
インクジェット記録ヘッドの製造方法およびインクジェット記録装置
【課題】フィルタをインク収納容器に溶着する際の製造工程を簡略化でき、低コストにて高精度なインクジェット記録ヘッドの製造方法を提供する。
【解決手段】本発明のインクジェット記録ヘッドの製造方法は、異物を除去するフィルタH1700を、フィルタH1700を支持する支持体であるフィルタ溶着部H2020に熱融着によって溶着する溶着工程にて、熱溶着治具500を、フィルタH1700を保持面503に保持する前に予め加熱しておくことを特徴とする。
【解決手段】本発明のインクジェット記録ヘッドの製造方法は、異物を除去するフィルタH1700を、フィルタH1700を支持する支持体であるフィルタ溶着部H2020に熱融着によって溶着する溶着工程にて、熱溶着治具500を、フィルタH1700を保持面503に保持する前に予め加熱しておくことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、インク等の液体を吐出して記録動作を行うインクジェット記録ヘッドの製造方法およびインクジェット記録装置に関する。
【背景技術】
【0002】
インクジェット記録装置におけるバブルジェット方式の改良として、本願出願人が提案した新方式として、気泡を大気に連通させることで、液滴を一定化させ、微小液滴の吐出を可能にした大気連通方式、いわゆるbubble through jet方式(以下、BTJ方式と称す)を用いたプリンタが市場に投入されている。このプリンタは、ブラック、シアン、マゼンタ、イエローの各色用のヘッド部を有し、それぞれBTJ方式を共通して用いることで、微小液滴の安定吐出量の確保に基づく高画質プリントを達成している。すなわち、銀塩写真と同等の高品位カラー記録を達成するためには、紙上でドットが見えない(粒状感が無い)程度に小ドット化することが必要であり、カラーインクの液滴は、約5pl(ピコリットル、10-12リットル)、ドット径40〜50μm、解像度600×1200〜1200×1200dpi(dpiは1インチ当たりのドット数を示す単位)程度の設定がなされるが、十分対応可能である。
【0003】
一方、高画質化の要求に伴い、小液滴化させるために吐出口径を小径化し、このため、吐出口内に進入する異物に対する管理・対策が大きな課題である。異物除去用のフィルタの濾過性能の向上やフィルタとインク収納容器の接合方法等の新規開発項目が必須となってきている。フィルタとインク収納容器の接合方法には、例えば特許文献1に記載されているフィルタ周縁部を容器フィルタ受け部に埋め込んで固定している方法や、特許文献2に記載されているフィルタをインク収納容器のフィルタ溶着面の溶融部材を介して固定する方法がある。
【0004】
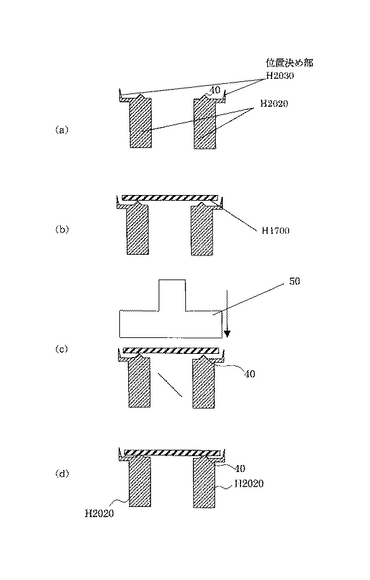
図11に従来のフィルタ溶着の工程フローの一例を示す。
【0005】
従来は異物を除去するフィルタH1700をフィルタ溶着部H2020に事前に配置するため、所定の位置に配置できるよう溶着部周縁には位置決め部H2030を設けていた(図11(a))。この位置決め部H2030は、後に液体保持部材H1600がフィルタH1700に圧接する際の妨げとならないよう極力小型・薄型に形成されていることが多い。このような極力小型・薄型に形成した場合、インク収納容器H2000をモールド成形する際、樹脂の流動不足によるショートモールド等の弊害を引き起こし、生産性の低下を招く一要因となっていた。
【0006】
所定の大きさに切り出したフィルタH1700をインク収納容器H2000に位置決めする際、インク室2010側から不図示のロボット等のフィンガーで配置する(図11(b))。
【0007】
フィルタ溶着部H2020の溶着部40上にフィルタH1700配置された後、加熱された熱溶着治具50が降下してくる(図11(c))。熱溶着治具50がフィルタH1700に接して初めてフィルタH1700の温度上昇は始まる。フィルタH1700が熱溶着治具50の熱がフィルタH1700に伝導されてフィルタH1700が所定の温度まで上昇することで、フィルタH1700を介して溶着部40の温度が上昇し、溶融を開始し、金属不織布性のフィルタH1700内に流れ込みながら固化する。
【特許文献1】特開平6−238910号公報
【特許文献2】特開平8−080616号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、このようなインクジェット記録ヘッドにおいては、以下に述べる課題があった。すなわち、高精度のインクジェット記録ヘッドを生産するためには高額な設備投資を必要とし、設備償却費がヘッドコストの大きな割合を占めている。よって、生産性の更なる効率化が必要とされ、このためには効率化の妨げとなっている工程における新たな製法開発が大きな課題であった。
【0009】
上述したフィルタ溶着方法のいずれの場合もフィルタは溶着部に事前に配置し、その後加熱された熱溶着治具等により溶着部を溶解しフィルタを固定している。この際、フィルタ溶着部にはフィルタ位置決め用の壁が配置されているため、フィルタを位置決め壁内に配置するためには高精度のロボットが必要になるばかりでなく、その位置決め壁をモールドで形成するための精密成形技術が必要である。
【0010】
また、フィルタをインク収納容器のフィルタ溶着面に直接溶着する方法では、昇温していないフィルタは溶着部に圧接した後に熱溶着治具の熱がフィルタを介して溶着部に伝わるため、熱効率が悪く、溶着に要するタクトタイムの増加を招き、結果的に生産性を低下させ低コスト化の妨げとなっていた。
【0011】
昨今のBTJ方式を用いたプリンタが普及し、低価格化が急激に進行している中、この低価格・高機能の波に対応するためには、BTJ記録ヘッドの更なる低コスト化が大きな課題になりつつあり、前述のフィルタ溶着工程もこの対象になってきている。
【0012】
そこで、本発明はフィルタをインク収納容器に溶着する際の製造工程を簡略化でき、低コストにて高精度なインクジェット記録ヘッドの製造方法およびインクジェット記録装置を提供することを目的とする。
【課題を解決するための手段】
【0013】
上記目的を達成するため本発明のインクジェット記録ヘッドの製造方法は、異物を除去するフィルタを、フィルタを支持する支持体に熱融着によって溶着する溶着工程にて、保持面に保持されたフィルタを加熱しフィルタを支持体に対して圧接することでフィルタを支持体に溶着させる熱溶着治具を、フィルタを保持面に保持する前に予め加熱しておく。
【発明の効果】
【0014】
本発明によれば、フィルタ溶着における製造工程を簡略することができ、安価なインクジェット記録ヘッドの製造方法およびインクジェット記録装置を提供することができる。
【発明を実施するための最良の形態】
【0015】
次に、本発明の実施の形態について図面を参照して説明する。
【0016】
図1から図7は、本発明が実施または適用される好適な記録ヘッドを説明するための説明図である。以下、これらの図面を参照して各構成要素について説明する。
【0017】
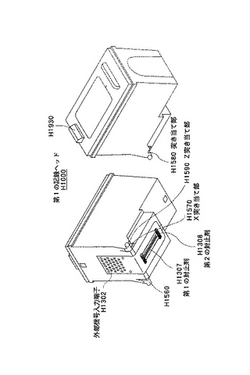
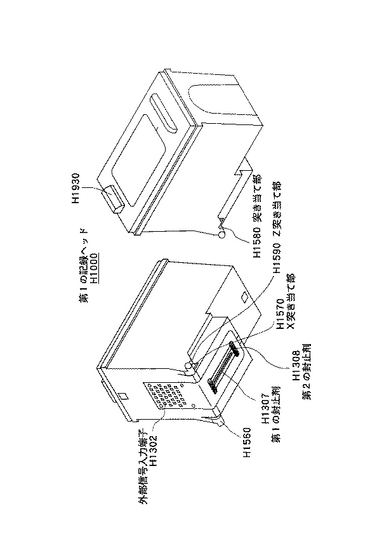
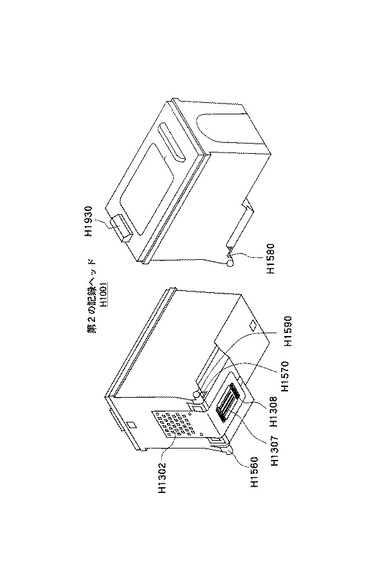
本発明の記録ヘッドは図1及び図4に示すようにインクタンク一体構成となっており、図1中の第1の記録ヘッドH1000はブラックインクを、図4中の第2の記録ヘッドH1001はカラーインク(シアンインク、マゼンタインク、イエローインク)をそれぞれ搭載している。これら記録ヘッドH1000及びH1001は、インクジェット記録装置本体に載置されているキャリッジの位置決め手段および電気的接点によって固定支持されるとともに、キャリッジに対して着脱可能となっており、搭載したインクが消費されるとそれぞれ交換される。
【0018】
次にこれら記録ヘッドに関して、さらに詳しく記録ヘッドを構成しているそれぞれの構成要素毎に順を追って説明する。
(1)記録ヘッド
本実施形態における第1の記録ヘッドH1000及び第2の記録ヘッドH1001は、電気信号に応じて膜沸騰をインクに対して生じせしめるための熱エネルギを生成する電気熱変換体を用いたバブルジェット(登録商標)方式の記録ヘッドであり、電気熱変換体とインク吐出口とが対向するように配置された、いわゆるサイドシュータ型の記録ヘッドである。
(1−1)第1の記録ヘッド
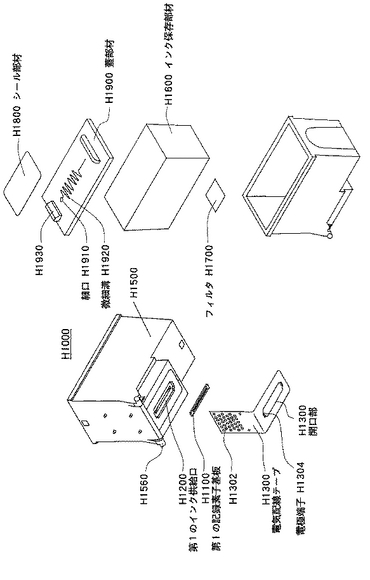
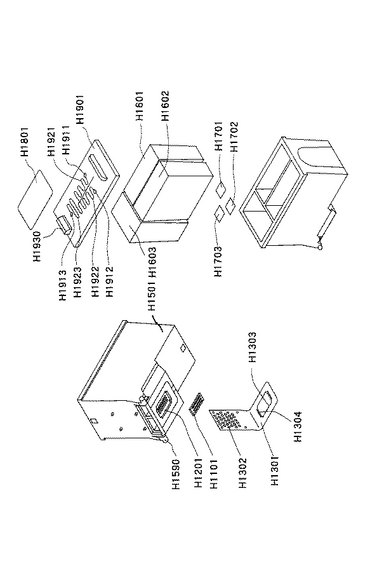
