
インサート成形品の製造方法、インサート成形品、および金型

【課題】金属部材の裏面を金型の一部で押さえることなく金属部材の位置決めおよび形状の精度を高めたインサート成形品の製造方法を提供する。
【解決手段】凹部5の形状を規定するための金型11内の凸部19に対応して変形された金属製の板状部材7の表面を凸部19にあてがうように金型11内にインサートし、板状部材7の裏面を金型11の一部で押さえることなく金型11内に樹脂を注入することにより、樹脂の注入圧力で板状部材7を凸部19の形状にならわせて位置決めしつつ樹脂の成形を行う。
【解決手段】凹部5の形状を規定するための金型11内の凸部19に対応して変形された金属製の板状部材7の表面を凸部19にあてがうように金型11内にインサートし、板状部材7の裏面を金型11の一部で押さえることなく金型11内に樹脂を注入することにより、樹脂の注入圧力で板状部材7を凸部19の形状にならわせて位置決めしつつ樹脂の成形を行う。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、金型内に樹脂を充填して成形するインサート成形品の製造方法およびインサート成形品に係り、特に、金型内に金属部材をインサートすると共に樹脂を充填して成形するインサート成形品の製造方法およびインサート成形品に関する。また、本発明は、このようなインサート成形品の製造に使用する金型にも関している。
【背景技術】
【0002】
デジタルカメラなどのレンズ部としては、圧電素子に固定された駆動軸にレンズを保持した被駆動部材を摩擦係合させ、圧電素子の伸縮により駆動軸を軸方向に往復運動させることで被駆動部材を駆動軸に沿ってスライドさせるものがある。被駆動部材には金属面が露出した凹部が設けられ、この凹部が駆動軸と摩擦係合することで両者の間で生じる摩擦力を安定させ、被駆動部材を所望の速度で移動させることができる。このため、被駆動部材の金属部材に位置ずれ等が生じると被駆動部材の移動が不安定となり、レンズ部の光学性能が大きく低下することになる。
被駆動部材は、一般に、金型内に金属部材をインサートすると共に樹脂を充填して一体に成形されている。このようなインサート成形品において金属部材の位置ずれ等を抑制するためには、金型内にインサートされた金属部材をその金属部材の形状を規定するための金型内の凸部と高精度に位置決めすると共に凸部の表面にならわせることが重要となる。
【0003】
そこで、例えば、特許文献1には、金型に保持突起を形成し、保持突起と金型内の凸部との間に金属部材を挟み込むことで、金属部材の位置決めおよび形状の精度を高めることが提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−66841号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、金型内に保持突起を形成するなど金型内の構造が複雑になると共に金属部材の厚みによってはその挟み込みにおいて隙間等が生じて金属部材の位置決めおよび形状の精度が低下するおそれがある。
【0006】
この発明は、このような従来の問題点を解消するためになされたもので、金属部材の裏面を金型の一部で押さえることなく金属部材の位置決めおよび形状の精度を高めたインサート成形品の製造方法およびインサート成形品を提供することを目的とする。
また、本発明は、このようなインサート成形品の製造に使用する金型を提供することも目的としている。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明に係るインサート成形品の製造方法は、金属面が露出した凹部を有するインサート成形品を製造する方法であって、前記凹部の形状を規定するための金型内の凸部に対応して変形された金属製の板状部材の表面を前記凸部にあてがうように前記金型内にインサートし、前記板状部材の裏面を前記金型の一部で押さえることなく前記金型内に樹脂を注入することにより、前記樹脂の注入圧力で前記板状部材を前記凸部の形状にならわせて位置決めしつつ前記樹脂の成形を行う方法である。
【0008】
ここで、前記凸部に対して正面から前記樹脂が流入するように前記金型内に前記樹脂を注入するのが好ましい。
また、前記板状部材は、前記凸部に対応して変形される部分が他の部分よりも低い剛性を有してもよい。また、前記板状部材は、前記凸部に対応して変形される部分の一部が切り欠かれている、あるいは、前記凸部に対応して変形される部分が他の部分よりも肉薄に形成することもできる。
【0009】
また、前記板状部材の端面は、樹脂成形品内に埋設されることにより前記樹脂成形品からの前記板状部材の脱落を防止するための所定の形状を有することができる。また、前記板状部材の端面は、前記表面側の角部が平面あるいは曲面状に面取りすることもできる。また、前記板状部材の端面は、前記表面との間に90度以上180度未満の角度を形成するように傾斜していてもよい。また、前記金属板部材の端面は、粗面化されていてもよい。
また、前記板状部材は、前記凸部に形成された吸引孔からの吸引力により位置固定されることができる。
【0010】
また、本発明に係るインサート成形品は、上記のいずれかに記載の製造方法により製造されたものである。
【0011】
また、本発明に係る金型は、金属面が露出した凹部を有するインサート成形品を製造する金型であって、前記凹部の形状を規定すると共に金属製の板状部材を裏面から押さえることなく表面をあてがうようにして載置するための凸部と、前記凸部に対して正面から樹脂を流入するように配置形成されたゲートとを有し、前記ゲートからの前記樹脂の注入圧力で前記板状部材を前記凸部の形状にならわせて位置決めしつつ前記樹脂の成形を行うものである。
【発明の効果】
【0012】
本発明によれば、金属部材の裏面を金型の一部で押さえることなく金属部材の位置決めおよび形状の精度を高めることができる。
【図面の簡単な説明】
【0013】
【図1】本発明の実施形態1に係るインサート成形品の構成を示す正面図である。
【図2】実施形態1で用いられる板状部材の構成を示す斜視図である。
