
インクジェット捺染装置及び捺染物の製造方法
【課題】布帛の一方の面だけでなく、他方の面からも印捺画像を視認できる捺染をインク滲みを抑えた状態で実行できるようにする。
【解決手段】本発明に係るインクジェット捺染装置1は、被捺染材Tの一方の面7にインクCを吐出して印捺画像を形成する捺染ヘッド3と、前記被捺染材Tの他方の面9に塗布作用部11が接触して浸透液Sを塗布する塗布部材5とを備え、前記塗布作用部11は、捺染ヘッドのノズル列6と対向する領域を含み前記ヘッドからインクが吐出される被吐出領域Mと、被吐出領域Mよりも被捺染材の搬送方向Aにおける上流側に位置する上流側領域Lと、被吐出領域Mよりも被捺染材の搬送方向における下流側に位置する下流側領域Nとの少なくとも一以上の領域に設けられている。
【解決手段】本発明に係るインクジェット捺染装置1は、被捺染材Tの一方の面7にインクCを吐出して印捺画像を形成する捺染ヘッド3と、前記被捺染材Tの他方の面9に塗布作用部11が接触して浸透液Sを塗布する塗布部材5とを備え、前記塗布作用部11は、捺染ヘッドのノズル列6と対向する領域を含み前記ヘッドからインクが吐出される被吐出領域Mと、被吐出領域Mよりも被捺染材の搬送方向Aにおける上流側に位置する上流側領域Lと、被吐出領域Mよりも被捺染材の搬送方向における下流側に位置する下流側領域Nとの少なくとも一以上の領域に設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、布帛すなわち被捺染材に対してインクジェット方式で捺染を行うインクジェット捺染装置及び捺染物の製造方法に関する。
【背景技術】
【0002】
従来から布帛の一方の面である表側の面にインクを吐出して図柄、文字等の画像の印捺を行う際に、該インクを当該布帛の他方の面である裏側の面にまで深く浸透させて、該他方の面からも当該画像が確認(視認)できるようにする捺染技術が知られている。
この場合、前記一方の面にインクを吐出するのに先立って該一方の面にインクの浸透を促進させるための補助剤として浸透液を付与する技術が下記の特許文献1に記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】米国特許第2011/0879825号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、前記特許文献1に開示されている技術によると印捺面となる布帛の一方の面に浸透液が付与されるため、続いて当該一方の面に向けて吐出されたインクは、他方の面に向けてのインクの浸透性はよくなるが、前記浸透液によって面方向には滲みが発生し明瞭な画像が印捺できない場合が生じる。
【0005】
本発明の課題は、布帛の一方の面だけでなく、他方の面からも一方の面に印捺した印捺画像を視認することができる捺染をインク滲みを抑えた状態で、実行できるようにすることにある。
【課題を解決するための手段】
【0006】
上記課題を解決するために本発明に係るインクジェット捺染装置の第1の態様は、被捺染材の一方の面にインクを吐出して印捺画像を形成する捺染ヘッドと、前記被捺染材の他方の面に塗布作用部が接触して浸透液を塗布する塗布部材とを備え、前記塗布作用部は、前記捺染ヘッドのノズル列と対向する領域を含み前記ヘッドからインクが吐出される被吐出領域と、前記被吐出領域よりも前記被捺染材の搬送方向における上流側に位置する上流側領域と、前記被吐出領域よりも前記被捺染材の搬送方向における下流側に位置する下流側領域と、の少なくとも一以上の領域に設けられていることを特徴とするものである。
【0007】
ここで「被捺染材」とは、捺染の対象となる「布地」を意味し、綿、絹、羊毛等の天然繊維やナイロン等の化学繊維あるいはこれらを混ぜた複合繊維の織物、編物、不織布等が含まれ、ロール状に巻かれた長尺のものと、所定の長さにカットされたものの両方が含まれる。更に、縫製後のハンカチ、スカーフ、タオル、カーテン、シーツ、ベッドカバー等のファニチャーの類の他、縫製前の状態のパーツとして存在する裁断前後の布地等も含まれる。
【0008】
本態様によれば、被捺染材の他方の面に接触して浸透液を塗布する塗布部材の塗布面をインクの吐出面と反対側の被捺染材の他方の面に設けているから、印捺画像が直接形成される被捺染材の一方の面に前記浸透液が浸透するまでには多少の時間を要する。従って、捺染ヘッドから吐出されたインクが前記浸透液に触れることによって生ずるインクの滲みが抑制されて鮮明な印捺画像が形成されるようになる。
また、前記塗布部材の前記塗布作用部が捺染ヘッドの下方領域すなわち被吐出領域に設けられている場合、または該被吐出領域の上流側や下流側の近傍領域に設けられている場合は、該塗布部材が被捺染材の他方の面に接触することによって、捺染が行われている部位での被捺染材の下方への撓みが抑制されて良好な画質による捺染が実行できるようになる。
【0009】
本発明に係るインクジェット捺染装置の第2の態様は、前記第1の態様において、前記塗布作用部は、前記被捺染材の搬送方向に沿う方向に移動可能に設けられており、前記塗布作用部の移動速度を制御する制御部を備えていることを特徴とするものである。
【0010】
本態様によれば、前記塗布作用部が移動することによって、被記録材の他方の面に対して連続的に浸透液を塗布することが可能になる。また、前記塗布作用部の移動速度を速くすればその分、浸透液の塗布量が多くなるので、前記制御部によって前記塗布作用部の移動速度を制御すれば、使用する被捺染材の性状に応じた適切な浸透液の塗布量を設定できるようになる。
【0011】
本発明に係るインクジェット捺染装置の第3の態様は、前記第2の態様において、前記塗布部材は、前記被捺染材の搬送方向に沿う方向に回転する塗布ローラーを備え、前記塗布ローラーの塗布作用部は、前記上流側領域に設けられていることを特徴とするものである。
【0012】
本態様によれば、塗布部材は、前記被捺染材の搬送方向に沿う方向に回転する塗布ローラーを備えているので、塗布部材の構造をコンパクトに構成することができる。塗布ローラーの塗布作用部は被捺染材の他方の面と接触する範囲は狭いが、被捺染材の搬送と組み合わせることで、被捺染材の他方の面の広い範囲に浸透液を塗布することが可能である。
また、前記塗布ローラーが前記捺染ヘッドの下方の上流側領域に設けられているので、インクの吐出に先行して浸透液の塗布を行うことが可能になる。
【0013】
本発明に係るインクジェット捺染装置の第4の態様は、前記第2の態様において、前記塗布部材は、前記捺染ヘッドのノズル列の全長を覆う長さの塗布作用部を有する無端帯状の塗布ベルトを備え、前記塗布ベルトの塗布作用部は、前記被吐出領域に設けられていることを特徴とするものである。
【0014】
本態様によれば、塗布部材を成す無端帯状の塗布ベルトを回転駆動させることによって、捺染ヘッドのノズル列の全長を覆う広い範囲に対して、一度に必要な量の浸透液を塗布することが可能になる。すなわち、被捺染材の搬送と組み合わせなくても当該塗布ベルトの塗布作用部のみの作用によって必要な量の浸透液を塗布することが可能になる。
従って、本態様の場合には、捺染ヘッドの前記被吐出領域に塗布作用部が位置していても前記第3の態様と同様、インクの吐出に先行して浸透液を塗布することが可能になる。また、捺染ヘッドの下方領域における被捺染材を広い範囲に亘って塗布ベルトによって支持することが可能であり、これによって印捺品質が向上する。
【0015】
本発明に係るインクジェット捺染装置の第5の態様は、前記第2の態様から第4の態様のいずれか一つにおいて、前記塗布作用部は、前記被吐出領域と前記上流側領域と前記下流側領域とが作る領域において位置を異ならせて複数配置されており、前記制御部によって先に印捺を実行し印捺後に浸透液を塗布する場合と、先に浸透液を塗布し塗布後に印捺を実行する場合とで使用する塗布部材を切り替えることを特徴とするものである。
【0016】
本態様によれば、使用する塗布部材を切り替えることによって浸透液の塗布タイミングをインクの吐出に先行させたり、インクの吐出後にしたりする調整が可能になる。
従って、ユーザーの好みに応じてシャープでクリアな印捺画像を形成したい場合には、前記浸透液の塗布タイミングを遅らせ、インクの滲みによる効果を演出したい等の場合には前記浸透液の塗布タイミングを速くする等の選択が可能になる。
【0017】
本発明に係るインクジェット捺染装置の第6の態様は、前記第2の態様において、前記塗布部材の塗布作用部は、前記被吐出領域と前記上流側領域と前記下流側領域の各領域を移動可能に構成されており、前記制御部によって先に印捺を実行し、印捺後に浸透液を塗布する場合と、先に浸透液を塗布し、塗布後に印捺を実行する場合とで前記塗布作用部の位置を切り替えることを特徴とするものである。
【0018】
本態様によれば、塗布作用部を前記被吐出領域を間にして上流側領域と下流側領域との間で移動する移動機構を備えることによって、塗布作用部の位置を適宜移動させることが可能になる。これによって浸透液の塗布タイミングをインクの吐出に先行させたり、インクの吐出後にしたり、同時にしたりする調整が可能になる。
従って、前記第5の態様と同様、ユーザーの好みに応じてシャープでクリアな印捺画像を形成したい場合には、前記浸透液の塗布タイミングを遅らせ、インクの滲みによる効果を演出したい等の場合には前記浸透液の塗布タイミングを速くする等の選択が可能になる。
【0019】
前記第1の態様から第6の態様のいずれか一つの態様に係るインクジェット捺染装置において、前記塗布部材の塗布作用面には、浸透液を蓄える凹部が形成されている構造にすることが可能である。
【0020】
前記凹部を備えることによって、塗布部材の塗布作用面全体で蓄えることができる浸透液の量が増加するから、より多くの浸透液を被捺染材の他方の面に運んで浸透液の浸透効率を向上させることが可能になる。
【0021】
本発明の第7の態様となる捺染物の製造方法は、前記第1の態様から第6の態様のいずれか一つの態様のインクジェット捺染装置を使用して被捺染材の一方の面に捺染を実行する捺染物の製造方法であって、被捺染材にインクを吐出して所望の印捺画像を形成する面と被捺染材を支持しながら当該被捺染材に浸透液を塗布する面とを異らせて捺染を実行して捺染物を製造するようにしたことを特徴とするものである。
【0022】
本態様によれば、捺染物の製造に当たって、前記第1の態様から第6の態様のいずれか一つの態様のインクジェット捺染装置の作用効果が得られ、捺染物の表裏両面で印捺画像を視認でき、インク滲みの少ない高品質の捺染物を効率良く製造できるようになる。
【図面の簡単な説明】
【0023】
