面張力により湾曲している液体領域27aがそれぞれ形成されている。また、床材11の縦溝21c上にはインキ27に対して親和性を持つ溶液28が塗布されている。このため、2段印刷版胴45に吸着されているインキ27の液塊27aを、床材11の縦溝21cに塗布されている溶液28に接触させることにより、溶液28中にインキ27を浸透させ、これによって、縦溝21cに対してインキ27を塗布することができる。このため、2段印刷版胴45の配置を床材11の縦溝21cに対して正確に設定する必要はなく、このことにより、インキ塗布装置10の構成を簡略化するとともに、インキ27塗布時の床材11の搬送速度を大きくすることができる。
【0089】
なお、本実施の形態において、吸水ロール33、49が1段に配置された例を示した。しかしながら、これに限られることはなく、吸水ロール33、49を2段または3段あるいはそれ以上配置してもよい(図7の二点鎖線参照)。これによって、1段目の吸水ロール33、49によっては床材11の上面21に塗布された溶液28を完全に掻きとることができない場合であっても、2段目以降の吸水ロール33、49により床材11の上面21に塗布された溶液28を完全に掻きとることができる。
【0090】
また、本実施の形態において、床材11の縦溝21c、すなわち床材11の長側面22、24と平行な方向に延びる溝にインキ27が塗布される例を示した。しかしながら、これに限られることはなく、床材11の短側面23、25と平行な方向に延びる床材11の横溝にインキ27を塗布してもよい。
【0091】
また、本実施の形態において、2段印刷版胴45の小径部46の厚さは0.6mmであり、大径部47の厚さは0.4mmであり、小径部46の半径と大径部47の半径の差は1mmである例を示した。しかしながら、これに限られることはなく、小径部46および大径部47の厚さおよび半径を、床材11の縦溝21cの寸法に応じて適宜設定してもよい。例えば、小径部46の半径と大径部47の半径の差を、縦溝21cの深さの0.3〜3倍になるよう設定してもよい。
【0092】
また、本実施の形態において、床材11の縦溝21cおよびその近傍の床材上面21にインキ27に対して親和性を持つ溶液28を塗布する溶液塗布手段が、回動自在に支持された溶液塗布ロール48からなる例を示した。しかしながら、これに限られることはなく、溶液塗布手段を、非回転性の手段、例えば刷毛やスプレー、ディスペンサーなどにより構成してもよい。
【0093】
また、本実施の形態において、溶液塗布ロール48により塗布された溶液28のうち、床材11の上面21に残る溶液28を除去する溶液除去手段が、床材11の上面21に残る溶液28を掻きとって除去する吸水ロール49からなる例を示した。しかしながら、これに限られることはなく、溶液除去手段を、床材11の上面21に残る溶液28を風圧によって吹き飛ばして除去するエアカッターにより構成してもよい。若しくは、溶液除去手段を、床材11の上面21に残る溶液28をはじき出して除去するウレタン製樹脂ロールまたはドクターブレードにより構成してもよい。
【0094】
また、本実施の形態において、回動自在に支持された2段印刷版胴45により縦溝21c上の溶液28にインキ27が塗布される例を示した。しかしながら、これに限られることはなく、非回転性の手段、例えばスタンプ、刷毛、スプレーまたはディスペンサーなどにより縦溝21c上の溶液28にインキ27を塗布してもよい。
【0095】
また、本実施の形態において、溶液塗布ロール48および吸水ロール49がそれぞれシャフト32a、33aを介して塗布ロール駆動機構51および吸水ロール駆動機構52により回転駆動される例を示した。しかしながら、これに限られることはなく、塗布ロール駆動機構51および吸水ロール駆動機構52が設けられていなくてもよい。塗布ロール駆動機構51および吸水ロール駆動機構52が設けられていない場合であっても、溶液塗布ロール48および吸水ロール49は、シャフト32a、33aにより回動自在に支持されるとともに床材11の上面21に押し当てられており、このため床材11が各搬送ローラー31により搬送される際、溶液塗布ロール48および吸水ロール49と床材11との間に働く摩擦力により、溶液塗布ロール48および吸水ロール49を回転させることができる。
【符号の説明】
【0096】
10 インキ塗布装置
11 床材
12 木質板
13 第1接着剤コート層
14 化粧シート
15 ウレタン系プライマー裏面コート層
16 着色オレフィン樹脂原反層
17 絵柄印刷層
18 第2接着剤コート層
19 透明ポリプロピレン(PP)樹脂フィルム
20 電離放射線硬化型樹脂コート層
21 床材上面
21a 床材上面の面取り部
21b 面取り部により形成される縦溝
21c 床材上面の縦溝
22 一側の長側面
22a 一側の長側面の雄実部
23 一側の短側面
23a 一側の短側面の雄実部
24 他側の長側面
24a 他側の長側面の雌実部
25 他側の短側面
25a 他側の短側面の雌実部
27 インキ
27a インキの液塊
28 溶液
31 搬送ローラー
32 面取り部用溶液塗布ロール
32a 溶液塗布ロール用シャフト
33 面取り部用吸水ロール
33a 吸水ロール用シャフト
34 インキ塗布手段
35 面取り部用2段印刷版胴
36 ファニッシャーロール
37 インキパン
38 排出チューブ
39 インキバッファタンク
40 インキタンク
41 面取り部用2段印刷版胴の小径部
41a 小径部の端部
42 面取り部用2段印刷版胴の大径部
42a 大径部の端部
45 縦溝用2段印刷版胴
46 縦溝用2段印刷版胴の小径部
46a 小径部の端部
47 縦溝用2段印刷版胴の大径部
47a 大径部の端部
48 縦溝用溶液塗布ロール
49 縦溝用吸水ロール
50 制御部
51 塗布ロール駆動機構
52 吸水ロール駆動機構
【技術分野】
【0001】
本発明は、床材の上面に形成された傾斜面に対してインキを塗布するインキ塗布方法およびインキ塗布装置に係り、とりわけ傾斜面に対して容易にかつ精度良くインキを塗布することができるインキ塗布方法およびインキ塗布装置に関する。また本発明は、インキ塗布済の床材の製造方法、並びに当該インキ塗布済の床材の製造方法により得られたインキ塗布済の床材に関する。
【背景技術】
【0002】
建築材料である床材の上面には、装飾性のため、傾斜面、例えば縦溝、横溝が形成されることがある。また、複数の床材を床面に敷き詰めた際、各床材の間に縦溝または横溝を形成するため、各床材の上面の端部に傾斜面、例えば面取り部が形成されることもある。
【0003】
床材の上面に形成されたこれらの傾斜面に対してインキを塗布する方法として、傾斜面を含む床材上面全てに対してインキ塗布ロールによりインキを塗布し、その後、掻きとりロールにより傾斜面以外、例えば床材上面の平坦面に塗布されたインキを掻きとる方法が知られている。
【0004】
例えば特許文献1において、化粧シート表面に形成された凹部の着色方法が示されている。この着色方法は、一定方向に進行する化粧シートの表面に、化粧シートを進行方向に押出す向きに回転する着色剤含有スポンジロールを接触させることにより、化粧シート表面を着色する工程と、化粧シートを進行方向に押出す向きとは逆向きに回転する、少なくとも2つの着色剤掻き取りロールを順に化粧シート表面に接触させることにより、凹部以外に付着した着色剤を掻き取る工程とを備えている。
【0005】
また、特許文献2において、ワークの一辺から他辺に通じる凹溝内に塗装をおこなう溝塗装装置が示されている。この溝塗装装置は、ワークの凹溝内に塗料を塗布する塗布ノズルと、ワークの一辺側の端面に当接するとともに凹溝の一端に連通する凹部を形成した受ストッパーと、ワークの他辺側の端面に当接するとともに凹溝の他端に連通する凹部を形成してワークを受ストッパー側に押圧する押圧プッシャーと、受ストッパー及び押圧プッシャーにおける凹部の底部に連通して凹部内に流入した余分の塗料を吸引排出する吸引排出手段を備えている。
【0006】
また、特許文献3には別の溝塗装方法が示されている。この溝塗装方法は、溝を有する化粧板の溝の開口に、フィルムの表面に塗料からなる転写層を有する転写フィルムを、その表面が溝方向に向くように載せ、この転写フィルムの裏面から溝の面をほぼ均一に押圧できる形状の型面を押し当てて転写層を溝の面に付着させた後、フィルムを剥がして溝の面に転写層を転写させるものである。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−313142号公報