【図3】実施形態1に係る金型の構成を示す断面図である。
【図4】実施形態1で用いられる金型内の凸部の構成を示す断面図である。
【図5】板状部材を凸部の形状にならわせる方法を示す断面図である。
【図6】凸部より大きい角度を有する板状部材を凸部の形状にならわせる様子を示す断面図である。
【図7】凸部より小さい角度を有する板状部材を凸部の形状にならわせる様子を示す断面図である。
【図8】実施形態1で成形されるインサート成形品の凹部の構成を示す斜視図である。
【図9】実施形態1の変形例で用いられる板状部材を示す斜視図である。
【図10】実施形態2で用いられる板状部材の構成を示す斜視図である。
【図11】実施形態2で成形されるインサート成形品の凹部の構成を示す斜視図である。
【図12】実施形態2に係るインサート成形品の板状部材の端部を示す断面図である。
【図13】実施形態2の変形例に係るインサート成形品の板状部材の端部を示す断面図である。
【図14】実施形態2の他の変形例に係るインサート成形品の板状部材の端部を示す断面図である。
【図15】実施形態2のさらに他の変形例に係るインサート成形品の板状部材の端部を示す断面図である。
【図16】実施形態3に係る金型の構造を示す断面図である。
【発明を実施するための形態】
【0014】
以下に、添付の図面に示す好適な実施形態に基づいて、この発明を詳細に説明する。
【0015】
実施形態1
図1に、本発明の実施形態1に係るインサート成形品1の構成を示す。インサート成形品1は、例えばレンズを保持する円板状の保持部2と、保持部2に保持されたレンズの光軸と平行に設置された駆動軸Aおよびガイド軸Bとそれぞれ係合するための係合部3および4とを有する。
【0016】
係合部3は、金属面が露出したV字状の凹部5を有し、凹部5は圧電素子の伸縮により軸方向に往復運動する駆動軸Aと係合する。また、係合部4は、U字状のガイド溝6を有し、ガイド溝6は両端が固定されたガイド軸Bと係合する。
インサート成形品1は、圧電素子が緩やかに変形すると凹部5が駆動軸Aに係合したままガイド軸Bに沿って駆動軸Aと共に移動し、圧電素子が速く変形するとインサート成形品1の質量の慣性によって駆動軸Aだけが移動し凹部5はガイド軸Bに対して同じ位置に留まる。このようにして、圧電素子を伸び方向と縮み方向とで異なる速度で変形させ、これを繰り返すことで、インサート成形品1を駆動軸Aおよびガイド軸Bに沿って移動させることができる。
【0017】
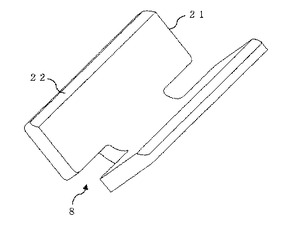
図2に係合部3の凹部5に露出する金属製の板状部材7の構成を示す。板状部材7は、凹部5に露出する表面と凹部5に埋め込まれる裏面とを有し、表面を内側にして駆動軸Aに対応したV字の断面形状を有する。板状部材7のV字の形状は、インサート成形において金型内の凸部の形状にならわせることによって形成されている。このため、板状部材7には、インサート成形時に凸部の形状に応じて変形しやすいように、その変形部分(V字の折れ目部分)の一部が切り欠かれた切欠部8を有する。
【0018】
なお、板状部材7の周辺部が樹脂に覆われるため、インサート成形品1からの板状部材7の脱落が未然に防止されるが、特に板状部材7の脱落防止効果を高める必要がある場合には、板状部材7の一部を折り曲げる等により、樹脂内に埋設されるアンカー部を形成することが有効である。
【0019】
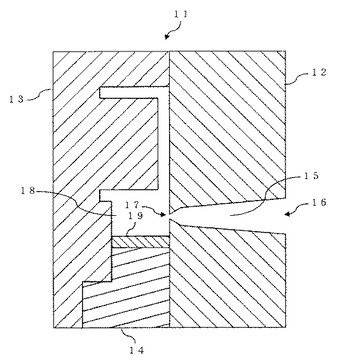
図3に、本実施形態1に係る金型11の構成を示す。金型11は、固定型板12と、固定型板12に対して開閉自在に可動する可動型板13と、固定型板12および可動型板13の間にスライドコア14とを有する。固定型板12は、外側面から可動型板13およびスライドコア14と接する内側面を貫通するランナー15を有し、その外側面側には射出成形機から樹脂が供給される供給口16が形成されると共に内側面側には供給口16から供給された樹脂がランナー15を介して金型11内に注入されるゲート17が形成されている。可動型板13は、固定型板12およびスライドコア14との間でキャビティ18を形成するように、その内側面がインサート成形品1に対応した形状に窪んでいる。また、スライドコア14は、固定型板12と可動型板13の下面側から両者の間に挿入され、その上面がキャビティ18の一部を形成しており、この上面にインサート成形品1の凹部5を形成するための凸部19を有する。
【0020】
図4にスライドコア14の構成を示す。スライドコア14の上面に形成された凸部19は、インサート成形品1の凹部5に係合する駆動軸Aに対応した形状を有する。凸部19には、図5に示すように、凸部19に対応して変形された金属製の板状部材7の表面(インサート成型品1において露出する面)をあてがうようにして板状部材7が載置され、金型11内にインサートされている。一方、固定型板12のゲート17は、スライドコア14の凸部19に対して上方(正面)から樹脂が流入するような位置に形成されている。これにより、樹脂の注入圧力で板状部材7をスライドコア14の凸部19の形状にならわせて位置決めしつつインサート成形品1の成形を行うことができる。
【0021】
次に、インサート成形品1を製造する際の金型11の動作を説明する。
【0022】
まず、金型11が開いた状態で、スライドコア14の凸部19に対応して変形された金属製の板状部材7をその表面が凸部19にあてがわれるようにして載置する。次に、固定型板12と可動型板13との間に、板状部材7を凸部19に載置したスライドコア14が配置されるように金型11を閉じる。このようにして金型11が閉じられ、固定型板12、可動型板13、およびスライドコア14によりインサート成形品1を成形するためのキャビティ18が形成される。
【0023】
続いて、固定型板12の供給口16に射出成形機から樹脂が射出され、ランナー15を通ってゲート17からキャビティ18内に注入される。ゲート17はスライドコア14の凸部19に対して正面から樹脂が流入するように形成されており、ゲート17から注入された樹脂は凸部19に載置された金属製の板状部材7の裏面に直接流入する。板状部材7には凸部19の形状に応じて変形しやすいように変形部分の一部が切り欠かれた切欠部8が形成されており、樹脂の注入圧力により板状部材7を凸部19の形状にならわせて位置決めしつつキャビティ18に樹脂が充填される。