第1の記録ヘッドH1000はブラックインク用として使用されるもので、図2の分解斜視図に示すように、記録素子基板H1100、電気配線テープH1300、インク収納容器H1500、異物を除去するフィルタH1700、インク吸収体H1600、蓋部材H1900、およびシール部材H1800から構成されている。
(1−1−1)第1の記録素子基板
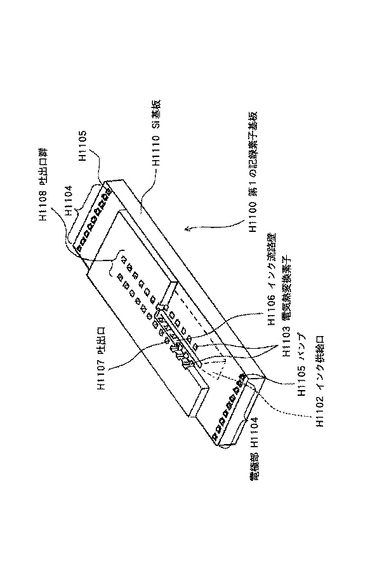
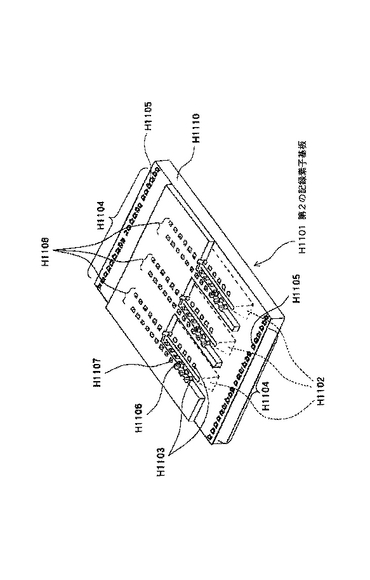
図3は第1の記録素子基板H1100の構成を説明するために一部破断して示す斜視図である。第1の記録素子基板H1100は、例えば、厚さ0.5〜1mmのSi基板H1110にインク流路である長溝状の貫通口のインク供給口H1102がSiの結晶方位を利用した異方性エッチングやサンドブラストなどの方法で形成されている。
【0019】
インク供給口H1102を挟んだ両側には、電気熱変換素子H1103がそれぞれ1列ずつ並べて配置されて形成されており、さらに電気熱変換素子H1103に電力を供給するAlなどからなる不図示の電気配線が形成されている。これら電気熱変換素子H1103と電気配線とは成膜技術により形成されている。電気熱変換素子H1103は、各列千鳥状に配列されて、すなわち各列の吐出口の位置が、その並び列方向に直交する方向に並ばないように少しずれて配置されている。さらに、この電気配線に電力を供給したり、電気熱変換素子H1103を駆動するための電気信号を供給したりするための電極部H1104が電気熱変換素子H1103の両外側の側辺に沿って配列して形成されており、電極部H1104上にはAuなどからなるバンプH1105が形成されている。
【0020】
Si基板H1110上のパターンが形成された面上には、電気熱変換素子H1103に対応したインク流路を形成するインク流路壁H1106とその上方を覆う天上部とを有し、天井部に吐出口H1107が開口された、樹脂材料からなる構造体がフォトリソグラフィ技術によって形成されている。吐出口1107は、電気熱変換素子H1103に対向して設けられており、吐出口群H1108を形成している。この第1の記録素子H1100において、インク流路H1102から供給されたインクは各電気熱変換素子H1103の発熱によって発生した気泡の圧力によって、各電気熱変換素子H1103に対向する吐出口1107から吐出される。
(1−1−2)電気配線テープ
電気配線テープH1300は、第1の記録素子基板H1100に対してインクを吐出するための電気信号を印加する電気信号経路を形成するものであり、記録素子基板を組み込むための開口部H1303が形成されており、この開口部の縁付近には、記録素子基板の電極部H1104に接続される電極端子H1304が形成されている。また、電気配線テープH1300には、本体装置からの電気信号を受け取るための外部信号入力端子H1302が形成されており、電極端子H1304と外部信号入力端子H1302は連続した銅箔の配線パターンでつながれている。
【0021】
電気配線テープH1300と第1の記録素子基板1100の電気的接続は、例えば、第1の記録素子基板H1100の電極部H1104に形成されたバンプH1105と、第1の記録素子基板H1100の電極部H1104に対応する電気配線テープH1300の電極端子H1304とが熱超音波圧着法により電気接合されることでなされている。
(1−1−3)インク収納容器
インク収納容器H1500は、例えば、樹脂成形により形成されている。樹脂材料には、剛性を向上させるためにガラスフィラーを5〜40%混入した樹脂材料を使用することが望ましい。図2に示すように、インク収納容器H1500は、内部にインクを保持し負圧を発生するためのインク保持部材H1600を有することでインクタンクの機能と、記録素子基板H1100にそのインクを導くためのインク流路を形成することでインク供給の機能とを備えている。インク保持部材H1600としては、PP(ポリプロピレン)繊維を圧縮したものが使われているが、ウレタン繊維を圧縮したものでもよい。インク流路の上流部であるインク保持部材H1600との境界部には、記録素子基板H1100内部にゴミの進入を防ぐためのフィルタH1700が溶着により接合されている。フィルタH1700は、SUS金属メッシュタイプでも良いが、SUS金属繊維焼結タイプのほうが好ましい。
【0022】
インク流路の下流部には、第1の記録素子基板H1100にブラックのインクを供給するための第1のインク供給口H1200が形成されており、第1の記録素子基板H1100のインク供給口1102がインク収納容器H1500の第1のインク供給口H1200に連通するよう、第1の記録素子基板H1100がインク収納容器H1500に対して位置精度良く接着固定される。この接着に用いられる不図示の第1の接着剤は、低粘度で硬化温度が低く、短時間で硬化し、硬化後比較的高い硬度を有し、かつ、耐インク性のあるものが望ましい。例えば、第1の接着剤としては、エポキシ樹脂を主成分とした熱硬化接着剤が用いられ、その際の接着層の厚みは50μm程度が望ましい。
【0023】
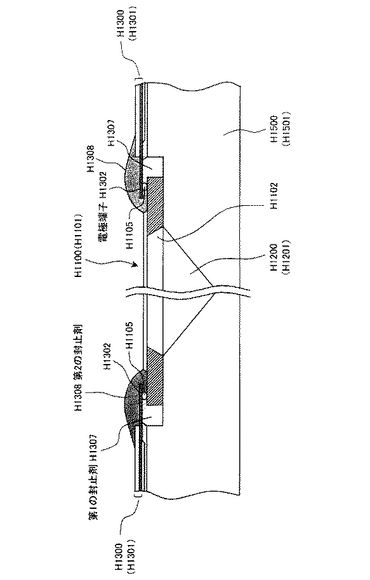
また、第1の記録素子基板H1100の接着面周囲の平面には、電気配線テープH1300の一部の裏面が不図示の第2の接着剤により接着固定される。第1の記録素子基板H1100と電気配線テープH1300との電気接続部分は、第1の封止剤H1307および第2の封止剤H1308(図7参照)により封止され、電気接続部分をインクによる腐食や外的衝撃から保護されている。第1の封止剤H1307は、主に電気配線テープH1300の電極端子H1302と記録素子基板のバンプH1105との接続部の裏面側と記録素子基板の外周部分を封止し、第2の封止剤H1308は、上述の接続部の表側を封止している。そして、電気配線テープH1300の未接着部は折り曲げられ、インク供給保持部材H1500の第1の記録素子基板H1100の接着面にほぼ垂直な側面に熱カシメもしくは接着等で固定される。
(1−1−4)蓋部材
蓋部材H1900は、インク収納容器H1500の上部開口部に溶着されることで、インク収納容器H1500内部を密閉するものである。但し、蓋部材H1900にはインク収納容器H1500内部の圧力変動を逃がすための細口H1910とそれに連通した微細溝H1920を有しており、細口H1910と微細溝H1920のほとんどをシール部材H1800で覆い微細溝H1920の一端部を開口することで大気連通口を形成している。また、第1の記録ヘッドH1100をインクジェット記録装置(図11参照)に固定するための係合部H1930を有している。
(1−2)第2の記録ヘッド
第2の記録ヘッドH1001はシアン、マゼンタ、イエローの3色のインクを吐出させるためのもので、図5の分解斜視図に示すように、記録素子基板H1101、電気配線テープH1301、インク収納容器H1501、フィルタH1701、H1702、H1703、インク保持部材H1601、H1602、H1603、蓋部材H1901、およびシール部材H1801から構成されている。
(1−2−1)第2の記録素子基板
図6は第2の記録素子基板H1101の構成を説明するために一部破断して示す斜視図であり、シアン、マゼンタ、イエロー用の3個のインク供給口H1102が並列して形成されている。それぞれのインク供給口H1102を挟んでその両側に電気熱変換素子H1103と吐出口H1107とが一列に並んで千鳥状に配置されて形成されている。そしてSi基板H1101上には、Si基板H1110および第1の記録素子基板H1100と同様に、電気配線、ヒューズ、電極部H1104などが形成されており、その上に樹脂材料でフォトリソグラフィ技術によってインク流路壁H1106や吐出口H1107が形成されており、電気配線に電力を供給するための電極部H1104にはAu等のバンプH1105が形成されている。
(1−2−2)電気配線テープ
電気配線テープH1301は、第2の記録素子基板H1101に対してインクを吐出するための電気信号を印加する電気信号経路を形成するものであり、記録素子基板を組み込むための開口部が形成されており、この開口部の縁付近には、記録素子基板の電極部H1104に接続される電極端子H1304が形成されている。また、電気配線テープH1301には、本体装置からの電気信号を受け取るための外部信号入力端子H1302が形成されており、電極端子H1304と外部信号入力端子H1302は連続した銅箔の配線パターンでつながれている。
【0024】
電気配線テープH1301と第2の記録素子基板1101の電気的接続は、例えば、第2の記録素子基板H1101の電極部H1104に形成されたバンプH1105と、第2の記録素子基板H1101の電極部H1104に対応する電気配線テープH1301の電極端子H1304とが熱超音波圧着法により電気接合されることでなされている。
(1−2−3)インク収納容器