【特許文献2】実開平6−3469号公報
【特許文献3】特開平6−233966号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1に開示されている着色方法においては、床材上面のうち傾斜面以外に塗布されたインキを掻きとることになるため、インキの無駄使いが多いという問題があった。また、表面の溝の凹凸形状によっては、インキが掻きとり切れないこともあり、掻きとり易い溝形状である必要があった。また、特許文献2に開示されている溝塗装装置、または特許文献3に開示されている溝塗装方法においては、高速で塗装を行うことが困難であり、さらに、床材の傾斜面は一般に積層体からなる床材を切削などにより加工することにより形成されるため、傾斜面上にささくれなどの凹凸部が形成されやすく、このため凹凸部においてインキかすれなどが生じ、塗装が不安定になることも考えられる。
【0009】
本発明は、このような点を考慮してなされたものであり、床材の上面に形成された傾斜面に対して、インキを無駄に使うことなく、またインキかすれなどを生じさせることなく、高速で、容易かつ精度良くインキを塗布することが可能なインキ塗布方法、およびインキ塗布装置を提供することを目的とする。また本発明は、インキ塗布済の床材の製造方法、並びに当該インキ塗布済の床材の製造方法により得られたインキ塗布済の床材を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、木質板と、木質板上に積層された化粧シートとを有する床材の上面に形成された傾斜面に対してインキを塗布する方法において、前記傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する工程と、塗布された溶液のうち、床材上面に残る溶液を除去する工程と、傾斜面上の溶液に対してインキを塗布する工程と、を備えたことを特徴とするインキ塗布方法である。
【0011】
本発明は、傾斜面は、床材の上面端部に形成された面取り部からなることを特徴とするインキ塗布方法である。
【0012】
本発明は、面取り部が形成された床材の上面端部に対応する側面に、雄実部または雌実部が設けられていることを特徴とするインキ塗布方法である。
【0013】
本発明は、傾斜面は、床材の上面に形成された縦溝または横溝の傾斜面からなることを特徴とするインキ塗布方法である。
【0014】
本発明は、傾斜面は、化粧シートから木質板にまで達することを特徴とするインキ塗布方法である。
【0015】
本発明は、木質板と、木質板上に積層された化粧シートとを有する床材の上面に形成された傾斜面に対してインキを塗布する装置において、床材を支持して搬送する搬送ローラーと、搬送ローラーにより搬送される床材の傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する溶液塗布手段と、溶液塗布手段により塗布された溶液のうち、床材の上面に残る溶液を除去する溶液除去手段と、傾斜面上の溶液に対してインキを塗布するインキ塗布手段と、を備えたことを特徴とするインキ塗布装置である。
【0016】
本発明は、傾斜面は、床材の上面端部に形成された面取り部からなることを特徴とするインキ塗布装置である。
【0017】
本発明は、面取り部が形成された床材の上面端部に対応する側面に、雄実部または雌実部が設けられていることを特徴とするインキ塗布装置である。
【0018】
本発明は、傾斜面は、床材の上面に形成された縦溝または横溝の傾斜面からなることを特徴とするインキ塗布装置である。
【0019】
本発明は、傾斜面は、化粧シートから木質板にまで達することを特徴とするインキ塗布装置である。
【0020】
本発明は、インキ塗布手段は、小径部と、小径部に連結して設けられた大径部とを含む2段印刷版胴を有することを特徴とするインキ塗布装置である。
【0021】
本発明は、2段印刷版胴は、床材の搬送方向に対して逆向きに回転することを特徴とするインキ塗布装置である。
【0022】
本発明は、溶液除去手段は、吸水ロール駆動機構により駆動されて回転する吸水ロールからなることを特徴とするインキ塗布装置である。
【0023】
本発明は、吸水ロールは、吸水ロール駆動機構により駆動されて床材の搬送方向と同一の向きに回転することを特徴とするインキ塗布装置である。
【0024】
本発明は、溶液塗布手段は、塗布ロール駆動機構により駆動されて回転する溶液塗布ロールからなることを特徴とするインキ塗布装置である。
【0025】
本発明は、溶液塗布ロールは、塗布ロール駆動機構により駆動されて床材の搬送方向と同一の向きに回転することを特徴とするインキ塗布装置である。
【0026】
本発明は、インキ塗布済の床材の製造方法において、木質板と、木質板上に積層された化粧シートとを有し、上面に傾斜面が形成された床材を準備する工程と、床材の上面に形成された傾斜面に対してインキを塗布する工程と、を備え、前記インキを塗布する工程は、前記傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する工程と、塗布された溶液のうち、床材上面に残る溶液を除去する工程と、傾斜面上の溶液に対してインキを塗布する工程と、を有することを特徴とするインキ塗布済の床材の製造方法である。
【0027】
本発明は、インキ塗布済の床材の製造方法によって得られたインキ塗布済の床材において、前記インキ塗布済の床材の製造方法は、木質板と、木質板上に積層された化粧シートとを有し、上面に傾斜面が形成された床材を準備する工程と、床材の上面に形成された傾斜面に対してインキを塗布する工程と、を備え、前記インキを塗布する工程は、前記傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する工程と、塗布された溶液のうち、床材上面に残る溶液を除去する工程と、傾斜面上の溶液に対してインキを塗布する工程と、を有することを特徴とするインキ塗布済の床材である。
【発明の効果】
【0028】
本発明によれば、まず傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布し、次に、塗布された溶液のうち、床材上面に残る溶液を除去し、その後、傾斜面上の溶液に対してインキを塗布する。このようにして、床材上面の傾斜面に対してインキを容易かつ精度良く塗布することができる。このことにより、インキを無駄に使うことなく、またインキかすれなどを生じさせることなく、高速でインキを塗布することが可能となる。これによって、インキ塗布済の床材を容易に製造することができる。また、床材上面の傾斜面に対してインクを塗布する際の傾斜面の形状に対する制約がなくなり、このため、種々の意匠を床材に容易に表現することが可能となる。
【図面の簡単な説明】
【0029】
【図1】図1は、本実施の第1の実施の形態におけるインキ塗布装置全体を示す斜視図。
【図2】図2は、本実施の第1の実施の形態における床材の断面を示す図。
【図3】図3は、本発明の第1の実施の形態における床材を示す平面図。
【図4】図4は、本発明の第1の実施の形態における床材を示す側面図。
【図5】図5は、本発明の第1の実施の形態において、2つの床材が連結された様子を示す図。
【図6】図6(a)は、本発明の第1の実施の形態における2段印刷版胴を示す正面図、図6(b)は、本発明の第1の実施の形態における2段印刷版胴を示す側面図、図6(c)は、図6(a)に示す2段印刷版胴のうちその端部を拡大して示す図。
【図7】図7は、本実施の第2の実施の形態におけるインキ塗布装置全体を示す斜視図。
【図8】図8(a)は、本発明の第2の実施の形態における2段印刷版胴を示す正面図、図8(b)は、本発明の第2の実施の形態における2段印刷版胴示す側面図、図8(c)は、図8(a)に示すインキ塗布手段のうちその端部を拡大して示す図。
【発明を実施するための形態】
【0030】
第1の実施の形態
以下、図面を参照して本発明の第1の実施の形態について説明する。
【0031】
図1乃至図6は、本発明によるインキ塗布装置の第1の実施の形態を示す図である。