【0024】
これにより、板状部材7の裏面を金型11の一部で押さえることなく、板状部材7の位置および形状の精度を高めることができる。
【0025】
キャビティ18に充填された樹脂が固化してインサート成形品1が成形されると、スライドコア14を下方に移動し、可動型板13を開いてインサート成形品1が取り出される。
【0026】
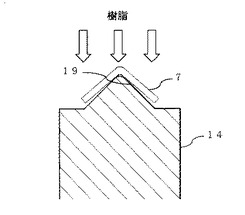
続いて、スライドコア14の凸部19には、次のインサート成形品1に設置される板状部材7が載置される。ここで、板状部材7のV字の形状がスライドコア14の凸部19の形状と多少異なる場合であっても、樹脂の注入圧力で板状部材7の形状を凸部19の形状にならわせて位置決めしつつインサート成形品1の成形を行うことができる。
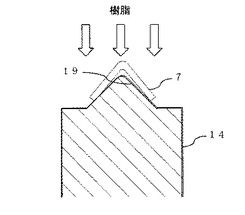
例えば、図6に示すように、板状部材7の内側の角度がスライドコア14の凸部19の角度よりも大きく板状部材7が凸部19の上部のみにあてがわれている場合であっても、樹脂の注入圧力で板状部材7の形状を凸部19の形状にならわせて位置決めしつつインサート成形品1の成形を行うことができる。また、図7に示すように、板状部材7の内側の角度がスライドコア14の凸部19の角度よりも小さく板状部材7が凸部19の下部のみにあてがわれている場合であっても、樹脂の注入圧力で板状部材7の形状を凸部19の形状にならわせて位置決めしつつインサート成形品1の成形を行うことができる。
このように、板状部材7のV字の形状にばらつきが生じた場合でも、図8に示すように、成形されたインサート成形品1の凹部5において所定の位置に所定の形状で金属面を形成することができる。
【0027】
本実施形態によれば、板状部材7の裏面を金型の一部で押さえることなく、樹脂の注入圧力で板状部材7を凸部19の形状にならわせて位置決めしつつインサート成形品1の成形を行うことで、凹部5において露出する金属面の位置および形状の精度を高めることができる。また、板状部材7の形状にばらつきが生じた場合でも、所定の位置に所定の形状で金属面が露出された凹部5を有するインサート成形品1を得ることができる。
【0028】
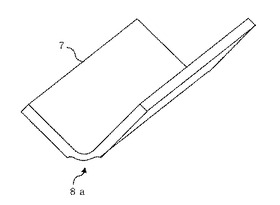
なお、本実施形態で用いられた板状部材7の切欠部8は、凸部19に対応して変形される部分の一部を切り欠いて剛性を低めたものであったが、インサート成形時に板状部材7をスライドコア14の凸部19にならわせて位置決めできればよく、例えば、図9に示すように、凸部19に対応して変形される部分が他の部分よりも肉薄に形成された肉薄部8aを設けて剛性を低めてもよい。
【0029】
実施形態2
図10に実施形態2に係るインサート成形品で用いられる板状部材21の構成を示す。板状部材21は、凸部19に対応して変形される部分の一部を切り欠いた切欠部8を有すると共にその端面の表面側の角部が平面状に面取りされた脱落防止部22を有する。
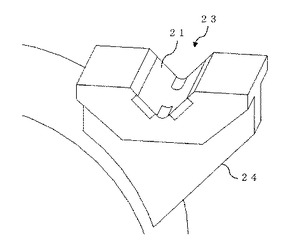
実施形態1と同様にして、板状部材21をスライドコア14の凸部19に載置して金型11内にインサートし、インサート成形品を成形する。成形されたインサート成形品の係合部24には、図11に示すように、所定の位置に所定の形状で板状部材21の表面が露出した凹部23が形成される。
【0030】
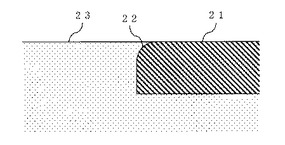
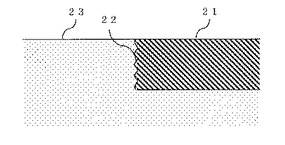
このようにして得られたインサート成形品の凹部23では、図12に示すように、脱落防止部22の表面が樹脂内に埋設されることにより、実施形態1のアンカー部を形成しなくても、インサート成形品からの高い脱落防止効果を発揮することができる。
【0031】
なお、板状部材21の端面に形成される脱落防止部22は、樹脂成形品内に埋設されることにより樹脂成形品からの板状部材21の脱落を防止するための所定の形状を有していればよい。
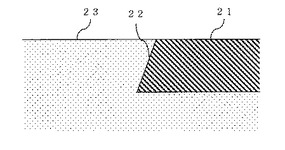
例えば、脱落防止部22は、図13に示すように、板状部材21の端面の表面側の角部が曲面状に面取りされていてもよい。また、脱落防止部22は、図14に示すように板状部材21の端面と表面との間に鈍角または直角(90度以上180度未満の角度)を形成するように傾斜していてもよく、図15に示すように板状部材21の端面が粗面化されていてもよい。
【0032】
実施形態3
図16に実施形態3に係る金型31の構成を示す。この金型31では、図3に示した実施形態1の金型11において、スライドコア14の凸部19に複数の吸引孔32を形成すると共に吸引孔32を介して金型31内の空気を吸引する吸引装置33を有する。吸引孔32は、凸部19において板状部材7が載置される所定の位置に複数形成される。また、吸引装置は、金型31外からスライドコア14内を通って複数の吸引孔32と連通するホース34と、ホース34に設置されて吸引する空気の圧力を計測する圧力計35と、凸部19側の空気を吸引する真空源36と、圧力計35および真空源36と電気的に接続された制御装置37とを有する。制御装置37は、圧力計35の測定値に基づいて真空源36による吸引力を制御する。
まず、金型31が開いた状態で、吸引装置33の真空源36を駆動すると共にスライドコア14の凸部19に板状部材7を載置することで、板状部材7が複数の吸引孔32からの吸引力により凸部19に吸着される。板状部材7が凸部19に吸着されると、板状部材7で吸引孔32が塞がれたことにより圧力計35の圧力が低下する。制御装置37は、圧力計35の測定値を検出し、板状部材7が複数の貫通孔32を全て塞ぐような凸部19の所定の位置に吸着されているか否かを判断する。制御装置37は、例えば約−7kPaの圧力を検出すると板状部材7が凸部19の所定の位置に吸着されていると判断する。
