
インク用溶媒の製造方法、インクジェット記録用インクの製造方法、インクカートリッジの製造方法
【課題】 懸濁重合の塩酢ビ樹脂を用いて、PVC基材に対して優れた密着性、高周波領域で記録ヘッドを駆動した場合の安定的な吐出性能、印字物の乾燥性を有するインクジェット記録用インクのインク用溶媒およびインクジェット記録用インクを提供する。
【解決手段】 懸濁重合によって製造された塩酢ビ樹脂を含むインクのバインダ樹脂をグリコールモノアセテート類、グリコールエーテル類又はグリコールモノアセテート類とグリコールエーテル類の混合液の何れかを主溶剤とし、溶解させるにあたり、温度を制御し、塩酢ビ樹脂の塊の内部に十分に溶剤をしみ込ませ、その後、溶液化し、所望の濃度に溶液を稀釈する。
また、稀釈した溶液と、顔料と、顔料分散剤と、を混合してインクジェット記録用インクを製造する。
【解決手段】 懸濁重合によって製造された塩酢ビ樹脂を含むインクのバインダ樹脂をグリコールモノアセテート類、グリコールエーテル類又はグリコールモノアセテート類とグリコールエーテル類の混合液の何れかを主溶剤とし、溶解させるにあたり、温度を制御し、塩酢ビ樹脂の塊の内部に十分に溶剤をしみ込ませ、その後、溶液化し、所望の濃度に溶液を稀釈する。
また、稀釈した溶液と、顔料と、顔料分散剤と、を混合してインクジェット記録用インクを製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、インクジェット記録用インクのインク用溶媒の製造方法、そのインク用溶媒を含むインクジェット記録用インクの製造方法、そのインクジェット記録用インクを格納するインクカートリッジの製造方法に関する。特に懸濁重合によって製造された塩化ビニル酢酸ビニル共重合樹脂を用いたインクジェット記録用のインク用溶媒の製造方法、そのインク用溶媒を含むインクジェット記録用インクの製造方法、及びそのインクジェット記録用インクを格納するインクカートリッジの製造方法に関する。
【背景技術】
【0002】
屋外掲示物等の用途に求められるインクジェット記録用インクは、耐光性および耐候性が重視される。また、印字速度の高速化、印字物の即乾性が求められている。このようなインクジェット記録用インクは着色材として顔料を用いた顔料インクジェット記録用インクが用いられる。通常、インクジェット記録用インクはインクカートリッジに格納された状態で供給される。
【0003】
又、屋外に置かれるので、記録媒体も耐光性および耐候性が重要視され、ポリ塩化ビニル樹脂基材(以下、PVC基材と記載する)が広く用いられている。このような記録媒体に記録するためのインクジェット記録用インクには、主溶剤にグリコールモノアセテート類、グリコールエーテル類が使用されるものが知られている。
【0004】
また、インクジェット記録用インクのバインダ樹脂は、PVC基材に対して密着性が優れる塩化ビニル酢酸ビニル共重合樹脂(以下、塩酢ビ樹脂と記載する)が使用されることが多い。塩酢ビ樹脂は、溶液重合、乳化重合、懸濁重合などのいくつかの製法が有る。
【0005】
溶液重合によって製造された塩酢ビ樹脂は樹脂粒子に空隙があり有機溶剤を樹脂内部に浸透しやすく、ほぐれるように溶解するため比較的弱い加熱撹拌でも容易にゲル状の未溶解成分が残らず完全に溶解させることができるため、バインダ樹脂として広く使用されてきた。
【0006】
しかし、近年、塩酢ビ樹脂の製造方法は地球環境の観点から、溶媒に有機溶剤を用いる溶液重合から水を用いる懸濁重合に移行しており、溶液重合の塩酢ビ樹脂は製造中止となる場合もある。そのため、懸濁重合によって製造された塩酢ビ樹脂をバインダ樹脂として使用する必要性が高まってきた。
【0007】
ところが、懸濁重合によって製造された塩酢ビ樹脂の樹脂粒子は溶液重合によって製造された塩酢ビ樹脂の樹脂粒子に見られるような空隙はほとんどなく、樹脂表面から徐々に溶解するため、なかなか樹脂内部に溶剤が浸透できなく、有機溶剤に対して溶解性が低く、通常の攪拌などでは完全に溶解せず、ゲル状の未溶解成分が残ってしまうという問題を持っている。
【0008】
更に、一般的に懸濁重合で塩酢ビ樹脂を製造する際に水溶性の分散剤が使用されており、塩酢ビ樹脂の有機溶剤に対しての溶解性を低下させる原因となる。水溶性の分散剤として、例えば、ヒドロキシアルキルアルキルセルロースなどの水溶性セルロースエーテル、メチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロースなどの水溶性セルロースエステル、部分ケン化ポリビニルアルコール、アクリル酸重合体、ゼラチンなどの水溶性ポリマーなどの水溶性樹脂が用いられることが一般的である。このような分散剤は特定の有機溶剤には溶解しづらく、添加量によっては残留して有機溶剤への塩酢ビ樹脂の溶解を妨げることもある。
【0009】
塩酢ビ樹脂の溶解が不十分だと、その塩酢ビ樹脂の一部はゲル状の未溶解成分となる。インクジェット記録用インク中にゲル状の未溶解成分が多く含まれていると記録ヘッドから吐出されるインク滴の安定的な吐出性能を維持することが困難となる。更に、10.5kHz以上の高周波数で記録ヘッドからインク滴を吐出させた場合、問題がより顕著になる。また、記録用ヘッドのノズル口近傍へゲル状の未溶解成分が付着し、インク滴が曲がって吐出されることで発生する着弾ずれや、ノズル口詰まりによってインクが吐出されなくなることで印字物の品質を低下させる原因になる。そればかりか、記録ヘッド内にゲル状の未溶解成分が詰まり正常にインクが供給できなくなる原因にもなりうる。更に、ゲル状の未溶解成分はインクジェット記録用インク中の顔料と物理的に結合してしまい、顔料分散性も損なわせてしまうこともあり、インクの保存安定性へ悪影響を及ぼす原因となりうる。
【0010】
ゲル状の未溶解成分は柔らかく変形、分裂するので、濾過で十分に除去するのは極めて困難であり、インクを濾過した場合でもインク中にゲル状の未溶解成分が残る。そのため、ゲル状の未溶解成分は十分に溶解させる必要がある。
【0011】
例えば、特許文献1にはバインダ樹脂として塩酢ビ樹脂を用い、特定の構造の有機溶剤と、ラクトン系化合物を併用したインクジェット記録用インクが開示されている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2007−23265号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
しかしながら、特許文献1のインクジェット記録用インクは、バインダ樹脂として塩酢ビ樹脂が用いられているが、バインダ樹脂を溶解させる工程の詳細とゲル状の未溶解成分についての記載されていないので仮に懸濁重合によって製造された塩酢ビ樹脂を用いた場合、ゲル状の未溶解成分がインク中に残る場合があると考えられる。特許文献1で用いられている塩酢ビ樹脂は溶液重合で製造されたものであり、容易にゲル状の未溶解成分が残らずに溶解できる。また、仮に懸濁重合によって製造された塩酢ビ樹脂を用いた場合は、塩酢ビ樹脂を十分に溶解させるために溶解性の高いラクトン系化合物を増量させることが考えられるが、ラクトン系溶剤を多く用いるとPVC基材の表面を溶解しすぎてしまい印字物表面の光沢性を損なう問題が生じる。
【0014】
また、単に溶剤と懸濁重合で製造された塩酢ビ樹脂を混合して攪拌しても、塩酢ビ樹脂がダマ状になってしまう。ダマとは樹脂粒子の集合体である。ダマの形態としては溶剤投入前からダマになっている場合、溶剤投入後に表面が溶剤で柔らかくなった樹脂粒子同士が合体する場合、溶剤投入後に表面が溶剤で柔らかくなった樹脂粒子と溶剤が染み込んでいない樹脂粒子が合体する場合、ダマ同士が合体してより大きくなる場合、それらの組み合わせなどがある。溶剤中に存在するこうしたダマの内部は乾燥した樹脂粒子と空気が含まれており、透明性は低く白色である。尚、樹脂粒子が小さい場合、投入前の状態でダマが多く存在する。ゲル状物質とは溶剤に完全溶解できていない樹脂の未溶解成分であり、溶剤が内部まで浸透して、透明化した樹脂粒子及びダマである。これらゲル状物質は、溶剤が内部まで浸透しているため柔らかく、弾力性を有する。これらダマやゲル状物質がインク中に含まれているとインクジェットヘッドの吐出不良の原因となる。
【0015】
そこで、本発明の目的は、上記のような課題を解決するためになされたものであり、懸濁重合によって製造された塩酢ビ樹脂に対して例えばグリコールモノアセテート類、グリコールエーテル類などの溶解性の低い溶剤を主溶剤として用い、溶解性の高い溶剤の使用を抑え、懸濁重合によって製造された塩酢ビ樹脂をバインダ樹脂として用いて、ゲル状の未溶解成分によって吐出不良が生じないように溶解したインクジェット記録用インクのインク用溶媒を容易に得られ、またその製造方法を提供する。また、そのインク用溶媒を使用してPVC基材に対して表面を溶解しすぎずに、印字物の光沢性を損なうことが無く、優れた密着性を備え、未溶解成分によって吐出不良が生じないように記録ヘッドから安定的にインクを吐出できるインクジェット記録用インクを提供し、またその製造方法を提供する。また、そのインクジェット記録用インクを格納したインクカートリッジ、及びその製造方法を提供する。
【課題を解決するための手段】
【0016】
上記の目的を達成するため、本発明のインク用溶媒の製造方法は、懸濁重合によって製造された塩酢ビ樹脂を含むインクのバインダ樹脂をグリコールモノアセテート類、グリコールエーテル類又は前記グリコールモノアセテート類と前記グリコールエーテル類の混合液の何れかを主溶剤とする溶剤に溶解させたインク用溶媒の製造方法であって、前記塩酢ビ樹脂をブレードが備えられたミキサーの混合槽に投入する投入工程と、前記塩酢ビ樹脂が投入された前記混合槽に、前記ブレードを回転させながら前記塩酢ビ樹脂と前記溶剤の混合物中の前記塩酢ビ樹脂が30重量%以上70重量%以下となる所定の量の前記溶剤を点滴投入または噴霧投入する溶剤投入工程と、前記所定の量の前記溶剤を投入した後、前記ブレードを回転させ前記塩酢ビ樹脂と前記溶剤が混合されて粘性体になるようにミキシングするミキシング工程と、前記混合物の入っている前記混合槽に、前記ブレードを回転させながら前記溶剤を点滴投入または噴霧投入して前記混合物を溶液にし、該溶液中の前記塩酢ビ樹脂が10重量%以上15重量%以下となるように希釈する希釈工程と、稀釈された前記溶液を所定の温度にしながら攪拌し、ゲル状の前記塩酢ビ樹脂を前記溶剤に十分に溶解させる溶解工程と、を有ることを特徴とする。
【0017】
また、本発明のインクジェット記録用インクの製造方法は、上述インク用溶媒をインクの溶剤として顔料分散体と混合する工程を含むことを特徴とする。
また、本発明のインクカートリッジの製造方法は、上述インクジェット用インクをパウチに格納する工程と、該パウチをケースに格納する工程を含むことを特徴とする。
【発明の効果】
【0018】
本発明は、懸濁重合によって製造された塩酢ビ樹脂を用い、主溶剤に溶解性の低い有機溶剤を用い、ゲル状の未溶解成分によって吐出不良をおこさないように十分に溶解したインクジェット記録用インクのインク用溶媒を提供できる。また、そのインク用溶媒を含むインクジェット記録用インクは、PVC基材に対して印字物の光沢性を損なうことが無く、優れた密着性、高周波領域で記録ヘッドを駆動した場合の安定的な吐出性能を有する。また本発明は、溶解性の低い溶剤を用いても、簡単で短い時間の工程で、容易にゲル状の未溶解成分を、インクジェットヘッドを高周波領域で使用しても問題なく吐出できるように、十分に溶解させることができる。
【図面の簡単な説明】
【0019】
【図1】図1は、本発明の工程図である。
【図2】図2は、本発明の好ましい実施形態に係るインクカートリッジの分解斜視図である。
【発明を実施するための形態】
【0020】
以下に、本発明の実施形態を具体的に説明する。
インクジェット記録用インクは、バインダ樹脂と、有機溶剤と、顔料と、顔料分散剤を含有することが必要である。
【0021】
インクジェット記録用インクは、PVC基材との密着性をもたせるためにバインダ樹脂を含有する。バインダ樹脂は塩酢ビ樹脂を含むことが、記録媒体の基材との密着性が向上するため好ましい。またさらにバインダ樹脂としてポリエステル樹脂、アクリル系樹脂、ウレタン樹脂等の他の樹脂をインクの使用目的に応じて含ませることができる。屋外掲示物等に使用されるPVC基材として使用されているポリ塩化ビニルへの密着性には塩酢ビ樹脂が含まれることが必要である。
【0022】
塩酢ビ樹脂は、溶液重合、乳化重合、懸濁重合などのいくつかの製法が有る。溶液重合によって製造された塩酢ビ樹脂の具体例として、ダウケミカルズ社製のユーカーソリューションビニル樹脂VYHD、VYHH、VMCA等が挙げられる。懸濁重合によって製造された塩酢ビ樹脂の具体例として、日信化学工業社製ソルバインCL、CNL、C5R、TA3、TA5Rやワッカーケミー社製ビノールH14/36、H15/45などが挙げられる。
【0023】
バインダ樹脂として用いる懸濁重合により製造された塩酢ビ樹脂の分子量Aは20000≦A≦30000の範囲が好ましい。分子量Aが20000未満の場合、PVC基材への密着性が低下するため印字物の薬品耐性や物理耐性を損なうため好ましくない。分子量Aが30000を超える場合、記録ヘッドによる安定的な吐出性能を損なうため好ましくない。
【0024】
又、バインダ樹脂として、懸濁重合により製造された塩酢ビ樹脂に他種の樹脂を併用できる。例えば、スチレン−アクリル樹脂などを含むアクリル系樹脂、エポキシ樹脂、フェノール樹脂、ノボラック樹脂、ロジン変性フェノール樹脂、メラミン、ベンゾグアナミン等のアミノ樹脂、ポリアミド樹脂、セルロースジアセテート、セルローストリアセテート、ニトロセルロース、硝酸セルロース、プロピオン酸セルロース、セルロースアセテートブチレート等のセルロースエステル樹脂、メチルセルロース、エチルセルロース、ベンジルセルロース、トリチルセルロース、シアンエチルセルロース、カルボキシメチルセルロース、カルボシキエチルセルロース、アミノエチルセルロース等のセルロースエーテル樹脂等を挙げることができるが、変性アクリル系共重合物と併用するのが好ましい。
【0025】
インクジェット記録用インク中の懸濁重合により製造された塩酢ビ樹脂の含有量Bは、1重量%≦B≦20重量%の範囲が好ましい。インクジェット記録用インク中における懸濁重合により製造された塩酢ビ樹脂の含有量が1重量%より少ない場合は、PVC基材との密着性が不足する可能性があり、20重量%より多い場合は、インクジェット記録用インクの粘度が高くなり安定的な吐出性能が維持できず好ましくない。更に、インクジェット記録用インク中の懸濁重合により製造された塩酢ビ樹脂の含有量Bは、3重量%≦B≦10重量%の範囲とすることが特に好ましい。この範囲であれば、記録ヘッドの吐出周波数が高周波領域であっても、良好に吐出できる。
【0026】
バインダ樹脂を溶解する有機溶剤は、その溶剤中に占める割合が50重量%以上となる主溶剤として、グリコールモノアセテート類とグリコールエーテル類のどちらか一方または両者の混合液を用いる。
【0027】
