
インクジェット印刷装置及びこれを用いたシームレス缶の印刷方法

【課題】微細な印刷画像においても印刷再現性に優れていると共に、印刷速度が向上され、生産効率に優れたインクジェット印刷装置及びこの装置を用いた印刷方法を提供することである。
【解決手段】マンドレルホイール、マンドレルホイールに備えられた複数個の自転可能なマンドレル、及び該マンドレルに装着されたシームレス缶外面の少なくとも胴部にインクジェット印刷により印刷画像を形成するインクジェット印刷ステーションを有する印刷装置において、前記インクジェット印刷が少なくとも一つのインクジェット印刷ステーションで行われ、該インクジェット印刷ステーションには複数個のインクジェットヘッドが配置されていることを特徴とする。
【解決手段】マンドレルホイール、マンドレルホイールに備えられた複数個の自転可能なマンドレル、及び該マンドレルに装着されたシームレス缶外面の少なくとも胴部にインクジェット印刷により印刷画像を形成するインクジェット印刷ステーションを有する印刷装置において、前記インクジェット印刷が少なくとも一つのインクジェット印刷ステーションで行われ、該インクジェット印刷ステーションには複数個のインクジェットヘッドが配置されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、インクジェット印刷装置及びこれを用いたシームレス缶の印刷方法に関するものであり、より詳細には、印刷再現性に優れていると共に印刷速度が速く生産性にも優れたシームレス缶のインクジェット印刷装置及びこの印刷装置を用いた印刷方法に関する。
【背景技術】
【0002】
アルミやスチール等の金属からなるシームレス缶は、耐衝撃性が高く、しかも酸素等のガスを透過しないことから、プラスチック容器に比して内容物の保存性が格段に優れており、更に、ガラス瓶に比して軽量である等の利点を有しており、炭酸飲料、アルコール性飲料、その他の飲料や各種食品用の容器として広く使用されている。
【0003】
缶体の外面に商品名や各種デザインを印刷する方法としては、オフセット印刷等の刷版を使用する版式印刷(特許文献1)と、版を使用しないインクジェット印刷、或いはこれらを組み合わせて成る印刷方式が提案されている(特許文献2〜4)。
版式印刷は、インクの色毎に版を作成して多色印刷するため、同一画像のシームレス缶を大量生産する場合に効率的であるが、印刷デザインを変更する場合には、新たに版を製造する必要があることから、デザイン変更に長期間を要し、特に短納期での生産や小ロット生産においては、印刷デザインの自由度がなく、限られた種類のデザインしか印刷できないという問題があった。
一方、インクジェット印刷は版を必要としないことから製版コストがかからず、しかも短期間に印刷デザインを自由に変更できるバリアブル(可変)性を有すると共に、インクを厚盛することができるので、深みのある画像を形成することができ、写真等の高精細な画像の再現性に優れているという利点を有している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−62455号公報
【特許文献2】特開2004−42464号公報
【特許文献3】特許第4615999号公報
【特許文献4】特開2010−143200号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、インクジェット印刷は、一般にシアン、マゼンタ、イエロー、ブラックの4色のプロセスカラーに対応した複数のインクジェットヘッドが必要であることから、上記特許文献3に記載された装置のように印刷ステーション数が多くなり、印刷装置が大型化するという問題があった。また微細な印刷画像の場合、印刷ステーション毎の位置決めが難しく、画像ずれが生じるおそれもある。
またその印刷方式の原理がインクヘッドから噴射されたインクの液滴を着弾させるものであり、ヘッド幅や液滴吐出周波数の制約があることから印刷面積や印刷速度に限界があり、また従来はドットを高密度にするためには、缶の自転速度を遅くするか、或いは缶を数回自転させて対応していたため、生産性に劣るという問題があった。
更にシームレス缶は同じ缶胴径であっても容量に応じて缶高さ(缶ハイト)の高いものや低いものがあるため、印刷を施す缶の種類を変える場合にはヘッド位置を調整する必要があること、また定期的なヘッドのクリーニングも必要であることから、これらの点においても生産性に劣っていた。
【0006】
更に上記特許文献4には、複数個のインクジェットヘッドを用いてチューブ等の筒状体にインクジェット印刷する印刷装置が記載されているが、かかるインクジェット印刷装置では印刷シームレス缶を効率的に生産することは困難である。
従って本発明の目的は、微細な印刷画像においても印刷再現性に優れていると共に、印刷速度が向上され、生産効率に優れたインクジェット印刷装置及びこの装置を用いたシームレス缶の印刷方法を提供することである。
本発明の他の目的は、シームレス缶の複数の位置への印刷や、缶高さの異なるシームレス缶に容易に対応可能な多彩なシステム構成が可能なインクジェット印刷装置及びこの印刷装置を用いたシームレス缶の印刷方法を提供することである。
【課題を解決するための手段】
【0007】
本発明によれば、マンドレルホイール、マンドレルホイールに備えられた複数個の自転可能なマンドレル、及び該マンドレルに装着されたシームレス缶外面の少なくとも胴部にインクジェット印刷により印刷画像を形成するインクジェット印刷ステーションを有する印刷装置において、前記インクジェット印刷が少なくとも一つのインクジェット印刷ステーションで行われ、該インクジェット印刷ステーションには複数個のインクジェットヘッドが配置されていることを特徴とするシームレス缶の印刷装置が提供される。
本発明のシームレス缶の印刷装置においては、
1.インクジェット印刷ステーションに配置された複数個のインクジェットヘッドが、マンドレルに装着されたシームレス缶の高さ方向に移動可能であること、
2.インクジェット印刷ステーションに配置された複数個のインクジェットヘッドが、マンドレルに装着されたシームレス缶を挟んで対向する位置に設けられていること、
3.インクジェット印刷ステーションよりも下流側の位置に、仮硬化ステーション、仕上げニス塗装ステーションが順次設けられていること、
4.インクジェット印刷ステーションよりも上流側或いは下流側の何れかの位置に、シームレス缶外面の少なくとも胴部に版式印刷により印刷画像を形成する版式印刷ステーションが設けられていること、
5.インクジェット印刷ステーションに、インクジェットヘッドに連結するヘッドクリーニング装置が配置されていること、
6.ヘッドクリーニング装置が、少なくとも2個のインクジェットヘッドに共用されていること、
が好適である。
【0008】
本発明によれば、シームレス缶外面の少なくとも胴部にインクジェット印刷により印刷画像を形成する印刷方法において、前記インクジェット印刷が少なくとも一回の印刷工程で、複数個のインクジェットヘッドにより行われること特徴とするシームレス缶の印刷方法が提供される。
本発明のシームレス缶の印刷方法においては、
1.インクジェットヘッドを高さ方向に移動させることによって、シームレス缶外面の少なくとも胴部に画像形成を行うこと、
2.インクジェット印刷が施されるシームレス缶が、版式印刷による印刷画像が形成された印刷シームレス缶であること、
が好適である。
【発明の効果】
【0009】
本発明のインクジェット印刷装置においては、少なくとも一つの印刷ステーションに複数個のインクジェットヘッドを配置することが重要な特徴であり、これにより、従来と同じ印刷ステーション数であっても缶の自転速度を大きくすることが可能であり、印刷速度を大きくすることができる(表1の実施形態1〜4と比較形態1との違い)。
また一つのインクジェット印刷ステーションに複数個のインクジェットヘッドを配置することにより、従来と同じ数のヘッドを配置した場合において印刷ステーション数を少なくすることが可能となり、機械精度の誤差、マンドレル寸法誤差等の理由から、各印刷ステーション間の微細な位置合わせが困難であることから生じていた画像ずれを少なくでき、微細な印刷画像を再現することができる(表1の実施形態1〜3と比較形態2との違い)。
また一つのインクジェット印刷ステーションに複数個のインクジェットヘッドを配置することにより、隣接したインクジェットヘッドをわずかにずらすことにより先に着弾した網点の間に更に網点を精度よく着弾することができるため、網点密度を高くして解像度を上げることができる(表1の実施形態1〜4と比較形態1、2との違い)。
更に、複数個のインクジェットヘッドとすることで網点を精度よく重ね塗りすることも可能となり、インクの厚みが増し濃度感の高い印刷画像を得ることが可能になる(表1の実施形態1〜4と比較形態1、2との違い)。
更にまた複数個のインクジェットヘッドを配置することによって、印刷ステーションの数を低減することができ、印刷装置を小型化することもできる(表1の実施形態1〜4と比較形態2との違い)。
【0010】
また本発明の印刷装置においては、インクジェットヘッドが、マンドレルに装着されたシームレス缶の高さ方向に移動可能であることにより、シームレス缶の高さ方向の複数の位置への印刷や、缶高さの異なるシームレス缶にも容易に対応することができる。また、インクジェットヘッドを缶の高さ方向にわずかにずらして重ねて配置することにより、直線に近い印刷画像を形成することができ、画像の輪郭線を明確に表わすことが可能になると共に、バーコードのような直線を形成することも可能になる。
更に、一つのインクジェット印刷ステーションの複数個のインクジェットヘッドに連結するヘッドクリーニング装置が配置されていることにより、一方のインクジェットヘッドをクリーニングしている最中に、他方のインクジェットヘッドによって印刷することができるため、クリーニングしながら連続印刷することができる(表1の実施形態1〜4と比較形態1との違い)。それと共に、ヘッドクリーニング装置を複数のインクジェットヘッドで共有することができるため、上述した印刷ステーション数が低減可能であることと相俟って印刷装置の更なる小型化を図ることもできる。
【0011】
更にまた本発明のインクジェット印刷装置を版式印刷装置と組み合わせることにより、インクジェット印刷による可変可能な画像を、版式印刷によるベタ印刷の濃度の再現性に優れた画像と組み合わせることが可能になり、版式印刷のみでは対応できなかった小ロット多品種のデザインに対応することが可能であると共に、インクジェット印刷のみでは困難であった優れた画像濃度の再現性を実現することが可能になる。また、版式印刷による画像の上にインクジェット印刷による画像が形成された印刷画像が鮮明に形成された印刷シームレス缶等を提供することも可能になる。