制御装置37により板状部材7が凸部19の所定の位置に吸着されたと判断されると、固定型板12と可動型板13との間に、板状部材7を凸部19の所定の位置に吸着固定したスライドコア14が配置されるように金型31を閉じる。
このようにして金型31が閉じられると、固定型板12の供給口16から樹脂が射出される。射出された樹脂がゲート17から凸部19に吸着された板状部材7の裏面に直接流入すると、制御装置37により吸引装置33の吸引が停止される。キャビティ18に樹脂が充填され、これを固化することによりインサート成形品1が成形される。成形が完了すると金型31が開かれてインサート成形品1が取り出され、次のインサート成形品1の成形が開始される。
【0033】
この実施形態3によれば、吸引装置33を設けることで、金型31内にスライドコア14を挿入する時などの振動により凸部19の所定の位置からの板状部材7のずれや脱落を防止することができる。
なお、吸引装置33の停止は、凸部19に載置された板状部材7が成形時に所定の位置からずれない時点で行えばよく、インサート成形品1の成形中停止せずに吸引し続けてもよい。
また、実施形態3の金型31では、複数の吸引孔32が凸部19に形成されているが、板状部材7を凸部19の所定の位置に吸着させて固定できれば1つの吸引孔を凸部19に形成してもよい。
【0034】
なお、実施形態1〜3において、樹脂はゲート17からスライドコア14の凸部19の正面に直接流入しているが、樹脂の注入圧力により板状部材7および21が凸部19の形状にならわせて位置決めできればよく、例えばゲート17と凸部19との間にガイド板を設けて樹脂の流れる方向を制御してもよい。これにより、ゲート17が凸部19の上方に形成できない場合でもガイド板により樹脂の方向が制御され、樹脂を凸部19の正面に流入させることができる。
【0035】
また、樹脂は、凸部19の頂点部分に流入させるのが好ましい。
また、凸部19を複数有し、各凸部19の正面に樹脂を流入させてもよい。これにより、所定の位置に所定の形状で金属面が露出した複数の凹部を形成することができる。
また、凹部19の正面に樹脂が流入して樹脂の注入圧力により板状部材7および21が凸部19の形状にならわせて位置決めできれば、複数のランナー15およびゲート17を有してもよい。
【0036】
また、実施形態1〜3において、スライドコアは固定型板および可動型板のどちらか一方に取り付けられていればよい。
また、実施形態1〜3において、金型が閉じられた時に固定型板と可動型板との間にスライドコアが配置されていればよく、例えば、可動型板にスライドコアを取り付け、可動型板がある程度閉じたところでスライドコアが固定型板に押されながら移動して、固定型板と可動型板が閉じられるのとほぼ同時にスライドコアも閉まるようにすることができる。また、固定型板にスライドコアを取り付け、可動型板がある程度閉じたところでスライドコアが可動型板に押されながら移動して、固定型板と可動型板が閉じられるのとほぼ同時にスライドコアも閉まるようにすることもできる。さらに、可動型板にスライドコアを取り付け、スライドコアが閉じられた後に可動型板が閉じられ、最後に固定型板が閉じられるようにしてもよい。
【符号の説明】
【0037】
1 インサート成形品、2 保持部、3,4 係合部、5,23 凹部、6 ガイド溝、7,21 板状部材、8 切欠部、8a 肉薄部、11 金型、12 固定型板、13 可動型板、14 スライドコア、15 ランナー、16 供給口、17 ゲート、18 キャビティ、19 凸部、22 脱落防止部材、32 吸引孔、33 吸引装置、34 ホース、35 圧力計、36 真空源、37 制御装置、A 駆動軸、B ガイド軸
【技術分野】
【0001】
この発明は、金型内に樹脂を充填して成形するインサート成形品の製造方法およびインサート成形品に係り、特に、金型内に金属部材をインサートすると共に樹脂を充填して成形するインサート成形品の製造方法およびインサート成形品に関する。また、本発明は、このようなインサート成形品の製造に使用する金型にも関している。
【背景技術】
【0002】
デジタルカメラなどのレンズ部としては、圧電素子に固定された駆動軸にレンズを保持した被駆動部材を摩擦係合させ、圧電素子の伸縮により駆動軸を軸方向に往復運動させることで被駆動部材を駆動軸に沿ってスライドさせるものがある。被駆動部材には金属面が露出した凹部が設けられ、この凹部が駆動軸と摩擦係合することで両者の間で生じる摩擦力を安定させ、被駆動部材を所望の速度で移動させることができる。このため、被駆動部材の金属部材に位置ずれ等が生じると被駆動部材の移動が不安定となり、レンズ部の光学性能が大きく低下することになる。
被駆動部材は、一般に、金型内に金属部材をインサートすると共に樹脂を充填して一体に成形されている。このようなインサート成形品において金属部材の位置ずれ等を抑制するためには、金型内にインサートされた金属部材をその金属部材の形状を規定するための金型内の凸部と高精度に位置決めすると共に凸部の表面にならわせることが重要となる。
【0003】
そこで、例えば、特許文献1には、金型に保持突起を形成し、保持突起と金型内の凸部との間に金属部材を挟み込むことで、金属部材の位置決めおよび形状の精度を高めることが提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−66841号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、金型内に保持突起を形成するなど金型内の構造が複雑になると共に金属部材の厚みによってはその挟み込みにおいて隙間等が生じて金属部材の位置決めおよび形状の精度が低下するおそれがある。
【0006】
この発明は、このような従来の問題点を解消するためになされたもので、金属部材の裏面を金型の一部で押さえることなく金属部材の位置決めおよび形状の精度を高めたインサート成形品の製造方法およびインサート成形品を提供することを目的とする。
