
インゴットの切断方法
【課題】多様化する単結晶インゴットの直径及びコーン状の端部形状に関わらず、切断位置の基点を高精度に特定でき、切断位置のずれを抑制することができるインゴットの切断方法を提供することを目的とする。
【解決手段】円筒研削された円柱状の直胴部と、該直胴部の少なくとも一端に形成された円筒研削されていない鏡面状態のコーン状の端部とを有する単結晶インゴットを切断するインゴットの切断方法であって、前記円筒研削された直胴部表面と前記円筒研削されていない鏡面状態のコーン状の端部表面の光の反射の違いを利用して、前記円筒研削面と前記円筒研削されていない境界の位置を検出する工程と、該検出した境界の位置を基点として切断位置の位置決めを行った後、前記インゴットを切断する工程とを有することを特徴とするインゴットの切断方法。
【解決手段】円筒研削された円柱状の直胴部と、該直胴部の少なくとも一端に形成された円筒研削されていない鏡面状態のコーン状の端部とを有する単結晶インゴットを切断するインゴットの切断方法であって、前記円筒研削された直胴部表面と前記円筒研削されていない鏡面状態のコーン状の端部表面の光の反射の違いを利用して、前記円筒研削面と前記円筒研削されていない境界の位置を検出する工程と、該検出した境界の位置を基点として切断位置の位置決めを行った後、前記インゴットを切断する工程とを有することを特徴とするインゴットの切断方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、インゴット、特にはチョクラルスキー法(CZ法)等により引き上げられた単結晶インゴットを切断するインゴットの切断方法に関する。
【背景技術】
【0002】
CZ法等によって製造されたシリコン等の単結晶インゴットは円柱状の直胴部にコーン状の端部(トップ部およびテイル部)を有している。一般的に、この単結晶インゴットの加工において、円筒研削により所定径の直径になるように外周面が研削された後、これらコーン状の端部を切り離し円柱状の直胴部のみとし、その直胴部を必要に応じて複数のブロックに切断する。次いでそのブロックをウェーハとするための加工を行う。
このようなコーン状の端部の切断加工や直胴部を複数のブロックに切断加工する場合には、内周刃スライサー、外周刃スライサーなどが多く用いられてきた。近年のウェーハの大口径化に伴ってバンドソーも多く使用されるようになってきた(例えば、特許文献1参照)。
【0003】
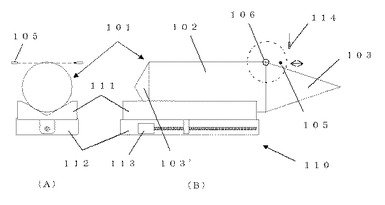
図5にブレードをバンドソーとした場合のインゴットの切断装置の一例の上面概略図を示す。また、図4に図5の切断装置のトレーに載置された単結晶インゴットをその中心軸方向から見た図(A)、及びその側面図(B)を示す。
図4(A)(B)に示すように、切断装置110には切断時に単結晶インゴット101を支持するためのトレー111がテーブル112上に設置されている。そして、切断前にインゴット101をトレー111上に水平に載置する。
【0004】
このトレー111はテーブル112に設けられたトレー移動機構113によってインゴットの長手方向に移動可能となっており、単結晶インゴット101を切断装置110のブレード114の位置に対して移動させることにより切断位置を調整できるようになっている。
また、図5に示すように、切断装置110は、薄いブレード台金の端部にダイヤモンドの砥粒を糊着してなるブレード砥粒部で構成されるエンドレスベルト状のブレード114がプーリー115間に張設されている。
そして、ブレード114はプーリー115の回転により周回駆動され、該ブレード114を相対的に上方から下方に送り出すことによってインゴット101を切断する。
【0005】
上記したように、単結晶インゴットの切断前にその切断位置の位置決めを行う必要がある。これにはまず単結晶インゴット上のある位置を基点として特定し、この基点の位置合わせを行ってからインゴットの長手方向に基点から所定の距離だけ移動させることによって切断位置の位置決めが行われる。この基点は、図4(B)に示すように、一般的に単結晶インゴット101の有効直径が得られる円柱状の直胴部102とコーン状の端部103との境界106(エッジ部)としている。
【0006】
例えば、コーン状の端部103を直胴部102から切り離すためには、基点106とブレード114のインゴット長手方向の位置を一致させて切断する。次いでブロックを切断する場合には、基点から所定の距離(ブロック幅)にブレード位置を一致させて切断する。
すなわち、上記の単結晶インゴットの切断には、まず基点を特定し、更には基点とブレードとの位置関係を特定することで切断位置とブレードの位置を一致させることが必要である。これらを行うために、例えば上記したような切断装置110に具備された単結晶インゴット101を載置するトレー111と、そのトレー111を単結晶インゴットの長手方向に移動させるトレー移動機構113などに加えて、基点106を検出するセンサが用いられている。
【0007】
この基点を検出するセンサーとして、単結晶インゴットと物理接触する接触式センサーや、センサーからの照射光を検出物体が遮ることで検出する透過型センサを用い、コーン状の端部と直胴部の形状の変化を検出することによって基点を検出する。例えば、透過型センサを用いた場合の基点の特定方法の例を以下に示す。
図4(A)(B)に示すように、透過型センサ105は単結晶インゴット101の直胴部102の上端よりやや下方の高さ位置に配置される。この高さ位置は、透過型センサの投光部から単結晶インゴットの直胴部に向けて光を照射したときその光がそのインゴットによって遮られるような位置である。
【0008】
