
インクジェット記録ヘッドおよびその製造方法
【課題】インク流路を形成する2つの部材を、インクのシール性を確保して、レーザー光照射によって溶着させて接合する。
【解決手段】流路形成部材H1600はレーザー光を透過する樹脂材料から形成され、タンクホルダーH1500はレーザー光を透過しない樹脂材料から形成されている。流路形成部材H1600は、接合面H1508の上方に、レーザー光の進行の障害となるテーパー形状部H1610を有し、その近くに、レーザー光を屈折させて、接合面H1508の、テーパー形状部H1610と重なる領域に到達させるレーザー光屈折傾斜面H1620が形成されている。
【解決手段】流路形成部材H1600はレーザー光を透過する樹脂材料から形成され、タンクホルダーH1500はレーザー光を透過しない樹脂材料から形成されている。流路形成部材H1600は、接合面H1508の上方に、レーザー光の進行の障害となるテーパー形状部H1610を有し、その近くに、レーザー光を屈折させて、接合面H1508の、テーパー形状部H1610と重なる領域に到達させるレーザー光屈折傾斜面H1620が形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、インクなどの液体を吐出して記録を行うインクジェット記録ヘッドとその製造方法、インクジェット記録ヘッドを具有するインクジェット記録装置、およびプラスチック部材の接合方法に関するものである。
【背景技術】
【0002】
プラスチック部材同士を接合する際に、レーザー光を用いる従来の手法が特許文献1に開示されている。この手法では、プラスチック部材とプラスチック部材を重ね合わせて両者を接合するにあたり、両プラスチック部材のうち、一方をレーザー光に対して透過性を有するものとし、他方をレーザー光に対して吸収性を有するものとする。そして、両プラスチック部材を重ね合わせた後に、レーザー光に対して透過性を有するプラスチック部材側の方向からレーザー光を照射する。照射されたレーザー光は、レーザー光に対して透過性を有するプラスチック部材を透過して、レーザー光に対して吸収性を有するプラスチック部材に吸収され、それによって、このプラスチック部材が最初に溶解する。次に、この溶解に伴う熱が、レーザー光を透過するプラスチック部材の表面に伝達され、その結果、このプラスチック部材も溶解する。このようにして、レーザー光を吸収するプラスチック部材とレーザー光を透過するプラスチック部材が接触部で溶け合い、互いに絡み合って両者が接合される。
【0003】
このような接合手法は、インクジェット記録ヘッドにおいてインク流路を形成する部材の組立に利用されている。この手法は、低コストかつ短時間で確実に気密性のあるインク流路を形成する手段として合理的な手法である。
【特許文献1】特公昭62−49850号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上述の従来の接合方法では、レーザー光を透過させる部材に、傾斜面や厚肉部を設けたり、レーザー光を遮蔽する部材を接合し、または埋め込んだりする必要がある場合、困難を生じる。すなわち、レーザー光を透過させる部材に傾斜面がある場合、その傾斜面にレーザー光を入射させると、レーザー光が反射または屈折されてしまうため、傾斜面の直下にレーザー光を到達させることができず、その部分おいて溶着接合を行うことができない。厚肉部がある場合には、レーザー光を透過させる部材のレーザー光透過率と厚さによっては、厚肉部の真下に位置する接合面に到達するレーザー光が大きく減衰されてしまい、良好な溶着接合ができない場合がある。レーザー光を遮蔽する部材が配置されている場合にも、やはり、その真下には、溶着接合面を配置することができない。このように、従来技術では、構成に制約が生じてしまう。
【0005】
特に、インクジェット記録ヘッドにおいて、インク流路を形成する部材の組立に溶着接合を利用する場合、インク流路の全周にわたる接合面の全領域で良好な接合をしなければ、インクシール性が損なわれてしまうことになる。このため、場合によっては、比較的大きく、複雑に延びる領域にわたって良好な接合を行う必要があり、その溶着接合領域上に傾斜面、厚肉部、レーザー光遮蔽部材などを配置できないというのは、不便である。
【0006】
本発明の目的は、上述のような従来技術における困難を解消して、レーザー光を一方の部材を透過させて照射して2つの部材を溶着させるプラスチック部材の接合方法において、レーザー光を透過させる部材に傾斜面や厚肉部があり、あるいはレーザー光を遮る部材を配置する必要がある平面領域においても、良好な溶着を可能とし、インクジェット記録ヘッドにおけるインク流路のインクシール性を容易に確保可能とすることにある。
【課題を解決するための手段】
【0007】
上述の目的を達成するため、本発明のインクジェット記録ヘッドは、インクを吐出して被記録媒体に記録を行うインクジェット記録ヘッドにおいて、インク流路が形成され、レーザー光に対して透過性のないプラスチックから形成された第1の部材と、インク流路が形成され、レーザー光に対して透過性を有するプラスチックから形成された第2の部材とが、両部材のインク流路が連通するように、少なくとも、インク流路の連通部の周囲を囲む領域にわたる接合面で溶着されて接合されており、第2の部材は、接合面に垂直な方向に進行するレーザー光を屈折させて接合面の少なくとも部分領域に導くことができるレーザー光屈折傾斜面を有することを特徴とする。
【発明の効果】
【0008】
本発明によれば、レーザー光を一方の部材を透過させて照射して2つの部材を溶着させる際、レーザー光を透過させる部材に、レーザー光の進行の障害となる部分があったとしても、その部分に重なる接合面部分に対してもレーザー光を到達させ良好な溶着接合を行うことができる。それによって、レーザー光を用いた簡単かつ低コストな方法で、インク流路を形成する2つの部材を、インクシール性を確保して接合した構造部を有するインクジェット記録ヘッドを提供できる。
【発明を実施するための最良の形態】
【0009】
以下に、図面に基づいて本発明の実施例を詳細に説明する。
【0010】
(実施例1)
まず、はじめに、本発明を適用可能な一例のインクジェット記録ヘッドを搭載するインクジェット記録装置について、図6の斜視図を参照して説明する。
【0011】
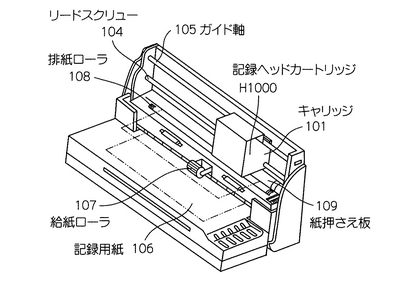
このインクジェット記録装置には、互いに平行なリードスクリュー104とガイド軸105が筐体に備えられている。このリードスクリュー104とガイド軸105によって、これらに平行な方向に移動可能にキャリッジ101が取り付けられている。キャリッジ101は、キャリッジモーター(不図示)によってリードスクリュー104が回転させられることで平行移動させられる。キャリッジ101には、後述する記録ヘッドH1001(図7など参照)を備えた記録ヘッドカートリッジH1000が着脱可能に搭載されている。
【0012】
また、このインクジェット記録装置には、被記録媒体としての記録用紙106を記録ヘッドH1001による記録領域に向けて搬送する給紙ローラ107と、記録ヘッドH1001により記録が行われた記録用紙106を排出する排紙ローラ108とが備えられている。給紙ローラ107および排紙ローラ108は、不図示のモーターにより回転駆動される。記録領域の近傍、すなわち記録ヘッドH1001のインク吐出面の移動軌跡面の近傍には、紙押さえ板109が備えられている。
【0013】
記録動作においては、記録ヘッドH1001から吐出されるインクが、記録ヘッドH1001の吐出口面と対向する位置に搬送された記録用紙106に付着することによって、記録用紙106の表面に記録画像が形成される。この際、記録用紙106の適切な位置にインクが付着するように、記録用紙106は紙押さえ板109によって記録領域において吐出口面に対して平行に保持される。インクジェットヘッド102による記録用紙106への記録画像の形成と呼応して、給紙ローラ107および排紙ローラ108による記録用紙106の搬送が行われ、それによって、記録用紙106の搬送方向に記録画像が順次形成される。記録が完了した記録用紙106は排紙ローラ108によって記録装置の外部に排出される。
【0014】
このインクジェット記録装置に装着される、図7から図13に示す記録ヘッドカートリッジH1000は、本発明の成立段階において成された数々の新規の技術が適用された構成となっているので、この構成について以下に説明する。
【0015】
(1)記録ヘッドの説明
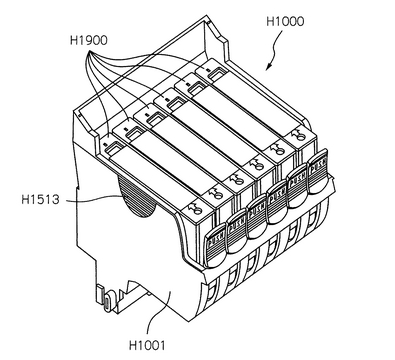
記録ヘッドH1001は、図7及び図8の斜視図でわかるように、着脱可能な6つのインクタンクH1900と共に記録ヘッドカートリッジH1000を構成する一構成要素である。各インクタンクH1900は、ブラック、ライトシアン、ライトマゼンタ、シアン、マゼンタ、イエローの各色のインクをそれぞれ収容している。この記録ヘッドH1001は、より詳細に以下に説明するように、電気信号に応じてインク中に膜沸騰を発生させるための熱エネルギーを生成する電気熱変換素子H1103(図11)を用いて記録を行う、いわゆるバブルジェット方式(商標)を採用したものである。その中でも特に、この記録ヘッドH1001は、電気熱変換素子H1103の形成面に対して垂直な方向にインクを吐出する、いわゆるサイドシュータ型の構成を有している。
【0016】
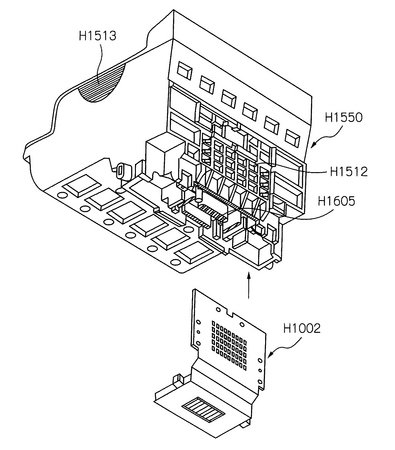
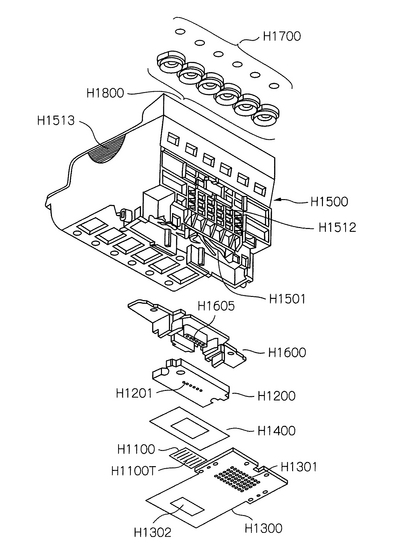
図9の分解斜視図に示すように、記録ヘッドH1001は、記録素子ユニットH1002とタンクホルダーユニットH1550から構成されている。さらに、図10の分解斜視図に示すように、記録素子ユニットH1002は、記録素子基板H1100、第1のプレートH1200、電気配線基板H1300、および第2のプレートH1400によって構成されており、また、タンクホルダーユニットH1003は、タンクホルダーH1500、流路形成部材H1600、フィルターH1700、およびシールゴムH1800によって構成されている。
【0017】
(1−1)記録素子ユニット
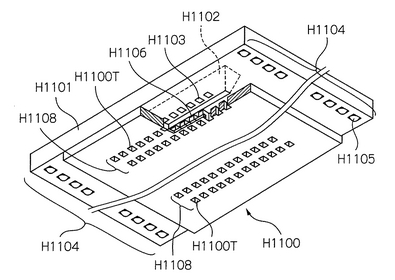
図11は、記録素子ユニットH1002の構成要素である記録素子基板H1100の、構成を説明するために一部を破断して示す斜視図である。記録素子基板H1100は、例えば、厚さ0.5〜1mmのSi基板H1101を有し、薄膜形成技術を利用して作製されている。
【0018】