また、本発明は、このようなインサート成形品の製造に使用する金型を提供することも目的としている。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明に係るインサート成形品の製造方法は、金属面が露出した凹部を有するインサート成形品を製造する方法であって、前記凹部の形状を規定するための金型内の凸部に対応して変形された金属製の板状部材の表面を前記凸部にあてがうように前記金型内にインサートし、前記板状部材の裏面を前記金型の一部で押さえることなく前記金型内に樹脂を注入することにより、前記樹脂の注入圧力で前記板状部材を前記凸部の形状にならわせて位置決めしつつ前記樹脂の成形を行う方法である。
【0008】
ここで、前記凸部に対して正面から前記樹脂が流入するように前記金型内に前記樹脂を注入するのが好ましい。
また、前記板状部材は、前記凸部に対応して変形される部分が他の部分よりも低い剛性を有してもよい。また、前記板状部材は、前記凸部に対応して変形される部分の一部が切り欠かれている、あるいは、前記凸部に対応して変形される部分が他の部分よりも肉薄に形成することもできる。
【0009】
また、前記板状部材の端面は、樹脂成形品内に埋設されることにより前記樹脂成形品からの前記板状部材の脱落を防止するための所定の形状を有することができる。また、前記板状部材の端面は、前記表面側の角部が平面あるいは曲面状に面取りすることもできる。また、前記板状部材の端面は、前記表面との間に90度以上180度未満の角度を形成するように傾斜していてもよい。また、前記金属板部材の端面は、粗面化されていてもよい。
また、前記板状部材は、前記凸部に形成された吸引孔からの吸引力により位置固定されることができる。
【0010】
また、本発明に係るインサート成形品は、上記のいずれかに記載の製造方法により製造されたものである。
【0011】
また、本発明に係る金型は、金属面が露出した凹部を有するインサート成形品を製造する金型であって、前記凹部の形状を規定すると共に金属製の板状部材を裏面から押さえることなく表面をあてがうようにして載置するための凸部と、前記凸部に対して正面から樹脂を流入するように配置形成されたゲートとを有し、前記ゲートからの前記樹脂の注入圧力で前記板状部材を前記凸部の形状にならわせて位置決めしつつ前記樹脂の成形を行うものである。
【発明の効果】
【0012】
本発明によれば、金属部材の裏面を金型の一部で押さえることなく金属部材の位置決めおよび形状の精度を高めることができる。
【図面の簡単な説明】
【0013】
【図1】本発明の実施形態1に係るインサート成形品の構成を示す正面図である。
【図2】実施形態1で用いられる板状部材の構成を示す斜視図である。
【図3】実施形態1に係る金型の構成を示す断面図である。
【図4】実施形態1で用いられる金型内の凸部の構成を示す断面図である。
【図5】板状部材を凸部の形状にならわせる方法を示す断面図である。
【図6】凸部より大きい角度を有する板状部材を凸部の形状にならわせる様子を示す断面図である。
【図7】凸部より小さい角度を有する板状部材を凸部の形状にならわせる様子を示す断面図である。
【図8】実施形態1で成形されるインサート成形品の凹部の構成を示す斜視図である。
【図9】実施形態1の変形例で用いられる板状部材を示す斜視図である。
【図10】実施形態2で用いられる板状部材の構成を示す斜視図である。
【図11】実施形態2で成形されるインサート成形品の凹部の構成を示す斜視図である。
【図12】実施形態2に係るインサート成形品の板状部材の端部を示す断面図である。
【図13】実施形態2の変形例に係るインサート成形品の板状部材の端部を示す断面図である。
【図14】実施形態2の他の変形例に係るインサート成形品の板状部材の端部を示す断面図である。
【図15】実施形態2のさらに他の変形例に係るインサート成形品の板状部材の端部を示す断面図である。
【図16】実施形態3に係る金型の構造を示す断面図である。
【発明を実施するための形態】
【0014】
以下に、添付の図面に示す好適な実施形態に基づいて、この発明を詳細に説明する。
【0015】
実施形態1
図1に、本発明の実施形態1に係るインサート成形品1の構成を示す。インサート成形品1は、例えばレンズを保持する円板状の保持部2と、保持部2に保持されたレンズの光軸と平行に設置された駆動軸Aおよびガイド軸Bとそれぞれ係合するための係合部3および4とを有する。
【0016】
係合部3は、金属面が露出したV字状の凹部5を有し、凹部5は圧電素子の伸縮により軸方向に往復運動する駆動軸Aと係合する。また、係合部4は、U字状のガイド溝6を有し、ガイド溝6は両端が固定されたガイド軸Bと係合する。
インサート成形品1は、圧電素子が緩やかに変形すると凹部5が駆動軸Aに係合したままガイド軸Bに沿って駆動軸Aと共に移動し、圧電素子が速く変形するとインサート成形品1の質量の慣性によって駆動軸Aだけが移動し凹部5はガイド軸Bに対して同じ位置に留まる。このようにして、圧電素子を伸び方向と縮み方向とで異なる速度で変形させ、これを繰り返すことで、インサート成形品1を駆動軸Aおよびガイド軸Bに沿って移動させることができる。
【0017】
図2に係合部3の凹部5に露出する金属製の板状部材7の構成を示す。板状部材7は、凹部5に露出する表面と凹部5に埋め込まれる裏面とを有し、表面を内側にして駆動軸Aに対応したV字の断面形状を有する。板状部材7のV字の形状は、インサート成形において金型内の凸部の形状にならわせることによって形成されている。このため、板状部材7には、インサート成形時に凸部の形状に応じて変形しやすいように、その変形部分(V字の折れ目部分)の一部が切り欠かれた切欠部8を有する。
【0018】
なお、板状部材7の周辺部が樹脂に覆われるため、インサート成形品1からの板状部材7の脱落が未然に防止されるが、特に板状部材7の脱落防止効果を高める必要がある場合には、板状部材7の一部を折り曲げる等により、樹脂内に埋設されるアンカー部を形成することが有効である。
【0019】
