
インクジェット法による染色の前処理装置
【課題】
ドクターローラの位置調整を左右片側ずつ調整すると無駄な布帛や前処理剤が必要となるため改善が望まれていた。糊付ローラとドクターローラの両ローラ間に保持した前処理剤を内側に引き込むような回転方向のために、異物を引き込むとローラを軸受けしたボス部が曲がったり、糊付量調整に歪みが生じて塗布量が不均一になるという課題を有していた。
【解決手段】
糊付ローラとドクターローラの間隔を調整して塗布量を調節するための手動式の調節装置と、上記手動式の調節装置に連結され、ドクターローラの両端部に設けられた軸受け部材を駆動源を用いて上記手動式の調節装置を移動させずに上記軸受け部材を所定距離だけ移動させることにより、布帛に塗布する塗布量の調節を行うことを特徴とし、糊付ローラとドクターローラ間に異物を引き込まない回転方向とした前処理装置の提供を行う。
ドクターローラの位置調整を左右片側ずつ調整すると無駄な布帛や前処理剤が必要となるため改善が望まれていた。糊付ローラとドクターローラの両ローラ間に保持した前処理剤を内側に引き込むような回転方向のために、異物を引き込むとローラを軸受けしたボス部が曲がったり、糊付量調整に歪みが生じて塗布量が不均一になるという課題を有していた。
【解決手段】
糊付ローラとドクターローラの間隔を調整して塗布量を調節するための手動式の調節装置と、上記手動式の調節装置に連結され、ドクターローラの両端部に設けられた軸受け部材を駆動源を用いて上記手動式の調節装置を移動させずに上記軸受け部材を所定距離だけ移動させることにより、布帛に塗布する塗布量の調節を行うことを特徴とし、糊付ローラとドクターローラ間に異物を引き込まない回転方向とした前処理装置の提供を行う。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、インクジェット法による染色に適した布帛を得るために、布帛に前処理を施す装置であって、布帛の原反を引き出して、布帛表面全体に均一な厚みで前処理剤を塗布する装置に関するものである。
【背景技術】
【0002】
従来のインクジェット法による染色の前処理装置は、原反から引き出した布帛に糊状の前処理剤を連続的に塗布する糊付機と、塗布された布地表面の糊状の前処理剤を均一にならすローラ加圧機と、塗布された布地の前処理剤を乾かして巻き取る乾燥機とを具備し、上記糊付機、上記ローラ加圧機および上記乾燥機を直線状に配列して連結して布地に前処理を施す動作を行わせ、上記糊付機は、横方向に配置されて対向する谷間に前処理剤を貯留する糊付ローラとドクターローラを備え、上記糊付ローラを布地に押し付けて塗布し、糊付ローラとドクターローラとの隙間を変化させて前処理剤の塗布量を調整することができ、布地の進行速度に対する糊付ローラの表面速度を変化させて前処理剤の塗布量を調整し、上記ローラ加圧機は、上下に配置された1対のゴム製の加圧ローラと、両ローラ間の加圧力を調整する手段を具備する装置が知られている。(特許文献1参照)
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−179802号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記従来の前処理装置においては、その前処理の処理速度は約0.8m/分程度であったために、ドクターローラの位置調整は、左右それぞれを片側ずつ調整することで対応していた。しかし、最近では、前処理の処理速度をアップさせたいという要望が出ており、片側ずつでなく、簡単な操作でドクターローラと糊付ローラの間隔を調整できるようにしたいとの要望で、左右のドクターローラの位置調整機構について改善が望まれている。
【0005】
その理由は、前処理剤の塗布の速度を10m/分程度と高速にして効率良く前処理を行いたいという要望から、前処理剤自体の粘性も低いものが使用されてもいる。前処理剤の粘性が低いために、糊付ローラとドクターローラを塗布する間隔に最初に調整しておくと、糊付ローラとドクターローラの間から下方へ前処理剤が落下することとなってしまい、布帛の塗布始め側に前処理剤が多く塗布された状態の部分ができ、印刷ムラの原因になり、また乾燥に手間がかかってしまうという問題となる。そのため、前処理剤の塗布を開始してから、実際の塗布厚になるように調整するというドクターローラの位置調整を行う手順とされている。
【0006】
そして、前処理装置の初期操作として、糊付ローラとドクタローラの間隔を0に近い状態として、糊付ローラとドクターローラの谷間に前処理剤を保持させ、その状態で両ローラを回転させて前処理剤を糊付ローラ全周に塗布し、そして両ローラを一端停止させて布帛を搬送経路に通して前処理を開始させるのであるが、速度が約0.8m/分程度であれば、片側つづ左右のドクターローラの位置調整機構を調整しても、約7秒程度でその間に搬送される布帛は9.3cmとわずかであるが、10m/分程度と高速であるために、片側づつ調整に7秒かかったとするとその間に左右の塗布厚が不均一となった状態で搬送される布帛は116cmとなり、この部分は使用できないために前処理剤と布帛の無駄が非常に出てしまうこととなっていた。また、搬送速度が高速である場合に布帛に対する塗布量が左右でばらつくと前処理剤が多く塗布される側が少ない側よりも搬送される量が多くなって搬送中に蛇行が発生したり、布帛にシワが発生してしまうこともあった。
【0007】
