
インダクタンス式回転角度検出装置及びそれを備えたモータ駆動式の絞り弁制御装置
【課題】スロットルシャフトの端部にインダクタンス式の非接触式回転角度検出装置をコンパクトに形成し、ギアカバーコネクタ側からの静電気ノイズに耐性のある信頼性の高いモータ駆動式の絞り弁制御装置を得る。
【解決手段】本発明は絞り弁が取付けられた回転軸の先端部に励起導体を取付け、この励起導体に対面するように励磁導体および信号検出導体をギアカバーに配置する。また励磁導体と信号発生導体と、回転軸の間に絶縁性の部材を配置することにより、静電気ノイズに影響されることのない信頼性の高いインダクタンス式の非接触式回転角度検出装置を備えたモータ駆動式の絞り弁制御装置が得られる。
【解決手段】本発明は絞り弁が取付けられた回転軸の先端部に励起導体を取付け、この励起導体に対面するように励磁導体および信号検出導体をギアカバーに配置する。また励磁導体と信号発生導体と、回転軸の間に絶縁性の部材を配置することにより、静電気ノイズに影響されることのない信頼性の高いインダクタンス式の非接触式回転角度検出装置を備えたモータ駆動式の絞り弁制御装置が得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、回転体の回転軸に取付けられた導体とこれに対面する固定子に取付けたコイル導体との間のインダクタンスが両者の位置関係に応じて変化することを利用して、回転する導体の回転位置を検出する回転角度検出装置に関する。
【0002】
また、モータによって駆動される絞り弁で内燃機関の空気通路の開口面積を電気的に制御するモータ駆動式の絞り弁制御装置であって、絞り弁の回転角度を検出するために上記した回転角度検出装置を備えたものに関する。
【背景技術】
【0003】
インダクタンスの変化によって回転体の位置あるいは回転角度を検出する、いわゆる非接触式の回転角度検出装置としては、特開2008−96231号公報に記載したものが知られている。
【0004】
上記の回転角度検出装置は、被回転検出体の先端にカップ状のホルダが取付けられており、ホルダの先端面には絶縁材製の円板が固定され、円板の表面に励起導体が印刷されている。
【0005】
また、モータ駆動式の絞り弁制御装置の回転角度検出装置としてこの種の回転角度検出装置を用いることが提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−96231号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記従来技術では、励起導体が印刷された絶縁材製の円盤,励起導体を保持するホルダ,ホルダを被回転検出体と固定するための金属製インサータ(スロットルシャフトとの固定)という3つの部品から構成されている。さらに、励起導体が印刷された絶縁材製の円盤およびそれを保持するホルダは接着剤によって結合されており、部品点数が多く、組立工程が多いという問題があった。
【0008】
また、励起導体に円筒状圧入部と平面状嵌め合い部を軸方向に連続的に一体で構成し、回転軸の先端には円筒状部と平面部を連続的に一体で配置し、励起導体の平面状嵌め合い部と回転軸の平面部を勘合させて、励起導体の円筒状圧入部を回転軸先端の円筒状部に直接固定するという構造の簡素化の提案もあるが、本構造をとった場合、ギアカバーのコネクタ側から静電気ノイズが加わった場合、励起導体と励磁導体との間または励磁導体と信号検出導体の間で放電が起こり、スロットルセンサのマイクロコンピュータが破壊されるという問題があった。
【課題を解決するための手段】
【0009】
本発明は上記課題を解決するために、被回転検出体(実施例では絞り弁軸)の先端部に絶縁材製部分を設け、当該絶縁材製部分に励起導体を直接取付けたものである。
【0010】
また、被回転検出体(実施例では絞り弁軸)を絶縁材製の軸とし、励起導体を絶縁材製の軸に直接固定しても良い。
【0011】
また、被回転検出体(実施例では絞り弁軸)を支持するハウジングを絶縁材製のハウジングとし、励起導体を被回転検出体(実施例では絞り弁軸)に直接固定しても良い。
【0012】
また、被回転検出体(実施例では絞り弁軸)を支持する軸受を絶縁材製の部材で構成し、励起導体を被回転検出体(実施例では絞り弁軸)に直接固定しても良い。
【0013】
また、励磁導体と信号検出導体と励起導体の間に絶縁性の部材、または層を配置する手法を提案する。
【発明の効果】
【0014】
本発明のような構造を採用することで静電気ノイズに影響されることのない信頼性の高いインダクタンス式の非接触式回転角度検出装置を備えたモータ駆動式の絞り弁制御装置が得られる。
【図面の簡単な説明】
【0015】
【図1】インダクタンス式の非接触型回転角度検出装置の要部拡大断面図。
【図2】インダクタンス式の非接触型回転角度検出装置の主要部品斜視図。
【図3】インダクタンス式の非接触型回転角度検出装置の回転軸,導電対の分解斜視図。
【図4】ディーゼルエンジン車に用いるモータ駆動式の絞り弁制御装置の断面図。
【図5】ディーゼルエンジン車に用いるモータ駆動式の絞り弁制御装置のギアカバーの分解斜視図。
【図6】ディーゼルエンジン車に用いるモータ駆動式の絞り弁制御装置の外観斜視図。
【図7】ディーゼルエンジン車に用いるモータ駆動式の絞り弁制御装置のギアカバーをはずした斜視図。
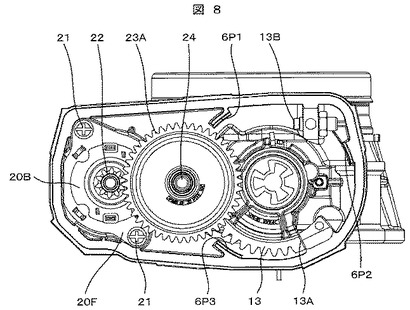
【図8】ディーゼルエンジン車に用いるモータ駆動式の絞り弁制御装置のギア収納室の平面図。
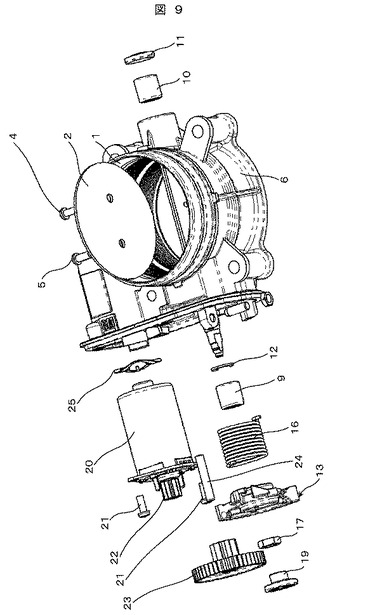
【図9】ディーゼルエンジン車に用いるモータ駆動式の絞り弁制御装置のギア収納室の平面図。
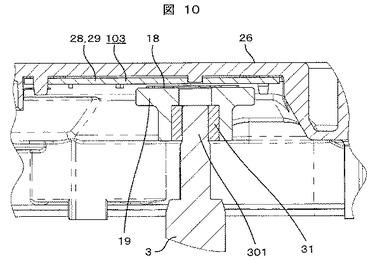
【図10】第2実施例の要部拡大断面図。
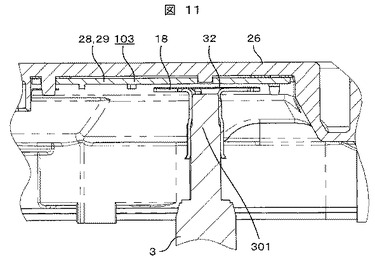
【図11】第3実施例の要部拡大断面図。
【図12】第4実施例を説明するための概念図。
【図13】第5実施例の要部拡大断面図。
【図14】第5実施例;シャフト固定方法の一例の要部拡大断面図。
【図15】第6実施例の要部拡大断面図。
【図16】第6実施例;スロットルギアへの導電体の固定方法の要部拡大図。
【図17】第7実施例の要部断面図。
【図18】第8実施例の要部断面図。
【図19】第9実施例の要部断面図。
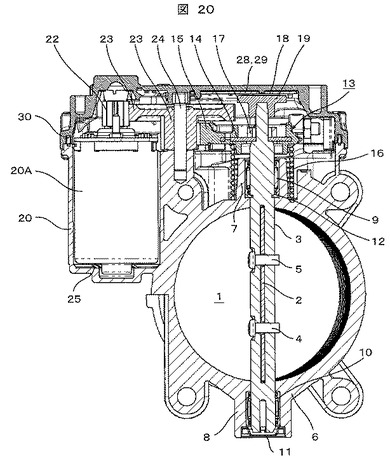
【図20】第10実施例の要部断面図。
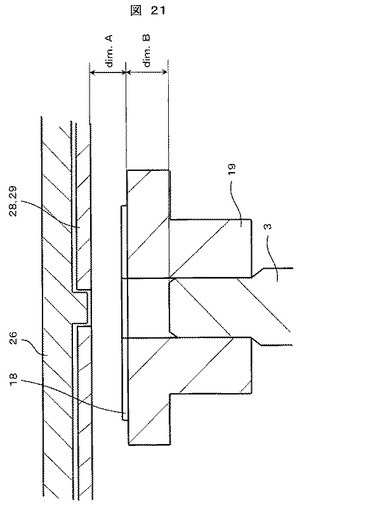
【図21】第3実施例の部材間寸法説明図。
【発明を実施するための形態】
【0016】
以下図面に基づいて本発明の実施例を説明する。
【実施例1】
【0017】
図1〜図3に基づき本発明による回転角度検出装置の一実施例を説明する。
【0018】
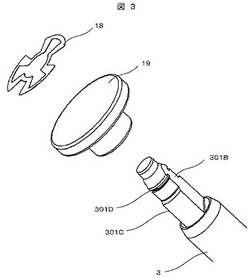
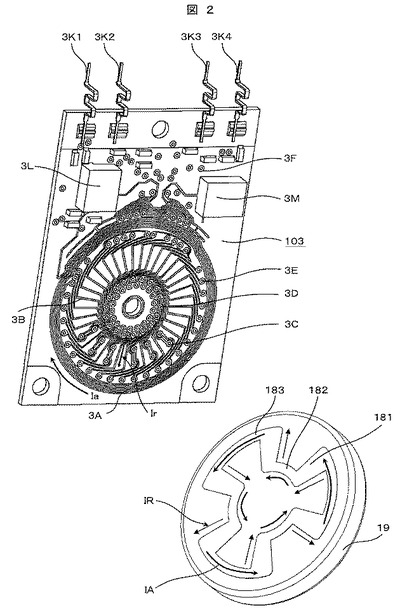
図1,図3に示すように、被回転検出体としての回転軸3の先端303には樹脂ホルダ19の円筒状の部分19Sが回転軸3をインサート部材として、樹脂成型により一体成形されている。
【0019】