図3に、本実施形態1に係る金型11の構成を示す。金型11は、固定型板12と、固定型板12に対して開閉自在に可動する可動型板13と、固定型板12および可動型板13の間にスライドコア14とを有する。固定型板12は、外側面から可動型板13およびスライドコア14と接する内側面を貫通するランナー15を有し、その外側面側には射出成形機から樹脂が供給される供給口16が形成されると共に内側面側には供給口16から供給された樹脂がランナー15を介して金型11内に注入されるゲート17が形成されている。可動型板13は、固定型板12およびスライドコア14との間でキャビティ18を形成するように、その内側面がインサート成形品1に対応した形状に窪んでいる。また、スライドコア14は、固定型板12と可動型板13の下面側から両者の間に挿入され、その上面がキャビティ18の一部を形成しており、この上面にインサート成形品1の凹部5を形成するための凸部19を有する。
【0020】
図4にスライドコア14の構成を示す。スライドコア14の上面に形成された凸部19は、インサート成形品1の凹部5に係合する駆動軸Aに対応した形状を有する。凸部19には、図5に示すように、凸部19に対応して変形された金属製の板状部材7の表面(インサート成型品1において露出する面)をあてがうようにして板状部材7が載置され、金型11内にインサートされている。一方、固定型板12のゲート17は、スライドコア14の凸部19に対して上方(正面)から樹脂が流入するような位置に形成されている。これにより、樹脂の注入圧力で板状部材7をスライドコア14の凸部19の形状にならわせて位置決めしつつインサート成形品1の成形を行うことができる。
【0021】
次に、インサート成形品1を製造する際の金型11の動作を説明する。
【0022】
まず、金型11が開いた状態で、スライドコア14の凸部19に対応して変形された金属製の板状部材7をその表面が凸部19にあてがわれるようにして載置する。次に、固定型板12と可動型板13との間に、板状部材7を凸部19に載置したスライドコア14が配置されるように金型11を閉じる。このようにして金型11が閉じられ、固定型板12、可動型板13、およびスライドコア14によりインサート成形品1を成形するためのキャビティ18が形成される。
【0023】
続いて、固定型板12の供給口16に射出成形機から樹脂が射出され、ランナー15を通ってゲート17からキャビティ18内に注入される。ゲート17はスライドコア14の凸部19に対して正面から樹脂が流入するように形成されており、ゲート17から注入された樹脂は凸部19に載置された金属製の板状部材7の裏面に直接流入する。板状部材7には凸部19の形状に応じて変形しやすいように変形部分の一部が切り欠かれた切欠部8が形成されており、樹脂の注入圧力により板状部材7を凸部19の形状にならわせて位置決めしつつキャビティ18に樹脂が充填される。
【0024】
これにより、板状部材7の裏面を金型11の一部で押さえることなく、板状部材7の位置および形状の精度を高めることができる。
【0025】
キャビティ18に充填された樹脂が固化してインサート成形品1が成形されると、スライドコア14を下方に移動し、可動型板13を開いてインサート成形品1が取り出される。
【0026】
続いて、スライドコア14の凸部19には、次のインサート成形品1に設置される板状部材7が載置される。ここで、板状部材7のV字の形状がスライドコア14の凸部19の形状と多少異なる場合であっても、樹脂の注入圧力で板状部材7の形状を凸部19の形状にならわせて位置決めしつつインサート成形品1の成形を行うことができる。
例えば、図6に示すように、板状部材7の内側の角度がスライドコア14の凸部19の角度よりも大きく板状部材7が凸部19の上部のみにあてがわれている場合であっても、樹脂の注入圧力で板状部材7の形状を凸部19の形状にならわせて位置決めしつつインサート成形品1の成形を行うことができる。また、図7に示すように、板状部材7の内側の角度がスライドコア14の凸部19の角度よりも小さく板状部材7が凸部19の下部のみにあてがわれている場合であっても、樹脂の注入圧力で板状部材7の形状を凸部19の形状にならわせて位置決めしつつインサート成形品1の成形を行うことができる。
このように、板状部材7のV字の形状にばらつきが生じた場合でも、図8に示すように、成形されたインサート成形品1の凹部5において所定の位置に所定の形状で金属面を形成することができる。
【0027】
本実施形態によれば、板状部材7の裏面を金型の一部で押さえることなく、樹脂の注入圧力で板状部材7を凸部19の形状にならわせて位置決めしつつインサート成形品1の成形を行うことで、凹部5において露出する金属面の位置および形状の精度を高めることができる。また、板状部材7の形状にばらつきが生じた場合でも、所定の位置に所定の形状で金属面が露出された凹部5を有するインサート成形品1を得ることができる。
【0028】
なお、本実施形態で用いられた板状部材7の切欠部8は、凸部19に対応して変形される部分の一部を切り欠いて剛性を低めたものであったが、インサート成形時に板状部材7をスライドコア14の凸部19にならわせて位置決めできればよく、例えば、図9に示すように、凸部19に対応して変形される部分が他の部分よりも肉薄に形成された肉薄部8aを設けて剛性を低めてもよい。
【0029】
実施形態2
図10に実施形態2に係るインサート成形品で用いられる板状部材21の構成を示す。板状部材21は、凸部19に対応して変形される部分の一部を切り欠いた切欠部8を有すると共にその端面の表面側の角部が平面状に面取りされた脱落防止部22を有する。
実施形態1と同様にして、板状部材21をスライドコア14の凸部19に載置して金型11内にインサートし、インサート成形品を成形する。成形されたインサート成形品の係合部24には、図11に示すように、所定の位置に所定の形状で板状部材21の表面が露出した凹部23が形成される。
【0030】
このようにして得られたインサート成形品の凹部23では、図12に示すように、脱落防止部22の表面が樹脂内に埋設されることにより、実施形態1のアンカー部を形成しなくても、インサート成形品からの高い脱落防止効果を発揮することができる。