例えば、エチレングリコールモノメチルエーテルアセテート、エチレングリコールモノエチルエーテルアセテート、エチレングリコールモノブチルエーテルアセテート、ジエチレングリコールモノメチルエーテルアセテート、ジエチレングリコールモノエチルエーテルアセテート、ジエチレングリコールモノブチルエーテルアセテート、プロピレングリコールモノメチルエーテルアセテート、ジプロピレングリコールモノメチルエーテルアセテート、エチレングリコールモノメチルエーテルプロピオネート、エチレングリコールモノエチルエーテルプロピオネート、エチレングリコールモノブチルエーテルプロピオネート、ジエチルジグリコール、ジエチレングリコールジアルキルエーテル、テトラエチレングリコールジアルキルエーテル、ジエチレングリコールモノメチルエーテルプロピオネート、ジエチレングリコールモノエチルエーテルプロピオネート、ジエチレングリコールモノブチルエーテルプロピオネート、プロピレングリコールモノメチルエーテルプロピオネート、ジプロピレングリコールモノメチルエーテルプロピオネート、エチレングリコールモノメチルエーテルブチレート、エチレングリコールモノエチルエーテルブチレート、エチレングリコールモノブチルエーテルブチレート、ジエチレングリコールモノメチルエーテルブチレート、ジエチレングリコールモノエチルエーテルブチレート、ジエチレングリコールモノブチルエーテルブチレート、プロピレングリコールモノメチルエーテルブチレート、ジプロピレングリコールモノメチルエーテルブチレートなどのグリコールモノアセテート類、エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、エチレングリコールモノブチルエーテル、エチレングリコールジエチルエーテル、エチレングリコールジメチルエーテル、ジエチレングリコールモノメチルエーテル、ジエチレングリコールモノエチルエーテル、ジエチレングリコールモノブチルエーテル、ジエチレングリコールエチルメチルエーテル、ジエチレングリコールジメチルエーテル、ジエチレングリコールジエチルエーテル、ジエチレングリコールジブチルエーテル、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテル、プロピレングリコールモノブチルエーテル、ジプロピレングリコールモノメチルエーテル、ジプロピレングリコールモノエチルエーテル、プロピレングリコールジメチルエーテル、ジプロピレングリコールジメチルエーテル、プロピレングリコールジエチルエーテル、ジプロピレングリコールジエチルエーテル、エチレングリコールモノメチルアセテート、エチレングリコールモノエチルアセテート、エチレングリコールモノブチルアセテート、ジエチレングリコールモノメチルアセテート、エチレングリコールモノメチルエーテルアセテート、エチレングリコールモノエチルエーテルアセテート、エチレングリコールモノブチルエーテルアセテート、プロピレングリコールモノメチルエーテルアセテート、プロピレングリコールモノエチルエーテルアセテート、ジエチレングリコールモノエチルアセテート、ジエチレングリコールモノブチルアセテート、トリエチレングリコールモノブチルエーテル、テトラエチレングリコールジメチルエーテル等のグリコールエーテル類、などが挙げられる。
【0028】
副溶剤として溶剤中に占める割合が10重量%以下とすることが望ましく、より好ましくはラクトン系その他の溶解性の高い溶剤は1重量%未満とすることである。基材に対する溶解性を抑えるためである。
インクジェット記録用インクに使用する顔料は、印刷インキ、塗料等に使用される種々の顔料を使用することができる。
【0029】
例えば、ピグメントイエロー12、13、14、17、20、24、74、83、86、93、94、95、109、110、117、120、125、128、137、138、139、147、148、150、151、154、155、166、168、180、185、ピグメントオレンジ16、36、38、43、51、55、59、61、64、65、71、ピグメントレッド9、48、49、52、53、57、97、122、149、168、177、178、179、206、207、209、242、254、255、ピグメントバイオレット19、23、29、30、37、40、50、ピグメントブルー15、15:1、15:3、15:4、15:6、22、30、64、80、ピグメントグリーン7(塩素化フタロシアニングリーン)、36(臭素化フタロシアニングリーン)、ピグメントブラウン23、25、26、ピグメントブラック7(カーボンブラック)、26、27、28等、があげられる。顔料の具体例としては、LIONOL BLUE FG−7400G(東洋インキ製造社製 フタロシアニン顔料)、YELLOW PIGMENT E4GN(バイエル社製 ニッケル錯体アゾ顔料)、Cromophtal Pink PT(BASF社製 キナクリドン顔料)、ELFTEX 415(キャボット社製 カーボンブラック)、Fastogen Super Magenta RG(DIC社製 キナクリドン顔料)、YELLOW PIGMENT E4GN(ランクセス社製 ニッケル錯体アゾ顔料)、モナーク1000(キャボット社製 カーボンブラック)、イルガライトブルー8700(BASF社製 フタロシアニン顔料)、E4GN−GT(ランクセス社製 ニッケル錯体アゾ顔料)などが挙げられる。
【0030】
顔料の配合量は、使用する顔料の種類等により任意に決定できるが、通常はインク中における含有量は0.1〜15重量%であり、好ましくは0.5〜10重量%である。顔料の平均粒子径は、50〜400nmが好ましく、より好ましくは80〜300nmである。平均粒子径はレーザー回折式粒度分布測定器を用いて平均粒子経(d50)を測定したものである。
【0031】
インクジェット記録用インクに使用する顔料分散剤は、ポリアミド系樹脂、水酸基含有カルボン酸エステル、長鎖ポリアミノアマイドと高分子量酸エステルの塩、高分子量ポリカルボン酸の塩、長鎖ポリアミノアマイドと極性酸エステルの塩、高分子量不飽和酸エステル、変性ポリウレタン、変性ポリアクリレート、ポリエーテルエステル型アニオン系活性剤、ナフタレンスルホン酸ホルマリン縮合物塩、芳香族スルホン酸ホルマリン縮合物塩、ポリオキシエチレンアルキルリン酸エステル、ポリオキシエチレンノニルフェニルエーテル、ステアリルアミンアセテート等を用いることができる。
【0032】
顔料分散剤の具体例としては、ルーブリゾール社製のソルスパーズ5000(フタロシアニンアンモニウム塩系)、13940(ポリエステルアミン系)、17000(脂肪酸アミン系)、24000(アポリアルキレンイミン系)、32000(ポリエステルポリアミド系)、味の素ファインテクノ社製のアジスパーPB821、PB822(塩基性分散剤)などが挙げられる。
【0033】
インクジェット記録用インクに使用する添加剤は、可塑剤、表面調整剤、紫外線防止剤、光安定化剤、酸化防止剤等を使用することができる。
本インク用溶媒は、ダマや大きなゲル状物質がなく、十分にゲル状物質を溶解させる必要がある。
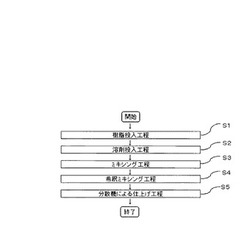
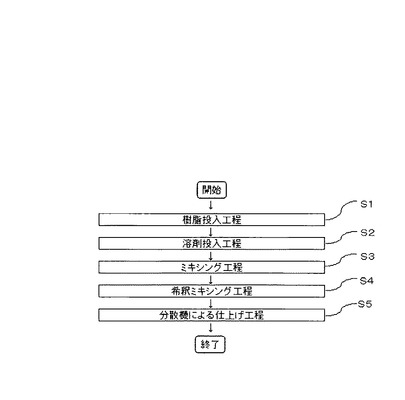
以下にインク用溶媒の製造方法を説明する。図1はインク用溶媒を製造する工程図である。インク用溶媒を製造するための各工程について説明する。
【0034】
樹脂投入工程は、ミキサーの混合槽に粉粒体の懸濁重合で製造された塩酢ビ樹脂を投入する工程である(ステップS1)。ミキサーの混合槽へ樹脂を投入する際、初めからダマになっている樹脂を解しながら投入する。次工程以降で効率よく溶解するためである。樹脂投入時にダマを解すには、物理的な力を加えながら投入すると良い。具体的には、樹脂の落下エネルギーを使用して目の粗い金網を通過させて投入する方法、側壁に突起物がついた漏斗を通過させる方法などがある。
【0035】
所望の樹脂をすべて投入したら次工程であるステップS2の溶剤投入工程へ移行する。
溶剤投入工程は、樹脂が投入されたミキサーの混合槽へ溶剤を投入する工程である(ステップS2)。
【0036】
溶剤投入は、樹脂粒子の表面に溶剤が均一に染み込むように少量ずつ投入する必要がある。なぜならば、投入した溶剤が樹脂粒子に均一に染み込まなかった場合、溶剤が染み込んだ樹脂粒子と染み込まなかった樹脂粒子が結合してダマとなるからである。樹脂粒子の表面に溶剤を均一に染み込ませながら溶剤を投入する方法は、噴霧投入または点滴投入で投入する方法がある。
【0037】
更に、溶剤投入時は混合槽内のブレードを回転させながら投入する必要がある。ブレードを回転させながら溶剤を投入することで、ステップS1で投入した樹脂を混合槽内で対流させることができ、樹脂粒子の表面に溶剤を均一に染み込ませることができる。
【0038】
また、噴霧投入とは、溶剤を霧状にして、投入する手方法である。溶剤は、エアを含んだ状態で噴霧するとエアの風圧により樹脂粒子が舞ってしまう可能性があるためエアレス噴霧が好ましい。また、点滴投入とは、溶剤を径が10.0mm以下の滴にして、滴下投入する方法である。このように連続的にではなく間歇的に少量ずつ投入することで樹脂表面に均一にしみ込ませることができる。
【0039】
更に、溶剤と樹脂の温度は50℃以下であることが好ましい。なぜならば、50℃を超えた溶剤を点滴投入する、あるいは50℃を超えた樹脂に溶剤を点滴投入すると、樹脂粒子が溶剤を瞬時に吸収し表面が軟らかくなり、樹脂粒子が結合してダマとなるからである。溶剤と樹脂の温度が50℃以下であれば、樹脂粒子の表面が溶剤を瞬時に吸収することを抑制できる。ブレードの回転数が高い場合、せん断力により発熱するため、回転数は50℃以下に保てる回転数を維持する必要がある。または、混合槽に対して温度制御可能な冷却装置を用いて、室温例えば20℃から50℃以下に保つように制御する。また、過度に冷却制御する必要も無いが10℃以上になるように制御するのが好ましい。
【0040】
本発明に使用できるミキサーの種類は、1000Pa・s程度の高粘度においても強いせん断力を得ることができる。例えば、ニーダー、又は、プラネタリー(遊星式)ミキサーから選択して使用することができる。
【0041】
例えば、バンバリータイプのブレードを備えたニーダーは、高粘度物質及び超高粘度物質のミキシングに優れた性能を発揮する。このタイプのニーダーはブレード相互間及びブレードと混合層との間に起こる強力なせん断力を得ることができる。このせん断力によって樹脂粒子のダマは引き裂かれ、溶剤は少量ずつ投入されるので樹脂表面に均一に染み込ませることができる。
【0042】
また、プラネタリーミキサーは、複数のブレード軸を有し、その軸に設けたブレードを混合槽内で遊星運動させ、粉粒体と液体とを混合し、粘性体を作りだし、その粘性体に対して強力な攪拌、混練を行うことができる。さらに、溶剤は少量ずつ投入されるので樹脂表面に均一に染み込ませることができる。混合槽は底面が平らな円柱状の形状が好ましく、用いるブレードは枠型ブレードが好ましい。更に、枠型ブレードの先端は棒状でありその長手方向が混合槽の底面に対して水平であり、その水平に配置された先端が底面に沿って回転することが好ましい。
【0043】
更に、混合槽の壁面に付着した樹脂をかきとるスクレーパを装着することができる。
所望の溶剤をすべて投入したら次工程であるステップS3のミキシング工程へ移行する。ミキシング工程は、ステップS2で溶剤を投入した後、ブレード相互間、ブレードと混合槽間で起こる強いせん断力により、樹脂粒子内部まで溶剤を浸透させ樹脂粒子を互いに結合させ、粘性体を作る工程である(ステップS3)。
【0044】
ミキシング工程は、ミキシング初期、中期、終期で樹脂粒子への溶剤浸透量が異なる。ミキシング工程の開始時点である溶剤投入終了直後は、樹脂粒子の表面に均一に溶剤が染み込んだ状態であり、樹脂粒子の内部に溶剤はほとんど浸透していない。そのため、樹脂粒子が互いに結合しておらず全体が粘性体となってなく、樹脂が単に湿潤した状態である。ミキシング工程中期は、溶剤が樹脂粒子の内部に向かって徐々に浸透した状態であり、樹脂粒子の表面は軟らかくなる。そのため。軟らかくなった樹脂粒子が互いに結合して一部が粘性体になる。ミキシング工程中期では、樹脂粒子の内部まで溶剤は浸透していない。ミキシング終期は、樹脂粒子の内部まで十分に溶剤が浸透し、樹脂粒子が互いに結合しダマが存在しない状態で全体が粘性体となる。しかし、ミキシング中に空気を取り込んだ混合物は白色でありダマの有無を目視で確認することが困難である。確認する方法としては、混合物を加熱し、粘度を下げることで取り込んだ空気を除去し、目視確認する方法が挙げられる。取り込んだ空気を除去した後、ダマが存在しない場合、混合物の外観は高い透明性を有する。ミキシング時の混合物中の塩酢ビ樹脂の濃度は、30重量%以上70重量%以下が好ましい。塩酢ビ樹脂の濃度が70重量%を超える場合、溶剤量が少なく、樹脂粒子の中心部まで十分に浸透せず好ましくない。更に、30重量%未満の場合、粘度が低く、ミキサーのせん断力を十分に得ることができず好ましくない。50重量%前後の濃度、すなわち45重量%以上55重量%以下の濃度が、好適にミキシングでき、特に好ましい。
【0045】
更に、ミキシング中の混合物の温度は室温の20℃から50℃以下であることが好ましい。10℃以上であれば良い。なぜならば、過度に冷却する必要も無く、また50℃を超えてミキシングすると樹脂粒子が溶剤を瞬時に吸収し表面が軟らかくなるからである。軟らかくなった樹脂粒子は、吸収していない樹脂粒子と結合してダマとなる。溶剤の温度が50℃以下であれば、樹脂粒子の表面が溶剤を瞬時に吸収することを抑制できる。
【0046】
更に、ミキシング時間は、樹脂濃度によるが、例えば樹脂濃度が50重量%の場合、30分以上ミキシングすることが好ましく、特に60分以上ミキシングするのが好ましい。ミキシング時間が30分未満だと樹脂粒子の中心部まで溶剤が浸透しておらず好ましくない。
【0047】
ミキサーにプラネタリーミキサーを使用した場合、ブレードの自転回転数は分速20回転以上80回転以下が好ましく、特に分速30回転以上60回転以下が好ましい。このとき好適にミキシングできる。更に、ブレードの公転回転数は、ブレードの自転回転数/公転回転数に比率で決定できる。ブレードの自転回転数/公転回転数の比率Cは、1.0≦C≦3.0が好ましい。自転回転数が分速20回転未満だと、混合槽内の樹脂の撹拌が不十分となり樹脂粒子に溶剤を均一に染み込ませることができない。又、回転数が80回転を超えた回転数で使用すると発熱量が過大となり所望の温度を維持することが困難となる。自転回転数/公転回転数の比率Cが1.0未満、もしくは自転回転数/公転回転数の比率3.0を超えると混合槽内の樹脂の撹拌が不十分となり樹脂粒子に溶剤を均一に染み込ませることができない。尚、所望の温度を超えない範囲であればミキシング中でもブレードの回転数をあげることが可能である。
【0048】
所望の混合物を得られたら、次工程であるステップS4のミキサーによる希釈ミキシング工程へ移行する。ミキサーによる希釈ミキシング工程は、ステップS3で得た混合物にさらに溶剤を投入し、ミキシングしながら混合物中の塩酢ビ樹脂濃度が10重量%以上15重量%以下になるように希釈する工程である(ステップS4)。ミキサーは、ステップS3から継続して使用する。溶剤はブレードを回転させながら点滴投入、又は、噴霧投入する。溶剤の投入が完了した後に更にブレードを回転させ攪拌してもよい。
【0049】
溶剤を連続的にすばやく投入した場合、部分的に粘度が急激に低下するためミキサーは全体に均一なせん断力を与えることができなくなり、ステップS3で得た混合物が分裂し、溶剤中や混合槽の壁面に大きなゲル状物質として残ってしまうためこの好ましくない。
【0050】
更に、ミキサーによる希釈時の温度は、50℃以上であるのが好ましい。なぜならば、熱エネルギーを与えることで、希釈ミキシング効率が良くなるからである。しかし、安全性の観点から溶剤の引火点を超えない範囲で加温するのが好ましい。70℃以下とするのが好ましい。
【0051】
所望の濃度まで希釈ミキシングした後は、分散機による仕上げ工程に移行する。分散機による仕上げ工程は、ステップS4の工程で溶剤に染み込みきれなかった小さな分裂物を問題の無いレベルまで分散、溶解させる工程である(ステップS5)。
【0052】
このステップ4までの工程を実施しなかった場合、すなわちステップS5だけでゲル状残渣物を残さずに溶解させる場合は、ダマやゲル状物質が多く残った状態で溶解させる為に、5から10倍程度長く時間がかかってしまう。または場合によっては溶解できないこともある。このステップ4までの工程を実施することで短時間時に効率よく樹脂を溶解させることができる。