【図1】本発明の実施例1に係るインクジェット捺染装置の要部の概略構成を示す側断面図。
【図2】本発明の実施例1に係るインクジェット捺染装置の浸透液の塗布とインクの吐出のタイミングを(A)(B)(C)の3段階に分けて示す側断面図。
【図3】本発明の実施例1に係るインクジェット捺染装置の塗布ローラーの塗布作用面の(A)(B)(C)の3つの態様を示す斜視図。
【図4】本発明の実施例2に係るインクジェット捺染装置の要部の概略構成を示す側断面図。
【図5】本発明の実施例2に係るインクジェット捺染装置の浸透液の塗布とインクの吐出のタイミングを(A)(B)(C)の3段階に分けて示す側断面図。
【図6】本発明の実施例3に係るインクジェット捺染装置の要部の概略構成を示す側断面図。
【図7】本発明の実施例3に係るインクジェット捺染装置の塗布部材の使用態様を浸透液の塗布を先行する場合(A)とインクの吐出を先行する場合(B)に分けて示す側断面図。
【図8】本発明の実施例3に係るインクジェット捺染装置の塗布部材と捺染ヘッドの動作開始の流れを示すフローチャート。
【図9】本発明の実施例4に係るインクジェット捺染装置の要部の概略構成を示す側断面図。
【図10】本発明の実施例4に係るインクジェット捺染装置の塗布部材の使用態様を浸透液の塗布を先行する場合(A)とインクの吐出を先行する場合(B)に分けて示す側断面図。
【図11】本発明の実施例4に係るインクジェット捺染装置の塗布部材と捺染ヘッドの動作開始の流れを示すフローチャート。
【図12】本発明の他の実施例に係るインクジェット捺染装置の要部の概略構成を示す側断面図。
【発明を実施するための形態】
【0024】
以下、実施例1から実施例4に基づいて、本発明のインクジェット捺染装置1の構造と、該インクジェット捺染装置1を使用することによって実行される捺染物の製造方法について説明する。
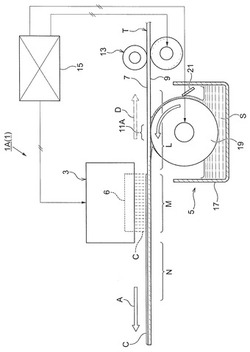
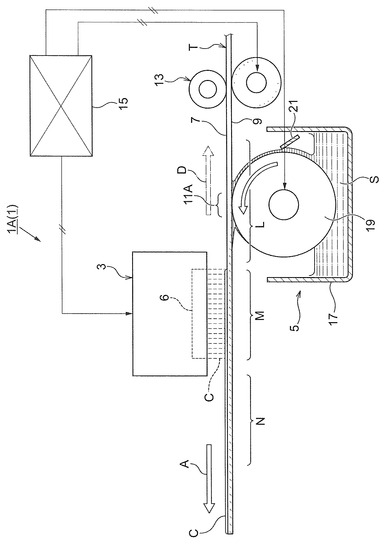
当該インクジェット捺染装置1は、図1に示したように、被捺染材(以下、「布帛」ともいう)Tの一方の面(以下、「表側の面」及び「被捺染面」ともいう)7にインクCを吐出して所望の印捺画像を形成する捺染ヘッド3と、前記被捺染材Tの他方の面(以下、「裏側の面」及び「被塗布面」ともいう)9に塗布作用部11Aが接触して浸透液Sを塗布する塗布部材5と、を備えている。
【0025】
また、前記塗布部材5の塗布作用部11Aは、前記捺染ヘッド3のノズル列6と対向する領域を含み前記ヘッド3からインクCが吐出される被吐出領域Mと、前記被吐出領域Mよりも前記被捺染材Tの搬送方向Aにおける上流側に位置する上流側領域Lと、前記被吐出領域Mよりも前記被捺染材Tの搬送方向Aにおける下流側に位置する下流側領域Nとの少なくとも一以上の領域に設けられている。
すなわち、当該塗布作用部11Aは、前記捺染ヘッド3のノズル列長(ノズル列6の搬送方向Aの長さを意味する)の下の被吐出領域M、その上流側領域L及び下流側領域Nのいずれか又は二箇所以上に設けられている。そして、被捺染材Tの他方の面9に接触する前記塗布部材5の塗布作用部11Aは、前記被捺染材Tの搬送方向Aに沿う方向(搬送方向Aと同方向及び搬送方向Aと逆方向の戻し方向Dも含む)に移動可能に設けられている。
【0026】
この他、当該インクジェット捺染装置1には、被捺染材Tを搬送する搬送手段としての搬送用ローラー13と、被捺染材Tを繰り出す図示しない繰出しローラー、印捺後の被捺染材Tを巻き取る図示しない巻取りローラー、搬送中の被捺染材Tの弛みを取って案内する図示しないガイドローラーとが備えられている。
更に、当該インクジェット捺染装置1には、前記塗布部材5の塗布作用部11Aの移動速度や前記捺染ヘッド3から吐出されるインクCの吐出タイミングや前記搬送用ローラー13の送り速度等を制御する制御部15が備えられている。
【0027】
[実施例1](図1から図3参照)
図1に実施例1に係るインクジェット捺染装置1Aの要部の概略構成が図示されている。以下、この実施例1を例にとって、本発明のインクジェット捺染装置1を構成する前述した構成部材を更に具体的に説明する。
捺染ヘッド3は、図示しないインクカートリッジ等からチューブ等を介して供給されるインクCを被捺染材Tの一方の面7に吐出する部材である。該捺染ヘッド3には、図示しないキャリッジに搭載されて被捺染材Tの搬送方向Aと交差する幅方向に往復移動しながらインクCを吐出する、いわゆるシリアル型の捺染ヘッド3と、被捺染材Tの幅方向の捺染範囲を一挙に捺染する、いわゆるライン型の捺染ヘッド3とがあり、これらのいずれのタイプの捺染ヘッド3を使用することが可能である。
【0028】
そして、該捺染ヘッド3の被捺染材Tに対する対向面には各色のインクCを吐出するノズル口が例えば幅方向に配列されて前述した所定長さのノズル列6が形成されている。
塗布部材5は、被捺染材Tに対して浸透性を有する液体によって形成されている浸透液Sを貯溜する貯溜容器17と、前記被捺染材Tの搬送方向Aに沿う方向に回転する塗布ローラー19と、該塗布ローラー19の塗布作用面となる表面に付着した浸透液Sを適量にするためにかき取り作用をする塗布量調整ブレード21と、を備えることによって基本的に構成されている。
【0029】
また、本実施例では前記塗布ローラー19の塗布作用部11Aは、図1に示したように前記捺染ヘッド3下方の被吐出領域Mの近傍の上流側領域Lに設けられており、インク吐出領域での必要な被捺染材Tの支持作用を確保しつつ、インクCの吐出に先行した浸透液Sの塗布を可能にする構成になっている。ここで、「被吐出領域Mの近傍」における「近傍」は、搬送方向Aにおいて最も上流側に位置するノズルから5cmまでの範囲、更には1cm〜2cmまでの範囲がより好ましい。
尚、本実施例で使用する浸透液Sとしては、インクジェット捺染用のインクにおいて通常使用されている浸透剤や界面活性剤である。
【0030】
このような浸透剤としては、例えばエチレングリコール、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、ポリプロピレングリコール、プロピレングリコール、ブチレングリコール、1,2,6−ヘキサントリオール、チオグリコール、ヘキシレングリコール、グリセリン、トリメチロールエタン、トリメチロールプロパンなどの多価アルコール類、エチレングリコールモノエチルエーテル、エチレングリコールモノブチルエーテル、ジエチレングリコールモノメチルエーテル、ジエチレングリコールモノエチルエーテル、ジエチレングリコールモノブチルエーテル、ジエチレングリコールモノイソブチルエーテル、ジエチレングリコールモノヘキシルエーテル、トリエチレングリコールモノメチルエーテル、トリエチレングリコールモノエチルエーテル、トリエチレングリコールモノブチルエーテル、ヘキサエチレングリコールモノエチルヘキシルエーテル(日本乳化剤社製:ニューコール1006)、テトラエチレングリコールモノエチルヘキシルエーテル(日本乳化剤社製:ニューコール1004)などの多価アルコールのアルキルエーテル類、尿素、2−ピロリドン、N−メチル−2−ピロリドン、1,3−ジメチル−2−イミダゾリジノンなどが挙げられる。
また、多価アルコールのアルキルエーテル類としては、トリエチレングリコールモノブチルエーテル、ジエチレングリコールモノブチルエーテル、トリエチエレングリコールモノメチルエーテル、ジエチレングリコールモノイソブチルエーテル、ジエチレングリコールモノヘキシルエーテル、へキサエチレングリコールモノエチルヘキシルエーテル、テトラエチレングリコールモノエチルヘキシルエーテルを一種または二種以上を組み合わせて用いてもよい。
【0031】
また、界面活性剤としては、例えば、脂肪酸塩類;アルキル硫酸エステル塩類等のアニオン性界面活性剤;ポリオキシエチレンアルキルフェニルエーテル等のノニオン性界面活性剤;サーフィノール61、82、104、440、465、485(何れも商品名、エア・プロダクツ・アンド・ケミカルズ社製)、オルフィンE1010、オルフィンSTG、オルフィンY(何れも商品名、日信化学社製)等のアセチレングリコ−ル系界面活性剤;カチオン性界面活性剤;両イオン性界面活性剤、KF−353A、KF6017、X−22−6551、AW−3(何れも商品名、信越化学工業社製)等のオルガノポリシロキサン系界面活性剤等を挙げることができる。
浸透液は、上記した浸透剤を、浸透液の全質量に対して概ね10〜30質量%、また、界面活性剤を概ね0.1〜3.0質量%含むことが好ましい。
【0032】
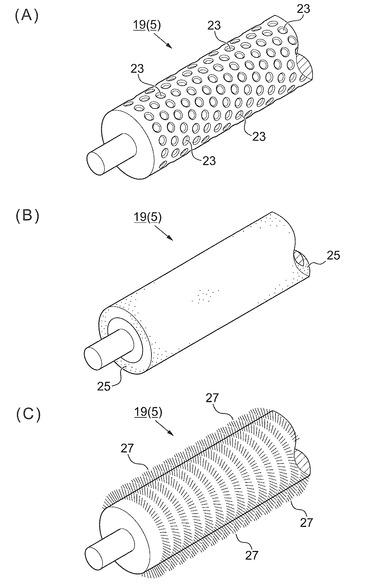
また、前記塗布ローラー19の塗布作用面には、図3(A)(B)(C)に示すような前記浸透液Sを蓄える
ことができる構造を採用することが可能である。
この内、図3(A)は、塗布ローラー19の塗布作用面の全周に前記浸透液Sを蓄えることのできる凹部23を独立的に多数配設したものである。
尚、該凹部23としては塗布ローラー19の軸方向に直線的あるいは螺線状に延びる連続した溝状のものであってもよいし、塗布ローラー19の周方向に形成した円環状の連続した溝状のものであってもよい。
【0033】
また、図3(B)は、塗布ローラー19の塗布作用面となる外周部に吸液性を有する吸液層25を形成したものである。尚、吸液層25としては連続した空洞が形成された多孔質のスポンジ材やフェルト材等が一例として使用可能である。
【0034】
また、図3(C)は、塗布ローラー19の塗布作用面となる外周部に多数の立毛部27を放射状に形成した円筒ブラシ状の塗布ローラー19としたものである。本態様の場合には、隣り合う立毛部27間に形成される空間に浸透液Sが蓄えられて被捺染材Tの被塗布面となる他方の面9に順次運ばれることになる。
【0035】
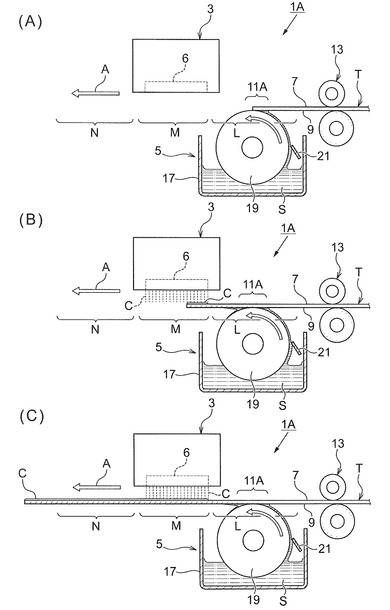
次に、このようにして構成される実施例1に係るインクジェット捺染装置1Aの作動態様を、制御部15による浸透液Sの塗布とインクCの吐出のタイミングの制御を中心にして、図2(A)に示す塗布開始時と、図2(B)に示す印捺開始時と、図2(C)に示す塗布・印捺実行時とに分けて説明する。
【0036】
(A)塗布開始時
制御部15から印捺の実行が指令されると、布帛である被捺染材Tは搬送用ローラー13から搬送力を受けて所定の搬送速度で搬送方向Aに送られる。
被捺染材Tの始端が前記塗布ローラー19上の塗布作用部11に達する前に塗布ローラー19は回転を開始し、被捺染材Tの他方の面9への浸透液Sの塗布を開始する。
