
インクジェット捺染装置及びインクジェット捺染による捺染物の製造方法
【課題】被捺染材の生地本体表面の毛羽に付着した固化前のインクを、当該毛羽の立毛状態を維持した状態で除去できるようにすること。
【解決手段】搬送装置7によって搬送される被捺染材Tの捺染側の面に向けてインクを吐出して所望の捺染を実行する捺染ヘッド10を備えた捺染実行部9と、前記捺染実行部の前記搬送方向Aにおける下流側に設けられ、前記被捺染材に印捺されたインクを固化させて定着するインク定着部11と、前記捺染実行部と前記インク定着部との間に設けられ、生地本体表面26に毛羽27を有する被捺染材に対して顔料インクで印捺した場合に前記毛羽に付着する固化前のインクDを除去するインク除去装置2とを備え、前記インク除去装置は、前記生地本体表面の前記毛羽に接触して当該毛羽に付着しているインクを除くインク除き部材31を備える。
【解決手段】搬送装置7によって搬送される被捺染材Tの捺染側の面に向けてインクを吐出して所望の捺染を実行する捺染ヘッド10を備えた捺染実行部9と、前記捺染実行部の前記搬送方向Aにおける下流側に設けられ、前記被捺染材に印捺されたインクを固化させて定着するインク定着部11と、前記捺染実行部と前記インク定着部との間に設けられ、生地本体表面26に毛羽27を有する被捺染材に対して顔料インクで印捺した場合に前記毛羽に付着する固化前のインクDを除去するインク除去装置2とを備え、前記インク除去装置は、前記生地本体表面の前記毛羽に接触して当該毛羽に付着しているインクを除くインク除き部材31を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、搬送される被捺染材の捺染側の面に向けてインクを吐出して所望の捺染を実行する捺染ヘッドを備えた捺染実行部と、前記捺染実行部の前記搬送方向における下流側に設けられ、前記被捺染材に印捺されたインクを固化させて定着するインク定着部を備えたインクジェット捺染装置及びインクジェット捺染による捺染物の製造方法に関するものである。
【背景技術】
【0002】
アパレル(衣服)メーカーやテキスタイル(布地)メーカーでは、従来から生地本体表面に図柄等をプリントする「捺染」が広く行われている。
従来の捺染は、スクリーンや彫刻ロールを使用した製版を必要とする「スクリーン捺染」や「ローラー捺染」が主流であった。そして、印捺された被捺染材である布に溶融塊を発生させることなく、生地本体表面を平滑にして図柄等を描出させる技術として、下記の特許文献1に示すようなレーザー光線を使用した「布帛表面仕上法」という技術が開発されている。
【0003】
また、捺染ヘッドから吐出されたインクを被捺染材に直接付着させて記録を実行する製版を必要としない下記の特許文献2に示すような染料インクを使用した「インクジェット捺染方法」という技術も開発されている。
この「インクジェット捺染方法」では、熱プレス機やアイロン等からなる加熱圧着手段を使用して被捺染材を加熱圧着させることで、生地本体表面に印捺された染料インクを蒸熱染着するようにしている。
【0004】
被捺染材は布であるため布表面に通常毛羽が存在する。また、起毛処理等によって布表面の毛羽を増やし、この増やした毛羽によって触感を一層柔らかくし風合いを持たせ、更には保温性を高めた布も存在する。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−100257号公報
【特許文献2】特開2003−293272号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
前記毛羽を有する被捺染材にインクジェット捺染を行うと、捺染ヘッドから吐出されたインク滴の一部が被捺染材の生地本体表面まで到達せずに、前記毛羽に「だま」のように付着して「インクだま」が形成される場合が多い。この「インクだま」は、そのまま乾燥固化させた場合、耐擦性を低下し、色移りの問題を生じさせる。
また、「インクだま」は、生地本体表面から立ち上がっている毛羽に付いているため、本来インクが付着すべき染着位置である生地本体表面の位置より上方に位置することになる。そのため、前記「インクだま」の存在によって捺染物の品質を低下する問題がある。
上記した問題は、染料インクよりも色材粒子の大きな顔料インクにおいて顕著に現れる傾向が見られる。
【0007】
特許文献1や特許文献2の技術は、前記毛羽を有する被捺染材に対する捺染に適用すると、前記立毛状態の毛羽を除去したり、押し潰してしまうので、被捺染材の素材の持つ肌触りや風合を大きく損ねてしまう問題がある。
前記毛羽を有する被捺染材に対する捺染においては、印捺された図柄や画像等が鮮明に捺染されているだけでなく、被捺染材の素材の持つ肌触りや風合といった感覚がそのまま維持されていることが捺染物の品質を評価する上で重要になってくる。
【0008】
本発明の課題は、被捺染材の生地本体表面の毛羽に付着した固化前のインクを、当該毛羽の立毛状態を維持した状態で除去できるようにすることにある。
【課題を解決するための手段】
【0009】
上記課題を解決するために本発明の第1の態様に係るインクジェット捺染装置は、搬送装置によって搬送される被捺染材の捺染側の面に向けてインクを吐出して所望の捺染を実行する捺染ヘッドを備えた捺染実行部と、前記捺染実行部の前記搬送方向における下流側に設けられ、前記被捺染材に印捺されたインクを固化させて定着するインク定着部と、前記捺染実行部と前記インク定着部との間に設けられ、生地本体表面に毛羽を有する被捺染材に対して顔料インクで印捺した場合に前記毛羽に付着する固化前のインクを除去するインク除去装置とを備え、前記インク除去装置は、前記生地本体表面の前記毛羽に接触して当該毛羽に付着しているインクを除くインク除き部材を備えていることを特徴とするものである。
【0010】
ここで「被捺染材」とは、捺染の対象となる「布地」や「衣服その他の服飾製品」等を意味する。「布地」には、綿、絹、羊毛等の天然繊維やナイロン等の化学繊維あるいはこれらを混ぜた複合繊維の織物、編物、不織布等が含まれ、ロール状に巻かれた長尺のものと、所定の長さにカットされたものの両方が含まれる。
また、「衣服その他の服飾製品」には、縫製後のTシャツ、ハンカチ、スカーフ、タオル、手提げ袋、布製のバッグ、カーテン、シーツ、ベッドカバー等のファニチャーの類の等の他、縫製前の状態のパーツとして存在する裁断前後の布地等も含まれる。
【0011】
また、「生地本体表面」とは、被捺染材のうち織り加工、編み加工等が施され、あるいはこれらの加工を施すことなく繊維を絡み合わせることで被捺染材の基本的外観形状を形作っている生地本体における捺染側の面を意味する。
「毛羽」には、前記生地本体表面に起毛によって増やされた毛羽の他、前記織り加工等によって自然に発生する毛羽が含まれる。
【0012】
本態様によれば、前記インク除去装置は、捺染実行部とインク定着部との間に設けられていると共に、被捺染材の生地本体表面の毛羽に接触して当該毛羽に付着しているインクを除くインク除き部材を備えているので、被捺染材の生地本体表面の毛羽に付着した固化前のインクを、当該毛羽の立毛状態を維持した状態で除去することが可能となる。
すなわち、前記インク除き部材を毛羽に接触する際に、該毛羽を押し潰すような強い圧接力を作用させずに接触させることで、当該毛羽はインク除き部材との接触時に一時的に傾倒しても、直ぐに復元して当初の立毛状態に戻ることができる。その状態でインク定着部によって被捺染材に印捺されたインクを定着することによって、当該毛羽の立毛状態は最終的な捺染物においても維持される。
尚、「毛羽の立毛状態を維持した状態で除去する」とは、立毛状態の毛羽を押し潰す作用を及ぼさずに捺染する意味で使われており、捺染工程で自重等によって毛羽が自然に傾いて立毛姿勢が崩れる程度は「毛羽の立毛状態を維持した状態」に含まれる。
従って、毛羽の立毛状態を維持したまま当該毛羽に付着したインクを当該インク除き部材で除去する動作を行うことによって、毛羽を有する被捺染材の素材の持つ肌触りや風合を維持したまま、耐擦性低下による色移りの問題の発生を低減することができる。
【0013】
本発明の第2の態様は、前記第1の態様に係るインクジェット捺染装置において、前記搬送装置、前記捺染実行部、前記インク定着部、前記インク除去装置の動作を制御する制御部を備え、前記制御部は、前記インク除去装置によるインク除去の動作を「実行する」「実行しない」を選択可能に構成されていることを特徴とするものである。
【0014】
本態様によれば、前記制御部は、前記インク除去装置によるインク除去の動作を「実行する」「実行しない」のいずれかを選択可能に構成されているので、耐擦性を求められる場合にだけインク除去装置を作動させ、毛羽を有する被捺染材であっても耐擦性を然程問題としない捺染である場合等は、インク除去装置によるインク除去の動作を省くことができるようになっている。これにより、インク除去装置の動作に伴う制約を受けずにインクジェット捺染を実行することが可能となり、例えば、捺染の高速化を図ることが可能となる。
【0015】
本発明の第3の態様は、前記第1の態様または第2の態様に係るインクジェット捺染装置において、前記インク除き部材と被捺染材の生地本体表面との間隔は、マニュアル操作によって、又は前記制御部の制御信号によって調整可能に構成されていることを特徴とするものである。
【0016】
本態様によれば、被捺染材の毛羽の長さや性状の違い等に対応してインク除き部材の当該毛羽に対する接触作用高さを調整することが可能になる。従って、毛羽の長さ等が異なる種々の被捺染材に対応できるようになり、当該被捺染材の毛羽に付着したインクを除くのに効果的な接触作用高さになるようインク除き部材の取付け位置を調整することが可能になる。
【0017】
本発明の第4の態様は、前記第1の態様から第3の態様のいずれか1つの態様に係るに係るインクジェット捺染装置において、前記インク除き部材は、前記被捺染材の生地本体表面に非接触で、前記毛羽に接触するように設けられていることを特徴とするものである。
【0018】
前記生地本体は、生地の性状から多少のうねりを有し、生地本体表面には必然的に小さな凹凸が存在する。従って、前述した「非接触」の語には、インク除き部材が前記生地本体表面に完全に接触していない状態の他、被捺染材の搬送抵抗が問題とならない範囲で僅かに接触しているような状態も含まれる。
【0019】
本態様によれば、捺染画像等の情報が形成されている被捺染材の生地本体表面に対してインク除き部材で除去したインクを再付着させることなく、毛羽に付着したインクを効果的に除去することが可能になる。また、前記「非接触」としたことで、所定の搬送方向に搬送されている被捺染材には、インク除き部材に因る搬送抵抗は殆んどかからないので、被捺染材の円滑な搬送によって高品質の捺染を実現できる。
【0020】
本発明の第5の態様は、前記第1の態様から第4の態様のいずれか1つの態様に係るインクジェット捺染装置において、前記インク除き部材の前記毛羽に対する接触作用高さは、接触開始点から最大接触点に向けて徐々に大きくなり、最大接触点から接触終了点に向けて徐々に小さくなるように設定されていることを特徴とするものである。
【0021】
本態様によれば、インク除き部材の毛羽に対する接触強度は、接触開始点から徐々に大きくなって最大接触点で最大になり、その後接触終了点に向けて徐々に小さくなる。
従って、立毛状態にある毛羽の急激な傾倒が防止されて該毛羽は緩やかに無理なく連続的に傾倒姿勢を変化するようになるので、インク除去後も毛羽の立毛状態はそのまま維持される。また、この接触強度の変化によって毛羽に付着したインクを効果的に除去することができる。
【0022】
本発明の第6の態様は、前記第1の態様から第5の態様のいずれか1つの態様に係るインクジェット捺染装置において、前記インク除き部材は、被捺染材の搬送方向と交差する向きに回転軸を有し、被捺染材の搬送方向に所定の回転速度で回転駆動される駆動ローラーによって構成されていることを特徴とするものである。
【0023】
本態様によれば、前述した「緩やかな無理のない毛羽の傾倒姿勢への変化」を簡単な構造で実現できるようになる。
また、インク除き部材を成す駆動ローラーの回転方向を被捺染材の搬送方向と同じにすることによって被捺染材に搬送抵抗をかけることなく円滑な搬送を行っている状態で毛羽に付着しているインクを除去することが可能になる。
また、前記駆動ローラーの回転速度を増減することで該駆動ローラーの毛羽への接触強度を適宜調整することが可能になる。
【0024】
本発明の第7の態様は、前記第1の態様から第6の態様のいずれか1つの態様に係るインクジェット捺染装置において、前記インク除き部材は、被捺染材の捺染側の面が下向きになる経路に対して設けられていることを特徴とするものである。
ここで、「被捺染材の捺染側の面が下向きになる経路」とは、該捺染側の面が真下を向く水平反転搬送経路と、斜め下方を向く傾斜反転搬送経路の両方を含む意味で使われている。