インク収納容器H1501は、例えば、樹脂成形により形成されている。樹脂材料には、形状的剛性を向上させるためにガラスフィラーを5〜40%混入した樹脂材料を使用することが望ましい。図5に示すように、インク供給保持部材H1501は、内部にシアン、マゼンタ、イエローのインクを保持するための負圧を発生するためのインク保持部材H1601、H1602,H1603をそれぞれ独立して保持するための空間を有することでインクタンクの機能と、記録素子基板H1100の各インク供給口H1102にそれぞれインクを導くための独立したインク流路を形成することでインク供給機能とを備えている。インク保持部材H1601、H1602、H1603は、PP繊維を圧縮したものが使われているが、ウレタン繊維を圧縮したものでも良い。各インク流路の上流部のインク保持部材H1601、H1602、H1603との境界部には、記録素子基板H1101内部にゴミの進入を防ぐためのフィルタH1701,H1702,H1703がそれぞれ溶着により接合されている。各フィルタH1701、H1702、H1703は、SUS金属メッシュタイプでも良いが、SUS金属繊維焼結タイプのほうが好ましい。
【0025】
インク流路の下流部には、第2の記録素子基板H1101にシアン、マゼンタ、イエローの各インクを供給するためのインク供給口H1201が形成されており、第2の記録素子基板H1101の各インク供給口1102がインク収納容器H1501の各インク供給口H1201に連通するよう、第2の記録素子基板H1101がインク収納容器H1501に対して位置精度良く接着固定される。この接着に用いられる第1の接着剤は、低粘度で硬化温度が低く、短時間で硬化し、硬化後比較的高い硬度を有し、かつ、耐インク性のあるものが望ましい。例えば、第1の接着剤としては、エポキシ樹脂を主成分とした熱硬化接着剤が用いられ、その際の接着層の厚みは50μm程度が望ましい。
【0026】
また、インク供給口H1201付近周囲の平面には、電気配線テープH1301の一部の裏面が第2の接着剤により接着固定される。第2の記録素子基板H1101と電気配線テープH1301との電気接続部分は、第1の封止剤H1307および第2の封止剤H1308(図7参照)により封止され、電気接続部分をインクによる腐食や外的衝撃から保護されている。第1の封止剤H1307は、主に電気配線テープH1300の電極端子H1302と記録素子基板のバンプH1105との接続部の裏面側と記録素子基板の外周部分を封止し、第2の封止剤H1308は、上述の接続部の表側を封止している。そして、電気配線テープH1301の未接着部は折り曲げられ、インク収納容器H1501のインク供給口H1201を有する面にほぼ直交した側面に熱カシメもしくは接着等で固定される。
(1−2−4)蓋部材
蓋部材H1901は、インク供収納容器H1501の上部開口部に溶着されることで、インク収納容器H1501内部の独立した空間をそれぞれ閉塞するものである。但し、蓋部材H1901にはインク収納容器H1501内部の各部屋の圧力変動を逃がすための細口H1911、H1912、H1913と、それぞれに連通した微細溝H1921、H1922、H1923を有している。微細溝H1921およびH1922の他端は微細溝H1923の途中に合流している。さらに、細口H1911、H1912、H1913と微細溝H1921、H1922、および微細溝H1923のほとんどをシール部材H1801で覆い、微細溝H1923の他端部を開口することで大気連通口を形成している。また、第2の記録ヘッドをインクジェット記録装置に固定するための係合部H1930を有している。
(第1の実施例)
本発明の実施例について図8を参照して前述した最良の形態の中におけるフィルタとインク収納容器の溶着方法について説明する。図8は、本発明の第1の実施例のフィルタ溶着の工程フローを説明する説明図である。
【0027】
なお、本発明の実施例は前述した第1の記録ヘッドH1000を例に説明するが、第2の記録ヘッドH1001においても同様の製造方法が可能である。
【0028】
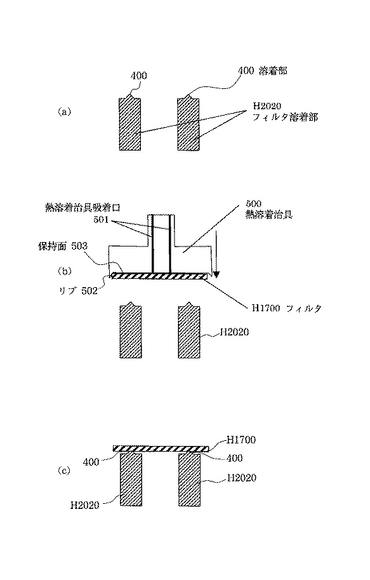
まず、本実施例のフィルタ溶着に用いられる熱溶着治具500の構成について説明する。本実施例の熱溶着治具500は、フィルタH1700を吸引することにより熱溶着治具500に吸着保持させるための熱溶着治具吸着口501と、熱溶着治具吸着口501により吸着されたフィルタH1700を保持する保持面503と、この保持面503に保持されたフィルタH1700が傾いたりせずに位置決めさせるための、保持面503の外周に形成されたリブ502とを含む、位置決め機構を有する。熱溶着治具吸着口501は不図示の吸引装置、例えば真空ポンプに接続されている。
【0029】
フィルタH1700は、所定の大きさに切り出した金属不織布性のものが好適であり、本実施例では耐薬品性を考慮し、SUS製を使用した。なお、溶着をより確実なものにするために、フィルタH1700の外形は、フィルタ溶着部H2020の外形より大きいことが望ましい。
【0030】
また、フィルタH1700の支持体であるフィルタ溶着部H2020には、フィルタH1700が溶着される部分に、突出した溶着部400が形成されている(図8(a))。
【0031】
以下、本実施例のフィルタ溶着の工程フローを説明する。
【0032】
まず、フィルタ溶着部H2020の溶着部400が重力方向上向きとなるように配置しておくとともに(図8(a))、上述した構成の熱溶着治具500を所定の温度に加熱する。本実施例では溶着時の熱溶着治具500の温度は、溶着部材質の溶融温度以上であって、ボイドが発生する温度以下に調整した。
【0033】
次に、所定の温度に加熱された熱溶着治具500の保持面503に、熱溶着治具吸着口501によってフィルタH1700を吸着保持する。すなわち、本実施例ではフィルタH1700は熱溶着治具500に対し重力方向下側に配置されている。また、フィルタH1700はリブ502によってガイドされることで、保持面503に対して傾くことなく吸着保持される。
【0034】
次にインク室H2010が開口するよう固定されたインク収納容器H1500のフィルタ溶着部H2020に対して、フィルタH1700を吸着保持した熱溶着治具500を降下させる(図8(b))。熱溶着治具500は予め加熱されているので熱溶着治具500を降下させている間に熱溶着治具500の熱がフィルタH1700に伝わり、フィルタH1700は熱融着に好適な所定の温度まで加熱されている。すなわち、フィルタH1700の温度は溶着部材質の溶融温度以上であってボイドが発生する温度以下に加熱されている。
【0035】
続いて、フィルタH1700をフィルタ溶着部H2020の溶着部400に圧接する。この際、フィルタ溶着部H2020の重心と熱溶着治具500の重心が同一直線状に配置されるよう熱溶着治具500の位置調整を行う。
【0036】
熱溶着治具500が移動している間に加熱されたフィルタH1700を直接溶着部400に圧接することにより、圧接と同時に溶着部400は溶融を開始し、SUS不職布内に流れ込みながら固化する(図8(c))。溶融した樹脂がフィルタH1700を透過し、熱溶着治具に接触させないためには、SUS不織布性フィルタを使用することが好ましい。
【0037】
本実施例によれば、図11に示した、フィルタ溶着部H2020にフィルタH1700を配置しておいてから、その後、圧接、加熱する従来例と比較し、溶着に要するタクトタイムを約半減させることができ、生産性向上に大きく寄与した。
【0038】
表1に本発明と従来例のフィルタ溶着工程におけるタクトタイムの比較を示す。
【0039】
【表1】

従来例では、所定の大きさに切り出したフィルタH1700をインク収納容器H2000のフィルタ溶着部H2020に位置決めする際、インク室2010側からロボット等のフィンガーで配置していたため、本実施例で行った、熱溶着治具500に配置するときよりも移動量が多く、時間を多く要していたが、本実施例によれば、フィルタH1700を熱溶着治具500に配置することで位置決めが簡略化されるので位置決めに要する時間が短縮され、また、高精度に位置決めを行うことが可能なロボット等も不要である。
【0040】
また、本発明の場合、熱溶着治具500側にフィルタH1700の位置決め機構を有しているため、インク収納容器H2000のフィルタ溶着部H2020に位置決め部H2030を設ける必要がなく、従来例におけるようなモールド成形の弊害は発生しなかった。当然、位置決め壁をモールドで形成するための精密成形技術も不要となる。
【0041】