ここで、図1は、本実施の第1の実施の形態におけるインキ塗布装置全体を示す斜視図であり、図2は、本実施の第1の実施の形態における床材の断面を示す図である。図3は、本発明の第1の実施の形態における床材を示す平面図であり、図4は、本発明の第1の実施の形態における床材を示す側面図である。図5は、本発明の第1の実施の形態において、2つの床材が連結された様子を示す図である。図6(a)は、本発明の第1の実施の形態における2段印刷版胴を示す正面図であり、図6(b)は、本発明の第1の実施の形態における2段印刷版胴を示す側面図であり、図6(c)は、図6(a)に示す2段印刷版胴のうちその端部を拡大して示す図である。
【0032】
床材
まず図2乃至図5により、本実施の形態によるインキ塗布装置10によりインキ27が塗布される床材11について説明する。図2に示すように、床材11は、木質板12と、木質板12上に第1接着剤コート層13を介して積層された化粧シート14とを有している。
【0033】
次に、床材11の層構成について更に詳述する。床材11のうち木質板12の構成は特に限定されないが、例えば杉、檜、樫、ラワン、チークなどの樹木から構成される木材単板・合板、パーティクルボード、中密度繊維板(MDF)等が挙げられる。木質板12の厚さは特に限定されないが、例えば3〜21mmの範囲内であり、例えば11.8mmである。
【0034】
床材11のうち第1接着剤コート層13の材質は特に限定されず、木質板12および化粧シート14に応じて適宜選択される。例えば第1接着剤コート層13として、酢酸ビニル樹脂系の接着剤を使用することができる。第1接着剤コート層13の厚さは、例えば30μmである。
【0035】
次に、床材11のうち化粧シート14について説明する。化粧シート14の構成も特に限定されないが、例えば化粧シート14は、第1接着剤コート層13側から順に配置されたウレタン系プライマー裏面コート層15と、着色オレフィン樹脂原反層16と、絵柄印刷層17と、接着剤コート層18と、透明ポリプロピレン(PP)樹脂フィルム19と、電離放射線硬化型樹脂コート層とを有している。各層15、16、17、18、19、20の厚さは特に限定されないが、例えば、各層15、16、17、18、19、20の厚さはそれぞれ1μm、60μm、10μm、3μm、80μm、15μmであり、従って、化粧シート14の厚さは約170μmである。
【0036】
次に図3および図4を参照して、床材11の形状について説明する。図3は、上から見た場合の床材11を示す平面図である。図3に示すように、床材11は長方形の形状を有し、その長さは例えば1818mmであり、その幅は例えば303mmである。また、床材11の側面のうち、一側の長側面22には後述する雄実部22aが設けられ、他側の長側面24には後述する雌実部24aが設けられている。また、一側の短側面23には雄実部23aが設けられ、他側の短側面25には雌実部25aが設けられている。また、床材11の上面には縦溝21c(傾斜面)が形成されている。
【0037】
次に図4および図5を参照して、雄実部22a、雌実部24aおよび縦溝21cについて詳述する。図4は、図3の床材11をA−A方向から見た場合の断面を示す図であり、図5は、1つの床材11と他の床材11とが連結された様子を示す図である。図4に示すように、一側の長側面22に設けられた雄実部22aは凸状の形状を有し、他側の長側面24に設けられた雌実部24aは凹状の形状を有している。また、雄実部22aと雌実部24aとは相補的な寸法を有しており、このため、図5に示すように、1つの床材11の長側部22に設けられた雄実部22aを、他の床材11の長側面24に設けられた雌実部24aに嵌め込むことにより、2つの床材11、11をその長側面22、24において連結することができる。
【0038】
また、図4に示すように、雄実部22aが設けられた一側の長側面22の上端部、すなわち床材11の上面21の端部には、面取り部21a(傾斜面)が形成されている。同様に、雌実部24aが設けられた他側の長側面24の上端部にも、面取り部21aが形成されている。これら面取り部21aの深さは1mmであり、その幅は1mmである。従って、2つの床材11、11がその長側面22、24において連結された場合、床材11、11の上面21、21のうち床材11、11が接する位置において、図5に示す縦溝21bが形成されることになる。この縦溝21bの深さは1mm、幅は2mmであり、床材11の上面21の中央部に形成された縦溝21cと同一の深さおよび幅を有している。
【0039】
また図4および図5に示すように、床材11の面取り部21aおよび縦溝21cは、床材11の化粧シート14から木質板12にまで達する深さを有している。なお、このような面取り部21aおよび縦溝21cは、床材11に例えば切削加工を施すことにより形成されるが、この際、面取り部21aおよび縦溝21cのうち木質板12にまで達する部分には、ささくれなどの凹凸部が形成されやすい。そのような凹凸部の高さは、例えば100〜200μmである。
なお、床材11の密着性を向上させるため、床材11に後述する溶液28およびインキ27を塗布する前に、床材11のうち面取り部21aおよび縦溝21cを含む上面21にコロナ放電処理を施すことが好ましい。
【0040】
溶液およびインキ
次に、床材11の面取り部21aおよび縦溝21cに塗布されるインキ27、およびインキ27に対して親和性を持つ溶液28について説明する。
【0041】
まずインキ27について説明する。インキ27の種類は特に限定されず、化粧シートの分野で用いられる公知のインキ27が挙げられる。例えば、公知の染料又は顔料を結着剤樹脂とともに溶剤又は分散剤中に溶解又は分散させて得られる着色インキ等である。
【0042】
顔料又は染料としては、例えば、カーボンブラック、チタン白、亜鉛華、弁柄、紺青、カドミウムレッド等の無機顔料;アゾ顔料、レーキ顔料、アントラキノン顔料、キナクリドン顔料、フタロシアニン顔料、イソインドリノン顔料、ジオキサジン顔料等の有機顔料;アルミニウム粉、ブロンズ粉等の金属粉顔料;酸化チタン被覆雲母、酸化塩化ビスマス等の真珠光沢顔料;蛍光顔料;夜光顔料等が挙げられる。これらは単独又は2種以上を混合して使用できる。また、シリカ等のフィラー、有機ビーズ等の体質顔料、中和剤、界面活性剤等をさらに含んでもよい。
【0043】
結着剤樹脂としては、例えば、アクリル系樹脂、スチレン系樹脂、ポリエステル系樹脂、ウレタン系樹脂、アクリルウレタン系樹脂、塩素化ポリオレフィン系樹脂、塩化ビニル−酢酸ビニル共重合体系樹脂、ポリビニルブチラール樹脂、アルキド系樹脂、石油系樹脂、ケトン樹脂、エポキシ系樹脂、メラミン系樹脂、フッ素系樹脂、シリコン系樹脂、繊維素誘導体、ゴム系樹脂等が挙げられる。これらの樹脂は、単独又は2種以上を混合して使用してもよい。
【0044】
次に、インキ27に対して親和性を持つ溶液28について説明する。溶液28は、使用されるインキ27に対して親和性を有していれば特に限定されず、例えば、水とIPA(イソプロピルアルコール)との混合溶液、水とTPM(トリフェニルメタン)との混合溶液、または水とDMP(ジプロピレングリコールメチルエーテル)との混合溶液などが挙げられる。なお、濡れ拡がり特性と乾燥特性の点で考えると、溶液28として、良好な濡れ拡がり性と適度な乾燥特性を有する水とIPAとの混合溶液を用いることが好ましい。
さらに、床材11の面取り部21aとの結合を強固にすることを目的に、溶液28中で分散する、または溶液28に可溶な架橋剤を加えることもできる。
【0045】
インキ塗布装置
次に、図1および図6を参照して、床材11の上面21に形成された面取り部21aに対してインキ27を塗布するインキ塗布装置10について説明する。
【0046】
図1に示すように、インキ塗布装置10は、床材11を支持して搬送する複数の搬送ローラー31と、搬送ローラー31により搬送される床材11の面取り部21aおよびその近傍の床材上面21に、インキ27に対して親和性を持つ溶液28を塗布する溶液塗布ロール32(溶液塗布手段)と、溶液塗布ロール32により塗布された溶液28のうち、床材11の上面21に残る溶液28を掻きとって除去する吸水ロール33(溶液除去手段)と、面取り部21a上の溶液28に対してインキ27を塗布するインキ塗布手段34とを備えている。なお本願において、「面取り部21aの近傍」とは、面取り部21aにより形成される溝21bの縁部(面取り部21aと上面21との境界)より1〜5mm程度の範囲を意味している。
【0047】