そして、透過型センサ105から単結晶インゴット101に向けて光を照射しながら、そのインゴットが載置されたトレー111をインゴットの長手方向に移動する。この際、透過型センサからの照射光が直胴部に向けて照射されている間はその照射光がインゴットで遮られて透過型センサが検出状態となる。一方、照射光がコーン状の端部に向けて照射されると、コーン状の端部は直胴部よりその径が縮小されているので、照射光がインゴットで遮られずに透過型センサが非検出状態となる。このようにして、コーン状の端部と直胴部の形状の変化を検出することによって基点の位置を特定している。
【0009】
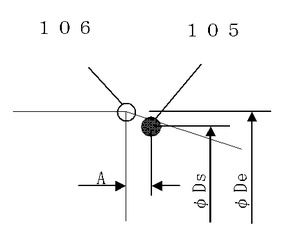
図6は図4(B)の基点の周辺(一点鎖線の円で囲まれた部分)を拡大した図である。図6に示すように、この時、透過型センサからの照射光が当たる直胴部の位置の直径Dsは、実際のインゴットの直胴部の直径Deと異なるので、透過型センサによって検出した基点の位置は、実際の基点の位置からインゴットの長手方向に差A分のずれを生じる。そのため、この差Aを補正する必要がある。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2009−111260号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
この差Aは、インゴットの直胴部の直径Deに加えてコーン状の端部の形状によっても変化するため、上記の補正を行うためには、事前にこの差Aを調査しておく必要がある。
具体的な例として、円筒研削で所定の直径に外周面が研削された直胴部の直径Deが異なる2種類(200mmと201mm)のシリコン単結晶インゴットであり、そのコーン状の端部形状は同じである場合、両者の差Aの間に約2mmの差が生じる。
また、多様化する単結晶インゴットの品種などにより所定の直径Deも複数種類存在し、またコーン状の端部の形状も変化するので、切断する単結晶インゴットに応じて差Aを使い分けする必要がある。
【0012】
しかし、現実的にこのような端部形状を正確に把握して差Aを使い分けするのは困難であり、切断位置にずれが生じていた。また、事前に差Aを調査するため工程時間が増加してしまう。さらに、同一の切断装置で所定の直径が大きく異なるインゴットを切断する場合、例えば直径200mmと300mmの様な場合には、透過型センサを複数設置する必要がありコストが増加してしまう。
【0013】
本発明は前述のような問題に鑑みてなされたもので、多様化する単結晶インゴットの直径及びコーン状の端部形状に関わらず、切断位置の基点を高精度に特定でき、切断位置のずれを抑制することができるインゴットの切断方法を提供することを目的とする。
【課題を解決するための手段】
【0014】
上記目的を達成するために、本発明によれば、円筒研削された円柱状の直胴部と、該直胴部の少なくとも一端に形成された円筒研削されていない鏡面状態のコーン状の端部とを有する単結晶インゴットを切断するインゴットの切断方法であって、前記円筒研削された直胴部表面と前記円筒研削されていない鏡面状態のコーン状の端部表面の光の反射の違いを利用して、前記円筒研削面と前記円筒研削されていない境界の位置を検出する工程と、該検出した境界の位置を基点として切断位置の位置決めを行った後、前記インゴットを切断する工程とを有することを特徴とするインゴットの切断方法が提供される。
このような切断方法であれば、インゴットの直胴部の直径とコーン状の端部の形状に依存することなく、円筒研削されたインゴットの表面と円筒研削されていない鏡面状態のインゴットの表面をそれぞれ検出することによってそれらの境界を正確に検出して基点を特定することができる。そのため、切断位置のずれを確実に抑制することができる。
【0015】
このとき、前記境界の位置の検出は、光電センサによって前記直胴部表面と前記コーン状の端部表面に向けて光を照射し、前記直胴部表面からの拡散反射のみを受光することによって行うことが好ましい。
このようにすることにより、円筒研削された直胴部表面における拡散反射と円筒研削されていない鏡面状態のコーン状の端部表面における鏡面反射の違いを利用して、具体的に直胴部表面とコーン状の端部表面の境界の位置を高精度に検出して基点を容易に高精度に特定することができる。そのため、切断位置のずれを容易に確実に抑制することができる。また、インゴットの直胴部の直径とコーン状の端部の形状に依存することなく基点を特定できるので、センサを複数設ける必要もなく、コストの増加を抑制できる。
【0016】
またこのとき、前記光電センサとして拡散反射型センサを用いることが好ましい。
このように拡散反射型センサを用いれば、安価であるためコストをより低減することができ、汎用性にも優れているので取り扱いも容易である。
【発明の効果】
【0017】
本発明では、インゴットの切断方法において、円筒研削された直胴部表面と円筒研削されていない鏡面状態のコーン状の端部表面の光の反射の違いを利用して、前記円筒研削面と前記円筒研削されていない境界の位置を検出する工程と、該検出した境界の位置を基点として切断位置の位置決めを行った後、インゴットを切断する工程とを有するので、インゴットの直胴部の直径とコーン状の端部の形状に依存することなく、円筒研削されたインゴット(直胴部)の表面と円筒研削されていない鏡面状態のインゴット(端部)の表面をそれぞれ検出することによってそれらの境界を正確に検出して基点を特定することができる。そのため、切断位置のずれを確実に抑制することができる。
【図面の簡単な説明】
【0018】
【図1】本発明のインゴットの切断方法で切断する単結晶インゴットの一例を示す概略図である。(A)単結晶インゴット。(B)ブロックに切断された単結晶インゴット。
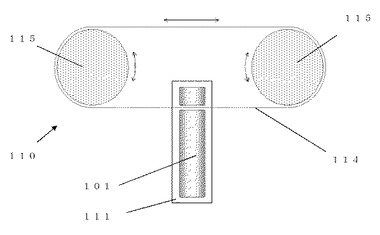
【図2】本発明のインゴットの切断方法で用いることができる切断装置の一例を示す概略図である。
【図3】光電センサから光を照射した際の単結晶インゴットの表面における反射の様子を示す図である。(A)コーン状の端部における反射の様子。(B)直胴部表面における反射の様子。