【0025】
本態様によれば、インク除き部材によって毛羽から除かれたインクが垂れて下方に落下することがあっても被捺染材上に付着する虞れはない。従って、毛羽から除かれたインクの被捺染材への再付着を防止できるので、高品質の捺染を実現することができる。
また、前記除かれたインクは、インク除き部材を伝って下方に流れ落ちることができるため、当該インクの回収が容易になり、インク除き部材のインク除去作用面におけるインクの残留やインクの固着等が防止される。
【0026】
本発明の第8の態様は、前記第1の態様から第7の態様のいずれか1つの態様に係るインクジェット捺染装置において、前記インク除き部材に付着したインクを取り除くクリーニング機構が設けられていることを特徴とするものである。
【0027】
本態様によれば、インクの除去が進んでもインク除き部材のインク除去作用面は、クリーニング機構によって適宜クリーニングされるので、インク除き部材によるインクの除去量の低下が防止される。従って、メンテナンスフリーないしメンテナンスを行うことなく使用できるインク除き部材を提供できるようになる。
【0028】
本発明の第9態様は、前記第1の態様または第2の態様に係るインクジェット捺染装置において、前記インク除去装置は、インク吸収性を有する柔軟性シートと、該柔軟性シートを前記被捺染材の毛羽に接触しつつ該被捺染材の搬送方向に搬送するシート搬送装置と、を備えていることを特徴とするものである。
【0029】
本態様によれば、シート搬送装置が、インク吸収性を有する柔軟性シートを前記被捺染材の毛羽に接触しつつ該被捺染材の搬送方向に搬送するので、毛羽に付着したインクは、柔軟性シートに吸収されて除去される。しかも、該柔軟性シートは、そのインク吸収面の作用位置が被捺染材の搬送方向に徐々に移動するので、インク吸収位置が更新されつつ毛羽に接触することになり、効果的に毛羽からインクを吸収除去することができる。
また、上記の通りインク吸収位置が更新されつつ毛羽に接触するので、柔軟性シートを毛羽に軽く接触する状態でインクを吸収除去することが可能となり、以って毛羽の立毛状態を維持することができる。
【0030】
本発明の第10の態様は、前記第1の態様から第9の態様のいずれか1つの態様に係るインクジェット捺染装置において、前記捺染実行部の上流側に、被捺染材の有する毛羽を立毛状態にする立毛処理部を備えていることを特徴とするものである。
【0031】
本態様によれば、立毛処理部によって被捺染材の有する毛羽を立毛状態にする処理を行って、該毛羽の立毛状態の不揃いが低減された状態で、被捺染材の捺染側の面に向けてインクを吐出することが可能となる。従って、毛羽を有する被捺染材の捺染側の面に対するインク滴の着弾において、前記「不揃い」に基づく影響が小さくなる。すなわち、毛羽及び生地本体表面へのインク滴着弾の均一性を高めることができる。
毛羽の量が少なめの被捺染材においては、吐出されたインクは毛羽にその進行を邪魔されることが少なくなって殆んどのインクは生地本体表面に到達するようになることが期待できる。従って、捺染品質を向上できると共に、毛羽に付着してできるインクだまの数が少なくなり、インク除き部材によるインク除去の負荷も小さくなり、インク除去効果が一段と向上する。
【0032】
本発明の第11の態様に係るインクジェット捺染による捺染物の製造方法は、被捺染材の捺染領域に供給された被捺染材の捺染側の面に向けて顔料インクを吐出して所望の捺染を実行する捺染実行工程と、捺染が実行された被捺染材の生地本体表面の毛羽に接触して当該毛羽に付着している硬化前のインクを除去するインク除去工程と、前記インク除去工程後に行われる、前記被捺染材に付着したインクを定着させるインク定着工程と、を有することを特徴とするものである。
【0033】
本態様によれば、被捺染材に対してインクジェット捺染を実行する捺染実行工程、毛羽に付着している固化前のインクを除去するインク除去工程、そして印捺されたインクを定着させるインク定着工程の一連の流れの中で、毛羽に付着したインクを固化前の段階で取り除くことができる。これにより、毛羽を有する被捺染材の素材の持つ肌触りや風合を維持したまま、耐擦性低下による色移りの問題の少ない、商品価値の高い捺染物を効率良く製造することが可能になる。
【図面の簡単な説明】
【0034】
【図1】本発明の実施例1に係るインクジェット捺染装置の概略を示す側断面図。
【図2】本発明の捺染実行の制御の一例を説明するフローチャート。
【図3】同実施例1に係るインクジェット捺染装置の要部拡大側断面図。
【図4】同実施例1に係るインクジェット捺染装置の要部平面図。
【図5】同実施例1に係るインクジェット捺染装置の作用説明図(A)、及び図(A)中のB部の拡大図(B)。
【図6】本発明の実施例2に係るインクジェット捺染装置の要部拡大側断面図。
【図7】本発明の実施例3に係るインクジェット捺染装置の要部拡大側断面図。
【図8】本発明の実施例4に係るインクジェット捺染装置の要部拡大側断面図。
【図9】本発明の実施例5に係るインクジェット捺染装置の要部拡大側断面図。
【図10】本発明の実施例6に係るインクジェット捺染装置の要部拡大側断面図。
【図11】本発明の実施例7に係るインクジェット捺染装置の要部拡大斜視図。
【図12】本発明の実施例8に係るインクジェット捺染装置の要部拡大側断面図。
【図13】本発明の適用対象である捺染直後の被捺染材を示す平面図。
【図14】本発明のインクジェット捺染装置の効果を試すために行った比較試験の結果を示す説明図。
【図15】本発明の実施例9に係るインクジェット捺染装置の要部拡大側断面図。
【発明を実施するための形態】
【0035】
以下、図1〜図5に示す実施例1と、図6に示す実施例2と、図7に示す実施例3と、図8に示す実施例4と、図9に示す実施例5と、図10に示す実施例6と、図11に示す実施例7と、図12に示す実施例8と、図15に示す実施例9と、を例にとって、本発明のインクジェット捺染装置の構造と作動態様について具体的に説明する。
尚、以下の説明では、最初に本発明に係るインクジェット捺染装置1の概略の構成と、該インクジェット捺染装置1を使用することによって実行されるインクジェット捺染による捺染物の製造方法について説明し、次いでインクジェット捺染装置の前述した実施例1〜9の9つの実施例について順番に説明して行く。
【0036】
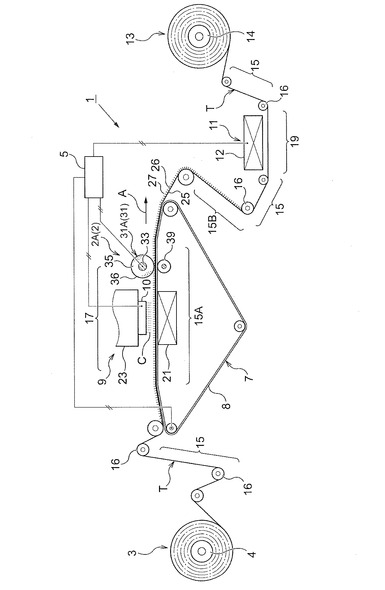
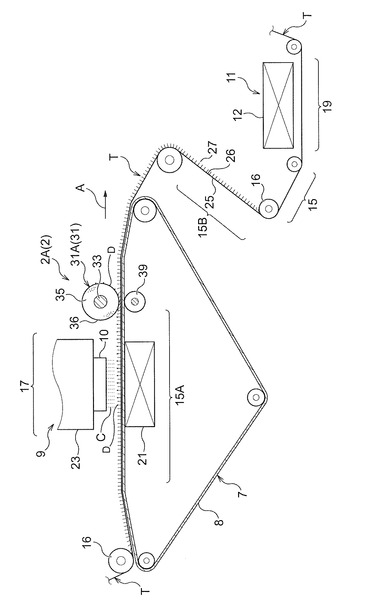
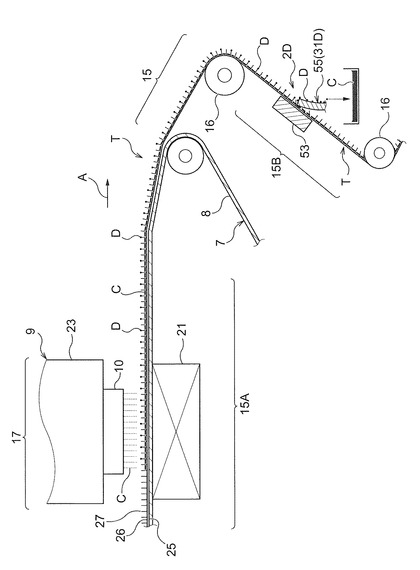
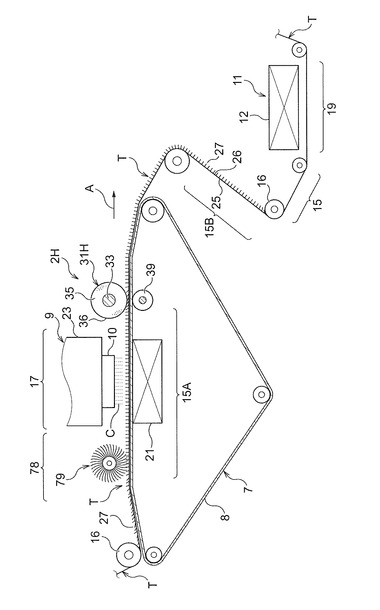
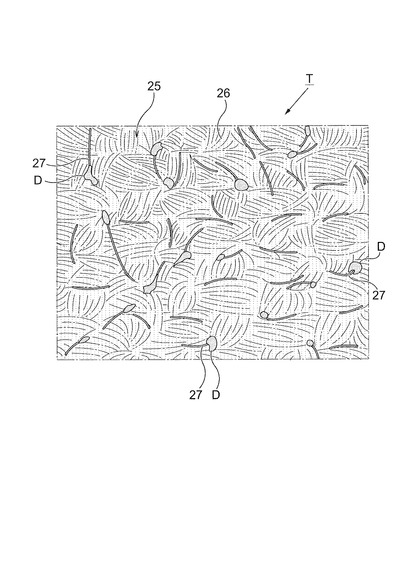
図1にインクジェット捺染装置1の概略の構成が図示されている。また、図13には、捺染直後のインクCが乾燥する前の状態の被捺染材Tが図示されている。
図示のインクジェット捺染装置1は、ロール状に巻かれた長尺な布地等の被捺染材Tに対応した構成になっており、搬送方向Aの上流位置に繰出しローラー4を備えた繰出し機構部3、搬送方向Aの下流位置に巻取りローラー14を備えた巻取り機構部13が設けられている。
【0037】
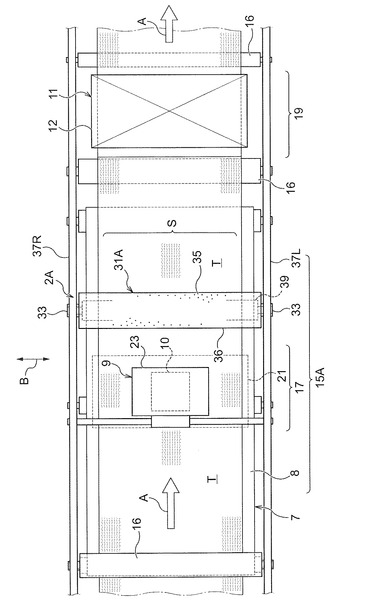
また、前記繰出し機構部3と巻取り機構部13との間には、複数のガイドローラー16が配設された被捺染材Tの搬送経路15が形成されている。当該搬送経路15の上流位置で印捺前の被捺染材Tのしわ取りが図示しないしわ取り機構部によって行われるようになっている。
そして、その下流位置には、前記しわ取りが実行された被捺染材Tを、該被捺染材Tの捺染領域17及び印捺されたインクCの乾燥領域19に向けて搬送する搬送ベルト8を備えた搬送装置7が配設されている。
【0038】
また、前記被捺染材Tの捺染領域17には、被捺染材Tの捺染側の面に向けて顔料インクCを吐出して所望の捺染を実行する捺染ヘッド10と、被捺染材Tの捺染側の面と反対側の被支持面を支持する支持部21と、を備えた捺染実行部9が設けられている。前記捺染ヘッド10は、被捺染材Tの搬送方向Aと交差する被捺染材Tの幅方向B(図4)に往復移動可能なキャリッジ23によって一例として保持されている。
また、前記印捺されたインクCの乾燥領域19には、被捺染材Tの生地本体25の表面26に付着したインクCを乾燥させて定着させるインク定着部11を成すアフターヒーター12が配設されている。
【0039】
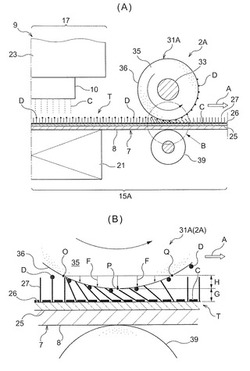
また、前記被捺染材Tの捺染領域17と前記印捺されたインクCの乾燥領域19との間の領域には、被捺染材Tの生地本体25の表面26の毛羽27に付着した固化前のインクD(以下、毛羽に付着したインクを「インクだま」と言うこともある)を除去する、後述する本発明の実施例1に係るインク除去装置2A(他の実施例と区別する場合に「2A」と記し、区別しない場合は単に「2」と記す)が設けられている。
尚、前記インクだまDは、図5及び図13に示すように生地本体25の表面26に達する前に該表面26から伸びている毛羽27の毛先部等に付着したインクCが「だま」になった部分であり、捺染後の「色移り」の要因になっている。
【0040】
そして、このような構成のインクジェット捺染装置1を使用することによって本発明に係るインクジェット捺染による捺染物の製造方法が実行されて、捺染実行品質及び手触り、風合の良い捺染物が得られる。
本発明に係るインクジェット捺染による捺染物の製造方法は、被捺染材Tの捺染領域17に供給された被捺染材Tの捺染側の面に向けて顔料インクCを吐出して所望の捺染を実行する捺染実行工程を有する。このように、捺染後のインクCの定着力が強く、色落ちの少ない顔料インクCを使用することによって捺染された画像等の鮮明さが長期に亘って持続される。
【0041】
また、本発明に係るインクジェット捺染による捺染物の製造方法は、捺染が実行された被捺染材Tの生地本体25の表面26における毛羽27に接触して当該毛羽27に付着している固化前のインクだまDを除去するインク除去工程を有する。
顔料インクCは、染料インクに比べてインクだまDになり易い性質を有しているが、本発明では当該インク除去工程を有することによって当該インクだまDは固化前の段階で除去される。
【0042】
更に、本発明に係るインクジェット捺染による捺染物の製造方法は、インクだまDが除去され、前記印捺されたインクCの乾燥領域19に供給された被捺染材Tを加熱して当該被捺染材Tに付着したインクCを乾燥して定着させるインク定着工程を有する。
顔料インクCは乾燥されることで捺染強度が増す。そして、毛羽27に付着していたインクだまDは既に前工程で取り除かれているので、捺染実行品質及び手触り風合の良い捺染物が効率良く製造される。
【0043】
[実施例1](図1〜図5、図14参照)
本実施例1に係るインク除去装置2Aは、被捺染材Tの捺染領域17と印捺されたインクCの乾燥領域19との間の前述した領域において、被捺染材Tの捺染側の面に作用するように設けられている。
そして、インク除去装置2Aは、前記生地本体25の表面26の毛羽27に接触して当該毛羽27に付着しているインクだまDを除去するインク除き部材31Aを備えることによって基本的に構成されている。
【0044】
〔制御部〕
インク除去装置2Aを備えるインクジェット捺染装置1において、搬送装置7、捺染実行部9、インク除去装置2A及びインク定着部11の動作を制御する制御部5を備えている。そして、前記制御部5は、被捺染材Tが生地本体表面26に毛羽27を有するものである場合に、該インク除去装置2Aによるインク除去の動作を「実行する」「実行しない」のいずれかを選択可能に構成されている。
【0045】
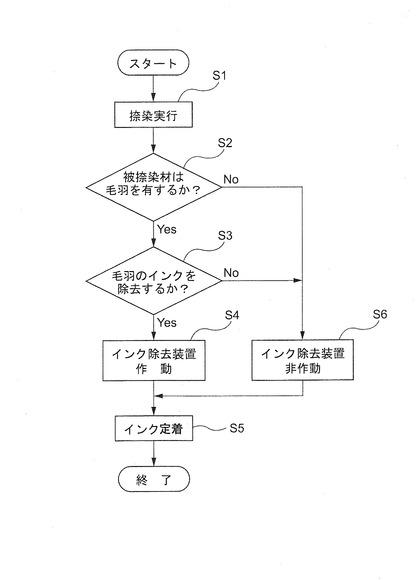
図2に示したフローチャートによって、本実施例の捺染実行の制御の一例を説明する。
先ず捺染実行部9において被捺染材Tに捺染が実行される(ステップS1)。続いて被捺染材Tが毛羽27を有するものであるか否か決定される(ステップS2)。この決定は、制御部5の図示しない情報入力部にユーザーが入力した被捺染材Tに関する情報に基づいて行われる。
従って、被捺染材Tが毛羽27を有するものか否かはユーザーの主観で決定できるようになっており、客観的には毛羽27がある被捺染材Tであっても、例えばユーザーがその毛羽27による前記肌触りや風合を維持する捺染を必要としない、或いは耐擦性を高く求めない場合は、「毛羽なし(No)」としてその後のフローを進めることができるようになっている。
【0046】
ステップS2において「毛羽あり(Yes)」と決定された場合、毛羽27に付着したインクに対して、インク除去の動作を「実行する」「実行しない」のいずれかが選択されるようになっている(ステップS3)。これも、制御部5の前記情報入力部にユーザーが入力した選択情報に基づいて行われる。