従来例においては、フィルタ溶着部H2020にフィルタH1700を溶着する時間も長い。これは、従来例の場合、熱溶着治具50が移動した後、フィルタH1700と接した後に温度上昇が始まるためである。これに対し本実施例では、フィルタH1700の温度は熱溶着治具500が移動している間に所定の温度まで昇温している。すなわち、本実施例の場合、フィルタH1700がフィルタ溶着部H2020に接した直後から熱融着が開始されるので溶着に要する時間を相対的に短縮できた。大量の生産数を必要とするインクジェット記録ヘッドの場合、タクトタイム半減は、生産性の向上に貢献するばかりでなく、安価な製品供給にも寄与する。
【0042】
以上、本実施例によれば、フィルタをインク収納容器に溶着する際の製造工程を簡略化できる。そして、本製造方法により、低コストにて高精度なインクジェット記録ヘッドを製造することができる。
(第2の実施例)
次に、本実施例の工程フローの説明図である図9を用いて、以下、本実施例について説明する。
【0043】
第1の実施例では、フィルタH1700を熱溶着治具500に対し重力方向下側に配置し、フィルタH1700を熱溶着治具吸着口501により熱溶着治具500に吸着保持しておき、これらをフィルタ溶着部H2020に対して降下させて溶着した。また、フィルタH1700が治具上で傾かないようにするため、熱溶着治具500の保持面503の外周にリブ502を設けた。
【0044】
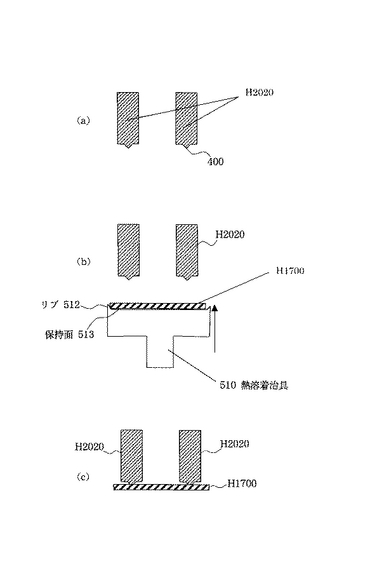
これに対して本実施例では、フィルタH1700を熱溶着治具510に対し重力方向上側に配置した。すなわち、本実施例の熱中着方式は、熱溶着治具510の保持面513上にフィルタH1700を載置し、これを熱溶着治具510の上方に配置されたフィルタ溶着部H2020に対して上昇させる方式である。この方式によれば、第1の実施例の熱溶着治具500で設けていた熱溶着治具吸着口501を省略することができ、熱溶着治具510の構造を簡単化することができる。また、第1の実施例の熱溶着治具500の場合、吸着時の吸熱現象を考慮した熱溶着治具500の温度制御が必要であったが、本実施例の場合、その必要がない。
【0045】
以下、本実施例のフィルタ溶着の工程フローを説明する。
【0046】
まず、フィルタ溶着部H2020の溶着部400が重力方向下向きとなるように配置しておくとともに(図9(a))、熱溶着治具510を溶着部材質の溶融温度以上とし、ボイドが発生する温度以下に調整しておく。
【0047】
次に、所定の温度に加熱された熱溶着治具510の保持面513上にフィルタH1700を載置する。フィルタH1700はリブ512によって、保持面513に対して傾くことなく保持される。
【0048】
次に、熱溶着治具510の上方に配置されたフィルタ溶着部H2020に対して上昇させる(図9(b))。本実施例においても、熱溶着治具510は予め加熱されているので熱溶着治具510を降下させている間に熱溶着治具510の熱がフィルタH1700に伝わり、フィルタH1700は熱融着に好適な所定の温度まで加熱されている。すなわち、フィルタH1700の温度は溶着部材質の溶融温度以上であってボイドが発生する温度以下に加熱されている。
【0049】
続いて、フィルタ溶着部H2020の重心と熱溶着治具510の重心が同一直線状に配置されるよう熱溶着治具510の位置調整を行いながら、フィルタH1700をフィルタ溶着部H2020の溶着部400に圧接する。
【0050】
本実施例においても、熱溶着治具510が移動している間に加熱されたフィルタH1700を直接溶着部400に圧接することにより、圧接と同時に溶着部400は溶融を開始し、SUS不職布内に流れ込みながら固化する(図9(c))。
【0051】
本実施例も、第1の実施例と同様に、位置決めが簡略化されるので位置決めに要する時間が短縮されるとともに圧接と同時に溶着が開始されるため、従来例と比較し、溶着工程に要するタクトタイムを約半減させることができ、生産性向上に大きく寄与した。さらには、本実施例の場合、フィルタH1700を吸着保持する機構およびこれに伴う温度制御機構等を省略することができたため、装置コストの大幅な削減が可能となった。
【0052】
以上、本実施例も第1の実施例と同様に、フィルタをインク収納容器に溶着する際の製造工程を簡略化できる。そして、本製造方法により、、低コストにて高精度なインクジェット記録ヘッドを製造することができる。
【0053】
なお、各実施例では、位置精度を向上させるため、重力の影響を受けないように、フィルタ溶着部H2020と熱溶着治具500、510に保持されたフィルタH1700とを、重力方向で圧接させる例を示したがこれに限定されるものではない。特に第1の実施例で示した熱溶着治具吸着口501のような、フィルタH1700を保持する装置を備えた冶具の場合、重力方向と交差する方向にて圧接し、溶着を行うものであってもよい。
(インクジェット記録装置)
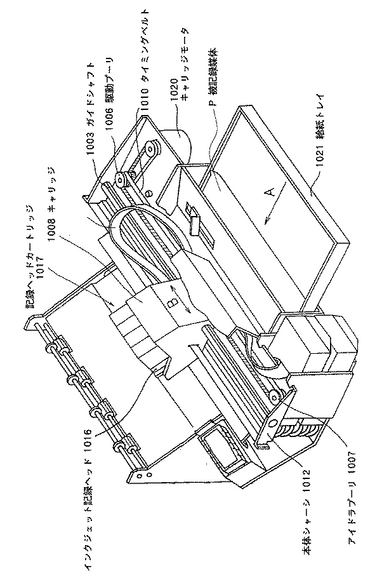
次に、上述した本発明の製造方法により製造したインクジェット記録ヘッドを搭載可能なインクジェット記録装置の一例の斜視図を図10に示す。
【0054】
本体シャーシ1012にはガイドシャフト1003が取付けられ、キャリッジ1008は、矢印B方向に摺動自在にガイドシャフト1003に支持されている。このキャリッジ1008は、キャリッジモータ1020に結合された駆動プーリ1006と、アイドラプーリ1007との間に張設されたタイミングベルト1010にキャリッジ1008の一部が固定されており、キャリッジモータ1020の回転に応じガイドシャフト1003に沿って矢印B方向に往復移動可能である。
【0055】
記録ヘッドカートリッジ1017はキャリッジ1008に着脱自在に搭載され、この記録ヘッドカートリッジ1017を駆動するための電流や信号を送受信するフレキシブルケーブル1002を介して、本体シャーシ1012の背面に取り付けられている、記録装置本体を制御する基板であるコントロール基板に電気的に接続される。
【0056】
記録ヘッドカートリッジ1017のインクジェット記録ヘッド1016には、吐出口が図示下向きに形成されている。
【0057】
給紙トレイ1021上には複数の被記録媒体Pが積層して収納されている。不図示の搬送ローラは、搬送ギアを介して不図示の被記録媒体搬送モータと接続され、矢印Aで示す副走査方向に被記録媒体Pを搬送する。
【0058】
記録領域まで搬送された被記録媒体に対して、インクタンク1005から供給されたインクがインクジェット記録ヘッド1016の吐出口より吐出されることで記録が行われる。
【図面の簡単な説明】
【0059】
【図1】本発明を適用可能な第1の記録ヘッドの外観斜視図である。
【図2】図1に示した第1の記録ヘッドの分解斜視図である。
【図3】第1の記録素子基板の一部破断がなされた斜視図である。
【図4】本発明を適用可能な第2の記録ヘッドの外観斜視図である。
【図5】図4に示した第2の記録ヘッドの分解斜視図である。
【図6】第2の記録素子基板の一部破断がなされた斜視図である。
【図7】本発明の記録ヘッドの一部断面図である。
【図8】本発明の第1の実施例の各工程を説明する図である。
【図9】本発明の第2の実施例の各工程を説明する図である。
【図10】本発明のインクジェット記録ヘッドを搭載可能なインクジェット記録装置の一例の斜視図である。
【図11】従来のフィルタ溶着工程の一例を示す図である。
【符号の説明】
【0060】
H1000 第1の記録ヘッド
H1700、H1701、H1702、H1703 フィルタ
H2020 フィルタ溶着部
H2030 位置決め部
500 熱溶着治具
501 熱溶着治具吸着口
【技術分野】
【0001】
本発明は、インク等の液体を吐出して記録動作を行うインクジェット記録ヘッドの製造方法およびインクジェット記録装置に関する。
【背景技術】
【0002】
インクジェット記録装置におけるバブルジェット方式の改良として、本願出願人が提案した新方式として、気泡を大気に連通させることで、液滴を一定化させ、微小液滴の吐出を可能にした大気連通方式、いわゆるbubble through jet方式(以下、BTJ方式と称す)を用いたプリンタが市場に投入されている。このプリンタは、ブラック、シアン、マゼンタ、イエローの各色用のヘッド部を有し、それぞれBTJ方式を共通して用いることで、微小液滴の安定吐出量の確保に基づく高画質プリントを達成している。すなわち、銀塩写真と同等の高品位カラー記録を達成するためには、紙上でドットが見えない(粒状感が無い)程度に小ドット化することが必要であり、カラーインクの液滴は、約5pl(ピコリットル、10-12リットル)、ドット径40〜50μm、解像度600×1200〜1200×1200dpi(dpiは1インチ当たりのドット数を示す単位)程度の設定がなされるが、十分対応可能である。
【0003】