【0053】
ステップ4で残っている分裂物は溶剤が十分浸透した状態の非常に軟らかいゲルであるため、適切にせん弾力を与えると簡単に分散、溶解する。ただし、分散機は5Pa・s以下で効率よくせん断力を与えるものがよい。例えば、ホモミキサー、薄膜旋回法高速撹拌機、ビーズミル、超音波分散機、圧力式ホモジナイザー、連続式超音波ホモジナイザーなどである。
【0054】
処理温度は、有機溶剤温度が高いほど溶解に効果的である。しかし、有機溶剤の温度は、安全性の観点から引火点以下で溶解することが好ましい。更に、塩酢ビ樹脂のバインダ性能の観点から、塩酢ビ樹脂の塩素原子が脱離する温度以下であることが好ましい。
【0055】
樹脂溶解の良し悪しは、インク用溶媒の粘度とインク用溶媒中のゲル状の未溶解成分の個数で判定することができ、溶解が進むと粘度は低くなり、ゲル状の未溶解成分が少なくなる。懸濁重合の塩酢ビ樹脂と溶剤の混合物中の懸濁重合の塩酢ビ樹脂濃度が10重量%であれば、粘度は0.0250Pa・s未満まで溶解するのが好ましい。いずれにしてもその系で粘度が極力低い状態まで溶解し、且つ、ゲル状の未溶解成分が極力ない状態にすることが、インクジェット記録用インクにしたときにインクジェット記録用ヘッドで安定的な吐出性能を得るためには好ましい。
【0056】
インク用溶媒中のゲル状の未溶解成分の個数は、インク用溶媒の自重濾過により判定することができる。懸濁重合の塩酢ビ樹脂と溶剤の混合物中の懸濁重合の塩酢ビ樹脂濃度が10重量%のインク溶媒の場合、インク用溶媒200mlを直径35mmの円形の8μmメッシュを自重ろ過により通過させた後、フィルタに捕捉させたゲル状の未溶解成分の個数を確認する。インク用溶媒200ml当たり、ゲル個数は10個未満が好ましく、より好ましくは5個未満である。10個以上捕捉された場合は安定的な吐出性能を得られなくなるため好ましくない。ゲル個数が10個未満の場合は安定的な吐出ができるので、実質的にゲルが無いのと同じである。高周波で吐出する場合には5個未満が好ましい。
【0057】
以上がインク用溶媒の製造工程である。次に、インクジェット記録用インクの製造工程を説明する。顔料、顔料分散剤、溶剤を混合して予め作成された顔料分散体に、インク用溶媒と溶剤を加えてインクジェット記録用インクとする。このとき必要に応じて添加剤を加える。
【0058】
インクジェット記録用インクを製造する工程は、顔料分散体にインク用溶媒と溶剤を混ぜ合わせるために撹拌機を用いることができ、マグネチックスターラー、スリーワンモーター、ホモミキサー、ナノマイザー、デゾルバー、ディスパー、高速インペラー分散機などが挙げられる。メディア分散としては、例えば、ボールミル、アトライター、バスケットミル、サインドミル、サンドブラインダー、ダイノーミル、ディスパーマット、SCミル、スパイクミル、アジテーターミル、グレンミルなどが挙げられる。
【0059】
又、インクジェット記録用インクに用いられる懸濁重合により製造された塩酢ビ樹脂には水溶性セルロースエーテル、水溶性セルロースエステル、水溶性樹脂等の水溶性の分散剤が微量に残留する。例えば製造工程の違いにより残留量は多少異なるが、重量比で50ppm以上10000ppm以下程度残留する。よって、製造されるインクジェット記録用インクにもこれらが微量に含まれる。この残留物がインク用溶媒およびその製造、インクジェット用インクおよびその製造に影響を与えない量の塩酢ビ樹脂を用いることになる。
【0060】
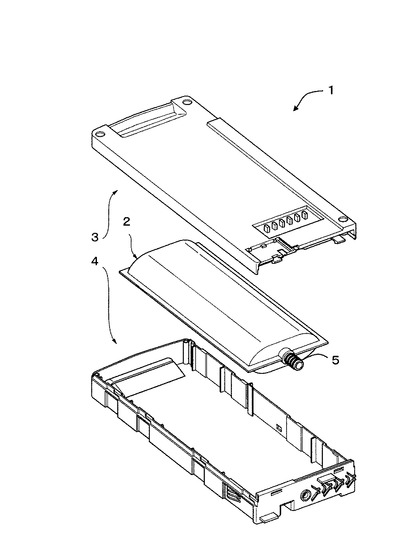
又、このインクジェット記録用インクは、インクジェット記録装置ではインクカートリッジに格納された状態で使用される。図2を用いてインクカートリッジの説明をする。
図2は、本発明の好ましい実施形態に係るインクカートリッジの分解斜視図である。
【0061】
インクカートリッジ1は、インクジェット記録用インクを内部に収容した可撓性のパウチ(インク袋)2と、該パウチ2を収容する上ケース3、下ケース4とを備えている。パウチ2内には、インクジェット記録用インクが格納されている。上ケース3と下ケース4を嵌め合わせ、パウチ2を内部に格納する。パウチ2は、ガスバリヤー性の向上のためにアルミ箔を2枚のフィルム、例えば、外側をナイロンフィルム、内側をポリエチレンフィルムによって挟み込んだアルミラミネートフィルムを2枚重ね合わせ、周囲を熱溶着等によって接合することで構成されている。パウチ2の一端には、内部に収容されているインクを外部に排出するインク取出口5を備えている。パウチ2内のインクを外部に供給する為に下ケース4にはインク取出口5が露出する穴が設けられている。このインクカートリッジ1は、パウチ2にインクジェット記録用インクを充填し格納する工程と、そのパウチ2を上ケース3と下ケース4に格納する工程とを含む工程によって製造される。また、インクの充填は、真空槽の中でパウチ2の開口部からインクを入れ、脱気し、その開口部を封止する工程を含むことが好ましい。インクジェット記録用インクを収容する図2で示されるインクカートリッジ1は、本発明のインクカートリッジの好ましい実施形態であるが、本発明のインクカートリッジはこの形態のインクカートリッジに限られない。
【実施例】
【0062】
以下、実施例をあげて本発明を具体的に説明するが、本発明は実施例に特に限定されるものではない。なお、実施例中、「部」は「重量部」を表す。
【0063】
インクジェット記録用インクは顔料、顔料分散剤、溶剤を混合することによって予め顔料分散体を作成し、インク用溶媒、有機溶剤及びその他添加剤を添加して作成する。インクジェット記録用インク製造工程は予め顔料を分散させた顔料分散体に、インク用溶媒、及び、有機溶剤を添加し、60℃に加熱しながら攪拌機を用いて1200rpmの回転速度で4時間撹拌した。インクジェット記録用インクは、合計が100部になるようにバインダ樹脂、有機溶剤、顔料、顔料分散剤、顔料分散溶剤を調製した。インクジェット記録用インクの組成を表1にまとめる。
【0064】
【表1】

【0065】
(実施例1)
前述したインク用溶媒の製造方法のステップS1からステップS5に従ってインク用溶媒を作成する。
ステップS1において、バンバリーブレードを搭載した圧力ニーダーDS1(モリヤマ社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)715gを混合槽に投入した。
ステップS2において、バンバリーブレードブレードを分速40回転で回転しながら、エチレングリコールモノブチルエーテルアセテート715gを18分間かけて点滴投入した。
ステップS3において、120分間ミキシングした。混合物の最高温度は25℃であった。
ステップS4において、混合槽中の混合物を1144g取り除き冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート1144gを、ブレードを分速40回転で回転しながら30分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5において、容量2lのビーカーにステップS4で得た混合物1000gを採取し、ホットプレートで混合物を70℃に加熱しながら、ホモミキサーを使用して分速6000回転で10分間回転させ、インク用溶媒を得た。インク用溶媒の粘度は0.0235Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。以上でインク用溶媒の製造工程を終了する。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成する。またこのインクジェット記録用インクの粘度は0.0105Pa・sとなった。
【0066】
(実施例2)
ステップS1からステップS3は実施例1と同様に行った。
ステップS4において、混合槽の冷却部を50℃に変更した以外は実施例1と同様に行った。
ステップS5において、バッチ式メディアレス分散機DESPA MILL MD−3(浅田鉄工社製)の混合槽にステップS4で得た混合物1000gを採取した。冷却部を50℃に加熱し、分速15000回転(周速40m/s)で5分間回転させインク用溶媒を得た。インク用溶媒の粘度は0.0230Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0067】
(実施例3)
ステップS1において、混合槽の冷却部を25℃に変更した以外は実施例1と同様に行った。
ステップS2とステップS3は実施例1と同様に行った。ステップ3の混合物の最高温度は50℃であった。
ステップS4とステップS5は実施例1と同様に行った。ステップS5で得たインク用溶媒の粘度は0.0238Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0068】
(実施例4)
ステップS1において、バンバリーブレードを搭載した圧力ニーダーDS1(モリヤマ社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)429gを混合槽に投入した。
ステップS2において、バンバリーブレードブレードを分速40回転で回転しながら、エチレングリコールモノブチルエーテルアセテート1001gを50分間かけて点滴投入した。
ステップS3において、120分間ミキシングした。混合物の最高温度は25℃であった。
ステップS4において、混合槽の冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート1430gを20分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5において、バッチ式メディアレス分散機DESPA MILL MD−3(浅田鉄工社製)の混合槽にステップS4で得た混合物1000gを採取した。冷却部を70℃に加熱し、分速15000回転(周速40m/s)で5分間回転させインク用溶媒を得た。インク用溶媒を評価するため10重量%に希釈し、粘度は0.0230Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0069】
(実施例5)
ステップS1において、バンバリーブレードを搭載した圧力ニーダーDS1(モリヤマ社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)1001gを混合槽に投入した。
ステップS2において、バンバリーブレードを分速40回転で回転しながら、エチレングリコールモノブチルエーテルアセテート429gを20分間かけて点滴投入した。
ステップS3において、120分間ミキシングした。混合物の最高温度は50℃であった。
ステップS4において、混合槽中の混合物を1144g取り除き冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート1254gを30分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5において、バッチ式メディアレス分散機DESPA MILL MD−3(浅田鉄工社製)の混合槽にステップS4で得た混合物1000gを採取した。冷却部を70℃に加熱し、分速15000回転(周速40m/s)で5分間回転させインク用溶媒を得た。インク用溶媒を評価するため10重量%に希釈し、粘度は0.0233Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0070】
(実施例6)
ステップS1〜ステップS3は実施例1と同様に行った。
ステップS4において、混合槽中の混合物を1144g取り除き冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート1144gを95分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5において、連続式超音波分散機ULTRASONIC GENERATOR GSD1200AT(株式会社ギンセン社製)を用い、先端径が50mmの超音波照射部の先端に照射部ホルダーを取り付け、ステップS4で得た混合物を1lを貯蔵タンクに入れ、流量1L/minにて超音波発生部と貯蔵タンクを1分間循環させながら、超音波照射部にて周波数19.5kHz、振幅30μmの超音波を照射させ、インク用溶媒を得た。インク用溶媒の粘度は0.0227Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0071】
(実施例7)
ステップS1において、フラットブレードとひねりブレードを搭載したT.K.ハイビスミックス2P−03(プライミクス社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)71.5gを混合槽に投入した。
ステップS2において、フラットブレードとひねりブレードを自転回転数分速50回転、公転回転数分速20回転で回転しながら、エチレングリコールモノブチルエーテルアセテート71.5gを30分間かけて噴霧投入した。
ステップS3において、120分間ミキシングした。混合物の最高温度は25℃であった。
ステップS4において、混合槽の冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート572gを30分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5において、容量2lのビーカーにステップS4で得た混合物700gを採取し、ホットプレートで混合物を70℃に加熱しながら、ホモミキサーを使用して分速6000回転で10分間回転させ、インク用溶媒を得た。インク用溶媒の粘度は0.0235Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0072】
(比較例1)
ステップS1において、バンバリーブレードを搭載した圧力ニーダーDS1(モリヤマ社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)1073gを混合槽に投入した。
ステップS2において、バンバリーブレードブレードを分速40回転で回転しながら、エチレングリコールモノブチルエーテルアセテート357gを20分間かけて点滴投入した。
ステップS3において、150分間ミキシングした。混合物の最高温度は50℃であった。
ステップS4において、混合槽中の混合物1144gを取り除き冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート1859gを60分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5は実施例1と同様に行った。インク用溶媒の粘度は0.0258Pa・sへ低下し、200ml当たり中のゲル状の残渣物は10個以上であった。
このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0073】
(比較例2)
ステップS1において、バンバリーブレードを搭載した圧力ニーダーDS1(モリヤマ社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)357gを混合槽に投入した。
ステップS2において、バンバリーブレードブレードを分速40回転で回転しながら、エチレングリコールモノブチルエーテルアセテート1073gを60分間かけて点滴投入した。
ステップS3において、150分間ミキシングした。混合物の最高温度は50℃であった。