【0047】
ステップS3でインク除去の動作を「実行する」が選択されたときは、インク除去装置2Aによるインク除去が実行され(ステップS4)、次いでインク定着部11でインク定着処理が実行される。
一方、ステップS3でインク除去の動作を「実行しない」が選択されたときは、インク除去装置2Aによるインク除去が実行されずに(ステップS6)、インク定着部11によるインク定着処理(ステップS5)に進む。
【0048】
また、前記ステップS2において「毛羽なし(No)」と決定された場合、インク除去装置2Aによるインク除去が実行されずに(ステップS6)、インク定着部11によるインク定着処理(ステップS5)に進む。
【0049】
上記制御により、耐擦性等を求められる場合にだけインク除去装置2Aを作動させ、毛羽を有す被捺染材であっても耐擦性を然程問題としない捺染である場合等は、インク除去装置2Aによるインク除去の動作を省くことができる。これにより、インク除去装置2Aの動作に伴う制約を受けずにインクジェット捺染を実行することが可能となり、例えば、捺染の高速化を図ることが可能となる。
【0050】
〔インク除き部材〕
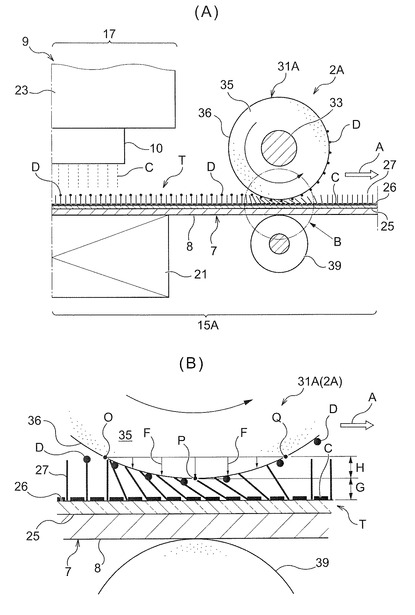
本実施例では、インク除き部材31Aは、被捺染材Tの搬送方向Aと交差する被捺染材Tの幅方向Bに沿う向きに回転軸33を有し、被捺染材Tの搬送方向Aに所定の回転速度で回転駆動される駆動ローラー35によって構成されている。
【0051】
そして、図5に示されているように、本実施例では、前記駆動ローラー35は、被捺染材Tの生地本体25の表面26には非接触で、前記毛羽27のインクだまDが形成されている部位を含む当該毛羽27の部位に接触するように設けられている。
尚、前記生地本体25は、生地の性状から多少のうねりを有し、表面26には必然的に小さい凹凸が存在する。従って、前述した「非接触」の語には、駆動ローラー35が前記表面26に完全に接触していない状態の他、被捺染材Tの搬送抵抗とならない範囲で僅かに接触しているような状態も含まれている。
【0052】
また、このような駆動ローラー35を採用することによって、図5(B)に示したように、該駆動ローラー35の前記毛羽27に対する接触作用高さHは、接触開始点Oから最大接触点Pに向けて徐々に大きくなり、最大接触点Pから接触終了点Qに向けて徐々に小さくなるように設定される。
これに伴い、駆動ローラー35の毛羽27に対する接触強度Fは、接触開始点Oから徐々に大きくなって最大接触点Pで最大になり、その後接触終了点Qに向けて徐々に小さくなる。
【0053】
従って、毛羽27の急激な傾倒が防止されて該毛羽27は緩やかに無理なく連続的に傾斜姿勢を変化するようになるので、インクだまDの除去後も毛羽27の立毛状態はそのまま維持される。
【0054】
駆動ローラー35の材料としては、硬質、軟質の合成樹脂、合成樹脂発泡体、ゴム、金属、木材等や、これらの複合材料が適用でき、更に当該駆動ローラー35の周囲にフェルトやその他の布地等を貼設したものであってもよい。
【0055】
尚、前記駆動ローラー35は、被捺染材Tの生地本体25の表面26に非接触である構造に限定されない。毛羽27の立毛状態を実質的に維持できる範囲で、前記生地本体25の表面26に常時接触する構造であってもよい。
【0056】
そして、このような駆動ローラー35は、図4に示すように、幅方向Bの捺染範囲Sのすべてに対応できるよう、一例として当該捺染範囲Sの左右外方に位置する支持フレーム37L、37R間に水平に架け渡されている。
また、前記駆動ローラー35の回転速度は、被捺染材Tの種類や毛羽27の長さないし性状等に応じて適宜調整することができるようになっている。
【0057】
因みに、駆動ローラー35の回転速度を被捺染材Tの搬送速度より遅くした場合には、該駆動ローラー35周面のインク除去作用面36が毛羽27を押す押付け力が大きくなってインクだまDをかき取るワイピング効果が増強される。
また、駆動ローラー35の回転速度を被捺染材Tの搬送速度と同じにした場合には、毛羽27から駆動ローラー35のインク除去作用面36に移ったインクCの被捺染材Tへの再付着の虞れが少なくなる。
また、駆動ローラー35の回転速度を被捺染材Tの搬送速度より速くした場合には、一定距離を移動する毛羽27に対する駆動ローラー35の接触面積を大きくできるので、インクだまDの除去効率を向上させることができる。
駆動ローラー35の回転速度は、ユーザーの要求に応じて前記「遅くした」「同じにした」「速くした」を適宜設定できるようになっている。
【0058】
また、本実施例では、前記駆動ローラー35は、前記捺染領域17の直ぐ下流の水平搬送経路15A上に設けられている。そして、当該水平搬送経路15Aを挟んだ前記駆動ローラー35の下方には、毛羽27からインクだまDを除去しているときの被捺染材Tの下方への撓みを防止する支持ローラー39がインク除去装置2Aの構成部材の一つとして設けられている。
【0059】
〔比較試験〕
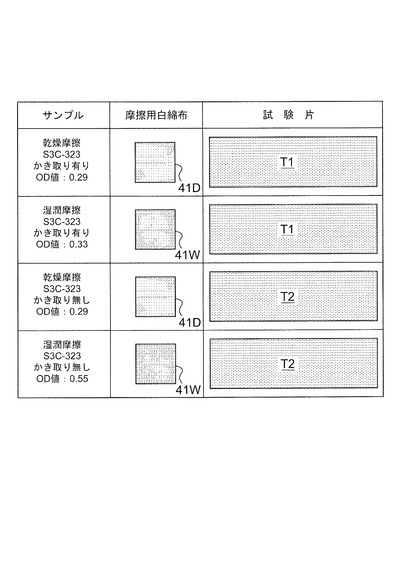
次に、図14に基づいて、本発明のインク除去装置2Aの効果を試すために実施した比較試験の内容と結果について説明する。
本比較試験では、被捺染材Tに同一色で隙間無く(ベタ塗り状態)捺染し、捺染後に毛羽に付着したインクだまDの除去を実施して乾燥固化させたものT1と、インクだまDの除去を行わないで乾燥させたものT2の2種類の試験片を2枚ずつ計4枚使用して、JIS L 0849に規定されている「摩擦に対する染色堅ろう度試験方法」に基づいて摩擦試験を実施した。
【0060】
当該試験では、JIS L 0849に規定されている摩擦試験機II型を使用して、JIS L 0803に規定する乾燥させた摩擦用白綿布41Dと湿らせた摩擦用白綿布41Wを前記2種類の試験片T1、T2の上にそれぞれ載せて摩擦用白綿布41D、41Wへの色移りの度合いを示すOD値の算出を行った。
また、本摩擦試験は荷重200g、摩擦幅10cm、往復摩擦回数100回の条件で実施した。
【0061】
前記比較試験の結果は、図14に示す通りであり、乾燥させた摩擦用白綿布41Dを使用した場合には、インクだまDの除去の有無でOD値の違いはほとんど見られず、両方とも0.29で外観上もほとんど差異は認められなかった。
一方、湿らせた摩擦用白綿布41Wを使用した場合には、インクだまDを除去した場合のOD値が0.33、インクだまDを除去しない場合のOD値が0.55で、インクだまDの除去を実施した場合の方が色移りが少なくなることが確認された。また、このような差異は両者の外観を見比べても認識された。
【0062】
従って、本実施例に係るインク除去装置2Aによれば、被捺染材Tの生地本体25の表面26における毛羽27に付着した固化前のインクだまDを当該毛羽27の立毛状態を維持した状態で効果的に除去することが可能になる。
これによって、高い捺染実行品質と、素材の持つ肌触りや風合とを兼ね備えた捺染物を効率良く製造できるようになる。また、前述した比較試験の結果で明らかなように、インクだまDの残留に起因する使用時の色移りの度合いも小さくなる。
【0063】
[実施例2](図6参照)
実施例2に係るインク除去装置2Bは、インク除き部材31Bの構成が前記実施例1のインク除き部材31Aと相違しており、他の構成及び基本的作動態様は前記実施例1に係るインク除去装置2Aと同様である。
従って、ここでは前記実施例1と相違するインク除き部材31Bの構成を中心に説明する。
【0064】
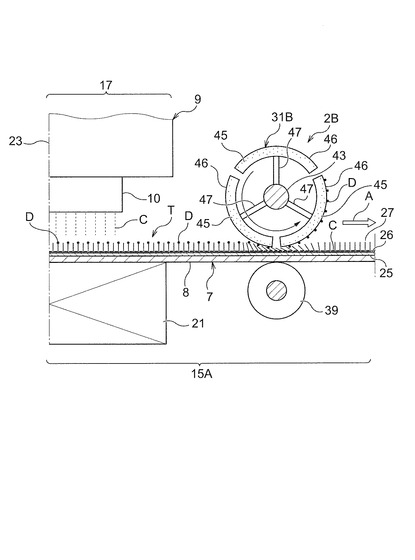
即ち、実施例2では、インク除き部材31Bが回転軸43を中心に回転し、外周面がインク除去作用面46になっている一例として3枚の湾曲した板状部材45と、前記左右の支持フレーム37L、37R間に架け渡されている回転軸43と、前記板状部材45と前記回転軸43とを連結する一例として3本の連結アーム47と、を備えることによって構成されている。
そして、このようなインク除き部材31Bを採用した場合にも、前記実施例1と同様の作用、効果が発揮される。尚、本実施例の場合には、回転軸43の回転を連続回転とはせず、インクだまDの除去に使用されている板状部材45に付着したインクCの量が所定量に達したところで、所定角度(例えば120°)ずつ回転させる、回転と停止を繰り返す断続回転としてもよい。
【0065】
[実施例3](図7参照)
実施例3に係るインク除去装置2Cは、インク除き部材31Cの構成が前記実施例1のインク除き部材31Aと相違しており、他の構成及び基本的作動態様は前記実施例1に係るインク除去装置2Aと同様である。
従って、ここでは前記実施例1と相違するインク除き部材31Cの構成を中心に説明する。
【0066】
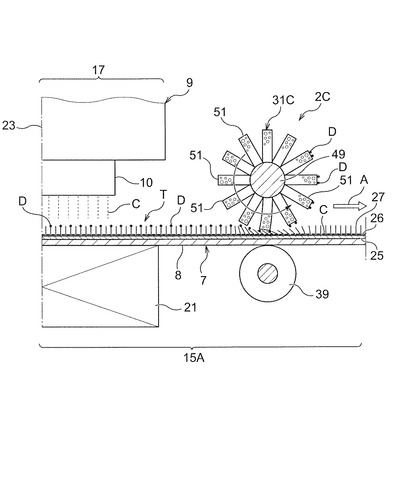
即ち、実施例3では、インク除き部材31Cが前記左右の支持フレーム37L、37R間に架け渡されている回転軸49と、該回転軸49の周囲に放射状に配設されている複数本の棒状部材51と、を備えることによって構成されている。
尚、前記棒状部材51は、撓み変形が可能な軟質の合成樹脂発泡体等によって一例として構成されており、被捺染材Tの毛羽27に接触した時に僅かに撓み変形し得るように構成されている。
【0067】
そして、このようなインク除き部材31Cを採用した場合にも前記実施例1と同様の作用、効果が発揮され、更に棒状部材51の撓み変形によってインクだまDの除去時に毛羽27にかかる負荷が小さくなる。
また、棒状部材51の径を小さくして、更に数を増やせば回転ブラシ様の作用をインク除き部材31Cに持たせることも可能になる。
【0068】
[実施例4](図8参照)
実施例4に係るインク除去装置2Dは、インク除き部材31Dの構成と、該インク除去装置2Dの配置が前記実施例1と相違しており、実施例1で採用した支持ローラー39に代えて平板状の支持部材53を採用している。
即ち、実施例4では、インク除き部材31Dが図示のようなかき取り方向に傾斜配置されたブレード状のワイパー55によって構成されており、搬送経路15を挟んだ反対側にはインクだまDのかき取り時の被捺染材Tの撓み変形を防止する前述した支持部材53が設けられている。
尚、前記ワイパー55及び支持部材53の幅寸法は、前記被捺染材Tの最大のものの幅寸法より少し大きい寸法に形成されている。ワイパー55の先端面と前記生地本体25の表面26との間隔Gは、毛羽27の立毛状態を維持できるように前記他の実施例における説明と同様に設定されている。また、ワイパー55の材料も、硬質、軟質の合成樹脂、合成樹脂発泡体、ゴム、金属、木材等やこれらの複合材料が適用でき、更に、当該ワイパー55の周囲に吸インク性を有するフェルトやその他の布地等を貼設したものであってもよい。
【0069】
また、本実施例では、インク除去装置2Dは、前記捺染領域17と乾燥領域19の間の領域に設けられている図示のように被捺染材Tの捺染側の面が下向きになる傾斜反転搬送経路15Bに対して設けられている。インク除去装置2Dは、捺染側の面が真下を向く図示しない水平反転経路に対して設けられていてもよい。
そして、このようなインク除去装置2Dを採用した場合にも前記実施例1と同様の作用、効果が発揮される。更に、インク除去装置2Dによってかき取られたインクCは、ワイパー55を伝って下方に流れるため、上方に位置する被捺染材Tに再付着する虞れはなく、インクCの回収が容易になる。
【0070】
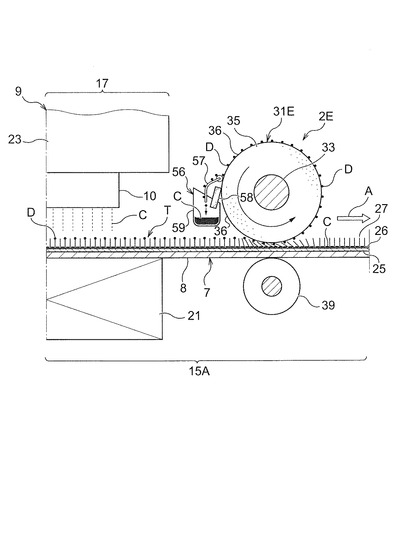
[実施例5](図9参照)
実施例5に係るインク除去装置2Eは、前記実施例1に係るインク除去装置2Aと同様の構成を有しており、前記実施例1のインク除き部材31Aと同様、駆動ローラー35によって構成されているインク除き部材31Eを備えている。
そして、前記駆動ローラー35の周面の一部に接触して、インク除去作用面36に付着したインクCをかき取るかき取り片57と、インクCをかき取ったインク除去作用面36を拭いてきれいにするクリーニングパッド58と、前記かき取り片57によってかき取ったインクCを溜めておく回収タンク59と、を備えるクリーニング機構56が追加されている。
【0071】
そして、このような構成のインク除去装置2Eを採用した場合にも前記実施例1と同様の作用、効果が発揮される。更に、クリーニング機構56を設けたことで、駆動ローラー35のインク除去作用面36は、常にインクだまDを吸着除去できる状態にクリーニングされており、以って該駆動ローラー35のメンテナンスが容易ないしほとんど不要になる。
【0072】
[実施例6](図10参照)
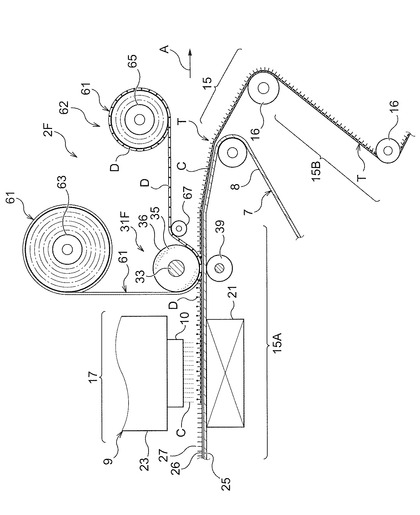
実施例6に係るインク除去装置2Fは、インク吸収性を有する柔軟性シート61と、該柔軟性シート61を前記被捺染材Tの毛羽27に接触しつつ該被捺染材Tの搬送方向Aに搬送するシート搬送装置62とを備えている。