Si基板H1101には、上述の6色の各インク用のインク流路を構成する、長溝状の貫通口からなる6列のインク供給口H1102が形成されている。インク供給口H1102は、Si基板H1101の結晶方位を利用して、異方性エッチングによって形成することができる。例えば、Si基板H1101がウエハー面に<100>、厚さ方向に<111>の結晶方位を持つ場合、アルカリ系(KOH、TMAH、ヒトラジン等)の異方性エッチングにより、約54.7度の角度でエッチングが進行し、所望の深さまでエッチングすることによって所望のインク供給口H1102を形成することができる。
【0019】
各インク供給口H1102の両側には、電気熱変換素子H1103がそれぞれ1列ずつ、全体として千鳥状に、すなわち各列の吐出口が、その配列方向に直交する方向に見て互いに並ばないようにずれて配列されている。これらの電気熱変換素子H1103、およびこれらに電力を供給するためのAl等からなる電気配線は成膜技術により形成されている。各電気配線の一端は、外部との電気接続用の電極部H1104に接続されている。電極部H1104の各電気接点部には、Au等のバンプH1105が設けられている。
【0020】
さらに、Si基板H1101上には、電気熱変換素子H1103に対応したインク流路を形成するためのインク流路壁H1106と、各電気熱変換素子H1103に対向する吐出口H1100Tが形成された板状部とを有する部材が、例えばフォトリソグラフィ技術を利用して形成されている。このようにして、6色のインクに対応した6列の吐出口列H1108が形成されている。
【0021】
このように構成された記録素子基板H1100は、インク供給口H1102から供給されたインク中に電気熱変換素子H1103により気泡を発生させて、各吐出口H1100Tから選択的にインクを吐出する機能を有する。
【0022】
図10に示すように、記録素子基板H1100を支持する第1のプレートH1200は、例えば、厚さ0.5〜10mmのアルミナ(Al2O3)材料から形成されている。第1のプレートH1200の素材は、アルミナに限られることはなく、例えば、シリコン(Si)、窒化アルミニウム(AlN)、ジルコニア(ZrO2)、窒化珪素(Si3N4)、炭化珪素(SiC)、モリブデン(Mo)、タングステン(W)のうちのいずれかであってもよく、記録素子基板H1100の材料の線膨張率と同等の線膨張率を有し、かつ、記録素子基板H1100の材料の熱伝導率と同等もしくは同等以上の熱伝導率を有する材料とするのが好ましい。
【0023】
第1のプレートH1200には、記録素子基板H1100に6色の各インクを供給するための6つのインク供給口H1201が形成されている。記録素子基板H1100は、その6つのインク供給口H1102が第1のプレートH1200の6つのインク供給口H1201にそれぞれ対応するように、第1のプレートH1200に対して位置精度良く接着固定されている。この接着に用いられる第1の接着剤は、第1のプレートH1200上の、記録素子基板の接合面の形状にほぼ対応した領域に、しかも、隣り合うインク供給口H1201間にエアーパスが生じないように塗布される。第1の接着剤は、例えば、粘度が低く、接合面に形成される接着層が薄く、かつ、接合後、比較的高い硬度を有し、かつ、耐インク性のあるものが望ましい。このような第1の接着剤は、例えば、エポキシ樹脂を主成分とした熱硬化接着剤とすることができ、接着層の厚みは50μm以下が望ましい。
【0024】
第2のプレートH1400は、記録素子基板H1100の外形寸法よりも大きな開口部を有する形状となっており、第1のプレートH1200上の、接着固定された記録素子基板H1100の周囲に第2の接着剤により接着されている。それによって、第2のプレートH1400は、記録素子基板H1100の電極部H1104とほぼ同一面上に位置する、電気配線基板H1300の支持面を形成している。
【0025】
第2のプレートH1400は、例えば、厚さ0.5〜1mmのアルミナ(Al2O3)材料で形成されている。なお、第2のプレートH1400の素材は、アルミナに限られることないが、記録素子基板H1100及び第1のプレートH1200と同等の線膨張率を有し、かつ、それらの熱伝導率と同等もしくは同等以上の熱伝導率を有する材料とするのが好ましい。第2の接着剤としては、粘度が低く、接合面に形成される接着層が薄く、かつ、耐インク性のあるものが好ましい。
【0026】
電気配線基板H1300は、記録素子基板H1100に対して、インクを吐出するための電気信号などを印可するための接続配線を形成するものである。電気配線基板H1300としては、例えば、配線が二層構造のフレキシブル配線基板が使用され、表層はレジストフィルムで覆われている。
【0027】
電気配線基板H1300は、一端部側に形成された開口部H1302が記録素子基板H1100に対応するように、裏面を第2のプレートH1400上に接着固定され、同時に、第1のプレートH1200及び第2のプレートH1400の一側面に沿って折り曲げられてこれらの側面に接着固定されている。この接着固定に用いられる第3の接着剤は、例えば、エポキシ樹脂を主成分とした厚さ10〜100μmの熱硬化接着膜である。折り曲げられた電気配線基板H1300は、ホルダーユニットH1003の形状に合わせて、さらに、フォーミングされる。
【0028】
電気配線基板H1300の他端部側には、記録装置本体側に接続される外部信号入力端子H1301が形成されている。外部信号入力端子部の裏面側には、補強板(不図示)が接着され、外部信号入力端子H部の平面性が確保されている。この補強板の素材としては、例えば0.5〜2mmのガラスエポキシ基材、アルミ等の耐熱性のある材料が使用される。
【0029】
電気配線基板H1300の開口部H1302には、記録素子基板H1100の電極部H1104に対応する電極端子(不図示)が形成されており、これらの電気接続は、第2のプレートH1400が配置されていることによって、ほぼ平面内で行うことができるようになっている。電気配線基板H1300と記録素子基板H1100とは、例えば、記録素子基板H1100の電極部H1104と電気配線基板H1300の電極端子間に熱硬化接着樹脂を塗布後、電極部H1104と電極端子をヒートツールにて一括して加熱加圧して、熱硬化接着樹脂を硬化させることによって電気接続することができる。この際、熱硬化接着樹脂としては、導電粒子を含んだ異方性導電接着剤を用いてもよい。例えば、単粒子径が2〜6μmのニッケルの導電粒子とエポキシ樹脂を主成分とする接着剤を介して電極部H1104と電気配線基板H1300の、金メッキされた電極端子部を、温度170〜250℃で加熱圧着することによって、異方性導電接着膜を介した良好な電気接続が可能である。
【0030】
記録素子基板H1100と電気配線基板H1300の電気接続部分は、封止剤により封止され、インクによる腐食や外的衝撃から保護されている。この封止剤としては、主に記録素子基板H1100の外周部分を封止する第1の封止剤と、電気配線基板H1300の開口部H1302のエッジを封止する第2の封止剤を用いることができる。
【0031】
(1−2)タンクホルダーユニット
タンクホルダーユニットH1550を構成するタンクホルダーH1500は、例えば、樹脂成形により形成される。タンクホルダーH1500は、インクタンクH1900を着脱自在に保持するものである。詳細には示さないが、このために、タンクホルダーH1500は、インクタンクH1900のタンク位置決めピンや係合用の爪がそれぞれ係合する穴を有しており、また、インク残量検知に使用するプリズムのための開口部も有している。また、記録ヘッドカートリッジH1000を、インクジェット記録装置本体のキャリッジ101の装着位置に案内するための装着ガイド、ヘッドセットレバーによりキャリッジ101に装着固定するための係合部、及びキャリッジ101の所定の装着位置に位置決めするための突き当て部もタンクホルダーH1500に備えることができる。
【0032】
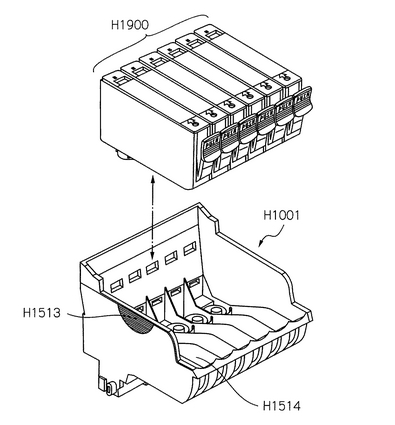
タンクホルダーH1500の背面には、記録素子ユニットH1002の外部信号入力端子H1301の部分を位置決め固定するための端子固定部H1512が設けられている。端子固定部H1512及びその周囲には複数のリブが設けられ、端子固定部H1512を有する面の剛性が高められている。各インクタンクH1900が装着される部分の間には、各色の混色を防止する色間リブH1514(図8)が設けられている。また、タンクホルダーH1500の、対向する側面には、手掛かり部H1513が設けられ、記録ヘッドH1001のハンドリング性を向上させている。
【0033】
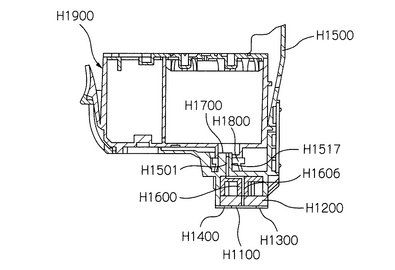
また、図13に示すように、タンクホルダーH1500には、各インクタンクH1900のインク供給口H1907に接続されるジョイント部H1517が設けられている。ジョイント部H1517には、記録素子基板H1100側へのゴミなどの異物の進入を防ぐためのフィルターH1700が熱溶着により接合されており、さらに、ジョイント部H1517からのインクの蒸発を防止するために、シールゴムH1800が装着されている。
【0034】
タンクホルダーユニットH1550は、このタンクホルダーH1500に流路形成部材H1600が、後述する手法で接合されて構成されている。図13などに示すように、タンクホルダーH1500および流路形成部材H1600内にはそれぞれインク流路H1501,H1606が形成されており、両部材を接合することによって、インクタンクH1900から記録素子ユニットH1002にインクを導くための連続したインク流路が形成されている。
【0035】
(1−3)記録ヘッドユニットとタンクホルダーユニットの結合
図9の矢印で示すように、記録ヘッドH1001は、記録ヘッドユニットH1002をタンクホルダーユニットH1003に結合することにより完成する。この結合においては、インク供給口部分に第4の接着剤が塗布され、記録素子ユニットH1002のインク供給口(第1のプレートH1200のインク供給口H1201)とタンクホルダーユニットH1003のインク供給口(流路形成部材H1600のインク供給口H1605)が連通するように、第1のプレートH1200と流路形成部材H1600が接着固定される。また、インク供給口部分以外にも記録素子ユニットH1002とタンクホルダーユニットH1003の接する数ヶ所の部分が、第5の接着剤で接着固定される。
【0036】