ステップS4において、混合槽中の混合物715gを取り除き冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート1070gを20分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5は実施例1と同様に行った。インク用溶媒の粘度は0.0260Pa・sへ低下し、200ml当たり中のゲル状の残渣物は10個以上であった。
このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0074】
(比較例3)
ステップS1において、バンバリーブレードを搭載した圧力ニーダーDS1(モリヤマ社製)の混合槽の冷却部を30℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)715gを混合槽に投入した。
ステップS2において、バンバリーブレードブレードを分速40回転で回転しながら、エチレングリコールモノブチルエーテルアセテート715gを18分間かけて点滴投入した。
ステップS3において、120分間ミキシングした。混合物の最高温度は55℃であった。
ステップS4とステップS5は実施例1と同様に行った。ステップS5で得たインク用溶媒の粘度は0.0260Pa・sへ低下し、200ml当たり中のゲル状の残渣物は10個以上であった。
このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0075】
(比較例4)
ステップS1は、実施例1と同様に行った。
ステップS2において、バンバリーブレードブレードを分速40回転で回転しながら、エチレングリコールモノブチルエーテルアセテート715gを一気に投入した。
ステップS3〜ステップS5は実施例1と同様に行った。ステップS3の混合物の最高温度は30℃であった。ステップS5で得たインク用溶媒の粘度は0.0305Pa・sへ低下し、200ml当たり中のゲル状の残渣物は10個以上であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0076】
(比較例5)
ステップS1において、バンバリーブレードを搭載した圧力ニーダーDS1(モリヤマ社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、樹脂ではなくエチレングリコールモノブチルエーテルアセテート715gを混合槽に投入した。
ステップ2において、バンバリーブレードブレードを分速40回転で回転しながら、溶剤ではなく懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)715gを10分間かけて投入した。
ステップS3において、120分間ミキシングした。混合物の最高温度は25℃であった。
ステップS4において、混合槽中の混合物を1144g取り除き冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート1144gを30分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5において、バッチ式メディアレス分散機DESPA MILL MD−3(浅田鉄工社製)の混合槽にビーカーにステップS4で得た混合物1000gを採取した。冷却部を70℃に加熱し、分速15000回転(周速40m/s)で5分間回転させインク用溶媒を得た。インク用溶媒の粘度は0.0292Pa・sへ低下し、200ml当たり中のゲル状の残渣物は10個以上であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0077】
(比較例6)
ステップS1〜S4は、実施例1と同様に行った。
ステップS5は実施しなかった。インク用溶媒の粘度は0.0355Pa・sへ低下し、200ml当たり中のゲル状の残渣物は10個以上であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0078】
(比較例7)
ステップS1〜S4は、実施例1と同様に行った。
ステップ5において、2lのビーカーにステップS4で得た混合物1000gを採取し、ホットプレートで混合物を70℃に加熱しながら、ディスパーを使用して分速3000回転で、20分間回転させインク用溶媒を得た。インク用溶媒の粘度は0.0296Pa・sへ低下し、200ml当たり中のゲル状の残渣物は10個以上であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0079】
(比較例8)
ステップS1において、スパイラルフックを搭載したACM−2LVT(愛工舎製作所社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)71.5gを混合槽に投入した。
ステップS2において、スパイラルフックを自転回転数分速50回転、公転回転数分速20回転で回転しながら、エチレングリコールモノブチルエーテルアセテート71.5gを30分間かけて噴霧投入した。
ステップS3において、120分間ミキシングした。混合物の最高温度は25℃であった。
ステップS4において、混合槽の冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート572gを30分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5において、容量2lのビーカーにステップS4で得た混合物700gを採取し、ホットプレートで混合物を70℃に加熱しながら、ホモミキサーを使用して分速6000回転で10分間回転させ、インク用溶媒を得た。インク用溶媒の粘度は0.0235Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0080】
実施例1〜7、比較例1〜8のインク用溶媒及びインクジェット記録用インクを下記の基準で評価した。評価結果は表2に示すとおりである。
【0081】
【表2】
【0082】
<インク用溶媒中のゲル状の未溶解成分の個数>
直径35mmの円形の8μmメッシュの金属フィルタを自重ろ過させ捕捉されたインク用溶媒200ml中のゲル状の未溶解成分の個数を評価した。結果は以下のように分類し、表中に示した。
○:ゲル状の未溶解成分が5個未満であった。
△:ゲル状の未溶解成分が5個以上10個未満であった。
×:ゲル状の未溶解成分が10個以上であった。
【0083】
<インクジェット記録用インクの保存安定性試験>
インクジェット記録用インクを、60℃で1週間保存させ、保存前後の粘度、顔料の粒子径を測定して変化率を測算出した。インクジェット記録用インクの粘度は、東機産業社製の粘度計VISCOMETER TV−33にて測定した。インクジェット記録用インクの顔料の粒子径は、大塚電子社製のレーザー回折式粒度分布測定器FPAR−1000Kを用いて平均粒子経(d50)を測定した。結果は以下のように分類し、表中に示した。
○:粘度及び粒子径共に変化率が±10%未満であった。
△:粘度及び粒子径の少なくとも一方の変化率が±10%以上であった。
×:粘度及び粒子径共に変化率が±10%以上であった。
【0084】
<インクジェット記録用インクの連続吐出性能試験>
エスアイアイプリンテック社製記録用グレースケールヘッドによる連続吐出性能評価をした。インクジェット記録用インクを、2ドロップ、吐出周波数18.5kHzで連続吐出可能な時間を測定した。結果は以下のように分類し、表中に示した。
○:20秒以上連続吐出ができた。
△:10秒以上20秒未満正常に連続吐出ができた。
×:10秒未満正常に連続吐出ができた。
【0085】
ここで、実施例と比較例を比較する。
比較例1はミキシング工程の樹脂濃度が70重量%を超えているため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
比較例2はミキシング工程の樹脂濃度が30重量%未満であるため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
比較例3はミキシング時の温度が50℃を超えているため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
比較例4は、ステップ2の溶剤投入工程で溶剤を一気に投入したため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
【0086】
比較例5は、ステップ1とステップ2の順に従わず、溶剤に樹脂を投入したため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
比較例6は希釈専用ミキサーによる希釈工程、又は、分散機による分散溶解工程を行っていないため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
比較例7は希釈専用ミキサーによる希釈工程でせん断力が強い希釈専用ミキサーを使用していないため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
比較例8はプラネタリーミキサーを使用しているが、枠型ブレードを使用していないため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
【0087】
実施例1は、ミキシング工程の樹脂濃度が50重量%であり、ミキシング時の混合物の最高温度は50℃以下である。更に、希釈専用ミキサーによる希釈工程でせん断力が強いホモミキサーを使用している。ミキシング工程、及び、希釈専用ミキサーによる希釈工程でゲル状の未溶解成分を十分に溶解したインク用溶媒を使用してインクジェット記録用インクの作成を行ったため安定的な連続吐出性能及び保存安定性試験にて十分な安定性を得ることができた。
実施例2は、ミキシング工程の樹脂濃度が50重量%であり、ミキシング時の混合物の最高温度は50℃以下である。更に、希釈専用ミキサーによる希釈工程でせん断力が強いデスパミルを使用している。ミキシング工程、及び、希釈専用ミキサーによる希釈工程でゲル状の未溶解成分を十分に溶解したインク用溶媒を使用してインクジェット記録用インクの作成を行ったため安定的な連続吐出性能及び保存安定性試験にて十分な安定性を得ることができた。
実施例3は、ミキシング工程の樹脂濃度が50重量%であり、ミキシング時の混合物の最高温度は50℃以下である。更に、希釈専用ミキサーによる希釈工程でせん断力が強いホモミキサーを使用している。ミキシング工程、及び、希釈専用ミキサーによる希釈工程でゲル状の未溶解成分を十分に溶解したインク用溶媒を使用してインクジェット記録用インクの作成を行ったため安定的な連続吐出性能及び保存安定性試験にて十分な安定性を得ることができた。
実施例4は、ミキシング工程の樹脂濃度が30重量%であり、ミキシング時の混合物の最高温度は50℃以下である。更に、希釈専用ミキサーによる希釈工程でせん断力が強いデスパミルを使用している。ミキシング工程、及び、希釈専用ミキサーによる希釈工程でゲル状の未溶解成分を十分に溶解したインク用溶媒を使用してインクジェット記録用インクの作成を行ったため安定的な連続吐出性能及び保存安定性試験にて十分な安定性を得ることができた。
【0088】
実施例5は、ミキシング工程の樹脂濃度が70重量%であり、ミキシング時の混合物の最高温度は50℃以下である。更に、希釈専用ミキサーによる希釈工程でせん断力が強いホモミキサーを使用している。ミキシング工程、及び、希釈専用ミキサーによる希釈工程でゲル状の未溶解成分を十分に溶解したインク用溶媒を使用してインクジェット記録用インクの作成を行ったため安定的な連続吐出性能及び保存安定性試験にて十分な安定性を得ることができた。
実施例6は、ミキシング工程の樹脂濃度が50重量%であり、ミキシング時の混合物の最高温度は50℃以下である。更に、分散機による分散溶解工程で超音波ホモジナイザーを使用している。ミキシング工程、及び、希釈専用ミキサーによる希釈工程でゲル状の未溶解成分を十分に溶解したインク用溶媒を使用してインクジェット記録用インクの作成を行ったため安定的な連続吐出性能及び保存安定性試験にて十分な安定性を得ることができた。
実施例7は、ミキシング工程の樹脂濃度が50重量%であり、フラットブレードとひねりブレードを搭載したプラネタリーミキサーを使用している。更にミキシング時の混合物の最高温度は50℃以下である。更に、希釈専用ミキサーによる希釈工程でせん断力が強いホモミキサーを使用している。ミキシング工程、及び、希釈専用ミキサーによる希釈工程でゲル状の未溶解成分を十分に溶解したインク用溶媒を使用してインクジェット記録用インクの作成を行ったため安定的な連続吐出性能及び保存安定性試験にて十分な安定性を得ることができた。
【0089】
以上のことから、図1に示す工程図に従うことで、効率的に懸濁重合により製造された塩酢ビ樹脂を有機溶剤中に十分に溶解させることが可能となる。
表2に示す結果を比較することで、懸濁重合によって製造された塩酢ビ樹脂を用いて、ゲル状の未溶解成分を十分に溶解したインク用溶媒とそのインク溶媒を含むインクジェット記録用インクを効率的に製造する製造方法があることが分かる。
【産業上の利用可能性】
【0090】
本発明のインクジェット記録用インクは、特にラージフォーマットを用いたサインディスプレイ等の屋外用看板等に使用する大型インクジェットプリンタに好適に適用できる。
【符号の説明】
【0091】
1 インクカートリッジ
2 パウチ
3 上ケース
4 下ケース
5 インク取出口
【技術分野】
【0001】
本発明は、インクジェット記録用インクのインク用溶媒の製造方法、そのインク用溶媒を含むインクジェット記録用インクの製造方法、そのインクジェット記録用インクを格納するインクカートリッジの製造方法に関する。特に懸濁重合によって製造された塩化ビニル酢酸ビニル共重合樹脂を用いたインクジェット記録用のインク用溶媒の製造方法、そのインク用溶媒を含むインクジェット記録用インクの製造方法、及びそのインクジェット記録用インクを格納するインクカートリッジの製造方法に関する。
【背景技術】
【0002】
屋外掲示物等の用途に求められるインクジェット記録用インクは、耐光性および耐候性が重視される。また、印字速度の高速化、印字物の即乾性が求められている。このようなインクジェット記録用インクは着色材として顔料を用いた顔料インクジェット記録用インクが用いられる。通常、インクジェット記録用インクはインクカートリッジに格納された状態で供給される。
【0003】
又、屋外に置かれるので、記録媒体も耐光性および耐候性が重要視され、ポリ塩化ビニル樹脂基材(以下、PVC基材と記載する)が広く用いられている。このような記録媒体に記録するためのインクジェット記録用インクには、主溶剤にグリコールモノアセテート類、グリコールエーテル類が使用されるものが知られている。
【0004】
また、インクジェット記録用インクのバインダ樹脂は、PVC基材に対して密着性が優れる塩化ビニル酢酸ビニル共重合樹脂(以下、塩酢ビ樹脂と記載する)が使用されることが多い。塩酢ビ樹脂は、溶液重合、乳化重合、懸濁重合などのいくつかの製法が有る。
【0005】
溶液重合によって製造された塩酢ビ樹脂は樹脂粒子に空隙があり有機溶剤を樹脂内部に浸透しやすく、ほぐれるように溶解するため比較的弱い加熱撹拌でも容易にゲル状の未溶解成分が残らず完全に溶解させることができるため、バインダ樹脂として広く使用されてきた。
【0006】
しかし、近年、塩酢ビ樹脂の製造方法は地球環境の観点から、溶媒に有機溶剤を用いる溶液重合から水を用いる懸濁重合に移行しており、溶液重合の塩酢ビ樹脂は製造中止となる場合もある。そのため、懸濁重合によって製造された塩酢ビ樹脂をバインダ樹脂として使用する必要性が高まってきた。
【0007】
ところが、懸濁重合によって製造された塩酢ビ樹脂の樹脂粒子は溶液重合によって製造された塩酢ビ樹脂の樹脂粒子に見られるような空隙はほとんどなく、樹脂表面から徐々に溶解するため、なかなか樹脂内部に溶剤が浸透できなく、有機溶剤に対して溶解性が低く、通常の攪拌などでは完全に溶解せず、ゲル状の未溶解成分が残ってしまうという問題を持っている。