【0073】
シート搬送装置62は、具体的には、ロール状に巻かれた長尺な柔軟性シート61が一例として使用でき、前述した被捺染材T用の繰出しローラー4とは別の繰出しローラー63と、前述した被捺染材T用の巻取りローラー14とは別の巻き取りローラー65と、柔軟性シート61を駆動ローラー35の周面に所定長さ巻き付かせるためのガイドローラー67と、前記柔軟性シート61とを備え、被捺染材Tの搬送速度と同速度に柔軟性シート61を搬送するようになっている。
【0074】
そして、このような構成のインク除去装置2Fを採用した場合にも、毛羽に付着したインクだまDを効果的に除去することができる。更に、本実施例の場合には、インクだまDの除去は、柔軟性シート61が実質的に担うことになり、柔軟性シート61の長さの範囲で連続的なインクだまDの吸収除去が可能になる。また、すべての柔軟性シート61が繰り出された後は、新たな柔軟性シート61と交換すればよく、駆動ローラー35はほとんどメンテナンスすることなくインク除去装置2Fを継続して使用することが可能になる。
尚、本実施例では、駆動ローラー35は毛羽27に直接接触しないので、インク除去機能の無い単なる案内ローラーであってもよい。
【0075】
更に本実施例によれば、シート搬送装置62が、インク吸収性を有する柔軟性シート61を前記被捺染材Tの毛羽27に接触しつつ該被捺染材Tの搬送方向Aに搬送するので、毛羽27に付着したインクDは、柔軟性シート61に吸収されて除去される。しかも、該柔軟性シート61は、そのインク吸収面の作用位置が被捺染材Tの搬送方向Aに徐々に移動するので、インク吸収位置が更新されつつ毛羽27に接触することになり、効果的に毛羽27からインクDを吸収除去することができる。
また、上記の通りインク吸収位置が更新されつつ毛羽27に接触するので、柔軟性シート61を毛羽27に軽く接触する状態でインクDを吸収除去することが可能となり、以って毛羽27の立毛状態を維持することができる。
【0076】
[実施例7](図11参照)
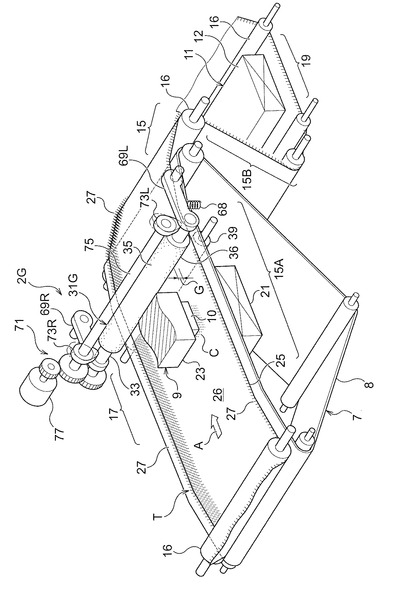
実施例7に係るインク除去装置2Gは、実施例1に係るインク除去装置2Aと同様の構成を有している。従って、実施例1のインク除き部材31Aと同様、駆動ローラー35と回転軸33とを備えるインク除き部材31Gが設けられている。
そして、本実施例では駆動ローラー35のインク除去作用面36と、被捺染材Tの生地本体25の表面26との間隔Gが調整機構71によって調整可能に構成されている。
【0077】
前記調整機構71としては、駆動ローラー35の回転軸33を水平に支持した状態で上下動し得る種々の機構が採用でき、図11に示すように、付勢部材68によって上方に付勢された2本の揺動アーム69L、69Rによって駆動ローラー35を支持させ、更に左右2枚のカム73L、73Rと、これらのカム73L、73Rを駆動する駆動軸75と、該駆動軸75を回転させるモーター77と、を備えたカム機構によって上記間隔Gを調整する機構が一例として採用可能である。
ここで、前記調整機構71は、ユーザーが前記情報入力部に入力した情報に基づいて前記制御部5が出力する制御信号によって作動するようになっている。
【0078】
そして、このような構成のインク除去装置2Gを採用した場合にも前記実施例1と同様の作用、効果が発揮される。更に、本実施例の場合には、毛羽27の長さや性状の異なる種々の被捺染材Tに前記間隔Gの調整で対応できるようになる。
尚、調整機構71としては、他にラックピニオン機構を使用したものやノブ等を回してマニュアル操作で前記間隔Gを調整するネジ式の機構等が採用可能である。
【0079】
〔実施例8〕(図12参照)
実施例8に係るインク除去装置2Hは、実施例1に係るインク除去装置2Aと同様の構成を有しており、実施例1のインク除き部材31Aと同様、駆動ローラー35によって構成されているインク除き部材31Hを備えている。
そして、被捺染材Tの捺染領域17の上流位置に立毛処理領域78を設け、該立毛処理領域78に立毛処理部材79が設けられている点で前記実施例1と構成を異にしている。
【0080】
即ち、前記立毛処理部79は、搬送ベルト8上に供給された被捺染材Tの毛羽27が倒れていたり、他の毛羽27等と絡んでいるような場合に捺染に先立って予め生地本体25の表面26の毛羽27を立毛状態に整える立毛処理を施す部材である。
具体的には図示のような回転ブラシ様の立毛処理部79が一例として採用可能である。
【0081】
そして、このような構成のインク除去装置2Hを採用した場合にも前記実施例1と同様の作用、効果が発揮される。
更に、本実施例の場合には、立毛処理部79によって被捺染材Tの有する毛羽27を立毛状態にする処理を行って、該毛羽27の立毛状態の不揃いが低減された状態で、被捺染材Tの捺染側の面に向けてインクを吐出することが可能となる。従って、毛羽27を有する被捺染材Tの捺染側の面に対するインク滴の着弾において、前記「不揃い」に基づく影響が小さくなる。すなわち、毛羽27及び生地本体表面26へのインク滴着弾の均一性を高めることができる。
【0082】
毛羽27の量が少ない被捺染材Tにおいては、吐出されたインクは毛羽27にその進行を邪魔されることが少なくなって殆んどのインクは生地本体表面26に到達するようになることが期待できる。従って、捺染品質を向上できると共に、毛羽27に付着してできるインクだめDの数が少なくなり、インク除き部材31Hによるインク除去の負荷も小さくなり、インク除去効果が一段と向上する。
【0083】
〔実施例9〕(図15参照)
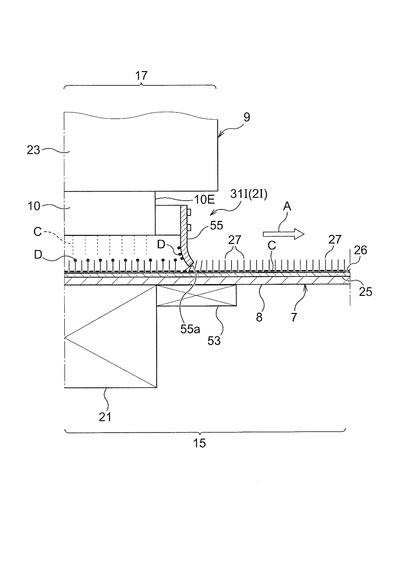
実施例9に係るインクジェット捺染装置1は、捺染ヘッド10がラインヘッドで構成されている(以下「捺染ラインヘッド」と言う)。そして、インク除去装置2Iは、インク除き部材31Iが前記捺染ラインヘッド10における被捺染材Tの搬送方向Aの下流側端面10Eに取り付けられている。
インク除き部材31Iは、ブレード様の形状をしたワイパー55によって構成されており、該ワイパー55の下方には被捺染材Tと前記搬送ベルト8とを挟んで一例として平板状の支持部材53が配置されている。
【0084】
尚、本実施例では、前記ワイパー55及びの幅寸法は、前記捺染ラインヘッド10の幅寸法とほぼ同じ寸法に形成されている。ワイパー55の先端面55aと前記生地本体25の表面26との間の間隔Gは、前記他の実施例における説明と同様に設定されている。また、ワイパー55の材料も、硬質、軟質の合成樹脂、合成樹脂発泡体、ゴム、金属、木材等やこれらの複合材料が適用でき、更に、当該ワイパー55の周囲に吸インク性を有するフェルトやその他の布地等を貼設したものであってもよい。
【0085】
そして、このようにして構成されるインク除去装置2Iによって毛羽27に付着しているインクだまDを除去する場合には、搬送ベルト8等から動力を受けて搬送方向Aに向けて移動する被捺染材Tが前記ワイパー55に毛羽27を次々と接触させることによって該毛羽27に付着しているインクだまDを除去できる。
【0086】
[他の実施例]
本発明に係るインク除去装置2、インクジェット捺染装置1及びインクジェット捺染による捺染物の製造方法は、以上述べたような構成を基本とするものであるが、本願発明の要旨を逸脱しない範囲内の部分的構成の変更や省略等を行うことも勿論可能である。
例えば、前述した駆動ローラー35、板状部材45及び棒状部材51は、被捺染材Tの搬送方向Aに回転する場合に限らず、当該搬送方向Aと反対方向に回転したり、固定した状態で設けられるものであってもよい。
【0087】
また、クリーニング機構56の構成も図示の構成に限らず、駆動ローラー35、板状部材45、棒状部材51ないしワイパー55に吸引孔を形成しておき、外部に設けた吸引ファン等の吸引手段を利用してインク除き部材31に付着したインクCをクリーニングするような構成であってもよい。
また、被捺染材Tの搬送経路15を挟んでインク除き部材31と対向配置されている支持ローラー39は、被捺染材Tの搬送に伴なって従動回転するものであってもよいし、搬送ベルト8等の動力を受けて搬送ベルト8と同速度で駆動回転するものであってもよい。
【0088】
また、前記支持ローラー39に代えて、前記実施例4で採用した支持部材53は、必ずしも平板形状に限らず曲板形状であってもよい。
また、インク除き部材31は、すべての捺染範囲Sに対応できるように当該捺染範囲Sの全範囲に設ける他、一部の捺染範囲Sのみで使用される専用機等の場合には、当該使用範囲のみに設けることが可能である。
【0089】
この他、本発明のインク除去装置2は、捺染領域17における被捺染材Tの搬送方向Aの下流位置に設けられる前記左右の支持フレーム37L、37Rや前記左右の揺動アーム69L、69R等によって支持される構成の他、捺染ヘッド10やキャリッジ23等に支持させる構成であってもよい。
【符号の説明】
【0090】
1 インクジェット捺染装置、2 インク除去装置、3 繰出し機構部、
4 繰出しローラー、7 搬送装置、8 搬送ベルト、9 捺染実行部、
10 捺染ヘッド、11 乾燥部(インク定着部)、12 アフターヒーター、
13 巻取り機構部、14 巻取りローラー、15 搬送経路、
16 ガイドローラー、17 捺染領域、 19 乾燥領域、21 支持部、
23 キャリッジ、25 生地本体、26 表面、27 毛羽、
31 インク除き部材、33 回転軸、35 駆動ローラー、36 除き作用面、
37 支持フレーム、39 支承ローラー 、41 摩擦用白綿布、43 回転軸、
45 板状部材、46 除き作用面、47 連結アーム、49 回転軸、
51 棒状部材、53 支持部材、55 ワイパー、56 クリーニング機構、
57 かき取り片、58 クリーニングパッド、59 回収タンク、
61 柔軟性シート、63 繰出しローラー、65 巻取りローラー、
67 ガイドローラー、68 付勢部材、 69 揺動アーム、71 調整機構、
73 カム、75 駆動軸、77 モーター、78 立毛処理領域、
79 立毛処理部、T 被捺染材、A 搬送方向、B 幅方向、C (顔料)インク、
D 毛羽に付着したインク(インクだま)、H 接触作用高さ、F 接触強度、
O 接触開始点、P 最大接触点、Q 接触終了点、S 捺染範囲、G 間隔
【技術分野】
【0001】
本発明は、搬送される被捺染材の捺染側の面に向けてインクを吐出して所望の捺染を実行する捺染ヘッドを備えた捺染実行部と、前記捺染実行部の前記搬送方向における下流側に設けられ、前記被捺染材に印捺されたインクを固化させて定着するインク定着部を備えたインクジェット捺染装置及びインクジェット捺染による捺染物の製造方法に関するものである。
【背景技術】
【0002】
アパレル(衣服)メーカーやテキスタイル(布地)メーカーでは、従来から生地本体表面に図柄等をプリントする「捺染」が広く行われている。
従来の捺染は、スクリーンや彫刻ロールを使用した製版を必要とする「スクリーン捺染」や「ローラー捺染」が主流であった。そして、印捺された被捺染材である布に溶融塊を発生させることなく、生地本体表面を平滑にして図柄等を描出させる技術として、下記の特許文献1に示すようなレーザー光線を使用した「布帛表面仕上法」という技術が開発されている。
【0003】
また、捺染ヘッドから吐出されたインクを被捺染材に直接付着させて記録を実行する製版を必要としない下記の特許文献2に示すような染料インクを使用した「インクジェット捺染方法」という技術も開発されている。
この「インクジェット捺染方法」では、熱プレス機やアイロン等からなる加熱圧着手段を使用して被捺染材を加熱圧着させることで、生地本体表面に印捺された染料インクを蒸熱染着するようにしている。
【0004】
被捺染材は布であるため布表面に通常毛羽が存在する。また、起毛処理等によって布表面の毛羽を増やし、この増やした毛羽によって触感を一層柔らかくし風合いを持たせ、更には保温性を高めた布も存在する。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−100257号公報
【特許文献2】特開2003−293272号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
前記毛羽を有する被捺染材にインクジェット捺染を行うと、捺染ヘッドから吐出されたインク滴の一部が被捺染材の生地本体表面まで到達せずに、前記毛羽に「だま」のように付着して「インクだま」が形成される場合が多い。この「インクだま」は、そのまま乾燥固化させた場合、耐擦性を低下し、色移りの問題を生じさせる。
また、「インクだま」は、生地本体表面から立ち上がっている毛羽に付いているため、本来インクが付着すべき染着位置である生地本体表面の位置より上方に位置することになる。そのため、前記「インクだま」の存在によって捺染物の品質を低下する問題がある。