更に本発明のインクジェット印刷装置は上述したように小型化可能であることから、版式印刷装置との組み合わせにより装置が大型化しやすいハイブリット印刷装置においても大型化することがない。
【図面の簡単な説明】
【0012】
【図1】従来のインクジェット印刷装置の一例を示す概略図である。
【図2】本発明のインクジェット印刷装置の一例を示す概略図である。
【図3】本発明のインクジェット印刷装置におけるインクジェットヘッドの配置例を示す図である。
【図4】本発明のインクジェット印刷装置におけるクリーニング機構を説明するための図である。
【図5】本発明のインクジェット印刷装置を版式印刷装置と組み合わせたハイブリッド印刷装置の一例を説明するための図である。
【図6】本発明のインクジェット印刷装置を版式印刷装置と組み合わせたハイブリッド印刷装置の一例を説明するための図である。
【図7】本発明のインクジェット印刷装置の実施形態の一例を説明するための図である。
【図8】本発明のインクジェット印刷装置の実施形態の一例を説明するための図である。
【図9】本発明のインクジェット印刷装置の実施形態の一例を説明するための図である。
【図10】本発明のインクジェット印刷装置の実施形態の一例を説明するための図である。
【図11】従来のインクジェット印刷装置の実施形態の一例を説明するための図である。
【図12】従来のインクジェット印刷装置の実施形態の一例を説明するための図である。
【発明を実施するための形態】
【0013】
(インクジェット印刷装置)
シームレス缶の少なくとも胴部外面に印刷を行う場合、マンドレルホイール上に形成されたマンドレルにシームレス缶を自転可能に固定して、マンドレルホイールに沿って設置された印刷ステーションによってインクジェット印刷を行う印刷装置が、生産性に優れていることから、本発明のインクジェット印刷装置においても、かかる搬送機構が採用される。この装置では、シームレス缶の搬入、印刷、搬出を連続的に行うことができる。
図1にその概略を示す従来のインクジェット印刷装置は、マンドレルホイール1上に複数個のマンドレル2が均等に配置されており、マンドレルホイール1は時計回りに間欠的に公転し、マンドレル2は各ステーションで時計周りに自転する。マンドレルホイール1に沿って、イエロー(Y)、マゼンタ(M)、シアン(C)、ブラック(K)の各インクに対応するインクジェットヘッド3b〜3eをそれぞれ一つずつ有する印刷ステーションがマンドレルホイールの外周側に設置されている。マンドレルに搬入・装着されたシームレス缶は、各色毎の印刷ステーションから順次インクの液滴が噴射され、マンドレル2に装着されたシームレス缶上に印刷画像が形成される。印刷画像が形成されたシームレス缶は、マンドレルから取外され印刷シームレス缶が完成する。
【0014】
図2にその概略を示す、本発明のインクジェット印刷装置においては、上述した従来のインクジェット印刷装置と基本的な構造は同一であるが、各印刷ステーションに複数個のインクジェットヘッドが設けられていることが重要な特徴である。これにより、前述したように、従来のインクジェット印刷装置に比して優れた作用効果が得られている。
すなわち、本発明のインクジェット印刷装置においては、ホワイト(W)、イエロー(Y)、マゼンタ(M)、シアン(C)、ブラック(K)の各インクに対応する各印刷ステーションにおいて、インクジェットヘッド3a〜3eがそれぞれ2つ設置されていることから、インクジェットヘッドが一つのものに比して印刷速度が速いと共に、網点密度を高くして解像度を上げることができ、網点を精度よく重ね塗りすることによりインクの厚みが増し、濃度感の高い印刷画像を得ることが可能になる。上記のように各ステーションにおける複数のインクジェットヘッドには、同色インクを設けることで大きな効果を得ることができるが、複数のインクジェットヘッドに異なった色のインクを設けることもできる。その場合、少ないステーション数で印刷が可能であり、インジェクションヘッドのメンテナンス性などを向上することができる。
【0015】
また、本発明のインクジェット印刷装置においては、イエロー(Y)、マゼンタ(M)、シアン(C)、ブラック(K)の各インクの各印刷ステーションの前にインクジェットのホワイト(W)の印刷ステーションが設けられており、必要な場合にホワイト印刷ができるようになっている。また各印刷ステーションに搬送される前に、必要により印刷のための位置決め工程が設けられている。また印刷画像が形成されたシームレス缶は、必要により仮硬化(仮焼付)され、次いで仕上げニス塗装に付され、マンドレルから取外され、本焼付け工程に付されて印刷シームレス缶を完成することができる。
尚、各色の印刷ステーションのマンドレルホイール上の配置は、図に示した例に限定されるものではなく、任意の順序で配置することができる。また、図に示した具体例では、インクジェット印刷の前に位置決め工程が付されているが、印刷画像によっては、省略することもできる。
【0016】
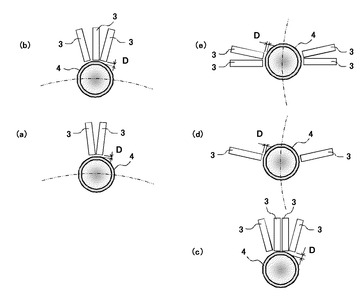
本発明のインクジェット印刷装置は、一つの印刷ステーションに複数のインクジェットヘッドが配置されている限り、種々の態様を採用することができ、これに限定されないが、インクジェットヘッドのマンドレルに対する配置の例を図3に示す。
図3(a)〜(c)は、それぞれマンドレルホイール(図中、点線でその軌道を示す)の外周側に2つ,3つ,4つのインクジェットヘッド3が配置された例であり、また図3(d)及び(e)は、マンドレル2に装着されたシームレス缶4を挟んで、マンドレルホイールの外周側及び内周側にそれぞれ、1つ又は2つインクジェットヘッドが配置された例である。
図3(a)〜(c)においては、インクジェットヘッドの吐出口が下向き(斜め下向きも含む)に形成されていることから、印刷精度の点で特に好ましく、また後述するヘッドのクリーニングに際して、一つのクリーニング装置を共有することが可能となる。
また図3(d)及び(e)においては、インクジェットヘッドの吐出口は斜め下方に向いていることが印刷及びクリーニングのために必要であるが、クリーニングの際に掻き取ったインクや、クリーニング液や空打ちインクが垂れるおそれがあることからクリーニング装置に液ダレ防止機構や液受け等が必要になる。一方では、複数のインクジェットヘッドであってもインクジェットヘッドを缶表面に近づけることができるという利点がある。
【0017】
尚、図3からは、インクジェットヘッド同士のシームレス缶の高さ方向の位置関係が明らかでないが、インクジェットヘッドはシームレス缶の缶高さ方向に移動可能であることから、複数のインクジェットヘッドがシームレス缶の周方向の同じ位置に並んで配置する他、シームレス缶の高さ方向に異なる位置に配置する等、印刷画像に応じて、インクジェットヘッドの位置は種々変更することができる。
更に、前述したように、インクジェット印刷においては、インクの液滴を噴射してシームレス缶表面に着弾させるものであるため、インクがインクジェットヘッド先端の吐出部から缶に付着するまでの空間を飛ぶ距離が小さいことが、インクミストの発生を防止する上で好ましく、好適には、インクジェットヘッド先端の吐出部とシームレス缶表面との距離Dが、0.5乃至4.0mmの範囲にあることが望ましい。尚、0.5mmよりも小さい場合にはシームレス缶表面にインクジェットヘッドが接触するおそれがある。
【0018】
また図2に示した具体例では、インクジェット印刷による画像の仮硬化(仮焼付)を最後の黒色印刷のステーションの後に行っているが、仮硬化(仮焼付)のタイミングは、所期の画像やインクジェット印刷に用いるインクの種類等によって好適なタイミングがあり、(i)全ての色のインクの供給後、(ii)各インクの供給の直後、(iii)各インクの供給後、次のインクの供給前の間、或いは(iv)白色インクの供給直後及び全色供給後の2回、等に仮硬化(仮焼付)することもできる。
【0019】
(ヘッドクリーニング装置)
本発明のインクジェット印刷装置においては、各印刷ステーションに、インクジェットヘッドに連結するヘッドクリーニング装置が配置されていることが好ましい。これにより一つのクリーニング装置で複数個のインクジェットヘッドに対応できるため、効率よくインクジェットヘッドをクリーニングでき、生産効率を向上させることが可能になる。
図4は本発明のインクジェット印刷装置におけるクリーニング機構の一例を説明するための図であり、図4(a)〜(c)に示すように、印刷装置マンドレルホイール(図中、点線でその軌道を示す)の外周側に配置された、シームレス缶の高さ方向に移動可能な2つのインクジェットヘッド3A,3Bを有する印刷ステーションにおいて、シームレス缶の高さ方向の位置にインクジェットヘッド3A,3Bに連結するクリーニング装置6が設置されている。
【0020】
図に示したクリーニング装置6は、2つのインクジェットヘッド3A、3Bに対して、インクジェットヘッドの移動方向にマンドレル側から、空打ちエリア6a、洗浄エリア6b、ワイピングエリア6c、キャッピングエリア6dが直列的に配置されており、次のようにインクジェットヘッドのクリーニングが行われる。
クリーニング装置に移動したインクジェットヘッドは、洗浄エリア6bで下方からクリーニング液でインクジェットヘッドに付着したインクを洗い落とし、次いでワイピングエリア6cに移動し、ワイパーでインクジェットヘッド先端に付着したクリーニング液を掻き落とす。次にキャッピングエリア6dに移動し、キャップされ、待機する。次に、ワイピングエリアに移動し、ワイパーでインクジェットヘッド先端に付着したインクを掻き落とし、次いでマンドレル方向に移動し、空打ちエリア6aで数回インクを空打ちし、マンドレルと印刷画面に移動して印刷を再開する。連続で印刷する場合にはキャップして待機する工程を省略してもよい。長時間使用しない場合はキャッピングしておくことが好ましい。
【0021】
本発明のインクジェット印刷装置に用いられるクリーニング装置自体は、従来よりインクジェットヘッドのクリーニングに用いられていた構成を採用することができるが、本発明においては、一つの印刷ステーションに複数個のインクジェットヘッドが設けられていることから、このクリーニング装置を複数のインクジェットヘッドに連結し、更に複数個のインクジェットヘッドで共用することが装置の構成を容易にすると共に、装置を小型化する上で望ましい。
【0022】
(印刷インク)