尚、塗布ローラー19は予め予備回転されて、塗布ローラー19の外周面には予め浸透液Sが蓄えられた状態になっている。
【0037】
(B)印捺開始時
被捺染材Tの搬送が進んで被捺染材Tの始端が捺染ヘッド3の下方の被吐出領域Mの印捺開始位置に達すると、制御部15から捺染ヘッド3に印捺開始の指令が出されて被捺染材Tの一方の面7へのインクCの吐出が開始される。本実施例では、被捺染材Tの始端から余白無く印捺される例が示されている。被捺染材Tの始端に余白ができる位置まで搬送してから一方の面7へのインクCの吐出が開始される場合もある。
尚、この時、塗布ローラー19は引き続き回転している。該塗布ローラー19の回転速度及び回転方向は、一例として被捺染材Tの搬送速度及び搬送方向と同じに設定されている。
【0038】
また、前記塗布ローラー19の回転速度は前述したように制御部15によって制御できるように構成されており、使用する被捺染材Tの種類や厚さ等の性状の違いに応じて適宜、適切な回転速度に調整される。
そして、前記塗布ローラー19の回転によって、被捺染材Tの終端に向けての他方の面9に対する浸透液Sの塗布が前記捺染ヘッド3からのインクCの吐出に先行して順次、実行されて行く。
【0039】
(C)塗布・印捺実行時
以下、同様に被捺染材Tの終端に向けての一方の面7に対するインクCの印捺の実行と、他方の面9に対する浸透液Sの塗布の実行とが、常に浸透液Sの塗布の実行が先行された形で継続される。
従って、本実施例の場合では、浸透液Sの塗布が先に実行されることによって、被捺染材Tの他方の面9からの浸透液Sの浸透が進行する。これに伴い、被捺染材Tの一方の面7にインクCが吐出されるタイミングでは被捺染材T中に浸透液Sが深く浸透した状態にすることが可能である。これにより、被捺染材Tの一方の面7に着弾したインクCは、浸透液Sの作用により、被捺染材Tの一方の面7から他方の面9側へ浸透することができる。また、このように浸透液Sを他方の面9側から浸透させることにより、一方の面7側から浸透させた場合に比べ、着弾したインクCの面方向へのインク滲みを抑えることができる。
【0040】
[実施例2](図4及び図5参照)
図4に実施例2に係るインクジェット捺染装置1Bの要部の概略構成が図示されている。尚、本実施例のインクジェット捺染装置1Bは、塗布部材5の構成のみが前記実施例1と相違しており、他の構成は前記実施例1と同様であるので、ここでは前記実施例1と同様の構成については説明を省略し、実施例1と相違する塗布部材5の構成を中心に説明する。
【0041】
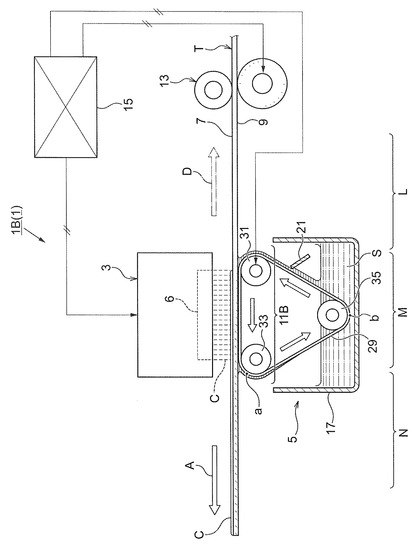
即ち、本実施例では塗布部材5が、浸透液Sを貯溜する貯溜容器17と、前記被捺染材Tの搬送方向Aに沿う方向に移動し、前記捺染ヘッド3のノズル列6の全長を覆う長さの塗布作用部11Bを有する無端帯状の塗布ベルト29と、該塗布ベルト29を駆動する図示しない駆動モーターと、該駆動モーターの出力軸に接続される駆動プーリー31と、前記塗布ベルト29の姿勢を緊張状態に保つ従動プーリー33及びテンションプーリー35と、を備えることによって一例として構成されている。
ここで、ノズル列6の全長とは該ノズル列6を成す最上流側のノズル(図4の右側の端)から最下流側のノズル(図4の左の端)までの長さを意味している。また、ノズル列6の全長を覆う長さとは前記ノズル列6の全長よりも大きい長さを意味している。
【0042】
また、本実施例では、塗布作用部11Bが捺染ヘッド3下方の被吐出領域Mを覆う広い範囲に設けられているので、前記実施例1のような狭い範囲の塗布作用部11Aしか存在しない場合と違っている。すなわち、塗布作用部11Bは、前記被吐出領域Mを覆う範囲に設けられており、実施例1の塗布作用部11Aに比べ広い範囲で被捺染材Tと接触する。
従って、本実施例では、塗布ベルト29の塗布作用部11Bが前記被吐出領域Mに位置するように設けられており、該ポジションに塗布作用部11Bを配置することによって、インクCの吐出範囲全体に亘っての被捺染材Tに対する支持が可能になっている。
【0043】
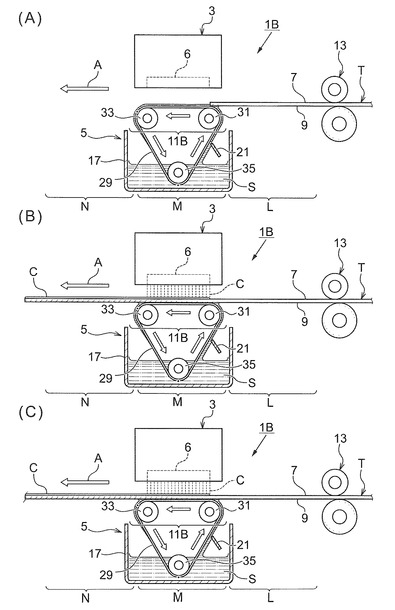
そして、このような構成のインクジェット捺染装置1Bを採用した場合にも、図5(A)から(C)に示すように、浸透液Sの塗布を先行させたインクCによる印捺の実行が可能であり、前記実施例1と同様の作用、効果が発揮される。
尚、本実施例の場合には、被捺染材Tの性状に応じた浸透液Sの塗布量の制御は、塗布ベルト29の送り量の多少によって行い、例えば、塗布作用部11Bの2倍の塗布ベルト29の送り量を得たい場合には、被捺染材Tが搬送方向Aに前記被吐出領域M分だけ移動するときに、塗布ベルト29を塗布作用部11Bの2倍分の長さのa点からb点の間の距離を移動させることで行える。
【0044】
[実施例3](図6から図8参照)
図6に実施例3に係るインクジェット捺染装置1Cの要部の概略構成が図示されている。尚、本実施例のインクジェット捺染装置1Cは、塗布部材5の構成のみが前記実施例1と相違しており、他の構成は前記実施例1と同様であるので、ここでは前記実施例1と同様の構成については説明を省略し、実施例1と相違する塗布部材5の構成を中心に説明する。
【0045】
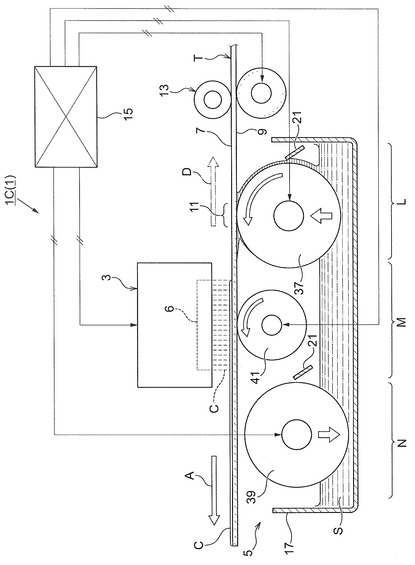
即ち、本実施例では、実施例1で採用した塗布ローラー19と同様の2つの塗布ローラー37、39が前記被吐出領域M近傍の上流側領域Lと下流側領域Nに分かれて配置されている。そして本実施例では、これらの領域L,Nの間の前記前記被吐出領域Mに被捺染材Tの他方の面9の支承作用のみを行う前記塗布ローラー37、39よりも小径の支承ローラー41が配置されている。
また、前記2つの塗布ローラー37、39は、図示しない昇降機構によって被捺染材Tの他方の面9と接触する接触位置と、接触しない退避位置との間で独立して昇降移動できるように構成されている。
【0046】
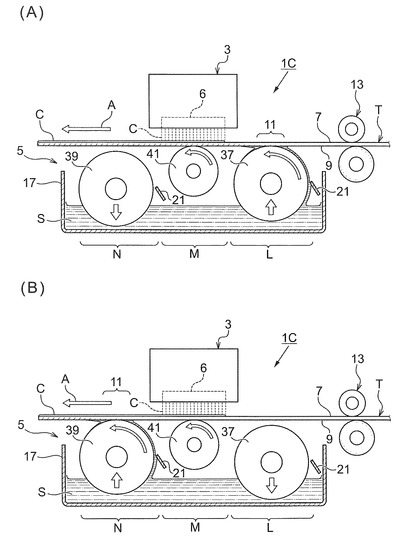
因みに、先に被捺染材Tの他方の面9に浸透液Sを塗布し、塗布後にインクCの印捺を実行する場合には、図7(A)に示すように、上流側領域Lに存する塗布ローラー37を上昇させて接触位置に位置させ、下流側領域Nに存する塗布ローラー39を下降させて退避位置に位置させるようにする。
また、先にインクCの印捺を実行し、印捺後に浸透液Sを塗布する場合には、図7(B)に示すように下流側領域Nに存する塗布ローラー39を上昇させて接触位置に位置させ、上流側領域Lに存する塗布ローラー37を下降させて退避位置に位置させるようにする。
【0047】
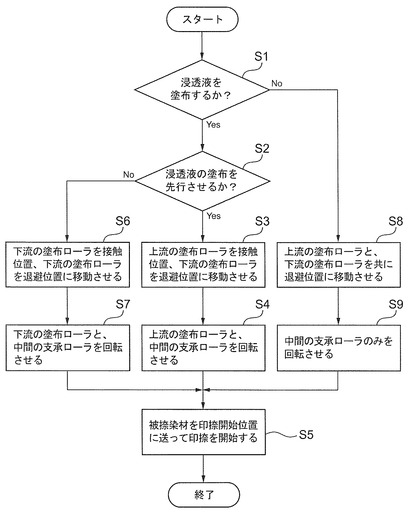
次に、図8に示すフローチャートに従って、実施例3に係るインクジェット捺染装置1Cの塗布部材5と捺染ヘッド3の動作開始の流れを説明する。
先ず、ステップS1で浸透液Sを塗布するか否かの判断が行われる。ステップS1で浸透液Sを塗布すると判断された場合には、ステップS2に移行して浸透液Sの塗布をインクCの吐出に先行させるか否かの判断が行われる。
【0048】
ステップS2で浸透液Sの塗布を先行させると判断された場合には、ステップS3に移行し、上流の塗布ローラー37を「接触位置」、下流の塗布ローラー39を「退避位置」に移動させる。
続いて、ステップS4に移行し、上流の塗布ローラー37と、中間の支承ローラー41を回転させる。
【0049】
次に、ステップS5に移行し、制御部15から搬送用ローラー13を駆動する指令が出され、被捺染材Tを印捺開始位置に送って印捺を開始する。
尚、前記ステップS2、S3、S4、S5の流れに従う場合には、インクCの印捺の実行に先立って、上流の塗布ローラー37によって浸透液Sの塗布が先行して実行されるようになる。
【0050】
また、前記ステップS2において、インクCの印捺を浸透液Sの塗布に先行させると判断された場合には、ステップS6に移行し、下流の塗布ローラー39を「接触位置」、上流の塗布ローラー37を「退避位置」に移動させる。
続いて、ステップS7に移行し、下流の塗布ローラー39と、中間の支承ローラー41を回転させる。
【0051】
次に、ステップS5に移行し、前記と同様、制御部15から搬送用ローラー13を駆動する指令が出され、被捺染材Tを印捺開始位置に送って印捺を開始する。
尚、前記ステップS2、S6、S7、S5の流れに従う場合には、インクCの印捺の実行が先行され、その後、下流の塗布ローラー39によって浸透液Sの塗布が実行されるようになる。
【0052】
また、前記ステップS1において、浸透液Sを塗布しないと判断された場合にはステップS8に移行し、上流の塗布ローラー37と下流の塗布ローラー39を共に退避位置Fに移動させる。
続いてステップS9に移行し、中間の支承ローラー41のみを回転させる。
次に、ステップS5に移行し、前記と同様、制御部15から搬送用ローラー13を駆動する指令が出され、被捺染材Tを印捺開始位置に送って印捺を開始する。
【0053】
尚、前記ステップS1、S8、S9、S5の流れに従う場合には、浸透液Sの塗布が実行されないから印捺された捺染物Aの一方の面7からのみ印捺画像が視認できるような捺染物Aが得られる。
そして、このような構成のインクジェット捺染装置1Cを採用した場合にも前記実施例1と同様の作用、効果を発揮することができ、更に本実施例にあっては、ユーザーの好みに合わせた趣の違う捺染物が製造できるようになる。
【0054】
被捺染材Tである布帛は、素材の違い、布の厚みの違い、織り方の違い等によって同じ浸透液Sであっても浸透性に差異が生じる。従ってその浸透性に差異に応じて、浸透液Sの塗布タイミングを異ならせることが望ましい。異なる素材として綿と絹、綿とポリエステルなどが挙げられる。浸透性の差異は綿<絹、綿<ポリエステルである。また、同一素材であっても、織り方が密なものと疎のもの、厚さが違うもの(シャツ等のポケットとベース部等)で浸透性に差異が生じる。
【0055】
相対的に浸透性が低い布帛に対しては、インクCの吐出に先行して浸透液Sを塗布するのがよい。この種の布帛に対しては、浸透液Sを予め塗布しておくことで、インクCの吐出前に布帛表側の面7へ当該浸透液Sを浸透させることができる。
従って、吐出された後のインクCの布帛裏側の面9への浸透を促進することができる。よって、捺染ヘッド3から吐出されたインクCが前記浸透液Sに触れることによって生ずるインクCの滲みが抑制され、鮮明な印捺画像が形成されるようになる。
【0056】