また、糊付ローラとドクターローラの回転方向は、図10に示すように糊付ローラとドクターローラ間に保持した前処理剤を内側に引き込むような回転方向としている。この回転方向のために、異物等を引き込み易く、糊付ローラとドクターローラ間に異物を引き込むとそれぞれのローラを押し広げる力がかかり、ローラを軸受けしたボス部(図示無し)が曲がってしまったり、糊付量調整に歪みが生じて前処理剤の塗布量が不均一になってしまうという課題を有していた。また、糊付ローラとドクターローラ間に保持した前処理剤を内側に引き込むような回転方向としていることで、糊付ローラとドクターローラの間隔で塗布量を調整した側においては、前処理剤を押し出すという方向となっており、糊付ローラとドクターローラが互いに離れる方向への回転となっているために、搬送速度が速くなるとローラの回転もそれに応じて速くするために前処理剤の表面張力に対して糊付ローラとドクターローラが塗布面側の前処理剤を引っ張るという状況となって、糊付ローラの塗布面において、前処理剤が凹凸した状態となってしまっていた。そしてその凹凸をなくすために、前処理剤を多めに塗布して、塗布後に加圧ローラで塗布を均一にするという構成としてもいた。そのために加圧ローラ工程においては、均一に均し、余剰の前処理剤が加圧ローラ入口付近に溜まり、必要以上の前処理剤を使用することともなっていた。
【0008】
また、前処理剤を塗布した後工程においては、上下に配置された1対のゴム製の加圧ローラで前処理剤を塗布した布帛に対して、加圧力を調整した状態で加圧ローラにより加圧して、布帛の表面に生じた縞状の凹凸を消していたが、糊付機とローラ加圧機はそれぞれ単独での使用が可能となっているために、前処理の処理速度を上昇させるとそれぞれの動作速度の調整が難しく、また、処理速度を速くしたということで、布帛にかかる搬送のテンションが増加し、その結果として布帛の伸びが発生するのであるが、その伸びが全体的に均一にならずに、生地の織り加減による伸びのバラツキが発生し、搬送中に布帛にシワが発生したり蛇行したりするという課題も有していた。
【課題を解決するための手段】
【0009】
上記の課題を解決するために本発明の請求項1は、原反から引き出した布帛に糊状の前処理剤を連続的に塗布する前処理装置であって、糊付ローラとドクターローラの間隔を調整して塗布量を調節するための手動式の調節装置と、上記手動式の調節装置に連結され、ドクターローラの両端部に設けられた軸受け部材を駆動源を用いて上記手動式の調節装置を移動させずに上記軸受け部材を所定距離だけ移動させることにより、布帛に塗布する塗布量の調節を行うことを特徴とする。
【0010】
また、請求項2は、前処理剤を塗布する布帛は、糊付ローラの下方を搬送経路として搬送され、糊付ローラは布帛に前処理剤を転写塗布する位置において、布帛の搬送方向に一致する方向へ回転し、ドクターローラも糊付ローラと同方向に回転していることを特徴とする。
【0011】
また、請求項3は、糊付ローラとドクターローラとで形成される谷間に前処理剤を保持し、ドクターローラにはドクターブレードユニットを昇降自在に設けて上記谷間に保持された前処理剤がドクターローラの回転方向へ溢れないようにしたことを特徴とする。
【0012】
また、請求項4は、糊付ローラによって前処理剤が塗布された布帛は、搬送の進行方向側へ搬送され、上下に配置された上部送り出しローラに前処理剤の塗布されていない側の面が巻き付けられ、次に下部送り出しローラに前処理剤の塗布された側の面が巻き付けられた状態で搬送しながら、前処理剤を均一な塗布状態に均すことを特徴とする。
【発明の効果】
【0013】
本発明により、手動式の調節装置で所望の塗布量に微調整を行いながら、駆動源を用いてドクターローラを所定距離分だけ移動させることができるために、片側づつの調整をしなくても前処理の実施ができるようになる。無駄な布帛や前処理剤を発生させることなく前処理の実施について効率アップが可能となるのである。
【0014】
また、本発明によって、ローラの回転方向を糊付ローラは布帛に前処理剤を転写塗布する位置において、布帛の搬送方向に一致する方向へ回転し、ドクターローラも糊付ローラと同方向に回転させるようにしているために、糊付ローラとドクターローラ間に異物を引き込むということがなく、機械を損傷することを防止できる。そして、また、ドクターブレードユニットを設けて前処理剤がドクターローラの回転方向へ溢れない構成ともしており、安定した前処理が可能となるのである。
【0015】
また、糊付ローラによって前処理剤が塗布された布帛は、搬送の進行方向側へ搬送され、上下に配置された上部送り出しローラに前処理剤の塗布されていない側の面が巻き付けられ、次に下部送り出しローラに前処理剤の塗布された側の面が巻き付けられた状態で搬送されるので、布帛の搬送速度を速くしても布帛に塗布した前処理剤がムラにならずに安定した塗布が行える装置の提供が可能となる。
【図面の簡単な説明】
【0016】
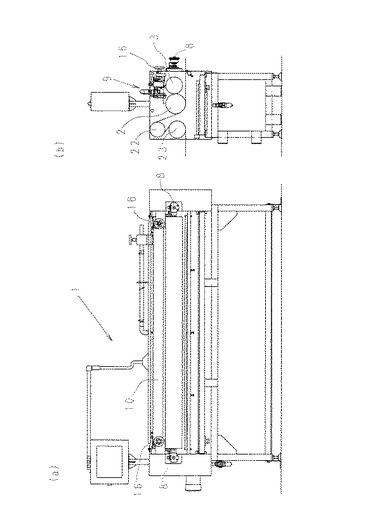
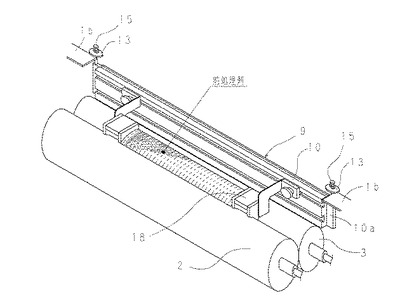
【図1】本発明のインクジェット法による染色の前処理装置の全体図である。(a)は布帛導入側から見た正面図で、(b)は(a)の左側面図でローラ構成を図示している。
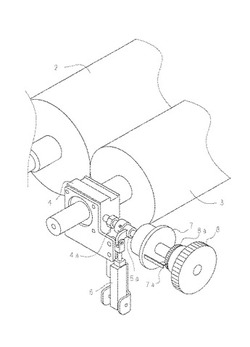
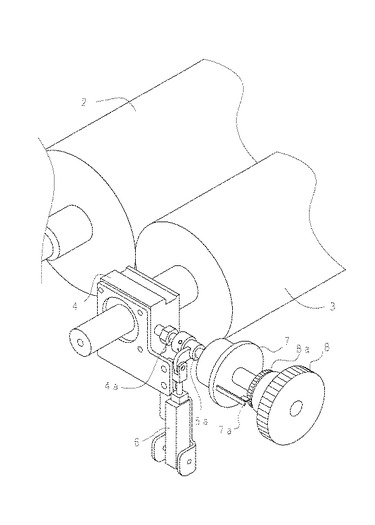
【図2】布帛に対して前処理剤の塗布量を調整するための機構を説明する図である。
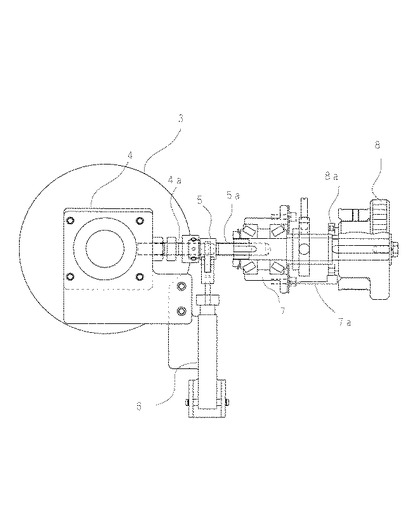
【図3】前処理剤の塗布量を調整するための機構の側面視の説明図である。
【図4】前処理剤を塗布する機構を説明する図である。
【図5】ドクターブレードユニットを昇降させる機構を説明する図である。
【図6】ドクターブレードユニットを昇降させる機構を説明する図である。
【図7】回転プレートの動作について説明する図である。
【図8】糊付ローラ2とドクターローラ3に保持した前処理剤の側方の堰部材を説明する図である。
【図9】本発明の前処理装置の布帛の搬送経路を説明する図である。
【図10】従来の前処理装置の糊付ローラとドクターローラの回転方向を説明する図である。
【発明を実施するための最良の形態】
【0017】
本発明の実施形態について図を用いながら説明する。図1は、本発明のインクジェット法による染色の前処理装置の全体図であり、図1(a)は布帛導入側から見た正面図で、図1(b)は図1(a)の左側面図でローラ構成等を図示している。そして図2は、布帛に対して前処理剤の塗布量を調整するための機構を説明する図であり、図3は、前処理剤の塗布量を調整するための機構の側面視の説明図である。