一方、高画質化の要求に伴い、小液滴化させるために吐出口径を小径化し、このため、吐出口内に進入する異物に対する管理・対策が大きな課題である。異物除去用のフィルタの濾過性能の向上やフィルタとインク収納容器の接合方法等の新規開発項目が必須となってきている。フィルタとインク収納容器の接合方法には、例えば特許文献1に記載されているフィルタ周縁部を容器フィルタ受け部に埋め込んで固定している方法や、特許文献2に記載されているフィルタをインク収納容器のフィルタ溶着面の溶融部材を介して固定する方法がある。
【0004】
図11に従来のフィルタ溶着の工程フローの一例を示す。
【0005】
従来は異物を除去するフィルタH1700をフィルタ溶着部H2020に事前に配置するため、所定の位置に配置できるよう溶着部周縁には位置決め部H2030を設けていた(図11(a))。この位置決め部H2030は、後に液体保持部材H1600がフィルタH1700に圧接する際の妨げとならないよう極力小型・薄型に形成されていることが多い。このような極力小型・薄型に形成した場合、インク収納容器H2000をモールド成形する際、樹脂の流動不足によるショートモールド等の弊害を引き起こし、生産性の低下を招く一要因となっていた。
【0006】
所定の大きさに切り出したフィルタH1700をインク収納容器H2000に位置決めする際、インク室2010側から不図示のロボット等のフィンガーで配置する(図11(b))。
【0007】
フィルタ溶着部H2020の溶着部40上にフィルタH1700配置された後、加熱された熱溶着治具50が降下してくる(図11(c))。熱溶着治具50がフィルタH1700に接して初めてフィルタH1700の温度上昇は始まる。フィルタH1700が熱溶着治具50の熱がフィルタH1700に伝導されてフィルタH1700が所定の温度まで上昇することで、フィルタH1700を介して溶着部40の温度が上昇し、溶融を開始し、金属不織布性のフィルタH1700内に流れ込みながら固化する。
【特許文献1】特開平6−238910号公報
【特許文献2】特開平8−080616号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、このようなインクジェット記録ヘッドにおいては、以下に述べる課題があった。すなわち、高精度のインクジェット記録ヘッドを生産するためには高額な設備投資を必要とし、設備償却費がヘッドコストの大きな割合を占めている。よって、生産性の更なる効率化が必要とされ、このためには効率化の妨げとなっている工程における新たな製法開発が大きな課題であった。
【0009】
上述したフィルタ溶着方法のいずれの場合もフィルタは溶着部に事前に配置し、その後加熱された熱溶着治具等により溶着部を溶解しフィルタを固定している。この際、フィルタ溶着部にはフィルタ位置決め用の壁が配置されているため、フィルタを位置決め壁内に配置するためには高精度のロボットが必要になるばかりでなく、その位置決め壁をモールドで形成するための精密成形技術が必要である。
【0010】
また、フィルタをインク収納容器のフィルタ溶着面に直接溶着する方法では、昇温していないフィルタは溶着部に圧接した後に熱溶着治具の熱がフィルタを介して溶着部に伝わるため、熱効率が悪く、溶着に要するタクトタイムの増加を招き、結果的に生産性を低下させ低コスト化の妨げとなっていた。
【0011】
昨今のBTJ方式を用いたプリンタが普及し、低価格化が急激に進行している中、この低価格・高機能の波に対応するためには、BTJ記録ヘッドの更なる低コスト化が大きな課題になりつつあり、前述のフィルタ溶着工程もこの対象になってきている。
【0012】
そこで、本発明はフィルタをインク収納容器に溶着する際の製造工程を簡略化でき、低コストにて高精度なインクジェット記録ヘッドの製造方法およびインクジェット記録装置を提供することを目的とする。
【課題を解決するための手段】
【0013】
上記目的を達成するため本発明のインクジェット記録ヘッドの製造方法は、異物を除去するフィルタを、フィルタを支持する支持体に熱融着によって溶着する溶着工程にて、保持面に保持されたフィルタを加熱しフィルタを支持体に対して圧接することでフィルタを支持体に溶着させる熱溶着治具を、フィルタを保持面に保持する前に予め加熱しておく。
【発明の効果】
【0014】
本発明によれば、フィルタ溶着における製造工程を簡略することができ、安価なインクジェット記録ヘッドの製造方法およびインクジェット記録装置を提供することができる。
【発明を実施するための最良の形態】
【0015】
次に、本発明の実施の形態について図面を参照して説明する。
【0016】
図1から図7は、本発明が実施または適用される好適な記録ヘッドを説明するための説明図である。以下、これらの図面を参照して各構成要素について説明する。
【0017】
本発明の記録ヘッドは図1及び図4に示すようにインクタンク一体構成となっており、図1中の第1の記録ヘッドH1000はブラックインクを、図4中の第2の記録ヘッドH1001はカラーインク(シアンインク、マゼンタインク、イエローインク)をそれぞれ搭載している。これら記録ヘッドH1000及びH1001は、インクジェット記録装置本体に載置されているキャリッジの位置決め手段および電気的接点によって固定支持されるとともに、キャリッジに対して着脱可能となっており、搭載したインクが消費されるとそれぞれ交換される。
【0018】
次にこれら記録ヘッドに関して、さらに詳しく記録ヘッドを構成しているそれぞれの構成要素毎に順を追って説明する。
(1)記録ヘッド
本実施形態における第1の記録ヘッドH1000及び第2の記録ヘッドH1001は、電気信号に応じて膜沸騰をインクに対して生じせしめるための熱エネルギを生成する電気熱変換体を用いたバブルジェット(登録商標)方式の記録ヘッドであり、電気熱変換体とインク吐出口とが対向するように配置された、いわゆるサイドシュータ型の記録ヘッドである。
(1−1)第1の記録ヘッド
第1の記録ヘッドH1000はブラックインク用として使用されるもので、図2の分解斜視図に示すように、記録素子基板H1100、電気配線テープH1300、インク収納容器H1500、異物を除去するフィルタH1700、インク吸収体H1600、蓋部材H1900、およびシール部材H1800から構成されている。
(1−1−1)第1の記録素子基板
図3は第1の記録素子基板H1100の構成を説明するために一部破断して示す斜視図である。第1の記録素子基板H1100は、例えば、厚さ0.5〜1mmのSi基板H1110にインク流路である長溝状の貫通口のインク供給口H1102がSiの結晶方位を利用した異方性エッチングやサンドブラストなどの方法で形成されている。
【0019】
インク供給口H1102を挟んだ両側には、電気熱変換素子H1103がそれぞれ1列ずつ並べて配置されて形成されており、さらに電気熱変換素子H1103に電力を供給するAlなどからなる不図示の電気配線が形成されている。これら電気熱変換素子H1103と電気配線とは成膜技術により形成されている。電気熱変換素子H1103は、各列千鳥状に配列されて、すなわち各列の吐出口の位置が、その並び列方向に直交する方向に並ばないように少しずれて配置されている。さらに、この電気配線に電力を供給したり、電気熱変換素子H1103を駆動するための電気信号を供給したりするための電極部H1104が電気熱変換素子H1103の両外側の側辺に沿って配列して形成されており、電極部H1104上にはAuなどからなるバンプH1105が形成されている。
【0020】
Si基板H1110上のパターンが形成された面上には、電気熱変換素子H1103に対応したインク流路を形成するインク流路壁H1106とその上方を覆う天上部とを有し、天井部に吐出口H1107が開口された、樹脂材料からなる構造体がフォトリソグラフィ技術によって形成されている。吐出口1107は、電気熱変換素子H1103に対向して設けられており、吐出口群H1108を形成している。この第1の記録素子H1100において、インク流路H1102から供給されたインクは各電気熱変換素子H1103の発熱によって発生した気泡の圧力によって、各電気熱変換素子H1103に対向する吐出口1107から吐出される。
(1−1−2)電気配線テープ
電気配線テープH1300は、第1の記録素子基板H1100に対してインクを吐出するための電気信号を印加する電気信号経路を形成するものであり、記録素子基板を組み込むための開口部H1303が形成されており、この開口部の縁付近には、記録素子基板の電極部H1104に接続される電極端子H1304が形成されている。また、電気配線テープH1300には、本体装置からの電気信号を受け取るための外部信号入力端子H1302が形成されており、電極端子H1304と外部信号入力端子H1302は連続した銅箔の配線パターンでつながれている。
【0021】