第4、第5の接着剤は、耐インク性があり、かつ、常温で硬化し、かつ、異種材料間の線膨張差に耐えられる柔軟性のある接着剤とするのが望ましく、例えば、吸湿硬化型のシリコーン接着剤を使用することができる。第4の接着剤と第5の接着剤は、同一の接着剤であってもよい。また、記録素子ユニットH1002をタンクホルダーユニットH1003に第4,第5の接着剤で接着する際には、同時に、両者を短時間で固定可能な第6の接着剤を用いるのが望ましい。第6の接着剤は、例えば、紫外線硬化接着剤を使用することができるが、他の接着剤でも構わない。
【0037】
詳細には示さないが、記録素子ユニットH1002の外部信号入力端子部分はタンクホルダーH1500の端子固定部H1512に、端子位置決めピン(2ヶ所)と端子位置決め穴(2ヶ所)により位置決めされ、固定されている。固定は、例えば、タンクホルダーH1500に設けられた端子結合ピンと、電気配線基板H1300の外部信号入力端子H1301周辺に設けられた端子結合穴を嵌め合わせ、端子結合ピンを熱溶着することにより行うことができるが、その他の固定手段を用いてもよい。
【0038】
(2)記録ヘッドカートリッジの説明
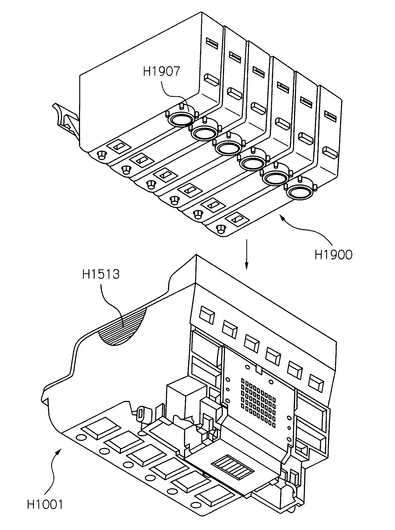
記録ヘッドカートリッジH1000は、図12の矢印で示すように、記録ヘッドH1001に、6つのインクタンクH1900を装着することによって構成されている。これらのインクタンクH1900は、それぞれ独立して記録ヘッドH1001に対して着脱自在である。したがって、各インクタンクH1900を別々に交換可能であり、それによって、インクジェット記録装置における印刷のランニングコストが低減される。各インクタンクH1900が装着されると、前述のように、インクタンクH1900のインク供給口H1907と記録ヘッドH1001のジョイント部H1517が接続され、各インクタンクH1901内の各色のインクが記録ヘッドH1001に供給される。
【0039】
記録ヘッドカートリッジH1000は、前述のように、インクジェット記録装置本体に設けられたキャリッジ101に対して、位置決め手段や電気的接点によって、固定支持され、電気的に接続されて搭載される。搭載された記録ヘッドカートリッジH1000には、記録装置側から外部信号入力端子H1301を介してインクを選択的に吐出させるための信号や電気熱変換素子H1103の駆動電圧が入力される。それによって、記録素子基板H1100の各電気熱変換素子H1103が配置された発泡室から各吐出口H1107を介してインクが記録用紙106に向けて吐出される。
【0040】
このようにして発泡室内のインクが消費されると、それに見合ったインクが、インクタンクH1900内から、インク供給口H1907及びジョイント部H1517を介して記録ヘッドH1001内に供給される。記録ヘッドH1001内に供給されたインクは、タンクホルダーユニットH1550内のインク流路、および第1のプレートH1200のインク供給口H1201を通って記録素子基板H1100のインク供給口H1102に供給される。記録素子基板H1100内に供給されたインクは、インクを吐出した発泡室内を再充填する。
【0041】
(タンクホルダーと流路形成部材の接合)
次に、本発明における重要な特徴点である、上述のような記録ヘッドH1001において、プラスチック材料から構成したタンクホルダーH1500と流路形成部材H1600を、レーザー光を用いて溶着接合する方法について、図1〜5を参照して説明する。なお、これらの図には、ブラック、イエロー、マゼンダ、シアンの4色のインク用の記録ヘッドの例を示す(各色用の部分を示す符号には、最後にb、y、m、cをそれぞれ付けている)が、便宜上、上述の記録ヘッドH1100と同様の部分には同一の符号を付している。レーザー光による接合のため、本実施例において、タンクホルダーH1500はレーザー光を吸収するプラスチックから形成され、流路形成部材H1600はレーザー光を透過するプラスチックから形成されている。
【0042】
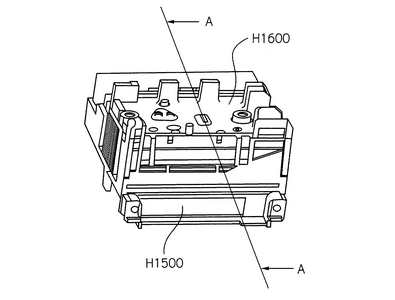
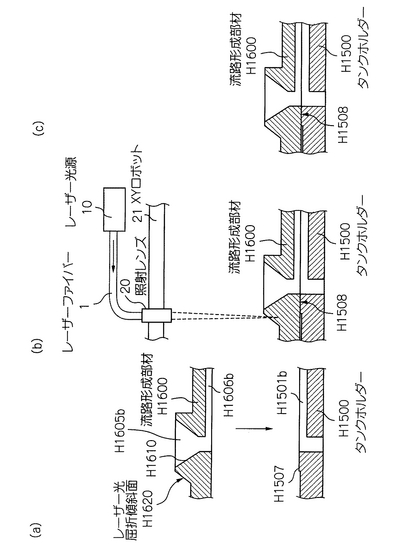
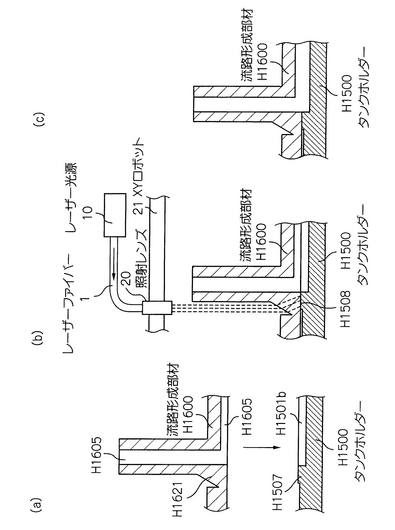
図2A〜4は、接合の手順を示す図であり、図2A,Bは斜視図、図3A〜Cは断面図、図4は図3の部分拡大図である。接合においては、まず、図2A、図3A、および図4(a)の矢印で示すように、流路形成部材H1600をタンクホルダーH1500の所定の位置に装着し、図2B、図3B,図4(b)に示すように、流路形成部材H1600を押さえて両者の接合面H1508を密着させる。この際、図4の拡大図に示すように、タンクホルダーH1500のインク流路H1501の、両部材の合わせ面において所定の平面パターンで延びている部分の周囲には凸部H1507が形成されており、この凸部H1507部分が両部材の接合面H1508となっている。
【0043】
このように接合面H1508を密着させた状態で、図3B,4(b)に示すように、この接合面H1508に、レーザー光照射装置によってレーザー光を照射する。レーザー光照射装置は、レーザー光源10からのレーザー光がレーザーファイバー1を介して導かれる照射レンズ20を平面内で移動させるXYロボット21を有している。レーザー光を照射しながら、XYロボット21によって照射レンズ20を移動させることによって、所定の平面パターンの領域にレーザー光を照射することができる。
【0044】
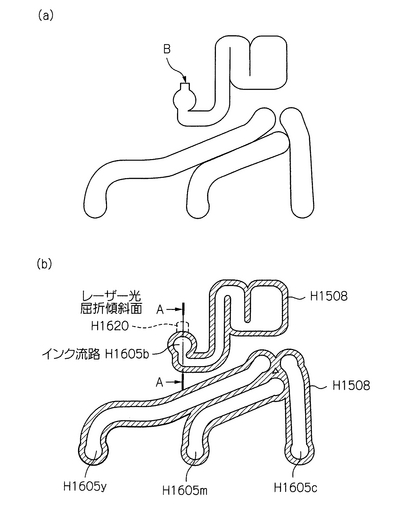
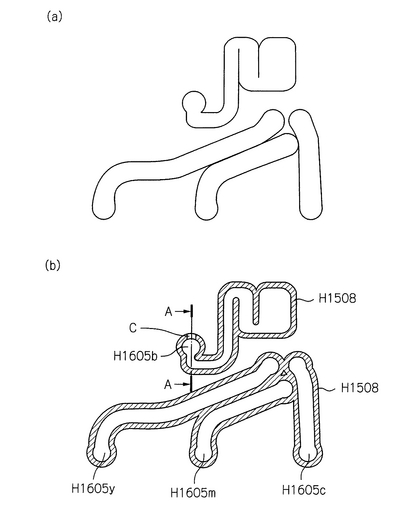
図5(a)に、本実施例におけるレーザー光のスキャン軌跡を示す。スキャン軌跡は、基本的には、図5(b)に示す、流路形成部材H1600とタンクホルダーH1500との接合面H1508の平面パターンに対応しているが、図5(a)に符号Bで示す部分において、接合面H1508から少しずれている。
【0045】
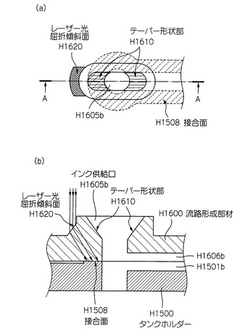
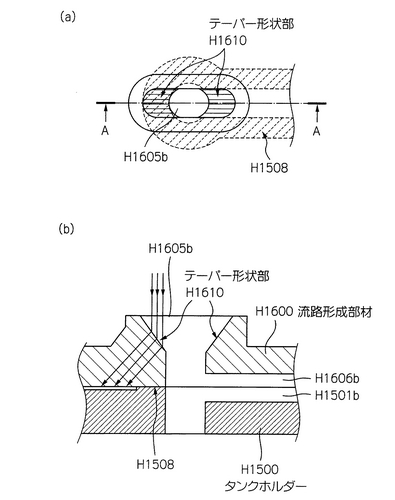
本実施例において、流路形成部材H1600の、ブラック用のインク供給口H1605には、図1に詳細に示すように、インクをスムーズに効率よく流すためのテーパー形状部H1610が2箇所に形成されている。これらのテーパー形状部H1610のうちの一方は、接合面H1508の真上に位置している。上述のスキャン軌跡におけるB部分は、このテーパー形状部H1610を避け、より詳細に後述するレーザー光屈折傾斜面H1620を通るようになっているものである。このことによって、本実施例では、接合面H1508の全領域において良好な溶着接合が可能となっている。
【0046】
この点について、説明するのに先立って、本実施例の比較例について図16,17を参照して説明する。これらの図において、本実施例と同様の部分については、便宜上、同一の符号を付している。
【0047】
図16に示すように、この比較例では、レーザー光屈折傾斜面H1620が設けられていない。そして、図17に示すように、レーザー光のスキャン軌跡は、単純に接合面H1508の平面パターンに対応している。
【0048】
この場合、接合面H1508の、テーパー形状部H1610に重なる領域に向かって入射されたレーザー光は、図16(b)に示すように、テーパー形状部H1610に入射することになる。このようにテーパー形状部H1610に入射したレーザー光は、テーパー形状部H1610のために存在している傾斜面において反射され、あるいは、図16(b)に示すように屈折されてしまい、接合面H1508に到達させることができない。このため、この比較例では、図17(b)に符号Cで示す、接合面H1508の、テーパー形状部H1610に重なる領域が、溶着不良部として溶着されずに残ってしまう。このような溶着不良部が発生すると、インク流路のシール性が損なわれてしまうことになる。
【0049】
これに対して、本実施例においては、図1に示すように、インク供給口H1605bの、上記のようにレーザー光照射の障害となるテーパー形状部H1610より外側の所定の部分にレーザー光屈折傾斜面H1620を形成している。このレーザー光屈折傾斜面H1620は、図1(b)に示すように、真上から照射された所定のレーザー光を屈折させて、接合面H1508の、テーパー形状部H1610の真下に位置する領域に導くことができるように、所定の傾斜角および平面配置を有している。
【0050】
そして、レーザー光のスキャン軌跡の、符号Bで示す部分は、前述のように、インク供給口H1605bのテーパー形状部H1610上を避け、レーザー光屈折傾斜面H1620上を通るパターンとなっている。したがって、この本実施例の手法によれば、テーパ形状部H1610の真下に位置する部分も含めて、接合面H1508の全領域にレーザー光を照射することができる。
【0051】
接合面H1508にレーザー光が照射されることによって、タンクホルダーH1500を形成するレーザー光を吸収するプラスチックが溶融し、そのときの発熱により流路形成部材H1600も発熱溶融して両部材が溶着接合される。このように、本実施例によれば、図5(b)に示す、各インク流路H1605周囲の接合面H1508の全領域が良好に溶着され、インク流路のインクシール性が確保される。
【0052】
なお、本実施例において、レーザー光屈折傾斜面H1620の傾斜角度は、30度以下だと、レーザー光の屈折角が小さすぎて、目標とする接合面H1508にレーザー光をうまく回り込ませるのが困難な場合が多い。また、傾斜角度が70度以上だと、レーザー光屈折傾斜面H1620の表面において反射されるレーザー光量が多くなってしまい、目標とする接合面H1508に到達するエネルギーが大きく減衰されてしまう。したがって、レーザー光屈折傾斜面H1620の傾斜角度は、30度以上70度以下が望ましい。
【0053】
また、本実施例では、ブラック用のインク供給口H1605bにおいて、接合面H1508の、テーパー形状部H1610の真下に位置する領域に、レーザー光屈折傾斜面H1620を利用してレーザー光を照射する構成を示したが、他の色のインク供給口H1605においても、テーパー形状部がある場合には、同様の手法を用いることが可能であるのは言うまでもない。また、本実施例においてもそうであるように、流路形成部材H1600の、各インク供給口H1605を形成する部分は、筒状の突出部として形成される場合がある。そこで、この突出部の高さと流路形成部材H1600の素材の、レーザー光の透過率によっては、接合面H1508の、この突出部の真下に位置する領域に到達するレーザー光が、無視できないほどに減衰されてしまう場合が考えられる。このような場合にも、レーザー光屈折傾斜面を利用することによって、接合面H1508の、突出部の真下に位置する領域においても、レーザー光の照射強度の調整などを必要とすることなく、十分なレーザー光エネルギーを供給し、良好な溶着接合を可能とすることができる。さらに、流路形成部材H1600の、接合面H1508に重なる平面領域に、その他の厚肉部や傾斜面形成部が形成されていたり、金属材料などのレーザー光遮蔽物が流路形成部材H1600に接合され、または埋め込まれていたりする場合でも、同様に、レーザー光屈折傾斜面を利用することによって、接合面H1508の全領域において、良好な溶着接合を可能とすることができる。