【0018】
糊付ローラ2は前処理装置1に対して回転自在に軸支されており、ドクターローラ3は糊付ローラ2に対して前後移動が可能な軸受け部材4に軸支されている。(図2参照)そして軸受け部材4には左ネジのネジ部4aが固定され、そのネジ部4aには旋回ナット5の雌ネジ部が螺合している。そして旋回ナット5には右ネジのネジ部5aが設けられ、このネジ部5aに調整用のハンドル8の雌ネジ部が螺合している。そしてまた、旋回ナット5を旋回させる旋回シリンダ6が設けられ、旋回シリンダ6は軸受け部材4に取り付けた金具によって下端を固定されている。
【0019】
ハンドル8はフレーム(図示無し)に固定されている固定ナット7に図3図示の左右方向(ドクターローラ3の進退方向)には移動できない状態で回転自在に軸支されており、ハンドル8を回転させることで、軸受け部材4を図3の左右方向へ旋回用ナット5と共に移動させるため、ドクターローラ3が糊付ローラ2に対して進退できる構成となっている。そして、固定ナット7に取り付けているラッチ爪片7aがハンドル8のラッチギア8aに嵌り込むことにより、ハンドル8の回転が一定角毎に係止される状態となっており、ラッチ爪片7aが弾性変形する力でハンドル8を回転させればハンドル8は回転するが、停止させておくと、ラッチ爪片7aによって回転はせずに固定されるようになっている。
【0020】
上記の構成を有した軸受け部材4は、ドクターローラ3の幅方向の左右端にそれぞれ設けており、レール等(図示無し)に嵌合して進退ができる構成とすればよい。
【0021】
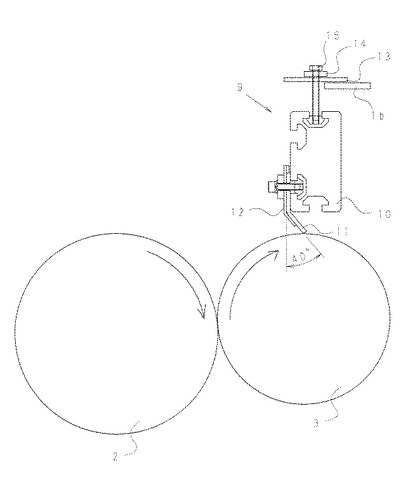
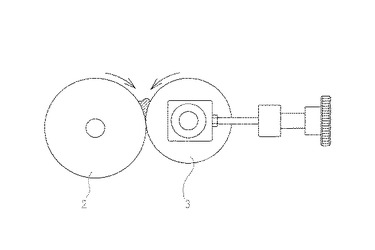
図4は、前処理剤を塗布する機構を説明する図で、糊付ローラ2とドクターローラ3の回転方向を示した図であり、糊付ローラ2とドクターローラ3は図4において時計回りの方向に回転させている。そしてドクターローラ3の周速を糊付ローラ2の周速よりも速くすることで、糊付ローラ2とドクターローラ3の間に異物を引き込まないようにしている。
【0022】
また、ドクターローラ3の回転方向を図4において時計回りの方向とし、前処理の処理速度を約10m/分程度と速くしているために、ドクターローラ3の右方向へ前処理剤を溢れさせてしまうことがある。その防止のために、ドクターローラ3の上部頂上付近に当接するドクターブレードユニット9を設けている。
【0023】
ドクターブレードユニット9は、ドクターローラ3の幅方向全幅にわたって設けられるブレードフレーム10に、同様にドクターローラ3の幅方向全幅にわたる耐摩耗性のゴム製のブレード11を取付板12で図4に示すように角度40度にブレード11が曲がった状態となるようにブレードフレーム10に複数のネジで取り付けている。
【0024】
ブレードフレーム10の上部には荷重調整板13を設け、ネジ15と螺合し、荷重調整板13の上下方向の位置を調整できるようにした状態でナット14によって位置を固定(ダブルナット)する。
【0025】
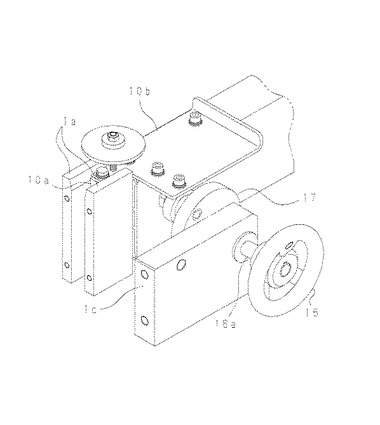
ブレードフレーム10の端部は図5に示すように、前処理装置フレーム(図示無し)に取り付けたガイド1a,1a間に上下ガイド10aを嵌挿し、ブレードフレーム10が上下動可能になるように設置している。設置するとドクターブレードユニット9全体の自重でブレード11が図4のように曲がった状態となり、荷重調整板13が前処理装置フレーム(図示無し)の調整板1bに載置された状態ともなり、荷重調整板13の位置を上下に調整することによりブレード11のドクターローラ3への押圧力を調整できる構成となっている。
【0026】
そしてまた、ブレードフレーム10には上昇ガイド10bが左右端部付近にそれぞれ設けられており、前処理装置フレーム(図示無し)に取り付けられたガイドフレーム1cに回転自在に取り付けられた昇降ハンドル16を回転させることにより、ブレード11がドクターローラ3に当接した状態と、上昇してドクターローラ3から離れた状態とに容易にセット位置の切替ができるようになっている。
【0027】
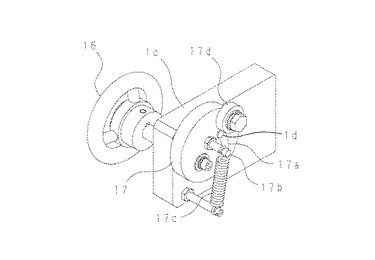
昇降ハンドル16は回転軸16aが設けられ、ガイドフレーム1cに回転自在に軸支されており、回転軸16aの先端には昇降の回転プレート17が取り付けられている。
【0028】
回転プレート17は図6に示すように、回転プレート17の回転中心を中心とする円弧状の長穴17aとピン17bと上昇ガイド10bを持ち上げる昇降用ローラ17dを有し、この長穴17aに対してガイドフレーム1cに設けられているストッパーピン1d(図6及び図7参照)が嵌合し、ピン17bにはバネ17cが取り付けられ、バネ17cのもう一端はガイドフレーム1cに設けられたピンに取り付けられている。
【0029】
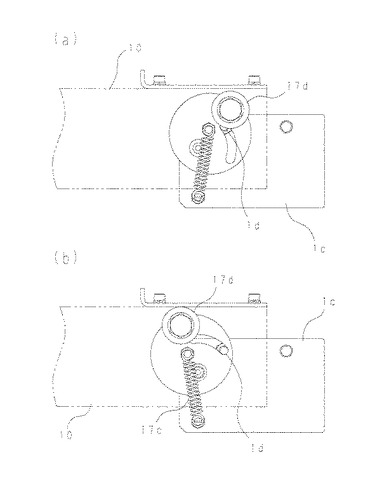
図7は、回転プレート17をブレードフレーム10側から見た状態の図で、図7(a)はドクターブレードユニット9がドクターローラ3に当接した状態の時を示し、図7(b)はドクターブレードユニット9がドクターローラ3から離れた状態の時を示している。
【0030】
図7(a)の状態から、昇降ハンドル16を回転させると、バネ17cが伸びながら図7で反時計回りの方向に回転プレート17が回転し、昇降ローラ17dの位置が移動しながら上昇する。図7(b)の状態まで昇降ハンドル16が回転すると昇降ローラ17dが上昇ガイド10bを持ち上げるので、ドクターブレードユニット9全体が上昇することとなり、その結果ブレード11がドクターローラ3から離れた状態となるのである。図7(a)又は図7(b)に開示しているように、バネ17cの引張力によって、長穴17aのそれぞれの端部にストッパーピン1dが当接して回転プレート17が固定された状態となるのである。