電気配線テープH1300と第1の記録素子基板1100の電気的接続は、例えば、第1の記録素子基板H1100の電極部H1104に形成されたバンプH1105と、第1の記録素子基板H1100の電極部H1104に対応する電気配線テープH1300の電極端子H1304とが熱超音波圧着法により電気接合されることでなされている。
(1−1−3)インク収納容器
インク収納容器H1500は、例えば、樹脂成形により形成されている。樹脂材料には、剛性を向上させるためにガラスフィラーを5〜40%混入した樹脂材料を使用することが望ましい。図2に示すように、インク収納容器H1500は、内部にインクを保持し負圧を発生するためのインク保持部材H1600を有することでインクタンクの機能と、記録素子基板H1100にそのインクを導くためのインク流路を形成することでインク供給の機能とを備えている。インク保持部材H1600としては、PP(ポリプロピレン)繊維を圧縮したものが使われているが、ウレタン繊維を圧縮したものでもよい。インク流路の上流部であるインク保持部材H1600との境界部には、記録素子基板H1100内部にゴミの進入を防ぐためのフィルタH1700が溶着により接合されている。フィルタH1700は、SUS金属メッシュタイプでも良いが、SUS金属繊維焼結タイプのほうが好ましい。
【0022】
インク流路の下流部には、第1の記録素子基板H1100にブラックのインクを供給するための第1のインク供給口H1200が形成されており、第1の記録素子基板H1100のインク供給口1102がインク収納容器H1500の第1のインク供給口H1200に連通するよう、第1の記録素子基板H1100がインク収納容器H1500に対して位置精度良く接着固定される。この接着に用いられる不図示の第1の接着剤は、低粘度で硬化温度が低く、短時間で硬化し、硬化後比較的高い硬度を有し、かつ、耐インク性のあるものが望ましい。例えば、第1の接着剤としては、エポキシ樹脂を主成分とした熱硬化接着剤が用いられ、その際の接着層の厚みは50μm程度が望ましい。
【0023】
また、第1の記録素子基板H1100の接着面周囲の平面には、電気配線テープH1300の一部の裏面が不図示の第2の接着剤により接着固定される。第1の記録素子基板H1100と電気配線テープH1300との電気接続部分は、第1の封止剤H1307および第2の封止剤H1308(図7参照)により封止され、電気接続部分をインクによる腐食や外的衝撃から保護されている。第1の封止剤H1307は、主に電気配線テープH1300の電極端子H1302と記録素子基板のバンプH1105との接続部の裏面側と記録素子基板の外周部分を封止し、第2の封止剤H1308は、上述の接続部の表側を封止している。そして、電気配線テープH1300の未接着部は折り曲げられ、インク供給保持部材H1500の第1の記録素子基板H1100の接着面にほぼ垂直な側面に熱カシメもしくは接着等で固定される。
(1−1−4)蓋部材
蓋部材H1900は、インク収納容器H1500の上部開口部に溶着されることで、インク収納容器H1500内部を密閉するものである。但し、蓋部材H1900にはインク収納容器H1500内部の圧力変動を逃がすための細口H1910とそれに連通した微細溝H1920を有しており、細口H1910と微細溝H1920のほとんどをシール部材H1800で覆い微細溝H1920の一端部を開口することで大気連通口を形成している。また、第1の記録ヘッドH1100をインクジェット記録装置(図11参照)に固定するための係合部H1930を有している。
(1−2)第2の記録ヘッド
第2の記録ヘッドH1001はシアン、マゼンタ、イエローの3色のインクを吐出させるためのもので、図5の分解斜視図に示すように、記録素子基板H1101、電気配線テープH1301、インク収納容器H1501、フィルタH1701、H1702、H1703、インク保持部材H1601、H1602、H1603、蓋部材H1901、およびシール部材H1801から構成されている。
(1−2−1)第2の記録素子基板
図6は第2の記録素子基板H1101の構成を説明するために一部破断して示す斜視図であり、シアン、マゼンタ、イエロー用の3個のインク供給口H1102が並列して形成されている。それぞれのインク供給口H1102を挟んでその両側に電気熱変換素子H1103と吐出口H1107とが一列に並んで千鳥状に配置されて形成されている。そしてSi基板H1101上には、Si基板H1110および第1の記録素子基板H1100と同様に、電気配線、ヒューズ、電極部H1104などが形成されており、その上に樹脂材料でフォトリソグラフィ技術によってインク流路壁H1106や吐出口H1107が形成されており、電気配線に電力を供給するための電極部H1104にはAu等のバンプH1105が形成されている。
(1−2−2)電気配線テープ
電気配線テープH1301は、第2の記録素子基板H1101に対してインクを吐出するための電気信号を印加する電気信号経路を形成するものであり、記録素子基板を組み込むための開口部が形成されており、この開口部の縁付近には、記録素子基板の電極部H1104に接続される電極端子H1304が形成されている。また、電気配線テープH1301には、本体装置からの電気信号を受け取るための外部信号入力端子H1302が形成されており、電極端子H1304と外部信号入力端子H1302は連続した銅箔の配線パターンでつながれている。
【0024】
電気配線テープH1301と第2の記録素子基板1101の電気的接続は、例えば、第2の記録素子基板H1101の電極部H1104に形成されたバンプH1105と、第2の記録素子基板H1101の電極部H1104に対応する電気配線テープH1301の電極端子H1304とが熱超音波圧着法により電気接合されることでなされている。
(1−2−3)インク収納容器
インク収納容器H1501は、例えば、樹脂成形により形成されている。樹脂材料には、形状的剛性を向上させるためにガラスフィラーを5〜40%混入した樹脂材料を使用することが望ましい。図5に示すように、インク供給保持部材H1501は、内部にシアン、マゼンタ、イエローのインクを保持するための負圧を発生するためのインク保持部材H1601、H1602,H1603をそれぞれ独立して保持するための空間を有することでインクタンクの機能と、記録素子基板H1100の各インク供給口H1102にそれぞれインクを導くための独立したインク流路を形成することでインク供給機能とを備えている。インク保持部材H1601、H1602、H1603は、PP繊維を圧縮したものが使われているが、ウレタン繊維を圧縮したものでも良い。各インク流路の上流部のインク保持部材H1601、H1602、H1603との境界部には、記録素子基板H1101内部にゴミの進入を防ぐためのフィルタH1701,H1702,H1703がそれぞれ溶着により接合されている。各フィルタH1701、H1702、H1703は、SUS金属メッシュタイプでも良いが、SUS金属繊維焼結タイプのほうが好ましい。
【0025】
インク流路の下流部には、第2の記録素子基板H1101にシアン、マゼンタ、イエローの各インクを供給するためのインク供給口H1201が形成されており、第2の記録素子基板H1101の各インク供給口1102がインク収納容器H1501の各インク供給口H1201に連通するよう、第2の記録素子基板H1101がインク収納容器H1501に対して位置精度良く接着固定される。この接着に用いられる第1の接着剤は、低粘度で硬化温度が低く、短時間で硬化し、硬化後比較的高い硬度を有し、かつ、耐インク性のあるものが望ましい。例えば、第1の接着剤としては、エポキシ樹脂を主成分とした熱硬化接着剤が用いられ、その際の接着層の厚みは50μm程度が望ましい。
【0026】
また、インク供給口H1201付近周囲の平面には、電気配線テープH1301の一部の裏面が第2の接着剤により接着固定される。第2の記録素子基板H1101と電気配線テープH1301との電気接続部分は、第1の封止剤H1307および第2の封止剤H1308(図7参照)により封止され、電気接続部分をインクによる腐食や外的衝撃から保護されている。第1の封止剤H1307は、主に電気配線テープH1300の電極端子H1302と記録素子基板のバンプH1105との接続部の裏面側と記録素子基板の外周部分を封止し、第2の封止剤H1308は、上述の接続部の表側を封止している。そして、電気配線テープH1301の未接着部は折り曲げられ、インク収納容器H1501のインク供給口H1201を有する面にほぼ直交した側面に熱カシメもしくは接着等で固定される。
(1−2−4)蓋部材