樹脂ホルダ19の円筒状の部分19Sの端部には円板部19Pが一体成形により形成されている。円板部19Pの表面には後述する励起導体18が樹脂ホルダ19と回転軸3とが一体成形される際に同時に樹脂ホルダ19と一体成形される。
【0020】
回転軸3の樹脂ホルダ19で樹脂成型された部分の内部には溝301Dが設置されており、樹脂ホルダ19が脱落するのを防止している。また回転軸3には、平面部301B,301Cが設置されており、これらを配置することにより樹脂ホルダ19が回転軸3に対して回転することを防止している。
【0021】
図3に示すように、励起導体18,樹脂ホルダ19を別々に用意して、樹脂ホルダ19の円板部19Pの表面に励起導体18を後付で取付け、その後回転軸3の先端に接着剤を塗布して、樹脂ホルダ19を圧入することもできる。この場合にも、平面部301B,301Cを設置して周り止めする。
【0022】
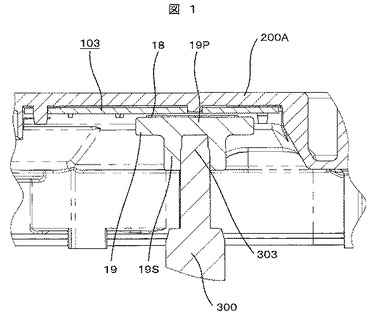
図2に示すように励起導体18は放射状に延びる直線部分181と、互いに隣接する直線部分181の内周側と外周側を接続するように設けられた弧状部分182,183とから構成されている。直線部分181は互いに60度の間隔を置いて6箇所配置されている。
【0023】
センサのケース200Aにはセンサ用回路基板103が接着剤により励起導体18と対面する形で固定される。センサ用回路基板103はセンサのケース200Aに接着された後表面と裏面にコーティング剤を塗布することにより摩耗粉や腐食性ガスから保護される。
【0024】
センサ用回路基板103には励磁導体3A、および信号検出導体3Bが印刷配線により形成されている。
【0025】
センサ用回路基板103には電気端子3K1−3K4の一端がロー付け若しくは溶接によりボンディングされている。電気端子3K1−3K4の他端はセンサのケース200Aに一体に樹脂成形された電気導体に接続されており、この電気導体を介してセンサのケース200Aに一体に樹脂成形されたコネクタ(図示しない)に接続されている。
【0026】
励磁導体3Aは具体的には図2に示すようにセンサ用回路基板103の絶縁基板上に4本印刷されている。またその内側には放射状に延びる信号検出導体3Bが複数本印刷されている。センサ用回路基板103の裏側にもこれと同様の励磁導体3Aおよび信号検出導体3Bが印刷されており、表裏の励磁導体3Aおよび信号検出導体3Bがスルーホール3C−3Fによって繋がっている。
【0027】
この実施例では、120度位相がずれた3相の交流信号が信号検出導体3Bから得られるように構成されている。
【0028】
また、同じ非接触型の回転角検出装置が2組形成され、相互の信号を比較することで、センサの異常を検出したり、異常時には相互にバックアップするよう構成されている。
【0029】
3L,3Mはマイクロコンピュータで、それぞれの非接触型の回転角度検出装置の駆動制御と信号処理機能を有する。
【0030】
端子3K1−3K4は1本が電源端子(例えば3K1)で、1本がグランド端子(例えば3K3)、残りの2本3K2,3K4がそれぞれの角度検出装置の信号出力端子として機能する。信号端子の間にグランド端子を配置することで信号端子同士がショートして両方の信号が同時に異常状態になるのを防ぐことができる。
【0031】
マイクロコンピュータ3L,3Mは電源端子3K1から励磁導体3Aに電流を供給し、信号検出導体3Bに発生する3相の交流電流波形を処理して、励起導体18の回転位置を検出し、結果的に回転軸3の回転角度を検出する。
【0032】
以下実施例の非接触型のインダクタンス式回転角度検出装置の動作について説明する。
【0033】
マイクロコンピュータ3Mは基本的に図2の表裏に形成された第1回転角度検出装置を構成する導体パターン群3A,3Bを制御するものと考えてよい。
【0034】
一方マイクロコンピュータ3Lは基本的に図2の表裏に形成された第2回転角度検出装置を構成する導体パターン群3A,3Bを制御するものと考えてよい。それぞれのコンピュータ3L,3Mは電源端子3K1から励磁導体3Aに直流電流Iaを供給する。
【0035】
励磁導体3Aに直流電流Iaが流れると、この励磁導体3Aに対面する励起導体18の外周弧状導体183に電流Iaと逆向きの電流IAが励起される。この励起された電流IAは、励起導体18全体に矢印の方向に流れる。放射方向導体181に流れる電流IRはこの部分に対面する信号検出導体3Bの放射状導体部に電流IRに対して逆向きの電流Irを誘起する。この電流Irは交流電流となる。
【0036】
放射状に等間隔で配置された表36本,裏36本の信号検出導体3Bによって第1回転角度検出装置用の3組の相(U,V,W層)パターンと、第2回転角度検出装置の3組の相(U,V,W層)パターンとが形成される。
【0037】
交流電流Irは励起導体18が特定の回転位置、例えばスタート位置(回転角度がゼロの位置)のときU,V,W層のそれぞれの層で120度位相がずれた交流電流となる。
【0038】
円板が回転するとこれら3相の交流電流の位相が相互にずれる。マイクロコンピュータ3L,3Mがこの位相のずれを検出し、位相のずれから、励起導体18がどれだけ回転したかを検出する。
【0039】
信号検出導体3Bからマイクロコンピュータ3L,3Mに入力される第1,第2回転角度検出装置信号の2つの信号電流は基本的には同じ値を示す。マイクロコンピュータ3L,3Mはその同じ信号電流を処理して、信号端子3K1−3K4からは互いに傾きが逆で変化量が等しい信号電圧を出力する。この信号は円板の回転角度に比例する信号である。この信号を受け取った外部装置は両信号を監視し、第1,第2回転角度検出装置が正常かどうかを判断する。どちらかが異常を示す場合には、残余の検出装置の信号を制御信号として用いる。
【0040】
以上のように構成された実施例では、コネクタの電気端子に静電気ノイズが加わった場合にも樹脂ホルダが絶縁材で構成されているので、静電気による放電が発生することがなく、放電電流が流れないのでスロットルセンサのマイクロコンピュータが破壊されるという問題が解消される。また、樹脂ホルダは回転軸に樹脂成型されるので、生産性が良い。また、従来のように絶縁基板に励起導体を形成した後、樹脂ホルダに固定していたものに比べ、本実施例では励起導体を樹脂ホルダに直接インサート成形したり、溶着したり、接着したりすることにより、例え樹脂ホルダを別に形成して後から回転軸に圧入する場合であっても、生産性が良く、コストが安価である。
【0041】
次に上記非接触式の回転角度検出装置をディーゼルエンジン用のモータ駆動式絞り弁(スロットル弁)制御装置に適用した例を図4〜図9を参照して具体的に説明する。
【0042】
図4はその主要断面図であり、図5〜図9は詳細構造を説明するための分解斜視図である。
【0043】
以下モータ駆動式の絞り弁制御装置の構成について説明する。
【0044】
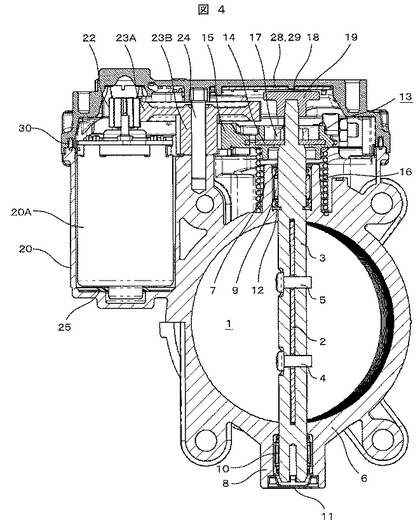
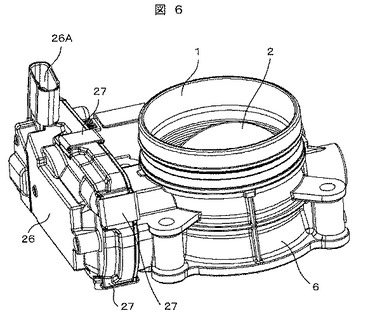
アルミダイキャスト製の絞り弁組体(以下スロットルボディと呼ぶ)6には吸気通路1(以下ボアと呼ぶ)とモータ20収納用のモータハウジング20Aが一緒に成型されている。
【0045】