相対的に浸透性が高い布帛に対しては、インクCの吐出の後に浸透液Sを塗布するのがよい。この種の布帛に対しては、予め浸透液Sを塗布してしまうと、過剰に布帛表側の面7へ浸透液Sが浸透してしまい、表側から浸透液Sを塗布した状態と同じになってしまう。そうすると、表側の面7でのインク滲みが発生する。
従って、浸透性の良い布帛の場合には、インクCの吐出後に浸透液Sを塗布することで、表側の面7での面方向におけるインクCの滲みが抑制される。そして、インクCの吐出後に塗布された浸透液Sの作用により、裏側の面9へのインクCの浸透を促進することができる。よって、捺染ヘッド3から吐出されたインクCが前記浸透液Sに触れることによって生ずるインクCの滲みが抑制され、鮮明な印捺画像が形成されるようになる。
【0057】
[実施例4](図9から図11参照)
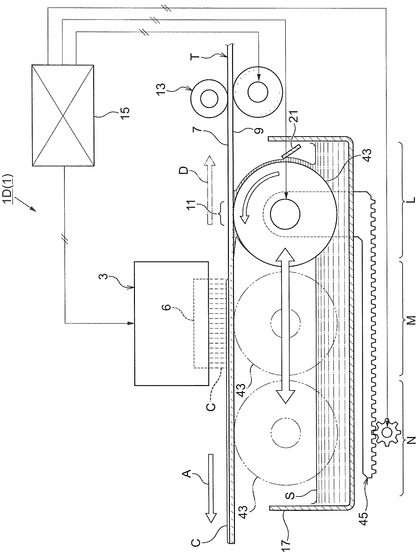
図9に実施例4に係るインクジェット捺染装置1Dの要部の概略構成が図示されている。尚、本実施例のインクジェット捺染装置1Dは、塗布部材5の構成のみが前記実施例1と相違しており、他の構成は前記実施例1と同様であるので、ここでは前記実施例1と同様の構成については説明を省略し、実施例1と相違する塗布部材5の構成を中心に説明する。
【0058】
即ち、本実施例では、実施例1で採用した塗布ローラー19と同様の塗布ローラー43が備えられており、該塗布ローラー43が前記被吐出領域Mを間にしてその近傍の上流側領域Lと下流側領域Nとの間で移動できるように構成されている。
また、前記塗布ローラー43は、一例として図示のようなラック・ピニオン機構等によって構成される移動機構45によって前記被吐出領域Mを挟んで上流側領域Lと下流側領域Nとの間を往復移動できるように構成されている。
【0059】
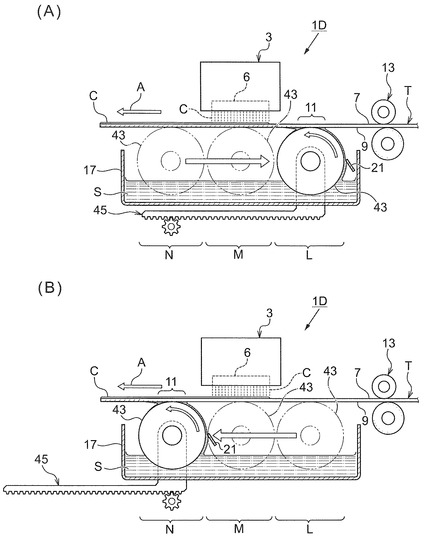
因みに、先に浸透液Sを塗布し、塗布後にインクCの印捺を実行する場合には、図10(A)に示すように、前記塗布ローラー43を上流側領域Lに移動させる。一方、先にインクCの印捺を実行し、印捺後に浸透液Sを塗布する場合には、図10(B)に示すように前記塗布ローラー43を下流側領域Nに移動させる。
【0060】
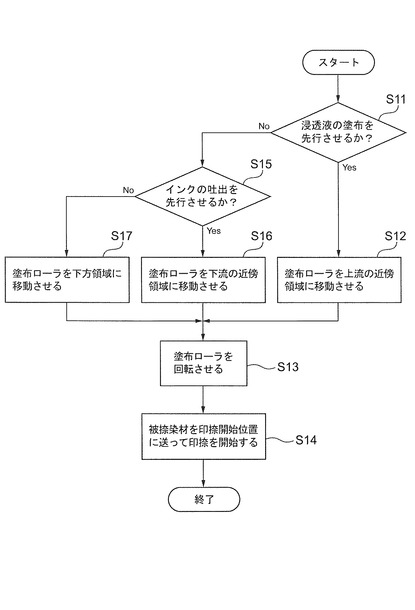
次に、図11に示すフローチャートに従って、実施例4に係るインクジェット捺染装置1Dの塗布部材5と捺染ヘッド3の動作開始の流れを説明する。
先ず、ステップS11で浸透液Sの塗布を先行させるか否かの判断が行われる。ステップS11で浸透液Sの塗布を先行させると判断された場合には、ステップS12に移行して塗布ローラー43を上流側領域Lに移動させる。
【0061】
続いて、ステップS13に移行し、当該塗布ローラー43を回転させ、更にステップS14に移行して、被捺染材Tを印捺開始位置に送って印捺を開始する。
尚、前記ステップS11、S12、S13、S14の流れに従う場合には、インクCの印捺の実行に先立って、塗布ローラー43によって浸透液Sの塗布が先行して実行されるようになる。
【0062】
また、前記ステップS11において、浸透液Sの塗布をインクCの吐出に先行させないと判断された場合には、ステップS15に移行してインクCの吐出を先行させるか否かの判断が行われる。
ステップS15でインクCの吐出を先行させると判断された場合には、ステップS16に移行し、前記塗布ローラー43を下流側領域Nに移動させる。
【0063】
以下、前記ステップS11からステップS12を経由した流れと同様、ステップS13に移行し、当該塗布ローラー43を回転させ、更にステップS14に移行して、被捺染材Tを印捺開始位置に送って印捺を開始する。
尚、前記ステップS11、S15、S16、S13、S14の流れに従う場合には、浸透液Sの塗布に先立って、インクCの印捺が先行して実行されるようになる。
【0064】
また、前記ステップS15において、インクCの吐出を先行させないと判断された場合には、ステップS17に移行し、塗布ローラー39を例えば被吐出領域Mに移動させる。
以下、前記ステップS11からステップS12を経由した流れと、前記ステップS11からステップS15、S16を経由した流れと同様、ステップS13に移行し、当該塗布ローラー43を回転させ、更にステップS14に移行して、被捺染材Tを印捺開始位置に送って印捺を開始する。
尚、前記ステップS11、S15、S17、S13、S14の流れに従う場合には、インクCの吐出と浸透液Sの塗布がほぼ同じタイミングで実行されるようになる。また、ノズル列6の下流側の約半分が浸透液Sの塗布が先行した上にインクCの印捺が後行して実行されるが、ノズル列6の上流側の半分は浸透液Sの塗布されていないところにインクCのみの印捺が実行される。従って、捺染物としてユニークな物を製造することができる面白さがあると言える。
【0065】
そして、このような構成のインクジェット捺染装置1Dを採用した場合にも、前記実施例1と同様の作用、効果が発揮され、更に本実施例にあっては、前記実施例3と同様、ユーザーの好みに合わせた趣の違う捺染物が製造できるようになる。
【0066】
また、本発明の捺染物の製造方法は、前述した実施例1から実施例4に示すようなインクジェット捺染装置1A〜1Dを使用して被捺染材Tの一方の面7に捺染を実行する場合に適用される捺染物の製造方法である。
そして、本発明の捺染物の製造方法によれば、被捺染材TにインクCを吐出して所望の印捺画像を形成する面(一方の面7になる)と被捺染材Tを支承しながら当該被捺染材Tに浸透液Sを塗布する面(他方の面9になる)とを異ならせてインクCと浸透液Sとが直接接触することによって生ずるインク滲みを抑制して、捺染物の表裏両面から視認できる鮮明な印捺画像が形成された捺染物を提供できるようになる。
【0067】
[他の実施例]
本発明に係るインクジェット捺染装置1及び捺染物の製造方法は、以上述べたような構成を有することを基本とするものであるが、本願発明の要旨を逸脱しない範囲内の部分的構成の変更や省略等を行うことも勿論可能である。
例えば、塗布部材5の塗布作用部11における移動の形態は、前記実施例1、3、4に示すようなローラー軸を中心とする回転や前記実施例2に示す無端帯状の塗布ベルト29のようなループ状の経路を移動する場合に限らず、被捺染材Tの搬送方向Aに沿う方向にスライドするような形態であっても構わない。
【0068】
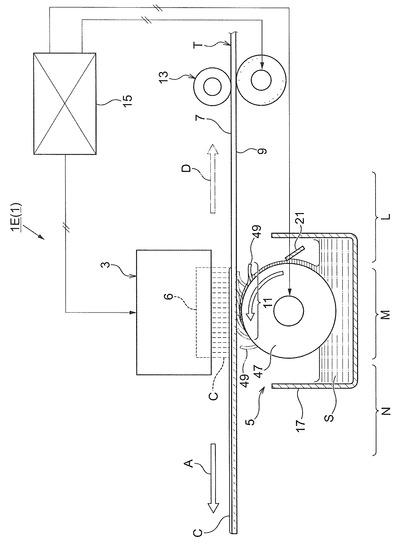
また、塗布部材5の構成も前述した実施例1から実施例4に示す構成に限らず、種々の構成の塗布部材5が採用可能である。例えば、図12に示すインクジェット捺染装置1Eのように塗布ローラー47の外周部に弾性変形可能なフラップ部49を設け、塗布ローラー47の回転時にフラップ部49の弾性変形を利用して被捺染材Tの他方の面9のより広い範囲に浸透液Sを塗布するように構成することが可能である。
尚、図12において、フラップ部49は塗布ローラー47の外周部の全周に亘って設けられているが、図面の複雑化を避けるために図示は一部にのみ記載され、残りの図示は省略されている。
【0069】
また、塗布部材5の塗布作用部11の移動は、前記各実施例のように被捺染材Tの搬送と同時に行う場合に限られない。例えば、搬送方向Aの一定の範囲ずつの捺染を一度に行うバンドごとの捺染を行うインクジェット捺染装置1のような場合には、被捺染材Tが所定のバンド量移動した後に前記塗布部材5の塗布作用部11が移動して浸透液Sの塗布を実行し、その後に捺染ヘッド3からインクCを吐出して捺染を実行するようにすることも可能である。
【0070】
実施例3および実施例4においては、塗布部材5として塗布ローラー37、39、43を用いる構造を示したが、前記塗布ローラーに代えて実施例2の塗布ベルト29を備えるものを用いることも可能である。この場合、駆動プーリー31及び従動プーリー33を上下方向(真に鉛直方向だけでなく、多少傾いて上下させる場合も含む)に可動に構成することにより、駆動プーリー31側の塗布作用部だけをノズル上流側で接触させる、或いは従動プーリー33側の塗布作用部をノズル下流側で接触させることができる。
【符号の説明】
【0071】
1 インクジェット捺染装置、3 捺染ヘッド、5 塗布部材、6 ノズル列、
7 一方の面(表側の面、被捺染面)、9 他方の面(裏側の面、被塗布面)、
11 塗布作用部、13 搬送用ローラー、15 制御部、17 貯溜容器、
19 塗布ローラー、21 塗布調整ブレード、23 凹部、25 吸液層、
27 立毛部、29 塗布ベルト、31 駆動プーリー、33 従動プーリー、
35 テンションプーリー、37 塗布ローラー、39 塗布ローラー、
41 支承ローラー、43 塗布ローラー、45 移動機構、47 塗布ローラー、
49 フラップ部、T 被捺染材(布帛)、C インク、S 浸透液、
A 搬送方向、M 被吐出領域、L 上流側領域、N 下流側領域、D 戻し方向
【技術分野】
【0001】
本発明は、布帛すなわち被捺染材に対してインクジェット方式で捺染を行うインクジェット捺染装置及び捺染物の製造方法に関する。
【背景技術】
【0002】
従来から布帛の一方の面である表側の面にインクを吐出して図柄、文字等の画像の印捺を行う際に、該インクを当該布帛の他方の面である裏側の面にまで深く浸透させて、該他方の面からも当該画像が確認(視認)できるようにする捺染技術が知られている。
この場合、前記一方の面にインクを吐出するのに先立って該一方の面にインクの浸透を促進させるための補助剤として浸透液を付与する技術が下記の特許文献1に記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】米国特許第2011/0879825号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、前記特許文献1に開示されている技術によると印捺面となる布帛の一方の面に浸透液が付与されるため、続いて当該一方の面に向けて吐出されたインクは、他方の面に向けてのインクの浸透性はよくなるが、前記浸透液によって面方向には滲みが発生し明瞭な画像が印捺できない場合が生じる。
【0005】
本発明の課題は、布帛の一方の面だけでなく、他方の面からも一方の面に印捺した印捺画像を視認することができる捺染をインク滲みを抑えた状態で、実行できるようにすることにある。
【課題を解決するための手段】
【0006】