このうち溶液塗布ロール32は、クッション性のあるスポンジ状のロールから形成されていることが好ましい。ロールの材質の種類は特に限定されないが、例えばウレタン樹脂系の材料を使用することができる。また溶液塗布ロール32には、インキ27に対して親和性を持つ溶液28が予め浸透されている。また吸水ロール33も、吸水性のあるスポンジ状のロールから形成されている。これらの溶液塗布ロール32および吸水ロール33は、それぞれシャフト32a、33aにより回動自在に支持されるとともに、床材11の上面21に押し当てられている。また、各シャフト32a、33aの高さは調整可能となっており、このため、各シャフト32a、33aの高さを調整することにより、床材11の上面21に押し当てられている溶液塗布ロール32および吸水ロール33の押し当て量(押し当て強さ)を調整することができる。
【0048】
また図1に示すように、溶液塗布ロール32は、シャフト32aを介して塗布ロール駆動機構51により回転駆動されている。このため、溶液塗布ロール32によって床材11の面取り部21aおよびその近傍の床材11の上面21に溶液28を塗布する際、床材11上で溶液塗布ロール32が空回りすることはない。このことにより、床材11の面取り部21aおよびその近傍の床材11の上面21に、インキ27に対して親和性を持つ溶液28を確実に塗布することができる。
なお溶液塗布ロール32の回転の向きは特に限定されないが、好ましくは、図1において矢印で示すように、溶液塗布ロール32は、塗布ロール駆動機構51により駆動されて床材11の搬送方向と同一の向きに回転する。
【0049】
また図1に示すように、吸水ロール33は、シャフト33aを介して吸水ロール駆動機構52により回転駆動されている。このため、吸水ロール33によって床材11の上面21に残る溶液28を掻きとる際、床材11上で吸水ロール33が空回りすることはない。このことにより、床材11の上面21に残る溶液28を精度良く掻きとることができる。
なお吸水ロール33の回転の向きは特に限定されないが、好ましくは、図1において矢印で示すように、吸水ロール33は、吸水ロール駆動機構52により駆動されて床材11の搬送方向と同一の向きに回転する。
【0050】
床材11の搬送速度、すなわち各搬送ローラー31の回転速度は、制御部50により制御されている。同様に、溶液塗布ロール32および吸水ロール33の回転速度は、制御部50により制御されている。溶液塗布ロール32および吸水ロール33の回転速度は、床材11の搬送速度、床材11の層構成および溶液28の種類などに応じて適宜設定されるが、例えば溶液塗布ロール32の回転速度(溶液塗布ロール32の周速度)は20〜40m/minの範囲内となっており、吸水ロール33の回転速度(吸水ロール33の周速度)は20〜40m/minの範囲内となっている。
【0051】
またインキ塗布手段34は、回動自在に支持され、その外周面上に付着されたインキ27を面取り部21a上の溶液28に塗布する2段印刷版胴35と、回動自在に支持されるとともにインキパン37内のインキ27に浸るよう設けられ、そして2段印刷版胴35の外周面上にインキ27を付着させるファニッシャーロール36とを有している。このうち2段印刷版胴35は、図1に示すように、2段印刷版胴35の外周面が床材11と接する位置において2段印刷版胴35の外周面が床材11の搬送方向に対して逆向きに回転するよう、駆動機構(図示せず)により駆動される。また、インキパン37には排出チューブ38が接続されており、排出チューブ38の他端は、インキ27を一時的に貯蔵するインキバッファタンク39に接続されている。このインキバッファタンク39にはインキタンク40が接続されており、このため、インキタンク40に蓄えられているインキ27は、インキバッファタンク39および排出チューブ38を経由してインキパン37へ供給される。
【0052】
次に図6を参照して、インキ塗布手段34の2段印刷版胴35について詳述する。図6(a)は、床材11の搬送方向から見た場合の2段印刷版胴35を示す正面図であり、図6(b)は、2段印刷版胴35を示す側面図である。また図6(c)は、図6(a)に示す2段印刷版胴35のうちその外周面近傍(図6(a)において点線で囲まれた部分)を拡大して示す図である。
【0053】
図6(a)(b)に示すように、2段印刷版胴35は、小径部41と、小径部41に連結して設けられた大径部42とを含んでいる。このうち小径部41の厚さは1.2mmであり、大径部42の厚さは0.8mmである。また小径部41の半径と大径部42の半径の差は1.5mmである。この半径の差に起因して、図6(c)に示すように、2段印刷版胴35を回転させて床材11の面取り部21aにインキ27を塗布する際、小径部41の端部41aと大径部42の端部42aとの間において、小径部41の半径と大径部42の半径の差1.5mmに対応する領域には、その表面が表面張力により湾曲しているインキ27の液塊27aが形成される。
【0054】
インキ塗布方法
次に、床材11の上面21に形成された面取り部21aに対してインキ27を塗布する方法について説明する。
【0055】
はじめに、図1に示すように、長側部22,24の上端部にそれぞれ面取り部21aが形成された床材11を準備する。次に、床材11の長側部22,24の長さ方向がインキ塗布装置10の搬送ローラー31の搬送方向と一致するよう床材11の方向を整えた後、床材11の他側の短側部25がインキ塗布装置10の溶液塗布ロール32に到達するまで、搬送ローラー31により床材11を搬送する。この際、床材の搬送速度が70m/minとなるよう、制御装置50により各搬送ローラー31を制御する。
【0056】
次に、図1に示すように、床材11の上面21に押し当てられた溶液塗布ロール32により、床材11の面取り部21aおよびその近傍の床材11の上面21に、インキ27に対して親和性を持つ溶液28を塗布する。この際、溶液塗布ロール32の回転速度が20m/minとなるよう、制御装置50により塗布ロール駆動機構51を制御する。次に、各搬送ローラー31により床材11を吸水ロール33に送った後、溶液塗布ロール32により床材11に塗布された溶液28のうち床材11の上面21に残る溶液28を、吸水ロール33により掻きとる。この際、吸水ロール33の回転速度が20m/minとなるよう、制御装置50により吸水ロール駆動機構52を制御する。この場合、床材11の上面21は一般に凹凸の少ない滑らかな表面からなり、このため、床材11の上面21に残る溶液28を吸水ロール33により掻きとることは容易である。このようにして、図1に示すように、床材11のうち面取り部21aのみが溶液28により被覆される。
【0057】
次に、各搬送ローラー31により床材11がインキ塗布手段34の2段印刷版胴35に送られると、床材の搬送速度が30m/minとなるよう、制御装置50により各搬送ローラー31を制御する。その後、2段印刷版胴35により、面取り部21a上の溶液28に対してインキ27を塗布する。この際、前述のように、回転する2段印刷版胴35の小径部41の端部41aと大径部42の端部42aとの間において、小径部41の半径と大径部42の半径の差1.5mmに対応する領域には、その表面が表面張力により湾曲しているインキ27の液塊27aが形成されている。また、床材11の面取り部21a上にはインキ27に対して親和性を持つ溶液28が塗布されている。このため、2段印刷版胴35に吸着されているインキ27の液塊27aを、床材11の面取り部21aに接触させることにより、溶液28中にインキ27を浸透させることができる。この場合、溶液28がインキ27に対して親和性を有しているため、2段印刷版胴35の配置を床材11の面取り部21aに対して正確に設定する必要はなく、インキ27の液塊27aを床材11の面取り部21aのうち任意の位置に接触させることができればよい。このようにして、床材11のうち面取り部21aにインキ27が塗布される。
【0058】
床材11の面取り部21a全域にわたってインキ27を塗布し、その後、床材11の一側の短側部23が2段印刷版胴35に到達するまで床材11を各搬送ローラー31により搬送した後、床材11の搬送速度が再び70m/minとなるよう、制御装置50により各搬送ローラー31を制御する。これによって、その面取り部21aにインキ27が塗布された床材11がインキ塗布装置10から送り出され、このようにして、インキ27塗布済の床材11が製造される。
【0059】
このように本実施の形態によれば、床材11の面取り部21aおよびその近傍の床材11の上面21に、インキ27に対して親和性を持つ溶液28が塗布された後、床材11の上面21に残る溶液28が掻きとられる。このため、床材11のうち面取り部21aのみを溶液28により容易に被覆することができる。