スロットルボディ6にはボア1の一つの直径線に沿って金属製の回転軸(以下スロットルシャフトと呼ぶ)3が配置されている。スロットルシャフト3の両端はニードルベアリング9,10で回転支持されている。ニードルベアリング9,10はスロットルボディ6に設けた軸受ボス部7,8に圧入固定されている。また、スロットルシャフト3上に設けたスリット部にC型ワッシャ(以下スラストリテーナと呼ぶ)12を挿入後、ニードルベアリング9を圧入することで、スロットルシャフト3の軸方向の可動量を規制している。
【0046】
かくしてスロットルシャフト3はスロットルボディ6に対して回転可能に支持されている。スロットルシャフト3には金属材製の円板で構成される絞り弁(以下スロットル弁と呼ぶ)2がスロットルシャフト3に設けたスリットに差し込まれ、ねじ4,5でスロットルシャフト3に固定されている。
【0047】
かくして、スロットルシャフト3が回転するとスロットル弁2が回転し、結果的に吸気通路の断面積が変化してエンジンへの吸入空気流量が制御される。
【0048】
モータハウジング20Aはスロットルシャフト3とほぼ並行に形成されており、ブラシ式直流モータで構成されるモータ20がモータハウジング20A内に差込まれ、スロットルボディ6の側壁6Aにモータ20のブラケット20Bのフランジ部をねじ21でねじ止めすることで固定されている。また、モータ20の端部にはウェーブワッシャ25が配設されモータ20を保持する。
【0049】
軸受ボス部7,8の開口はニードルベアリング9,10で封止されており、シャフトシール部を構成し、機密を保つよう構成されている。また、軸受ボス部8側の端部はキャップ11で封止されており、スロットルシャフト3の端部およびニードルベアリング10が露出することを防止している。
【0050】
これにより、軸受部からの空気の漏れ、あるいは軸受の潤滑用のグリースが外気中や、後述するセンサ室に漏れ出すのを防止している。
【0051】
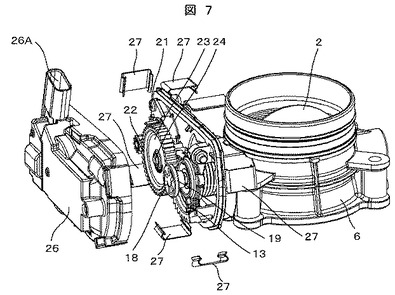
モータ20の回転軸端部には歯数の最も少ない金属製の出力ギア22が固定されている。この出力ギア22が設けられた側のスロットルボディ側面部にはスロットルシャフト3を回転駆動するための減速歯車機構やばね機構が纏めて配置されている。そして、これら機構部は、スロットルボディ6の側面部に固定される樹脂材製のカバー(以下ギアカバーと呼ぶ)26で覆われている。そして、このギアカバー26で覆われた、いわゆるギア収納室に図1乃至図3で説明したインダクタンス式の非接触型回転角度検出装置(以下スロットルセンサと呼ぶ)が設けられ、スロットルシャフト3の回転角度、結果的にはスロットル弁2の開度が検出される。
【0052】
ギアカバー26側のスロットルシャフト3の端部にはスロットルギア13が固定されている。スロットルギア13は金属プレート14と、この金属プレート14に樹脂成形された樹脂材製ギア部15とから構成されている。金属プレート14の中心部にはカップ状の凹部を備えられ、凹部の開放側端部にギア成型用のフランジ部を有する。このフランジ部に樹脂成形によって樹脂材製ギア部15がモールド成型されている。
【0053】
金属プレート14は凹部の中央に孔を有する。スロットルシャフト3の先端部の周囲にはねじ溝が刻まれている。金属プレート14の凹部の孔にスロットルシャフト3の先端を差込み、ねじ部にナット17を螺合することでスロットルシャフト3に金属プレート14を固定する。かくして、金属プレート14及び、そこに成形された樹脂材製ギア部15はスロットルシャフト3と一体に回転する。
【0054】
スロットルギア13の背面とスロットルボディ6の側面との間に弦巻ばねで形成されたリターンスプリング16が挟持されている。
【0055】
リターンスプリング16の片側は軸受ボス部7の周囲を取巻き、その先端がスロットルボディ6に形成された切欠きに係止され、端部は回転方向には回転できないように構成されている。他端は金属プレート14のカップ状部を取巻き、その先端が金属プレート14に形成された孔に係止され、こちらの端部も回転方向には回転できないように構成されている。
【0056】
本実施例はディーゼルの絞り弁制御装置に関するため、スロットル弁2のイニシャル位置、つまりモータ20の電源が切断されているときにスロットル弁2が初期位置として、与えられている開度位置は全開位置である。
【0057】
このため、リターンスプリング16はモータ20が通電されていないときスロットル弁2が全開位置を維持するよう回転方向に予荷重が与えられている。
【0058】
モータ20の回転軸に取付けられた出力ギア22とスロットルシャフト3に固定されたスロットルギア13との間にはスロットルボディ6の側面に圧入固定された金属材製のギアシャフト24に回転可能に支持された中間ギア23が噛み合っている。中間ギア23は出力ギア22と噛み合う大径ギア23Aとスロットルギア13と噛み合う小径ギア23Bとから構成されている。両ギアは樹脂成形により一体に成型される。これらギア22,23A,23B,15は2段の減速歯車機構を構成している。
【0059】
かくして、モータ20の回転はこの減速歯車機構を介してスロットルシャフト3に伝達される。
【0060】
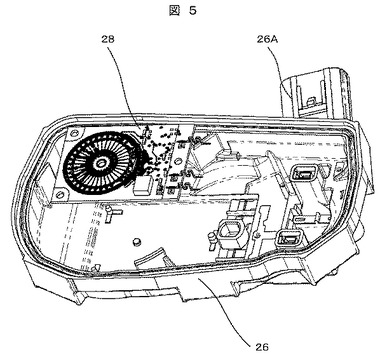
これら減速機構やばね機構は樹脂材製のギアカバー26によって覆われている。ギアカバー26の開口端側周縁にはシール部材30を挿入する溝が形成されており、シール部材30がこの溝に装着された状態で、ギアカバー26をスロットルボディ6に被せると、シール部材30がスロットルボディ6の側面に形成されているギア収納室の周囲のフレームの端面に密着してギア収納室内を外気から遮蔽する。この状態でギアカバー26をスロットルボディ6に6個のクリップ27で固定する。
【0061】
このように構成された減速歯車機構とこれを覆うギアカバーとの間に形成された回転角度検出装置すなわちスロットルセンサについて以下具体的に説明する。
【0062】
スロットルシャフト3のギアカバー側の端部に樹脂ホルダ19が一体成形で固定される。樹脂ホルダ19の先端の平面部にはプレス加工により形成された励起導体18が一体成形により取り付けられる。
【0063】
したがって、モータ20が回転してスロットル弁2が回転すると、励起導体18も一体に回転する。
【0064】
ギアカバー26にはスロットルセンサの励磁導体28と信号検出導体29が励起導体18に対面する位置に固定されている。
【0065】
図8にはギア収納室の平面図が示されている。ギアカバー26が固定されるフレームによってギア収納室は区画されている。フレームの内側にはギアカバー26をクリップ止めするための取り付け部が6箇所見える。6P1−6P3はギアカバー26の位置決め用の壁で、この3箇所の壁にギアカバー26の位置決め突起が係止することで励磁導体28および信号検出導体29が回転側の導体と位置決めされ要求される許容範囲内の信号を出力することができる。全開ストッパ13Aはスロットルギア13のイニシャル位置(つまり、全開位置)を機械的に決めるもので、スロットルボディの側壁に一体に形成された突起で構成されている。
【0066】
この突起にスロットルギア13の切欠き終端部が当接することで、スロットルシャフト3は全開位置を越えて回転できない。
【0067】
全閉ストッパ13Bはスロットルシャフト3の全閉位置を規制するもので、スロットルギア13の反対側の終端が全閉位置において、全閉ストッパ13Bに衝突し、全閉位置以上にスロットルシャフト3が回転するのを阻止する。これにより、スロットルシャフト3の端部に固定した固定側の導体(励起導体18)の回転方向の位置の最大値が決定される。