上記課題を解決するために本発明に係るインクジェット捺染装置の第1の態様は、被捺染材の一方の面にインクを吐出して印捺画像を形成する捺染ヘッドと、前記被捺染材の他方の面に塗布作用部が接触して浸透液を塗布する塗布部材とを備え、前記塗布作用部は、前記捺染ヘッドのノズル列と対向する領域を含み前記ヘッドからインクが吐出される被吐出領域と、前記被吐出領域よりも前記被捺染材の搬送方向における上流側に位置する上流側領域と、前記被吐出領域よりも前記被捺染材の搬送方向における下流側に位置する下流側領域と、の少なくとも一以上の領域に設けられていることを特徴とするものである。
【0007】
ここで「被捺染材」とは、捺染の対象となる「布地」を意味し、綿、絹、羊毛等の天然繊維やナイロン等の化学繊維あるいはこれらを混ぜた複合繊維の織物、編物、不織布等が含まれ、ロール状に巻かれた長尺のものと、所定の長さにカットされたものの両方が含まれる。更に、縫製後のハンカチ、スカーフ、タオル、カーテン、シーツ、ベッドカバー等のファニチャーの類の他、縫製前の状態のパーツとして存在する裁断前後の布地等も含まれる。
【0008】
本態様によれば、被捺染材の他方の面に接触して浸透液を塗布する塗布部材の塗布面をインクの吐出面と反対側の被捺染材の他方の面に設けているから、印捺画像が直接形成される被捺染材の一方の面に前記浸透液が浸透するまでには多少の時間を要する。従って、捺染ヘッドから吐出されたインクが前記浸透液に触れることによって生ずるインクの滲みが抑制されて鮮明な印捺画像が形成されるようになる。
また、前記塗布部材の前記塗布作用部が捺染ヘッドの下方領域すなわち被吐出領域に設けられている場合、または該被吐出領域の上流側や下流側の近傍領域に設けられている場合は、該塗布部材が被捺染材の他方の面に接触することによって、捺染が行われている部位での被捺染材の下方への撓みが抑制されて良好な画質による捺染が実行できるようになる。
【0009】
本発明に係るインクジェット捺染装置の第2の態様は、前記第1の態様において、前記塗布作用部は、前記被捺染材の搬送方向に沿う方向に移動可能に設けられており、前記塗布作用部の移動速度を制御する制御部を備えていることを特徴とするものである。
【0010】
本態様によれば、前記塗布作用部が移動することによって、被記録材の他方の面に対して連続的に浸透液を塗布することが可能になる。また、前記塗布作用部の移動速度を速くすればその分、浸透液の塗布量が多くなるので、前記制御部によって前記塗布作用部の移動速度を制御すれば、使用する被捺染材の性状に応じた適切な浸透液の塗布量を設定できるようになる。
【0011】
本発明に係るインクジェット捺染装置の第3の態様は、前記第2の態様において、前記塗布部材は、前記被捺染材の搬送方向に沿う方向に回転する塗布ローラーを備え、前記塗布ローラーの塗布作用部は、前記上流側領域に設けられていることを特徴とするものである。
【0012】
本態様によれば、塗布部材は、前記被捺染材の搬送方向に沿う方向に回転する塗布ローラーを備えているので、塗布部材の構造をコンパクトに構成することができる。塗布ローラーの塗布作用部は被捺染材の他方の面と接触する範囲は狭いが、被捺染材の搬送と組み合わせることで、被捺染材の他方の面の広い範囲に浸透液を塗布することが可能である。
また、前記塗布ローラーが前記捺染ヘッドの下方の上流側領域に設けられているので、インクの吐出に先行して浸透液の塗布を行うことが可能になる。
【0013】
本発明に係るインクジェット捺染装置の第4の態様は、前記第2の態様において、前記塗布部材は、前記捺染ヘッドのノズル列の全長を覆う長さの塗布作用部を有する無端帯状の塗布ベルトを備え、前記塗布ベルトの塗布作用部は、前記被吐出領域に設けられていることを特徴とするものである。
【0014】
本態様によれば、塗布部材を成す無端帯状の塗布ベルトを回転駆動させることによって、捺染ヘッドのノズル列の全長を覆う広い範囲に対して、一度に必要な量の浸透液を塗布することが可能になる。すなわち、被捺染材の搬送と組み合わせなくても当該塗布ベルトの塗布作用部のみの作用によって必要な量の浸透液を塗布することが可能になる。
従って、本態様の場合には、捺染ヘッドの前記被吐出領域に塗布作用部が位置していても前記第3の態様と同様、インクの吐出に先行して浸透液を塗布することが可能になる。また、捺染ヘッドの下方領域における被捺染材を広い範囲に亘って塗布ベルトによって支持することが可能であり、これによって印捺品質が向上する。
【0015】
本発明に係るインクジェット捺染装置の第5の態様は、前記第2の態様から第4の態様のいずれか一つにおいて、前記塗布作用部は、前記被吐出領域と前記上流側領域と前記下流側領域とが作る領域において位置を異ならせて複数配置されており、前記制御部によって先に印捺を実行し印捺後に浸透液を塗布する場合と、先に浸透液を塗布し塗布後に印捺を実行する場合とで使用する塗布部材を切り替えることを特徴とするものである。
【0016】
本態様によれば、使用する塗布部材を切り替えることによって浸透液の塗布タイミングをインクの吐出に先行させたり、インクの吐出後にしたりする調整が可能になる。
従って、ユーザーの好みに応じてシャープでクリアな印捺画像を形成したい場合には、前記浸透液の塗布タイミングを遅らせ、インクの滲みによる効果を演出したい等の場合には前記浸透液の塗布タイミングを速くする等の選択が可能になる。
【0017】
本発明に係るインクジェット捺染装置の第6の態様は、前記第2の態様において、前記塗布部材の塗布作用部は、前記被吐出領域と前記上流側領域と前記下流側領域の各領域を移動可能に構成されており、前記制御部によって先に印捺を実行し、印捺後に浸透液を塗布する場合と、先に浸透液を塗布し、塗布後に印捺を実行する場合とで前記塗布作用部の位置を切り替えることを特徴とするものである。
【0018】
本態様によれば、塗布作用部を前記被吐出領域を間にして上流側領域と下流側領域との間で移動する移動機構を備えることによって、塗布作用部の位置を適宜移動させることが可能になる。これによって浸透液の塗布タイミングをインクの吐出に先行させたり、インクの吐出後にしたり、同時にしたりする調整が可能になる。
従って、前記第5の態様と同様、ユーザーの好みに応じてシャープでクリアな印捺画像を形成したい場合には、前記浸透液の塗布タイミングを遅らせ、インクの滲みによる効果を演出したい等の場合には前記浸透液の塗布タイミングを速くする等の選択が可能になる。
【0019】
前記第1の態様から第6の態様のいずれか一つの態様に係るインクジェット捺染装置において、前記塗布部材の塗布作用面には、浸透液を蓄える凹部が形成されている構造にすることが可能である。
【0020】
前記凹部を備えることによって、塗布部材の塗布作用面全体で蓄えることができる浸透液の量が増加するから、より多くの浸透液を被捺染材の他方の面に運んで浸透液の浸透効率を向上させることが可能になる。
【0021】
本発明の第7の態様となる捺染物の製造方法は、前記第1の態様から第6の態様のいずれか一つの態様のインクジェット捺染装置を使用して被捺染材の一方の面に捺染を実行する捺染物の製造方法であって、被捺染材にインクを吐出して所望の印捺画像を形成する面と被捺染材を支持しながら当該被捺染材に浸透液を塗布する面とを異らせて捺染を実行して捺染物を製造するようにしたことを特徴とするものである。
【0022】
本態様によれば、捺染物の製造に当たって、前記第1の態様から第6の態様のいずれか一つの態様のインクジェット捺染装置の作用効果が得られ、捺染物の表裏両面で印捺画像を視認でき、インク滲みの少ない高品質の捺染物を効率良く製造できるようになる。
【図面の簡単な説明】
【0023】
【図1】本発明の実施例1に係るインクジェット捺染装置の要部の概略構成を示す側断面図。
【図2】本発明の実施例1に係るインクジェット捺染装置の浸透液の塗布とインクの吐出のタイミングを(A)(B)(C)の3段階に分けて示す側断面図。
【図3】本発明の実施例1に係るインクジェット捺染装置の塗布ローラーの塗布作用面の(A)(B)(C)の3つの態様を示す斜視図。
【図4】本発明の実施例2に係るインクジェット捺染装置の要部の概略構成を示す側断面図。
【図5】本発明の実施例2に係るインクジェット捺染装置の浸透液の塗布とインクの吐出のタイミングを(A)(B)(C)の3段階に分けて示す側断面図。
【図6】本発明の実施例3に係るインクジェット捺染装置の要部の概略構成を示す側断面図。
【図7】本発明の実施例3に係るインクジェット捺染装置の塗布部材の使用態様を浸透液の塗布を先行する場合(A)とインクの吐出を先行する場合(B)に分けて示す側断面図。
【図8】本発明の実施例3に係るインクジェット捺染装置の塗布部材と捺染ヘッドの動作開始の流れを示すフローチャート。
【図9】本発明の実施例4に係るインクジェット捺染装置の要部の概略構成を示す側断面図。
【図10】本発明の実施例4に係るインクジェット捺染装置の塗布部材の使用態様を浸透液の塗布を先行する場合(A)とインクの吐出を先行する場合(B)に分けて示す側断面図。
【図11】本発明の実施例4に係るインクジェット捺染装置の塗布部材と捺染ヘッドの動作開始の流れを示すフローチャート。
【図12】本発明の他の実施例に係るインクジェット捺染装置の要部の概略構成を示す側断面図。
【発明を実施するための形態】
【0024】
以下、実施例1から実施例4に基づいて、本発明のインクジェット捺染装置1の構造と、該インクジェット捺染装置1を使用することによって実行される捺染物の製造方法について説明する。
当該インクジェット捺染装置1は、図1に示したように、被捺染材(以下、「布帛」ともいう)Tの一方の面(以下、「表側の面」及び「被捺染面」ともいう)7にインクCを吐出して所望の印捺画像を形成する捺染ヘッド3と、前記被捺染材Tの他方の面(以下、「裏側の面」及び「被塗布面」ともいう)9に塗布作用部11Aが接触して浸透液Sを塗布する塗布部材5と、を備えている。
【0025】
また、前記塗布部材5の塗布作用部11Aは、前記捺染ヘッド3のノズル列6と対向する領域を含み前記ヘッド3からインクCが吐出される被吐出領域Mと、前記被吐出領域Mよりも前記被捺染材Tの搬送方向Aにおける上流側に位置する上流側領域Lと、前記被吐出領域Mよりも前記被捺染材Tの搬送方向Aにおける下流側に位置する下流側領域Nとの少なくとも一以上の領域に設けられている。
すなわち、当該塗布作用部11Aは、前記捺染ヘッド3のノズル列長(ノズル列6の搬送方向Aの長さを意味する)の下の被吐出領域M、その上流側領域L及び下流側領域Nのいずれか又は二箇所以上に設けられている。そして、被捺染材Tの他方の面9に接触する前記塗布部材5の塗布作用部11Aは、前記被捺染材Tの搬送方向Aに沿う方向(搬送方向Aと同方向及び搬送方向Aと逆方向の戻し方向Dも含む)に移動可能に設けられている。
【0026】