【図4】従来の透過型センサを用いて単結晶インゴットの基点を特定する様子を示した説明図である。
【図5】一般的なバンドソー切断装置の一例を示した上面概略図である。
【図6】従来の透過型センサを用いて単結晶インゴットの基点を特定する際のずれの発生を説明する説明図である。
【発明を実施するための形態】
【0019】
以下、本発明について実施の形態を図面を参照しながら詳細に説明するが、本発明はこれに限定されるものではない。
CZ法等により引き上げられた単結晶インゴットの切断において、インゴットの直胴部とコーン状の端部との境界を基点として特定し、その基点を元に切断位置を調整している。従来、この切断位置の基点を特定するために、透過型センサ等を用いてインゴットの直胴部とコーン状の端部の形状の変化を検出することによってその境界の位置を特定していた。
しかし、この方法では上記したように検出後の境界の位置のずれを補正する必要があるが、多様化する単結晶インゴットの直径及びコーン状の端部の形状に依存する補正を現実的に正確に行うのは困難であった。また、同一の切断装置で所定の直径が大きく異なるインゴットを切断する場合、透過型センサを複数設置する必要がありコストが増加してしまう。
【0020】
そこで、本発明者はこのような問題を解決すべく鋭意検討を重ねた。その結果、インゴットの直胴部とコーン状の端部との境界を基点として特定する際、従来のようにインゴットの直胴部とコーン状の端部の形状の変化を検出することによる方法ではなく、円筒研削された直胴部表面と円筒研削されていない鏡面状態のコーン状の端部表面をそれぞれ検出するようにすれば、単結晶インゴットの直径及びコーン状の端部形状に関わらず、切断位置の基点を正確に特定できることに想到した。そして、単結晶インゴットの円筒研削された表面と円筒研削されていない鏡面状態の表面における光の反射の違いを利用すれば、境界の位置を容易に高精度に検出できることを見い出し、本発明を完成させた。
【0021】
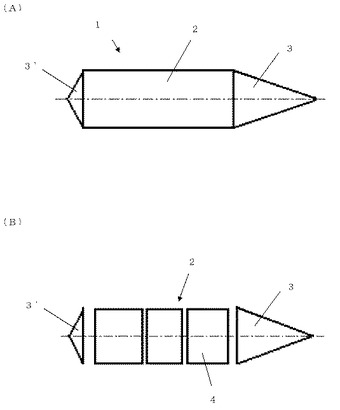
図1(A)は本発明のインゴットの切断方法で切断する単結晶インゴットの一例を示した概略図である。
図1(A)に示すように、単結晶インゴット1は円柱状の直胴部2とその直胴部の端部に形成されたコーン状の端部3(テイル部)、3’(トップ部)を有している。
この単結晶インゴットの直胴部2の表面は円筒研削が施されており所定の直径となっている。また、コーン状の端部3、3’の表面は円筒研削されておらず単結晶成長したままの鏡面状態となっている。
【0022】
本発明のインゴットの切断方法は、図1(B)に示すように、このような単結晶インゴット1のコーン状の端部3、3’を切り離し円柱状の直胴部のみとし、その直胴部を必要に応じて複数のブロック4に切断する切断方法である。
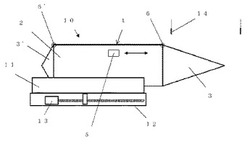
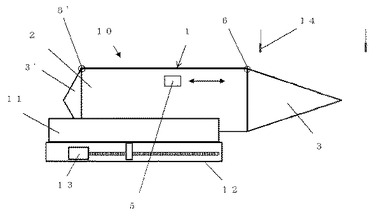
図2は、本発明のインゴットの切断方法で用いることができる切断装置の一例の概略を示したものである。図2に示すように、切断装置10は単結晶インゴット1を載置するトレー11と、トレー11を単結晶インゴットの長手方向に移動させるトレー移動機構13を具備するテーブル12と、単結晶インゴット1を切断するブレード14を具備している。
【0023】
まず、図1に示すような単結晶インゴット1をトレー11上に載置する。そして、切断位置の位置決めの基準となる基点6を特定するために、円筒研削された直胴部2表面と円筒研削されていない鏡面状態のコーン状の端部3表面の境界の位置を検出する。
従来のような単結晶インゴットの直胴部とコーン状の端部の形状の変化を検出する方法ではなく、このようにして境界の位置を検出することによって、単結晶インゴットの直胴部の直径とコーン状の端部の形状に依存することなく、円筒研削されたインゴットの表面と円筒研削されていない鏡面状態のインゴットの表面をそれぞれ検出することによってそれらの境界を正確に検出して基点6を特定することができる。
【0024】
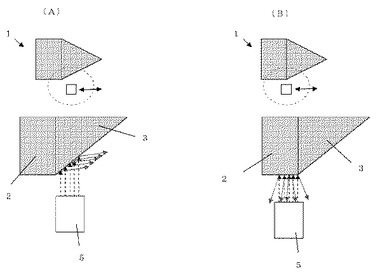
具体的には、図3(A)(B)に示すように、単結晶インゴット1の側面側に光電センサ5を配置し、この光電センサ5によって直胴部2表面とコーン状の端部3表面に向けて光を照射する。そして、光電センサ5と単結晶インゴット1の位置を相対的に移動させることによって、光電センサ5からの照射光が当たる単結晶インゴット1上の位置を変化させていく。
【0025】
この照射光の当たる位置は、図2に示す切断装置の例では、単結晶インゴット1を載置したトレー11をテーブル12のトレー移動機構13によって単結晶インゴットの長手方向に移動させることによって変化させることができる。しかし、本発明はこれには限定されず、例えば光電センサ5を単結晶インゴットの長手方向に移動させるようにしても良い。
【0026】
このとき、図3に示すように、円筒研削された直胴部2表面は研削面であるから鏡面状態とはなっていないため照射光は拡散反射し(図3の(B))、円筒研削されていない鏡面状態のコーン状の端部3表面では照射光は鏡面反射(正反射)する(図3(A))。この直胴部2表面からの拡散反射による反射光のみを受光することによって、直胴部2表面とコーン状の端部3表面の境界の位置を検出する。
【0027】
また、図2に示すようなコーン状の端部3’(トップ部)側の直胴部との境界6’を基点として特定する場合には、光電センサ5の移動方向を上述と逆にすれば良い。
【0028】