【0054】
(実施例2)
図14を参照して本発明の実施例2を説明する。同図において、実施例1と同様の部分については同一の符号を付している。本実施例のインクジェット記録ヘッドの全体構成などは、実施例1と同様であり、詳細な説明は省略する。
【0055】
図14は、レーザー光を利用して流路形成部材H1600とタンクホルダーH1500を溶着接合する、本実施例における手順を示している。本実施例では、インク供給口H1605形成する部分は、細くて非常に長い筒状突出部になっている。接合面H1508の、この突出部の真下の領域にレーザー光を到達させるために、この突出部の外側にレーザー光屈折傾斜面H1621が形成されている。レーザー光屈折傾斜面H1621は、突出部の根元部分に形成され、流路形成部材H1600の基本肉厚面よりも深い部分にまで入り込んで形成されている。
【0056】
レーザー光屈折傾斜面H1621でレーザー光を屈折させることによって、インク供給口H1605周囲の突出部に重なる領域も含めて、接合面H1508の全領域に十分な強度のレーザ−光を到達させ、良好な溶着接合を行うことができ、インク流路のインクシール性を確保することができる。
【0057】
(実施例3)
図15を参照して本発明の実施例3を説明する。同図において、実施例1と同様の部分については同一の符号を付している。本実施例のインクジェット記録ヘッドの全体構成などは、実施例1と同様であり、詳細な説明は省略する。
【0058】
図15は、レーザー光を利用して流路形成部材H1600とタンクホルダーH1500を溶着接合する、本実施例における手順を示している。本実施例では、流路形成部材H1600をレーザー光に対して透過性のない樹脂材で形成し、タンクホルダーH1500をレーザー光に対して透過性のある樹脂材で形成している。
【0059】
接合手順において、タンクホルダーH1500にインク流路形成部材H1600を圧接するのは前の各実施例と同様である。この際、本実施例では、流路形成部材H1600のインク流路H1605の、両部材の合わせ面において所定の平面パターンで延びている部分の周囲に凸部H1630が形成されており、この凸部H1630の部分が両部材の接合面H1508となっている。
【0060】
そして、本実施例では、タンクホルダーH1500側から接合面H1508にレーザー光を照射する。この際、タンクホルダーH1500には、インクタンクH1900とのインク流通のためのジョイント部H1517(図9も参照)が、筒状突出部として形成され、先端の開口には傾斜面H1518が形成されている。この傾斜面H1518の平面領域の一部は、接合面H1508と重なっている。したがって、接合面H1508の、傾斜面H1518の真下の領域には、その真上からレーザー光を照射しても、そのレーザー光を到達させることができない。そこで、レーザー光が接合面H1508に到達するようにレーザー光を屈折させるレーザー光屈折傾斜面H1510を接合面H1508の近傍でジョイント部H1517の根元の部分に設けている。このレーザー光屈折傾斜面H1510を利用することによって、傾斜面H1518の真下に位置する領域も含めて接合面H1508の全領域にレーザー光を照射し、良好な溶着接合を行うことができ、インク流路のインクシール性を確保できる。
【0061】
このように、本発明は、流路形成部材H1600をレーザー光に対して透過性のない樹脂材で形成し、タンクホルダーH1500をレーザー光に対して透過性のある樹脂材で形成して、タンクホルダーH1500側からレーザー光を照射して両部材を溶着接合する手法に対しても適用可能である。
【図面の簡単な説明】
【0062】
【図1】本発明の実施例1による溶着接合部の詳細図であり、図1(a)は平面図、図1(b)は、図1(a),図2B,図5(b)のA−A線に沿った断面図。
【図2A】本発明の実施例1による溶着接合の手順を示す斜視図。
【図2B】本発明の実施例1による溶着接合の手順を示す斜視図。
【図3A】本発明の実施例1による溶着接合の手順を示す断面図。
【図3B】本発明の実施例1による溶着接合の手順を示す断面図。
【図3C】本発明の実施例1による溶着接合の手順を示す断面図。
【図4】本発明の実施例1による溶着接合の手順を示す、一部を拡大した断面図。
【図5】(a)は本発明の実施例1による溶着接合におけるレーザー光のスキャン軌跡を示す平面図、(b)は(a)のレーザー光照射によって溶着される接合面の平面パターンを示す図。
【図6】本発明を適用可能な一例のインクジェット記録装置の斜視図。
【図7】図6のインクジェット記録装置に装着された記録ヘッドカートリッジの斜視図。
【図8】図7の記録ヘッドカートリッジの分解斜視図。
【図9】図8の記録ヘッドカートリッジを構成する記録ヘッドの分解斜視図。
【図10】図8の記録ヘッドカートリッジを構成する記録ヘッドの分解斜視図。
【図11】図9の記録ヘッドに備えられる記録素子基板の部分破断斜視図。
【図12】図7の記録ヘッドカートリッジにおける記録ヘッドへのインクタンクの装着を説明する斜視図。
【図13】図7の記録ヘッドカートリッジの断面図。
【図14】本発明の実施例2による溶着接合の手順を示す、一部を拡大した断面図。
【図15】本発明の実施例3による溶着接合の手順を示す、一部を拡大した断面図。
【図16】比較例の溶着接合部の詳細図であり、(a)は平面図、(b)は、(a)のA−A線に沿った断面図。
【図17】(a)は比較例による溶着接合におけるレーザー光のスキャン軌跡を示す平面図、(b)は(a)のレーザー光照射によって溶着される接合面の平面パターンを示す図。
【符号の説明】
【0063】
H1500 タンクホルダー(実施例1における第1の部材)
H1501,1606 インク流路
H1600 流路形成部材(実施例1における第2の部材)
H1620 レーザー光屈折傾斜面
【技術分野】
【0001】
本発明は、インクなどの液体を吐出して記録を行うインクジェット記録ヘッドとその製造方法、インクジェット記録ヘッドを具有するインクジェット記録装置、およびプラスチック部材の接合方法に関するものである。
【背景技術】
【0002】
プラスチック部材同士を接合する際に、レーザー光を用いる従来の手法が特許文献1に開示されている。この手法では、プラスチック部材とプラスチック部材を重ね合わせて両者を接合するにあたり、両プラスチック部材のうち、一方をレーザー光に対して透過性を有するものとし、他方をレーザー光に対して吸収性を有するものとする。そして、両プラスチック部材を重ね合わせた後に、レーザー光に対して透過性を有するプラスチック部材側の方向からレーザー光を照射する。照射されたレーザー光は、レーザー光に対して透過性を有するプラスチック部材を透過して、レーザー光に対して吸収性を有するプラスチック部材に吸収され、それによって、このプラスチック部材が最初に溶解する。次に、この溶解に伴う熱が、レーザー光を透過するプラスチック部材の表面に伝達され、その結果、このプラスチック部材も溶解する。このようにして、レーザー光を吸収するプラスチック部材とレーザー光を透過するプラスチック部材が接触部で溶け合い、互いに絡み合って両者が接合される。
【0003】
このような接合手法は、インクジェット記録ヘッドにおいてインク流路を形成する部材の組立に利用されている。この手法は、低コストかつ短時間で確実に気密性のあるインク流路を形成する手段として合理的な手法である。
【特許文献1】特公昭62−49850号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上述の従来の接合方法では、レーザー光を透過させる部材に、傾斜面や厚肉部を設けたり、レーザー光を遮蔽する部材を接合し、または埋め込んだりする必要がある場合、困難を生じる。すなわち、レーザー光を透過させる部材に傾斜面がある場合、その傾斜面にレーザー光を入射させると、レーザー光が反射または屈折されてしまうため、傾斜面の直下にレーザー光を到達させることができず、その部分おいて溶着接合を行うことができない。厚肉部がある場合には、レーザー光を透過させる部材のレーザー光透過率と厚さによっては、厚肉部の真下に位置する接合面に到達するレーザー光が大きく減衰されてしまい、良好な溶着接合ができない場合がある。レーザー光を遮蔽する部材が配置されている場合にも、やはり、その真下には、溶着接合面を配置することができない。このように、従来技術では、構成に制約が生じてしまう。
【0005】
特に、インクジェット記録ヘッドにおいて、インク流路を形成する部材の組立に溶着接合を利用する場合、インク流路の全周にわたる接合面の全領域で良好な接合をしなければ、インクシール性が損なわれてしまうことになる。このため、場合によっては、比較的大きく、複雑に延びる領域にわたって良好な接合を行う必要があり、その溶着接合領域上に傾斜面、厚肉部、レーザー光遮蔽部材などを配置できないというのは、不便である。
【0006】
本発明の目的は、上述のような従来技術における困難を解消して、レーザー光を一方の部材を透過させて照射して2つの部材を溶着させるプラスチック部材の接合方法において、レーザー光を透過させる部材に傾斜面や厚肉部があり、あるいはレーザー光を遮る部材を配置する必要がある平面領域においても、良好な溶着を可能とし、インクジェット記録ヘッドにおけるインク流路のインクシール性を容易に確保可能とすることにある。
【課題を解決するための手段】
【0007】
上述の目的を達成するため、本発明のインクジェット記録ヘッドは、インクを吐出して被記録媒体に記録を行うインクジェット記録ヘッドにおいて、インク流路が形成され、レーザー光に対して透過性のないプラスチックから形成された第1の部材と、インク流路が形成され、レーザー光に対して透過性を有するプラスチックから形成された第2の部材とが、両部材のインク流路が連通するように、少なくとも、インク流路の連通部の周囲を囲む領域にわたる接合面で溶着されて接合されており、第2の部材は、接合面に垂直な方向に進行するレーザー光を屈折させて接合面の少なくとも部分領域に導くことができるレーザー光屈折傾斜面を有することを特徴とする。
【発明の効果】
【0008】