本発明において、インクジェット印刷に用いる印刷インクとしては、従来シームレス缶へのインクジェット印刷に用いられていた、熱乾燥型インク、熱硬化型インク、紫外線硬化型インク、電子線硬化型インク等を使用でき、用いるインクに応じて硬化手段及び仮焼付けの必要性の有無も異なるが、特に焼付に関わる設備コストが安価である点から、熱乾燥型インクあるいは熱硬化型インクを好適に使用できる。
熱乾燥型インクには水性タイプ、油性タイプ、溶剤タイプなどがあるが、硬化に要する時間が短いことから溶剤タイプが好適である。
またインクジェット印刷に使用するインクジェットヘッドの方式としては、静電方式、ピエゾ方式、バブルジェット方式などが知られているが、本発明においては制限なく使用できる。
【0023】
(仕上げニス塗装)
前述したように、本発明のインクジェット印刷装置においては、インクジェット印刷後に、インクジェット印刷による画像を仮硬化(仮焼付)させた後、仕上げニスを塗装することにより、これにより印刷シームレス缶がレトルト殺菌や巻き締め加工等の加工に付された場合、あるいは搬送等でこすれた場合においても、印刷画像の密着性に優れていると共に、印刷シームレス缶の耐傷付き性が確保される。
本発明の印刷シームレス缶の製造に用いられる仕上げニスとしては、従来より印刷シームレス缶のトップコートとして用いられていた透明塗料を用いることができるが、特に、熱硬化型の塗料を好適に用いることができる。
仕上げニスを塗装した後、仕上げニスの焼付けと同時に、インクジェット印刷に熱硬化型インクを使用した場合には、インクジェット印刷の画像の本焼付けを行うことにより、本発明の印刷シームレス缶が作成される。
【0024】
(ハイブリット印刷装置)
本発明のインクジェット印刷装置は、それ単独でシームレス缶の印刷に用いることもできるが、版式印刷と組み合わせで使用することにより、版式印刷によるベタ印刷の濃度の再現性に優れた画像及びインクジェット印刷による可変可能な画像の組み合わせが可能であり、版式印刷のみでは対応できなかった小ロット多品種のデザインに対応することが可能であると共に、インクジェット印刷のみでは困難であった優れた画像濃度の再現性を実現することが可能になる。
【0025】
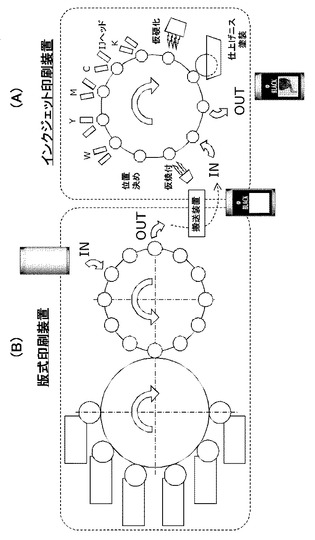
図5は、本発明のインクジェット印刷装置(A)と独立した版式印刷装置(B)を組み合わせて行う印刷方法を説明する図であり、図5においては、版式印刷装置(B)で版式印刷を行った後、版式印刷の画像を有するシームレス缶はインクジェット印刷装置(A)に搬送されて、版式印刷の画像を仮焼付けした後、位置決めされ、インクジェット印刷、仮硬化(仮焼付)、及び仕上げニス塗装が行われる。
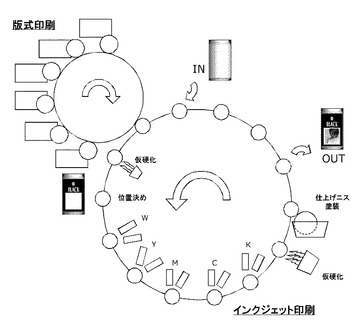
また図6は、インクジェット印刷及び版式印刷が同一装置内で行われるハイブリッド装置による印刷方法を説明する図であり、図6においては、マンドレルに装着されたシームレス缶はまず版式印刷に付され、版式印刷の画像が仮焼付けされた後、位置決めされ、次いでインクジェット印刷、仮硬化(仮焼付)、及び仕上げニス塗装に付されている。
【0026】
上記何れの態様においても、インクジェット印刷及び版式印刷の何れを先に行ってもよいが、位置決めの容易性や、インクジェット印刷による重ね塗り等のデザイン性の点から版式印刷を先に行うことが特に好ましい。
またこの場合、先にシームレス缶上に形成された画像を仮硬化させてインクの広がりを抑制しておくことが好ましく、これにより、画像の重なる部分のインクの滲みが防止され、鮮明な画像を得ることが可能になる。
更に、版式印刷及びインクジェット印刷を、別々の印刷装置及び同一の印刷装置で行う場合のいずれにおいても、所期の印刷画像を得るためには、次の印刷の前に位置決めを行うことが重要であることから、先に行う印刷によって位置決め用の合わせマークを形成しておき、次いで行う印刷の前に該位置決め用の合わせマークを検出して、シームレス缶を装着したマンドレルの回転を制御することによってシームレス缶の位置を合わせ、所期の印刷画像を再現性よく形成することが可能になる。
【0027】
(シームレス缶)
本発明のインクジェット印刷により、印刷が施されるシームレス缶としては、これに限定されないが、ティンフリースチール(TFS)などの各種表面処理鋼板やすずめっき等の各種メッキ鋼板、アルミニウム等の軽金属板、或いはこれらの金属板にポリエステル樹脂等の熱可塑性樹脂から成る被覆が形成された樹脂被覆金属板を、絞り加工、絞りしごき加工、絞り・再絞り加工、絞り・再絞りによる曲げ伸ばし加工(ストレッチ加工)、絞り・再絞りによる曲げ伸ばし・しごき加工或いは絞り・しごき加工、軽金属板のインパクト加工等の従来公知の手段に付すことによって製造されたシームレス缶を用いることができる。
また本発明のインクジェット印刷装置はシームレス缶印刷に好適に使用することができるが、それに限定されることなく、円筒形状の容器であれば使用することができ、例えば溶接缶や接着缶などのスリーピース缶印刷にも使用することができる。
【0028】
またシームレス缶の外面には、ホワイトコート層を形成しておくことが、金属板の地色を隠蔽し、印刷画像を鮮明に形成できるので好ましい。またホワイトコート層に代えて白色のインクジェット印刷によって、ホワイトベタ印刷層を形成することもできる。
更に、上記ホワイトコート層の上、或いはホワイトコート層が形成されない場合は、シームレス缶外面上にアンカーコート層を形成しておくことが望ましい。このアンカーコート層を形成することにより、インクジェット印刷による画像が強固に保持固定され、印刷画像の密着性が向上される。またアンカーコート層を設けることによりインクジェットインクの滲みを軽減することができる。
アンカーコート層は、従来公知の方法により形成することができ、熱硬化性、紫外線硬化性又は電子線硬化性の透明な、ポリエステル樹脂、アクリル樹脂、エポキシ樹脂、ウレタン樹脂等を所定の溶剤に分散乃至溶解した塗布液を塗布・乾燥し、次いで加熱、紫外線照射、電子線照射等により硬化することにより形成できる。これらの中でも樹脂の選択範囲が広いことから熱硬化性樹脂を加熱硬化する方法が好適である。
またホワイトコート層は、上記アンカーコート層の形成に用いられる樹脂として例示した樹脂から成る塗布液に二酸化チタン等の白色顔料を含有させることにより、同様に形成することができるが、好適には熱硬化性樹脂を溶剤に分散又は溶解して成る塗布液を加熱硬化する方法が好適である。
尚、ホワイトコート層の代わりに、熱可塑性樹脂被覆金属板の樹脂被覆中に白色顔料を含有させた白色樹脂被覆を金属板に被覆した樹脂被覆金属板を成形加工することによりシームレス缶の外面に白色顔料含有層を形成することもできる。
【実施例】
【0029】
以下、本発明のインクジェット印刷装置の具体的な実施形態を従来のインクジェット印刷装置における比較形態と対比して評価する。
(実施形態1)
実施形態1のインクジェット印刷装置は、図7(a)に示すように、各印刷ステーションにインクジェットヘッドが各2個設置された態様であり、印刷ステーション数は4個、図4に示したクリーニング装置が各印刷ステーションに1個ずつの計4個(インクジェットヘッド2つ共有)が設置されている。
各印刷ステーションはマンドレルホイールの公転軌道(図7(a)の点線)に対して外周側に設置する。インクジェットヘッドはマンドレルホイールの公転軌道に重ならないように、且つ公転軌道の上部に2つのインクジェットヘッドが隣接するように下向きに配設される。各印刷ステーションの2つのインクジェットヘッドは同色であり、マンドレルホイールの公転に従って、各印刷ステーションでY色、M色、C色、K色に配置されている。
このインクジェット印刷装置においては、インクジェットヘッドが、図7(b)に示すようにシームレス缶の周方向に並んで配置されていることにより、シームレス缶の側壁に印刷画像を一箇所作成することができると共に、図7(c)に示すようにシームレス缶の高さ方向にずらして配置することにより、シームレス缶の側壁に2箇所同時に印刷画像を作成することが可能になる。
実施形態1においては、2つのインクジェットヘッドが、下向きに並列に配置されているので、1つのクリーニング装置で2つのインクジェットヘッドをクリーニングすることができる。また1ステーションに2ヘッドが配置されているので缶の自転速度が同じ場合、解像度は1つのインクジェットヘッドの場合の2倍になる。
【0030】
(実施形態2)
実施形態2のインクジェット印刷装置は、図8に示すように、各印刷ステーションにヘッドが2個ずつある仕様で、マンドレルホイールの公転軌道(図8(a)の点線)に対して外周側及び内周側にそれぞれインクジェットヘッドが1個ずつ、マンドレルを挟んで設置されている。各印刷ステーションはマンドレルホイールの公転軌道の上下方向に動く位置に設置される。各インクジェットヘッドはマンドレルホイールの公転軌道に重ならないよう、且つなるべくインクジェットヘッドが下向きでインクジェットヘッドと缶の距離が最小になるように設置されている。印刷ステーション数は4個、クリーニング装置は8個(各インクジェットヘッドに1個ずつ)である。各印刷ステーションの2つのインクジェットヘッドは同色であり、マンドレルホイールの公転軌道に従って、図の下側から上側に行くに従って、Y色、M色、C色、K色に配置されている。
この実施形態2においても、インクジェットヘッドを、図8(b)に示すようにシームレス缶の周方向に並ぶように配置することにより、シームレス缶の側壁に印刷画像を一箇所作成することができると共に、図8(c)に示すようにシームレス缶の高さ方向にずらして配置することにより、シームレス缶の側壁に2箇所印刷画像を作成することが可能になる。
【0031】
(実施形態3)
実施形態3のインクジェット印刷装置は、図9に示すように、各印刷ステーションにインクジェットヘッドが4個ずつある仕様で、マンドレル(シームレス缶)を挟んで、マンドレルホイールの外周側及び内周側の両側にそれぞれインクジェットヘッドが2個ずつ配設されている。各印刷ステーションはマンドレルホイールの公転軌道の上下方向に動く位置に設置される。各インクジェットヘッドはマンドレルホイールの公転軌道に重ならないよう、且つなるべくインクジェットヘッドが下向きでインクジェットヘッドと缶の距離が最小になるように設置されている。印刷ステーション数は2個、クリーニング装置は4個(片側2つのインクジェットヘッドが共有)である。各印刷ステーションの片側2つのインクジェットヘッドは同色であり、マンドレルホイールの公転・缶の自転に従ってY色、M色、C色、K色が印刷できるように配置されている。
実施形態3は、一つの印刷ステーションで2色印刷するので、画像の位置合わせ数が少なく、画像ずれ性に優れている。装置サイズはステーション数が2個であることから小型化可能である。