【0068】
これらストッパの位置における信号検出導体(図2の符号1Cで示されたものに対応する)の出力が全閉,全開値を示す。20Bはモータブラケットを、20Fはモータブラケット20Bのフランジ部を示す。
【0069】
ここで、励起導体18がスロットルシャフト3と電気的に接合する構造をとっている場合、ギアカバーのコネクタ26Aの電気端子に静電気が加わった場合、励起導体18と励磁導体28との間または励起導体18と信号検出導体29の間で放電が起こり、スロットルセンサのマイクロコンピュータが破壊される虞がある。
【0070】
そこで本実施例は前記課題を解決するために、励起導体18とスロットルシャフト3の間に樹脂ホルダ19を配設することにより励起導体18とスロットルシャフト3を絶縁することにより、上記課題を克服できる。
【0071】
また、樹脂ホルダ19をスロットルシャフト3および励起導体18と一体成形で形成することにより小型で安価な電子制御スロットルボディを提供することができる。
【0072】
ここで、樹脂ホルダ19はスロットルシャフト3をスロットルボディ6へ組付けた後に一体成形で形成することにより励起導体18の高さを調整できる。これにより励起導体18と励磁導体28および信号検出導体29との小さなクリアランスが、精度良く調整できるので、高精度の非接触式回転角度検出装置を得ることが可能となる。
【0073】
樹脂ホルダ19への励起導体18の取付けは以下のどの方法を用いてもかまわない。1)プレス加工された励起導体をインサート成形により樹脂ホルダと一体成形、2)プレス加工された励起導体を樹脂ホルダに溶着、3)樹脂ホルダに励起導体を印刷、4)励起導体をプリント基板上に成形した後樹脂ホルダに接着する。
【0074】
なお、樹脂ホルダに溶着する場合熱溶着,振動溶着,レーザ溶着のいずれによっても良い。
【0075】
以上のように構成された実施例では、ギアカバー26のコネクタ26Aの電気端子に静電気ノイズが加わった場合にも樹脂ホルダ19が絶縁材で構成されているので、静電気による放電が発生することがなく、放電電流が流れないのでスロットルセンサのマイクロコンピュータが破壊されるという問題が解消される。また、樹脂ホルダは回転軸に樹脂成型されるので、生産性が良い。また、従来のように絶縁基板に励起導体を形成した後、樹脂ホルダに固定していたものに比べ、本実施例では励起導体を樹脂ホルダに直接インサート成形したり、溶着したり、接着したりすることにより、例え樹脂ホルダを別に形成して後から回転軸に圧入する場合であっても、生産性が良く、コストが安価である。
【実施例2】
【0076】
図10は実施例1に対し、樹脂ホルダ19とスロットルシャフト3との接合を金属製のインサータ31を介して行うものである。
【0077】
樹脂ホルダ19とインサータ31はあらかじめ一体成形されており、スロットルシャフト3がスロットルボディ6に組みつけられた後、インサータ31とスロットルシャフト3が圧入関係になることにより、樹脂ホルダ19はスロットルシャフト3に固定される。また、圧入作業をする際に励起導体18の高さを調整することによって精度の良い非接触式回転角度検出装置を得ることが可能となる。
【実施例3】
【0078】
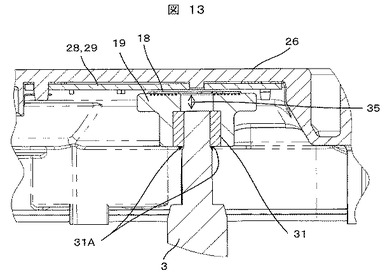
図13は実施例2に対して、樹脂ホルダ19に配設された励起導体18とスロットルシャフト3との距離35を2mm以上離すことにより、励起導体18からスロットルシャフト3への電気的通路を無くしたものである。これにより、励磁導体28に外部から静電気ノイズが流入してきても、励起導体18に誘導電流が流れないので、励起導体18と励磁導体28や信号検出導体29との間で放電が起きることによる、マイクロコンピュータの破壊を防止できる。
【0079】
励起導体18はプレス加工、もしくは、樹脂ホルダに直接印刷、もしくは、プリント基板上に成形される。
【0080】
前記励起導体18と前記樹脂ホルダ19は、一体成形にて固定されるか、もしくは、樹脂ホルダに熱溶着,振動溶着,レーザ溶着等の方法で固定される。
【0081】
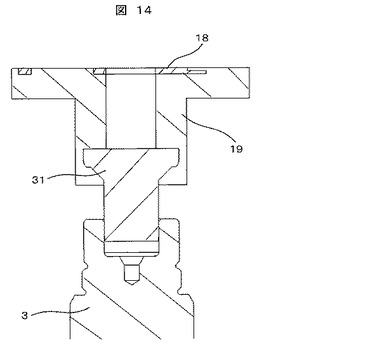
樹脂ホルダ19とインサータ31は一体成形により固定されており、インサータ31とスロットルシャフト3は、スロットルシャフト3をインサータに圧入して固定する、もしくは、溶接によって固定する。あるいは、図14のようにインサータ31を樹脂ホルダ19からの抜け止め構造を有するピン形状とし、スロットルシャフト3に直接圧入して固定、もしくは溶接によって固定する。
【0082】
表1に、励磁導体28に電圧をかけたとき、信号検出導体29の出力電圧(TPS GND,TPS Vref,TPS OUT)が正常値を示すかどうか実験した結果を示す。このときの条件としては、励磁導体28と励起導体18との距離(図21に示すdim.A)は1.2mmで固定し、励起導体18とスロットルシャフト3との距離(図21に示すdim.B)を変化させた。その結果、dim.Bが2mm以上であれば28kVの電圧を励磁導体28にかけても信号検出導体29の出力電圧は正常の範囲内であった。
【0083】
【表1】

【実施例4】
【0084】
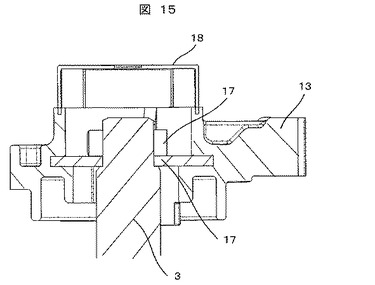
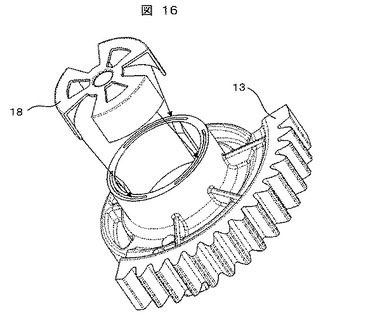
図15は励起導体18をスロットルギア13樹脂部に配設したものの断面図である。
【0085】
励起導体18はプレス加工で成形され、スロットルギア13と接合するための突起部を有している。
【0086】
励起導体18とスロットルギア13は、樹脂製のスロットルギアと一緒に樹脂モールドで接合されるか、もしくは、図16に示すようにスロットルギア13に位置決め用の穴を設けて、その位置決め穴に熱溶着,振動溶着,レーザ溶着等の方法で接合される。
【0087】
図4に示す実施例と同様に金属プレート14は中央に孔を有する。スロットルシャフト3の先端部の周囲にはねじ溝が刻まれている。金属プレート14の孔にスロットルシャフト3の先端を差込み、スロットルシャフト3のねじ部にナット17を螺合することでスロットルシャフト3に金属プレート14を固定する。かくして、金属プレート14及び、そこに成形された樹脂材製ギア部15はスロットルシャフト3と一体に回転する。
【実施例5】
【0088】
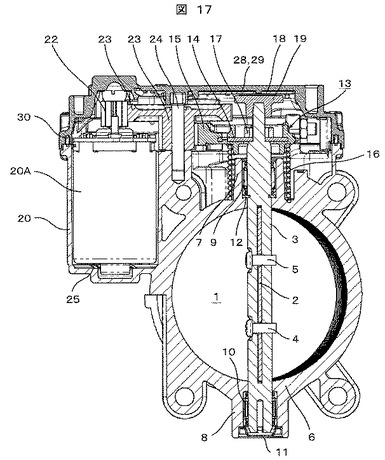
図17はスロットルボディ6を樹脂、もしくはセラミックス化することで、スロットルシャフト3からスロットルボディ6が取り付けられる外部部材への電気的通路をなくしたものである。これにより、励磁導体28に外部から静電気ノイズが流入してきても、励起導体18に誘導電流が流れないので、励起導体18と信号検出導体29の間で放電が起きることによる、マイクロコンピュータの破壊を防止できる。
【実施例6】
【0089】
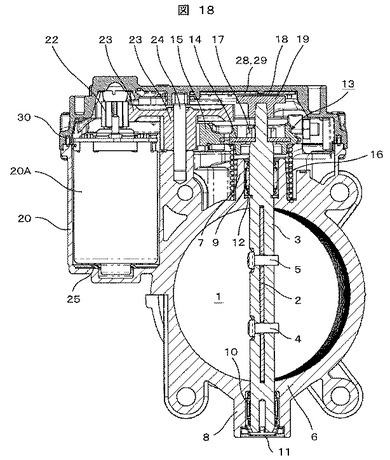
図18はスロットルシャフト3を樹脂、もしくはセラミックコーティングすることで、励起導体18からスロットルボディ6への電気的通路をなくしたものである。これにより、励磁導体28に外部から静電気ノイズが流入してきても、励起導体18に誘導電流が流れないので、励起導体18と信号検出導体29の間で放電が起きることによる、マイクロコンピュータの破壊を防止できる。