上記した問題は、染料インクよりも色材粒子の大きな顔料インクにおいて顕著に現れる傾向が見られる。
【0007】
特許文献1や特許文献2の技術は、前記毛羽を有する被捺染材に対する捺染に適用すると、前記立毛状態の毛羽を除去したり、押し潰してしまうので、被捺染材の素材の持つ肌触りや風合を大きく損ねてしまう問題がある。
前記毛羽を有する被捺染材に対する捺染においては、印捺された図柄や画像等が鮮明に捺染されているだけでなく、被捺染材の素材の持つ肌触りや風合といった感覚がそのまま維持されていることが捺染物の品質を評価する上で重要になってくる。
【0008】
本発明の課題は、被捺染材の生地本体表面の毛羽に付着した固化前のインクを、当該毛羽の立毛状態を維持した状態で除去できるようにすることにある。
【課題を解決するための手段】
【0009】
上記課題を解決するために本発明の第1の態様に係るインクジェット捺染装置は、搬送装置によって搬送される被捺染材の捺染側の面に向けてインクを吐出して所望の捺染を実行する捺染ヘッドを備えた捺染実行部と、前記捺染実行部の前記搬送方向における下流側に設けられ、前記被捺染材に印捺されたインクを固化させて定着するインク定着部と、前記捺染実行部と前記インク定着部との間に設けられ、生地本体表面に毛羽を有する被捺染材に対して顔料インクで印捺した場合に前記毛羽に付着する固化前のインクを除去するインク除去装置とを備え、前記インク除去装置は、前記生地本体表面の前記毛羽に接触して当該毛羽に付着しているインクを除くインク除き部材を備えていることを特徴とするものである。
【0010】
ここで「被捺染材」とは、捺染の対象となる「布地」や「衣服その他の服飾製品」等を意味する。「布地」には、綿、絹、羊毛等の天然繊維やナイロン等の化学繊維あるいはこれらを混ぜた複合繊維の織物、編物、不織布等が含まれ、ロール状に巻かれた長尺のものと、所定の長さにカットされたものの両方が含まれる。
また、「衣服その他の服飾製品」には、縫製後のTシャツ、ハンカチ、スカーフ、タオル、手提げ袋、布製のバッグ、カーテン、シーツ、ベッドカバー等のファニチャーの類の等の他、縫製前の状態のパーツとして存在する裁断前後の布地等も含まれる。
【0011】
また、「生地本体表面」とは、被捺染材のうち織り加工、編み加工等が施され、あるいはこれらの加工を施すことなく繊維を絡み合わせることで被捺染材の基本的外観形状を形作っている生地本体における捺染側の面を意味する。
「毛羽」には、前記生地本体表面に起毛によって増やされた毛羽の他、前記織り加工等によって自然に発生する毛羽が含まれる。
【0012】
本態様によれば、前記インク除去装置は、捺染実行部とインク定着部との間に設けられていると共に、被捺染材の生地本体表面の毛羽に接触して当該毛羽に付着しているインクを除くインク除き部材を備えているので、被捺染材の生地本体表面の毛羽に付着した固化前のインクを、当該毛羽の立毛状態を維持した状態で除去することが可能となる。
すなわち、前記インク除き部材を毛羽に接触する際に、該毛羽を押し潰すような強い圧接力を作用させずに接触させることで、当該毛羽はインク除き部材との接触時に一時的に傾倒しても、直ぐに復元して当初の立毛状態に戻ることができる。その状態でインク定着部によって被捺染材に印捺されたインクを定着することによって、当該毛羽の立毛状態は最終的な捺染物においても維持される。
尚、「毛羽の立毛状態を維持した状態で除去する」とは、立毛状態の毛羽を押し潰す作用を及ぼさずに捺染する意味で使われており、捺染工程で自重等によって毛羽が自然に傾いて立毛姿勢が崩れる程度は「毛羽の立毛状態を維持した状態」に含まれる。
従って、毛羽の立毛状態を維持したまま当該毛羽に付着したインクを当該インク除き部材で除去する動作を行うことによって、毛羽を有する被捺染材の素材の持つ肌触りや風合を維持したまま、耐擦性低下による色移りの問題の発生を低減することができる。
【0013】
本発明の第2の態様は、前記第1の態様に係るインクジェット捺染装置において、前記搬送装置、前記捺染実行部、前記インク定着部、前記インク除去装置の動作を制御する制御部を備え、前記制御部は、前記インク除去装置によるインク除去の動作を「実行する」「実行しない」を選択可能に構成されていることを特徴とするものである。
【0014】
本態様によれば、前記制御部は、前記インク除去装置によるインク除去の動作を「実行する」「実行しない」のいずれかを選択可能に構成されているので、耐擦性を求められる場合にだけインク除去装置を作動させ、毛羽を有する被捺染材であっても耐擦性を然程問題としない捺染である場合等は、インク除去装置によるインク除去の動作を省くことができるようになっている。これにより、インク除去装置の動作に伴う制約を受けずにインクジェット捺染を実行することが可能となり、例えば、捺染の高速化を図ることが可能となる。
【0015】
本発明の第3の態様は、前記第1の態様または第2の態様に係るインクジェット捺染装置において、前記インク除き部材と被捺染材の生地本体表面との間隔は、マニュアル操作によって、又は前記制御部の制御信号によって調整可能に構成されていることを特徴とするものである。
【0016】
本態様によれば、被捺染材の毛羽の長さや性状の違い等に対応してインク除き部材の当該毛羽に対する接触作用高さを調整することが可能になる。従って、毛羽の長さ等が異なる種々の被捺染材に対応できるようになり、当該被捺染材の毛羽に付着したインクを除くのに効果的な接触作用高さになるようインク除き部材の取付け位置を調整することが可能になる。
【0017】
本発明の第4の態様は、前記第1の態様から第3の態様のいずれか1つの態様に係るに係るインクジェット捺染装置において、前記インク除き部材は、前記被捺染材の生地本体表面に非接触で、前記毛羽に接触するように設けられていることを特徴とするものである。
【0018】
前記生地本体は、生地の性状から多少のうねりを有し、生地本体表面には必然的に小さな凹凸が存在する。従って、前述した「非接触」の語には、インク除き部材が前記生地本体表面に完全に接触していない状態の他、被捺染材の搬送抵抗が問題とならない範囲で僅かに接触しているような状態も含まれる。
【0019】
本態様によれば、捺染画像等の情報が形成されている被捺染材の生地本体表面に対してインク除き部材で除去したインクを再付着させることなく、毛羽に付着したインクを効果的に除去することが可能になる。また、前記「非接触」としたことで、所定の搬送方向に搬送されている被捺染材には、インク除き部材に因る搬送抵抗は殆んどかからないので、被捺染材の円滑な搬送によって高品質の捺染を実現できる。
【0020】
本発明の第5の態様は、前記第1の態様から第4の態様のいずれか1つの態様に係るインクジェット捺染装置において、前記インク除き部材の前記毛羽に対する接触作用高さは、接触開始点から最大接触点に向けて徐々に大きくなり、最大接触点から接触終了点に向けて徐々に小さくなるように設定されていることを特徴とするものである。
【0021】
本態様によれば、インク除き部材の毛羽に対する接触強度は、接触開始点から徐々に大きくなって最大接触点で最大になり、その後接触終了点に向けて徐々に小さくなる。
従って、立毛状態にある毛羽の急激な傾倒が防止されて該毛羽は緩やかに無理なく連続的に傾倒姿勢を変化するようになるので、インク除去後も毛羽の立毛状態はそのまま維持される。また、この接触強度の変化によって毛羽に付着したインクを効果的に除去することができる。
【0022】
本発明の第6の態様は、前記第1の態様から第5の態様のいずれか1つの態様に係るインクジェット捺染装置において、前記インク除き部材は、被捺染材の搬送方向と交差する向きに回転軸を有し、被捺染材の搬送方向に所定の回転速度で回転駆動される駆動ローラーによって構成されていることを特徴とするものである。
【0023】
本態様によれば、前述した「緩やかな無理のない毛羽の傾倒姿勢への変化」を簡単な構造で実現できるようになる。
また、インク除き部材を成す駆動ローラーの回転方向を被捺染材の搬送方向と同じにすることによって被捺染材に搬送抵抗をかけることなく円滑な搬送を行っている状態で毛羽に付着しているインクを除去することが可能になる。
また、前記駆動ローラーの回転速度を増減することで該駆動ローラーの毛羽への接触強度を適宜調整することが可能になる。
【0024】
本発明の第7の態様は、前記第1の態様から第6の態様のいずれか1つの態様に係るインクジェット捺染装置において、前記インク除き部材は、被捺染材の捺染側の面が下向きになる経路に対して設けられていることを特徴とするものである。
ここで、「被捺染材の捺染側の面が下向きになる経路」とは、該捺染側の面が真下を向く水平反転搬送経路と、斜め下方を向く傾斜反転搬送経路の両方を含む意味で使われている。
【0025】
本態様によれば、インク除き部材によって毛羽から除かれたインクが垂れて下方に落下することがあっても被捺染材上に付着する虞れはない。従って、毛羽から除かれたインクの被捺染材への再付着を防止できるので、高品質の捺染を実現することができる。
また、前記除かれたインクは、インク除き部材を伝って下方に流れ落ちることができるため、当該インクの回収が容易になり、インク除き部材のインク除去作用面におけるインクの残留やインクの固着等が防止される。
【0026】
本発明の第8の態様は、前記第1の態様から第7の態様のいずれか1つの態様に係るインクジェット捺染装置において、前記インク除き部材に付着したインクを取り除くクリーニング機構が設けられていることを特徴とするものである。
【0027】
本態様によれば、インクの除去が進んでもインク除き部材のインク除去作用面は、クリーニング機構によって適宜クリーニングされるので、インク除き部材によるインクの除去量の低下が防止される。従って、メンテナンスフリーないしメンテナンスを行うことなく使用できるインク除き部材を提供できるようになる。
【0028】
本発明の第9態様は、前記第1の態様または第2の態様に係るインクジェット捺染装置において、前記インク除去装置は、インク吸収性を有する柔軟性シートと、該柔軟性シートを前記被捺染材の毛羽に接触しつつ該被捺染材の搬送方向に搬送するシート搬送装置と、を備えていることを特徴とするものである。
【0029】
本態様によれば、シート搬送装置が、インク吸収性を有する柔軟性シートを前記被捺染材の毛羽に接触しつつ該被捺染材の搬送方向に搬送するので、毛羽に付着したインクは、柔軟性シートに吸収されて除去される。しかも、該柔軟性シートは、そのインク吸収面の作用位置が被捺染材の搬送方向に徐々に移動するので、インク吸収位置が更新されつつ毛羽に接触することになり、効果的に毛羽からインクを吸収除去することができる。
また、上記の通りインク吸収位置が更新されつつ毛羽に接触するので、柔軟性シートを毛羽に軽く接触する状態でインクを吸収除去することが可能となり、以って毛羽の立毛状態を維持することができる。
【0030】
本発明の第10の態様は、前記第1の態様から第9の態様のいずれか1つの態様に係るインクジェット捺染装置において、前記捺染実行部の上流側に、被捺染材の有する毛羽を立毛状態にする立毛処理部を備えていることを特徴とするものである。
【0031】
本態様によれば、立毛処理部によって被捺染材の有する毛羽を立毛状態にする処理を行って、該毛羽の立毛状態の不揃いが低減された状態で、被捺染材の捺染側の面に向けてインクを吐出することが可能となる。従って、毛羽を有する被捺染材の捺染側の面に対するインク滴の着弾において、前記「不揃い」に基づく影響が小さくなる。すなわち、毛羽及び生地本体表面へのインク滴着弾の均一性を高めることができる。
毛羽の量が少なめの被捺染材においては、吐出されたインクは毛羽にその進行を邪魔されることが少なくなって殆んどのインクは生地本体表面に到達するようになることが期待できる。従って、捺染品質を向上できると共に、毛羽に付着してできるインクだまの数が少なくなり、インク除き部材によるインク除去の負荷も小さくなり、インク除去効果が一段と向上する。
【0032】
本発明の第11の態様に係るインクジェット捺染による捺染物の製造方法は、被捺染材の捺染領域に供給された被捺染材の捺染側の面に向けて顔料インクを吐出して所望の捺染を実行する捺染実行工程と、捺染が実行された被捺染材の生地本体表面の毛羽に接触して当該毛羽に付着している硬化前のインクを除去するインク除去工程と、前記インク除去工程後に行われる、前記被捺染材に付着したインクを定着させるインク定着工程と、を有することを特徴とするものである。
【0033】
本態様によれば、被捺染材に対してインクジェット捺染を実行する捺染実行工程、毛羽に付着している固化前のインクを除去するインク除去工程、そして印捺されたインクを定着させるインク定着工程の一連の流れの中で、毛羽に付着したインクを固化前の段階で取り除くことができる。これにより、毛羽を有する被捺染材の素材の持つ肌触りや風合を維持したまま、耐擦性低下による色移りの問題の少ない、商品価値の高い捺染物を効率良く製造することが可能になる。