この他、当該インクジェット捺染装置1には、被捺染材Tを搬送する搬送手段としての搬送用ローラー13と、被捺染材Tを繰り出す図示しない繰出しローラー、印捺後の被捺染材Tを巻き取る図示しない巻取りローラー、搬送中の被捺染材Tの弛みを取って案内する図示しないガイドローラーとが備えられている。
更に、当該インクジェット捺染装置1には、前記塗布部材5の塗布作用部11Aの移動速度や前記捺染ヘッド3から吐出されるインクCの吐出タイミングや前記搬送用ローラー13の送り速度等を制御する制御部15が備えられている。
【0027】
[実施例1](図1から図3参照)
図1に実施例1に係るインクジェット捺染装置1Aの要部の概略構成が図示されている。以下、この実施例1を例にとって、本発明のインクジェット捺染装置1を構成する前述した構成部材を更に具体的に説明する。
捺染ヘッド3は、図示しないインクカートリッジ等からチューブ等を介して供給されるインクCを被捺染材Tの一方の面7に吐出する部材である。該捺染ヘッド3には、図示しないキャリッジに搭載されて被捺染材Tの搬送方向Aと交差する幅方向に往復移動しながらインクCを吐出する、いわゆるシリアル型の捺染ヘッド3と、被捺染材Tの幅方向の捺染範囲を一挙に捺染する、いわゆるライン型の捺染ヘッド3とがあり、これらのいずれのタイプの捺染ヘッド3を使用することが可能である。
【0028】
そして、該捺染ヘッド3の被捺染材Tに対する対向面には各色のインクCを吐出するノズル口が例えば幅方向に配列されて前述した所定長さのノズル列6が形成されている。
塗布部材5は、被捺染材Tに対して浸透性を有する液体によって形成されている浸透液Sを貯溜する貯溜容器17と、前記被捺染材Tの搬送方向Aに沿う方向に回転する塗布ローラー19と、該塗布ローラー19の塗布作用面となる表面に付着した浸透液Sを適量にするためにかき取り作用をする塗布量調整ブレード21と、を備えることによって基本的に構成されている。
【0029】
また、本実施例では前記塗布ローラー19の塗布作用部11Aは、図1に示したように前記捺染ヘッド3下方の被吐出領域Mの近傍の上流側領域Lに設けられており、インク吐出領域での必要な被捺染材Tの支持作用を確保しつつ、インクCの吐出に先行した浸透液Sの塗布を可能にする構成になっている。ここで、「被吐出領域Mの近傍」における「近傍」は、搬送方向Aにおいて最も上流側に位置するノズルから5cmまでの範囲、更には1cm〜2cmまでの範囲がより好ましい。
尚、本実施例で使用する浸透液Sとしては、インクジェット捺染用のインクにおいて通常使用されている浸透剤や界面活性剤である。
【0030】
このような浸透剤としては、例えばエチレングリコール、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、ポリプロピレングリコール、プロピレングリコール、ブチレングリコール、1,2,6−ヘキサントリオール、チオグリコール、ヘキシレングリコール、グリセリン、トリメチロールエタン、トリメチロールプロパンなどの多価アルコール類、エチレングリコールモノエチルエーテル、エチレングリコールモノブチルエーテル、ジエチレングリコールモノメチルエーテル、ジエチレングリコールモノエチルエーテル、ジエチレングリコールモノブチルエーテル、ジエチレングリコールモノイソブチルエーテル、ジエチレングリコールモノヘキシルエーテル、トリエチレングリコールモノメチルエーテル、トリエチレングリコールモノエチルエーテル、トリエチレングリコールモノブチルエーテル、ヘキサエチレングリコールモノエチルヘキシルエーテル(日本乳化剤社製:ニューコール1006)、テトラエチレングリコールモノエチルヘキシルエーテル(日本乳化剤社製:ニューコール1004)などの多価アルコールのアルキルエーテル類、尿素、2−ピロリドン、N−メチル−2−ピロリドン、1,3−ジメチル−2−イミダゾリジノンなどが挙げられる。
また、多価アルコールのアルキルエーテル類としては、トリエチレングリコールモノブチルエーテル、ジエチレングリコールモノブチルエーテル、トリエチエレングリコールモノメチルエーテル、ジエチレングリコールモノイソブチルエーテル、ジエチレングリコールモノヘキシルエーテル、へキサエチレングリコールモノエチルヘキシルエーテル、テトラエチレングリコールモノエチルヘキシルエーテルを一種または二種以上を組み合わせて用いてもよい。
【0031】
また、界面活性剤としては、例えば、脂肪酸塩類;アルキル硫酸エステル塩類等のアニオン性界面活性剤;ポリオキシエチレンアルキルフェニルエーテル等のノニオン性界面活性剤;サーフィノール61、82、104、440、465、485(何れも商品名、エア・プロダクツ・アンド・ケミカルズ社製)、オルフィンE1010、オルフィンSTG、オルフィンY(何れも商品名、日信化学社製)等のアセチレングリコ−ル系界面活性剤;カチオン性界面活性剤;両イオン性界面活性剤、KF−353A、KF6017、X−22−6551、AW−3(何れも商品名、信越化学工業社製)等のオルガノポリシロキサン系界面活性剤等を挙げることができる。
浸透液は、上記した浸透剤を、浸透液の全質量に対して概ね10〜30質量%、また、界面活性剤を概ね0.1〜3.0質量%含むことが好ましい。
【0032】
また、前記塗布ローラー19の塗布作用面には、図3(A)(B)(C)に示すような前記浸透液Sを蓄える
ことができる構造を採用することが可能である。
この内、図3(A)は、塗布ローラー19の塗布作用面の全周に前記浸透液Sを蓄えることのできる凹部23を独立的に多数配設したものである。
尚、該凹部23としては塗布ローラー19の軸方向に直線的あるいは螺線状に延びる連続した溝状のものであってもよいし、塗布ローラー19の周方向に形成した円環状の連続した溝状のものであってもよい。
【0033】
また、図3(B)は、塗布ローラー19の塗布作用面となる外周部に吸液性を有する吸液層25を形成したものである。尚、吸液層25としては連続した空洞が形成された多孔質のスポンジ材やフェルト材等が一例として使用可能である。
【0034】
また、図3(C)は、塗布ローラー19の塗布作用面となる外周部に多数の立毛部27を放射状に形成した円筒ブラシ状の塗布ローラー19としたものである。本態様の場合には、隣り合う立毛部27間に形成される空間に浸透液Sが蓄えられて被捺染材Tの被塗布面となる他方の面9に順次運ばれることになる。
【0035】
次に、このようにして構成される実施例1に係るインクジェット捺染装置1Aの作動態様を、制御部15による浸透液Sの塗布とインクCの吐出のタイミングの制御を中心にして、図2(A)に示す塗布開始時と、図2(B)に示す印捺開始時と、図2(C)に示す塗布・印捺実行時とに分けて説明する。
【0036】
(A)塗布開始時
制御部15から印捺の実行が指令されると、布帛である被捺染材Tは搬送用ローラー13から搬送力を受けて所定の搬送速度で搬送方向Aに送られる。
被捺染材Tの始端が前記塗布ローラー19上の塗布作用部11に達する前に塗布ローラー19は回転を開始し、被捺染材Tの他方の面9への浸透液Sの塗布を開始する。
尚、塗布ローラー19は予め予備回転されて、塗布ローラー19の外周面には予め浸透液Sが蓄えられた状態になっている。
【0037】
(B)印捺開始時
被捺染材Tの搬送が進んで被捺染材Tの始端が捺染ヘッド3の下方の被吐出領域Mの印捺開始位置に達すると、制御部15から捺染ヘッド3に印捺開始の指令が出されて被捺染材Tの一方の面7へのインクCの吐出が開始される。本実施例では、被捺染材Tの始端から余白無く印捺される例が示されている。被捺染材Tの始端に余白ができる位置まで搬送してから一方の面7へのインクCの吐出が開始される場合もある。
尚、この時、塗布ローラー19は引き続き回転している。該塗布ローラー19の回転速度及び回転方向は、一例として被捺染材Tの搬送速度及び搬送方向と同じに設定されている。
【0038】
また、前記塗布ローラー19の回転速度は前述したように制御部15によって制御できるように構成されており、使用する被捺染材Tの種類や厚さ等の性状の違いに応じて適宜、適切な回転速度に調整される。
そして、前記塗布ローラー19の回転によって、被捺染材Tの終端に向けての他方の面9に対する浸透液Sの塗布が前記捺染ヘッド3からのインクCの吐出に先行して順次、実行されて行く。
【0039】
(C)塗布・印捺実行時
以下、同様に被捺染材Tの終端に向けての一方の面7に対するインクCの印捺の実行と、他方の面9に対する浸透液Sの塗布の実行とが、常に浸透液Sの塗布の実行が先行された形で継続される。
従って、本実施例の場合では、浸透液Sの塗布が先に実行されることによって、被捺染材Tの他方の面9からの浸透液Sの浸透が進行する。これに伴い、被捺染材Tの一方の面7にインクCが吐出されるタイミングでは被捺染材T中に浸透液Sが深く浸透した状態にすることが可能である。これにより、被捺染材Tの一方の面7に着弾したインクCは、浸透液Sの作用により、被捺染材Tの一方の面7から他方の面9側へ浸透することができる。また、このように浸透液Sを他方の面9側から浸透させることにより、一方の面7側から浸透させた場合に比べ、着弾したインクCの面方向へのインク滲みを抑えることができる。
【0040】
[実施例2](図4及び図5参照)
図4に実施例2に係るインクジェット捺染装置1Bの要部の概略構成が図示されている。尚、本実施例のインクジェット捺染装置1Bは、塗布部材5の構成のみが前記実施例1と相違しており、他の構成は前記実施例1と同様であるので、ここでは前記実施例1と同様の構成については説明を省略し、実施例1と相違する塗布部材5の構成を中心に説明する。
【0041】
即ち、本実施例では塗布部材5が、浸透液Sを貯溜する貯溜容器17と、前記被捺染材Tの搬送方向Aに沿う方向に移動し、前記捺染ヘッド3のノズル列6の全長を覆う長さの塗布作用部11Bを有する無端帯状の塗布ベルト29と、該塗布ベルト29を駆動する図示しない駆動モーターと、該駆動モーターの出力軸に接続される駆動プーリー31と、前記塗布ベルト29の姿勢を緊張状態に保つ従動プーリー33及びテンションプーリー35と、を備えることによって一例として構成されている。
ここで、ノズル列6の全長とは該ノズル列6を成す最上流側のノズル(図4の右側の端)から最下流側のノズル(図4の左の端)までの長さを意味している。また、ノズル列6の全長を覆う長さとは前記ノズル列6の全長よりも大きい長さを意味している。
【0042】
また、本実施例では、塗布作用部11Bが捺染ヘッド3下方の被吐出領域Mを覆う広い範囲に設けられているので、前記実施例1のような狭い範囲の塗布作用部11Aしか存在しない場合と違っている。すなわち、塗布作用部11Bは、前記被吐出領域Mを覆う範囲に設けられており、実施例1の塗布作用部11Aに比べ広い範囲で被捺染材Tと接触する。