【0031】
なお、板状部材21の端面に形成される脱落防止部22は、樹脂成形品内に埋設されることにより樹脂成形品からの板状部材21の脱落を防止するための所定の形状を有していればよい。
例えば、脱落防止部22は、図13に示すように、板状部材21の端面の表面側の角部が曲面状に面取りされていてもよい。また、脱落防止部22は、図14に示すように板状部材21の端面と表面との間に鈍角または直角(90度以上180度未満の角度)を形成するように傾斜していてもよく、図15に示すように板状部材21の端面が粗面化されていてもよい。
【0032】
実施形態3
図16に実施形態3に係る金型31の構成を示す。この金型31では、図3に示した実施形態1の金型11において、スライドコア14の凸部19に複数の吸引孔32を形成すると共に吸引孔32を介して金型31内の空気を吸引する吸引装置33を有する。吸引孔32は、凸部19において板状部材7が載置される所定の位置に複数形成される。また、吸引装置は、金型31外からスライドコア14内を通って複数の吸引孔32と連通するホース34と、ホース34に設置されて吸引する空気の圧力を計測する圧力計35と、凸部19側の空気を吸引する真空源36と、圧力計35および真空源36と電気的に接続された制御装置37とを有する。制御装置37は、圧力計35の測定値に基づいて真空源36による吸引力を制御する。
まず、金型31が開いた状態で、吸引装置33の真空源36を駆動すると共にスライドコア14の凸部19に板状部材7を載置することで、板状部材7が複数の吸引孔32からの吸引力により凸部19に吸着される。板状部材7が凸部19に吸着されると、板状部材7で吸引孔32が塞がれたことにより圧力計35の圧力が低下する。制御装置37は、圧力計35の測定値を検出し、板状部材7が複数の貫通孔32を全て塞ぐような凸部19の所定の位置に吸着されているか否かを判断する。制御装置37は、例えば約−7kPaの圧力を検出すると板状部材7が凸部19の所定の位置に吸着されていると判断する。
制御装置37により板状部材7が凸部19の所定の位置に吸着されたと判断されると、固定型板12と可動型板13との間に、板状部材7を凸部19の所定の位置に吸着固定したスライドコア14が配置されるように金型31を閉じる。
このようにして金型31が閉じられると、固定型板12の供給口16から樹脂が射出される。射出された樹脂がゲート17から凸部19に吸着された板状部材7の裏面に直接流入すると、制御装置37により吸引装置33の吸引が停止される。キャビティ18に樹脂が充填され、これを固化することによりインサート成形品1が成形される。成形が完了すると金型31が開かれてインサート成形品1が取り出され、次のインサート成形品1の成形が開始される。
【0033】
この実施形態3によれば、吸引装置33を設けることで、金型31内にスライドコア14を挿入する時などの振動により凸部19の所定の位置からの板状部材7のずれや脱落を防止することができる。
なお、吸引装置33の停止は、凸部19に載置された板状部材7が成形時に所定の位置からずれない時点で行えばよく、インサート成形品1の成形中停止せずに吸引し続けてもよい。
また、実施形態3の金型31では、複数の吸引孔32が凸部19に形成されているが、板状部材7を凸部19の所定の位置に吸着させて固定できれば1つの吸引孔を凸部19に形成してもよい。
【0034】
なお、実施形態1〜3において、樹脂はゲート17からスライドコア14の凸部19の正面に直接流入しているが、樹脂の注入圧力により板状部材7および21が凸部19の形状にならわせて位置決めできればよく、例えばゲート17と凸部19との間にガイド板を設けて樹脂の流れる方向を制御してもよい。これにより、ゲート17が凸部19の上方に形成できない場合でもガイド板により樹脂の方向が制御され、樹脂を凸部19の正面に流入させることができる。
【0035】
また、樹脂は、凸部19の頂点部分に流入させるのが好ましい。
また、凸部19を複数有し、各凸部19の正面に樹脂を流入させてもよい。これにより、所定の位置に所定の形状で金属面が露出した複数の凹部を形成することができる。
また、凹部19の正面に樹脂が流入して樹脂の注入圧力により板状部材7および21が凸部19の形状にならわせて位置決めできれば、複数のランナー15およびゲート17を有してもよい。
【0036】
また、実施形態1〜3において、スライドコアは固定型板および可動型板のどちらか一方に取り付けられていればよい。
また、実施形態1〜3において、金型が閉じられた時に固定型板と可動型板との間にスライドコアが配置されていればよく、例えば、可動型板にスライドコアを取り付け、可動型板がある程度閉じたところでスライドコアが固定型板に押されながら移動して、固定型板と可動型板が閉じられるのとほぼ同時にスライドコアも閉まるようにすることができる。また、固定型板にスライドコアを取り付け、可動型板がある程度閉じたところでスライドコアが可動型板に押されながら移動して、固定型板と可動型板が閉じられるのとほぼ同時にスライドコアも閉まるようにすることもできる。さらに、可動型板にスライドコアを取り付け、スライドコアが閉じられた後に可動型板が閉じられ、最後に固定型板が閉じられるようにしてもよい。
【符号の説明】
【0037】
1 インサート成形品、2 保持部、3,4 係合部、5,23 凹部、6 ガイド溝、7,21 板状部材、8 切欠部、8a 肉薄部、11 金型、12 固定型板、13 可動型板、14 スライドコア、15 ランナー、16 供給口、17 ゲート、18 キャビティ、19 凸部、22 脱落防止部材、32 吸引孔、33 吸引装置、34 ホース、35 圧力計、36 真空源、37 制御装置、A 駆動軸、B ガイド軸
【特許請求の範囲】
【請求項1】
金属面が露出した凹部を有するインサート成形品を製造する方法であって、
前記凹部の形状を規定するための金型内の凸部に対応して変形された金属製の板状部材の表面を前記凸部にあてがうように前記金型内にインサートし、