【図面の簡単な説明】
【0034】
【図1】本発明の実施例1に係るインクジェット捺染装置の概略を示す側断面図。
【図2】本発明の捺染実行の制御の一例を説明するフローチャート。
【図3】同実施例1に係るインクジェット捺染装置の要部拡大側断面図。
【図4】同実施例1に係るインクジェット捺染装置の要部平面図。
【図5】同実施例1に係るインクジェット捺染装置の作用説明図(A)、及び図(A)中のB部の拡大図(B)。
【図6】本発明の実施例2に係るインクジェット捺染装置の要部拡大側断面図。
【図7】本発明の実施例3に係るインクジェット捺染装置の要部拡大側断面図。
【図8】本発明の実施例4に係るインクジェット捺染装置の要部拡大側断面図。
【図9】本発明の実施例5に係るインクジェット捺染装置の要部拡大側断面図。
【図10】本発明の実施例6に係るインクジェット捺染装置の要部拡大側断面図。
【図11】本発明の実施例7に係るインクジェット捺染装置の要部拡大斜視図。
【図12】本発明の実施例8に係るインクジェット捺染装置の要部拡大側断面図。
【図13】本発明の適用対象である捺染直後の被捺染材を示す平面図。
【図14】本発明のインクジェット捺染装置の効果を試すために行った比較試験の結果を示す説明図。
【図15】本発明の実施例9に係るインクジェット捺染装置の要部拡大側断面図。
【発明を実施するための形態】
【0035】
以下、図1〜図5に示す実施例1と、図6に示す実施例2と、図7に示す実施例3と、図8に示す実施例4と、図9に示す実施例5と、図10に示す実施例6と、図11に示す実施例7と、図12に示す実施例8と、図15に示す実施例9と、を例にとって、本発明のインクジェット捺染装置の構造と作動態様について具体的に説明する。
尚、以下の説明では、最初に本発明に係るインクジェット捺染装置1の概略の構成と、該インクジェット捺染装置1を使用することによって実行されるインクジェット捺染による捺染物の製造方法について説明し、次いでインクジェット捺染装置の前述した実施例1〜9の9つの実施例について順番に説明して行く。
【0036】
図1にインクジェット捺染装置1の概略の構成が図示されている。また、図13には、捺染直後のインクCが乾燥する前の状態の被捺染材Tが図示されている。
図示のインクジェット捺染装置1は、ロール状に巻かれた長尺な布地等の被捺染材Tに対応した構成になっており、搬送方向Aの上流位置に繰出しローラー4を備えた繰出し機構部3、搬送方向Aの下流位置に巻取りローラー14を備えた巻取り機構部13が設けられている。
【0037】
また、前記繰出し機構部3と巻取り機構部13との間には、複数のガイドローラー16が配設された被捺染材Tの搬送経路15が形成されている。当該搬送経路15の上流位置で印捺前の被捺染材Tのしわ取りが図示しないしわ取り機構部によって行われるようになっている。
そして、その下流位置には、前記しわ取りが実行された被捺染材Tを、該被捺染材Tの捺染領域17及び印捺されたインクCの乾燥領域19に向けて搬送する搬送ベルト8を備えた搬送装置7が配設されている。
【0038】
また、前記被捺染材Tの捺染領域17には、被捺染材Tの捺染側の面に向けて顔料インクCを吐出して所望の捺染を実行する捺染ヘッド10と、被捺染材Tの捺染側の面と反対側の被支持面を支持する支持部21と、を備えた捺染実行部9が設けられている。前記捺染ヘッド10は、被捺染材Tの搬送方向Aと交差する被捺染材Tの幅方向B(図4)に往復移動可能なキャリッジ23によって一例として保持されている。
また、前記印捺されたインクCの乾燥領域19には、被捺染材Tの生地本体25の表面26に付着したインクCを乾燥させて定着させるインク定着部11を成すアフターヒーター12が配設されている。
【0039】
また、前記被捺染材Tの捺染領域17と前記印捺されたインクCの乾燥領域19との間の領域には、被捺染材Tの生地本体25の表面26の毛羽27に付着した固化前のインクD(以下、毛羽に付着したインクを「インクだま」と言うこともある)を除去する、後述する本発明の実施例1に係るインク除去装置2A(他の実施例と区別する場合に「2A」と記し、区別しない場合は単に「2」と記す)が設けられている。
尚、前記インクだまDは、図5及び図13に示すように生地本体25の表面26に達する前に該表面26から伸びている毛羽27の毛先部等に付着したインクCが「だま」になった部分であり、捺染後の「色移り」の要因になっている。
【0040】
そして、このような構成のインクジェット捺染装置1を使用することによって本発明に係るインクジェット捺染による捺染物の製造方法が実行されて、捺染実行品質及び手触り、風合の良い捺染物が得られる。
本発明に係るインクジェット捺染による捺染物の製造方法は、被捺染材Tの捺染領域17に供給された被捺染材Tの捺染側の面に向けて顔料インクCを吐出して所望の捺染を実行する捺染実行工程を有する。このように、捺染後のインクCの定着力が強く、色落ちの少ない顔料インクCを使用することによって捺染された画像等の鮮明さが長期に亘って持続される。
【0041】
また、本発明に係るインクジェット捺染による捺染物の製造方法は、捺染が実行された被捺染材Tの生地本体25の表面26における毛羽27に接触して当該毛羽27に付着している固化前のインクだまDを除去するインク除去工程を有する。
顔料インクCは、染料インクに比べてインクだまDになり易い性質を有しているが、本発明では当該インク除去工程を有することによって当該インクだまDは固化前の段階で除去される。
【0042】
更に、本発明に係るインクジェット捺染による捺染物の製造方法は、インクだまDが除去され、前記印捺されたインクCの乾燥領域19に供給された被捺染材Tを加熱して当該被捺染材Tに付着したインクCを乾燥して定着させるインク定着工程を有する。
顔料インクCは乾燥されることで捺染強度が増す。そして、毛羽27に付着していたインクだまDは既に前工程で取り除かれているので、捺染実行品質及び手触り風合の良い捺染物が効率良く製造される。
【0043】
[実施例1](図1〜図5、図14参照)
本実施例1に係るインク除去装置2Aは、被捺染材Tの捺染領域17と印捺されたインクCの乾燥領域19との間の前述した領域において、被捺染材Tの捺染側の面に作用するように設けられている。
そして、インク除去装置2Aは、前記生地本体25の表面26の毛羽27に接触して当該毛羽27に付着しているインクだまDを除去するインク除き部材31Aを備えることによって基本的に構成されている。
【0044】
〔制御部〕
インク除去装置2Aを備えるインクジェット捺染装置1において、搬送装置7、捺染実行部9、インク除去装置2A及びインク定着部11の動作を制御する制御部5を備えている。そして、前記制御部5は、被捺染材Tが生地本体表面26に毛羽27を有するものである場合に、該インク除去装置2Aによるインク除去の動作を「実行する」「実行しない」のいずれかを選択可能に構成されている。
【0045】
図2に示したフローチャートによって、本実施例の捺染実行の制御の一例を説明する。
先ず捺染実行部9において被捺染材Tに捺染が実行される(ステップS1)。続いて被捺染材Tが毛羽27を有するものであるか否か決定される(ステップS2)。この決定は、制御部5の図示しない情報入力部にユーザーが入力した被捺染材Tに関する情報に基づいて行われる。
従って、被捺染材Tが毛羽27を有するものか否かはユーザーの主観で決定できるようになっており、客観的には毛羽27がある被捺染材Tであっても、例えばユーザーがその毛羽27による前記肌触りや風合を維持する捺染を必要としない、或いは耐擦性を高く求めない場合は、「毛羽なし(No)」としてその後のフローを進めることができるようになっている。
【0046】
ステップS2において「毛羽あり(Yes)」と決定された場合、毛羽27に付着したインクに対して、インク除去の動作を「実行する」「実行しない」のいずれかが選択されるようになっている(ステップS3)。これも、制御部5の前記情報入力部にユーザーが入力した選択情報に基づいて行われる。
【0047】
ステップS3でインク除去の動作を「実行する」が選択されたときは、インク除去装置2Aによるインク除去が実行され(ステップS4)、次いでインク定着部11でインク定着処理が実行される。
一方、ステップS3でインク除去の動作を「実行しない」が選択されたときは、インク除去装置2Aによるインク除去が実行されずに(ステップS6)、インク定着部11によるインク定着処理(ステップS5)に進む。
【0048】
また、前記ステップS2において「毛羽なし(No)」と決定された場合、インク除去装置2Aによるインク除去が実行されずに(ステップS6)、インク定着部11によるインク定着処理(ステップS5)に進む。
【0049】
上記制御により、耐擦性等を求められる場合にだけインク除去装置2Aを作動させ、毛羽を有す被捺染材であっても耐擦性を然程問題としない捺染である場合等は、インク除去装置2Aによるインク除去の動作を省くことができる。これにより、インク除去装置2Aの動作に伴う制約を受けずにインクジェット捺染を実行することが可能となり、例えば、捺染の高速化を図ることが可能となる。
【0050】
〔インク除き部材〕
本実施例では、インク除き部材31Aは、被捺染材Tの搬送方向Aと交差する被捺染材Tの幅方向Bに沿う向きに回転軸33を有し、被捺染材Tの搬送方向Aに所定の回転速度で回転駆動される駆動ローラー35によって構成されている。
【0051】
そして、図5に示されているように、本実施例では、前記駆動ローラー35は、被捺染材Tの生地本体25の表面26には非接触で、前記毛羽27のインクだまDが形成されている部位を含む当該毛羽27の部位に接触するように設けられている。
尚、前記生地本体25は、生地の性状から多少のうねりを有し、表面26には必然的に小さい凹凸が存在する。従って、前述した「非接触」の語には、駆動ローラー35が前記表面26に完全に接触していない状態の他、被捺染材Tの搬送抵抗とならない範囲で僅かに接触しているような状態も含まれている。
【0052】
また、このような駆動ローラー35を採用することによって、図5(B)に示したように、該駆動ローラー35の前記毛羽27に対する接触作用高さHは、接触開始点Oから最大接触点Pに向けて徐々に大きくなり、最大接触点Pから接触終了点Qに向けて徐々に小さくなるように設定される。
これに伴い、駆動ローラー35の毛羽27に対する接触強度Fは、接触開始点Oから徐々に大きくなって最大接触点Pで最大になり、その後接触終了点Qに向けて徐々に小さくなる。
【0053】
従って、毛羽27の急激な傾倒が防止されて該毛羽27は緩やかに無理なく連続的に傾斜姿勢を変化するようになるので、インクだまDの除去後も毛羽27の立毛状態はそのまま維持される。
【0054】
駆動ローラー35の材料としては、硬質、軟質の合成樹脂、合成樹脂発泡体、ゴム、金属、木材等や、これらの複合材料が適用でき、更に当該駆動ローラー35の周囲にフェルトやその他の布地等を貼設したものであってもよい。
【0055】
尚、前記駆動ローラー35は、被捺染材Tの生地本体25の表面26に非接触である構造に限定されない。毛羽27の立毛状態を実質的に維持できる範囲で、前記生地本体25の表面26に常時接触する構造であってもよい。
【0056】
そして、このような駆動ローラー35は、図4に示すように、幅方向Bの捺染範囲Sのすべてに対応できるよう、一例として当該捺染範囲Sの左右外方に位置する支持フレーム37L、37R間に水平に架け渡されている。
また、前記駆動ローラー35の回転速度は、被捺染材Tの種類や毛羽27の長さないし性状等に応じて適宜調整することができるようになっている。
【0057】
因みに、駆動ローラー35の回転速度を被捺染材Tの搬送速度より遅くした場合には、該駆動ローラー35周面のインク除去作用面36が毛羽27を押す押付け力が大きくなってインクだまDをかき取るワイピング効果が増強される。
また、駆動ローラー35の回転速度を被捺染材Tの搬送速度と同じにした場合には、毛羽27から駆動ローラー35のインク除去作用面36に移ったインクCの被捺染材Tへの再付着の虞れが少なくなる。
また、駆動ローラー35の回転速度を被捺染材Tの搬送速度より速くした場合には、一定距離を移動する毛羽27に対する駆動ローラー35の接触面積を大きくできるので、インクだまDの除去効率を向上させることができる。
駆動ローラー35の回転速度は、ユーザーの要求に応じて前記「遅くした」「同じにした」「速くした」を適宜設定できるようになっている。
【0058】
また、本実施例では、前記駆動ローラー35は、前記捺染領域17の直ぐ下流の水平搬送経路15A上に設けられている。そして、当該水平搬送経路15Aを挟んだ前記駆動ローラー35の下方には、毛羽27からインクだまDを除去しているときの被捺染材Tの下方への撓みを防止する支持ローラー39がインク除去装置2Aの構成部材の一つとして設けられている。
【0059】
〔比較試験〕