【0060】
また本実施の形態によれば、床材11のうちインキ27に対して親和性を持つ溶液28により被覆された面取り部21aに対してインキ27が塗布される。このため、インキ27を無駄に使うことなく、またインキ27かすれなどを生じさせることなく、床材11の面取り部21aに対して高速で、容易かつ精度良くインキ27を塗布することできる。このことにより、インキ27塗布済の床材11を容易に製造することが可能となる。
【0061】
また本実施の形態によれば、前述のとおり、面取り部21aにインキ27を塗布する前に、面取り部21aを溶液28により被覆する。一般に溶液28の粘性はインキ27よりも低く、このため、面取り部21aに、面取り部21aを形成するための切削加工時に発生した化粧シート14のささくれや木質板12のささくれがあったとしても、溶液28がこれらのささくれの下に回りこむことができる。このため、溶液28により被覆された面取り部21aにインキ27が塗布されるとき、インキ27がこれらのささくれの下に回りこむことができる。このことにより、面取り部21aにささくれが形成されている場合であっても、塗布ムラを発生することなく面取り部21aにインキ27を均一に塗布することができる。
【0062】
さらに本実施の形態によれば、インキ塗布手段の34の2段印刷版胴35は、小径部41と、小径部41に連結して設けられた大径部42とを含み、小径部41の半径と大径部42の半径の差に対応する領域には、その表面が表面張力により湾曲している液体領域27aが形成されている。また、床材11の面取り部21a上にはインキ27に対して親和性を持つ溶液28が塗布されている。このため、2段印刷版胴35に吸着されているインキ27の液塊27aを、床材11の面取り部21aに塗布されている溶液28に接触させることにより、溶液28中にインキ27を浸透させ、これによって、面取り部21aに対してインキ27を塗布することができる。このため、2段印刷版胴35の配置を床材11の面取り部21aに対して正確に設定する必要はなく、このことにより、インキ塗布装置10の構成を簡略化するとともに、インキ27塗布時の床材11の搬送速度を大きくすることができる。
【0063】
また本実施の形態によれば、はじめに、床材の搬送速度が70m/minとなるよう、制御装置50により各搬送ローラー31が制御され、その後、床材11がインキ塗布手段34の2段印刷版胴35に送られると、床材の搬送速度が30m/minとなるよう、制御装置50により各搬送ローラー31が制御される。その後、床材11の短側部23が2段印刷版胴35に到達した後は、床材11の搬送速度が再び70m/minとなるよう、制御装置50により各搬送ローラー31が制御される。このように、2段印刷版胴35により床材11にインキ27が塗布される間の床材11の搬送速度を小さくし、一方、床材11にインキ27が塗布される前後での床材11の搬送速度を大きくすることにより、床材11の面取り部21aに正確にインキ27を塗布するとともに、床材11の塗装工程全体に要する時間を短縮することができる。
【0064】
なお、本実施の形態において、吸水ロール33が1段に配置された例を示した。しかしながら、これに限られることはなく、吸水ロール33を2段または3段あるいはそれ以上配置してもよい(図1の二点鎖線参照)。これによって、1段目の吸水ロール33によっては床材11の上面21に塗布された溶液28を完全に掻きとることができない場合であっても、2段目以降の吸水ロール33により床材11の上面21に塗布された溶液28を完全に掻きとることができる。
【0065】
また、本実施の形態において、面取り部21aは、化粧シート14から木質板12にまで達する深さを有するよう形成されている例を示した。しかしながら、これに限られることはなく、面取り部21aは、木質板12にまで達する深さを有していなくてもよい。
【0066】
また、本実施の形態において、床材11の一側の長側面22の上端部に形成された面取り部21a、および床材11の他側の長側面24の上端部に形成された面取り部21aにインキ27が塗布される例を示した。しかしながら、これに限られることはなく、床材11の一側の短側面23の上端部に形成された面取り部21a、および床材11の他側の短側面25の上端部に形成された面取り部21aにインキ27を塗布してもよい。
【0067】
また、本実施の形態において、2段印刷版胴35は、2段印刷版胴35の外周面が床材11と接する位置において、2段印刷版胴35の外周面が床材11の搬送方向に対して逆向きに回転するよう、駆動機構により駆動される例を示した。しかしながら、これに限られることはなく、2段印刷版胴35の外周面が床材11と接する位置において、2段印刷版胴35の外周面が床材11の搬送方向に対して同じ向きに回転するよう、2段印刷版胴35を駆動機構により駆動してもよい。
【0068】
また、本実施の形態において、はじめに、床材の搬送速度が70m/minとなるよう、制御装置50により各搬送ローラー31が制御され、その後、床材11がインキ塗布手段34の2段印刷版胴35に送られると、床材の搬送速度が30m/minとなるよう、制御装置50により各搬送ローラー31が制御され、その後、床材11の短側部23が2段印刷版胴35に到達した後、床材11の搬送速度が再び70m/minとなるよう、制御装置50により各搬送ローラー31が制御される例を示した。しかしながら、これに限られることはなく、床材11の搬送速度が常に一定となるよう、制御装置50により各搬送ローラー31を制御してもよい。また、床材11の搬送速度を、床材11の面取り部21aの寸法や、インキ27および溶液28の特性などに応じて、適宜調整してもよい。
【0069】
また、本実施の形態において、2段印刷版胴35の小径部41の厚さは1.2mmであり、大径部42の厚さは0.8mmであり、小径部41の半径と大径部42の半径の差は1.5mmである例を示した。しかしながら、これに限られることはなく、小径部41および大径部42の厚さおよび半径を、床材11の面取り部21aの寸法に応じて適宜設定してもよい。例えば、小径部41の半径と大径部42の半径の差を、面取り部21aの深さの0.3〜3倍になるよう設定してもよい。
【0070】
また、本実施の形態において、化粧シート14は、第1接着剤コート層13側から順に配置されたウレタン系プライマー裏面コート層15と、着色オレフィン樹脂原反層16と、絵柄印刷層17と、第2接着剤コート層18と、透明ポリプロピレン(PP)樹脂フィルム19と、電離放射線硬化型樹脂コート層20とから形成されている例を示した。しかしながら、これに限られることはなく、化粧シート14は、第1接着剤コート層とウレタン系プライマー裏面コート層15との間にさらに透明ポリエチレンテレフタッレート(PET)樹脂層(図示せず)を有していてもよい。
【0071】
また、本実施の形態において、床材11の面取り部21aおよびその近傍の床材上面21にインキ27に対して親和性を持つ溶液28を塗布する溶液塗布手段が、回動自在に支持された溶液塗布ロール32からなる例を示した。しかしながら、これに限られることはなく、溶液塗布手段を、非回転性の手段、例えば刷毛やスプレー、ディスペンサーなどにより構成してもよい。
【0072】
また、本実施の形態において、溶液塗布ロール32により塗布された溶液28のうち、床材11の上面21に残る溶液28を除去する溶液除去手段が、床材11の上面21に残る溶液28を掻きとって除去する吸水ロール33からなる例を示した。しかしながら、これに限られることはなく、溶液除去手段を、床材11の上面21に残る溶液28を風圧によって吹き飛ばして除去するエアカッターにより構成してもよい。若しくは、溶液除去手段を、床材11の上面21に残る溶液28をはじき出して除去するウレタン製樹脂ロールまたはドクターブレードにより構成してもよい。
【0073】
また、本実施の形態において、回動自在に支持された2段印刷版胴35により面取り部21a上の溶液28にインキ27が塗布される例を示した。しかしながら、これに限られることはなく、非回転性の手段、例えばスタンプ、刷毛、スプレーまたはディスペンサーなどにより面取り部21a上の溶液28にインキ27を塗布してもよい。
【0074】