従って、本実施例では、塗布ベルト29の塗布作用部11Bが前記被吐出領域Mに位置するように設けられており、該ポジションに塗布作用部11Bを配置することによって、インクCの吐出範囲全体に亘っての被捺染材Tに対する支持が可能になっている。
【0043】
そして、このような構成のインクジェット捺染装置1Bを採用した場合にも、図5(A)から(C)に示すように、浸透液Sの塗布を先行させたインクCによる印捺の実行が可能であり、前記実施例1と同様の作用、効果が発揮される。
尚、本実施例の場合には、被捺染材Tの性状に応じた浸透液Sの塗布量の制御は、塗布ベルト29の送り量の多少によって行い、例えば、塗布作用部11Bの2倍の塗布ベルト29の送り量を得たい場合には、被捺染材Tが搬送方向Aに前記被吐出領域M分だけ移動するときに、塗布ベルト29を塗布作用部11Bの2倍分の長さのa点からb点の間の距離を移動させることで行える。
【0044】
[実施例3](図6から図8参照)
図6に実施例3に係るインクジェット捺染装置1Cの要部の概略構成が図示されている。尚、本実施例のインクジェット捺染装置1Cは、塗布部材5の構成のみが前記実施例1と相違しており、他の構成は前記実施例1と同様であるので、ここでは前記実施例1と同様の構成については説明を省略し、実施例1と相違する塗布部材5の構成を中心に説明する。
【0045】
即ち、本実施例では、実施例1で採用した塗布ローラー19と同様の2つの塗布ローラー37、39が前記被吐出領域M近傍の上流側領域Lと下流側領域Nに分かれて配置されている。そして本実施例では、これらの領域L,Nの間の前記前記被吐出領域Mに被捺染材Tの他方の面9の支承作用のみを行う前記塗布ローラー37、39よりも小径の支承ローラー41が配置されている。
また、前記2つの塗布ローラー37、39は、図示しない昇降機構によって被捺染材Tの他方の面9と接触する接触位置と、接触しない退避位置との間で独立して昇降移動できるように構成されている。
【0046】
因みに、先に被捺染材Tの他方の面9に浸透液Sを塗布し、塗布後にインクCの印捺を実行する場合には、図7(A)に示すように、上流側領域Lに存する塗布ローラー37を上昇させて接触位置に位置させ、下流側領域Nに存する塗布ローラー39を下降させて退避位置に位置させるようにする。
また、先にインクCの印捺を実行し、印捺後に浸透液Sを塗布する場合には、図7(B)に示すように下流側領域Nに存する塗布ローラー39を上昇させて接触位置に位置させ、上流側領域Lに存する塗布ローラー37を下降させて退避位置に位置させるようにする。
【0047】
次に、図8に示すフローチャートに従って、実施例3に係るインクジェット捺染装置1Cの塗布部材5と捺染ヘッド3の動作開始の流れを説明する。
先ず、ステップS1で浸透液Sを塗布するか否かの判断が行われる。ステップS1で浸透液Sを塗布すると判断された場合には、ステップS2に移行して浸透液Sの塗布をインクCの吐出に先行させるか否かの判断が行われる。
【0048】
ステップS2で浸透液Sの塗布を先行させると判断された場合には、ステップS3に移行し、上流の塗布ローラー37を「接触位置」、下流の塗布ローラー39を「退避位置」に移動させる。
続いて、ステップS4に移行し、上流の塗布ローラー37と、中間の支承ローラー41を回転させる。
【0049】
次に、ステップS5に移行し、制御部15から搬送用ローラー13を駆動する指令が出され、被捺染材Tを印捺開始位置に送って印捺を開始する。
尚、前記ステップS2、S3、S4、S5の流れに従う場合には、インクCの印捺の実行に先立って、上流の塗布ローラー37によって浸透液Sの塗布が先行して実行されるようになる。
【0050】
また、前記ステップS2において、インクCの印捺を浸透液Sの塗布に先行させると判断された場合には、ステップS6に移行し、下流の塗布ローラー39を「接触位置」、上流の塗布ローラー37を「退避位置」に移動させる。
続いて、ステップS7に移行し、下流の塗布ローラー39と、中間の支承ローラー41を回転させる。
【0051】
次に、ステップS5に移行し、前記と同様、制御部15から搬送用ローラー13を駆動する指令が出され、被捺染材Tを印捺開始位置に送って印捺を開始する。
尚、前記ステップS2、S6、S7、S5の流れに従う場合には、インクCの印捺の実行が先行され、その後、下流の塗布ローラー39によって浸透液Sの塗布が実行されるようになる。
【0052】
また、前記ステップS1において、浸透液Sを塗布しないと判断された場合にはステップS8に移行し、上流の塗布ローラー37と下流の塗布ローラー39を共に退避位置Fに移動させる。
続いてステップS9に移行し、中間の支承ローラー41のみを回転させる。
次に、ステップS5に移行し、前記と同様、制御部15から搬送用ローラー13を駆動する指令が出され、被捺染材Tを印捺開始位置に送って印捺を開始する。
【0053】
尚、前記ステップS1、S8、S9、S5の流れに従う場合には、浸透液Sの塗布が実行されないから印捺された捺染物Aの一方の面7からのみ印捺画像が視認できるような捺染物Aが得られる。
そして、このような構成のインクジェット捺染装置1Cを採用した場合にも前記実施例1と同様の作用、効果を発揮することができ、更に本実施例にあっては、ユーザーの好みに合わせた趣の違う捺染物が製造できるようになる。
【0054】
被捺染材Tである布帛は、素材の違い、布の厚みの違い、織り方の違い等によって同じ浸透液Sであっても浸透性に差異が生じる。従ってその浸透性に差異に応じて、浸透液Sの塗布タイミングを異ならせることが望ましい。異なる素材として綿と絹、綿とポリエステルなどが挙げられる。浸透性の差異は綿<絹、綿<ポリエステルである。また、同一素材であっても、織り方が密なものと疎のもの、厚さが違うもの(シャツ等のポケットとベース部等)で浸透性に差異が生じる。
【0055】
相対的に浸透性が低い布帛に対しては、インクCの吐出に先行して浸透液Sを塗布するのがよい。この種の布帛に対しては、浸透液Sを予め塗布しておくことで、インクCの吐出前に布帛表側の面7へ当該浸透液Sを浸透させることができる。
従って、吐出された後のインクCの布帛裏側の面9への浸透を促進することができる。よって、捺染ヘッド3から吐出されたインクCが前記浸透液Sに触れることによって生ずるインクCの滲みが抑制され、鮮明な印捺画像が形成されるようになる。
【0056】
相対的に浸透性が高い布帛に対しては、インクCの吐出の後に浸透液Sを塗布するのがよい。この種の布帛に対しては、予め浸透液Sを塗布してしまうと、過剰に布帛表側の面7へ浸透液Sが浸透してしまい、表側から浸透液Sを塗布した状態と同じになってしまう。そうすると、表側の面7でのインク滲みが発生する。
従って、浸透性の良い布帛の場合には、インクCの吐出後に浸透液Sを塗布することで、表側の面7での面方向におけるインクCの滲みが抑制される。そして、インクCの吐出後に塗布された浸透液Sの作用により、裏側の面9へのインクCの浸透を促進することができる。よって、捺染ヘッド3から吐出されたインクCが前記浸透液Sに触れることによって生ずるインクCの滲みが抑制され、鮮明な印捺画像が形成されるようになる。
【0057】
[実施例4](図9から図11参照)
図9に実施例4に係るインクジェット捺染装置1Dの要部の概略構成が図示されている。尚、本実施例のインクジェット捺染装置1Dは、塗布部材5の構成のみが前記実施例1と相違しており、他の構成は前記実施例1と同様であるので、ここでは前記実施例1と同様の構成については説明を省略し、実施例1と相違する塗布部材5の構成を中心に説明する。
【0058】
即ち、本実施例では、実施例1で採用した塗布ローラー19と同様の塗布ローラー43が備えられており、該塗布ローラー43が前記被吐出領域Mを間にしてその近傍の上流側領域Lと下流側領域Nとの間で移動できるように構成されている。
また、前記塗布ローラー43は、一例として図示のようなラック・ピニオン機構等によって構成される移動機構45によって前記被吐出領域Mを挟んで上流側領域Lと下流側領域Nとの間を往復移動できるように構成されている。
【0059】
因みに、先に浸透液Sを塗布し、塗布後にインクCの印捺を実行する場合には、図10(A)に示すように、前記塗布ローラー43を上流側領域Lに移動させる。一方、先にインクCの印捺を実行し、印捺後に浸透液Sを塗布する場合には、図10(B)に示すように前記塗布ローラー43を下流側領域Nに移動させる。
【0060】
次に、図11に示すフローチャートに従って、実施例4に係るインクジェット捺染装置1Dの塗布部材5と捺染ヘッド3の動作開始の流れを説明する。
先ず、ステップS11で浸透液Sの塗布を先行させるか否かの判断が行われる。ステップS11で浸透液Sの塗布を先行させると判断された場合には、ステップS12に移行して塗布ローラー43を上流側領域Lに移動させる。
【0061】
続いて、ステップS13に移行し、当該塗布ローラー43を回転させ、更にステップS14に移行して、被捺染材Tを印捺開始位置に送って印捺を開始する。
尚、前記ステップS11、S12、S13、S14の流れに従う場合には、インクCの印捺の実行に先立って、塗布ローラー43によって浸透液Sの塗布が先行して実行されるようになる。
【0062】
また、前記ステップS11において、浸透液Sの塗布をインクCの吐出に先行させないと判断された場合には、ステップS15に移行してインクCの吐出を先行させるか否かの判断が行われる。
ステップS15でインクCの吐出を先行させると判断された場合には、ステップS16に移行し、前記塗布ローラー43を下流側領域Nに移動させる。
【0063】
以下、前記ステップS11からステップS12を経由した流れと同様、ステップS13に移行し、当該塗布ローラー43を回転させ、更にステップS14に移行して、被捺染材Tを印捺開始位置に送って印捺を開始する。
尚、前記ステップS11、S15、S16、S13、S14の流れに従う場合には、浸透液Sの塗布に先立って、インクCの印捺が先行して実行されるようになる。
【0064】
また、前記ステップS15において、インクCの吐出を先行させないと判断された場合には、ステップS17に移行し、塗布ローラー39を例えば被吐出領域Mに移動させる。
以下、前記ステップS11からステップS12を経由した流れと、前記ステップS11からステップS15、S16を経由した流れと同様、ステップS13に移行し、当該塗布ローラー43を回転させ、更にステップS14に移行して、被捺染材Tを印捺開始位置に送って印捺を開始する。