次に、図14に基づいて、本発明のインク除去装置2Aの効果を試すために実施した比較試験の内容と結果について説明する。
本比較試験では、被捺染材Tに同一色で隙間無く(ベタ塗り状態)捺染し、捺染後に毛羽に付着したインクだまDの除去を実施して乾燥固化させたものT1と、インクだまDの除去を行わないで乾燥させたものT2の2種類の試験片を2枚ずつ計4枚使用して、JIS L 0849に規定されている「摩擦に対する染色堅ろう度試験方法」に基づいて摩擦試験を実施した。
【0060】
当該試験では、JIS L 0849に規定されている摩擦試験機II型を使用して、JIS L 0803に規定する乾燥させた摩擦用白綿布41Dと湿らせた摩擦用白綿布41Wを前記2種類の試験片T1、T2の上にそれぞれ載せて摩擦用白綿布41D、41Wへの色移りの度合いを示すOD値の算出を行った。
また、本摩擦試験は荷重200g、摩擦幅10cm、往復摩擦回数100回の条件で実施した。
【0061】
前記比較試験の結果は、図14に示す通りであり、乾燥させた摩擦用白綿布41Dを使用した場合には、インクだまDの除去の有無でOD値の違いはほとんど見られず、両方とも0.29で外観上もほとんど差異は認められなかった。
一方、湿らせた摩擦用白綿布41Wを使用した場合には、インクだまDを除去した場合のOD値が0.33、インクだまDを除去しない場合のOD値が0.55で、インクだまDの除去を実施した場合の方が色移りが少なくなることが確認された。また、このような差異は両者の外観を見比べても認識された。
【0062】
従って、本実施例に係るインク除去装置2Aによれば、被捺染材Tの生地本体25の表面26における毛羽27に付着した固化前のインクだまDを当該毛羽27の立毛状態を維持した状態で効果的に除去することが可能になる。
これによって、高い捺染実行品質と、素材の持つ肌触りや風合とを兼ね備えた捺染物を効率良く製造できるようになる。また、前述した比較試験の結果で明らかなように、インクだまDの残留に起因する使用時の色移りの度合いも小さくなる。
【0063】
[実施例2](図6参照)
実施例2に係るインク除去装置2Bは、インク除き部材31Bの構成が前記実施例1のインク除き部材31Aと相違しており、他の構成及び基本的作動態様は前記実施例1に係るインク除去装置2Aと同様である。
従って、ここでは前記実施例1と相違するインク除き部材31Bの構成を中心に説明する。
【0064】
即ち、実施例2では、インク除き部材31Bが回転軸43を中心に回転し、外周面がインク除去作用面46になっている一例として3枚の湾曲した板状部材45と、前記左右の支持フレーム37L、37R間に架け渡されている回転軸43と、前記板状部材45と前記回転軸43とを連結する一例として3本の連結アーム47と、を備えることによって構成されている。
そして、このようなインク除き部材31Bを採用した場合にも、前記実施例1と同様の作用、効果が発揮される。尚、本実施例の場合には、回転軸43の回転を連続回転とはせず、インクだまDの除去に使用されている板状部材45に付着したインクCの量が所定量に達したところで、所定角度(例えば120°)ずつ回転させる、回転と停止を繰り返す断続回転としてもよい。
【0065】
[実施例3](図7参照)
実施例3に係るインク除去装置2Cは、インク除き部材31Cの構成が前記実施例1のインク除き部材31Aと相違しており、他の構成及び基本的作動態様は前記実施例1に係るインク除去装置2Aと同様である。
従って、ここでは前記実施例1と相違するインク除き部材31Cの構成を中心に説明する。
【0066】
即ち、実施例3では、インク除き部材31Cが前記左右の支持フレーム37L、37R間に架け渡されている回転軸49と、該回転軸49の周囲に放射状に配設されている複数本の棒状部材51と、を備えることによって構成されている。
尚、前記棒状部材51は、撓み変形が可能な軟質の合成樹脂発泡体等によって一例として構成されており、被捺染材Tの毛羽27に接触した時に僅かに撓み変形し得るように構成されている。
【0067】
そして、このようなインク除き部材31Cを採用した場合にも前記実施例1と同様の作用、効果が発揮され、更に棒状部材51の撓み変形によってインクだまDの除去時に毛羽27にかかる負荷が小さくなる。
また、棒状部材51の径を小さくして、更に数を増やせば回転ブラシ様の作用をインク除き部材31Cに持たせることも可能になる。
【0068】
[実施例4](図8参照)
実施例4に係るインク除去装置2Dは、インク除き部材31Dの構成と、該インク除去装置2Dの配置が前記実施例1と相違しており、実施例1で採用した支持ローラー39に代えて平板状の支持部材53を採用している。
即ち、実施例4では、インク除き部材31Dが図示のようなかき取り方向に傾斜配置されたブレード状のワイパー55によって構成されており、搬送経路15を挟んだ反対側にはインクだまDのかき取り時の被捺染材Tの撓み変形を防止する前述した支持部材53が設けられている。
尚、前記ワイパー55及び支持部材53の幅寸法は、前記被捺染材Tの最大のものの幅寸法より少し大きい寸法に形成されている。ワイパー55の先端面と前記生地本体25の表面26との間隔Gは、毛羽27の立毛状態を維持できるように前記他の実施例における説明と同様に設定されている。また、ワイパー55の材料も、硬質、軟質の合成樹脂、合成樹脂発泡体、ゴム、金属、木材等やこれらの複合材料が適用でき、更に、当該ワイパー55の周囲に吸インク性を有するフェルトやその他の布地等を貼設したものであってもよい。
【0069】
また、本実施例では、インク除去装置2Dは、前記捺染領域17と乾燥領域19の間の領域に設けられている図示のように被捺染材Tの捺染側の面が下向きになる傾斜反転搬送経路15Bに対して設けられている。インク除去装置2Dは、捺染側の面が真下を向く図示しない水平反転経路に対して設けられていてもよい。
そして、このようなインク除去装置2Dを採用した場合にも前記実施例1と同様の作用、効果が発揮される。更に、インク除去装置2Dによってかき取られたインクCは、ワイパー55を伝って下方に流れるため、上方に位置する被捺染材Tに再付着する虞れはなく、インクCの回収が容易になる。
【0070】
[実施例5](図9参照)
実施例5に係るインク除去装置2Eは、前記実施例1に係るインク除去装置2Aと同様の構成を有しており、前記実施例1のインク除き部材31Aと同様、駆動ローラー35によって構成されているインク除き部材31Eを備えている。
そして、前記駆動ローラー35の周面の一部に接触して、インク除去作用面36に付着したインクCをかき取るかき取り片57と、インクCをかき取ったインク除去作用面36を拭いてきれいにするクリーニングパッド58と、前記かき取り片57によってかき取ったインクCを溜めておく回収タンク59と、を備えるクリーニング機構56が追加されている。
【0071】
そして、このような構成のインク除去装置2Eを採用した場合にも前記実施例1と同様の作用、効果が発揮される。更に、クリーニング機構56を設けたことで、駆動ローラー35のインク除去作用面36は、常にインクだまDを吸着除去できる状態にクリーニングされており、以って該駆動ローラー35のメンテナンスが容易ないしほとんど不要になる。
【0072】
[実施例6](図10参照)
実施例6に係るインク除去装置2Fは、インク吸収性を有する柔軟性シート61と、該柔軟性シート61を前記被捺染材Tの毛羽27に接触しつつ該被捺染材Tの搬送方向Aに搬送するシート搬送装置62とを備えている。
【0073】
シート搬送装置62は、具体的には、ロール状に巻かれた長尺な柔軟性シート61が一例として使用でき、前述した被捺染材T用の繰出しローラー4とは別の繰出しローラー63と、前述した被捺染材T用の巻取りローラー14とは別の巻き取りローラー65と、柔軟性シート61を駆動ローラー35の周面に所定長さ巻き付かせるためのガイドローラー67と、前記柔軟性シート61とを備え、被捺染材Tの搬送速度と同速度に柔軟性シート61を搬送するようになっている。
【0074】
そして、このような構成のインク除去装置2Fを採用した場合にも、毛羽に付着したインクだまDを効果的に除去することができる。更に、本実施例の場合には、インクだまDの除去は、柔軟性シート61が実質的に担うことになり、柔軟性シート61の長さの範囲で連続的なインクだまDの吸収除去が可能になる。また、すべての柔軟性シート61が繰り出された後は、新たな柔軟性シート61と交換すればよく、駆動ローラー35はほとんどメンテナンスすることなくインク除去装置2Fを継続して使用することが可能になる。
尚、本実施例では、駆動ローラー35は毛羽27に直接接触しないので、インク除去機能の無い単なる案内ローラーであってもよい。
【0075】
更に本実施例によれば、シート搬送装置62が、インク吸収性を有する柔軟性シート61を前記被捺染材Tの毛羽27に接触しつつ該被捺染材Tの搬送方向Aに搬送するので、毛羽27に付着したインクDは、柔軟性シート61に吸収されて除去される。しかも、該柔軟性シート61は、そのインク吸収面の作用位置が被捺染材Tの搬送方向Aに徐々に移動するので、インク吸収位置が更新されつつ毛羽27に接触することになり、効果的に毛羽27からインクDを吸収除去することができる。
また、上記の通りインク吸収位置が更新されつつ毛羽27に接触するので、柔軟性シート61を毛羽27に軽く接触する状態でインクDを吸収除去することが可能となり、以って毛羽27の立毛状態を維持することができる。
【0076】
[実施例7](図11参照)
実施例7に係るインク除去装置2Gは、実施例1に係るインク除去装置2Aと同様の構成を有している。従って、実施例1のインク除き部材31Aと同様、駆動ローラー35と回転軸33とを備えるインク除き部材31Gが設けられている。
そして、本実施例では駆動ローラー35のインク除去作用面36と、被捺染材Tの生地本体25の表面26との間隔Gが調整機構71によって調整可能に構成されている。
【0077】
前記調整機構71としては、駆動ローラー35の回転軸33を水平に支持した状態で上下動し得る種々の機構が採用でき、図11に示すように、付勢部材68によって上方に付勢された2本の揺動アーム69L、69Rによって駆動ローラー35を支持させ、更に左右2枚のカム73L、73Rと、これらのカム73L、73Rを駆動する駆動軸75と、該駆動軸75を回転させるモーター77と、を備えたカム機構によって上記間隔Gを調整する機構が一例として採用可能である。
ここで、前記調整機構71は、ユーザーが前記情報入力部に入力した情報に基づいて前記制御部5が出力する制御信号によって作動するようになっている。
【0078】
そして、このような構成のインク除去装置2Gを採用した場合にも前記実施例1と同様の作用、効果が発揮される。更に、本実施例の場合には、毛羽27の長さや性状の異なる種々の被捺染材Tに前記間隔Gの調整で対応できるようになる。
尚、調整機構71としては、他にラックピニオン機構を使用したものやノブ等を回してマニュアル操作で前記間隔Gを調整するネジ式の機構等が採用可能である。
【0079】
〔実施例8〕(図12参照)
実施例8に係るインク除去装置2Hは、実施例1に係るインク除去装置2Aと同様の構成を有しており、実施例1のインク除き部材31Aと同様、駆動ローラー35によって構成されているインク除き部材31Hを備えている。
そして、被捺染材Tの捺染領域17の上流位置に立毛処理領域78を設け、該立毛処理領域78に立毛処理部材79が設けられている点で前記実施例1と構成を異にしている。
【0080】
即ち、前記立毛処理部79は、搬送ベルト8上に供給された被捺染材Tの毛羽27が倒れていたり、他の毛羽27等と絡んでいるような場合に捺染に先立って予め生地本体25の表面26の毛羽27を立毛状態に整える立毛処理を施す部材である。
具体的には図示のような回転ブラシ様の立毛処理部79が一例として採用可能である。
【0081】
そして、このような構成のインク除去装置2Hを採用した場合にも前記実施例1と同様の作用、効果が発揮される。
更に、本実施例の場合には、立毛処理部79によって被捺染材Tの有する毛羽27を立毛状態にする処理を行って、該毛羽27の立毛状態の不揃いが低減された状態で、被捺染材Tの捺染側の面に向けてインクを吐出することが可能となる。従って、毛羽27を有する被捺染材Tの捺染側の面に対するインク滴の着弾において、前記「不揃い」に基づく影響が小さくなる。すなわち、毛羽27及び生地本体表面26へのインク滴着弾の均一性を高めることができる。
【0082】
毛羽27の量が少ない被捺染材Tにおいては、吐出されたインクは毛羽27にその進行を邪魔されることが少なくなって殆んどのインクは生地本体表面26に到達するようになることが期待できる。従って、捺染品質を向上できると共に、毛羽27に付着してできるインクだめDの数が少なくなり、インク除き部材31Hによるインク除去の負荷も小さくなり、インク除去効果が一段と向上する。
【0083】
〔実施例9〕(図15参照)