【0031】
図8は、糊付ローラ2とドクターローラ3に保持した前処理剤が側方向にこぼれないようにするための堰部材18をブレードフレーム10にスライド可能に設けた状態を開示している。処理する布帛の幅に応じて堰部材18を左右それぞれ位置調整するものである。
【0032】
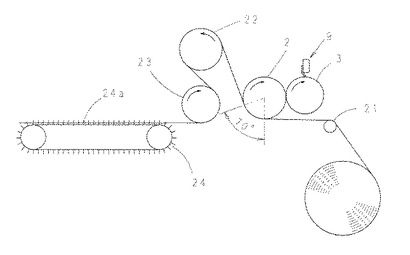
図9は、本発明の前処理装置1の布帛の搬送経路を示した図である。前処理する布帛は図9の右下に位置する原反保持部において保持され、入口ステー21で搬送方向を変えて糊付ローラ2とドクターローラ3の下方に搬送され、糊付ローラ3の下部に図示したように巻き付けられて、前処理剤が転写塗布される。
【0033】
特許文献1に示した装置においては、加圧ローラで布帛を挟むため、布帛の搬送方向は、糊付ローラによる前処理剤の塗布後は水平方向への搬送としていたため、布帛を糊付ローラに対して巻き付ける角度は約23度程度と少なかった。
【0034】
そのため、本発明においては、糊付ローラ2への布帛の巻き付け角度を約70度程度とし、前処理剤の塗布後は、上方へ搬送するような経路として、上部送り出しローラ22、下部送り出しローラ23にそれぞれ布帛が巻き付けられて、テンションをかけながら、塗布した前処理剤を上部送り出しローラ22と下部送り出しローラ23で均すようにしている。
【0035】
例えば、のぼり旗のように布帛の縫目が大きく厚みの薄い生地では、片側に糊付ローラ2で塗布すると、塗布していない側の布帛面に前処理剤が染み出すため、上記のように約70度程度糊付ローラ2に巻き付けて確実に布帛に対して必要量の前処理剤を転写塗布して上部送り出しローラ22で前処理剤を塗布していない側の面を均し、下部送り出しローラ23で前処理剤を塗布していない側の面を均すと両面とも均一な前処理剤の塗布した状態とできるのである。
【0036】
また、水着に使用するような厚みの厚い縫目の細かい布帛であれば、表側(前処理剤を塗布する面の側)だけに糊付ローラ2によって前処理剤を塗布して、上部送り出しローラ22、下部送り出しローラ23を通すと、表側に塗布された前処理剤が均一に均された状態となる。加圧ローラで挟む方式は搬送速度が遅い場合には有効であるが、搬送速度が速くなると、加圧してローラに触れている部分の表面張力によって返って塗布面がまだらになってしまったりすることがあるため、加圧せずに上部送り出しローラ22と下部送り出しローラ23に巻き付けて搬送して均す構成としているのである。
【0037】
上部送り出しローラ22と下部送り出しローラ23に巻き付けて搬送して均すことを確実にするために、上部送り出しローラ22と下部送り出しローラ23の搬送下流側において、無限軌道のベルトに所定間隔で複数の針24aを植設し、その針を布帛の両端部付近に突き通して搬送するテンター装置24を設けてもいる。
【0038】
針24aで布帛を幅方向にたるまない状態で、左右それぞれを搬送するために、布帛の縫製ムラによる生地の伸び縮みが異なる部分があっても、両端はそれぞれ確実に搬送されるため、中央付近でそのような伸び縮みが異なる部分があっても特に前処理剤がムラになることが無い状態で上部送り出しローラ22と下部送り出しローラ23に巻き付けられながら搬送される状態となり、布帛の種類や粘性の異なる前処理剤を使用して前処理しても安定した塗布及び搬送ができる構成となっているのである。
【0039】
本発明の前処理装置は、図9に示したテンター装置24の布帛搬送方向下流側に乾燥装置(図示せず)を配置して、前処理剤を塗布した布帛の乾燥と巻き取りを行うようにすると良い。また、布帛が綿素材で厚みの厚い布帛に粘性の高い前処理剤を塗布するような場合には、テンター装置の下流側に特許文献1に記載されている加圧ローラ部を配置し、加圧ローラ部の下流に乾燥装置を配置するという構成としてもよいのである。
【0040】
また、上記においては、図2で旋回用シリンダ6を用いた構成で説明を示したが、旋回ナット5をギアに変更し、サーボモータの軸に取り付けたギアと噛合させたり、両ギアにベルトを設置した構成として旋回量を調整可能とすることも可能である。また、旋回ナット5をギアに変更した場合には、ラックを用いて、シリンダやシリンダ以外の直動可能な駆動源(例えば直動サーボシステムなど)にて旋回量を制御するようにしてもよい。さらには、上記したナットやギアという回転(旋回)による動きでなく、直動する部材を設置して軸受け部材4を直接的に直動位置決めするようにしてもよいのである。
【符号の説明】
【0041】
1 前処理装置
1a ガイド
1b 調整板
1c ガイドフレーム
1d ストッパーピン
2 糊付ローラ
3 ドクターローラ
4 軸受け部材
4a ネジ部
5 旋回ナット
5a ネジ部
6 旋回用シリンダ
7 固定ナット
7a ラッチ爪片
8 ハンドル
8a ラッチギア
9 ドクターブレードユニット
10 ブレードフレーム
10a 上下ガイド
10b 上昇ガイド
11 ブレード
12 取付板
13 荷重調整板
14 ナット
15 ネジ
16 昇降ハンドル
16a 回転軸
17 回転プレート
17a 長穴
17b ピン
17c バネ
17d 昇降用ローラ
18 堰部材
21 入口ステー
22 上部送り出しローラ
23 下部送り出しローラ
24 テンター装置
24a 針
【技術分野】
【0001】
この発明は、インクジェット法による染色に適した布帛を得るために、布帛に前処理を施す装置であって、布帛の原反を引き出して、布帛表面全体に均一な厚みで前処理剤を塗布する装置に関するものである。
【背景技術】
【0002】