尚、前記ステップS11、S15、S17、S13、S14の流れに従う場合には、インクCの吐出と浸透液Sの塗布がほぼ同じタイミングで実行されるようになる。また、ノズル列6の下流側の約半分が浸透液Sの塗布が先行した上にインクCの印捺が後行して実行されるが、ノズル列6の上流側の半分は浸透液Sの塗布されていないところにインクCのみの印捺が実行される。従って、捺染物としてユニークな物を製造することができる面白さがあると言える。
【0065】
そして、このような構成のインクジェット捺染装置1Dを採用した場合にも、前記実施例1と同様の作用、効果が発揮され、更に本実施例にあっては、前記実施例3と同様、ユーザーの好みに合わせた趣の違う捺染物が製造できるようになる。
【0066】
また、本発明の捺染物の製造方法は、前述した実施例1から実施例4に示すようなインクジェット捺染装置1A〜1Dを使用して被捺染材Tの一方の面7に捺染を実行する場合に適用される捺染物の製造方法である。
そして、本発明の捺染物の製造方法によれば、被捺染材TにインクCを吐出して所望の印捺画像を形成する面(一方の面7になる)と被捺染材Tを支承しながら当該被捺染材Tに浸透液Sを塗布する面(他方の面9になる)とを異ならせてインクCと浸透液Sとが直接接触することによって生ずるインク滲みを抑制して、捺染物の表裏両面から視認できる鮮明な印捺画像が形成された捺染物を提供できるようになる。
【0067】
[他の実施例]
本発明に係るインクジェット捺染装置1及び捺染物の製造方法は、以上述べたような構成を有することを基本とするものであるが、本願発明の要旨を逸脱しない範囲内の部分的構成の変更や省略等を行うことも勿論可能である。
例えば、塗布部材5の塗布作用部11における移動の形態は、前記実施例1、3、4に示すようなローラー軸を中心とする回転や前記実施例2に示す無端帯状の塗布ベルト29のようなループ状の経路を移動する場合に限らず、被捺染材Tの搬送方向Aに沿う方向にスライドするような形態であっても構わない。
【0068】
また、塗布部材5の構成も前述した実施例1から実施例4に示す構成に限らず、種々の構成の塗布部材5が採用可能である。例えば、図12に示すインクジェット捺染装置1Eのように塗布ローラー47の外周部に弾性変形可能なフラップ部49を設け、塗布ローラー47の回転時にフラップ部49の弾性変形を利用して被捺染材Tの他方の面9のより広い範囲に浸透液Sを塗布するように構成することが可能である。
尚、図12において、フラップ部49は塗布ローラー47の外周部の全周に亘って設けられているが、図面の複雑化を避けるために図示は一部にのみ記載され、残りの図示は省略されている。
【0069】
また、塗布部材5の塗布作用部11の移動は、前記各実施例のように被捺染材Tの搬送と同時に行う場合に限られない。例えば、搬送方向Aの一定の範囲ずつの捺染を一度に行うバンドごとの捺染を行うインクジェット捺染装置1のような場合には、被捺染材Tが所定のバンド量移動した後に前記塗布部材5の塗布作用部11が移動して浸透液Sの塗布を実行し、その後に捺染ヘッド3からインクCを吐出して捺染を実行するようにすることも可能である。
【0070】
実施例3および実施例4においては、塗布部材5として塗布ローラー37、39、43を用いる構造を示したが、前記塗布ローラーに代えて実施例2の塗布ベルト29を備えるものを用いることも可能である。この場合、駆動プーリー31及び従動プーリー33を上下方向(真に鉛直方向だけでなく、多少傾いて上下させる場合も含む)に可動に構成することにより、駆動プーリー31側の塗布作用部だけをノズル上流側で接触させる、或いは従動プーリー33側の塗布作用部をノズル下流側で接触させることができる。
【符号の説明】
【0071】
1 インクジェット捺染装置、3 捺染ヘッド、5 塗布部材、6 ノズル列、
7 一方の面(表側の面、被捺染面)、9 他方の面(裏側の面、被塗布面)、
11 塗布作用部、13 搬送用ローラー、15 制御部、17 貯溜容器、
19 塗布ローラー、21 塗布調整ブレード、23 凹部、25 吸液層、
27 立毛部、29 塗布ベルト、31 駆動プーリー、33 従動プーリー、
35 テンションプーリー、37 塗布ローラー、39 塗布ローラー、
41 支承ローラー、43 塗布ローラー、45 移動機構、47 塗布ローラー、
49 フラップ部、T 被捺染材(布帛)、C インク、S 浸透液、
A 搬送方向、M 被吐出領域、L 上流側領域、N 下流側領域、D 戻し方向
【特許請求の範囲】
【請求項1】
被捺染材の一方の面にインクを吐出して印捺画像を形成する捺染ヘッドと、
前記被捺染材の他方の面に塗布作用部が接触して浸透液を塗布する塗布部材と、を備え、
前記塗布作用部は、前記捺染ヘッドのノズル列と対向する領域を含み前記ヘッドからインクが吐出される被吐出領域と、前記被吐出領域よりも前記被捺染材の搬送方向における上流側に位置する上流側領域と、前記被吐出領域よりも前記被捺染材の搬送方向における下流側に位置する下流側領域と、の少なくとも一以上の領域に設けられていることを特徴とするインクジェット捺染装置。
【請求項2】
請求項1に記載されたインクジェット捺染装置において、
前記塗布作用部は、前記被捺染材の搬送方向に沿う方向に移動可能に設けられており、
前記塗布作用部の移動速度を制御する制御部を備えていることを特徴とするインクジェット捺染装置。
【請求項3】
請求項2に記載されたインクジェット捺染装置において、
前記塗布部材は、前記被捺染材の搬送方向に沿う方向に回転する塗布ローラーを備え、
前記塗布ローラーの塗布作用部は、前記上流側領域に設けられていることを特徴とするインクジェット捺染装置。
【請求項4】
請求項2に記載されたインクジェット捺染装置において、
前記塗布部材は、前記捺染ヘッドのノズル列の全長を覆う長さの塗布作用部を有する無端帯状の塗布ベルトを備え、
前記塗布ベルトの塗布作用部は、前記被吐出領域に設けられていることを特徴とするインクジェット捺染装置。
【請求項5】
請求項2乃至4のいずれか1項に記載されたインクジェット捺染装置において、
前記塗布作用部は、前記被吐出領域と前記上流側領域と前記下流側領域とが作る領域において位置を異ならせて複数配置されており、
前記制御部によって先に印捺を実行し印捺後に浸透液を塗布する場合と、先に浸透液を塗布し塗布後に印捺を実行する場合とで使用する塗布部材を切り替えることを特徴とするインクジェット捺染装置。
【請求項6】
請求項2に記載されたインクジェット捺染装置において、
前記塗布部材の塗布作用部は、前記被吐出領域と前記上流側領域と前記下流側領域の各領域を移動可能に構成されており、
前記制御部によって先に印捺を実行し、印捺後に浸透液を塗布する場合と、先に浸透液を塗布し、塗布後に印捺を実行する場合とで前記塗布作用部の位置を切り替えることを特徴とするインクジェット捺染装置。
【請求項7】
請求項1から6のいずれか一項に記載されたインクジェット捺染装置を使用して被捺染材の一方の面に捺染を実行する捺染物の製造方法であって、
被捺染材にインクを吐出して印捺画像を形成する面と被捺染材を支持しながら当該被捺染材に浸透液を塗布する面とを異らせて捺染を実行して捺染物を製造することを特徴とする捺染物の製造方法。
【請求項1】
被捺染材の一方の面にインクを吐出して印捺画像を形成する捺染ヘッドと、
前記被捺染材の他方の面に塗布作用部が接触して浸透液を塗布する塗布部材と、を備え、
前記塗布作用部は、前記捺染ヘッドのノズル列と対向する領域を含み前記ヘッドからインクが吐出される被吐出領域と、前記被吐出領域よりも前記被捺染材の搬送方向における上流側に位置する上流側領域と、前記被吐出領域よりも前記被捺染材の搬送方向における下流側に位置する下流側領域と、の少なくとも一以上の領域に設けられていることを特徴とするインクジェット捺染装置。
【請求項2】
請求項1に記載されたインクジェット捺染装置において、
前記塗布作用部は、前記被捺染材の搬送方向に沿う方向に移動可能に設けられており、
前記塗布作用部の移動速度を制御する制御部を備えていることを特徴とするインクジェット捺染装置。
【請求項3】
請求項2に記載されたインクジェット捺染装置において、
前記塗布部材は、前記被捺染材の搬送方向に沿う方向に回転する塗布ローラーを備え、
前記塗布ローラーの塗布作用部は、前記上流側領域に設けられていることを特徴とするインクジェット捺染装置。
【請求項4】
請求項2に記載されたインクジェット捺染装置において、
前記塗布部材は、前記捺染ヘッドのノズル列の全長を覆う長さの塗布作用部を有する無端帯状の塗布ベルトを備え、
前記塗布ベルトの塗布作用部は、前記被吐出領域に設けられていることを特徴とするインクジェット捺染装置。
【請求項5】
請求項2乃至4のいずれか1項に記載されたインクジェット捺染装置において、
前記塗布作用部は、前記被吐出領域と前記上流側領域と前記下流側領域とが作る領域において位置を異ならせて複数配置されており、
前記制御部によって先に印捺を実行し印捺後に浸透液を塗布する場合と、先に浸透液を塗布し塗布後に印捺を実行する場合とで使用する塗布部材を切り替えることを特徴とするインクジェット捺染装置。
【請求項6】
請求項2に記載されたインクジェット捺染装置において、
前記塗布部材の塗布作用部は、前記被吐出領域と前記上流側領域と前記下流側領域の各領域を移動可能に構成されており、
前記制御部によって先に印捺を実行し、印捺後に浸透液を塗布する場合と、先に浸透液を塗布し、塗布後に印捺を実行する場合とで前記塗布作用部の位置を切り替えることを特徴とするインクジェット捺染装置。
【請求項7】
請求項1から6のいずれか一項に記載されたインクジェット捺染装置を使用して被捺染材の一方の面に捺染を実行する捺染物の製造方法であって、
被捺染材にインクを吐出して印捺画像を形成する面と被捺染材を支持しながら当該被捺染材に浸透液を塗布する面とを異らせて捺染を実行して捺染物を製造することを特徴とする捺染物の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−23771(P2013−23771A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−155999(P2011−155999)
【出願日】平成23年7月14日(2011.7.14)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月14日(2011.7.14)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
[ Back to top ]