この実施形態3においても、インクジェットヘッドを、図9(b)に示すようにシームレス缶の周方向に並ぶように配置することにより、シームレス缶の側壁に印刷画像を一箇所作成することができると共に、図9(c)に示すようにシームレス缶の高さ方向にずらして配置することにより、シームレス缶の側壁に2箇所印刷画像を作成することが可能になる。
【0032】
(実施形態4)
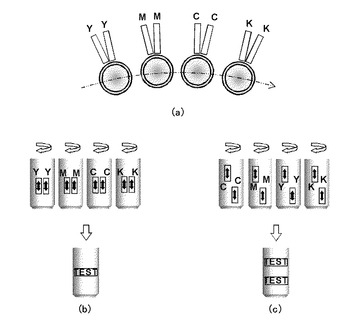
実施形態4のインクジェット印刷装置は、図10に示すように、各印刷ステーションにインクジェットヘッドが3個ずつある態様であり、印刷ステーション数は4個、クリーニング装置は各印刷ステーションに1個ずつ(3つのインクジェットヘッド共有)である。各印刷ステーションはマンドレルホイールの公転軌道の横方向に動く位置に設置される。インクジェットヘッドはマンドレルホイールの公転軌道に重ならないように、且つ公転軌道の上部に3ヘッドが隣接すると共に下向きに配設される。各印刷ステーションの3ヘッドは同色であり、マンドレルホイールの公転に従って、各印刷ステーションでY色、M色、C色、K色に配置されている。
実施形態4は、同色のインクを噴射するインクジェットヘッドが、各印刷ステーション当り3つのインクジェットヘッドに配置されているため、印刷速度が速く、缶高さ方向の解像度が優れている。
この実施形態4においても、インクジェットヘッドを、図10(b)に示すようにシームレス缶の周方向に並ぶように配置することにより、シームレス缶の側壁に印刷画像を一箇所作成することができると共に、図10(c)に示すようにシームレス缶の高さ方向にずらして配置することにより、シームレス缶の側壁に最大3箇所印刷画像を作成することが可能になる。
【0033】
(比較形態1)
本発明のインクジェット印刷装置の比較として、図11に示すように、各印刷ステーションにインクジェットヘッドが1個ずつある仕様で、印刷ステーション数が4個、クリーニング装置が4個(各インクジェットヘッドに1個ずつ)である従来のインクジェット印刷装置について説明する。
各印刷ステーションはマンドレルホイールの公転軌道の横方向に動く位置に設置され、ヘッドはマンドレル(シームレス缶)の上部に下向きに配設される。マンドレルホイールの公転に従ってY色、M色、C色、K色に配置される。
この形態では、同色のインクジェットヘッドが1つしか配置されていないため、印刷速度が遅く、本発明のインクジェット装置のようにシームレス缶高さ方向に複数の画像を形成することができないと共に、シームレス缶の解像度に劣っている。
【0034】
(比較形態2)
比較形態2は、図12に示すように、各印刷ステーションにインクジェットヘッドが1個ずつある仕様で、ステーション数は8個、クリーニング装置は8個(各インクジェットヘッドに1個ずつ)である。各印刷ステーションはマンドレルホイールの公転軌道の横方向に動く位置に設置され、インクジェットヘッドはマンドレル(シームレス缶)の上部に下向きに配設される。マンドレルホイールの公転に従って、Y色、M色、C色、K色の順にそれぞれが2ステーションで印刷できるよう配置されている。
比較形態2では、印刷ステーション数が多いため、印刷画像の位置合わせが難しく、画像ずれ性及び装置サイズに劣っている。
【0035】
上記実施形態1〜4及び比較形態1〜2について以下の測定及び評価を行い、下記表1にその結果をまとめた。
印刷仕様の明細と評価結果を表1に示す。以下は表1の各項目の説明である。
<印刷仕様>
ステーション及びインクジェットヘッド配置図、各ステーションヘッド数、ステーション数、クリーニング装置数、を表1に示した。インクジェットヘッドの印刷可能長さは72mmであった。
【0036】
<評価>
厚さ0.30mmのアルミニウム合金板を絞り加工と再絞りしごき加工を行い、洗浄・乾燥して缶胴径65mm缶高さ120mmのシームレス缶を作成した。作成したシームレス缶に溶剤タイプの熱硬化型インクを用いてインクジェットで網点画像を印刷し、仮硬化し仕上げニスを塗布し本焼付して印刷シームレス缶を作成し、下記のように評価を行った。
<印刷速度>
上記画像を印刷するときの1ステーションあたりの所要時間である。缶の自転速度は、60回転/分を従来条件(比較例1)とした。自転1回で所定画像が得られない場合は自転速度を遅くした。より高速自転で印刷可能な場合には自転速度を速くした。0.5sec未満の場合を◎、0.5secの場合を○、0.5secを超える場合を×とした。
【0037】
<画面ずれ>
印刷したシームレス缶のインクジェット印刷画面を光学顕微鏡で拡大観察して、インクジェット印刷網点の分布状態を観察した。網点間隔が等間隔であり画面ずれがない場合を○、網点間隔にムラが大きく画面ずれがある場合を×とした。
【0038】
<解像度>
印刷したシームレス缶のインクジェット印刷画面の網点密度を光学顕微鏡で拡大観察して、解像度の評価とした。インクジェットヘッドが隣接してある場合には網点間隔が密になるようにインクジェットヘッド位置を微調整した。缶の自転速度、マンドレルホイールの公転速度は一定にした。網点密度が優れて密な場合は◎、網点密度が密な場合は○、網点密度が疎な場合は×とした。
【0039】
<濃度感>
印刷したシームレス缶のインクジェット印刷画面の網点密度を光学顕微鏡で拡大観察して、濃度感の評価とした。同色のインクジェットヘッドが隣接してある場合には網点を重ねるようインクジェットヘッド位置を微調整した。同色のインクジェットヘッドが隣接せず、別のステーションにある場合には網点を重ねるようインクジェットヘッド位置を微調整した。缶の自転速度、マンドレルホイールの公転速度は一定にした。網点濃度が濃い場合は○、網点濃度が薄い場合は×とした。
【0040】
<装置サイズ>
マンドレル、ステーションを含んだマンドレルホイール、ヘッドクリーニング装置を含めた装置全体のサイズを、比較例1仕様(4ステーション、4クリーニング装置)を基準として評価した。比較例1を○とした。比較例1とサイズが同等あるいはコンパクトになる場合を○、大きくなる場合を×とした。
【0041】
<異高さ位置印刷>
缶胴ハイト方向でヘッド長さを超えた位置の画像を印刷できる可能性を評価した。缶ハイトの違う画像が3種以上印刷できる場合を◎、2種印刷できる場合を○、缶ハイトの違う画像を印刷できない場合を×とした。
【0042】
<連続印刷>
インクジェットヘッドクリーニング時に他のインクジェットヘッドを用いて連続印刷できる場合を○、できない場合を×とした。
【0043】
<総合評価>
「印刷速度」、「画像ずれ」、「解像度」、「濃度感」、「装置サイズ」、「異高さ位置印刷」、及び「連続印刷」の各評価に基づき総合評価をした。
【0044】
【表1】

【産業上の利用可能性】
【0045】
本発明のインクジェット印刷装置は、従来、機械精度の誤差、マンドレル寸法誤差等の理由から、各印刷ステーション間の微細な位置合わせが困難であることから画像ずれによる印刷のばらつきが生じていた微細な印刷画像を、印刷速度が大きく、画像ずれを生じることなく、しかも高い解像度で、濃度感の高い印刷画像として再現することができるため、写真などの微細な印刷画像を施す印刷シームレス缶の製造に好適に用いることができる。
また複数個のシームレス缶の高さ方向に移動可能なインクジェットヘッドを配置することによって、シームレス缶の高さ方向の複数の位置への印刷や、缶高さの異なるシームレス缶にも容易に対応することができ、短期間に印刷デザインを自由に変更できるバリアブル(可変)性を有するので、小ロット多品種的なデザインが希望される印刷シームレス缶に好適に適用できる。
更に、版式印刷との組み合わせることによりインクジェット印刷による可変可能な画像を、版式印刷によるベタ印刷の濃度の再現性に優れた画像と組み合わせることが可能になり、版式印刷による画像の上にインクジェット印刷による画像が形成された印刷画像が鮮明に形成された印刷シームレス缶の製造に好適に適用できる。
更に、印刷ステーションの数を低減することができ、印刷装置を小型化することもできるので、版式印刷と組み合わせても装置が大型化せず、版式印刷と組み合わせるインクジェット印刷として好適に利用することができる。
更に、インクジェットヘッドのクリーニングを交互に実施できるので連続印刷が可能である。
【技術分野】
【0001】
本発明は、インクジェット印刷装置及びこれを用いたシームレス缶の印刷方法に関するものであり、より詳細には、印刷再現性に優れていると共に印刷速度が速く生産性にも優れたシームレス缶のインクジェット印刷装置及びこの印刷装置を用いた印刷方法に関する。
【背景技術】
【0002】
アルミやスチール等の金属からなるシームレス缶は、耐衝撃性が高く、しかも酸素等のガスを透過しないことから、プラスチック容器に比して内容物の保存性が格段に優れており、更に、ガラス瓶に比して軽量である等の利点を有しており、炭酸飲料、アルコール性飲料、その他の飲料や各種食品用の容器として広く使用されている。
【0003】
缶体の外面に商品名や各種デザインを印刷する方法としては、オフセット印刷等の刷版を使用する版式印刷(特許文献1)と、版を使用しないインクジェット印刷、或いはこれらを組み合わせて成る印刷方式が提案されている(特許文献2〜4)。
版式印刷は、インクの色毎に版を作成して多色印刷するため、同一画像のシームレス缶を大量生産する場合に効率的であるが、印刷デザインを変更する場合には、新たに版を製造する必要があることから、デザイン変更に長期間を要し、特に短納期での生産や小ロット生産においては、印刷デザインの自由度がなく、限られた種類のデザインしか印刷できないという問題があった。
一方、インクジェット印刷は版を必要としないことから製版コストがかからず、しかも短期間に印刷デザインを自由に変更できるバリアブル(可変)性を有すると共に、インクを厚盛することができるので、深みのある画像を形成することができ、写真等の高精細な画像の再現性に優れているという利点を有している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−62455号公報
【特許文献2】特開2004−42464号公報
【特許文献3】特許第4615999号公報
【特許文献4】特開2010−143200号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、インクジェット印刷は、一般にシアン、マゼンタ、イエロー、ブラックの4色のプロセスカラーに対応した複数のインクジェットヘッドが必要であることから、上記特許文献3に記載された装置のように印刷ステーション数が多くなり、印刷装置が大型化するという問題があった。また微細な印刷画像の場合、印刷ステーション毎の位置決めが難しく、画像ずれが生じるおそれもある。