【実施例7】
【0090】
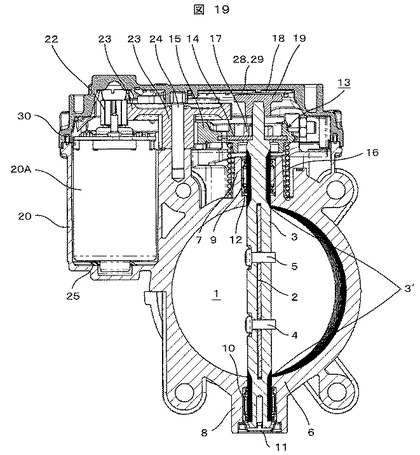
図19はスロットルシャフト3の一部(ニードルベアリング9,10,スラストリテーナ12との接触部分)を樹脂、もしくはセラミックコーティングすることで、励起導体18からスロットルボディ6への電気的通路をなくしたものである。これにより、励磁導体28に外部から静電気ノイズが流入してきても、励起導体18に誘導電流が流れないので、励起導体18と信号検出導体29の間で放電が起きることによる、マイクロコンピュータの破壊を防止できる。
【実施例8】
【0091】
図20はニードルベアリング9,10とスラストリテーナ12を樹脂、もしくはセラミックコーティングすることで、スロットルシャフト3からスロットルボディ6への電気的通路をなくしたものである。これにより、励磁導体28に外部から静電気ノイズが流入してきても、励起導体18に誘導電流が流れないので、励起導体18と信号検出導体29の間で放電が起きることによる、マイクロコンピュータの破壊を防止できる。また、ニードルベアリング9,10にボールベアリングを使用することで、スロットルシャフトのスラスト方向位置規制機能を有するスラストリテーナ12を廃止することもできる。
【実施例9】
【0092】
図11は励起導体18と励磁導体28,信号検出導体29との間に絶縁体32を配設したものである。
【0093】
絶縁体32を配設することにより、励起導体18と励磁導体28,信号検出導体29を絶縁することにより、静電気ノイズにより励起導体18と励磁導体28との間または励起導体18と信号検出導体29の間で放電が起こりマイクロコンピュータが破壊されることを防止できる。
【実施例10】
【0094】
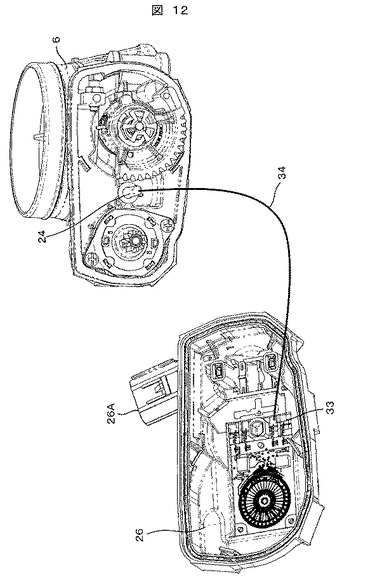
図12はギアカバー26のグランドターミナル33とギアシャフト24を導体34で接続するものである。導体34は導線でも良く、ばねのような金属性の導体でも良い。また導体の中にコンデンサのような静電容量を備えた部材を組み込んでも良い。
【0095】
上記のような構造を採用することで、ギアカバーのコネクタ部に静電気ノイズが加わった場合でもグランドターミナル33から導体34,ギアシャフト24を介し、スロットルボディ6へと電流が流れる経路ができ、静電気ノイズにより励起導体18と励磁導体28との間または励起導体18と信号検出導体29の間で放電が起こりマイクロコンピュータが破壊されることを防止できる。
【0096】
以下に本実施例に記載した実施の態様をまとめると以下の通りである。
【0097】
実施の態様1
請求項12に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸に圧入することによって、もしくは圧入されることによって、固定された
回転角度検出装置。
【0098】
実施の態様2
実施の態様1に記載したものにおいて、
前記樹脂ホルダに回転体の回転軸と圧入関係を成立させるための金属性部材が一体成形された
回転角度検出装置。
【0099】
実施の態様3
請求項12に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸に振動溶着により接合された
回転角度検出装置。
【0100】
実施の態様4
請求項12に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸に溶接されることにより接合された
回転角度検出装置。
【0101】
実施の態様5
請求項12に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸にネジ止めにより接合された
回転角度検出装置。
【0102】
実施の態様6
請求項1に記載したものにおいて、
前記励起導体部は、回転体の回転軸と一体となって回転する駆動力伝達用ギアに配設された
回転角度検出装置。
【0103】
実施の態様7
実施の態様6に記載したものにおいて、
前記励起導体部はプレス加工により成形された
回転角度検出装置。
【0104】
実施の態様8
実施の態様7に記載したものにおいて、
前記励起導体部は前記駆動力伝達用ギアに一体成形された
回転角度検出装置。
【0105】
実施の態様9
実施の態様7に記載したものにおいて、
前記励起導体部は、前記駆動力伝達用ギアに熱溶着された
回転角度検出装置。
【0106】
実施の態様10
実施の態様7に記載したものにおいて、
前記励起導体部は前記駆動力伝達用ギアに振動溶着された
回転角度検出装置。
【0107】
実施の態様11
実施の態様7に記載したものにおいて、
前記励起導体部はプレス加工により成形され、前記駆動力伝達用ギアにレーザ溶着された
回転角度検出装置。
【0108】
実施の態様12
請求項1に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸はハウジングに固定されている。このハウジングが、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0109】
実施の態様13
請求項1に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸はハウジングに固定されている。この前記ハウジングの一部が、前記励磁導体部の電源コネクタから前記回転角検出装置がとりつけられる外部部材間の電気的通路を無くすように、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0110】
実施の態様14
請求項1に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸は樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0111】
実施の態様15
請求項1に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸の一部が、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0112】
実施の態様16
請求項1に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体になって回転するように配設され、前記回転軸は軸受部によって、ハウジング部に取付けられた
回転角度検出装置。
【0113】
実施の態様17
実施の態様16に記載したものにおいて、
前記軸受部は、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0114】
実施の態様18
実施の態様16に記載したものにおいて、
前記軸受部の一部が、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0115】
実施の態様19
請求項1に記載したものにおいて、
前記励起導体部と前記励磁導体部の間に放電防止用の絶縁層が形成された
回転角度検出装置。
【0116】
実施の態様20
実施の態様19に記載したものにおいて、
前記絶縁層は前記励起導体部上に配設された
回転角度検出装置。
【0117】
実施の態様21