従来のインクジェット法による染色の前処理装置は、原反から引き出した布帛に糊状の前処理剤を連続的に塗布する糊付機と、塗布された布地表面の糊状の前処理剤を均一にならすローラ加圧機と、塗布された布地の前処理剤を乾かして巻き取る乾燥機とを具備し、上記糊付機、上記ローラ加圧機および上記乾燥機を直線状に配列して連結して布地に前処理を施す動作を行わせ、上記糊付機は、横方向に配置されて対向する谷間に前処理剤を貯留する糊付ローラとドクターローラを備え、上記糊付ローラを布地に押し付けて塗布し、糊付ローラとドクターローラとの隙間を変化させて前処理剤の塗布量を調整することができ、布地の進行速度に対する糊付ローラの表面速度を変化させて前処理剤の塗布量を調整し、上記ローラ加圧機は、上下に配置された1対のゴム製の加圧ローラと、両ローラ間の加圧力を調整する手段を具備する装置が知られている。(特許文献1参照)
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−179802号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記従来の前処理装置においては、その前処理の処理速度は約0.8m/分程度であったために、ドクターローラの位置調整は、左右それぞれを片側ずつ調整することで対応していた。しかし、最近では、前処理の処理速度をアップさせたいという要望が出ており、片側ずつでなく、簡単な操作でドクターローラと糊付ローラの間隔を調整できるようにしたいとの要望で、左右のドクターローラの位置調整機構について改善が望まれている。
【0005】
その理由は、前処理剤の塗布の速度を10m/分程度と高速にして効率良く前処理を行いたいという要望から、前処理剤自体の粘性も低いものが使用されてもいる。前処理剤の粘性が低いために、糊付ローラとドクターローラを塗布する間隔に最初に調整しておくと、糊付ローラとドクターローラの間から下方へ前処理剤が落下することとなってしまい、布帛の塗布始め側に前処理剤が多く塗布された状態の部分ができ、印刷ムラの原因になり、また乾燥に手間がかかってしまうという問題となる。そのため、前処理剤の塗布を開始してから、実際の塗布厚になるように調整するというドクターローラの位置調整を行う手順とされている。
【0006】
そして、前処理装置の初期操作として、糊付ローラとドクタローラの間隔を0に近い状態として、糊付ローラとドクターローラの谷間に前処理剤を保持させ、その状態で両ローラを回転させて前処理剤を糊付ローラ全周に塗布し、そして両ローラを一端停止させて布帛を搬送経路に通して前処理を開始させるのであるが、速度が約0.8m/分程度であれば、片側つづ左右のドクターローラの位置調整機構を調整しても、約7秒程度でその間に搬送される布帛は9.3cmとわずかであるが、10m/分程度と高速であるために、片側づつ調整に7秒かかったとするとその間に左右の塗布厚が不均一となった状態で搬送される布帛は116cmとなり、この部分は使用できないために前処理剤と布帛の無駄が非常に出てしまうこととなっていた。また、搬送速度が高速である場合に布帛に対する塗布量が左右でばらつくと前処理剤が多く塗布される側が少ない側よりも搬送される量が多くなって搬送中に蛇行が発生したり、布帛にシワが発生してしまうこともあった。
【0007】
また、糊付ローラとドクターローラの回転方向は、図10に示すように糊付ローラとドクターローラ間に保持した前処理剤を内側に引き込むような回転方向としている。この回転方向のために、異物等を引き込み易く、糊付ローラとドクターローラ間に異物を引き込むとそれぞれのローラを押し広げる力がかかり、ローラを軸受けしたボス部(図示無し)が曲がってしまったり、糊付量調整に歪みが生じて前処理剤の塗布量が不均一になってしまうという課題を有していた。また、糊付ローラとドクターローラ間に保持した前処理剤を内側に引き込むような回転方向としていることで、糊付ローラとドクターローラの間隔で塗布量を調整した側においては、前処理剤を押し出すという方向となっており、糊付ローラとドクターローラが互いに離れる方向への回転となっているために、搬送速度が速くなるとローラの回転もそれに応じて速くするために前処理剤の表面張力に対して糊付ローラとドクターローラが塗布面側の前処理剤を引っ張るという状況となって、糊付ローラの塗布面において、前処理剤が凹凸した状態となってしまっていた。そしてその凹凸をなくすために、前処理剤を多めに塗布して、塗布後に加圧ローラで塗布を均一にするという構成としてもいた。そのために加圧ローラ工程においては、均一に均し、余剰の前処理剤が加圧ローラ入口付近に溜まり、必要以上の前処理剤を使用することともなっていた。
【0008】
また、前処理剤を塗布した後工程においては、上下に配置された1対のゴム製の加圧ローラで前処理剤を塗布した布帛に対して、加圧力を調整した状態で加圧ローラにより加圧して、布帛の表面に生じた縞状の凹凸を消していたが、糊付機とローラ加圧機はそれぞれ単独での使用が可能となっているために、前処理の処理速度を上昇させるとそれぞれの動作速度の調整が難しく、また、処理速度を速くしたということで、布帛にかかる搬送のテンションが増加し、その結果として布帛の伸びが発生するのであるが、その伸びが全体的に均一にならずに、生地の織り加減による伸びのバラツキが発生し、搬送中に布帛にシワが発生したり蛇行したりするという課題も有していた。
【課題を解決するための手段】
【0009】
上記の課題を解決するために本発明の請求項1は、原反から引き出した布帛に糊状の前処理剤を連続的に塗布する前処理装置であって、糊付ローラとドクターローラの間隔を調整して塗布量を調節するための手動式の調節装置と、上記手動式の調節装置に連結され、ドクターローラの両端部に設けられた軸受け部材を駆動源を用いて上記手動式の調節装置を移動させずに上記軸受け部材を所定距離だけ移動させることにより、布帛に塗布する塗布量の調節を行うことを特徴とする。
【0010】
また、請求項2は、前処理剤を塗布する布帛は、糊付ローラの下方を搬送経路として搬送され、糊付ローラは布帛に前処理剤を転写塗布する位置において、布帛の搬送方向に一致する方向へ回転し、ドクターローラも糊付ローラと同方向に回転していることを特徴とする。
【0011】