【0008】
更に、一般的に懸濁重合で塩酢ビ樹脂を製造する際に水溶性の分散剤が使用されており、塩酢ビ樹脂の有機溶剤に対しての溶解性を低下させる原因となる。水溶性の分散剤として、例えば、ヒドロキシアルキルアルキルセルロースなどの水溶性セルロースエーテル、メチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロースなどの水溶性セルロースエステル、部分ケン化ポリビニルアルコール、アクリル酸重合体、ゼラチンなどの水溶性ポリマーなどの水溶性樹脂が用いられることが一般的である。このような分散剤は特定の有機溶剤には溶解しづらく、添加量によっては残留して有機溶剤への塩酢ビ樹脂の溶解を妨げることもある。
【0009】
塩酢ビ樹脂の溶解が不十分だと、その塩酢ビ樹脂の一部はゲル状の未溶解成分となる。インクジェット記録用インク中にゲル状の未溶解成分が多く含まれていると記録ヘッドから吐出されるインク滴の安定的な吐出性能を維持することが困難となる。更に、10.5kHz以上の高周波数で記録ヘッドからインク滴を吐出させた場合、問題がより顕著になる。また、記録用ヘッドのノズル口近傍へゲル状の未溶解成分が付着し、インク滴が曲がって吐出されることで発生する着弾ずれや、ノズル口詰まりによってインクが吐出されなくなることで印字物の品質を低下させる原因になる。そればかりか、記録ヘッド内にゲル状の未溶解成分が詰まり正常にインクが供給できなくなる原因にもなりうる。更に、ゲル状の未溶解成分はインクジェット記録用インク中の顔料と物理的に結合してしまい、顔料分散性も損なわせてしまうこともあり、インクの保存安定性へ悪影響を及ぼす原因となりうる。
【0010】
ゲル状の未溶解成分は柔らかく変形、分裂するので、濾過で十分に除去するのは極めて困難であり、インクを濾過した場合でもインク中にゲル状の未溶解成分が残る。そのため、ゲル状の未溶解成分は十分に溶解させる必要がある。
【0011】
例えば、特許文献1にはバインダ樹脂として塩酢ビ樹脂を用い、特定の構造の有機溶剤と、ラクトン系化合物を併用したインクジェット記録用インクが開示されている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2007−23265号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
しかしながら、特許文献1のインクジェット記録用インクは、バインダ樹脂として塩酢ビ樹脂が用いられているが、バインダ樹脂を溶解させる工程の詳細とゲル状の未溶解成分についての記載されていないので仮に懸濁重合によって製造された塩酢ビ樹脂を用いた場合、ゲル状の未溶解成分がインク中に残る場合があると考えられる。特許文献1で用いられている塩酢ビ樹脂は溶液重合で製造されたものであり、容易にゲル状の未溶解成分が残らずに溶解できる。また、仮に懸濁重合によって製造された塩酢ビ樹脂を用いた場合は、塩酢ビ樹脂を十分に溶解させるために溶解性の高いラクトン系化合物を増量させることが考えられるが、ラクトン系溶剤を多く用いるとPVC基材の表面を溶解しすぎてしまい印字物表面の光沢性を損なう問題が生じる。
【0014】
また、単に溶剤と懸濁重合で製造された塩酢ビ樹脂を混合して攪拌しても、塩酢ビ樹脂がダマ状になってしまう。ダマとは樹脂粒子の集合体である。ダマの形態としては溶剤投入前からダマになっている場合、溶剤投入後に表面が溶剤で柔らかくなった樹脂粒子同士が合体する場合、溶剤投入後に表面が溶剤で柔らかくなった樹脂粒子と溶剤が染み込んでいない樹脂粒子が合体する場合、ダマ同士が合体してより大きくなる場合、それらの組み合わせなどがある。溶剤中に存在するこうしたダマの内部は乾燥した樹脂粒子と空気が含まれており、透明性は低く白色である。尚、樹脂粒子が小さい場合、投入前の状態でダマが多く存在する。ゲル状物質とは溶剤に完全溶解できていない樹脂の未溶解成分であり、溶剤が内部まで浸透して、透明化した樹脂粒子及びダマである。これらゲル状物質は、溶剤が内部まで浸透しているため柔らかく、弾力性を有する。これらダマやゲル状物質がインク中に含まれているとインクジェットヘッドの吐出不良の原因となる。
【0015】
そこで、本発明の目的は、上記のような課題を解決するためになされたものであり、懸濁重合によって製造された塩酢ビ樹脂に対して例えばグリコールモノアセテート類、グリコールエーテル類などの溶解性の低い溶剤を主溶剤として用い、溶解性の高い溶剤の使用を抑え、懸濁重合によって製造された塩酢ビ樹脂をバインダ樹脂として用いて、ゲル状の未溶解成分によって吐出不良が生じないように溶解したインクジェット記録用インクのインク用溶媒を容易に得られ、またその製造方法を提供する。また、そのインク用溶媒を使用してPVC基材に対して表面を溶解しすぎずに、印字物の光沢性を損なうことが無く、優れた密着性を備え、未溶解成分によって吐出不良が生じないように記録ヘッドから安定的にインクを吐出できるインクジェット記録用インクを提供し、またその製造方法を提供する。また、そのインクジェット記録用インクを格納したインクカートリッジ、及びその製造方法を提供する。
【課題を解決するための手段】
【0016】
上記の目的を達成するため、本発明のインク用溶媒の製造方法は、懸濁重合によって製造された塩酢ビ樹脂を含むインクのバインダ樹脂をグリコールモノアセテート類、グリコールエーテル類又は前記グリコールモノアセテート類と前記グリコールエーテル類の混合液の何れかを主溶剤とする溶剤に溶解させたインク用溶媒の製造方法であって、前記塩酢ビ樹脂をブレードが備えられたミキサーの混合槽に投入する投入工程と、前記塩酢ビ樹脂が投入された前記混合槽に、前記ブレードを回転させながら前記塩酢ビ樹脂と前記溶剤の混合物中の前記塩酢ビ樹脂が30重量%以上70重量%以下となる所定の量の前記溶剤を点滴投入または噴霧投入する溶剤投入工程と、前記所定の量の前記溶剤を投入した後、前記ブレードを回転させ前記塩酢ビ樹脂と前記溶剤が混合されて粘性体になるようにミキシングするミキシング工程と、前記混合物の入っている前記混合槽に、前記ブレードを回転させながら前記溶剤を点滴投入または噴霧投入して前記混合物を溶液にし、該溶液中の前記塩酢ビ樹脂が10重量%以上15重量%以下となるように希釈する希釈工程と、稀釈された前記溶液を所定の温度にしながら攪拌し、ゲル状の前記塩酢ビ樹脂を前記溶剤に十分に溶解させる溶解工程と、を有ることを特徴とする。
【0017】
また、本発明のインクジェット記録用インクの製造方法は、上述インク用溶媒をインクの溶剤として顔料分散体と混合する工程を含むことを特徴とする。
また、本発明のインクカートリッジの製造方法は、上述インクジェット用インクをパウチに格納する工程と、該パウチをケースに格納する工程を含むことを特徴とする。
【発明の効果】
【0018】
本発明は、懸濁重合によって製造された塩酢ビ樹脂を用い、主溶剤に溶解性の低い有機溶剤を用い、ゲル状の未溶解成分によって吐出不良をおこさないように十分に溶解したインクジェット記録用インクのインク用溶媒を提供できる。また、そのインク用溶媒を含むインクジェット記録用インクは、PVC基材に対して印字物の光沢性を損なうことが無く、優れた密着性、高周波領域で記録ヘッドを駆動した場合の安定的な吐出性能を有する。また本発明は、溶解性の低い溶剤を用いても、簡単で短い時間の工程で、容易にゲル状の未溶解成分を、インクジェットヘッドを高周波領域で使用しても問題なく吐出できるように、十分に溶解させることができる。
【図面の簡単な説明】
【0019】
【図1】図1は、本発明の工程図である。
【図2】図2は、本発明の好ましい実施形態に係るインクカートリッジの分解斜視図である。
【発明を実施するための形態】
【0020】
以下に、本発明の実施形態を具体的に説明する。
インクジェット記録用インクは、バインダ樹脂と、有機溶剤と、顔料と、顔料分散剤を含有することが必要である。
【0021】
インクジェット記録用インクは、PVC基材との密着性をもたせるためにバインダ樹脂を含有する。バインダ樹脂は塩酢ビ樹脂を含むことが、記録媒体の基材との密着性が向上するため好ましい。またさらにバインダ樹脂としてポリエステル樹脂、アクリル系樹脂、ウレタン樹脂等の他の樹脂をインクの使用目的に応じて含ませることができる。屋外掲示物等に使用されるPVC基材として使用されているポリ塩化ビニルへの密着性には塩酢ビ樹脂が含まれることが必要である。
【0022】
塩酢ビ樹脂は、溶液重合、乳化重合、懸濁重合などのいくつかの製法が有る。溶液重合によって製造された塩酢ビ樹脂の具体例として、ダウケミカルズ社製のユーカーソリューションビニル樹脂VYHD、VYHH、VMCA等が挙げられる。懸濁重合によって製造された塩酢ビ樹脂の具体例として、日信化学工業社製ソルバインCL、CNL、C5R、TA3、TA5Rやワッカーケミー社製ビノールH14/36、H15/45などが挙げられる。
【0023】
バインダ樹脂として用いる懸濁重合により製造された塩酢ビ樹脂の分子量Aは20000≦A≦30000の範囲が好ましい。分子量Aが20000未満の場合、PVC基材への密着性が低下するため印字物の薬品耐性や物理耐性を損なうため好ましくない。分子量Aが30000を超える場合、記録ヘッドによる安定的な吐出性能を損なうため好ましくない。
【0024】
又、バインダ樹脂として、懸濁重合により製造された塩酢ビ樹脂に他種の樹脂を併用できる。例えば、スチレン−アクリル樹脂などを含むアクリル系樹脂、エポキシ樹脂、フェノール樹脂、ノボラック樹脂、ロジン変性フェノール樹脂、メラミン、ベンゾグアナミン等のアミノ樹脂、ポリアミド樹脂、セルロースジアセテート、セルローストリアセテート、ニトロセルロース、硝酸セルロース、プロピオン酸セルロース、セルロースアセテートブチレート等のセルロースエステル樹脂、メチルセルロース、エチルセルロース、ベンジルセルロース、トリチルセルロース、シアンエチルセルロース、カルボキシメチルセルロース、カルボシキエチルセルロース、アミノエチルセルロース等のセルロースエーテル樹脂等を挙げることができるが、変性アクリル系共重合物と併用するのが好ましい。
【0025】
インクジェット記録用インク中の懸濁重合により製造された塩酢ビ樹脂の含有量Bは、1重量%≦B≦20重量%の範囲が好ましい。インクジェット記録用インク中における懸濁重合により製造された塩酢ビ樹脂の含有量が1重量%より少ない場合は、PVC基材との密着性が不足する可能性があり、20重量%より多い場合は、インクジェット記録用インクの粘度が高くなり安定的な吐出性能が維持できず好ましくない。更に、インクジェット記録用インク中の懸濁重合により製造された塩酢ビ樹脂の含有量Bは、3重量%≦B≦10重量%の範囲とすることが特に好ましい。この範囲であれば、記録ヘッドの吐出周波数が高周波領域であっても、良好に吐出できる。
【0026】
バインダ樹脂を溶解する有機溶剤は、その溶剤中に占める割合が50重量%以上となる主溶剤として、グリコールモノアセテート類とグリコールエーテル類のどちらか一方または両者の混合液を用いる。
【0027】
例えば、エチレングリコールモノメチルエーテルアセテート、エチレングリコールモノエチルエーテルアセテート、エチレングリコールモノブチルエーテルアセテート、ジエチレングリコールモノメチルエーテルアセテート、ジエチレングリコールモノエチルエーテルアセテート、ジエチレングリコールモノブチルエーテルアセテート、プロピレングリコールモノメチルエーテルアセテート、ジプロピレングリコールモノメチルエーテルアセテート、エチレングリコールモノメチルエーテルプロピオネート、エチレングリコールモノエチルエーテルプロピオネート、エチレングリコールモノブチルエーテルプロピオネート、ジエチルジグリコール、ジエチレングリコールジアルキルエーテル、テトラエチレングリコールジアルキルエーテル、ジエチレングリコールモノメチルエーテルプロピオネート、ジエチレングリコールモノエチルエーテルプロピオネート、ジエチレングリコールモノブチルエーテルプロピオネート、プロピレングリコールモノメチルエーテルプロピオネート、ジプロピレングリコールモノメチルエーテルプロピオネート、エチレングリコールモノメチルエーテルブチレート、エチレングリコールモノエチルエーテルブチレート、エチレングリコールモノブチルエーテルブチレート、ジエチレングリコールモノメチルエーテルブチレート、ジエチレングリコールモノエチルエーテルブチレート、ジエチレングリコールモノブチルエーテルブチレート、プロピレングリコールモノメチルエーテルブチレート、ジプロピレングリコールモノメチルエーテルブチレートなどのグリコールモノアセテート類、エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、エチレングリコールモノブチルエーテル、エチレングリコールジエチルエーテル、エチレングリコールジメチルエーテル、ジエチレングリコールモノメチルエーテル、ジエチレングリコールモノエチルエーテル、ジエチレングリコールモノブチルエーテル、ジエチレングリコールエチルメチルエーテル、ジエチレングリコールジメチルエーテル、ジエチレングリコールジエチルエーテル、ジエチレングリコールジブチルエーテル、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテル、プロピレングリコールモノブチルエーテル、ジプロピレングリコールモノメチルエーテル、ジプロピレングリコールモノエチルエーテル、プロピレングリコールジメチルエーテル、ジプロピレングリコールジメチルエーテル、プロピレングリコールジエチルエーテル、ジプロピレングリコールジエチルエーテル、エチレングリコールモノメチルアセテート、エチレングリコールモノエチルアセテート、エチレングリコールモノブチルアセテート、ジエチレングリコールモノメチルアセテート、エチレングリコールモノメチルエーテルアセテート、エチレングリコールモノエチルエーテルアセテート、エチレングリコールモノブチルエーテルアセテート、プロピレングリコールモノメチルエーテルアセテート、プロピレングリコールモノエチルエーテルアセテート、ジエチレングリコールモノエチルアセテート、ジエチレングリコールモノブチルアセテート、トリエチレングリコールモノブチルエーテル、テトラエチレングリコールジメチルエーテル等のグリコールエーテル類、などが挙げられる。
【0028】
副溶剤として溶剤中に占める割合が10重量%以下とすることが望ましく、より好ましくはラクトン系その他の溶解性の高い溶剤は1重量%未満とすることである。基材に対する溶解性を抑えるためである。
インクジェット記録用インクに使用する顔料は、印刷インキ、塗料等に使用される種々の顔料を使用することができる。
【0029】
例えば、ピグメントイエロー12、13、14、17、20、24、74、83、86、93、94、95、109、110、117、120、125、128、137、138、139、147、148、150、151、154、155、166、168、180、185、ピグメントオレンジ16、36、38、43、51、55、59、61、64、65、71、ピグメントレッド9、48、49、52、53、57、97、122、149、168、177、178、179、206、207、209、242、254、255、ピグメントバイオレット19、23、29、30、37、40、50、ピグメントブルー15、15:1、15:3、15:4、15:6、22、30、64、80、ピグメントグリーン7(塩素化フタロシアニングリーン)、36(臭素化フタロシアニングリーン)、ピグメントブラウン23、25、26、ピグメントブラック7(カーボンブラック)、26、27、28等、があげられる。顔料の具体例としては、LIONOL BLUE FG−7400G(東洋インキ製造社製 フタロシアニン顔料)、YELLOW PIGMENT E4GN(バイエル社製 ニッケル錯体アゾ顔料)、Cromophtal Pink PT(BASF社製 キナクリドン顔料)、ELFTEX 415(キャボット社製 カーボンブラック)、Fastogen Super Magenta RG(DIC社製 キナクリドン顔料)、YELLOW PIGMENT E4GN(ランクセス社製 ニッケル錯体アゾ顔料)、モナーク1000(キャボット社製 カーボンブラック)、イルガライトブルー8700(BASF社製 フタロシアニン顔料)、E4GN−GT(ランクセス社製 ニッケル錯体アゾ顔料)などが挙げられる。