蓋部材H1901は、インク供収納容器H1501の上部開口部に溶着されることで、インク収納容器H1501内部の独立した空間をそれぞれ閉塞するものである。但し、蓋部材H1901にはインク収納容器H1501内部の各部屋の圧力変動を逃がすための細口H1911、H1912、H1913と、それぞれに連通した微細溝H1921、H1922、H1923を有している。微細溝H1921およびH1922の他端は微細溝H1923の途中に合流している。さらに、細口H1911、H1912、H1913と微細溝H1921、H1922、および微細溝H1923のほとんどをシール部材H1801で覆い、微細溝H1923の他端部を開口することで大気連通口を形成している。また、第2の記録ヘッドをインクジェット記録装置に固定するための係合部H1930を有している。
(第1の実施例)
本発明の実施例について図8を参照して前述した最良の形態の中におけるフィルタとインク収納容器の溶着方法について説明する。図8は、本発明の第1の実施例のフィルタ溶着の工程フローを説明する説明図である。
【0027】
なお、本発明の実施例は前述した第1の記録ヘッドH1000を例に説明するが、第2の記録ヘッドH1001においても同様の製造方法が可能である。
【0028】
まず、本実施例のフィルタ溶着に用いられる熱溶着治具500の構成について説明する。本実施例の熱溶着治具500は、フィルタH1700を吸引することにより熱溶着治具500に吸着保持させるための熱溶着治具吸着口501と、熱溶着治具吸着口501により吸着されたフィルタH1700を保持する保持面503と、この保持面503に保持されたフィルタH1700が傾いたりせずに位置決めさせるための、保持面503の外周に形成されたリブ502とを含む、位置決め機構を有する。熱溶着治具吸着口501は不図示の吸引装置、例えば真空ポンプに接続されている。
【0029】
フィルタH1700は、所定の大きさに切り出した金属不織布性のものが好適であり、本実施例では耐薬品性を考慮し、SUS製を使用した。なお、溶着をより確実なものにするために、フィルタH1700の外形は、フィルタ溶着部H2020の外形より大きいことが望ましい。
【0030】
また、フィルタH1700の支持体であるフィルタ溶着部H2020には、フィルタH1700が溶着される部分に、突出した溶着部400が形成されている(図8(a))。
【0031】
以下、本実施例のフィルタ溶着の工程フローを説明する。
【0032】
まず、フィルタ溶着部H2020の溶着部400が重力方向上向きとなるように配置しておくとともに(図8(a))、上述した構成の熱溶着治具500を所定の温度に加熱する。本実施例では溶着時の熱溶着治具500の温度は、溶着部材質の溶融温度以上であって、ボイドが発生する温度以下に調整した。
【0033】
次に、所定の温度に加熱された熱溶着治具500の保持面503に、熱溶着治具吸着口501によってフィルタH1700を吸着保持する。すなわち、本実施例ではフィルタH1700は熱溶着治具500に対し重力方向下側に配置されている。また、フィルタH1700はリブ502によってガイドされることで、保持面503に対して傾くことなく吸着保持される。
【0034】
次にインク室H2010が開口するよう固定されたインク収納容器H1500のフィルタ溶着部H2020に対して、フィルタH1700を吸着保持した熱溶着治具500を降下させる(図8(b))。熱溶着治具500は予め加熱されているので熱溶着治具500を降下させている間に熱溶着治具500の熱がフィルタH1700に伝わり、フィルタH1700は熱融着に好適な所定の温度まで加熱されている。すなわち、フィルタH1700の温度は溶着部材質の溶融温度以上であってボイドが発生する温度以下に加熱されている。
【0035】
続いて、フィルタH1700をフィルタ溶着部H2020の溶着部400に圧接する。この際、フィルタ溶着部H2020の重心と熱溶着治具500の重心が同一直線状に配置されるよう熱溶着治具500の位置調整を行う。
【0036】
熱溶着治具500が移動している間に加熱されたフィルタH1700を直接溶着部400に圧接することにより、圧接と同時に溶着部400は溶融を開始し、SUS不職布内に流れ込みながら固化する(図8(c))。溶融した樹脂がフィルタH1700を透過し、熱溶着治具に接触させないためには、SUS不織布性フィルタを使用することが好ましい。
【0037】
本実施例によれば、図11に示した、フィルタ溶着部H2020にフィルタH1700を配置しておいてから、その後、圧接、加熱する従来例と比較し、溶着に要するタクトタイムを約半減させることができ、生産性向上に大きく寄与した。
【0038】
表1に本発明と従来例のフィルタ溶着工程におけるタクトタイムの比較を示す。
【0039】
【表1】
従来例では、所定の大きさに切り出したフィルタH1700をインク収納容器H2000のフィルタ溶着部H2020に位置決めする際、インク室2010側からロボット等のフィンガーで配置していたため、本実施例で行った、熱溶着治具500に配置するときよりも移動量が多く、時間を多く要していたが、本実施例によれば、フィルタH1700を熱溶着治具500に配置することで位置決めが簡略化されるので位置決めに要する時間が短縮され、また、高精度に位置決めを行うことが可能なロボット等も不要である。
【0040】
また、本発明の場合、熱溶着治具500側にフィルタH1700の位置決め機構を有しているため、インク収納容器H2000のフィルタ溶着部H2020に位置決め部H2030を設ける必要がなく、従来例におけるようなモールド成形の弊害は発生しなかった。当然、位置決め壁をモールドで形成するための精密成形技術も不要となる。
【0041】
従来例においては、フィルタ溶着部H2020にフィルタH1700を溶着する時間も長い。これは、従来例の場合、熱溶着治具50が移動した後、フィルタH1700と接した後に温度上昇が始まるためである。これに対し本実施例では、フィルタH1700の温度は熱溶着治具500が移動している間に所定の温度まで昇温している。すなわち、本実施例の場合、フィルタH1700がフィルタ溶着部H2020に接した直後から熱融着が開始されるので溶着に要する時間を相対的に短縮できた。大量の生産数を必要とするインクジェット記録ヘッドの場合、タクトタイム半減は、生産性の向上に貢献するばかりでなく、安価な製品供給にも寄与する。
【0042】
以上、本実施例によれば、フィルタをインク収納容器に溶着する際の製造工程を簡略化できる。そして、本製造方法により、低コストにて高精度なインクジェット記録ヘッドを製造することができる。
(第2の実施例)
次に、本実施例の工程フローの説明図である図9を用いて、以下、本実施例について説明する。
【0043】
第1の実施例では、フィルタH1700を熱溶着治具500に対し重力方向下側に配置し、フィルタH1700を熱溶着治具吸着口501により熱溶着治具500に吸着保持しておき、これらをフィルタ溶着部H2020に対して降下させて溶着した。また、フィルタH1700が治具上で傾かないようにするため、熱溶着治具500の保持面503の外周にリブ502を設けた。
【0044】
これに対して本実施例では、フィルタH1700を熱溶着治具510に対し重力方向上側に配置した。すなわち、本実施例の熱中着方式は、熱溶着治具510の保持面513上にフィルタH1700を載置し、これを熱溶着治具510の上方に配置されたフィルタ溶着部H2020に対して上昇させる方式である。この方式によれば、第1の実施例の熱溶着治具500で設けていた熱溶着治具吸着口501を省略することができ、熱溶着治具510の構造を簡単化することができる。また、第1の実施例の熱溶着治具500の場合、吸着時の吸熱現象を考慮した熱溶着治具500の温度制御が必要であったが、本実施例の場合、その必要がない。
【0045】
以下、本実施例のフィルタ溶着の工程フローを説明する。
【0046】
まず、フィルタ溶着部H2020の溶着部400が重力方向下向きとなるように配置しておくとともに(図9(a))、熱溶着治具510を溶着部材質の溶融温度以上とし、ボイドが発生する温度以下に調整しておく。
【0047】
次に、所定の温度に加熱された熱溶着治具510の保持面513上にフィルタH1700を載置する。フィルタH1700はリブ512によって、保持面513に対して傾くことなく保持される。
【0048】
次に、熱溶着治具510の上方に配置されたフィルタ溶着部H2020に対して上昇させる(図9(b))。本実施例においても、熱溶着治具510は予め加熱されているので熱溶着治具510を降下させている間に熱溶着治具510の熱がフィルタH1700に伝わり、フィルタH1700は熱融着に好適な所定の温度まで加熱されている。すなわち、フィルタH1700の温度は溶着部材質の溶融温度以上であってボイドが発生する温度以下に加熱されている。
【0049】
続いて、フィルタ溶着部H2020の重心と熱溶着治具510の重心が同一直線状に配置されるよう熱溶着治具510の位置調整を行いながら、フィルタH1700をフィルタ溶着部H2020の溶着部400に圧接する。
【0050】