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励磁導体部の電源コネクタのグランド配線を前記回転角検出装置の外部部材と電気的に接続した
回転角度検出装置。
【0118】
実施の態様22
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励起導体部は回転体の回転軸と一体成形された樹脂部に配設される
回転角度検出装置。
【0119】
実施の態様23
実施の態様22に記載したものにおいて、
前記励起導体部はプレス加工により成形され回転軸と一体成形される樹脂部に一体成形された
回転角度検出装置。
【0120】
実施の態様24
実施の態様22に記載したものにおいて、
前記励起導体部は回転軸と一体成形される樹脂部に印刷することにより形成された
回転角度検出装置。
【0121】
実施の態様25
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励起導体部は樹脂製のホルダに配設され前記樹脂ホルダは回転体の回転軸に振動溶着により接合された
回転角度検出装置。
【0122】
実施の態様26
実施の態様25に記載したものにおいて、
前記励起導体部はプレス加工により成形され前記樹脂ホルダに一体成形された
回転角度検出装置。
【0123】
実施の態様27
実施の態様25に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに印刷することにより形成された
回転角度検出装置。
【0124】
実施の態様28
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励起導体部は樹脂製のホルダに配設され前記樹脂ホルダは回転体の回転軸と圧入関係により接合された
回転角度検出装置。
【0125】
実施の態様29
実施の態様28に記載したものにおいて、
前記樹脂ホルダには回転体の回転軸と圧入関係を成立させるための金属性部材が一体成形される
回転角度検出装置。
【0126】
実施の態様30
実施の態様28に記載したものにおいて、
前記励起導体部はプレス加工により成形され前記樹脂ホルダに一体成形された
回転角度検出装置。
【0127】
実施の態様31
実施の態様28に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに印刷することにより形成された
回転角度検出装置。
【0128】
実施の態様32
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励起導体部は樹脂製のホルダに配設され、前記樹脂ホルダは回転体の回転軸と一体となって回転するように固定され、前記励起導体部と前記回転体の回転軸に接合している導電体とが2mm以上離れて配設された
回転角度検出装置。
【0129】
実施の態様33
実施の態様32に記載したものにおいて、
前記励起導体部はプレス加工にて成形された
回転角度検出装置。
【0130】
実施の態様34
実施の態様33に記載したものにおいて、
前記励起導体部は樹脂ホルダと一体成形された
回転角度検出装置。
【0131】
実施の態様35
実施の態様33に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに溶着された
回転角度検出装置。
【0132】
実施の態様36
実施の態様32に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに印刷されることにより形成された
回転角度検出装置。
【0133】
実施の態様37
実施の態様32に記載したものにおいて、
前記励起導体部はプリント基板上に形成された
回転角度検出装置。
【0134】
実施の態様38
実施の態様37に記載したものにおいて、
前記励起導体部は樹脂ホルダと一体成形された
回転角度検出装置。
【0135】
実施の態様39
実施の態様37に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに溶着された
回転角度検出装置。
【0136】
実施の態様40
実施の態様32に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸に圧入することによって、もしくは圧入されることによって、固定された
回転角度検出装置。
【0137】
実施の態様41
実施の態様40に記載したものにおいて、
前記樹脂ホルダに回転体の回転軸と圧入関係を成立させるための金属性部材が一体成形された
回転角度検出装置。
【0138】
実施の態様42
実施の態様32に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸に振動溶着により接合された
回転角度検出装置。
【0139】
実施の態様43
実施の態様32に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸に溶接されることにより接合された
回転角度検出装置。
【0140】
実施の態様44
実施の態様32に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸にネジ止めにより接合された
回転角度検出装置。
【0141】
実施の態様45
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励起導体部は、回転体の回転軸と一体となって回転する駆動力伝達用ギアに配設された
回転角度検出装置。
【0142】
実施の態様46
実施の態様45に記載したものにおいて、
前記励起導体部はプレス加工により成形された
回転角度検出装置。
【0143】
実施の態様47
実施の態様46に記載したものにおいて、
前記励起導体部は前記駆動力伝達用ギアに一体成形された
回転角度検出装置。
【0144】
実施の態様48
実施の態様46に記載したものにおいて、
前記励起導体部は、前記駆動力伝達用ギアに熱溶着された
回転角度検出装置。
【0145】
実施の態様49
実施の態様46に記載したものにおいて、
前記励起導体部は前記駆動力伝達用ギアに振動溶着された
回転角度検出装置。
【0146】
実施の態様50
実施の態様46に記載したものにおいて、
前記励起導体部はプレス加工により成形され、前記駆動力伝達用ギアにレーザ溶着された
回転角度検出装置。
【0147】
実施の態様51
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸はハウジングに固定されている。このハウジングが、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0148】
実施の態様52
実施の態様51に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸はハウジングに固定されている。この前記ハウジングの一部が、前記励磁導体部の電源コネクタから前記回転角検出装置がとりつけられる外部部材間の電気的通路を無くすように、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0149】
実施の態様53
実施の態様51に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸は樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0150】