また、請求項3は、糊付ローラとドクターローラとで形成される谷間に前処理剤を保持し、ドクターローラにはドクターブレードユニットを昇降自在に設けて上記谷間に保持された前処理剤がドクターローラの回転方向へ溢れないようにしたことを特徴とする。
【0012】
また、請求項4は、糊付ローラによって前処理剤が塗布された布帛は、搬送の進行方向側へ搬送され、上下に配置された上部送り出しローラに前処理剤の塗布されていない側の面が巻き付けられ、次に下部送り出しローラに前処理剤の塗布された側の面が巻き付けられた状態で搬送しながら、前処理剤を均一な塗布状態に均すことを特徴とする。
【発明の効果】
【0013】
本発明により、手動式の調節装置で所望の塗布量に微調整を行いながら、駆動源を用いてドクターローラを所定距離分だけ移動させることができるために、片側づつの調整をしなくても前処理の実施ができるようになる。無駄な布帛や前処理剤を発生させることなく前処理の実施について効率アップが可能となるのである。
【0014】
また、本発明によって、ローラの回転方向を糊付ローラは布帛に前処理剤を転写塗布する位置において、布帛の搬送方向に一致する方向へ回転し、ドクターローラも糊付ローラと同方向に回転させるようにしているために、糊付ローラとドクターローラ間に異物を引き込むということがなく、機械を損傷することを防止できる。そして、また、ドクターブレードユニットを設けて前処理剤がドクターローラの回転方向へ溢れない構成ともしており、安定した前処理が可能となるのである。
【0015】
また、糊付ローラによって前処理剤が塗布された布帛は、搬送の進行方向側へ搬送され、上下に配置された上部送り出しローラに前処理剤の塗布されていない側の面が巻き付けられ、次に下部送り出しローラに前処理剤の塗布された側の面が巻き付けられた状態で搬送されるので、布帛の搬送速度を速くしても布帛に塗布した前処理剤がムラにならずに安定した塗布が行える装置の提供が可能となる。
【図面の簡単な説明】
【0016】
【図1】本発明のインクジェット法による染色の前処理装置の全体図である。(a)は布帛導入側から見た正面図で、(b)は(a)の左側面図でローラ構成を図示している。
【図2】布帛に対して前処理剤の塗布量を調整するための機構を説明する図である。
【図3】前処理剤の塗布量を調整するための機構の側面視の説明図である。
【図4】前処理剤を塗布する機構を説明する図である。
【図5】ドクターブレードユニットを昇降させる機構を説明する図である。
【図6】ドクターブレードユニットを昇降させる機構を説明する図である。
【図7】回転プレートの動作について説明する図である。
【図8】糊付ローラ2とドクターローラ3に保持した前処理剤の側方の堰部材を説明する図である。
【図9】本発明の前処理装置の布帛の搬送経路を説明する図である。
【図10】従来の前処理装置の糊付ローラとドクターローラの回転方向を説明する図である。
【発明を実施するための最良の形態】
【0017】
本発明の実施形態について図を用いながら説明する。図1は、本発明のインクジェット法による染色の前処理装置の全体図であり、図1(a)は布帛導入側から見た正面図で、図1(b)は図1(a)の左側面図でローラ構成等を図示している。そして図2は、布帛に対して前処理剤の塗布量を調整するための機構を説明する図であり、図3は、前処理剤の塗布量を調整するための機構の側面視の説明図である。
【0018】
糊付ローラ2は前処理装置1に対して回転自在に軸支されており、ドクターローラ3は糊付ローラ2に対して前後移動が可能な軸受け部材4に軸支されている。(図2参照)そして軸受け部材4には左ネジのネジ部4aが固定され、そのネジ部4aには旋回ナット5の雌ネジ部が螺合している。そして旋回ナット5には右ネジのネジ部5aが設けられ、このネジ部5aに調整用のハンドル8の雌ネジ部が螺合している。そしてまた、旋回ナット5を旋回させる旋回シリンダ6が設けられ、旋回シリンダ6は軸受け部材4に取り付けた金具によって下端を固定されている。
【0019】
ハンドル8はフレーム(図示無し)に固定されている固定ナット7に図3図示の左右方向(ドクターローラ3の進退方向)には移動できない状態で回転自在に軸支されており、ハンドル8を回転させることで、軸受け部材4を図3の左右方向へ旋回用ナット5と共に移動させるため、ドクターローラ3が糊付ローラ2に対して進退できる構成となっている。そして、固定ナット7に取り付けているラッチ爪片7aがハンドル8のラッチギア8aに嵌り込むことにより、ハンドル8の回転が一定角毎に係止される状態となっており、ラッチ爪片7aが弾性変形する力でハンドル8を回転させればハンドル8は回転するが、停止させておくと、ラッチ爪片7aによって回転はせずに固定されるようになっている。
【0020】
上記の構成を有した軸受け部材4は、ドクターローラ3の幅方向の左右端にそれぞれ設けており、レール等(図示無し)に嵌合して進退ができる構成とすればよい。
【0021】
図4は、前処理剤を塗布する機構を説明する図で、糊付ローラ2とドクターローラ3の回転方向を示した図であり、糊付ローラ2とドクターローラ3は図4において時計回りの方向に回転させている。そしてドクターローラ3の周速を糊付ローラ2の周速よりも速くすることで、糊付ローラ2とドクターローラ3の間に異物を引き込まないようにしている。
【0022】
また、ドクターローラ3の回転方向を図4において時計回りの方向とし、前処理の処理速度を約10m/分程度と速くしているために、ドクターローラ3の右方向へ前処理剤を溢れさせてしまうことがある。その防止のために、ドクターローラ3の上部頂上付近に当接するドクターブレードユニット9を設けている。
【0023】
ドクターブレードユニット9は、ドクターローラ3の幅方向全幅にわたって設けられるブレードフレーム10に、同様にドクターローラ3の幅方向全幅にわたる耐摩耗性のゴム製のブレード11を取付板12で図4に示すように角度40度にブレード11が曲がった状態となるようにブレードフレーム10に複数のネジで取り付けている。
【0024】