またその印刷方式の原理がインクヘッドから噴射されたインクの液滴を着弾させるものであり、ヘッド幅や液滴吐出周波数の制約があることから印刷面積や印刷速度に限界があり、また従来はドットを高密度にするためには、缶の自転速度を遅くするか、或いは缶を数回自転させて対応していたため、生産性に劣るという問題があった。
更にシームレス缶は同じ缶胴径であっても容量に応じて缶高さ(缶ハイト)の高いものや低いものがあるため、印刷を施す缶の種類を変える場合にはヘッド位置を調整する必要があること、また定期的なヘッドのクリーニングも必要であることから、これらの点においても生産性に劣っていた。
【0006】
更に上記特許文献4には、複数個のインクジェットヘッドを用いてチューブ等の筒状体にインクジェット印刷する印刷装置が記載されているが、かかるインクジェット印刷装置では印刷シームレス缶を効率的に生産することは困難である。
従って本発明の目的は、微細な印刷画像においても印刷再現性に優れていると共に、印刷速度が向上され、生産効率に優れたインクジェット印刷装置及びこの装置を用いたシームレス缶の印刷方法を提供することである。
本発明の他の目的は、シームレス缶の複数の位置への印刷や、缶高さの異なるシームレス缶に容易に対応可能な多彩なシステム構成が可能なインクジェット印刷装置及びこの印刷装置を用いたシームレス缶の印刷方法を提供することである。
【課題を解決するための手段】
【0007】
本発明によれば、マンドレルホイール、マンドレルホイールに備えられた複数個の自転可能なマンドレル、及び該マンドレルに装着されたシームレス缶外面の少なくとも胴部にインクジェット印刷により印刷画像を形成するインクジェット印刷ステーションを有する印刷装置において、前記インクジェット印刷が少なくとも一つのインクジェット印刷ステーションで行われ、該インクジェット印刷ステーションには複数個のインクジェットヘッドが配置されていることを特徴とするシームレス缶の印刷装置が提供される。
本発明のシームレス缶の印刷装置においては、
1.インクジェット印刷ステーションに配置された複数個のインクジェットヘッドが、マンドレルに装着されたシームレス缶の高さ方向に移動可能であること、
2.インクジェット印刷ステーションに配置された複数個のインクジェットヘッドが、マンドレルに装着されたシームレス缶を挟んで対向する位置に設けられていること、
3.インクジェット印刷ステーションよりも下流側の位置に、仮硬化ステーション、仕上げニス塗装ステーションが順次設けられていること、
4.インクジェット印刷ステーションよりも上流側或いは下流側の何れかの位置に、シームレス缶外面の少なくとも胴部に版式印刷により印刷画像を形成する版式印刷ステーションが設けられていること、
5.インクジェット印刷ステーションに、インクジェットヘッドに連結するヘッドクリーニング装置が配置されていること、
6.ヘッドクリーニング装置が、少なくとも2個のインクジェットヘッドに共用されていること、
が好適である。
【0008】
本発明によれば、シームレス缶外面の少なくとも胴部にインクジェット印刷により印刷画像を形成する印刷方法において、前記インクジェット印刷が少なくとも一回の印刷工程で、複数個のインクジェットヘッドにより行われること特徴とするシームレス缶の印刷方法が提供される。
本発明のシームレス缶の印刷方法においては、
1.インクジェットヘッドを高さ方向に移動させることによって、シームレス缶外面の少なくとも胴部に画像形成を行うこと、
2.インクジェット印刷が施されるシームレス缶が、版式印刷による印刷画像が形成された印刷シームレス缶であること、
が好適である。
【発明の効果】
【0009】
本発明のインクジェット印刷装置においては、少なくとも一つの印刷ステーションに複数個のインクジェットヘッドを配置することが重要な特徴であり、これにより、従来と同じ印刷ステーション数であっても缶の自転速度を大きくすることが可能であり、印刷速度を大きくすることができる(表1の実施形態1〜4と比較形態1との違い)。
また一つのインクジェット印刷ステーションに複数個のインクジェットヘッドを配置することにより、従来と同じ数のヘッドを配置した場合において印刷ステーション数を少なくすることが可能となり、機械精度の誤差、マンドレル寸法誤差等の理由から、各印刷ステーション間の微細な位置合わせが困難であることから生じていた画像ずれを少なくでき、微細な印刷画像を再現することができる(表1の実施形態1〜3と比較形態2との違い)。
また一つのインクジェット印刷ステーションに複数個のインクジェットヘッドを配置することにより、隣接したインクジェットヘッドをわずかにずらすことにより先に着弾した網点の間に更に網点を精度よく着弾することができるため、網点密度を高くして解像度を上げることができる(表1の実施形態1〜4と比較形態1、2との違い)。
更に、複数個のインクジェットヘッドとすることで網点を精度よく重ね塗りすることも可能となり、インクの厚みが増し濃度感の高い印刷画像を得ることが可能になる(表1の実施形態1〜4と比較形態1、2との違い)。
更にまた複数個のインクジェットヘッドを配置することによって、印刷ステーションの数を低減することができ、印刷装置を小型化することもできる(表1の実施形態1〜4と比較形態2との違い)。
【0010】
また本発明の印刷装置においては、インクジェットヘッドが、マンドレルに装着されたシームレス缶の高さ方向に移動可能であることにより、シームレス缶の高さ方向の複数の位置への印刷や、缶高さの異なるシームレス缶にも容易に対応することができる。また、インクジェットヘッドを缶の高さ方向にわずかにずらして重ねて配置することにより、直線に近い印刷画像を形成することができ、画像の輪郭線を明確に表わすことが可能になると共に、バーコードのような直線を形成することも可能になる。
更に、一つのインクジェット印刷ステーションの複数個のインクジェットヘッドに連結するヘッドクリーニング装置が配置されていることにより、一方のインクジェットヘッドをクリーニングしている最中に、他方のインクジェットヘッドによって印刷することができるため、クリーニングしながら連続印刷することができる(表1の実施形態1〜4と比較形態1との違い)。それと共に、ヘッドクリーニング装置を複数のインクジェットヘッドで共有することができるため、上述した印刷ステーション数が低減可能であることと相俟って印刷装置の更なる小型化を図ることもできる。
【0011】
更にまた本発明のインクジェット印刷装置を版式印刷装置と組み合わせることにより、インクジェット印刷による可変可能な画像を、版式印刷によるベタ印刷の濃度の再現性に優れた画像と組み合わせることが可能になり、版式印刷のみでは対応できなかった小ロット多品種のデザインに対応することが可能であると共に、インクジェット印刷のみでは困難であった優れた画像濃度の再現性を実現することが可能になる。また、版式印刷による画像の上にインクジェット印刷による画像が形成された印刷画像が鮮明に形成された印刷シームレス缶等を提供することも可能になる。
更に本発明のインクジェット印刷装置は上述したように小型化可能であることから、版式印刷装置との組み合わせにより装置が大型化しやすいハイブリット印刷装置においても大型化することがない。
【図面の簡単な説明】
【0012】
【図1】従来のインクジェット印刷装置の一例を示す概略図である。
【図2】本発明のインクジェット印刷装置の一例を示す概略図である。
【図3】本発明のインクジェット印刷装置におけるインクジェットヘッドの配置例を示す図である。
【図4】本発明のインクジェット印刷装置におけるクリーニング機構を説明するための図である。
【図5】本発明のインクジェット印刷装置を版式印刷装置と組み合わせたハイブリッド印刷装置の一例を説明するための図である。
【図6】本発明のインクジェット印刷装置を版式印刷装置と組み合わせたハイブリッド印刷装置の一例を説明するための図である。
【図7】本発明のインクジェット印刷装置の実施形態の一例を説明するための図である。
【図8】本発明のインクジェット印刷装置の実施形態の一例を説明するための図である。
【図9】本発明のインクジェット印刷装置の実施形態の一例を説明するための図である。
【図10】本発明のインクジェット印刷装置の実施形態の一例を説明するための図である。
【図11】従来のインクジェット印刷装置の実施形態の一例を説明するための図である。
【図12】従来のインクジェット印刷装置の実施形態の一例を説明するための図である。
【発明を実施するための形態】
【0013】
(インクジェット印刷装置)
シームレス缶の少なくとも胴部外面に印刷を行う場合、マンドレルホイール上に形成されたマンドレルにシームレス缶を自転可能に固定して、マンドレルホイールに沿って設置された印刷ステーションによってインクジェット印刷を行う印刷装置が、生産性に優れていることから、本発明のインクジェット印刷装置においても、かかる搬送機構が採用される。この装置では、シームレス缶の搬入、印刷、搬出を連続的に行うことができる。
図1にその概略を示す従来のインクジェット印刷装置は、マンドレルホイール1上に複数個のマンドレル2が均等に配置されており、マンドレルホイール1は時計回りに間欠的に公転し、マンドレル2は各ステーションで時計周りに自転する。マンドレルホイール1に沿って、イエロー(Y)、マゼンタ(M)、シアン(C)、ブラック(K)の各インクに対応するインクジェットヘッド3b〜3eをそれぞれ一つずつ有する印刷ステーションがマンドレルホイールの外周側に設置されている。マンドレルに搬入・装着されたシームレス缶は、各色毎の印刷ステーションから順次インクの液滴が噴射され、マンドレル2に装着されたシームレス缶上に印刷画像が形成される。印刷画像が形成されたシームレス缶は、マンドレルから取外され印刷シームレス缶が完成する。
【0014】
図2にその概略を示す、本発明のインクジェット印刷装置においては、上述した従来のインクジェット印刷装置と基本的な構造は同一であるが、各印刷ステーションに複数個のインクジェットヘッドが設けられていることが重要な特徴である。これにより、前述したように、従来のインクジェット印刷装置に比して優れた作用効果が得られている。