このように、本発明のインゴットの切断方法では、円筒研削された直胴部表面における拡散反射と円筒研削されていない鏡面状態のコーン状の端部表面における鏡面反射の違いを利用して、直胴部表面とコーン状の端部表面の境界の位置を高精度に検出して基点を高精度に特定することができる。また、インゴットの直胴部の直径とコーン状の端部の形状の違いによる影響を受けることもなく基点を特定できる。そのため、光電センサを複数設ける必要もなく、1つの光電センサのみで様々な単結晶インゴットの基点を特定することができコストの増加を抑制できる。
【0029】
またこのとき、光電センサ5として反射型センサを用いることができ、特に拡散反射型センサを用いることが好ましい。このように、光電センサとして拡散反射型センサを用いれば、安価であるためコストをより低減することができ、汎用性にも優れているので取り扱いも容易である。あるいは、狭視界反射型、限定反射型などの反射型センサを用いることもできる。
【0030】
上記のようにして直胴部とコーン状の端部表面の境界の位置を検出した後、検出した境界の位置を基点6として記録し、単結晶インゴットの切断位置の位置決めを行う。
例えば、図1の単結晶インゴットの例において、コーン状の端部3を切断する場合には、基点6の位置と切断装置10のブレード14の位置とを一致するように単結晶インゴット1を長手方向に相対的に移動させる。そして、ブレード14を相対的に上方から下方に送り出すことによって単結晶インゴット1を切断する。
【0031】
また、単結晶インゴット1をブロックに切断する場合には、基点6の位置からブレード14の位置までがブロック幅分の所定の距離となるように単結晶インゴット1の相対位置を移動させて上記と同様にして単結晶インゴット1を切断する。
上記したように本発明のインゴットの切断方法では単結晶インゴットの形状に関わらず、基点の位置を高精度に特定できるので、切断位置のずれを確実に抑制することができる。
また、コーン状の端部3’を切断するときは、上記のようにして基点6’を特定し、この基点6’とブレード14の位置を一致するようにして切断する。
【0032】
本発明のインゴットの切断方法で用いる切断装置は特に限定されず、ブレードとして内周刃スライサー、外周刃スライサー及びバンドソーのいずれを用いても良い。また、使用する切断装置の上記した単結晶インゴットを載置するトレー及びテーブルの構成も特に限定されず、単結晶インゴットと光電センサ及びブレードとの相対位置を調整できる構成になっていれば良い。
【実施例】
【0033】
以下、本発明の実施例及び比較例を示して本発明をより具体的に説明するが、本発明はこれらに限定されるものではない。
【0034】
(実施例)
図2に示すような拡散反射型センサを1つ具備した切断装置を用いて、本発明のインゴットの切断方法に従って、図1に示すような直胴部のみが円筒研削された直径200mm、201mm及び300mmのシリコン単結晶インゴットのコーン状の端部(テイル部)を切断し、その後、直胴部をブロックに切断した。ここで、切断するブロックの幅は200mmとした。また、直径200mmの単結晶インゴットと直径201mmの単結晶インゴットのコーン状の端部の形状は同じものとした。
【0035】
まず、シリコン単結晶インゴットを切断装置のトレー上に載置し、拡散反射型センサを用いてシリコン単結晶インゴットの直胴部とコーン状の端部に光を照射し、直胴部における拡散反射のみを検出して基点の位置を特定した。そして、その基点の位置がブレードの位置と一致するようにトレーを移動させて位置決めを行った後にコーン状の端部を切断した。その後、基点の位置とブレードの位置との距離が200mmになるようにトレーを移動させ、ブロックの切断を行った。
【0036】
その結果、基点の位置をずれることなく特定することができ、これにより切断位置もずれることなく切断することができた。また、上記全ての直径の単結晶インゴットの基点を1つのセンサによって特定することができた。また、事前に単結晶インゴットの形状の調査などを行う必要もなかった。
このように、本発明のインゴットの切断方法は、単結晶インゴットの直径及びコーン状の端部形状に関わらず、切断位置の基点を高精度に特定し、切断位置のずれを抑制することができることが確認できた。
【0037】
(比較例)
図4に示すような従来の透過型センサを用いた方法によって単結晶インゴットの基点を特定し、その基点を用いた以外実施例と同様の方法で単結晶インゴットを切断した。
このとき、透過型センサからの照射光を当てる単結晶インゴット上の位置を直胴部の上端から下方に2mmの所とした。そして透過型センサから光を単結晶インゴットの直胴部及びコーン状の端部に照射し、照射光がインゴットによって遮られなくなる箇所を検出し基点とした。しかし、検出した基点は実際の基点の位置とずれが発生してしまっていた。
【0038】
このずれの補正のためインゴットのコーン状の端部の形状を詳細に調査しなければならなかった。また、直径200mmと直径201mmの単結晶インゴットの切断は、透過型センサの高さ位置を微調整することによって同一の透過型センサを用いることができたが、直径300mmの単結晶インゴットの切断は、他の直径の単結晶インゴットの切断で用いた透過型センサとは別の透過型センサを設ける必要があった。
【0039】
なお、本発明は、上記実施形態に限定されるものではない。上記実施形態は例示であり、本発明の特許請求の範囲に記載された技術的思想と実質的に同一な構成を有し、同様な作用効果を奏するものは、いかなるものであっても本発明の技術的範囲に包含される。
【符号の説明】
【0040】
1…単結晶インゴット、2…直胴部、3、3’…コーン状の端部、4…ブロック、
5…光電センサ、6、6’…基点、
10…切断装置、11…トレー、12…テーブル、13…トレー移動機構、
14…ブレード。
【技術分野】
【0001】
本発明は、インゴット、特にはチョクラルスキー法(CZ法)等により引き上げられた単結晶インゴットを切断するインゴットの切断方法に関する。
【背景技術】
【0002】