実施の態様54
実施の態様51に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸の一部が、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0151】
実施の態様55
実施の態様51に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体になって回転するように配設され、前記回転軸は軸受部によって、ハウジング部に取付けられた
回転角度検出装置。
【0152】
実施の態様56
実施の態様55に記載したものにおいて、
前記軸受部は、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0153】
実施の態様57
実施の態様55に記載したものにおいて、
前記軸受部の一部が、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0154】
実施の態様58
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励起導体部と前記励磁導体部の間に放電防止用の絶縁層が形成された
回転角度検出装置。
【0155】
実施の態様59
実施の態様58に記載したものにおいて、
前記絶縁層は前記励起導体部上に配設された
回転角度検出装置。
【産業上の利用可能性】
【0156】
実施例は、ディーゼルエンジン車用モータ駆動式の絞り弁制御装置(モータ駆動式の絞り弁制御装置)にインダクタンス式の非接触型回転角検出装置を搭載したものについて説明したが、ガソリンエンジン車用のモータ駆動式の絞り弁制御装置にも適用できる。
【0157】
さらに、回転角度検出センサとして、例えば、アクセルの回転角度を検出するセンサにも適用できる。
【0158】
ターボチャージャの可動翼制御用アクチュエータの回転角度検出装置にも適用できる。
【0159】
自動変速機のギアシフトアクチュエータの回転角度検出装置にも適用できる。
【0160】
2駆,4駆切り替えアクチュエータの回転角度検出装置にも適用できる。
【符号の説明】
【0161】
1 ボア
2 スロットル弁
3 スロットルシャフト
4,5,21 ねじ
6 スロットルボディ
7,8 軸受ボス部
9,10 ニールドベアリング
11 キャップ
12 スラストリテーナ
13 スロットルギア
14 金属プレート
15 樹脂材製ギア部
16 リターンスプリング
17 ナット
18 励起導体
19 樹脂ホルダ
20 モータ
22 出力ギア
23 中間ギア
24 ギアシャフト
25 ウェーブワッシャ
26 ギアカバー
27 クリップ
28 励磁導体
29 信号検出導体
30 シール部材
31 インサータ
32 絶縁体
33 グランドターミナル
34 導体
35 励起導体18とスロットルシャフト3との距離
【技術分野】
【0001】
本発明は、回転体の回転軸に取付けられた導体とこれに対面する固定子に取付けたコイル導体との間のインダクタンスが両者の位置関係に応じて変化することを利用して、回転する導体の回転位置を検出する回転角度検出装置に関する。
【0002】
また、モータによって駆動される絞り弁で内燃機関の空気通路の開口面積を電気的に制御するモータ駆動式の絞り弁制御装置であって、絞り弁の回転角度を検出するために上記した回転角度検出装置を備えたものに関する。
【背景技術】
【0003】
インダクタンスの変化によって回転体の位置あるいは回転角度を検出する、いわゆる非接触式の回転角度検出装置としては、特開2008−96231号公報に記載したものが知られている。
【0004】
上記の回転角度検出装置は、被回転検出体の先端にカップ状のホルダが取付けられており、ホルダの先端面には絶縁材製の円板が固定され、円板の表面に励起導体が印刷されている。
【0005】
また、モータ駆動式の絞り弁制御装置の回転角度検出装置としてこの種の回転角度検出装置を用いることが提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−96231号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記従来技術では、励起導体が印刷された絶縁材製の円盤,励起導体を保持するホルダ,ホルダを被回転検出体と固定するための金属製インサータ(スロットルシャフトとの固定)という3つの部品から構成されている。さらに、励起導体が印刷された絶縁材製の円盤およびそれを保持するホルダは接着剤によって結合されており、部品点数が多く、組立工程が多いという問題があった。
【0008】
また、励起導体に円筒状圧入部と平面状嵌め合い部を軸方向に連続的に一体で構成し、回転軸の先端には円筒状部と平面部を連続的に一体で配置し、励起導体の平面状嵌め合い部と回転軸の平面部を勘合させて、励起導体の円筒状圧入部を回転軸先端の円筒状部に直接固定するという構造の簡素化の提案もあるが、本構造をとった場合、ギアカバーのコネクタ側から静電気ノイズが加わった場合、励起導体と励磁導体との間または励磁導体と信号検出導体の間で放電が起こり、スロットルセンサのマイクロコンピュータが破壊されるという問題があった。
【課題を解決するための手段】
【0009】
本発明は上記課題を解決するために、被回転検出体(実施例では絞り弁軸)の先端部に絶縁材製部分を設け、当該絶縁材製部分に励起導体を直接取付けたものである。
【0010】
また、被回転検出体(実施例では絞り弁軸)を絶縁材製の軸とし、励起導体を絶縁材製の軸に直接固定しても良い。
【0011】
また、被回転検出体(実施例では絞り弁軸)を支持するハウジングを絶縁材製のハウジングとし、励起導体を被回転検出体(実施例では絞り弁軸)に直接固定しても良い。
【0012】
また、被回転検出体(実施例では絞り弁軸)を支持する軸受を絶縁材製の部材で構成し、励起導体を被回転検出体(実施例では絞り弁軸)に直接固定しても良い。
【0013】
また、励磁導体と信号検出導体と励起導体の間に絶縁性の部材、または層を配置する手法を提案する。
【発明の効果】
【0014】
本発明のような構造を採用することで静電気ノイズに影響されることのない信頼性の高いインダクタンス式の非接触式回転角度検出装置を備えたモータ駆動式の絞り弁制御装置が得られる。
【図面の簡単な説明】
【0015】
【図1】インダクタンス式の非接触型回転角度検出装置の要部拡大断面図。
【図2】インダクタンス式の非接触型回転角度検出装置の主要部品斜視図。
【図3】インダクタンス式の非接触型回転角度検出装置の回転軸,導電対の分解斜視図。
【図4】ディーゼルエンジン車に用いるモータ駆動式の絞り弁制御装置の断面図。
【図5】ディーゼルエンジン車に用いるモータ駆動式の絞り弁制御装置のギアカバーの分解斜視図。
【図6】ディーゼルエンジン車に用いるモータ駆動式の絞り弁制御装置の外観斜視図。
【図7】ディーゼルエンジン車に用いるモータ駆動式の絞り弁制御装置のギアカバーをはずした斜視図。
【図8】ディーゼルエンジン車に用いるモータ駆動式の絞り弁制御装置のギア収納室の平面図。
【図9】ディーゼルエンジン車に用いるモータ駆動式の絞り弁制御装置のギア収納室の平面図。
【図10】第2実施例の要部拡大断面図。
【図11】第3実施例の要部拡大断面図。
【図12】第4実施例を説明するための概念図。