本発明によれば、レーザー光を一方の部材を透過させて照射して2つの部材を溶着させる際、レーザー光を透過させる部材に、レーザー光の進行の障害となる部分があったとしても、その部分に重なる接合面部分に対してもレーザー光を到達させ良好な溶着接合を行うことができる。それによって、レーザー光を用いた簡単かつ低コストな方法で、インク流路を形成する2つの部材を、インクシール性を確保して接合した構造部を有するインクジェット記録ヘッドを提供できる。
【発明を実施するための最良の形態】
【0009】
以下に、図面に基づいて本発明の実施例を詳細に説明する。
【0010】
(実施例1)
まず、はじめに、本発明を適用可能な一例のインクジェット記録ヘッドを搭載するインクジェット記録装置について、図6の斜視図を参照して説明する。
【0011】
このインクジェット記録装置には、互いに平行なリードスクリュー104とガイド軸105が筐体に備えられている。このリードスクリュー104とガイド軸105によって、これらに平行な方向に移動可能にキャリッジ101が取り付けられている。キャリッジ101は、キャリッジモーター(不図示)によってリードスクリュー104が回転させられることで平行移動させられる。キャリッジ101には、後述する記録ヘッドH1001(図7など参照)を備えた記録ヘッドカートリッジH1000が着脱可能に搭載されている。
【0012】
また、このインクジェット記録装置には、被記録媒体としての記録用紙106を記録ヘッドH1001による記録領域に向けて搬送する給紙ローラ107と、記録ヘッドH1001により記録が行われた記録用紙106を排出する排紙ローラ108とが備えられている。給紙ローラ107および排紙ローラ108は、不図示のモーターにより回転駆動される。記録領域の近傍、すなわち記録ヘッドH1001のインク吐出面の移動軌跡面の近傍には、紙押さえ板109が備えられている。
【0013】
記録動作においては、記録ヘッドH1001から吐出されるインクが、記録ヘッドH1001の吐出口面と対向する位置に搬送された記録用紙106に付着することによって、記録用紙106の表面に記録画像が形成される。この際、記録用紙106の適切な位置にインクが付着するように、記録用紙106は紙押さえ板109によって記録領域において吐出口面に対して平行に保持される。インクジェットヘッド102による記録用紙106への記録画像の形成と呼応して、給紙ローラ107および排紙ローラ108による記録用紙106の搬送が行われ、それによって、記録用紙106の搬送方向に記録画像が順次形成される。記録が完了した記録用紙106は排紙ローラ108によって記録装置の外部に排出される。
【0014】
このインクジェット記録装置に装着される、図7から図13に示す記録ヘッドカートリッジH1000は、本発明の成立段階において成された数々の新規の技術が適用された構成となっているので、この構成について以下に説明する。
【0015】
(1)記録ヘッドの説明
記録ヘッドH1001は、図7及び図8の斜視図でわかるように、着脱可能な6つのインクタンクH1900と共に記録ヘッドカートリッジH1000を構成する一構成要素である。各インクタンクH1900は、ブラック、ライトシアン、ライトマゼンタ、シアン、マゼンタ、イエローの各色のインクをそれぞれ収容している。この記録ヘッドH1001は、より詳細に以下に説明するように、電気信号に応じてインク中に膜沸騰を発生させるための熱エネルギーを生成する電気熱変換素子H1103(図11)を用いて記録を行う、いわゆるバブルジェット方式(商標)を採用したものである。その中でも特に、この記録ヘッドH1001は、電気熱変換素子H1103の形成面に対して垂直な方向にインクを吐出する、いわゆるサイドシュータ型の構成を有している。
【0016】
図9の分解斜視図に示すように、記録ヘッドH1001は、記録素子ユニットH1002とタンクホルダーユニットH1550から構成されている。さらに、図10の分解斜視図に示すように、記録素子ユニットH1002は、記録素子基板H1100、第1のプレートH1200、電気配線基板H1300、および第2のプレートH1400によって構成されており、また、タンクホルダーユニットH1003は、タンクホルダーH1500、流路形成部材H1600、フィルターH1700、およびシールゴムH1800によって構成されている。
【0017】
(1−1)記録素子ユニット
図11は、記録素子ユニットH1002の構成要素である記録素子基板H1100の、構成を説明するために一部を破断して示す斜視図である。記録素子基板H1100は、例えば、厚さ0.5〜1mmのSi基板H1101を有し、薄膜形成技術を利用して作製されている。
【0018】
Si基板H1101には、上述の6色の各インク用のインク流路を構成する、長溝状の貫通口からなる6列のインク供給口H1102が形成されている。インク供給口H1102は、Si基板H1101の結晶方位を利用して、異方性エッチングによって形成することができる。例えば、Si基板H1101がウエハー面に<100>、厚さ方向に<111>の結晶方位を持つ場合、アルカリ系(KOH、TMAH、ヒトラジン等)の異方性エッチングにより、約54.7度の角度でエッチングが進行し、所望の深さまでエッチングすることによって所望のインク供給口H1102を形成することができる。
【0019】
各インク供給口H1102の両側には、電気熱変換素子H1103がそれぞれ1列ずつ、全体として千鳥状に、すなわち各列の吐出口が、その配列方向に直交する方向に見て互いに並ばないようにずれて配列されている。これらの電気熱変換素子H1103、およびこれらに電力を供給するためのAl等からなる電気配線は成膜技術により形成されている。各電気配線の一端は、外部との電気接続用の電極部H1104に接続されている。電極部H1104の各電気接点部には、Au等のバンプH1105が設けられている。
【0020】
さらに、Si基板H1101上には、電気熱変換素子H1103に対応したインク流路を形成するためのインク流路壁H1106と、各電気熱変換素子H1103に対向する吐出口H1100Tが形成された板状部とを有する部材が、例えばフォトリソグラフィ技術を利用して形成されている。このようにして、6色のインクに対応した6列の吐出口列H1108が形成されている。
【0021】
このように構成された記録素子基板H1100は、インク供給口H1102から供給されたインク中に電気熱変換素子H1103により気泡を発生させて、各吐出口H1100Tから選択的にインクを吐出する機能を有する。
【0022】
図10に示すように、記録素子基板H1100を支持する第1のプレートH1200は、例えば、厚さ0.5〜10mmのアルミナ(Al2O3)材料から形成されている。第1のプレートH1200の素材は、アルミナに限られることはなく、例えば、シリコン(Si)、窒化アルミニウム(AlN)、ジルコニア(ZrO2)、窒化珪素(Si3N4)、炭化珪素(SiC)、モリブデン(Mo)、タングステン(W)のうちのいずれかであってもよく、記録素子基板H1100の材料の線膨張率と同等の線膨張率を有し、かつ、記録素子基板H1100の材料の熱伝導率と同等もしくは同等以上の熱伝導率を有する材料とするのが好ましい。
【0023】
第1のプレートH1200には、記録素子基板H1100に6色の各インクを供給するための6つのインク供給口H1201が形成されている。記録素子基板H1100は、その6つのインク供給口H1102が第1のプレートH1200の6つのインク供給口H1201にそれぞれ対応するように、第1のプレートH1200に対して位置精度良く接着固定されている。この接着に用いられる第1の接着剤は、第1のプレートH1200上の、記録素子基板の接合面の形状にほぼ対応した領域に、しかも、隣り合うインク供給口H1201間にエアーパスが生じないように塗布される。第1の接着剤は、例えば、粘度が低く、接合面に形成される接着層が薄く、かつ、接合後、比較的高い硬度を有し、かつ、耐インク性のあるものが望ましい。このような第1の接着剤は、例えば、エポキシ樹脂を主成分とした熱硬化接着剤とすることができ、接着層の厚みは50μm以下が望ましい。
【0024】
第2のプレートH1400は、記録素子基板H1100の外形寸法よりも大きな開口部を有する形状となっており、第1のプレートH1200上の、接着固定された記録素子基板H1100の周囲に第2の接着剤により接着されている。それによって、第2のプレートH1400は、記録素子基板H1100の電極部H1104とほぼ同一面上に位置する、電気配線基板H1300の支持面を形成している。
【0025】
第2のプレートH1400は、例えば、厚さ0.5〜1mmのアルミナ(Al2O3)材料で形成されている。なお、第2のプレートH1400の素材は、アルミナに限られることないが、記録素子基板H1100及び第1のプレートH1200と同等の線膨張率を有し、かつ、それらの熱伝導率と同等もしくは同等以上の熱伝導率を有する材料とするのが好ましい。第2の接着剤としては、粘度が低く、接合面に形成される接着層が薄く、かつ、耐インク性のあるものが好ましい。
【0026】
電気配線基板H1300は、記録素子基板H1100に対して、インクを吐出するための電気信号などを印可するための接続配線を形成するものである。電気配線基板H1300としては、例えば、配線が二層構造のフレキシブル配線基板が使用され、表層はレジストフィルムで覆われている。
【0027】
電気配線基板H1300は、一端部側に形成された開口部H1302が記録素子基板H1100に対応するように、裏面を第2のプレートH1400上に接着固定され、同時に、第1のプレートH1200及び第2のプレートH1400の一側面に沿って折り曲げられてこれらの側面に接着固定されている。この接着固定に用いられる第3の接着剤は、例えば、エポキシ樹脂を主成分とした厚さ10〜100μmの熱硬化接着膜である。折り曲げられた電気配線基板H1300は、ホルダーユニットH1003の形状に合わせて、さらに、フォーミングされる。
【0028】
電気配線基板H1300の他端部側には、記録装置本体側に接続される外部信号入力端子H1301が形成されている。外部信号入力端子部の裏面側には、補強板(不図示)が接着され、外部信号入力端子H部の平面性が確保されている。この補強板の素材としては、例えば0.5〜2mmのガラスエポキシ基材、アルミ等の耐熱性のある材料が使用される。
【0029】