CZ法等によって製造されたシリコン等の単結晶インゴットは円柱状の直胴部にコーン状の端部(トップ部およびテイル部)を有している。一般的に、この単結晶インゴットの加工において、円筒研削により所定径の直径になるように外周面が研削された後、これらコーン状の端部を切り離し円柱状の直胴部のみとし、その直胴部を必要に応じて複数のブロックに切断する。次いでそのブロックをウェーハとするための加工を行う。
このようなコーン状の端部の切断加工や直胴部を複数のブロックに切断加工する場合には、内周刃スライサー、外周刃スライサーなどが多く用いられてきた。近年のウェーハの大口径化に伴ってバンドソーも多く使用されるようになってきた(例えば、特許文献1参照)。
【0003】
図5にブレードをバンドソーとした場合のインゴットの切断装置の一例の上面概略図を示す。また、図4に図5の切断装置のトレーに載置された単結晶インゴットをその中心軸方向から見た図(A)、及びその側面図(B)を示す。
図4(A)(B)に示すように、切断装置110には切断時に単結晶インゴット101を支持するためのトレー111がテーブル112上に設置されている。そして、切断前にインゴット101をトレー111上に水平に載置する。
【0004】
このトレー111はテーブル112に設けられたトレー移動機構113によってインゴットの長手方向に移動可能となっており、単結晶インゴット101を切断装置110のブレード114の位置に対して移動させることにより切断位置を調整できるようになっている。
また、図5に示すように、切断装置110は、薄いブレード台金の端部にダイヤモンドの砥粒を糊着してなるブレード砥粒部で構成されるエンドレスベルト状のブレード114がプーリー115間に張設されている。
そして、ブレード114はプーリー115の回転により周回駆動され、該ブレード114を相対的に上方から下方に送り出すことによってインゴット101を切断する。
【0005】
上記したように、単結晶インゴットの切断前にその切断位置の位置決めを行う必要がある。これにはまず単結晶インゴット上のある位置を基点として特定し、この基点の位置合わせを行ってからインゴットの長手方向に基点から所定の距離だけ移動させることによって切断位置の位置決めが行われる。この基点は、図4(B)に示すように、一般的に単結晶インゴット101の有効直径が得られる円柱状の直胴部102とコーン状の端部103との境界106(エッジ部)としている。
【0006】
例えば、コーン状の端部103を直胴部102から切り離すためには、基点106とブレード114のインゴット長手方向の位置を一致させて切断する。次いでブロックを切断する場合には、基点から所定の距離(ブロック幅)にブレード位置を一致させて切断する。
すなわち、上記の単結晶インゴットの切断には、まず基点を特定し、更には基点とブレードとの位置関係を特定することで切断位置とブレードの位置を一致させることが必要である。これらを行うために、例えば上記したような切断装置110に具備された単結晶インゴット101を載置するトレー111と、そのトレー111を単結晶インゴットの長手方向に移動させるトレー移動機構113などに加えて、基点106を検出するセンサが用いられている。
【0007】
この基点を検出するセンサーとして、単結晶インゴットと物理接触する接触式センサーや、センサーからの照射光を検出物体が遮ることで検出する透過型センサを用い、コーン状の端部と直胴部の形状の変化を検出することによって基点を検出する。例えば、透過型センサを用いた場合の基点の特定方法の例を以下に示す。
図4(A)(B)に示すように、透過型センサ105は単結晶インゴット101の直胴部102の上端よりやや下方の高さ位置に配置される。この高さ位置は、透過型センサの投光部から単結晶インゴットの直胴部に向けて光を照射したときその光がそのインゴットによって遮られるような位置である。
【0008】
そして、透過型センサ105から単結晶インゴット101に向けて光を照射しながら、そのインゴットが載置されたトレー111をインゴットの長手方向に移動する。この際、透過型センサからの照射光が直胴部に向けて照射されている間はその照射光がインゴットで遮られて透過型センサが検出状態となる。一方、照射光がコーン状の端部に向けて照射されると、コーン状の端部は直胴部よりその径が縮小されているので、照射光がインゴットで遮られずに透過型センサが非検出状態となる。このようにして、コーン状の端部と直胴部の形状の変化を検出することによって基点の位置を特定している。
【0009】
図6は図4(B)の基点の周辺(一点鎖線の円で囲まれた部分)を拡大した図である。図6に示すように、この時、透過型センサからの照射光が当たる直胴部の位置の直径Dsは、実際のインゴットの直胴部の直径Deと異なるので、透過型センサによって検出した基点の位置は、実際の基点の位置からインゴットの長手方向に差A分のずれを生じる。そのため、この差Aを補正する必要がある。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2009−111260号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
この差Aは、インゴットの直胴部の直径Deに加えてコーン状の端部の形状によっても変化するため、上記の補正を行うためには、事前にこの差Aを調査しておく必要がある。
具体的な例として、円筒研削で所定の直径に外周面が研削された直胴部の直径Deが異なる2種類(200mmと201mm)のシリコン単結晶インゴットであり、そのコーン状の端部形状は同じである場合、両者の差Aの間に約2mmの差が生じる。
また、多様化する単結晶インゴットの品種などにより所定の直径Deも複数種類存在し、またコーン状の端部の形状も変化するので、切断する単結晶インゴットに応じて差Aを使い分けする必要がある。
【0012】