実施例9に係るインクジェット捺染装置1は、捺染ヘッド10がラインヘッドで構成されている(以下「捺染ラインヘッド」と言う)。そして、インク除去装置2Iは、インク除き部材31Iが前記捺染ラインヘッド10における被捺染材Tの搬送方向Aの下流側端面10Eに取り付けられている。
インク除き部材31Iは、ブレード様の形状をしたワイパー55によって構成されており、該ワイパー55の下方には被捺染材Tと前記搬送ベルト8とを挟んで一例として平板状の支持部材53が配置されている。
【0084】
尚、本実施例では、前記ワイパー55及びの幅寸法は、前記捺染ラインヘッド10の幅寸法とほぼ同じ寸法に形成されている。ワイパー55の先端面55aと前記生地本体25の表面26との間の間隔Gは、前記他の実施例における説明と同様に設定されている。また、ワイパー55の材料も、硬質、軟質の合成樹脂、合成樹脂発泡体、ゴム、金属、木材等やこれらの複合材料が適用でき、更に、当該ワイパー55の周囲に吸インク性を有するフェルトやその他の布地等を貼設したものであってもよい。
【0085】
そして、このようにして構成されるインク除去装置2Iによって毛羽27に付着しているインクだまDを除去する場合には、搬送ベルト8等から動力を受けて搬送方向Aに向けて移動する被捺染材Tが前記ワイパー55に毛羽27を次々と接触させることによって該毛羽27に付着しているインクだまDを除去できる。
【0086】
[他の実施例]
本発明に係るインク除去装置2、インクジェット捺染装置1及びインクジェット捺染による捺染物の製造方法は、以上述べたような構成を基本とするものであるが、本願発明の要旨を逸脱しない範囲内の部分的構成の変更や省略等を行うことも勿論可能である。
例えば、前述した駆動ローラー35、板状部材45及び棒状部材51は、被捺染材Tの搬送方向Aに回転する場合に限らず、当該搬送方向Aと反対方向に回転したり、固定した状態で設けられるものであってもよい。
【0087】
また、クリーニング機構56の構成も図示の構成に限らず、駆動ローラー35、板状部材45、棒状部材51ないしワイパー55に吸引孔を形成しておき、外部に設けた吸引ファン等の吸引手段を利用してインク除き部材31に付着したインクCをクリーニングするような構成であってもよい。
また、被捺染材Tの搬送経路15を挟んでインク除き部材31と対向配置されている支持ローラー39は、被捺染材Tの搬送に伴なって従動回転するものであってもよいし、搬送ベルト8等の動力を受けて搬送ベルト8と同速度で駆動回転するものであってもよい。
【0088】
また、前記支持ローラー39に代えて、前記実施例4で採用した支持部材53は、必ずしも平板形状に限らず曲板形状であってもよい。
また、インク除き部材31は、すべての捺染範囲Sに対応できるように当該捺染範囲Sの全範囲に設ける他、一部の捺染範囲Sのみで使用される専用機等の場合には、当該使用範囲のみに設けることが可能である。
【0089】
この他、本発明のインク除去装置2は、捺染領域17における被捺染材Tの搬送方向Aの下流位置に設けられる前記左右の支持フレーム37L、37Rや前記左右の揺動アーム69L、69R等によって支持される構成の他、捺染ヘッド10やキャリッジ23等に支持させる構成であってもよい。
【符号の説明】
【0090】
1 インクジェット捺染装置、2 インク除去装置、3 繰出し機構部、
4 繰出しローラー、7 搬送装置、8 搬送ベルト、9 捺染実行部、
10 捺染ヘッド、11 乾燥部(インク定着部)、12 アフターヒーター、
13 巻取り機構部、14 巻取りローラー、15 搬送経路、
16 ガイドローラー、17 捺染領域、 19 乾燥領域、21 支持部、
23 キャリッジ、25 生地本体、26 表面、27 毛羽、
31 インク除き部材、33 回転軸、35 駆動ローラー、36 除き作用面、
37 支持フレーム、39 支承ローラー 、41 摩擦用白綿布、43 回転軸、
45 板状部材、46 除き作用面、47 連結アーム、49 回転軸、
51 棒状部材、53 支持部材、55 ワイパー、56 クリーニング機構、
57 かき取り片、58 クリーニングパッド、59 回収タンク、
61 柔軟性シート、63 繰出しローラー、65 巻取りローラー、
67 ガイドローラー、68 付勢部材、 69 揺動アーム、71 調整機構、
73 カム、75 駆動軸、77 モーター、78 立毛処理領域、
79 立毛処理部、T 被捺染材、A 搬送方向、B 幅方向、C (顔料)インク、
D 毛羽に付着したインク(インクだま)、H 接触作用高さ、F 接触強度、
O 接触開始点、P 最大接触点、Q 接触終了点、S 捺染範囲、G 間隔
【特許請求の範囲】
【請求項1】
搬送装置によって搬送される被捺染材の捺染側の面に向けてインクを吐出して所望の捺染を実行する捺染ヘッドを備えた捺染実行部と、
前記捺染実行部の前記搬送方向における下流側に設けられ、前記被捺染材に印捺されたインクを固化させて定着するインク定着部と、
前記捺染実行部と前記インク定着部との間に設けられ、生地本体表面に毛羽を有する被捺染材に対して顔料インクで印捺した場合に前記毛羽に付着する固化前のインクを除去するインク除去装置と、を備え、
前記インク除去装置は、前記生地本体表面の前記毛羽に接触して当該毛羽に付着しているインクを除くインク除き部材を備えていることを特徴とするインクジェット捺染装置。
【請求項2】
請求項1に記載されたインクジェット捺染装置において、
前記搬送装置、前記捺染実行部、前記インク定着部、前記インク除去装置の動作を制御する制御部を備え、
前記制御部は、前記インク除去装置によるインク除去の動作を「実行する」「実行しない」を選択可能に構成されていることを特徴とするインクジェット捺染装置。
【請求項3】
請求項1または2に記載されたインクジェット捺染装置において、
前記インク除き部材と被捺染材の生地本体表面との間隔は、マニュアル操作によって、又は前記制御部の制御信号によって調整可能に構成されていることを特徴とするインクジェット捺染装置。
【請求項4】
請求項1から3のいずれか1項に記載されたインクジェット捺染装置において、
前記インク除き部材は、前記被捺染材の生地本体表面に非接触で、前記毛羽に接触するように設けられていることを特徴とするインクジェット捺染装置。
【請求項5】
請求項1から4のいずれか1項に記載されたインクジェット捺染装置において、
前記インク除き部材の前記毛羽に対する接触作用高さは、接触開始点から最大接触点に向けて徐々に大きくなり、最大接触点から接触終了点に向けて徐々に小さくなるように設定されていることを特徴とするインクジェット捺染装置。
【請求項6】
請求項1から5のいずれか1項に記載されたインクジェット捺染装置において、
前記インク除き部材は、被捺染材の搬送方向と交差する向きに回転軸を有し、被捺染材の搬送方向に所定の回転速度で回転駆動される駆動ローラーによって構成されていることを特徴とするインクジェット捺染装置。
【請求項7】
請求項1から6のいずれか1項に記載されたインクジェット捺染装置において、
前記インク除き部材は、被捺染材の捺染側の面が下向きになる経路に対して設けられていることを特徴とするインクジェット捺染装置。
【請求項8】
請求項1から7のいずれか1項に記載されたインクジェット捺染装置において、
前記インク除き部材に付着したインクを取り除くクリーニング機構が設けられていることを特徴とするインクジェット捺染装置。
【請求項9】
請求項1又は2に記載されたインクジェット捺染装置において、
前記インク除去装置は、インク吸収性を有する柔軟性シートと、該柔軟性シートを前記被捺染材の毛羽に接触しつつ該被捺染材の搬送方向に搬送するシート搬送装置と、を備えていることを特徴とするインクジェット捺染装置。
【請求項10】
請求項1から9のいずれか1項に記載されたインクジェット捺染装置において、
前記捺染実行部の上流側に、被捺染材の有する毛羽を立毛状態にする立毛処理部を備えていることを特徴とするインクジェット捺染装置。
【請求項11】
被捺染材の捺染領域に供給された被捺染材の捺染側の面に向けて顔料インクを吐出して所望の捺染を実行する捺染実行工程と、
捺染が実行された被捺染材の生地本体表面の毛羽に接触して当該毛羽に付着している固化前のインクを除去するインク除去工程と、
前記インク除去工程後に行われる、前記被捺染材に付着したインクを固化させて定着するインク定着工程と、を有することを特徴とするインクジェット捺染による捺染物の製造方法。
【請求項1】
搬送装置によって搬送される被捺染材の捺染側の面に向けてインクを吐出して所望の捺染を実行する捺染ヘッドを備えた捺染実行部と、
前記捺染実行部の前記搬送方向における下流側に設けられ、前記被捺染材に印捺されたインクを固化させて定着するインク定着部と、
前記捺染実行部と前記インク定着部との間に設けられ、生地本体表面に毛羽を有する被捺染材に対して顔料インクで印捺した場合に前記毛羽に付着する固化前のインクを除去するインク除去装置と、を備え、
前記インク除去装置は、前記生地本体表面の前記毛羽に接触して当該毛羽に付着しているインクを除くインク除き部材を備えていることを特徴とするインクジェット捺染装置。
【請求項2】
請求項1に記載されたインクジェット捺染装置において、
前記搬送装置、前記捺染実行部、前記インク定着部、前記インク除去装置の動作を制御する制御部を備え、
前記制御部は、前記インク除去装置によるインク除去の動作を「実行する」「実行しない」を選択可能に構成されていることを特徴とするインクジェット捺染装置。
【請求項3】
請求項1または2に記載されたインクジェット捺染装置において、
前記インク除き部材と被捺染材の生地本体表面との間隔は、マニュアル操作によって、又は前記制御部の制御信号によって調整可能に構成されていることを特徴とするインクジェット捺染装置。
【請求項4】
請求項1から3のいずれか1項に記載されたインクジェット捺染装置において、
前記インク除き部材は、前記被捺染材の生地本体表面に非接触で、前記毛羽に接触するように設けられていることを特徴とするインクジェット捺染装置。
【請求項5】
請求項1から4のいずれか1項に記載されたインクジェット捺染装置において、
前記インク除き部材の前記毛羽に対する接触作用高さは、接触開始点から最大接触点に向けて徐々に大きくなり、最大接触点から接触終了点に向けて徐々に小さくなるように設定されていることを特徴とするインクジェット捺染装置。
【請求項6】
請求項1から5のいずれか1項に記載されたインクジェット捺染装置において、
前記インク除き部材は、被捺染材の搬送方向と交差する向きに回転軸を有し、被捺染材の搬送方向に所定の回転速度で回転駆動される駆動ローラーによって構成されていることを特徴とするインクジェット捺染装置。
【請求項7】
請求項1から6のいずれか1項に記載されたインクジェット捺染装置において、
前記インク除き部材は、被捺染材の捺染側の面が下向きになる経路に対して設けられていることを特徴とするインクジェット捺染装置。
【請求項8】
請求項1から7のいずれか1項に記載されたインクジェット捺染装置において、
前記インク除き部材に付着したインクを取り除くクリーニング機構が設けられていることを特徴とするインクジェット捺染装置。
【請求項9】
請求項1又は2に記載されたインクジェット捺染装置において、
前記インク除去装置は、インク吸収性を有する柔軟性シートと、該柔軟性シートを前記被捺染材の毛羽に接触しつつ該被捺染材の搬送方向に搬送するシート搬送装置と、を備えていることを特徴とするインクジェット捺染装置。
【請求項10】
請求項1から9のいずれか1項に記載されたインクジェット捺染装置において、
前記捺染実行部の上流側に、被捺染材の有する毛羽を立毛状態にする立毛処理部を備えていることを特徴とするインクジェット捺染装置。
【請求項11】
被捺染材の捺染領域に供給された被捺染材の捺染側の面に向けて顔料インクを吐出して所望の捺染を実行する捺染実行工程と、
捺染が実行された被捺染材の生地本体表面の毛羽に接触して当該毛羽に付着している固化前のインクを除去するインク除去工程と、
前記インク除去工程後に行われる、前記被捺染材に付着したインクを固化させて定着するインク定着工程と、を有することを特徴とするインクジェット捺染による捺染物の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2012−112066(P2012−112066A)
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願番号】特願2010−261485(P2010−261485)
【出願日】平成22年11月24日(2010.11.24)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願日】平成22年11月24日(2010.11.24)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
[ Back to top ]