ブレードフレーム10の上部には荷重調整板13を設け、ネジ15と螺合し、荷重調整板13の上下方向の位置を調整できるようにした状態でナット14によって位置を固定(ダブルナット)する。
【0025】
ブレードフレーム10の端部は図5に示すように、前処理装置フレーム(図示無し)に取り付けたガイド1a,1a間に上下ガイド10aを嵌挿し、ブレードフレーム10が上下動可能になるように設置している。設置するとドクターブレードユニット9全体の自重でブレード11が図4のように曲がった状態となり、荷重調整板13が前処理装置フレーム(図示無し)の調整板1bに載置された状態ともなり、荷重調整板13の位置を上下に調整することによりブレード11のドクターローラ3への押圧力を調整できる構成となっている。
【0026】
そしてまた、ブレードフレーム10には上昇ガイド10bが左右端部付近にそれぞれ設けられており、前処理装置フレーム(図示無し)に取り付けられたガイドフレーム1cに回転自在に取り付けられた昇降ハンドル16を回転させることにより、ブレード11がドクターローラ3に当接した状態と、上昇してドクターローラ3から離れた状態とに容易にセット位置の切替ができるようになっている。
【0027】
昇降ハンドル16は回転軸16aが設けられ、ガイドフレーム1cに回転自在に軸支されており、回転軸16aの先端には昇降の回転プレート17が取り付けられている。
【0028】
回転プレート17は図6に示すように、回転プレート17の回転中心を中心とする円弧状の長穴17aとピン17bと上昇ガイド10bを持ち上げる昇降用ローラ17dを有し、この長穴17aに対してガイドフレーム1cに設けられているストッパーピン1d(図6及び図7参照)が嵌合し、ピン17bにはバネ17cが取り付けられ、バネ17cのもう一端はガイドフレーム1cに設けられたピンに取り付けられている。
【0029】
図7は、回転プレート17をブレードフレーム10側から見た状態の図で、図7(a)はドクターブレードユニット9がドクターローラ3に当接した状態の時を示し、図7(b)はドクターブレードユニット9がドクターローラ3から離れた状態の時を示している。
【0030】
図7(a)の状態から、昇降ハンドル16を回転させると、バネ17cが伸びながら図7で反時計回りの方向に回転プレート17が回転し、昇降ローラ17dの位置が移動しながら上昇する。図7(b)の状態まで昇降ハンドル16が回転すると昇降ローラ17dが上昇ガイド10bを持ち上げるので、ドクターブレードユニット9全体が上昇することとなり、その結果ブレード11がドクターローラ3から離れた状態となるのである。図7(a)又は図7(b)に開示しているように、バネ17cの引張力によって、長穴17aのそれぞれの端部にストッパーピン1dが当接して回転プレート17が固定された状態となるのである。
【0031】
図8は、糊付ローラ2とドクターローラ3に保持した前処理剤が側方向にこぼれないようにするための堰部材18をブレードフレーム10にスライド可能に設けた状態を開示している。処理する布帛の幅に応じて堰部材18を左右それぞれ位置調整するものである。
【0032】
図9は、本発明の前処理装置1の布帛の搬送経路を示した図である。前処理する布帛は図9の右下に位置する原反保持部において保持され、入口ステー21で搬送方向を変えて糊付ローラ2とドクターローラ3の下方に搬送され、糊付ローラ3の下部に図示したように巻き付けられて、前処理剤が転写塗布される。
【0033】
特許文献1に示した装置においては、加圧ローラで布帛を挟むため、布帛の搬送方向は、糊付ローラによる前処理剤の塗布後は水平方向への搬送としていたため、布帛を糊付ローラに対して巻き付ける角度は約23度程度と少なかった。
【0034】
そのため、本発明においては、糊付ローラ2への布帛の巻き付け角度を約70度程度とし、前処理剤の塗布後は、上方へ搬送するような経路として、上部送り出しローラ22、下部送り出しローラ23にそれぞれ布帛が巻き付けられて、テンションをかけながら、塗布した前処理剤を上部送り出しローラ22と下部送り出しローラ23で均すようにしている。
【0035】
例えば、のぼり旗のように布帛の縫目が大きく厚みの薄い生地では、片側に糊付ローラ2で塗布すると、塗布していない側の布帛面に前処理剤が染み出すため、上記のように約70度程度糊付ローラ2に巻き付けて確実に布帛に対して必要量の前処理剤を転写塗布して上部送り出しローラ22で前処理剤を塗布していない側の面を均し、下部送り出しローラ23で前処理剤を塗布していない側の面を均すと両面とも均一な前処理剤の塗布した状態とできるのである。
【0036】
また、水着に使用するような厚みの厚い縫目の細かい布帛であれば、表側(前処理剤を塗布する面の側)だけに糊付ローラ2によって前処理剤を塗布して、上部送り出しローラ22、下部送り出しローラ23を通すと、表側に塗布された前処理剤が均一に均された状態となる。加圧ローラで挟む方式は搬送速度が遅い場合には有効であるが、搬送速度が速くなると、加圧してローラに触れている部分の表面張力によって返って塗布面がまだらになってしまったりすることがあるため、加圧せずに上部送り出しローラ22と下部送り出しローラ23に巻き付けて搬送して均す構成としているのである。
【0037】
上部送り出しローラ22と下部送り出しローラ23に巻き付けて搬送して均すことを確実にするために、上部送り出しローラ22と下部送り出しローラ23の搬送下流側において、無限軌道のベルトに所定間隔で複数の針24aを植設し、その針を布帛の両端部付近に突き通して搬送するテンター装置24を設けてもいる。
【0038】
針24aで布帛を幅方向にたるまない状態で、左右それぞれを搬送するために、布帛の縫製ムラによる生地の伸び縮みが異なる部分があっても、両端はそれぞれ確実に搬送されるため、中央付近でそのような伸び縮みが異なる部分があっても特に前処理剤がムラになることが無い状態で上部送り出しローラ22と下部送り出しローラ23に巻き付けられながら搬送される状態となり、布帛の種類や粘性の異なる前処理剤を使用して前処理しても安定した塗布及び搬送ができる構成となっているのである。