【0030】
顔料の配合量は、使用する顔料の種類等により任意に決定できるが、通常はインク中における含有量は0.1〜15重量%であり、好ましくは0.5〜10重量%である。顔料の平均粒子径は、50〜400nmが好ましく、より好ましくは80〜300nmである。平均粒子径はレーザー回折式粒度分布測定器を用いて平均粒子経(d50)を測定したものである。
【0031】
インクジェット記録用インクに使用する顔料分散剤は、ポリアミド系樹脂、水酸基含有カルボン酸エステル、長鎖ポリアミノアマイドと高分子量酸エステルの塩、高分子量ポリカルボン酸の塩、長鎖ポリアミノアマイドと極性酸エステルの塩、高分子量不飽和酸エステル、変性ポリウレタン、変性ポリアクリレート、ポリエーテルエステル型アニオン系活性剤、ナフタレンスルホン酸ホルマリン縮合物塩、芳香族スルホン酸ホルマリン縮合物塩、ポリオキシエチレンアルキルリン酸エステル、ポリオキシエチレンノニルフェニルエーテル、ステアリルアミンアセテート等を用いることができる。
【0032】
顔料分散剤の具体例としては、ルーブリゾール社製のソルスパーズ5000(フタロシアニンアンモニウム塩系)、13940(ポリエステルアミン系)、17000(脂肪酸アミン系)、24000(アポリアルキレンイミン系)、32000(ポリエステルポリアミド系)、味の素ファインテクノ社製のアジスパーPB821、PB822(塩基性分散剤)などが挙げられる。
【0033】
インクジェット記録用インクに使用する添加剤は、可塑剤、表面調整剤、紫外線防止剤、光安定化剤、酸化防止剤等を使用することができる。
本インク用溶媒は、ダマや大きなゲル状物質がなく、十分にゲル状物質を溶解させる必要がある。
以下にインク用溶媒の製造方法を説明する。図1はインク用溶媒を製造する工程図である。インク用溶媒を製造するための各工程について説明する。
【0034】
樹脂投入工程は、ミキサーの混合槽に粉粒体の懸濁重合で製造された塩酢ビ樹脂を投入する工程である(ステップS1)。ミキサーの混合槽へ樹脂を投入する際、初めからダマになっている樹脂を解しながら投入する。次工程以降で効率よく溶解するためである。樹脂投入時にダマを解すには、物理的な力を加えながら投入すると良い。具体的には、樹脂の落下エネルギーを使用して目の粗い金網を通過させて投入する方法、側壁に突起物がついた漏斗を通過させる方法などがある。
【0035】
所望の樹脂をすべて投入したら次工程であるステップS2の溶剤投入工程へ移行する。
溶剤投入工程は、樹脂が投入されたミキサーの混合槽へ溶剤を投入する工程である(ステップS2)。
【0036】
溶剤投入は、樹脂粒子の表面に溶剤が均一に染み込むように少量ずつ投入する必要がある。なぜならば、投入した溶剤が樹脂粒子に均一に染み込まなかった場合、溶剤が染み込んだ樹脂粒子と染み込まなかった樹脂粒子が結合してダマとなるからである。樹脂粒子の表面に溶剤を均一に染み込ませながら溶剤を投入する方法は、噴霧投入または点滴投入で投入する方法がある。
【0037】
更に、溶剤投入時は混合槽内のブレードを回転させながら投入する必要がある。ブレードを回転させながら溶剤を投入することで、ステップS1で投入した樹脂を混合槽内で対流させることができ、樹脂粒子の表面に溶剤を均一に染み込ませることができる。
【0038】
また、噴霧投入とは、溶剤を霧状にして、投入する手方法である。溶剤は、エアを含んだ状態で噴霧するとエアの風圧により樹脂粒子が舞ってしまう可能性があるためエアレス噴霧が好ましい。また、点滴投入とは、溶剤を径が10.0mm以下の滴にして、滴下投入する方法である。このように連続的にではなく間歇的に少量ずつ投入することで樹脂表面に均一にしみ込ませることができる。
【0039】
更に、溶剤と樹脂の温度は50℃以下であることが好ましい。なぜならば、50℃を超えた溶剤を点滴投入する、あるいは50℃を超えた樹脂に溶剤を点滴投入すると、樹脂粒子が溶剤を瞬時に吸収し表面が軟らかくなり、樹脂粒子が結合してダマとなるからである。溶剤と樹脂の温度が50℃以下であれば、樹脂粒子の表面が溶剤を瞬時に吸収することを抑制できる。ブレードの回転数が高い場合、せん断力により発熱するため、回転数は50℃以下に保てる回転数を維持する必要がある。または、混合槽に対して温度制御可能な冷却装置を用いて、室温例えば20℃から50℃以下に保つように制御する。また、過度に冷却制御する必要も無いが10℃以上になるように制御するのが好ましい。
【0040】
本発明に使用できるミキサーの種類は、1000Pa・s程度の高粘度においても強いせん断力を得ることができる。例えば、ニーダー、又は、プラネタリー(遊星式)ミキサーから選択して使用することができる。
【0041】
例えば、バンバリータイプのブレードを備えたニーダーは、高粘度物質及び超高粘度物質のミキシングに優れた性能を発揮する。このタイプのニーダーはブレード相互間及びブレードと混合層との間に起こる強力なせん断力を得ることができる。このせん断力によって樹脂粒子のダマは引き裂かれ、溶剤は少量ずつ投入されるので樹脂表面に均一に染み込ませることができる。
【0042】
また、プラネタリーミキサーは、複数のブレード軸を有し、その軸に設けたブレードを混合槽内で遊星運動させ、粉粒体と液体とを混合し、粘性体を作りだし、その粘性体に対して強力な攪拌、混練を行うことができる。さらに、溶剤は少量ずつ投入されるので樹脂表面に均一に染み込ませることができる。混合槽は底面が平らな円柱状の形状が好ましく、用いるブレードは枠型ブレードが好ましい。更に、枠型ブレードの先端は棒状でありその長手方向が混合槽の底面に対して水平であり、その水平に配置された先端が底面に沿って回転することが好ましい。
【0043】
更に、混合槽の壁面に付着した樹脂をかきとるスクレーパを装着することができる。
所望の溶剤をすべて投入したら次工程であるステップS3のミキシング工程へ移行する。ミキシング工程は、ステップS2で溶剤を投入した後、ブレード相互間、ブレードと混合槽間で起こる強いせん断力により、樹脂粒子内部まで溶剤を浸透させ樹脂粒子を互いに結合させ、粘性体を作る工程である(ステップS3)。
【0044】
ミキシング工程は、ミキシング初期、中期、終期で樹脂粒子への溶剤浸透量が異なる。ミキシング工程の開始時点である溶剤投入終了直後は、樹脂粒子の表面に均一に溶剤が染み込んだ状態であり、樹脂粒子の内部に溶剤はほとんど浸透していない。そのため、樹脂粒子が互いに結合しておらず全体が粘性体となってなく、樹脂が単に湿潤した状態である。ミキシング工程中期は、溶剤が樹脂粒子の内部に向かって徐々に浸透した状態であり、樹脂粒子の表面は軟らかくなる。そのため。軟らかくなった樹脂粒子が互いに結合して一部が粘性体になる。ミキシング工程中期では、樹脂粒子の内部まで溶剤は浸透していない。ミキシング終期は、樹脂粒子の内部まで十分に溶剤が浸透し、樹脂粒子が互いに結合しダマが存在しない状態で全体が粘性体となる。しかし、ミキシング中に空気を取り込んだ混合物は白色でありダマの有無を目視で確認することが困難である。確認する方法としては、混合物を加熱し、粘度を下げることで取り込んだ空気を除去し、目視確認する方法が挙げられる。取り込んだ空気を除去した後、ダマが存在しない場合、混合物の外観は高い透明性を有する。ミキシング時の混合物中の塩酢ビ樹脂の濃度は、30重量%以上70重量%以下が好ましい。塩酢ビ樹脂の濃度が70重量%を超える場合、溶剤量が少なく、樹脂粒子の中心部まで十分に浸透せず好ましくない。更に、30重量%未満の場合、粘度が低く、ミキサーのせん断力を十分に得ることができず好ましくない。50重量%前後の濃度、すなわち45重量%以上55重量%以下の濃度が、好適にミキシングでき、特に好ましい。
【0045】
更に、ミキシング中の混合物の温度は室温の20℃から50℃以下であることが好ましい。10℃以上であれば良い。なぜならば、過度に冷却する必要も無く、また50℃を超えてミキシングすると樹脂粒子が溶剤を瞬時に吸収し表面が軟らかくなるからである。軟らかくなった樹脂粒子は、吸収していない樹脂粒子と結合してダマとなる。溶剤の温度が50℃以下であれば、樹脂粒子の表面が溶剤を瞬時に吸収することを抑制できる。
【0046】
更に、ミキシング時間は、樹脂濃度によるが、例えば樹脂濃度が50重量%の場合、30分以上ミキシングすることが好ましく、特に60分以上ミキシングするのが好ましい。ミキシング時間が30分未満だと樹脂粒子の中心部まで溶剤が浸透しておらず好ましくない。
【0047】
ミキサーにプラネタリーミキサーを使用した場合、ブレードの自転回転数は分速20回転以上80回転以下が好ましく、特に分速30回転以上60回転以下が好ましい。このとき好適にミキシングできる。更に、ブレードの公転回転数は、ブレードの自転回転数/公転回転数に比率で決定できる。ブレードの自転回転数/公転回転数の比率Cは、1.0≦C≦3.0が好ましい。自転回転数が分速20回転未満だと、混合槽内の樹脂の撹拌が不十分となり樹脂粒子に溶剤を均一に染み込ませることができない。又、回転数が80回転を超えた回転数で使用すると発熱量が過大となり所望の温度を維持することが困難となる。自転回転数/公転回転数の比率Cが1.0未満、もしくは自転回転数/公転回転数の比率3.0を超えると混合槽内の樹脂の撹拌が不十分となり樹脂粒子に溶剤を均一に染み込ませることができない。尚、所望の温度を超えない範囲であればミキシング中でもブレードの回転数をあげることが可能である。
【0048】
所望の混合物を得られたら、次工程であるステップS4のミキサーによる希釈ミキシング工程へ移行する。ミキサーによる希釈ミキシング工程は、ステップS3で得た混合物にさらに溶剤を投入し、ミキシングしながら混合物中の塩酢ビ樹脂濃度が10重量%以上15重量%以下になるように希釈する工程である(ステップS4)。ミキサーは、ステップS3から継続して使用する。溶剤はブレードを回転させながら点滴投入、又は、噴霧投入する。溶剤の投入が完了した後に更にブレードを回転させ攪拌してもよい。
【0049】
溶剤を連続的にすばやく投入した場合、部分的に粘度が急激に低下するためミキサーは全体に均一なせん断力を与えることができなくなり、ステップS3で得た混合物が分裂し、溶剤中や混合槽の壁面に大きなゲル状物質として残ってしまうためこの好ましくない。
【0050】
更に、ミキサーによる希釈時の温度は、50℃以上であるのが好ましい。なぜならば、熱エネルギーを与えることで、希釈ミキシング効率が良くなるからである。しかし、安全性の観点から溶剤の引火点を超えない範囲で加温するのが好ましい。70℃以下とするのが好ましい。
【0051】
所望の濃度まで希釈ミキシングした後は、分散機による仕上げ工程に移行する。分散機による仕上げ工程は、ステップS4の工程で溶剤に染み込みきれなかった小さな分裂物を問題の無いレベルまで分散、溶解させる工程である(ステップS5)。
【0052】
このステップ4までの工程を実施しなかった場合、すなわちステップS5だけでゲル状残渣物を残さずに溶解させる場合は、ダマやゲル状物質が多く残った状態で溶解させる為に、5から10倍程度長く時間がかかってしまう。または場合によっては溶解できないこともある。このステップ4までの工程を実施することで短時間時に効率よく樹脂を溶解させることができる。
【0053】
ステップ4で残っている分裂物は溶剤が十分浸透した状態の非常に軟らかいゲルであるため、適切にせん弾力を与えると簡単に分散、溶解する。ただし、分散機は5Pa・s以下で効率よくせん断力を与えるものがよい。例えば、ホモミキサー、薄膜旋回法高速撹拌機、ビーズミル、超音波分散機、圧力式ホモジナイザー、連続式超音波ホモジナイザーなどである。
【0054】
処理温度は、有機溶剤温度が高いほど溶解に効果的である。しかし、有機溶剤の温度は、安全性の観点から引火点以下で溶解することが好ましい。更に、塩酢ビ樹脂のバインダ性能の観点から、塩酢ビ樹脂の塩素原子が脱離する温度以下であることが好ましい。
【0055】
樹脂溶解の良し悪しは、インク用溶媒の粘度とインク用溶媒中のゲル状の未溶解成分の個数で判定することができ、溶解が進むと粘度は低くなり、ゲル状の未溶解成分が少なくなる。懸濁重合の塩酢ビ樹脂と溶剤の混合物中の懸濁重合の塩酢ビ樹脂濃度が10重量%であれば、粘度は0.0250Pa・s未満まで溶解するのが好ましい。いずれにしてもその系で粘度が極力低い状態まで溶解し、且つ、ゲル状の未溶解成分が極力ない状態にすることが、インクジェット記録用インクにしたときにインクジェット記録用ヘッドで安定的な吐出性能を得るためには好ましい。
【0056】
インク用溶媒中のゲル状の未溶解成分の個数は、インク用溶媒の自重濾過により判定することができる。懸濁重合の塩酢ビ樹脂と溶剤の混合物中の懸濁重合の塩酢ビ樹脂濃度が10重量%のインク溶媒の場合、インク用溶媒200mlを直径35mmの円形の8μmメッシュを自重ろ過により通過させた後、フィルタに捕捉させたゲル状の未溶解成分の個数を確認する。インク用溶媒200ml当たり、ゲル個数は10個未満が好ましく、より好ましくは5個未満である。10個以上捕捉された場合は安定的な吐出性能を得られなくなるため好ましくない。ゲル個数が10個未満の場合は安定的な吐出ができるので、実質的にゲルが無いのと同じである。高周波で吐出する場合には5個未満が好ましい。
【0057】
以上がインク用溶媒の製造工程である。次に、インクジェット記録用インクの製造工程を説明する。顔料、顔料分散剤、溶剤を混合して予め作成された顔料分散体に、インク用溶媒と溶剤を加えてインクジェット記録用インクとする。このとき必要に応じて添加剤を加える。
【0058】
インクジェット記録用インクを製造する工程は、顔料分散体にインク用溶媒と溶剤を混ぜ合わせるために撹拌機を用いることができ、マグネチックスターラー、スリーワンモーター、ホモミキサー、ナノマイザー、デゾルバー、ディスパー、高速インペラー分散機などが挙げられる。メディア分散としては、例えば、ボールミル、アトライター、バスケットミル、サインドミル、サンドブラインダー、ダイノーミル、ディスパーマット、SCミル、スパイクミル、アジテーターミル、グレンミルなどが挙げられる。
【0059】
又、インクジェット記録用インクに用いられる懸濁重合により製造された塩酢ビ樹脂には水溶性セルロースエーテル、水溶性セルロースエステル、水溶性樹脂等の水溶性の分散剤が微量に残留する。例えば製造工程の違いにより残留量は多少異なるが、重量比で50ppm以上10000ppm以下程度残留する。よって、製造されるインクジェット記録用インクにもこれらが微量に含まれる。この残留物がインク用溶媒およびその製造、インクジェット用インクおよびその製造に影響を与えない量の塩酢ビ樹脂を用いることになる。
【0060】
又、このインクジェット記録用インクは、インクジェット記録装置ではインクカートリッジに格納された状態で使用される。図2を用いてインクカートリッジの説明をする。
図2は、本発明の好ましい実施形態に係るインクカートリッジの分解斜視図である。
【0061】