すなわち、本発明のインクジェット印刷装置においては、ホワイト(W)、イエロー(Y)、マゼンタ(M)、シアン(C)、ブラック(K)の各インクに対応する各印刷ステーションにおいて、インクジェットヘッド3a〜3eがそれぞれ2つ設置されていることから、インクジェットヘッドが一つのものに比して印刷速度が速いと共に、網点密度を高くして解像度を上げることができ、網点を精度よく重ね塗りすることによりインクの厚みが増し、濃度感の高い印刷画像を得ることが可能になる。上記のように各ステーションにおける複数のインクジェットヘッドには、同色インクを設けることで大きな効果を得ることができるが、複数のインクジェットヘッドに異なった色のインクを設けることもできる。その場合、少ないステーション数で印刷が可能であり、インジェクションヘッドのメンテナンス性などを向上することができる。
【0015】
また、本発明のインクジェット印刷装置においては、イエロー(Y)、マゼンタ(M)、シアン(C)、ブラック(K)の各インクの各印刷ステーションの前にインクジェットのホワイト(W)の印刷ステーションが設けられており、必要な場合にホワイト印刷ができるようになっている。また各印刷ステーションに搬送される前に、必要により印刷のための位置決め工程が設けられている。また印刷画像が形成されたシームレス缶は、必要により仮硬化(仮焼付)され、次いで仕上げニス塗装に付され、マンドレルから取外され、本焼付け工程に付されて印刷シームレス缶を完成することができる。
尚、各色の印刷ステーションのマンドレルホイール上の配置は、図に示した例に限定されるものではなく、任意の順序で配置することができる。また、図に示した具体例では、インクジェット印刷の前に位置決め工程が付されているが、印刷画像によっては、省略することもできる。
【0016】
本発明のインクジェット印刷装置は、一つの印刷ステーションに複数のインクジェットヘッドが配置されている限り、種々の態様を採用することができ、これに限定されないが、インクジェットヘッドのマンドレルに対する配置の例を図3に示す。
図3(a)〜(c)は、それぞれマンドレルホイール(図中、点線でその軌道を示す)の外周側に2つ,3つ,4つのインクジェットヘッド3が配置された例であり、また図3(d)及び(e)は、マンドレル2に装着されたシームレス缶4を挟んで、マンドレルホイールの外周側及び内周側にそれぞれ、1つ又は2つインクジェットヘッドが配置された例である。
図3(a)〜(c)においては、インクジェットヘッドの吐出口が下向き(斜め下向きも含む)に形成されていることから、印刷精度の点で特に好ましく、また後述するヘッドのクリーニングに際して、一つのクリーニング装置を共有することが可能となる。
また図3(d)及び(e)においては、インクジェットヘッドの吐出口は斜め下方に向いていることが印刷及びクリーニングのために必要であるが、クリーニングの際に掻き取ったインクや、クリーニング液や空打ちインクが垂れるおそれがあることからクリーニング装置に液ダレ防止機構や液受け等が必要になる。一方では、複数のインクジェットヘッドであってもインクジェットヘッドを缶表面に近づけることができるという利点がある。
【0017】
尚、図3からは、インクジェットヘッド同士のシームレス缶の高さ方向の位置関係が明らかでないが、インクジェットヘッドはシームレス缶の缶高さ方向に移動可能であることから、複数のインクジェットヘッドがシームレス缶の周方向の同じ位置に並んで配置する他、シームレス缶の高さ方向に異なる位置に配置する等、印刷画像に応じて、インクジェットヘッドの位置は種々変更することができる。
更に、前述したように、インクジェット印刷においては、インクの液滴を噴射してシームレス缶表面に着弾させるものであるため、インクがインクジェットヘッド先端の吐出部から缶に付着するまでの空間を飛ぶ距離が小さいことが、インクミストの発生を防止する上で好ましく、好適には、インクジェットヘッド先端の吐出部とシームレス缶表面との距離Dが、0.5乃至4.0mmの範囲にあることが望ましい。尚、0.5mmよりも小さい場合にはシームレス缶表面にインクジェットヘッドが接触するおそれがある。
【0018】
また図2に示した具体例では、インクジェット印刷による画像の仮硬化(仮焼付)を最後の黒色印刷のステーションの後に行っているが、仮硬化(仮焼付)のタイミングは、所期の画像やインクジェット印刷に用いるインクの種類等によって好適なタイミングがあり、(i)全ての色のインクの供給後、(ii)各インクの供給の直後、(iii)各インクの供給後、次のインクの供給前の間、或いは(iv)白色インクの供給直後及び全色供給後の2回、等に仮硬化(仮焼付)することもできる。
【0019】
(ヘッドクリーニング装置)
本発明のインクジェット印刷装置においては、各印刷ステーションに、インクジェットヘッドに連結するヘッドクリーニング装置が配置されていることが好ましい。これにより一つのクリーニング装置で複数個のインクジェットヘッドに対応できるため、効率よくインクジェットヘッドをクリーニングでき、生産効率を向上させることが可能になる。
図4は本発明のインクジェット印刷装置におけるクリーニング機構の一例を説明するための図であり、図4(a)〜(c)に示すように、印刷装置マンドレルホイール(図中、点線でその軌道を示す)の外周側に配置された、シームレス缶の高さ方向に移動可能な2つのインクジェットヘッド3A,3Bを有する印刷ステーションにおいて、シームレス缶の高さ方向の位置にインクジェットヘッド3A,3Bに連結するクリーニング装置6が設置されている。
【0020】
図に示したクリーニング装置6は、2つのインクジェットヘッド3A、3Bに対して、インクジェットヘッドの移動方向にマンドレル側から、空打ちエリア6a、洗浄エリア6b、ワイピングエリア6c、キャッピングエリア6dが直列的に配置されており、次のようにインクジェットヘッドのクリーニングが行われる。
クリーニング装置に移動したインクジェットヘッドは、洗浄エリア6bで下方からクリーニング液でインクジェットヘッドに付着したインクを洗い落とし、次いでワイピングエリア6cに移動し、ワイパーでインクジェットヘッド先端に付着したクリーニング液を掻き落とす。次にキャッピングエリア6dに移動し、キャップされ、待機する。次に、ワイピングエリアに移動し、ワイパーでインクジェットヘッド先端に付着したインクを掻き落とし、次いでマンドレル方向に移動し、空打ちエリア6aで数回インクを空打ちし、マンドレルと印刷画面に移動して印刷を再開する。連続で印刷する場合にはキャップして待機する工程を省略してもよい。長時間使用しない場合はキャッピングしておくことが好ましい。
【0021】
本発明のインクジェット印刷装置に用いられるクリーニング装置自体は、従来よりインクジェットヘッドのクリーニングに用いられていた構成を採用することができるが、本発明においては、一つの印刷ステーションに複数個のインクジェットヘッドが設けられていることから、このクリーニング装置を複数のインクジェットヘッドに連結し、更に複数個のインクジェットヘッドで共用することが装置の構成を容易にすると共に、装置を小型化する上で望ましい。
【0022】
(印刷インク)
本発明において、インクジェット印刷に用いる印刷インクとしては、従来シームレス缶へのインクジェット印刷に用いられていた、熱乾燥型インク、熱硬化型インク、紫外線硬化型インク、電子線硬化型インク等を使用でき、用いるインクに応じて硬化手段及び仮焼付けの必要性の有無も異なるが、特に焼付に関わる設備コストが安価である点から、熱乾燥型インクあるいは熱硬化型インクを好適に使用できる。
熱乾燥型インクには水性タイプ、油性タイプ、溶剤タイプなどがあるが、硬化に要する時間が短いことから溶剤タイプが好適である。
またインクジェット印刷に使用するインクジェットヘッドの方式としては、静電方式、ピエゾ方式、バブルジェット方式などが知られているが、本発明においては制限なく使用できる。
【0023】
(仕上げニス塗装)
前述したように、本発明のインクジェット印刷装置においては、インクジェット印刷後に、インクジェット印刷による画像を仮硬化(仮焼付)させた後、仕上げニスを塗装することにより、これにより印刷シームレス缶がレトルト殺菌や巻き締め加工等の加工に付された場合、あるいは搬送等でこすれた場合においても、印刷画像の密着性に優れていると共に、印刷シームレス缶の耐傷付き性が確保される。
本発明の印刷シームレス缶の製造に用いられる仕上げニスとしては、従来より印刷シームレス缶のトップコートとして用いられていた透明塗料を用いることができるが、特に、熱硬化型の塗料を好適に用いることができる。
仕上げニスを塗装した後、仕上げニスの焼付けと同時に、インクジェット印刷に熱硬化型インクを使用した場合には、インクジェット印刷の画像の本焼付けを行うことにより、本発明の印刷シームレス缶が作成される。
【0024】
(ハイブリット印刷装置)
本発明のインクジェット印刷装置は、それ単独でシームレス缶の印刷に用いることもできるが、版式印刷と組み合わせで使用することにより、版式印刷によるベタ印刷の濃度の再現性に優れた画像及びインクジェット印刷による可変可能な画像の組み合わせが可能であり、版式印刷のみでは対応できなかった小ロット多品種のデザインに対応することが可能であると共に、インクジェット印刷のみでは困難であった優れた画像濃度の再現性を実現することが可能になる。
【0025】
図5は、本発明のインクジェット印刷装置(A)と独立した版式印刷装置(B)を組み合わせて行う印刷方法を説明する図であり、図5においては、版式印刷装置(B)で版式印刷を行った後、版式印刷の画像を有するシームレス缶はインクジェット印刷装置(A)に搬送されて、版式印刷の画像を仮焼付けした後、位置決めされ、インクジェット印刷、仮硬化(仮焼付)、及び仕上げニス塗装が行われる。
また図6は、インクジェット印刷及び版式印刷が同一装置内で行われるハイブリッド装置による印刷方法を説明する図であり、図6においては、マンドレルに装着されたシームレス缶はまず版式印刷に付され、版式印刷の画像が仮焼付けされた後、位置決めされ、次いでインクジェット印刷、仮硬化(仮焼付)、及び仕上げニス塗装に付されている。
【0026】
上記何れの態様においても、インクジェット印刷及び版式印刷の何れを先に行ってもよいが、位置決めの容易性や、インクジェット印刷による重ね塗り等のデザイン性の点から版式印刷を先に行うことが特に好ましい。
またこの場合、先にシームレス缶上に形成された画像を仮硬化させてインクの広がりを抑制しておくことが好ましく、これにより、画像の重なる部分のインクの滲みが防止され、鮮明な画像を得ることが可能になる。
更に、版式印刷及びインクジェット印刷を、別々の印刷装置及び同一の印刷装置で行う場合のいずれにおいても、所期の印刷画像を得るためには、次の印刷の前に位置決めを行うことが重要であることから、先に行う印刷によって位置決め用の合わせマークを形成しておき、次いで行う印刷の前に該位置決め用の合わせマークを検出して、シームレス缶を装着したマンドレルの回転を制御することによってシームレス缶の位置を合わせ、所期の印刷画像を再現性よく形成することが可能になる。