前記板状部材の裏面を前記金型の一部で押さえることなく前記金型内に樹脂を注入することにより、前記樹脂の注入圧力で前記板状部材を前記凸部の形状にならわせて位置決めしつつ前記樹脂の成形を行う
ことを特徴とするインサート成形品の製造方法。
【請求項2】
前記凸部に対して正面から前記樹脂が流入するように前記金型内に前記樹脂を注入する請求項1に記載のインサート成形品の製造方法。
【請求項3】
前記板状部材は、前記凸部に対応して変形される部分が他の部分よりも低い剛性を有する請求項1または2に記載のインサート成形品の製造方法。
【請求項4】
前記板状部材は、前記凸部に対応して変形される部分の一部が切り欠かれている、あるいは、前記凸部に対応して変形される部分が他の部分よりも肉薄に形成されている請求項3に記載のインサート成形品の製造方法。
【請求項5】
前記板状部材の端面は、樹脂成形品内に埋設されることにより前記樹脂成形品からの前記板状部材の脱落を防止するための所定の形状を有する請求項1〜4のいずれか一項に記載のインサート成形品の製造方法。
【請求項6】
前記板状部材の端面は、前記表面側の角部が平面あるいは曲面状に面取りされている請求項5に記載のインサート成形品の製造方法。
【請求項7】
前記板状部材の端面は、前記表面との間に鈍角または直角を形成するように傾斜している請求項5に記載のインサート成形品の製造方法。
【請求項8】
前記金属板部材の端面は、粗面化されている請求項5に記載のインサート成形品の製造方法。
【請求項9】
前記板状部材は、前記凸部に形成された吸引孔からの吸引力により位置固定される請求項1〜8のいずれか一項に記載のインサート成形品の製造方法。
【請求項10】
請求項1〜9のいずれか一項に記載の製造方法により製造されたことを特徴とするインサート成形品。
【請求項11】
金属面が露出した凹部を有するインサート成形品を製造する金型であって、
前記凹部の形状を規定すると共に金属製の板状部材を裏面から押さえることなく表面をあてがうようにして載置するための凸部と、
前記凸部に対して正面から樹脂が流入するように配置形成されたゲートと
を有し、
前記ゲートからの前記樹脂の注入圧力で前記板状部材を前記凸部の形状にならわせて位置決めしつつ前記樹脂の成形を行う
ことを特徴とする金型。
【請求項1】
金属面が露出した凹部を有するインサート成形品を製造する方法であって、
前記凹部の形状を規定するための金型内の凸部に対応して変形された金属製の板状部材の表面を前記凸部にあてがうように前記金型内にインサートし、
前記板状部材の裏面を前記金型の一部で押さえることなく前記金型内に樹脂を注入することにより、前記樹脂の注入圧力で前記板状部材を前記凸部の形状にならわせて位置決めしつつ前記樹脂の成形を行う
ことを特徴とするインサート成形品の製造方法。
【請求項2】
前記凸部に対して正面から前記樹脂が流入するように前記金型内に前記樹脂を注入する請求項1に記載のインサート成形品の製造方法。
【請求項3】
前記板状部材は、前記凸部に対応して変形される部分が他の部分よりも低い剛性を有する請求項1または2に記載のインサート成形品の製造方法。
【請求項4】
前記板状部材は、前記凸部に対応して変形される部分の一部が切り欠かれている、あるいは、前記凸部に対応して変形される部分が他の部分よりも肉薄に形成されている請求項3に記載のインサート成形品の製造方法。
【請求項5】
前記板状部材の端面は、樹脂成形品内に埋設されることにより前記樹脂成形品からの前記板状部材の脱落を防止するための所定の形状を有する請求項1〜4のいずれか一項に記載のインサート成形品の製造方法。
【請求項6】
前記板状部材の端面は、前記表面側の角部が平面あるいは曲面状に面取りされている請求項5に記載のインサート成形品の製造方法。
【請求項7】
前記板状部材の端面は、前記表面との間に鈍角または直角を形成するように傾斜している請求項5に記載のインサート成形品の製造方法。
【請求項8】
前記金属板部材の端面は、粗面化されている請求項5に記載のインサート成形品の製造方法。
【請求項9】
前記板状部材は、前記凸部に形成された吸引孔からの吸引力により位置固定される請求項1〜8のいずれか一項に記載のインサート成形品の製造方法。
【請求項10】
請求項1〜9のいずれか一項に記載の製造方法により製造されたことを特徴とするインサート成形品。
【請求項11】
金属面が露出した凹部を有するインサート成形品を製造する金型であって、
前記凹部の形状を規定すると共に金属製の板状部材を裏面から押さえることなく表面をあてがうようにして載置するための凸部と、
前記凸部に対して正面から樹脂が流入するように配置形成されたゲートと
を有し、
前記ゲートからの前記樹脂の注入圧力で前記板状部材を前記凸部の形状にならわせて位置決めしつつ前記樹脂の成形を行う
ことを特徴とする金型。
【図1】



【図2】

【図3】
【図4】

【図5】

【図6】
【図7】
【図8】

【図9】
【図10】
【図11】
【図12】

【図13】
【図14】
【図15】
【図16】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2011−194604(P2011−194604A)
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願番号】特願2010−61051(P2010−61051)
【出願日】平成22年3月17日(2010.3.17)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【出願人】(000005430)フジノン株式会社 (2,231)
【Fターム(参考)】
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願日】平成22年3月17日(2010.3.17)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【出願人】(000005430)フジノン株式会社 (2,231)
【Fターム(参考)】
[ Back to top ]