本実施例においても、熱溶着治具510が移動している間に加熱されたフィルタH1700を直接溶着部400に圧接することにより、圧接と同時に溶着部400は溶融を開始し、SUS不職布内に流れ込みながら固化する(図9(c))。
【0051】
本実施例も、第1の実施例と同様に、位置決めが簡略化されるので位置決めに要する時間が短縮されるとともに圧接と同時に溶着が開始されるため、従来例と比較し、溶着工程に要するタクトタイムを約半減させることができ、生産性向上に大きく寄与した。さらには、本実施例の場合、フィルタH1700を吸着保持する機構およびこれに伴う温度制御機構等を省略することができたため、装置コストの大幅な削減が可能となった。
【0052】
以上、本実施例も第1の実施例と同様に、フィルタをインク収納容器に溶着する際の製造工程を簡略化できる。そして、本製造方法により、、低コストにて高精度なインクジェット記録ヘッドを製造することができる。
【0053】
なお、各実施例では、位置精度を向上させるため、重力の影響を受けないように、フィルタ溶着部H2020と熱溶着治具500、510に保持されたフィルタH1700とを、重力方向で圧接させる例を示したがこれに限定されるものではない。特に第1の実施例で示した熱溶着治具吸着口501のような、フィルタH1700を保持する装置を備えた冶具の場合、重力方向と交差する方向にて圧接し、溶着を行うものであってもよい。
(インクジェット記録装置)
次に、上述した本発明の製造方法により製造したインクジェット記録ヘッドを搭載可能なインクジェット記録装置の一例の斜視図を図10に示す。
【0054】
本体シャーシ1012にはガイドシャフト1003が取付けられ、キャリッジ1008は、矢印B方向に摺動自在にガイドシャフト1003に支持されている。このキャリッジ1008は、キャリッジモータ1020に結合された駆動プーリ1006と、アイドラプーリ1007との間に張設されたタイミングベルト1010にキャリッジ1008の一部が固定されており、キャリッジモータ1020の回転に応じガイドシャフト1003に沿って矢印B方向に往復移動可能である。
【0055】
記録ヘッドカートリッジ1017はキャリッジ1008に着脱自在に搭載され、この記録ヘッドカートリッジ1017を駆動するための電流や信号を送受信するフレキシブルケーブル1002を介して、本体シャーシ1012の背面に取り付けられている、記録装置本体を制御する基板であるコントロール基板に電気的に接続される。
【0056】
記録ヘッドカートリッジ1017のインクジェット記録ヘッド1016には、吐出口が図示下向きに形成されている。
【0057】
給紙トレイ1021上には複数の被記録媒体Pが積層して収納されている。不図示の搬送ローラは、搬送ギアを介して不図示の被記録媒体搬送モータと接続され、矢印Aで示す副走査方向に被記録媒体Pを搬送する。
【0058】
記録領域まで搬送された被記録媒体に対して、インクタンク1005から供給されたインクがインクジェット記録ヘッド1016の吐出口より吐出されることで記録が行われる。
【図面の簡単な説明】
【0059】
【図1】本発明を適用可能な第1の記録ヘッドの外観斜視図である。
【図2】図1に示した第1の記録ヘッドの分解斜視図である。
【図3】第1の記録素子基板の一部破断がなされた斜視図である。
【図4】本発明を適用可能な第2の記録ヘッドの外観斜視図である。
【図5】図4に示した第2の記録ヘッドの分解斜視図である。
【図6】第2の記録素子基板の一部破断がなされた斜視図である。
【図7】本発明の記録ヘッドの一部断面図である。
【図8】本発明の第1の実施例の各工程を説明する図である。
【図9】本発明の第2の実施例の各工程を説明する図である。
【図10】本発明のインクジェット記録ヘッドを搭載可能なインクジェット記録装置の一例の斜視図である。
【図11】従来のフィルタ溶着工程の一例を示す図である。
【符号の説明】
【0060】
H1000 第1の記録ヘッド
H1700、H1701、H1702、H1703 フィルタ
H2020 フィルタ溶着部
H2030 位置決め部
500 熱溶着治具
501 熱溶着治具吸着口
【特許請求の範囲】
【請求項1】
異物を除去するフィルタを、前記フィルタを支持する支持体に溶着する溶着工程を含むインクジェット記録ヘッドの製造方法において、
前記溶着工程にて、保持面に保持された前記フィルタを加熱し前記フィルタを前記支持体に対して圧接することで前記フィルタを前記支持体に溶着させる熱溶着治具を、前記フィルタを前記保持面に保持する前に予め加熱しておくことを特徴とするインクジェット記録ヘッドの製造方法。
【請求項2】
メッシュ構造の前記フィルタを用意する工程を含む、請求項1に記載のインクジェット記録ヘッドの製造方法。
【請求項3】
金属不織布からなる前記フィルタを用意する工程を含む、請求項1に記載のインクジェット記録ヘッドの製造方法。
【請求項4】
前記支持体と、前記熱溶着治具に保持された前記フィルタとを、重力方向で圧接させる、請求項1ないし3のいずれか1項に記載のインクジェット記録ヘッドの製造方法。
【請求項5】
前記フィルタを前記熱溶着治具の重力方向下側で保持する、請求項4に記載のインクジェット記録ヘッドの製造方法。
【請求項6】
前記熱溶着治具が前記フィルタを前記保持面に吸着して保持する吸着手段を有し、前記吸着手段により前記フィルタを前記保持面に吸着して保持する、請求項5に記載のインクジェット記録ヘッドの製造方法。
【請求項7】
前記フィルタを前記熱溶着治具の重力方向上側で保持する、請求項4に記載のインクジェット記録ヘッドの製造方法。
【請求項8】
前記インクジェット記録ヘッドを、内部にインクを収納するインクタンクと一体に形成する工程を含む、請求項1ないし7のいずれか1項に記載のインクジェット記録ヘッドの製造方法。
【請求項9】
被記録媒体を搬送する搬送手段と、
請求項1ないし8のいずれか1項に記載のインクジェット記録ヘッドの製造方法により製造されたインクジェット記録ヘッドを保持し、かつ、前記被記録媒体の搬送方向に対して交差する方向に往復移動する保持手段と、を有するインクジェット記録装置。
【請求項1】
異物を除去するフィルタを、前記フィルタを支持する支持体に溶着する溶着工程を含むインクジェット記録ヘッドの製造方法において、
前記溶着工程にて、保持面に保持された前記フィルタを加熱し前記フィルタを前記支持体に対して圧接することで前記フィルタを前記支持体に溶着させる熱溶着治具を、前記フィルタを前記保持面に保持する前に予め加熱しておくことを特徴とするインクジェット記録ヘッドの製造方法。
【請求項2】
メッシュ構造の前記フィルタを用意する工程を含む、請求項1に記載のインクジェット記録ヘッドの製造方法。
【請求項3】
金属不織布からなる前記フィルタを用意する工程を含む、請求項1に記載のインクジェット記録ヘッドの製造方法。
【請求項4】
前記支持体と、前記熱溶着治具に保持された前記フィルタとを、重力方向で圧接させる、請求項1ないし3のいずれか1項に記載のインクジェット記録ヘッドの製造方法。
【請求項5】
前記フィルタを前記熱溶着治具の重力方向下側で保持する、請求項4に記載のインクジェット記録ヘッドの製造方法。
【請求項6】
前記熱溶着治具が前記フィルタを前記保持面に吸着して保持する吸着手段を有し、前記吸着手段により前記フィルタを前記保持面に吸着して保持する、請求項5に記載のインクジェット記録ヘッドの製造方法。
【請求項7】
前記フィルタを前記熱溶着治具の重力方向上側で保持する、請求項4に記載のインクジェット記録ヘッドの製造方法。
【請求項8】
前記インクジェット記録ヘッドを、内部にインクを収納するインクタンクと一体に形成する工程を含む、請求項1ないし7のいずれか1項に記載のインクジェット記録ヘッドの製造方法。
【請求項9】
被記録媒体を搬送する搬送手段と、
請求項1ないし8のいずれか1項に記載のインクジェット記録ヘッドの製造方法により製造されたインクジェット記録ヘッドを保持し、かつ、前記被記録媒体の搬送方向に対して交差する方向に往復移動する保持手段と、を有するインクジェット記録装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2006−130839(P2006−130839A)
【公開日】平成18年5月25日(2006.5.25)
【国際特許分類】
【出願番号】特願2004−324086(P2004−324086)
【出願日】平成16年11月8日(2004.11.8)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成18年5月25日(2006.5.25)
【国際特許分類】
【出願日】平成16年11月8日(2004.11.8)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]