インクカートリッジ1は、インクジェット記録用インクを内部に収容した可撓性のパウチ(インク袋)2と、該パウチ2を収容する上ケース3、下ケース4とを備えている。パウチ2内には、インクジェット記録用インクが格納されている。上ケース3と下ケース4を嵌め合わせ、パウチ2を内部に格納する。パウチ2は、ガスバリヤー性の向上のためにアルミ箔を2枚のフィルム、例えば、外側をナイロンフィルム、内側をポリエチレンフィルムによって挟み込んだアルミラミネートフィルムを2枚重ね合わせ、周囲を熱溶着等によって接合することで構成されている。パウチ2の一端には、内部に収容されているインクを外部に排出するインク取出口5を備えている。パウチ2内のインクを外部に供給する為に下ケース4にはインク取出口5が露出する穴が設けられている。このインクカートリッジ1は、パウチ2にインクジェット記録用インクを充填し格納する工程と、そのパウチ2を上ケース3と下ケース4に格納する工程とを含む工程によって製造される。また、インクの充填は、真空槽の中でパウチ2の開口部からインクを入れ、脱気し、その開口部を封止する工程を含むことが好ましい。インクジェット記録用インクを収容する図2で示されるインクカートリッジ1は、本発明のインクカートリッジの好ましい実施形態であるが、本発明のインクカートリッジはこの形態のインクカートリッジに限られない。
【実施例】
【0062】
以下、実施例をあげて本発明を具体的に説明するが、本発明は実施例に特に限定されるものではない。なお、実施例中、「部」は「重量部」を表す。
【0063】
インクジェット記録用インクは顔料、顔料分散剤、溶剤を混合することによって予め顔料分散体を作成し、インク用溶媒、有機溶剤及びその他添加剤を添加して作成する。インクジェット記録用インク製造工程は予め顔料を分散させた顔料分散体に、インク用溶媒、及び、有機溶剤を添加し、60℃に加熱しながら攪拌機を用いて1200rpmの回転速度で4時間撹拌した。インクジェット記録用インクは、合計が100部になるようにバインダ樹脂、有機溶剤、顔料、顔料分散剤、顔料分散溶剤を調製した。インクジェット記録用インクの組成を表1にまとめる。
【0064】
【表1】
【0065】
(実施例1)
前述したインク用溶媒の製造方法のステップS1からステップS5に従ってインク用溶媒を作成する。
ステップS1において、バンバリーブレードを搭載した圧力ニーダーDS1(モリヤマ社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)715gを混合槽に投入した。
ステップS2において、バンバリーブレードブレードを分速40回転で回転しながら、エチレングリコールモノブチルエーテルアセテート715gを18分間かけて点滴投入した。
ステップS3において、120分間ミキシングした。混合物の最高温度は25℃であった。
ステップS4において、混合槽中の混合物を1144g取り除き冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート1144gを、ブレードを分速40回転で回転しながら30分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5において、容量2lのビーカーにステップS4で得た混合物1000gを採取し、ホットプレートで混合物を70℃に加熱しながら、ホモミキサーを使用して分速6000回転で10分間回転させ、インク用溶媒を得た。インク用溶媒の粘度は0.0235Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。以上でインク用溶媒の製造工程を終了する。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成する。またこのインクジェット記録用インクの粘度は0.0105Pa・sとなった。
【0066】
(実施例2)
ステップS1からステップS3は実施例1と同様に行った。
ステップS4において、混合槽の冷却部を50℃に変更した以外は実施例1と同様に行った。
ステップS5において、バッチ式メディアレス分散機DESPA MILL MD−3(浅田鉄工社製)の混合槽にステップS4で得た混合物1000gを採取した。冷却部を50℃に加熱し、分速15000回転(周速40m/s)で5分間回転させインク用溶媒を得た。インク用溶媒の粘度は0.0230Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0067】
(実施例3)
ステップS1において、混合槽の冷却部を25℃に変更した以外は実施例1と同様に行った。
ステップS2とステップS3は実施例1と同様に行った。ステップ3の混合物の最高温度は50℃であった。
ステップS4とステップS5は実施例1と同様に行った。ステップS5で得たインク用溶媒の粘度は0.0238Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0068】
(実施例4)
ステップS1において、バンバリーブレードを搭載した圧力ニーダーDS1(モリヤマ社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)429gを混合槽に投入した。
ステップS2において、バンバリーブレードブレードを分速40回転で回転しながら、エチレングリコールモノブチルエーテルアセテート1001gを50分間かけて点滴投入した。
ステップS3において、120分間ミキシングした。混合物の最高温度は25℃であった。
ステップS4において、混合槽の冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート1430gを20分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5において、バッチ式メディアレス分散機DESPA MILL MD−3(浅田鉄工社製)の混合槽にステップS4で得た混合物1000gを採取した。冷却部を70℃に加熱し、分速15000回転(周速40m/s)で5分間回転させインク用溶媒を得た。インク用溶媒を評価するため10重量%に希釈し、粘度は0.0230Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0069】
(実施例5)
ステップS1において、バンバリーブレードを搭載した圧力ニーダーDS1(モリヤマ社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)1001gを混合槽に投入した。
ステップS2において、バンバリーブレードを分速40回転で回転しながら、エチレングリコールモノブチルエーテルアセテート429gを20分間かけて点滴投入した。
ステップS3において、120分間ミキシングした。混合物の最高温度は50℃であった。
ステップS4において、混合槽中の混合物を1144g取り除き冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート1254gを30分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5において、バッチ式メディアレス分散機DESPA MILL MD−3(浅田鉄工社製)の混合槽にステップS4で得た混合物1000gを採取した。冷却部を70℃に加熱し、分速15000回転(周速40m/s)で5分間回転させインク用溶媒を得た。インク用溶媒を評価するため10重量%に希釈し、粘度は0.0233Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0070】
(実施例6)
ステップS1〜ステップS3は実施例1と同様に行った。
ステップS4において、混合槽中の混合物を1144g取り除き冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート1144gを95分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5において、連続式超音波分散機ULTRASONIC GENERATOR GSD1200AT(株式会社ギンセン社製)を用い、先端径が50mmの超音波照射部の先端に照射部ホルダーを取り付け、ステップS4で得た混合物を1lを貯蔵タンクに入れ、流量1L/minにて超音波発生部と貯蔵タンクを1分間循環させながら、超音波照射部にて周波数19.5kHz、振幅30μmの超音波を照射させ、インク用溶媒を得た。インク用溶媒の粘度は0.0227Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0071】
(実施例7)
ステップS1において、フラットブレードとひねりブレードを搭載したT.K.ハイビスミックス2P−03(プライミクス社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)71.5gを混合槽に投入した。
ステップS2において、フラットブレードとひねりブレードを自転回転数分速50回転、公転回転数分速20回転で回転しながら、エチレングリコールモノブチルエーテルアセテート71.5gを30分間かけて噴霧投入した。
ステップS3において、120分間ミキシングした。混合物の最高温度は25℃であった。
ステップS4において、混合槽の冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート572gを30分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5において、容量2lのビーカーにステップS4で得た混合物700gを採取し、ホットプレートで混合物を70℃に加熱しながら、ホモミキサーを使用して分速6000回転で10分間回転させ、インク用溶媒を得た。インク用溶媒の粘度は0.0235Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0072】
(比較例1)
ステップS1において、バンバリーブレードを搭載した圧力ニーダーDS1(モリヤマ社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)1073gを混合槽に投入した。
ステップS2において、バンバリーブレードブレードを分速40回転で回転しながら、エチレングリコールモノブチルエーテルアセテート357gを20分間かけて点滴投入した。
ステップS3において、150分間ミキシングした。混合物の最高温度は50℃であった。
ステップS4において、混合槽中の混合物1144gを取り除き冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート1859gを60分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5は実施例1と同様に行った。インク用溶媒の粘度は0.0258Pa・sへ低下し、200ml当たり中のゲル状の残渣物は10個以上であった。
このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0073】
(比較例2)
ステップS1において、バンバリーブレードを搭載した圧力ニーダーDS1(モリヤマ社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)357gを混合槽に投入した。
ステップS2において、バンバリーブレードブレードを分速40回転で回転しながら、エチレングリコールモノブチルエーテルアセテート1073gを60分間かけて点滴投入した。
ステップS3において、150分間ミキシングした。混合物の最高温度は50℃であった。
ステップS4において、混合槽中の混合物715gを取り除き冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート1070gを20分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5は実施例1と同様に行った。インク用溶媒の粘度は0.0260Pa・sへ低下し、200ml当たり中のゲル状の残渣物は10個以上であった。
このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0074】
(比較例3)
ステップS1において、バンバリーブレードを搭載した圧力ニーダーDS1(モリヤマ社製)の混合槽の冷却部を30℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)715gを混合槽に投入した。
ステップS2において、バンバリーブレードブレードを分速40回転で回転しながら、エチレングリコールモノブチルエーテルアセテート715gを18分間かけて点滴投入した。
ステップS3において、120分間ミキシングした。混合物の最高温度は55℃であった。
ステップS4とステップS5は実施例1と同様に行った。ステップS5で得たインク用溶媒の粘度は0.0260Pa・sへ低下し、200ml当たり中のゲル状の残渣物は10個以上であった。
このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0075】
(比較例4)
ステップS1は、実施例1と同様に行った。
ステップS2において、バンバリーブレードブレードを分速40回転で回転しながら、エチレングリコールモノブチルエーテルアセテート715gを一気に投入した。
ステップS3〜ステップS5は実施例1と同様に行った。ステップS3の混合物の最高温度は30℃であった。ステップS5で得たインク用溶媒の粘度は0.0305Pa・sへ低下し、200ml当たり中のゲル状の残渣物は10個以上であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0076】
(比較例5)
ステップS1において、バンバリーブレードを搭載した圧力ニーダーDS1(モリヤマ社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、樹脂ではなくエチレングリコールモノブチルエーテルアセテート715gを混合槽に投入した。
ステップ2において、バンバリーブレードブレードを分速40回転で回転しながら、溶剤ではなく懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)715gを10分間かけて投入した。
ステップS3において、120分間ミキシングした。混合物の最高温度は25℃であった。
ステップS4において、混合槽中の混合物を1144g取り除き冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート1144gを30分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5において、バッチ式メディアレス分散機DESPA MILL MD−3(浅田鉄工社製)の混合槽にビーカーにステップS4で得た混合物1000gを採取した。冷却部を70℃に加熱し、分速15000回転(周速40m/s)で5分間回転させインク用溶媒を得た。インク用溶媒の粘度は0.0292Pa・sへ低下し、200ml当たり中のゲル状の残渣物は10個以上であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0077】
(比較例6)
ステップS1〜S4は、実施例1と同様に行った。
ステップS5は実施しなかった。インク用溶媒の粘度は0.0355Pa・sへ低下し、200ml当たり中のゲル状の残渣物は10個以上であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0078】
(比較例7)
ステップS1〜S4は、実施例1と同様に行った。
ステップ5において、2lのビーカーにステップS4で得た混合物1000gを採取し、ホットプレートで混合物を70℃に加熱しながら、ディスパーを使用して分速3000回転で、20分間回転させインク用溶媒を得た。インク用溶媒の粘度は0.0296Pa・sへ低下し、200ml当たり中のゲル状の残渣物は10個以上であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0079】