また、本実施の形態において、溶液塗布ロール32および吸水ロール33がそれぞれシャフト32a、33aを介して塗布ロール駆動機構51および吸水ロール駆動機構52により回転駆動される例を示した。しかしながら、これに限られることはなく、塗布ロール駆動機構51および吸水ロール駆動機構52が設けられていなくてもよい。塗布ロール駆動機構51および吸水ロール駆動機構52が設けられていない場合であっても、溶液塗布ロール32および吸水ロール33は、シャフト32a、33aにより回動自在に支持されるとともに床材11の上面21に押し当てられており、このため床材11が各搬送ローラー31により搬送される際、溶液塗布ロール32および吸水ロール33と床材11との間に働く摩擦力により、溶液塗布ロール32および吸水ロール33を回転させることができる。
【0075】
第2の実施の形態
次に、図7および図8を参照して、本発明の第2の実施の形態について説明する。ここで、図7は、本実施の第2の実施の形態におけるインキ塗布装置全体を示す斜視図であり、図8(a)は、本発明の第2の実施の形態における2段印刷版胴を示す正面図であり、図8(b)は、本発明の第2の実施の形態における2段印刷版胴示す側面図であり、図8(c)は、図8(a)に示すインキ塗布手段のうちその端部を拡大して示す図である。
【0076】
図7および図8に示す第2の実施の形態は、床材11の縦溝21cおよびその近傍の床材上面21に、インキ27に対して親和性を持つ溶液28を塗布する溶液塗布ロール48と、溶液塗布ロール48により塗布された溶液28のうち、床材11の上面21に残る溶液28を掻きとる吸水ロール49と、縦溝21c上の溶液28に対してインキ27を塗布する2段印刷版胴45とがさらに設けられている点が異なるのみであり、他の構成は、図1乃至図6に示す第1の実施の形態と略同一である。図7および図8に示す第2の実施の形態において、図1乃至図6に示す第1の実施の形態と同一部分には同一符号を付して詳細な説明は省略する。なお本願において、「縦溝21cの近傍」とは、縦溝21cの縁部(縦溝21cと上面21との境界)より1〜5mm程度の範囲を意味している。
【0077】
インキ塗布装置
図7に示すように、インキ塗布装置10は、床材11を支持して搬送する複数の搬送ローラー31と、搬送ローラー31により搬送される床材11の縦溝21cおよびそれらの近傍の床材上面21に、インキ27に対して親和性を持つ溶液28を塗布する溶液塗布ロール48(溶液塗布手段)と、溶液塗布ロール48により塗布された溶液28のうち、床材11の上面21に残る溶液28を掻きとって除去する吸水ロール49(溶液除去手段)と、縦溝21c上の溶液28に対してインキ27を塗布する2段印刷版胴45とを備えている。図7に示すように、溶液塗布ロール48は、溶液塗布ロール32と同様にシャフト32aにより回動自在に支持されており、また溶液塗布ロール48は、シャフト32aを介して塗布ロール駆動機構51により回転駆動されている。吸水ロール49は、吸水ロール33と同様にシャフト33aにより回動自在に支持されており、また吸水ロール49は、シャフト33aを介して吸水ロール駆動機構52により回転駆動されている。
【0078】
次に図8を参照して、2段印刷版胴45について更に詳述する。図8(a)は、床材11の搬送方向から見た場合の2段印刷版胴45を示す正面図であり、図8(b)は、2段印刷版胴45を示す側面図である。また図8(c)は、図8(a)に示す2段印刷版胴45のうちその外周面近傍(図8(a)において点線で囲まれた部分)を拡大して示す図である。
【0079】
図8(a)(b)に示すように、2段印刷版胴45は、2つの小径部46と、2つの小径部46の間に連結して設けられた大径部47とを含んでいる。このうち小径部46の厚さは0.6mmであり、大径部47の厚さは0.4mmである。また各小径部46の半径と大径部47の半径の差は1mmである。この半径の差に起因して、図8(c)に示すように、2段印刷版胴45を回転させて床材11の縦溝21cにインキ27を塗布する際、各小径部46の端部46aと大径部47の端部47aとの間において、各小径部46の半径と大径部47の半径の差1mmに対応する領域には、その表面が表面張力により湾曲しているインキ27の液塊27aがそれぞれ形成される。
【0080】
インキ塗布方法
次に、床材11の上面21に形成された面取り部21aおよび縦溝21cに対してインキ27を塗布する方法について説明する。なお、面取り部21aに対してインキ27を塗布する方法については、本発明の第1の実施の形態の場合と同一であるので説明を省略する。
【0081】
はじめに、図7に示すように、長側部22,24の上端部にそれぞれ面取り部21aが形成されるとともに、床材11の上面21に縦溝21cが形成された床材11を準備する。次に、床材11の長側部22,24の長さ方向がインキ塗布装置10の搬送ローラー31の搬送方向と一致するよう床材11の方向を整えた後、床材11の他側の短側部25がインキ塗布装置10の溶液塗布ロール48に到達するまで、搬送ローラー31により床材11を搬送する。この際、床材の搬送速度が70m/minとなるよう、制御装置50により各搬送ローラー31を制御する。
【0082】
次に、図7に示すように、床材11の上面21に押し当てられた溶液塗布ロール48により、床材11の縦溝21cおよびその近傍の床材11の上面21に、インキ27に対して親和性を持つ溶液28を塗布する。この際、溶液塗布ロール48の回転速度が20m/minとなるよう、制御装置50により塗布ロール駆動機構51を制御する。次に、各搬送ローラー31により床材11を吸水ロール49に送った後、溶液塗布ロール48により床材11に塗布された溶液28のうち床材11の上面21に残る溶液28を、吸水ロール49により掻きとる。この際、吸水ロール49の回転速度が20m/minとなるよう、制御装置50により吸水ロール駆動機構52を制御する。この場合、床材11の上面21は一般に凹凸の少ない滑らかな表面からなり、このため、床材11の上面21に残る溶液28を吸水ロール49により掻きとることは容易である。このようにして、図1に示すように、床材11のうち縦溝21cが溶液28により被覆される。
【0083】
次に、各搬送ローラー31により床材11がインキ塗布手段34の2段印刷版胴45に送られると、床材の搬送速度が30m/minとなるよう、制御装置50により各搬送ローラー31を制御する。その後、2段印刷版胴45により、縦溝21c上の溶液28に対してインキ27を塗布する。この際、前述のように、回転する2段印刷版胴45の各小径部46の端部46aと大径部47の端部47aとの間において、小径部46の半径と大径部47の半径の差1mmに対応する領域には、その表面が表面張力により湾曲しているインキ27の液塊27aがそれぞれ形成されている。また、床材11の縦溝21c上にはインキ27に対して親和性を持つ溶液28が塗布されている。このため、2段印刷版胴45に吸着されているインキ27の液塊27aを、床材11の縦溝21cに接触させることにより、溶液28中にインキ27を浸透させることができる。この場合、溶液28がインキ27に対して親和性を有しているため、2段印刷版胴45の配置を床材11の縦溝21cに対して正確に設定する必要はなく、インキ27の液塊27aを床材11の縦溝21cのうち任意の位置に接触させることができればよい。このようにして、床材11のうち縦溝21cにインキ27が塗布される。
【0084】
床材11の縦溝21c全域にわたってインキ27を塗布し、その後、床材11の一側の短側部23が2段印刷版胴45に到達するまで床材11を各搬送ローラー31により搬送した後、床材11の搬送速度が再び70m/minとなるよう、制御装置50により各搬送ローラー31を制御する。これによって、その縦溝21cにインキ27が塗布された床材11がインキ塗布装置10から送り出され、このようにして、インキ塗布済の床材11が製造される。
【0085】
このように本実施の形態によれば、床材11の縦溝21cおよびその近傍の床材11の上面21に、インキ27に対して親和性を持つ溶液28が塗布された後、床材11の上面21に残る溶液28が掻きとられる。このため、床材11のうち縦溝21cのみを溶液28により容易に被覆することができる。また縦溝21cを溶液28により被覆することにより、縦溝21cに形成されているささくれなどの凹凸部を平滑化することもできる。
【0086】