電気配線基板H1300の開口部H1302には、記録素子基板H1100の電極部H1104に対応する電極端子(不図示)が形成されており、これらの電気接続は、第2のプレートH1400が配置されていることによって、ほぼ平面内で行うことができるようになっている。電気配線基板H1300と記録素子基板H1100とは、例えば、記録素子基板H1100の電極部H1104と電気配線基板H1300の電極端子間に熱硬化接着樹脂を塗布後、電極部H1104と電極端子をヒートツールにて一括して加熱加圧して、熱硬化接着樹脂を硬化させることによって電気接続することができる。この際、熱硬化接着樹脂としては、導電粒子を含んだ異方性導電接着剤を用いてもよい。例えば、単粒子径が2〜6μmのニッケルの導電粒子とエポキシ樹脂を主成分とする接着剤を介して電極部H1104と電気配線基板H1300の、金メッキされた電極端子部を、温度170〜250℃で加熱圧着することによって、異方性導電接着膜を介した良好な電気接続が可能である。
【0030】
記録素子基板H1100と電気配線基板H1300の電気接続部分は、封止剤により封止され、インクによる腐食や外的衝撃から保護されている。この封止剤としては、主に記録素子基板H1100の外周部分を封止する第1の封止剤と、電気配線基板H1300の開口部H1302のエッジを封止する第2の封止剤を用いることができる。
【0031】
(1−2)タンクホルダーユニット
タンクホルダーユニットH1550を構成するタンクホルダーH1500は、例えば、樹脂成形により形成される。タンクホルダーH1500は、インクタンクH1900を着脱自在に保持するものである。詳細には示さないが、このために、タンクホルダーH1500は、インクタンクH1900のタンク位置決めピンや係合用の爪がそれぞれ係合する穴を有しており、また、インク残量検知に使用するプリズムのための開口部も有している。また、記録ヘッドカートリッジH1000を、インクジェット記録装置本体のキャリッジ101の装着位置に案内するための装着ガイド、ヘッドセットレバーによりキャリッジ101に装着固定するための係合部、及びキャリッジ101の所定の装着位置に位置決めするための突き当て部もタンクホルダーH1500に備えることができる。
【0032】
タンクホルダーH1500の背面には、記録素子ユニットH1002の外部信号入力端子H1301の部分を位置決め固定するための端子固定部H1512が設けられている。端子固定部H1512及びその周囲には複数のリブが設けられ、端子固定部H1512を有する面の剛性が高められている。各インクタンクH1900が装着される部分の間には、各色の混色を防止する色間リブH1514(図8)が設けられている。また、タンクホルダーH1500の、対向する側面には、手掛かり部H1513が設けられ、記録ヘッドH1001のハンドリング性を向上させている。
【0033】
また、図13に示すように、タンクホルダーH1500には、各インクタンクH1900のインク供給口H1907に接続されるジョイント部H1517が設けられている。ジョイント部H1517には、記録素子基板H1100側へのゴミなどの異物の進入を防ぐためのフィルターH1700が熱溶着により接合されており、さらに、ジョイント部H1517からのインクの蒸発を防止するために、シールゴムH1800が装着されている。
【0034】
タンクホルダーユニットH1550は、このタンクホルダーH1500に流路形成部材H1600が、後述する手法で接合されて構成されている。図13などに示すように、タンクホルダーH1500および流路形成部材H1600内にはそれぞれインク流路H1501,H1606が形成されており、両部材を接合することによって、インクタンクH1900から記録素子ユニットH1002にインクを導くための連続したインク流路が形成されている。
【0035】
(1−3)記録ヘッドユニットとタンクホルダーユニットの結合
図9の矢印で示すように、記録ヘッドH1001は、記録ヘッドユニットH1002をタンクホルダーユニットH1003に結合することにより完成する。この結合においては、インク供給口部分に第4の接着剤が塗布され、記録素子ユニットH1002のインク供給口(第1のプレートH1200のインク供給口H1201)とタンクホルダーユニットH1003のインク供給口(流路形成部材H1600のインク供給口H1605)が連通するように、第1のプレートH1200と流路形成部材H1600が接着固定される。また、インク供給口部分以外にも記録素子ユニットH1002とタンクホルダーユニットH1003の接する数ヶ所の部分が、第5の接着剤で接着固定される。
【0036】
第4、第5の接着剤は、耐インク性があり、かつ、常温で硬化し、かつ、異種材料間の線膨張差に耐えられる柔軟性のある接着剤とするのが望ましく、例えば、吸湿硬化型のシリコーン接着剤を使用することができる。第4の接着剤と第5の接着剤は、同一の接着剤であってもよい。また、記録素子ユニットH1002をタンクホルダーユニットH1003に第4,第5の接着剤で接着する際には、同時に、両者を短時間で固定可能な第6の接着剤を用いるのが望ましい。第6の接着剤は、例えば、紫外線硬化接着剤を使用することができるが、他の接着剤でも構わない。
【0037】
詳細には示さないが、記録素子ユニットH1002の外部信号入力端子部分はタンクホルダーH1500の端子固定部H1512に、端子位置決めピン(2ヶ所)と端子位置決め穴(2ヶ所)により位置決めされ、固定されている。固定は、例えば、タンクホルダーH1500に設けられた端子結合ピンと、電気配線基板H1300の外部信号入力端子H1301周辺に設けられた端子結合穴を嵌め合わせ、端子結合ピンを熱溶着することにより行うことができるが、その他の固定手段を用いてもよい。
【0038】
(2)記録ヘッドカートリッジの説明
記録ヘッドカートリッジH1000は、図12の矢印で示すように、記録ヘッドH1001に、6つのインクタンクH1900を装着することによって構成されている。これらのインクタンクH1900は、それぞれ独立して記録ヘッドH1001に対して着脱自在である。したがって、各インクタンクH1900を別々に交換可能であり、それによって、インクジェット記録装置における印刷のランニングコストが低減される。各インクタンクH1900が装着されると、前述のように、インクタンクH1900のインク供給口H1907と記録ヘッドH1001のジョイント部H1517が接続され、各インクタンクH1901内の各色のインクが記録ヘッドH1001に供給される。
【0039】
記録ヘッドカートリッジH1000は、前述のように、インクジェット記録装置本体に設けられたキャリッジ101に対して、位置決め手段や電気的接点によって、固定支持され、電気的に接続されて搭載される。搭載された記録ヘッドカートリッジH1000には、記録装置側から外部信号入力端子H1301を介してインクを選択的に吐出させるための信号や電気熱変換素子H1103の駆動電圧が入力される。それによって、記録素子基板H1100の各電気熱変換素子H1103が配置された発泡室から各吐出口H1107を介してインクが記録用紙106に向けて吐出される。
【0040】
このようにして発泡室内のインクが消費されると、それに見合ったインクが、インクタンクH1900内から、インク供給口H1907及びジョイント部H1517を介して記録ヘッドH1001内に供給される。記録ヘッドH1001内に供給されたインクは、タンクホルダーユニットH1550内のインク流路、および第1のプレートH1200のインク供給口H1201を通って記録素子基板H1100のインク供給口H1102に供給される。記録素子基板H1100内に供給されたインクは、インクを吐出した発泡室内を再充填する。
【0041】
(タンクホルダーと流路形成部材の接合)
次に、本発明における重要な特徴点である、上述のような記録ヘッドH1001において、プラスチック材料から構成したタンクホルダーH1500と流路形成部材H1600を、レーザー光を用いて溶着接合する方法について、図1〜5を参照して説明する。なお、これらの図には、ブラック、イエロー、マゼンダ、シアンの4色のインク用の記録ヘッドの例を示す(各色用の部分を示す符号には、最後にb、y、m、cをそれぞれ付けている)が、便宜上、上述の記録ヘッドH1100と同様の部分には同一の符号を付している。レーザー光による接合のため、本実施例において、タンクホルダーH1500はレーザー光を吸収するプラスチックから形成され、流路形成部材H1600はレーザー光を透過するプラスチックから形成されている。
【0042】
図2A〜4は、接合の手順を示す図であり、図2A,Bは斜視図、図3A〜Cは断面図、図4は図3の部分拡大図である。接合においては、まず、図2A、図3A、および図4(a)の矢印で示すように、流路形成部材H1600をタンクホルダーH1500の所定の位置に装着し、図2B、図3B,図4(b)に示すように、流路形成部材H1600を押さえて両者の接合面H1508を密着させる。この際、図4の拡大図に示すように、タンクホルダーH1500のインク流路H1501の、両部材の合わせ面において所定の平面パターンで延びている部分の周囲には凸部H1507が形成されており、この凸部H1507部分が両部材の接合面H1508となっている。
【0043】
このように接合面H1508を密着させた状態で、図3B,4(b)に示すように、この接合面H1508に、レーザー光照射装置によってレーザー光を照射する。レーザー光照射装置は、レーザー光源10からのレーザー光がレーザーファイバー1を介して導かれる照射レンズ20を平面内で移動させるXYロボット21を有している。レーザー光を照射しながら、XYロボット21によって照射レンズ20を移動させることによって、所定の平面パターンの領域にレーザー光を照射することができる。
【0044】
図5(a)に、本実施例におけるレーザー光のスキャン軌跡を示す。スキャン軌跡は、基本的には、図5(b)に示す、流路形成部材H1600とタンクホルダーH1500との接合面H1508の平面パターンに対応しているが、図5(a)に符号Bで示す部分において、接合面H1508から少しずれている。
【0045】
本実施例において、流路形成部材H1600の、ブラック用のインク供給口H1605には、図1に詳細に示すように、インクをスムーズに効率よく流すためのテーパー形状部H1610が2箇所に形成されている。これらのテーパー形状部H1610のうちの一方は、接合面H1508の真上に位置している。上述のスキャン軌跡におけるB部分は、このテーパー形状部H1610を避け、より詳細に後述するレーザー光屈折傾斜面H1620を通るようになっているものである。このことによって、本実施例では、接合面H1508の全領域において良好な溶着接合が可能となっている。
【0046】
この点について、説明するのに先立って、本実施例の比較例について図16,17を参照して説明する。これらの図において、本実施例と同様の部分については、便宜上、同一の符号を付している。
【0047】