しかし、現実的にこのような端部形状を正確に把握して差Aを使い分けするのは困難であり、切断位置にずれが生じていた。また、事前に差Aを調査するため工程時間が増加してしまう。さらに、同一の切断装置で所定の直径が大きく異なるインゴットを切断する場合、例えば直径200mmと300mmの様な場合には、透過型センサを複数設置する必要がありコストが増加してしまう。
【0013】
本発明は前述のような問題に鑑みてなされたもので、多様化する単結晶インゴットの直径及びコーン状の端部形状に関わらず、切断位置の基点を高精度に特定でき、切断位置のずれを抑制することができるインゴットの切断方法を提供することを目的とする。
【課題を解決するための手段】
【0014】
上記目的を達成するために、本発明によれば、円筒研削された円柱状の直胴部と、該直胴部の少なくとも一端に形成された円筒研削されていない鏡面状態のコーン状の端部とを有する単結晶インゴットを切断するインゴットの切断方法であって、前記円筒研削された直胴部表面と前記円筒研削されていない鏡面状態のコーン状の端部表面の光の反射の違いを利用して、前記円筒研削面と前記円筒研削されていない境界の位置を検出する工程と、該検出した境界の位置を基点として切断位置の位置決めを行った後、前記インゴットを切断する工程とを有することを特徴とするインゴットの切断方法が提供される。
このような切断方法であれば、インゴットの直胴部の直径とコーン状の端部の形状に依存することなく、円筒研削されたインゴットの表面と円筒研削されていない鏡面状態のインゴットの表面をそれぞれ検出することによってそれらの境界を正確に検出して基点を特定することができる。そのため、切断位置のずれを確実に抑制することができる。
【0015】
このとき、前記境界の位置の検出は、光電センサによって前記直胴部表面と前記コーン状の端部表面に向けて光を照射し、前記直胴部表面からの拡散反射のみを受光することによって行うことが好ましい。
このようにすることにより、円筒研削された直胴部表面における拡散反射と円筒研削されていない鏡面状態のコーン状の端部表面における鏡面反射の違いを利用して、具体的に直胴部表面とコーン状の端部表面の境界の位置を高精度に検出して基点を容易に高精度に特定することができる。そのため、切断位置のずれを容易に確実に抑制することができる。また、インゴットの直胴部の直径とコーン状の端部の形状に依存することなく基点を特定できるので、センサを複数設ける必要もなく、コストの増加を抑制できる。
【0016】
またこのとき、前記光電センサとして拡散反射型センサを用いることが好ましい。
このように拡散反射型センサを用いれば、安価であるためコストをより低減することができ、汎用性にも優れているので取り扱いも容易である。
【発明の効果】
【0017】
本発明では、インゴットの切断方法において、円筒研削された直胴部表面と円筒研削されていない鏡面状態のコーン状の端部表面の光の反射の違いを利用して、前記円筒研削面と前記円筒研削されていない境界の位置を検出する工程と、該検出した境界の位置を基点として切断位置の位置決めを行った後、インゴットを切断する工程とを有するので、インゴットの直胴部の直径とコーン状の端部の形状に依存することなく、円筒研削されたインゴット(直胴部)の表面と円筒研削されていない鏡面状態のインゴット(端部)の表面をそれぞれ検出することによってそれらの境界を正確に検出して基点を特定することができる。そのため、切断位置のずれを確実に抑制することができる。
【図面の簡単な説明】
【0018】
【図1】本発明のインゴットの切断方法で切断する単結晶インゴットの一例を示す概略図である。(A)単結晶インゴット。(B)ブロックに切断された単結晶インゴット。
【図2】本発明のインゴットの切断方法で用いることができる切断装置の一例を示す概略図である。
【図3】光電センサから光を照射した際の単結晶インゴットの表面における反射の様子を示す図である。(A)コーン状の端部における反射の様子。(B)直胴部表面における反射の様子。
【図4】従来の透過型センサを用いて単結晶インゴットの基点を特定する様子を示した説明図である。
【図5】一般的なバンドソー切断装置の一例を示した上面概略図である。
【図6】従来の透過型センサを用いて単結晶インゴットの基点を特定する際のずれの発生を説明する説明図である。
【発明を実施するための形態】
【0019】
以下、本発明について実施の形態を図面を参照しながら詳細に説明するが、本発明はこれに限定されるものではない。
CZ法等により引き上げられた単結晶インゴットの切断において、インゴットの直胴部とコーン状の端部との境界を基点として特定し、その基点を元に切断位置を調整している。従来、この切断位置の基点を特定するために、透過型センサ等を用いてインゴットの直胴部とコーン状の端部の形状の変化を検出することによってその境界の位置を特定していた。
しかし、この方法では上記したように検出後の境界の位置のずれを補正する必要があるが、多様化する単結晶インゴットの直径及びコーン状の端部の形状に依存する補正を現実的に正確に行うのは困難であった。また、同一の切断装置で所定の直径が大きく異なるインゴットを切断する場合、透過型センサを複数設置する必要がありコストが増加してしまう。
【0020】
そこで、本発明者はこのような問題を解決すべく鋭意検討を重ねた。その結果、インゴットの直胴部とコーン状の端部との境界を基点として特定する際、従来のようにインゴットの直胴部とコーン状の端部の形状の変化を検出することによる方法ではなく、円筒研削された直胴部表面と円筒研削されていない鏡面状態のコーン状の端部表面をそれぞれ検出するようにすれば、単結晶インゴットの直径及びコーン状の端部形状に関わらず、切断位置の基点を正確に特定できることに想到した。そして、単結晶インゴットの円筒研削された表面と円筒研削されていない鏡面状態の表面における光の反射の違いを利用すれば、境界の位置を容易に高精度に検出できることを見い出し、本発明を完成させた。
【0021】
図1(A)は本発明のインゴットの切断方法で切断する単結晶インゴットの一例を示した概略図である。