また本実施の形態によれば、床材11のうちインキ27に対して親和性を持つ溶液28により被覆された縦溝21cに対してインキ27が塗布される。このため、インキ27を無駄に使うことなく、またインキ27かすれなどを生じさせることなく、床材11の縦溝21cに対して高速で、容易かつ精度良くインキ27を塗布することできる。このことにより、インキ27塗布済の床材11を容易に製造することが可能となる。
【0087】
また本実施の形態によれば、前述のとおり、縦溝21cにインキ27を塗布する前に、縦溝21cを溶液28により被覆する。一般に溶液28の粘性はインキ27よりも低く、このため、縦溝21cに、縦溝21cを形成するための切削加工時に発生した化粧シート14のささくれや木質板12のささくれがあったとしても、溶液28がこれらのささくれの下に回りこむことができる。このため、溶液28により被覆された縦溝21cにインキ27が塗布されるとき、インキ27がこれらのささくれの下に回りこむことができる。このことにより、縦溝21cにささくれが形成されている場合であっても、塗布ムラを発生することなく縦溝21cにインキ27を均一に塗布することができる。
【0088】
さらに本実施の形態によれば、インキ塗布手段の34の2段印刷版胴45は、2つの小径部46と、2つの小径部46の間に連結して設けられた大径部47とを含み、各小径部46の半径と大径部47の半径の差に対応する領域には、その表面が表面張力により湾曲している液体領域27aがそれぞれ形成されている。また、床材11の縦溝21c上にはインキ27に対して親和性を持つ溶液28が塗布されている。このため、2段印刷版胴45に吸着されているインキ27の液塊27aを、床材11の縦溝21cに塗布されている溶液28に接触させることにより、溶液28中にインキ27を浸透させ、これによって、縦溝21cに対してインキ27を塗布することができる。このため、2段印刷版胴45の配置を床材11の縦溝21cに対して正確に設定する必要はなく、このことにより、インキ塗布装置10の構成を簡略化するとともに、インキ27塗布時の床材11の搬送速度を大きくすることができる。
【0089】
なお、本実施の形態において、吸水ロール33、49が1段に配置された例を示した。しかしながら、これに限られることはなく、吸水ロール33、49を2段または3段あるいはそれ以上配置してもよい(図7の二点鎖線参照)。これによって、1段目の吸水ロール33、49によっては床材11の上面21に塗布された溶液28を完全に掻きとることができない場合であっても、2段目以降の吸水ロール33、49により床材11の上面21に塗布された溶液28を完全に掻きとることができる。
【0090】
また、本実施の形態において、床材11の縦溝21c、すなわち床材11の長側面22、24と平行な方向に延びる溝にインキ27が塗布される例を示した。しかしながら、これに限られることはなく、床材11の短側面23、25と平行な方向に延びる床材11の横溝にインキ27を塗布してもよい。
【0091】
また、本実施の形態において、2段印刷版胴45の小径部46の厚さは0.6mmであり、大径部47の厚さは0.4mmであり、小径部46の半径と大径部47の半径の差は1mmである例を示した。しかしながら、これに限られることはなく、小径部46および大径部47の厚さおよび半径を、床材11の縦溝21cの寸法に応じて適宜設定してもよい。例えば、小径部46の半径と大径部47の半径の差を、縦溝21cの深さの0.3〜3倍になるよう設定してもよい。
【0092】
また、本実施の形態において、床材11の縦溝21cおよびその近傍の床材上面21にインキ27に対して親和性を持つ溶液28を塗布する溶液塗布手段が、回動自在に支持された溶液塗布ロール48からなる例を示した。しかしながら、これに限られることはなく、溶液塗布手段を、非回転性の手段、例えば刷毛やスプレー、ディスペンサーなどにより構成してもよい。
【0093】
また、本実施の形態において、溶液塗布ロール48により塗布された溶液28のうち、床材11の上面21に残る溶液28を除去する溶液除去手段が、床材11の上面21に残る溶液28を掻きとって除去する吸水ロール49からなる例を示した。しかしながら、これに限られることはなく、溶液除去手段を、床材11の上面21に残る溶液28を風圧によって吹き飛ばして除去するエアカッターにより構成してもよい。若しくは、溶液除去手段を、床材11の上面21に残る溶液28をはじき出して除去するウレタン製樹脂ロールまたはドクターブレードにより構成してもよい。
【0094】
また、本実施の形態において、回動自在に支持された2段印刷版胴45により縦溝21c上の溶液28にインキ27が塗布される例を示した。しかしながら、これに限られることはなく、非回転性の手段、例えばスタンプ、刷毛、スプレーまたはディスペンサーなどにより縦溝21c上の溶液28にインキ27を塗布してもよい。
【0095】
また、本実施の形態において、溶液塗布ロール48および吸水ロール49がそれぞれシャフト32a、33aを介して塗布ロール駆動機構51および吸水ロール駆動機構52により回転駆動される例を示した。しかしながら、これに限られることはなく、塗布ロール駆動機構51および吸水ロール駆動機構52が設けられていなくてもよい。塗布ロール駆動機構51および吸水ロール駆動機構52が設けられていない場合であっても、溶液塗布ロール48および吸水ロール49は、シャフト32a、33aにより回動自在に支持されるとともに床材11の上面21に押し当てられており、このため床材11が各搬送ローラー31により搬送される際、溶液塗布ロール48および吸水ロール49と床材11との間に働く摩擦力により、溶液塗布ロール48および吸水ロール49を回転させることができる。
【符号の説明】
【0096】
10 インキ塗布装置
11 床材
12 木質板
13 第1接着剤コート層
14 化粧シート
15 ウレタン系プライマー裏面コート層
16 着色オレフィン樹脂原反層
17 絵柄印刷層
18 第2接着剤コート層
19 透明ポリプロピレン(PP)樹脂フィルム
20 電離放射線硬化型樹脂コート層
21 床材上面
21a 床材上面の面取り部
21b 面取り部により形成される縦溝
21c 床材上面の縦溝
22 一側の長側面
22a 一側の長側面の雄実部
23 一側の短側面
23a 一側の短側面の雄実部
24 他側の長側面
24a 他側の長側面の雌実部
25 他側の短側面
25a 他側の短側面の雌実部
27 インキ
27a インキの液塊
28 溶液
31 搬送ローラー
32 面取り部用溶液塗布ロール
32a 溶液塗布ロール用シャフト
33 面取り部用吸水ロール
33a 吸水ロール用シャフト
34 インキ塗布手段
35 面取り部用2段印刷版胴
36 ファニッシャーロール
37 インキパン
38 排出チューブ
39 インキバッファタンク
40 インキタンク
41 面取り部用2段印刷版胴の小径部
41a 小径部の端部
42 面取り部用2段印刷版胴の大径部
42a 大径部の端部
45 縦溝用2段印刷版胴
46 縦溝用2段印刷版胴の小径部
46a 小径部の端部
47 縦溝用2段印刷版胴の大径部
47a 大径部の端部
48 縦溝用溶液塗布ロール
49 縦溝用吸水ロール
50 制御部
51 塗布ロール駆動機構
52 吸水ロール駆動機構
【特許請求の範囲】
【請求項1】
木質板と、木質板上に積層された化粧シートとを有する床材の上面に形成された傾斜面に対してインキを塗布する方法において、
前記傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する工程と、
塗布された溶液のうち、床材上面に残る溶液を除去する工程と、
傾斜面上の溶液に対してインキを塗布する工程と、を備えたことを特徴とするインキ塗布方法。
【請求項2】
傾斜面は、床材の上面端部に形成された面取り部からなることを特徴とする請求項1に記載のインキ塗布方法。
【請求項3】
面取り部が形成された床材の上面端部に対応する側面に、雄実部または雌実部が設けられていることを特徴とする請求項2に記載のインキ塗布方法。
【請求項4】
傾斜面は、床材の上面に形成された縦溝または横溝の傾斜面からなることを特徴とする請求項1に記載のインキ塗布方法。
【請求項5】
傾斜面は、化粧シートから木質板にまで達することを特徴とする請求項1乃至4のいずれかに記載のインキ塗布方法。
【請求項6】
木質板と、木質板上に積層された化粧シートとを有する床材の上面に形成された傾斜面に対してインキを塗布する装置において、
床材を支持して搬送する搬送ローラーと、