図16に示すように、この比較例では、レーザー光屈折傾斜面H1620が設けられていない。そして、図17に示すように、レーザー光のスキャン軌跡は、単純に接合面H1508の平面パターンに対応している。
【0048】
この場合、接合面H1508の、テーパー形状部H1610に重なる領域に向かって入射されたレーザー光は、図16(b)に示すように、テーパー形状部H1610に入射することになる。このようにテーパー形状部H1610に入射したレーザー光は、テーパー形状部H1610のために存在している傾斜面において反射され、あるいは、図16(b)に示すように屈折されてしまい、接合面H1508に到達させることができない。このため、この比較例では、図17(b)に符号Cで示す、接合面H1508の、テーパー形状部H1610に重なる領域が、溶着不良部として溶着されずに残ってしまう。このような溶着不良部が発生すると、インク流路のシール性が損なわれてしまうことになる。
【0049】
これに対して、本実施例においては、図1に示すように、インク供給口H1605bの、上記のようにレーザー光照射の障害となるテーパー形状部H1610より外側の所定の部分にレーザー光屈折傾斜面H1620を形成している。このレーザー光屈折傾斜面H1620は、図1(b)に示すように、真上から照射された所定のレーザー光を屈折させて、接合面H1508の、テーパー形状部H1610の真下に位置する領域に導くことができるように、所定の傾斜角および平面配置を有している。
【0050】
そして、レーザー光のスキャン軌跡の、符号Bで示す部分は、前述のように、インク供給口H1605bのテーパー形状部H1610上を避け、レーザー光屈折傾斜面H1620上を通るパターンとなっている。したがって、この本実施例の手法によれば、テーパ形状部H1610の真下に位置する部分も含めて、接合面H1508の全領域にレーザー光を照射することができる。
【0051】
接合面H1508にレーザー光が照射されることによって、タンクホルダーH1500を形成するレーザー光を吸収するプラスチックが溶融し、そのときの発熱により流路形成部材H1600も発熱溶融して両部材が溶着接合される。このように、本実施例によれば、図5(b)に示す、各インク流路H1605周囲の接合面H1508の全領域が良好に溶着され、インク流路のインクシール性が確保される。
【0052】
なお、本実施例において、レーザー光屈折傾斜面H1620の傾斜角度は、30度以下だと、レーザー光の屈折角が小さすぎて、目標とする接合面H1508にレーザー光をうまく回り込ませるのが困難な場合が多い。また、傾斜角度が70度以上だと、レーザー光屈折傾斜面H1620の表面において反射されるレーザー光量が多くなってしまい、目標とする接合面H1508に到達するエネルギーが大きく減衰されてしまう。したがって、レーザー光屈折傾斜面H1620の傾斜角度は、30度以上70度以下が望ましい。
【0053】
また、本実施例では、ブラック用のインク供給口H1605bにおいて、接合面H1508の、テーパー形状部H1610の真下に位置する領域に、レーザー光屈折傾斜面H1620を利用してレーザー光を照射する構成を示したが、他の色のインク供給口H1605においても、テーパー形状部がある場合には、同様の手法を用いることが可能であるのは言うまでもない。また、本実施例においてもそうであるように、流路形成部材H1600の、各インク供給口H1605を形成する部分は、筒状の突出部として形成される場合がある。そこで、この突出部の高さと流路形成部材H1600の素材の、レーザー光の透過率によっては、接合面H1508の、この突出部の真下に位置する領域に到達するレーザー光が、無視できないほどに減衰されてしまう場合が考えられる。このような場合にも、レーザー光屈折傾斜面を利用することによって、接合面H1508の、突出部の真下に位置する領域においても、レーザー光の照射強度の調整などを必要とすることなく、十分なレーザー光エネルギーを供給し、良好な溶着接合を可能とすることができる。さらに、流路形成部材H1600の、接合面H1508に重なる平面領域に、その他の厚肉部や傾斜面形成部が形成されていたり、金属材料などのレーザー光遮蔽物が流路形成部材H1600に接合され、または埋め込まれていたりする場合でも、同様に、レーザー光屈折傾斜面を利用することによって、接合面H1508の全領域において、良好な溶着接合を可能とすることができる。
【0054】
(実施例2)
図14を参照して本発明の実施例2を説明する。同図において、実施例1と同様の部分については同一の符号を付している。本実施例のインクジェット記録ヘッドの全体構成などは、実施例1と同様であり、詳細な説明は省略する。
【0055】
図14は、レーザー光を利用して流路形成部材H1600とタンクホルダーH1500を溶着接合する、本実施例における手順を示している。本実施例では、インク供給口H1605形成する部分は、細くて非常に長い筒状突出部になっている。接合面H1508の、この突出部の真下の領域にレーザー光を到達させるために、この突出部の外側にレーザー光屈折傾斜面H1621が形成されている。レーザー光屈折傾斜面H1621は、突出部の根元部分に形成され、流路形成部材H1600の基本肉厚面よりも深い部分にまで入り込んで形成されている。
【0056】
レーザー光屈折傾斜面H1621でレーザー光を屈折させることによって、インク供給口H1605周囲の突出部に重なる領域も含めて、接合面H1508の全領域に十分な強度のレーザ−光を到達させ、良好な溶着接合を行うことができ、インク流路のインクシール性を確保することができる。
【0057】
(実施例3)
図15を参照して本発明の実施例3を説明する。同図において、実施例1と同様の部分については同一の符号を付している。本実施例のインクジェット記録ヘッドの全体構成などは、実施例1と同様であり、詳細な説明は省略する。
【0058】
図15は、レーザー光を利用して流路形成部材H1600とタンクホルダーH1500を溶着接合する、本実施例における手順を示している。本実施例では、流路形成部材H1600をレーザー光に対して透過性のない樹脂材で形成し、タンクホルダーH1500をレーザー光に対して透過性のある樹脂材で形成している。
【0059】
接合手順において、タンクホルダーH1500にインク流路形成部材H1600を圧接するのは前の各実施例と同様である。この際、本実施例では、流路形成部材H1600のインク流路H1605の、両部材の合わせ面において所定の平面パターンで延びている部分の周囲に凸部H1630が形成されており、この凸部H1630の部分が両部材の接合面H1508となっている。
【0060】
そして、本実施例では、タンクホルダーH1500側から接合面H1508にレーザー光を照射する。この際、タンクホルダーH1500には、インクタンクH1900とのインク流通のためのジョイント部H1517(図9も参照)が、筒状突出部として形成され、先端の開口には傾斜面H1518が形成されている。この傾斜面H1518の平面領域の一部は、接合面H1508と重なっている。したがって、接合面H1508の、傾斜面H1518の真下の領域には、その真上からレーザー光を照射しても、そのレーザー光を到達させることができない。そこで、レーザー光が接合面H1508に到達するようにレーザー光を屈折させるレーザー光屈折傾斜面H1510を接合面H1508の近傍でジョイント部H1517の根元の部分に設けている。このレーザー光屈折傾斜面H1510を利用することによって、傾斜面H1518の真下に位置する領域も含めて接合面H1508の全領域にレーザー光を照射し、良好な溶着接合を行うことができ、インク流路のインクシール性を確保できる。
【0061】
このように、本発明は、流路形成部材H1600をレーザー光に対して透過性のない樹脂材で形成し、タンクホルダーH1500をレーザー光に対して透過性のある樹脂材で形成して、タンクホルダーH1500側からレーザー光を照射して両部材を溶着接合する手法に対しても適用可能である。
【図面の簡単な説明】
【0062】
【図1】本発明の実施例1による溶着接合部の詳細図であり、図1(a)は平面図、図1(b)は、図1(a),図2B,図5(b)のA−A線に沿った断面図。
【図2A】本発明の実施例1による溶着接合の手順を示す斜視図。
【図2B】本発明の実施例1による溶着接合の手順を示す斜視図。
【図3A】本発明の実施例1による溶着接合の手順を示す断面図。
【図3B】本発明の実施例1による溶着接合の手順を示す断面図。
【図3C】本発明の実施例1による溶着接合の手順を示す断面図。
【図4】本発明の実施例1による溶着接合の手順を示す、一部を拡大した断面図。
【図5】(a)は本発明の実施例1による溶着接合におけるレーザー光のスキャン軌跡を示す平面図、(b)は(a)のレーザー光照射によって溶着される接合面の平面パターンを示す図。
【図6】本発明を適用可能な一例のインクジェット記録装置の斜視図。
【図7】図6のインクジェット記録装置に装着された記録ヘッドカートリッジの斜視図。
【図8】図7の記録ヘッドカートリッジの分解斜視図。
【図9】図8の記録ヘッドカートリッジを構成する記録ヘッドの分解斜視図。
【図10】図8の記録ヘッドカートリッジを構成する記録ヘッドの分解斜視図。
【図11】図9の記録ヘッドに備えられる記録素子基板の部分破断斜視図。
【図12】図7の記録ヘッドカートリッジにおける記録ヘッドへのインクタンクの装着を説明する斜視図。
【図13】図7の記録ヘッドカートリッジの断面図。
【図14】本発明の実施例2による溶着接合の手順を示す、一部を拡大した断面図。
【図15】本発明の実施例3による溶着接合の手順を示す、一部を拡大した断面図。
【図16】比較例の溶着接合部の詳細図であり、(a)は平面図、(b)は、(a)のA−A線に沿った断面図。
【図17】(a)は比較例による溶着接合におけるレーザー光のスキャン軌跡を示す平面図、(b)は(a)のレーザー光照射によって溶着される接合面の平面パターンを示す図。
【符号の説明】
【0063】
H1500 タンクホルダー(実施例1における第1の部材)
H1501,1606 インク流路
H1600 流路形成部材(実施例1における第2の部材)
H1620 レーザー光屈折傾斜面
【特許請求の範囲】
【請求項1】
インクを吐出して被記録媒体に記録を行うインクジェット記録ヘッドにおいて、
インク流路が形成され、レーザー光に対して透過性のないプラスチックから形成された第1の部材と、インク流路が形成され、レーザー光に対して透過性を有するプラスチックから形成された第2の部材とが、両部材のインク流路が連通するように、少なくとも、インク流路の連通部の周囲を囲む領域にわたる接合面で溶着されて接合されており、