【0027】
(シームレス缶)
本発明のインクジェット印刷により、印刷が施されるシームレス缶としては、これに限定されないが、ティンフリースチール(TFS)などの各種表面処理鋼板やすずめっき等の各種メッキ鋼板、アルミニウム等の軽金属板、或いはこれらの金属板にポリエステル樹脂等の熱可塑性樹脂から成る被覆が形成された樹脂被覆金属板を、絞り加工、絞りしごき加工、絞り・再絞り加工、絞り・再絞りによる曲げ伸ばし加工(ストレッチ加工)、絞り・再絞りによる曲げ伸ばし・しごき加工或いは絞り・しごき加工、軽金属板のインパクト加工等の従来公知の手段に付すことによって製造されたシームレス缶を用いることができる。
また本発明のインクジェット印刷装置はシームレス缶印刷に好適に使用することができるが、それに限定されることなく、円筒形状の容器であれば使用することができ、例えば溶接缶や接着缶などのスリーピース缶印刷にも使用することができる。
【0028】
またシームレス缶の外面には、ホワイトコート層を形成しておくことが、金属板の地色を隠蔽し、印刷画像を鮮明に形成できるので好ましい。またホワイトコート層に代えて白色のインクジェット印刷によって、ホワイトベタ印刷層を形成することもできる。
更に、上記ホワイトコート層の上、或いはホワイトコート層が形成されない場合は、シームレス缶外面上にアンカーコート層を形成しておくことが望ましい。このアンカーコート層を形成することにより、インクジェット印刷による画像が強固に保持固定され、印刷画像の密着性が向上される。またアンカーコート層を設けることによりインクジェットインクの滲みを軽減することができる。
アンカーコート層は、従来公知の方法により形成することができ、熱硬化性、紫外線硬化性又は電子線硬化性の透明な、ポリエステル樹脂、アクリル樹脂、エポキシ樹脂、ウレタン樹脂等を所定の溶剤に分散乃至溶解した塗布液を塗布・乾燥し、次いで加熱、紫外線照射、電子線照射等により硬化することにより形成できる。これらの中でも樹脂の選択範囲が広いことから熱硬化性樹脂を加熱硬化する方法が好適である。
またホワイトコート層は、上記アンカーコート層の形成に用いられる樹脂として例示した樹脂から成る塗布液に二酸化チタン等の白色顔料を含有させることにより、同様に形成することができるが、好適には熱硬化性樹脂を溶剤に分散又は溶解して成る塗布液を加熱硬化する方法が好適である。
尚、ホワイトコート層の代わりに、熱可塑性樹脂被覆金属板の樹脂被覆中に白色顔料を含有させた白色樹脂被覆を金属板に被覆した樹脂被覆金属板を成形加工することによりシームレス缶の外面に白色顔料含有層を形成することもできる。
【実施例】
【0029】
以下、本発明のインクジェット印刷装置の具体的な実施形態を従来のインクジェット印刷装置における比較形態と対比して評価する。
(実施形態1)
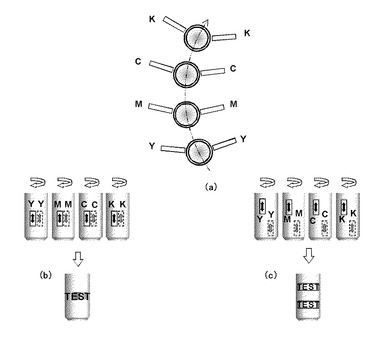
実施形態1のインクジェット印刷装置は、図7(a)に示すように、各印刷ステーションにインクジェットヘッドが各2個設置された態様であり、印刷ステーション数は4個、図4に示したクリーニング装置が各印刷ステーションに1個ずつの計4個(インクジェットヘッド2つ共有)が設置されている。
各印刷ステーションはマンドレルホイールの公転軌道(図7(a)の点線)に対して外周側に設置する。インクジェットヘッドはマンドレルホイールの公転軌道に重ならないように、且つ公転軌道の上部に2つのインクジェットヘッドが隣接するように下向きに配設される。各印刷ステーションの2つのインクジェットヘッドは同色であり、マンドレルホイールの公転に従って、各印刷ステーションでY色、M色、C色、K色に配置されている。
このインクジェット印刷装置においては、インクジェットヘッドが、図7(b)に示すようにシームレス缶の周方向に並んで配置されていることにより、シームレス缶の側壁に印刷画像を一箇所作成することができると共に、図7(c)に示すようにシームレス缶の高さ方向にずらして配置することにより、シームレス缶の側壁に2箇所同時に印刷画像を作成することが可能になる。
実施形態1においては、2つのインクジェットヘッドが、下向きに並列に配置されているので、1つのクリーニング装置で2つのインクジェットヘッドをクリーニングすることができる。また1ステーションに2ヘッドが配置されているので缶の自転速度が同じ場合、解像度は1つのインクジェットヘッドの場合の2倍になる。
【0030】
(実施形態2)
実施形態2のインクジェット印刷装置は、図8に示すように、各印刷ステーションにヘッドが2個ずつある仕様で、マンドレルホイールの公転軌道(図8(a)の点線)に対して外周側及び内周側にそれぞれインクジェットヘッドが1個ずつ、マンドレルを挟んで設置されている。各印刷ステーションはマンドレルホイールの公転軌道の上下方向に動く位置に設置される。各インクジェットヘッドはマンドレルホイールの公転軌道に重ならないよう、且つなるべくインクジェットヘッドが下向きでインクジェットヘッドと缶の距離が最小になるように設置されている。印刷ステーション数は4個、クリーニング装置は8個(各インクジェットヘッドに1個ずつ)である。各印刷ステーションの2つのインクジェットヘッドは同色であり、マンドレルホイールの公転軌道に従って、図の下側から上側に行くに従って、Y色、M色、C色、K色に配置されている。
この実施形態2においても、インクジェットヘッドを、図8(b)に示すようにシームレス缶の周方向に並ぶように配置することにより、シームレス缶の側壁に印刷画像を一箇所作成することができると共に、図8(c)に示すようにシームレス缶の高さ方向にずらして配置することにより、シームレス缶の側壁に2箇所印刷画像を作成することが可能になる。
【0031】
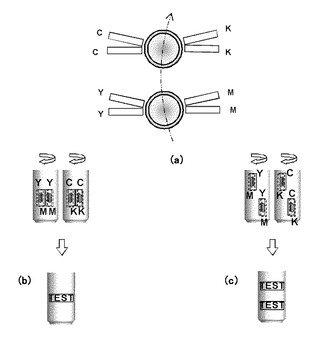
(実施形態3)
実施形態3のインクジェット印刷装置は、図9に示すように、各印刷ステーションにインクジェットヘッドが4個ずつある仕様で、マンドレル(シームレス缶)を挟んで、マンドレルホイールの外周側及び内周側の両側にそれぞれインクジェットヘッドが2個ずつ配設されている。各印刷ステーションはマンドレルホイールの公転軌道の上下方向に動く位置に設置される。各インクジェットヘッドはマンドレルホイールの公転軌道に重ならないよう、且つなるべくインクジェットヘッドが下向きでインクジェットヘッドと缶の距離が最小になるように設置されている。印刷ステーション数は2個、クリーニング装置は4個(片側2つのインクジェットヘッドが共有)である。各印刷ステーションの片側2つのインクジェットヘッドは同色であり、マンドレルホイールの公転・缶の自転に従ってY色、M色、C色、K色が印刷できるように配置されている。
実施形態3は、一つの印刷ステーションで2色印刷するので、画像の位置合わせ数が少なく、画像ずれ性に優れている。装置サイズはステーション数が2個であることから小型化可能である。
この実施形態3においても、インクジェットヘッドを、図9(b)に示すようにシームレス缶の周方向に並ぶように配置することにより、シームレス缶の側壁に印刷画像を一箇所作成することができると共に、図9(c)に示すようにシームレス缶の高さ方向にずらして配置することにより、シームレス缶の側壁に2箇所印刷画像を作成することが可能になる。
【0032】
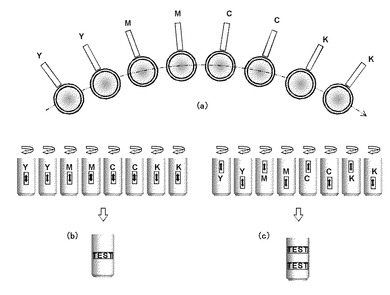
(実施形態4)
実施形態4のインクジェット印刷装置は、図10に示すように、各印刷ステーションにインクジェットヘッドが3個ずつある態様であり、印刷ステーション数は4個、クリーニング装置は各印刷ステーションに1個ずつ(3つのインクジェットヘッド共有)である。各印刷ステーションはマンドレルホイールの公転軌道の横方向に動く位置に設置される。インクジェットヘッドはマンドレルホイールの公転軌道に重ならないように、且つ公転軌道の上部に3ヘッドが隣接すると共に下向きに配設される。各印刷ステーションの3ヘッドは同色であり、マンドレルホイールの公転に従って、各印刷ステーションでY色、M色、C色、K色に配置されている。
実施形態4は、同色のインクを噴射するインクジェットヘッドが、各印刷ステーション当り3つのインクジェットヘッドに配置されているため、印刷速度が速く、缶高さ方向の解像度が優れている。
この実施形態4においても、インクジェットヘッドを、図10(b)に示すようにシームレス缶の周方向に並ぶように配置することにより、シームレス缶の側壁に印刷画像を一箇所作成することができると共に、図10(c)に示すようにシームレス缶の高さ方向にずらして配置することにより、シームレス缶の側壁に最大3箇所印刷画像を作成することが可能になる。
【0033】
(比較形態1)
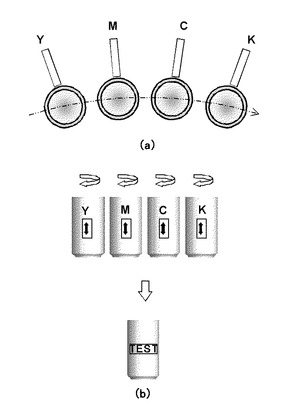
本発明のインクジェット印刷装置の比較として、図11に示すように、各印刷ステーションにインクジェットヘッドが1個ずつある仕様で、印刷ステーション数が4個、クリーニング装置が4個(各インクジェットヘッドに1個ずつ)である従来のインクジェット印刷装置について説明する。
各印刷ステーションはマンドレルホイールの公転軌道の横方向に動く位置に設置され、ヘッドはマンドレル(シームレス缶)の上部に下向きに配設される。マンドレルホイールの公転に従ってY色、M色、C色、K色に配置される。
この形態では、同色のインクジェットヘッドが1つしか配置されていないため、印刷速度が遅く、本発明のインクジェット装置のようにシームレス缶高さ方向に複数の画像を形成することができないと共に、シームレス缶の解像度に劣っている。
【0034】
(比較形態2)
比較形態2は、図12に示すように、各印刷ステーションにインクジェットヘッドが1個ずつある仕様で、ステーション数は8個、クリーニング装置は8個(各インクジェットヘッドに1個ずつ)である。各印刷ステーションはマンドレルホイールの公転軌道の横方向に動く位置に設置され、インクジェットヘッドはマンドレル(シームレス缶)の上部に下向きに配設される。マンドレルホイールの公転に従って、Y色、M色、C色、K色の順にそれぞれが2ステーションで印刷できるよう配置されている。
比較形態2では、印刷ステーション数が多いため、印刷画像の位置合わせが難しく、画像ずれ性及び装置サイズに劣っている。
【0035】
上記実施形態1〜4及び比較形態1〜2について以下の測定及び評価を行い、下記表1にその結果をまとめた。
印刷仕様の明細と評価結果を表1に示す。以下は表1の各項目の説明である。
<印刷仕様>