搬送ローラーにより搬送される床材の傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する溶液塗布手段と、
溶液塗布手段により塗布された溶液のうち、床材の上面に残る溶液を除去する溶液除去手段と、
傾斜面上の溶液に対してインキを塗布するインキ塗布手段と、を備えたことを特徴とするインキ塗布装置。
【請求項7】
傾斜面は、床材の上面端部に形成された面取り部からなることを特徴とする請求項6に記載のインキ塗布装置。
【請求項8】
面取り部が形成された床材の上面端部に対応する側面に、雄実部または雌実部が設けられていることを特徴とする請求項7に記載のインキ塗布装置。
【請求項9】
傾斜面は、床材の上面に形成された縦溝または横溝の傾斜面からなることを特徴とする請求項6に記載のインキ塗布装置。
【請求項10】
傾斜面は、化粧シートから木質板にまで達することを特徴とする請求項6乃至9のいずれかに記載のインキ塗布装置。
【請求項11】
インキ塗布手段は、小径部と、小径部に連結して設けられた大径部とを含む2段印刷版胴を有することを特徴とする請求項6に記載のインキ塗布装置。
【請求項12】
2段印刷版胴は、床材の搬送方向に対して逆向きに回転することを特徴とする請求項11に記載のインキ塗布装置。
【請求項13】
溶液除去手段は、吸水ロール駆動機構により駆動されて回転する吸水ロールからなることを特徴とする請求項6に記載のインキ塗布装置。
【請求項14】
吸水ロールは、吸水ロール駆動機構により駆動されて床材の搬送方向と同一の向きに回転することを特徴とする請求項13に記載のインキ塗布装置。
【請求項15】
溶液塗布手段は、塗布ロール駆動機構により駆動されて回転する溶液塗布ロールからなることを特徴とする請求項6に記載のインキ塗布装置。
【請求項16】
溶液塗布ロールは、塗布ロール駆動機構により駆動されて床材の搬送方向と同一の向きに回転することを特徴とする請求項15に記載のインキ塗布装置。
【請求項17】
インキ塗布済の床材の製造方法において、
木質板と、木質板上に積層された化粧シートとを有し、上面に傾斜面が形成された床材を準備する工程と、
床材の上面に形成された傾斜面に対してインキを塗布する工程と、を備え、
前記インキを塗布する工程は、前記傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する工程と、塗布された溶液のうち、床材上面に残る溶液を除去する工程と、傾斜面上の溶液に対してインキを塗布する工程と、を有することを特徴とするインキ塗布済の床材の製造方法。
【請求項18】
インキ塗布済の床材の製造方法によって得られたインキ塗布済の床材において、
前記インキ塗布済の床材の製造方法は、木質板と、木質板上に積層された化粧シートとを有し、上面に傾斜面が形成された床材を準備する工程と、床材の上面に形成された傾斜面に対してインキを塗布する工程と、を備え、
前記インキを塗布する工程は、前記傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する工程と、塗布された溶液のうち、床材上面に残る溶液を除去する工程と、傾斜面上の溶液に対してインキを塗布する工程と、を有することを特徴とするインキ塗布済の床材。
【請求項1】
木質板と、木質板上に積層された化粧シートとを有する床材の上面に形成された傾斜面に対してインキを塗布する方法において、
前記傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する工程と、
塗布された溶液のうち、床材上面に残る溶液を除去する工程と、
傾斜面上の溶液に対してインキを塗布する工程と、を備えたことを特徴とするインキ塗布方法。
【請求項2】
傾斜面は、床材の上面端部に形成された面取り部からなることを特徴とする請求項1に記載のインキ塗布方法。
【請求項3】
面取り部が形成された床材の上面端部に対応する側面に、雄実部または雌実部が設けられていることを特徴とする請求項2に記載のインキ塗布方法。
【請求項4】
傾斜面は、床材の上面に形成された縦溝または横溝の傾斜面からなることを特徴とする請求項1に記載のインキ塗布方法。
【請求項5】
傾斜面は、化粧シートから木質板にまで達することを特徴とする請求項1乃至4のいずれかに記載のインキ塗布方法。
【請求項6】
木質板と、木質板上に積層された化粧シートとを有する床材の上面に形成された傾斜面に対してインキを塗布する装置において、
床材を支持して搬送する搬送ローラーと、
搬送ローラーにより搬送される床材の傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する溶液塗布手段と、
溶液塗布手段により塗布された溶液のうち、床材の上面に残る溶液を除去する溶液除去手段と、
傾斜面上の溶液に対してインキを塗布するインキ塗布手段と、を備えたことを特徴とするインキ塗布装置。
【請求項7】
傾斜面は、床材の上面端部に形成された面取り部からなることを特徴とする請求項6に記載のインキ塗布装置。
【請求項8】
面取り部が形成された床材の上面端部に対応する側面に、雄実部または雌実部が設けられていることを特徴とする請求項7に記載のインキ塗布装置。
【請求項9】
傾斜面は、床材の上面に形成された縦溝または横溝の傾斜面からなることを特徴とする請求項6に記載のインキ塗布装置。
【請求項10】
傾斜面は、化粧シートから木質板にまで達することを特徴とする請求項6乃至9のいずれかに記載のインキ塗布装置。
【請求項11】
インキ塗布手段は、小径部と、小径部に連結して設けられた大径部とを含む2段印刷版胴を有することを特徴とする請求項6に記載のインキ塗布装置。
【請求項12】
2段印刷版胴は、床材の搬送方向に対して逆向きに回転することを特徴とする請求項11に記載のインキ塗布装置。
【請求項13】
溶液除去手段は、吸水ロール駆動機構により駆動されて回転する吸水ロールからなることを特徴とする請求項6に記載のインキ塗布装置。
【請求項14】
吸水ロールは、吸水ロール駆動機構により駆動されて床材の搬送方向と同一の向きに回転することを特徴とする請求項13に記載のインキ塗布装置。
【請求項15】
溶液塗布手段は、塗布ロール駆動機構により駆動されて回転する溶液塗布ロールからなることを特徴とする請求項6に記載のインキ塗布装置。
【請求項16】
溶液塗布ロールは、塗布ロール駆動機構により駆動されて床材の搬送方向と同一の向きに回転することを特徴とする請求項15に記載のインキ塗布装置。
【請求項17】
インキ塗布済の床材の製造方法において、
木質板と、木質板上に積層された化粧シートとを有し、上面に傾斜面が形成された床材を準備する工程と、
床材の上面に形成された傾斜面に対してインキを塗布する工程と、を備え、
前記インキを塗布する工程は、前記傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する工程と、塗布された溶液のうち、床材上面に残る溶液を除去する工程と、傾斜面上の溶液に対してインキを塗布する工程と、を有することを特徴とするインキ塗布済の床材の製造方法。
【請求項18】
インキ塗布済の床材の製造方法によって得られたインキ塗布済の床材において、
前記インキ塗布済の床材の製造方法は、木質板と、木質板上に積層された化粧シートとを有し、上面に傾斜面が形成された床材を準備する工程と、床材の上面に形成された傾斜面に対してインキを塗布する工程と、を備え、
前記インキを塗布する工程は、前記傾斜面およびその近傍の床材上面に、インキに対して親和性を持つ溶液を塗布する工程と、塗布された溶液のうち、床材上面に残る溶液を除去する工程と、傾斜面上の溶液に対してインキを塗布する工程と、を有することを特徴とするインキ塗布済の床材。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−167407(P2010−167407A)
【公開日】平成22年8月5日(2010.8.5)
【国際特許分類】
【出願番号】特願2009−227958(P2009−227958)
【出願日】平成21年9月30日(2009.9.30)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成22年8月5日(2010.8.5)
【国際特許分類】
【出願日】平成21年9月30日(2009.9.30)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]