前記第2の部材は、前記接合面に垂直な方向に進行するレーザー光を屈折させて前記接合面の少なくとも部分領域に導くことができるレーザー光屈折傾斜面を有することを特徴とするインクジェット記録ヘッド。
【請求項2】
前記第2の部材は、前記接合面に垂直な方向に見て前記接合面と重なる領域に配置され、前記接合面に垂直な方向に進行するレーザー光を遮り、減衰させ、または進行方向を変化させるレーザー光障害部を有し、前記レーザー光屈折傾斜面は、前記接合面の、前記レーザー光障害部と重なる領域に前記レーザー光を導くことができるように配置されている、請求項1に記載のインクジェット記録ヘッド。
【請求項3】
前記第1の部材は、インクタンクを着脱可能に保持し、該インクタンクに接続されるインク流路が形成されたタンクホルダーであり、前記第2の部材は、前記タンクホルダーに接合されており、該タンクホルダーのインク流路に連通するインク流路が形成された流路形成部材であり、前記レーザー光障害部は、前記流路形成部材の、インク供給口が先端に開口し、中心にインク流路が形成された筒状突起部であり、該筒状突起部の周囲に前記レーザー光屈折傾斜面が形成されている、請求項2に記載のインクジェット記録ヘッド。
【請求項4】
前記第2の部材は、インクタンクを着脱可能に保持し、該インクタンクに接続されるインク流路が形成されたタンクホルダーであり、前記第1の部材は、前記タンクホルダーに接合されており、該タンクホルダーのインク流路に連通するインク流路が形成された流路形成部材であり、前記レーザー光障害部は、中心にインク流路が形成され、前記インクタンクに接続される筒状突起部であり、該筒状突起部の周囲に前記レーザー光屈折傾斜面が形成されている、請求項2に記載のインクジェット記録ヘッド。
【請求項5】
請求項1から4のいずれか1項に記載のインクジェット記録ヘッドの搭載部を有し、前記インクジェット記録ヘッドからインクを吐出させて被記録媒体に記録を行うインクジェット記録装置。
【請求項6】
インクを吐出して被記録媒体に記録を行うインクジェット記録ヘッドの製造方法において、
インク流路を形成する第1の部材を、レーザー光に対して透過性のないプラスチックから形成する工程と、
インク流路を形成する第2の部材を、レーザー光に対して透過性を有するプラスチックから形成する工程と、
前記第1の部材と前記第2の部材を、両部材のインク流路が連通するように、少なくとも、インク流路の連通部の周囲を囲む領域にわたる接合面で溶着させて接合させる工程とを有し、
前記第1の部材と前記第2の部材の接合は、前記第1の部材と前記第2の部材とを重ね、レーザー光を、前記第2の部材を透過させて前記接合面に照射し、前記第1の部材と前記第2の部材を溶着させることによって行い、
前記第2の部材に、前記レーザー光を、前記接合面の少なくとも部分領域に向かうように屈折させるレーザー光屈折傾斜面を形成する工程をさらに有し、
前記接合面への前記レーザー光の照射は、前記レーザー光を前記レーザー光屈折傾斜面に入射させることを含むことを特徴とする、インクジェット記録ヘッドの製造方法。
【請求項7】
前記第2の部材は、前記レーザー光の進行方向に見て、前記接合面と重なる領域に前記レーザー光を遮り、減衰させ、または進行方向を変化させるレーザー光障害部を有し、前記レーザー光屈折傾斜面は、前記接合面の、前記レーザー光障害部と重なる領域に前記レーザー光を導くことができるように配置されている、請求項6に記載の、インクジェット記録ヘッドの製造方法。
【請求項8】
第1のプラスチック部材を、レーザー光に対して透過性のないプラスチックから形成する工程と、
第2のプラスチック部材を、レーザー光に対して透過性を有するプラスチックから形成する工程と、
前記第1の部材と前記第2の部材とを重ねる工程と、
レーザー光を、前記第2の部材を透過させて前記第1の部材と前記第2の部材との接合面に照射する工程と、
前記第2の部材に、前記レーザー光を、前記接合面の少なくとも部分領域に向かうように屈折させるレーザー光屈折傾斜面を形成する工程とを有し、
前記接合面への前記レーザー光の照射は、前記レーザー光を前記レーザー光屈折傾斜面に入射させることを含むことを特徴とする、プラスチック部材の接合方法。
【請求項9】
前記第2の部材は、前記レーザー光の進行方向に見て、前記接合面と重なる領域に前記レーザー光を遮り、減衰させ、または進行方向を変化させるレーザー光障害部を有し、前記レーザー光屈折傾斜面は、前記接合面の、前記レーザー光障害部と重なる領域に前記レーザー光を導くことができるように配置されている、請求項8に記載の、プラスチック部材の接合方法。
【請求項1】
インクを吐出して被記録媒体に記録を行うインクジェット記録ヘッドにおいて、
インク流路が形成され、レーザー光に対して透過性のないプラスチックから形成された第1の部材と、インク流路が形成され、レーザー光に対して透過性を有するプラスチックから形成された第2の部材とが、両部材のインク流路が連通するように、少なくとも、インク流路の連通部の周囲を囲む領域にわたる接合面で溶着されて接合されており、
前記第2の部材は、前記接合面に垂直な方向に進行するレーザー光を屈折させて前記接合面の少なくとも部分領域に導くことができるレーザー光屈折傾斜面を有することを特徴とするインクジェット記録ヘッド。
【請求項2】
前記第2の部材は、前記接合面に垂直な方向に見て前記接合面と重なる領域に配置され、前記接合面に垂直な方向に進行するレーザー光を遮り、減衰させ、または進行方向を変化させるレーザー光障害部を有し、前記レーザー光屈折傾斜面は、前記接合面の、前記レーザー光障害部と重なる領域に前記レーザー光を導くことができるように配置されている、請求項1に記載のインクジェット記録ヘッド。
【請求項3】
前記第1の部材は、インクタンクを着脱可能に保持し、該インクタンクに接続されるインク流路が形成されたタンクホルダーであり、前記第2の部材は、前記タンクホルダーに接合されており、該タンクホルダーのインク流路に連通するインク流路が形成された流路形成部材であり、前記レーザー光障害部は、前記流路形成部材の、インク供給口が先端に開口し、中心にインク流路が形成された筒状突起部であり、該筒状突起部の周囲に前記レーザー光屈折傾斜面が形成されている、請求項2に記載のインクジェット記録ヘッド。
【請求項4】
前記第2の部材は、インクタンクを着脱可能に保持し、該インクタンクに接続されるインク流路が形成されたタンクホルダーであり、前記第1の部材は、前記タンクホルダーに接合されており、該タンクホルダーのインク流路に連通するインク流路が形成された流路形成部材であり、前記レーザー光障害部は、中心にインク流路が形成され、前記インクタンクに接続される筒状突起部であり、該筒状突起部の周囲に前記レーザー光屈折傾斜面が形成されている、請求項2に記載のインクジェット記録ヘッド。
【請求項5】
請求項1から4のいずれか1項に記載のインクジェット記録ヘッドの搭載部を有し、前記インクジェット記録ヘッドからインクを吐出させて被記録媒体に記録を行うインクジェット記録装置。
【請求項6】
インクを吐出して被記録媒体に記録を行うインクジェット記録ヘッドの製造方法において、
インク流路を形成する第1の部材を、レーザー光に対して透過性のないプラスチックから形成する工程と、
インク流路を形成する第2の部材を、レーザー光に対して透過性を有するプラスチックから形成する工程と、
前記第1の部材と前記第2の部材を、両部材のインク流路が連通するように、少なくとも、インク流路の連通部の周囲を囲む領域にわたる接合面で溶着させて接合させる工程とを有し、
前記第1の部材と前記第2の部材の接合は、前記第1の部材と前記第2の部材とを重ね、レーザー光を、前記第2の部材を透過させて前記接合面に照射し、前記第1の部材と前記第2の部材を溶着させることによって行い、
前記第2の部材に、前記レーザー光を、前記接合面の少なくとも部分領域に向かうように屈折させるレーザー光屈折傾斜面を形成する工程をさらに有し、
前記接合面への前記レーザー光の照射は、前記レーザー光を前記レーザー光屈折傾斜面に入射させることを含むことを特徴とする、インクジェット記録ヘッドの製造方法。
【請求項7】
前記第2の部材は、前記レーザー光の進行方向に見て、前記接合面と重なる領域に前記レーザー光を遮り、減衰させ、または進行方向を変化させるレーザー光障害部を有し、前記レーザー光屈折傾斜面は、前記接合面の、前記レーザー光障害部と重なる領域に前記レーザー光を導くことができるように配置されている、請求項6に記載の、インクジェット記録ヘッドの製造方法。
【請求項8】
第1のプラスチック部材を、レーザー光に対して透過性のないプラスチックから形成する工程と、
第2のプラスチック部材を、レーザー光に対して透過性を有するプラスチックから形成する工程と、
前記第1の部材と前記第2の部材とを重ねる工程と、
レーザー光を、前記第2の部材を透過させて前記第1の部材と前記第2の部材との接合面に照射する工程と、
前記第2の部材に、前記レーザー光を、前記接合面の少なくとも部分領域に向かうように屈折させるレーザー光屈折傾斜面を形成する工程とを有し、
前記接合面への前記レーザー光の照射は、前記レーザー光を前記レーザー光屈折傾斜面に入射させることを含むことを特徴とする、プラスチック部材の接合方法。
【請求項9】
前記第2の部材は、前記レーザー光の進行方向に見て、前記接合面と重なる領域に前記レーザー光を遮り、減衰させ、または進行方向を変化させるレーザー光障害部を有し、前記レーザー光屈折傾斜面は、前記接合面の、前記レーザー光障害部と重なる領域に前記レーザー光を導くことができるように配置されている、請求項8に記載の、プラスチック部材の接合方法。
【図1】



【図2A】

【図2B】
【図3A】

【図3B】

【図3C】

【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】

【図16】
【図17】
【図2A】
【図2B】
【図3A】
【図3B】
【図3C】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2006−341557(P2006−341557A)
【公開日】平成18年12月21日(2006.12.21)
【国際特許分類】
【出願番号】特願2005−171182(P2005−171182)
【出願日】平成17年6月10日(2005.6.10)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成18年12月21日(2006.12.21)
【国際特許分類】
【出願日】平成17年6月10日(2005.6.10)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]