ステーション及びインクジェットヘッド配置図、各ステーションヘッド数、ステーション数、クリーニング装置数、を表1に示した。インクジェットヘッドの印刷可能長さは72mmであった。
【0036】
<評価>
厚さ0.30mmのアルミニウム合金板を絞り加工と再絞りしごき加工を行い、洗浄・乾燥して缶胴径65mm缶高さ120mmのシームレス缶を作成した。作成したシームレス缶に溶剤タイプの熱硬化型インクを用いてインクジェットで網点画像を印刷し、仮硬化し仕上げニスを塗布し本焼付して印刷シームレス缶を作成し、下記のように評価を行った。
<印刷速度>
上記画像を印刷するときの1ステーションあたりの所要時間である。缶の自転速度は、60回転/分を従来条件(比較例1)とした。自転1回で所定画像が得られない場合は自転速度を遅くした。より高速自転で印刷可能な場合には自転速度を速くした。0.5sec未満の場合を◎、0.5secの場合を○、0.5secを超える場合を×とした。
【0037】
<画面ずれ>
印刷したシームレス缶のインクジェット印刷画面を光学顕微鏡で拡大観察して、インクジェット印刷網点の分布状態を観察した。網点間隔が等間隔であり画面ずれがない場合を○、網点間隔にムラが大きく画面ずれがある場合を×とした。
【0038】
<解像度>
印刷したシームレス缶のインクジェット印刷画面の網点密度を光学顕微鏡で拡大観察して、解像度の評価とした。インクジェットヘッドが隣接してある場合には網点間隔が密になるようにインクジェットヘッド位置を微調整した。缶の自転速度、マンドレルホイールの公転速度は一定にした。網点密度が優れて密な場合は◎、網点密度が密な場合は○、網点密度が疎な場合は×とした。
【0039】
<濃度感>
印刷したシームレス缶のインクジェット印刷画面の網点密度を光学顕微鏡で拡大観察して、濃度感の評価とした。同色のインクジェットヘッドが隣接してある場合には網点を重ねるようインクジェットヘッド位置を微調整した。同色のインクジェットヘッドが隣接せず、別のステーションにある場合には網点を重ねるようインクジェットヘッド位置を微調整した。缶の自転速度、マンドレルホイールの公転速度は一定にした。網点濃度が濃い場合は○、網点濃度が薄い場合は×とした。
【0040】
<装置サイズ>
マンドレル、ステーションを含んだマンドレルホイール、ヘッドクリーニング装置を含めた装置全体のサイズを、比較例1仕様(4ステーション、4クリーニング装置)を基準として評価した。比較例1を○とした。比較例1とサイズが同等あるいはコンパクトになる場合を○、大きくなる場合を×とした。
【0041】
<異高さ位置印刷>
缶胴ハイト方向でヘッド長さを超えた位置の画像を印刷できる可能性を評価した。缶ハイトの違う画像が3種以上印刷できる場合を◎、2種印刷できる場合を○、缶ハイトの違う画像を印刷できない場合を×とした。
【0042】
<連続印刷>
インクジェットヘッドクリーニング時に他のインクジェットヘッドを用いて連続印刷できる場合を○、できない場合を×とした。
【0043】
<総合評価>
「印刷速度」、「画像ずれ」、「解像度」、「濃度感」、「装置サイズ」、「異高さ位置印刷」、及び「連続印刷」の各評価に基づき総合評価をした。
【0044】
【表1】
【産業上の利用可能性】
【0045】
本発明のインクジェット印刷装置は、従来、機械精度の誤差、マンドレル寸法誤差等の理由から、各印刷ステーション間の微細な位置合わせが困難であることから画像ずれによる印刷のばらつきが生じていた微細な印刷画像を、印刷速度が大きく、画像ずれを生じることなく、しかも高い解像度で、濃度感の高い印刷画像として再現することができるため、写真などの微細な印刷画像を施す印刷シームレス缶の製造に好適に用いることができる。
また複数個のシームレス缶の高さ方向に移動可能なインクジェットヘッドを配置することによって、シームレス缶の高さ方向の複数の位置への印刷や、缶高さの異なるシームレス缶にも容易に対応することができ、短期間に印刷デザインを自由に変更できるバリアブル(可変)性を有するので、小ロット多品種的なデザインが希望される印刷シームレス缶に好適に適用できる。
更に、版式印刷との組み合わせることによりインクジェット印刷による可変可能な画像を、版式印刷によるベタ印刷の濃度の再現性に優れた画像と組み合わせることが可能になり、版式印刷による画像の上にインクジェット印刷による画像が形成された印刷画像が鮮明に形成された印刷シームレス缶の製造に好適に適用できる。
更に、印刷ステーションの数を低減することができ、印刷装置を小型化することもできるので、版式印刷と組み合わせても装置が大型化せず、版式印刷と組み合わせるインクジェット印刷として好適に利用することができる。
更に、インクジェットヘッドのクリーニングを交互に実施できるので連続印刷が可能である。
【特許請求の範囲】
【請求項1】
マンドレルホイール、マンドレルホイールに備えられた複数個の自転可能なマンドレル、及び該マンドレルに装着されたシームレス缶外面の少なくとも胴部にインクジェット印刷により印刷画像を形成するインクジェット印刷ステーションを有する印刷装置において、
前記インクジェット印刷が少なくとも一つのインクジェット印刷ステーションで行われ、該インクジェット印刷ステーションには複数個のインクジェットヘッドが配置されていることを特徴とするシームレス缶の印刷装置。
【請求項2】
前記インクジェット印刷ステーションに配置された複数個のインクジェットヘッドが、マンドレルに装着されたシームレス缶の高さ方向に移動可能である請求項1記載のシームレス缶の印刷装置。
【請求項3】
前記インクジェット印刷ステーションに配置された複数個のインクジェットヘッドが、マンドレルに装着されたシームレス缶を挟んで対向する位置に設けられている請求項1又は2記載の印刷装置。
【請求項4】
前記インクジェット印刷ステーションよりも下流側の位置に、仮硬化ステーション、仕上げニス塗装ステーションが順次設けられている請求項1乃至3の何れかに記載の印刷装置。
【請求項5】
前記インクジェット印刷ステーションよりも上流側或いは下流側の何れかの位置に、シームレス缶外面の少なくとも胴部に版式印刷により印刷画像を形成する版式印刷ステーションが設けられている請求項1乃至4の何れかに記載の印刷装置。
【請求項6】
前記インクジェット印刷ステーションに、インクジェットヘッドに連結するヘッドクリーニング装置が配置されている請求項1乃至5の何れかに記載の印刷装置。
【請求項7】
前記ヘッドクリーニング装置が、少なくとも2個のインクジェットヘッドに共用されている請求項6記載の印刷装置。
【請求項8】
シームレス缶外面の少なくとも胴部にインクジェット印刷により印刷画像を形成する印刷方法において、
前記インクジェット印刷が少なくとも一回の印刷工程で、複数個のインクジェットヘッドにより行われること特徴とするシームレス缶の印刷方法。
【請求項9】
前記インクジェットヘッドを高さ方向に移動させることによって、シームレス缶外面の少なくとも胴部に画像形成を行う請求項8記載の印刷方法。
【請求項10】
前記インクジェット印刷が施されるシームレス缶が、版式印刷による印刷画像が形成された印刷シームレス缶である請求項8又は9記載の印刷方法。
【請求項1】
マンドレルホイール、マンドレルホイールに備えられた複数個の自転可能なマンドレル、及び該マンドレルに装着されたシームレス缶外面の少なくとも胴部にインクジェット印刷により印刷画像を形成するインクジェット印刷ステーションを有する印刷装置において、
前記インクジェット印刷が少なくとも一つのインクジェット印刷ステーションで行われ、該インクジェット印刷ステーションには複数個のインクジェットヘッドが配置されていることを特徴とするシームレス缶の印刷装置。
【請求項2】
前記インクジェット印刷ステーションに配置された複数個のインクジェットヘッドが、マンドレルに装着されたシームレス缶の高さ方向に移動可能である請求項1記載のシームレス缶の印刷装置。
【請求項3】
前記インクジェット印刷ステーションに配置された複数個のインクジェットヘッドが、マンドレルに装着されたシームレス缶を挟んで対向する位置に設けられている請求項1又は2記載の印刷装置。
【請求項4】
前記インクジェット印刷ステーションよりも下流側の位置に、仮硬化ステーション、仕上げニス塗装ステーションが順次設けられている請求項1乃至3の何れかに記載の印刷装置。
【請求項5】
前記インクジェット印刷ステーションよりも上流側或いは下流側の何れかの位置に、シームレス缶外面の少なくとも胴部に版式印刷により印刷画像を形成する版式印刷ステーションが設けられている請求項1乃至4の何れかに記載の印刷装置。
【請求項6】
前記インクジェット印刷ステーションに、インクジェットヘッドに連結するヘッドクリーニング装置が配置されている請求項1乃至5の何れかに記載の印刷装置。
【請求項7】
前記ヘッドクリーニング装置が、少なくとも2個のインクジェットヘッドに共用されている請求項6記載の印刷装置。
【請求項8】
シームレス缶外面の少なくとも胴部にインクジェット印刷により印刷画像を形成する印刷方法において、
前記インクジェット印刷が少なくとも一回の印刷工程で、複数個のインクジェットヘッドにより行われること特徴とするシームレス缶の印刷方法。
【請求項9】
前記インクジェットヘッドを高さ方向に移動させることによって、シームレス缶外面の少なくとも胴部に画像形成を行う請求項8記載の印刷方法。
【請求項10】
前記インクジェット印刷が施されるシームレス缶が、版式印刷による印刷画像が形成された印刷シームレス缶である請求項8又は9記載の印刷方法。
【図1】


【図2】

【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】

【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−232771(P2012−232771A)
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願番号】特願2011−101936(P2011−101936)
【出願日】平成23年4月28日(2011.4.28)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.バブルジェット
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願日】平成23年4月28日(2011.4.28)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.バブルジェット
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]