(比較例8)
ステップS1において、スパイラルフックを搭載したACM−2LVT(愛工舎製作所社製)の混合槽の冷却部を10℃の冷却水を通水させて冷却し、混合槽に懸濁重合で製造された塩酢ビ樹脂(日信化学工業社製ソルバインCL 分子量25000)71.5gを混合槽に投入した。
ステップS2において、スパイラルフックを自転回転数分速50回転、公転回転数分速20回転で回転しながら、エチレングリコールモノブチルエーテルアセテート71.5gを30分間かけて噴霧投入した。
ステップS3において、120分間ミキシングした。混合物の最高温度は25℃であった。
ステップS4において、混合槽の冷却部を70℃に加熱し、エチレングリコールモノブチルエーテルアセテート572gを30分間かけて点滴投入した後、30分間ブレードを回転させた。
ステップS5において、容量2lのビーカーにステップS4で得た混合物700gを採取し、ホットプレートで混合物を70℃に加熱しながら、ホモミキサーを使用して分速6000回転で10分間回転させ、インク用溶媒を得た。インク用溶媒の粘度は0.0235Pa・sへ低下し、200ml当たり中のゲル状の残渣物は5個未満であった。このインク用溶媒を用いて組成が表1と同じになるようにインクジェット記録用インクを作成した。
【0080】
実施例1〜7、比較例1〜8のインク用溶媒及びインクジェット記録用インクを下記の基準で評価した。評価結果は表2に示すとおりである。
【0081】
【表2】
【0082】
<インク用溶媒中のゲル状の未溶解成分の個数>
直径35mmの円形の8μmメッシュの金属フィルタを自重ろ過させ捕捉されたインク用溶媒200ml中のゲル状の未溶解成分の個数を評価した。結果は以下のように分類し、表中に示した。
○:ゲル状の未溶解成分が5個未満であった。
△:ゲル状の未溶解成分が5個以上10個未満であった。
×:ゲル状の未溶解成分が10個以上であった。
【0083】
<インクジェット記録用インクの保存安定性試験>
インクジェット記録用インクを、60℃で1週間保存させ、保存前後の粘度、顔料の粒子径を測定して変化率を測算出した。インクジェット記録用インクの粘度は、東機産業社製の粘度計VISCOMETER TV−33にて測定した。インクジェット記録用インクの顔料の粒子径は、大塚電子社製のレーザー回折式粒度分布測定器FPAR−1000Kを用いて平均粒子経(d50)を測定した。結果は以下のように分類し、表中に示した。
○:粘度及び粒子径共に変化率が±10%未満であった。
△:粘度及び粒子径の少なくとも一方の変化率が±10%以上であった。
×:粘度及び粒子径共に変化率が±10%以上であった。
【0084】
<インクジェット記録用インクの連続吐出性能試験>
エスアイアイプリンテック社製記録用グレースケールヘッドによる連続吐出性能評価をした。インクジェット記録用インクを、2ドロップ、吐出周波数18.5kHzで連続吐出可能な時間を測定した。結果は以下のように分類し、表中に示した。
○:20秒以上連続吐出ができた。
△:10秒以上20秒未満正常に連続吐出ができた。
×:10秒未満正常に連続吐出ができた。
【0085】
ここで、実施例と比較例を比較する。
比較例1はミキシング工程の樹脂濃度が70重量%を超えているため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
比較例2はミキシング工程の樹脂濃度が30重量%未満であるため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
比較例3はミキシング時の温度が50℃を超えているため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
比較例4は、ステップ2の溶剤投入工程で溶剤を一気に投入したため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
【0086】
比較例5は、ステップ1とステップ2の順に従わず、溶剤に樹脂を投入したため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
比較例6は希釈専用ミキサーによる希釈工程、又は、分散機による分散溶解工程を行っていないため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
比較例7は希釈専用ミキサーによる希釈工程でせん断力が強い希釈専用ミキサーを使用していないため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
比較例8はプラネタリーミキサーを使用しているが、枠型ブレードを使用していないため、インク用溶媒中にゲル状の未溶解成分が10個以上存在し、また粘度も高くなった。そのためインクジェット記録用インクの連続吐出性能が不良であることが分かる。
【0087】
実施例1は、ミキシング工程の樹脂濃度が50重量%であり、ミキシング時の混合物の最高温度は50℃以下である。更に、希釈専用ミキサーによる希釈工程でせん断力が強いホモミキサーを使用している。ミキシング工程、及び、希釈専用ミキサーによる希釈工程でゲル状の未溶解成分を十分に溶解したインク用溶媒を使用してインクジェット記録用インクの作成を行ったため安定的な連続吐出性能及び保存安定性試験にて十分な安定性を得ることができた。
実施例2は、ミキシング工程の樹脂濃度が50重量%であり、ミキシング時の混合物の最高温度は50℃以下である。更に、希釈専用ミキサーによる希釈工程でせん断力が強いデスパミルを使用している。ミキシング工程、及び、希釈専用ミキサーによる希釈工程でゲル状の未溶解成分を十分に溶解したインク用溶媒を使用してインクジェット記録用インクの作成を行ったため安定的な連続吐出性能及び保存安定性試験にて十分な安定性を得ることができた。
実施例3は、ミキシング工程の樹脂濃度が50重量%であり、ミキシング時の混合物の最高温度は50℃以下である。更に、希釈専用ミキサーによる希釈工程でせん断力が強いホモミキサーを使用している。ミキシング工程、及び、希釈専用ミキサーによる希釈工程でゲル状の未溶解成分を十分に溶解したインク用溶媒を使用してインクジェット記録用インクの作成を行ったため安定的な連続吐出性能及び保存安定性試験にて十分な安定性を得ることができた。
実施例4は、ミキシング工程の樹脂濃度が30重量%であり、ミキシング時の混合物の最高温度は50℃以下である。更に、希釈専用ミキサーによる希釈工程でせん断力が強いデスパミルを使用している。ミキシング工程、及び、希釈専用ミキサーによる希釈工程でゲル状の未溶解成分を十分に溶解したインク用溶媒を使用してインクジェット記録用インクの作成を行ったため安定的な連続吐出性能及び保存安定性試験にて十分な安定性を得ることができた。
【0088】
実施例5は、ミキシング工程の樹脂濃度が70重量%であり、ミキシング時の混合物の最高温度は50℃以下である。更に、希釈専用ミキサーによる希釈工程でせん断力が強いホモミキサーを使用している。ミキシング工程、及び、希釈専用ミキサーによる希釈工程でゲル状の未溶解成分を十分に溶解したインク用溶媒を使用してインクジェット記録用インクの作成を行ったため安定的な連続吐出性能及び保存安定性試験にて十分な安定性を得ることができた。
実施例6は、ミキシング工程の樹脂濃度が50重量%であり、ミキシング時の混合物の最高温度は50℃以下である。更に、分散機による分散溶解工程で超音波ホモジナイザーを使用している。ミキシング工程、及び、希釈専用ミキサーによる希釈工程でゲル状の未溶解成分を十分に溶解したインク用溶媒を使用してインクジェット記録用インクの作成を行ったため安定的な連続吐出性能及び保存安定性試験にて十分な安定性を得ることができた。
実施例7は、ミキシング工程の樹脂濃度が50重量%であり、フラットブレードとひねりブレードを搭載したプラネタリーミキサーを使用している。更にミキシング時の混合物の最高温度は50℃以下である。更に、希釈専用ミキサーによる希釈工程でせん断力が強いホモミキサーを使用している。ミキシング工程、及び、希釈専用ミキサーによる希釈工程でゲル状の未溶解成分を十分に溶解したインク用溶媒を使用してインクジェット記録用インクの作成を行ったため安定的な連続吐出性能及び保存安定性試験にて十分な安定性を得ることができた。
【0089】
以上のことから、図1に示す工程図に従うことで、効率的に懸濁重合により製造された塩酢ビ樹脂を有機溶剤中に十分に溶解させることが可能となる。
表2に示す結果を比較することで、懸濁重合によって製造された塩酢ビ樹脂を用いて、ゲル状の未溶解成分を十分に溶解したインク用溶媒とそのインク溶媒を含むインクジェット記録用インクを効率的に製造する製造方法があることが分かる。
【産業上の利用可能性】
【0090】
本発明のインクジェット記録用インクは、特にラージフォーマットを用いたサインディスプレイ等の屋外用看板等に使用する大型インクジェットプリンタに好適に適用できる。
【符号の説明】
【0091】
1 インクカートリッジ
2 パウチ
3 上ケース
4 下ケース
5 インク取出口
【特許請求の範囲】
【請求項1】
懸濁重合によって製造された塩酢ビ樹脂を含むインクのバインダ樹脂をグリコールモノアセテート類、グリコールエーテル類又は前記グリコールモノアセテート類と前記グリコールエーテル類の混合液の何れかを主溶剤とする溶剤に溶解させたインク用溶媒の製造方法であって、
前記塩酢ビ樹脂をブレードが備えられたミキサーの混合槽に投入する投入工程と、
前記塩酢ビ樹脂が投入された前記混合槽に、前記ブレードを回転させながら前記塩酢ビ樹脂と前記溶剤の混合物中の前記塩酢ビ樹脂が30重量%以上70重量%以下となる所定の量の前記溶剤を点滴投入または噴霧投入する溶剤投入工程と、
前記所定の量の前記溶剤を投入した後、前記ブレードを回転させ前記塩酢ビ樹脂と前記溶剤が混合されて粘性体になるようにミキシングするミキシング工程と、
前記混合物の入っている前記混合槽に、前記ブレードを回転させながら前記溶剤を点滴投入または噴霧投入して前記混合物を溶液にし、該溶液中の前記塩酢ビ樹脂が10重量%以上15重量%以下となるように希釈する希釈工程と、
稀釈された前記溶液を所定の温度にしながら攪拌し、ゲル状の前記塩酢ビ樹脂を前記溶剤に十分に溶解させる溶解工程と、
を有ることを特徴とするインク用溶媒の製造方法。
【請求項2】
前記溶解工程後の前記溶液は、前記溶液中の前記塩酢ビ樹脂が10重量%の場合に、8μmメッシュの金属フィルタを自重ろ過させて捕捉される前記溶液200ml中のゲル状の未溶解成分が10個未満であること特徴とする請求項1に記載のインク用溶媒の製造方法。
【請求項3】
前記塩酢ビ樹脂には、水溶性樹脂が重量比で50ppm以上10000ppm以下含まれることを特徴とする請求項1または請求項2に記載のインク用溶媒の製造方法。
【請求項4】
前記溶剤投入工程及び前記ミキシング工程は、前記混合物の温度を10℃以上50℃以下とすることを特徴とする請求項1から請求項3の何れか1項に記載のインク用溶媒の製造方法。
【請求項5】
前記所定の温度は50℃以上70℃以下であることを特徴とする請求項1から請求項4の何れか1項に記載のインク用溶媒の製造方法。
【請求項6】
前記塩酢ビ樹脂の分子量は20000以上30000以下であることを特徴とする請求項1から請求項5の何れか1項に記載のインク用溶媒の製造方法。
【請求項7】
請求項1から請求項6の何れか1項に記載のインク用溶媒の製造方法により製造されるインク用溶媒と、少なくとも顔料と顔料分散剤を有する顔料分散体と、グリコールモノアセテート類、グリコールエーテル類、又はグリコールモノアセテート類とグリコールエーテル類の混合液の内の何れかの溶剤と、を混合する工程を有することを特徴とするインクジェット記録用インクの製造方法。
【請求項8】
請求項7に記載のインクジェット記録用インクの製造方法によって製造されたインクジェット記録用インクをパウチに格納する工程と、
前記パウチをケースに格納する工程と、を有するインクカートリッジの製造方法。
【請求項1】
懸濁重合によって製造された塩酢ビ樹脂を含むインクのバインダ樹脂をグリコールモノアセテート類、グリコールエーテル類又は前記グリコールモノアセテート類と前記グリコールエーテル類の混合液の何れかを主溶剤とする溶剤に溶解させたインク用溶媒の製造方法であって、
前記塩酢ビ樹脂をブレードが備えられたミキサーの混合槽に投入する投入工程と、
前記塩酢ビ樹脂が投入された前記混合槽に、前記ブレードを回転させながら前記塩酢ビ樹脂と前記溶剤の混合物中の前記塩酢ビ樹脂が30重量%以上70重量%以下となる所定の量の前記溶剤を点滴投入または噴霧投入する溶剤投入工程と、
前記所定の量の前記溶剤を投入した後、前記ブレードを回転させ前記塩酢ビ樹脂と前記溶剤が混合されて粘性体になるようにミキシングするミキシング工程と、
前記混合物の入っている前記混合槽に、前記ブレードを回転させながら前記溶剤を点滴投入または噴霧投入して前記混合物を溶液にし、該溶液中の前記塩酢ビ樹脂が10重量%以上15重量%以下となるように希釈する希釈工程と、
稀釈された前記溶液を所定の温度にしながら攪拌し、ゲル状の前記塩酢ビ樹脂を前記溶剤に十分に溶解させる溶解工程と、
を有ることを特徴とするインク用溶媒の製造方法。
【請求項2】
前記溶解工程後の前記溶液は、前記溶液中の前記塩酢ビ樹脂が10重量%の場合に、8μmメッシュの金属フィルタを自重ろ過させて捕捉される前記溶液200ml中のゲル状の未溶解成分が10個未満であること特徴とする請求項1に記載のインク用溶媒の製造方法。
【請求項3】
前記塩酢ビ樹脂には、水溶性樹脂が重量比で50ppm以上10000ppm以下含まれることを特徴とする請求項1または請求項2に記載のインク用溶媒の製造方法。
【請求項4】
前記溶剤投入工程及び前記ミキシング工程は、前記混合物の温度を10℃以上50℃以下とすることを特徴とする請求項1から請求項3の何れか1項に記載のインク用溶媒の製造方法。
【請求項5】
前記所定の温度は50℃以上70℃以下であることを特徴とする請求項1から請求項4の何れか1項に記載のインク用溶媒の製造方法。
【請求項6】
前記塩酢ビ樹脂の分子量は20000以上30000以下であることを特徴とする請求項1から請求項5の何れか1項に記載のインク用溶媒の製造方法。
【請求項7】
請求項1から請求項6の何れか1項に記載のインク用溶媒の製造方法により製造されるインク用溶媒と、少なくとも顔料と顔料分散剤を有する顔料分散体と、グリコールモノアセテート類、グリコールエーテル類、又はグリコールモノアセテート類とグリコールエーテル類の混合液の内の何れかの溶剤と、を混合する工程を有することを特徴とするインクジェット記録用インクの製造方法。
【請求項8】
請求項7に記載のインクジェット記録用インクの製造方法によって製造されたインクジェット記録用インクをパウチに格納する工程と、
前記パウチをケースに格納する工程と、を有するインクカートリッジの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−100414(P2013−100414A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−245200(P2011−245200)
【出願日】平成23年11月9日(2011.11.9)
【出願人】(395003187)株式会社セイコーアイ・インフォテック (173)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月9日(2011.11.9)
【出願人】(395003187)株式会社セイコーアイ・インフォテック (173)
【Fターム(参考)】
[ Back to top ]