図1(A)に示すように、単結晶インゴット1は円柱状の直胴部2とその直胴部の端部に形成されたコーン状の端部3(テイル部)、3’(トップ部)を有している。
この単結晶インゴットの直胴部2の表面は円筒研削が施されており所定の直径となっている。また、コーン状の端部3、3’の表面は円筒研削されておらず単結晶成長したままの鏡面状態となっている。
【0022】
本発明のインゴットの切断方法は、図1(B)に示すように、このような単結晶インゴット1のコーン状の端部3、3’を切り離し円柱状の直胴部のみとし、その直胴部を必要に応じて複数のブロック4に切断する切断方法である。
図2は、本発明のインゴットの切断方法で用いることができる切断装置の一例の概略を示したものである。図2に示すように、切断装置10は単結晶インゴット1を載置するトレー11と、トレー11を単結晶インゴットの長手方向に移動させるトレー移動機構13を具備するテーブル12と、単結晶インゴット1を切断するブレード14を具備している。
【0023】
まず、図1に示すような単結晶インゴット1をトレー11上に載置する。そして、切断位置の位置決めの基準となる基点6を特定するために、円筒研削された直胴部2表面と円筒研削されていない鏡面状態のコーン状の端部3表面の境界の位置を検出する。
従来のような単結晶インゴットの直胴部とコーン状の端部の形状の変化を検出する方法ではなく、このようにして境界の位置を検出することによって、単結晶インゴットの直胴部の直径とコーン状の端部の形状に依存することなく、円筒研削されたインゴットの表面と円筒研削されていない鏡面状態のインゴットの表面をそれぞれ検出することによってそれらの境界を正確に検出して基点6を特定することができる。
【0024】
具体的には、図3(A)(B)に示すように、単結晶インゴット1の側面側に光電センサ5を配置し、この光電センサ5によって直胴部2表面とコーン状の端部3表面に向けて光を照射する。そして、光電センサ5と単結晶インゴット1の位置を相対的に移動させることによって、光電センサ5からの照射光が当たる単結晶インゴット1上の位置を変化させていく。
【0025】
この照射光の当たる位置は、図2に示す切断装置の例では、単結晶インゴット1を載置したトレー11をテーブル12のトレー移動機構13によって単結晶インゴットの長手方向に移動させることによって変化させることができる。しかし、本発明はこれには限定されず、例えば光電センサ5を単結晶インゴットの長手方向に移動させるようにしても良い。
【0026】
このとき、図3に示すように、円筒研削された直胴部2表面は研削面であるから鏡面状態とはなっていないため照射光は拡散反射し(図3の(B))、円筒研削されていない鏡面状態のコーン状の端部3表面では照射光は鏡面反射(正反射)する(図3(A))。この直胴部2表面からの拡散反射による反射光のみを受光することによって、直胴部2表面とコーン状の端部3表面の境界の位置を検出する。
【0027】
また、図2に示すようなコーン状の端部3’(トップ部)側の直胴部との境界6’を基点として特定する場合には、光電センサ5の移動方向を上述と逆にすれば良い。
【0028】
このように、本発明のインゴットの切断方法では、円筒研削された直胴部表面における拡散反射と円筒研削されていない鏡面状態のコーン状の端部表面における鏡面反射の違いを利用して、直胴部表面とコーン状の端部表面の境界の位置を高精度に検出して基点を高精度に特定することができる。また、インゴットの直胴部の直径とコーン状の端部の形状の違いによる影響を受けることもなく基点を特定できる。そのため、光電センサを複数設ける必要もなく、1つの光電センサのみで様々な単結晶インゴットの基点を特定することができコストの増加を抑制できる。
【0029】
またこのとき、光電センサ5として反射型センサを用いることができ、特に拡散反射型センサを用いることが好ましい。このように、光電センサとして拡散反射型センサを用いれば、安価であるためコストをより低減することができ、汎用性にも優れているので取り扱いも容易である。あるいは、狭視界反射型、限定反射型などの反射型センサを用いることもできる。
【0030】
上記のようにして直胴部とコーン状の端部表面の境界の位置を検出した後、検出した境界の位置を基点6として記録し、単結晶インゴットの切断位置の位置決めを行う。
例えば、図1の単結晶インゴットの例において、コーン状の端部3を切断する場合には、基点6の位置と切断装置10のブレード14の位置とを一致するように単結晶インゴット1を長手方向に相対的に移動させる。そして、ブレード14を相対的に上方から下方に送り出すことによって単結晶インゴット1を切断する。
【0031】
また、単結晶インゴット1をブロックに切断する場合には、基点6の位置からブレード14の位置までがブロック幅分の所定の距離となるように単結晶インゴット1の相対位置を移動させて上記と同様にして単結晶インゴット1を切断する。
上記したように本発明のインゴットの切断方法では単結晶インゴットの形状に関わらず、基点の位置を高精度に特定できるので、切断位置のずれを確実に抑制することができる。
また、コーン状の端部3’を切断するときは、上記のようにして基点6’を特定し、この基点6’とブレード14の位置を一致するようにして切断する。
【0032】
本発明のインゴットの切断方法で用いる切断装置は特に限定されず、ブレードとして内周刃スライサー、外周刃スライサー及びバンドソーのいずれを用いても良い。また、使用する切断装置の上記した単結晶インゴットを載置するトレー及びテーブルの構成も特に限定されず、単結晶インゴットと光電センサ及びブレードとの相対位置を調整できる構成になっていれば良い。
【実施例】
【0033】
以下、本発明の実施例及び比較例を示して本発明をより具体的に説明するが、本発明はこれらに限定されるものではない。
【0034】
(実施例)