【0039】
本発明の前処理装置は、図9に示したテンター装置24の布帛搬送方向下流側に乾燥装置(図示せず)を配置して、前処理剤を塗布した布帛の乾燥と巻き取りを行うようにすると良い。また、布帛が綿素材で厚みの厚い布帛に粘性の高い前処理剤を塗布するような場合には、テンター装置の下流側に特許文献1に記載されている加圧ローラ部を配置し、加圧ローラ部の下流に乾燥装置を配置するという構成としてもよいのである。
【0040】
また、上記においては、図2で旋回用シリンダ6を用いた構成で説明を示したが、旋回ナット5をギアに変更し、サーボモータの軸に取り付けたギアと噛合させたり、両ギアにベルトを設置した構成として旋回量を調整可能とすることも可能である。また、旋回ナット5をギアに変更した場合には、ラックを用いて、シリンダやシリンダ以外の直動可能な駆動源(例えば直動サーボシステムなど)にて旋回量を制御するようにしてもよい。さらには、上記したナットやギアという回転(旋回)による動きでなく、直動する部材を設置して軸受け部材4を直接的に直動位置決めするようにしてもよいのである。
【符号の説明】
【0041】
1 前処理装置
1a ガイド
1b 調整板
1c ガイドフレーム
1d ストッパーピン
2 糊付ローラ
3 ドクターローラ
4 軸受け部材
4a ネジ部
5 旋回ナット
5a ネジ部
6 旋回用シリンダ
7 固定ナット
7a ラッチ爪片
8 ハンドル
8a ラッチギア
9 ドクターブレードユニット
10 ブレードフレーム
10a 上下ガイド
10b 上昇ガイド
11 ブレード
12 取付板
13 荷重調整板
14 ナット
15 ネジ
16 昇降ハンドル
16a 回転軸
17 回転プレート
17a 長穴
17b ピン
17c バネ
17d 昇降用ローラ
18 堰部材
21 入口ステー
22 上部送り出しローラ
23 下部送り出しローラ
24 テンター装置
24a 針
【特許請求の範囲】
【請求項1】
原反から引き出した布帛に糊状の前処理剤を連続的に塗布する前処理装置であって、
糊付ローラとドクターローラの間隔を調整して塗布量を調節するための手動式の調節装置と、
上記手動式の調節装置に連結され、ドクターローラの両端部に設けられた軸受け部材を駆動源を用いて上記手動式の調節装置を移動させずに上記軸受け部材を所定距離だけ移動させることにより、布帛に塗布する塗布量の調節を行う
ことを特徴とするインクジェット法による染色の前処理装置。
【請求項2】
前処理剤を塗布する布帛は、糊付ローラの下方を搬送経路として搬送され、糊付ローラは布帛に前処理剤を転写塗布する位置において、布帛の搬送方向に一致する方向へ回転し、ドクターローラも糊付ローラと同方向に回転していることを特徴とする請求項1記載のインクジェット法による染色の前処理装置。
【請求項3】
糊付ローラとドクターローラとで形成される谷間に前処理剤を保持し、ドクターローラにはドクターブレードユニットを昇降自在に設けて上記谷間に保持された前処理剤がドクターローラの回転方向へ溢れないようにしたことを特徴とする請求項2記載のインクジェット法による染色の前処理装置。
【請求項4】
糊付ローラによって前処理剤が塗布された布帛は、搬送の進行方向側へ搬送され、上下に配置された上部送り出しローラに前処理剤の塗布されていない側の面が巻き付けられ、次に下部送り出しローラに前処理剤の塗布された側の面が巻き付けられた状態で搬送しながら、前処理剤を均一な塗布状態に均すことを特徴とする請求項2又は請求項3記載のインクジェット法による染色の前処理装置。
【請求項1】
原反から引き出した布帛に糊状の前処理剤を連続的に塗布する前処理装置であって、
糊付ローラとドクターローラの間隔を調整して塗布量を調節するための手動式の調節装置と、
上記手動式の調節装置に連結され、ドクターローラの両端部に設けられた軸受け部材を駆動源を用いて上記手動式の調節装置を移動させずに上記軸受け部材を所定距離だけ移動させることにより、布帛に塗布する塗布量の調節を行う
ことを特徴とするインクジェット法による染色の前処理装置。
【請求項2】
前処理剤を塗布する布帛は、糊付ローラの下方を搬送経路として搬送され、糊付ローラは布帛に前処理剤を転写塗布する位置において、布帛の搬送方向に一致する方向へ回転し、ドクターローラも糊付ローラと同方向に回転していることを特徴とする請求項1記載のインクジェット法による染色の前処理装置。
【請求項3】
糊付ローラとドクターローラとで形成される谷間に前処理剤を保持し、ドクターローラにはドクターブレードユニットを昇降自在に設けて上記谷間に保持された前処理剤がドクターローラの回転方向へ溢れないようにしたことを特徴とする請求項2記載のインクジェット法による染色の前処理装置。
【請求項4】
糊付ローラによって前処理剤が塗布された布帛は、搬送の進行方向側へ搬送され、上下に配置された上部送り出しローラに前処理剤の塗布されていない側の面が巻き付けられ、次に下部送り出しローラに前処理剤の塗布された側の面が巻き付けられた状態で搬送しながら、前処理剤を均一な塗布状態に均すことを特徴とする請求項2又は請求項3記載のインクジェット法による染色の前処理装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−149123(P2011−149123A)
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願番号】特願2010−10619(P2010−10619)
【出願日】平成22年1月21日(2010.1.21)
【出願人】(000163121)極東産機株式会社 (68)
【Fターム(参考)】
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願日】平成22年1月21日(2010.1.21)
【出願人】(000163121)極東産機株式会社 (68)
【Fターム(参考)】
[ Back to top ]