図2に示すような拡散反射型センサを1つ具備した切断装置を用いて、本発明のインゴットの切断方法に従って、図1に示すような直胴部のみが円筒研削された直径200mm、201mm及び300mmのシリコン単結晶インゴットのコーン状の端部(テイル部)を切断し、その後、直胴部をブロックに切断した。ここで、切断するブロックの幅は200mmとした。また、直径200mmの単結晶インゴットと直径201mmの単結晶インゴットのコーン状の端部の形状は同じものとした。
【0035】
まず、シリコン単結晶インゴットを切断装置のトレー上に載置し、拡散反射型センサを用いてシリコン単結晶インゴットの直胴部とコーン状の端部に光を照射し、直胴部における拡散反射のみを検出して基点の位置を特定した。そして、その基点の位置がブレードの位置と一致するようにトレーを移動させて位置決めを行った後にコーン状の端部を切断した。その後、基点の位置とブレードの位置との距離が200mmになるようにトレーを移動させ、ブロックの切断を行った。
【0036】
その結果、基点の位置をずれることなく特定することができ、これにより切断位置もずれることなく切断することができた。また、上記全ての直径の単結晶インゴットの基点を1つのセンサによって特定することができた。また、事前に単結晶インゴットの形状の調査などを行う必要もなかった。
このように、本発明のインゴットの切断方法は、単結晶インゴットの直径及びコーン状の端部形状に関わらず、切断位置の基点を高精度に特定し、切断位置のずれを抑制することができることが確認できた。
【0037】
(比較例)
図4に示すような従来の透過型センサを用いた方法によって単結晶インゴットの基点を特定し、その基点を用いた以外実施例と同様の方法で単結晶インゴットを切断した。
このとき、透過型センサからの照射光を当てる単結晶インゴット上の位置を直胴部の上端から下方に2mmの所とした。そして透過型センサから光を単結晶インゴットの直胴部及びコーン状の端部に照射し、照射光がインゴットによって遮られなくなる箇所を検出し基点とした。しかし、検出した基点は実際の基点の位置とずれが発生してしまっていた。
【0038】
このずれの補正のためインゴットのコーン状の端部の形状を詳細に調査しなければならなかった。また、直径200mmと直径201mmの単結晶インゴットの切断は、透過型センサの高さ位置を微調整することによって同一の透過型センサを用いることができたが、直径300mmの単結晶インゴットの切断は、他の直径の単結晶インゴットの切断で用いた透過型センサとは別の透過型センサを設ける必要があった。
【0039】
なお、本発明は、上記実施形態に限定されるものではない。上記実施形態は例示であり、本発明の特許請求の範囲に記載された技術的思想と実質的に同一な構成を有し、同様な作用効果を奏するものは、いかなるものであっても本発明の技術的範囲に包含される。
【符号の説明】
【0040】
1…単結晶インゴット、2…直胴部、3、3’…コーン状の端部、4…ブロック、
5…光電センサ、6、6’…基点、
10…切断装置、11…トレー、12…テーブル、13…トレー移動機構、
14…ブレード。
【特許請求の範囲】
【請求項1】
円筒研削された円柱状の直胴部と、該直胴部の少なくとも一端に形成された円筒研削されていない鏡面状態のコーン状の端部とを有する単結晶インゴットを切断するインゴットの切断方法であって、
前記円筒研削された直胴部表面と前記円筒研削されていない鏡面状態のコーン状の端部表面の光の反射の違いを利用して、前記円筒研削面と前記円筒研削されていない境界の位置を検出する工程と、
該検出した境界の位置を基点として切断位置の位置決めを行った後、前記インゴットを切断する工程とを有することを特徴とするインゴットの切断方法。
【請求項2】
前記境界の位置の検出は、光電センサによって前記直胴部表面と前記コーン状の端部表面に向けて光を照射し、前記直胴部表面からの拡散反射のみを受光することによって行うことを特徴とする請求項1に記載のインゴットの切断方法。
【請求項3】
前記光電センサとして拡散反射型センサを用いることを特徴とする請求項1又は請求項2に記載のインゴットの切断方法。
【請求項1】
円筒研削された円柱状の直胴部と、該直胴部の少なくとも一端に形成された円筒研削されていない鏡面状態のコーン状の端部とを有する単結晶インゴットを切断するインゴットの切断方法であって、
前記円筒研削された直胴部表面と前記円筒研削されていない鏡面状態のコーン状の端部表面の光の反射の違いを利用して、前記円筒研削面と前記円筒研削されていない境界の位置を検出する工程と、
該検出した境界の位置を基点として切断位置の位置決めを行った後、前記インゴットを切断する工程とを有することを特徴とするインゴットの切断方法。
【請求項2】
前記境界の位置の検出は、光電センサによって前記直胴部表面と前記コーン状の端部表面に向けて光を照射し、前記直胴部表面からの拡散反射のみを受光することによって行うことを特徴とする請求項1に記載のインゴットの切断方法。
【請求項3】
前記光電センサとして拡散反射型センサを用いることを特徴とする請求項1又は請求項2に記載のインゴットの切断方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−116049(P2012−116049A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2010−266505(P2010−266505)
【出願日】平成22年11月30日(2010.11.30)
【出願人】(000190149)信越半導体株式会社 (867)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年11月30日(2010.11.30)
【出願人】(000190149)信越半導体株式会社 (867)
【Fターム(参考)】
[ Back to top ]