【図13】第5実施例の要部拡大断面図。
【図14】第5実施例;シャフト固定方法の一例の要部拡大断面図。
【図15】第6実施例の要部拡大断面図。
【図16】第6実施例;スロットルギアへの導電体の固定方法の要部拡大図。
【図17】第7実施例の要部断面図。
【図18】第8実施例の要部断面図。
【図19】第9実施例の要部断面図。
【図20】第10実施例の要部断面図。
【図21】第3実施例の部材間寸法説明図。
【発明を実施するための形態】
【0016】
以下図面に基づいて本発明の実施例を説明する。
【実施例1】
【0017】
図1〜図3に基づき本発明による回転角度検出装置の一実施例を説明する。
【0018】
図1,図3に示すように、被回転検出体としての回転軸3の先端303には樹脂ホルダ19の円筒状の部分19Sが回転軸3をインサート部材として、樹脂成型により一体成形されている。
【0019】
樹脂ホルダ19の円筒状の部分19Sの端部には円板部19Pが一体成形により形成されている。円板部19Pの表面には後述する励起導体18が樹脂ホルダ19と回転軸3とが一体成形される際に同時に樹脂ホルダ19と一体成形される。
【0020】
回転軸3の樹脂ホルダ19で樹脂成型された部分の内部には溝301Dが設置されており、樹脂ホルダ19が脱落するのを防止している。また回転軸3には、平面部301B,301Cが設置されており、これらを配置することにより樹脂ホルダ19が回転軸3に対して回転することを防止している。
【0021】
図3に示すように、励起導体18,樹脂ホルダ19を別々に用意して、樹脂ホルダ19の円板部19Pの表面に励起導体18を後付で取付け、その後回転軸3の先端に接着剤を塗布して、樹脂ホルダ19を圧入することもできる。この場合にも、平面部301B,301Cを設置して周り止めする。
【0022】
図2に示すように励起導体18は放射状に延びる直線部分181と、互いに隣接する直線部分181の内周側と外周側を接続するように設けられた弧状部分182,183とから構成されている。直線部分181は互いに60度の間隔を置いて6箇所配置されている。
【0023】
センサのケース200Aにはセンサ用回路基板103が接着剤により励起導体18と対面する形で固定される。センサ用回路基板103はセンサのケース200Aに接着された後表面と裏面にコーティング剤を塗布することにより摩耗粉や腐食性ガスから保護される。
【0024】
センサ用回路基板103には励磁導体3A、および信号検出導体3Bが印刷配線により形成されている。
【0025】
センサ用回路基板103には電気端子3K1−3K4の一端がロー付け若しくは溶接によりボンディングされている。電気端子3K1−3K4の他端はセンサのケース200Aに一体に樹脂成形された電気導体に接続されており、この電気導体を介してセンサのケース200Aに一体に樹脂成形されたコネクタ(図示しない)に接続されている。
【0026】
励磁導体3Aは具体的には図2に示すようにセンサ用回路基板103の絶縁基板上に4本印刷されている。またその内側には放射状に延びる信号検出導体3Bが複数本印刷されている。センサ用回路基板103の裏側にもこれと同様の励磁導体3Aおよび信号検出導体3Bが印刷されており、表裏の励磁導体3Aおよび信号検出導体3Bがスルーホール3C−3Fによって繋がっている。
【0027】
この実施例では、120度位相がずれた3相の交流信号が信号検出導体3Bから得られるように構成されている。
【0028】
また、同じ非接触型の回転角検出装置が2組形成され、相互の信号を比較することで、センサの異常を検出したり、異常時には相互にバックアップするよう構成されている。
【0029】
3L,3Mはマイクロコンピュータで、それぞれの非接触型の回転角度検出装置の駆動制御と信号処理機能を有する。
【0030】
端子3K1−3K4は1本が電源端子(例えば3K1)で、1本がグランド端子(例えば3K3)、残りの2本3K2,3K4がそれぞれの角度検出装置の信号出力端子として機能する。信号端子の間にグランド端子を配置することで信号端子同士がショートして両方の信号が同時に異常状態になるのを防ぐことができる。
【0031】
マイクロコンピュータ3L,3Mは電源端子3K1から励磁導体3Aに電流を供給し、信号検出導体3Bに発生する3相の交流電流波形を処理して、励起導体18の回転位置を検出し、結果的に回転軸3の回転角度を検出する。
【0032】
以下実施例の非接触型のインダクタンス式回転角度検出装置の動作について説明する。
【0033】
マイクロコンピュータ3Mは基本的に図2の表裏に形成された第1回転角度検出装置を構成する導体パターン群3A,3Bを制御するものと考えてよい。
【0034】
一方マイクロコンピュータ3Lは基本的に図2の表裏に形成された第2回転角度検出装置を構成する導体パターン群3A,3Bを制御するものと考えてよい。それぞれのコンピュータ3L,3Mは電源端子3K1から励磁導体3Aに直流電流Iaを供給する。
【0035】
励磁導体3Aに直流電流Iaが流れると、この励磁導体3Aに対面する励起導体18の外周弧状導体183に電流Iaと逆向きの電流IAが励起される。この励起された電流IAは、励起導体18全体に矢印の方向に流れる。放射方向導体181に流れる電流IRはこの部分に対面する信号検出導体3Bの放射状導体部に電流IRに対して逆向きの電流Irを誘起する。この電流Irは交流電流となる。
【0036】
放射状に等間隔で配置された表36本,裏36本の信号検出導体3Bによって第1回転角度検出装置用の3組の相(U,V,W層)パターンと、第2回転角度検出装置の3組の相(U,V,W層)パターンとが形成される。
【0037】
交流電流Irは励起導体18が特定の回転位置、例えばスタート位置(回転角度がゼロの位置)のときU,V,W層のそれぞれの層で120度位相がずれた交流電流となる。
【0038】
円板が回転するとこれら3相の交流電流の位相が相互にずれる。マイクロコンピュータ3L,3Mがこの位相のずれを検出し、位相のずれから、励起導体18がどれだけ回転したかを検出する。
【0039】
信号検出導体3Bからマイクロコンピュータ3L,3Mに入力される第1,第2回転角度検出装置信号の2つの信号電流は基本的には同じ値を示す。マイクロコンピュータ3L,3Mはその同じ信号電流を処理して、信号端子3K1−3K4からは互いに傾きが逆で変化量が等しい信号電圧を出力する。この信号は円板の回転角度に比例する信号である。この信号を受け取った外部装置は両信号を監視し、第1,第2回転角度検出装置が正常かどうかを判断する。どちらかが異常を示す場合には、残余の検出装置の信号を制御信号として用いる。
【0040】
以上のように構成された実施例では、コネクタの電気端子に静電気ノイズが加わった場合にも樹脂ホルダが絶縁材で構成されているので、静電気による放電が発生することがなく、放電電流が流れないのでスロットルセンサのマイクロコンピュータが破壊されるという問題が解消される。また、樹脂ホルダは回転軸に樹脂成型されるので、生産性が良い。また、従来のように絶縁基板に励起導体を形成した後、樹脂ホルダに固定していたものに比べ、本実施例では励起導体を樹脂ホルダに直接インサート成形したり、溶着したり、接着したりすることにより、例え樹脂ホルダを別に形成して後から回転軸に圧入する場合であっても、生産性が良く、コストが安価である。
【0041】
次に上記非接触式の回転角度検出装置をディーゼルエンジン用のモータ駆動式絞り弁(スロットル弁)制御装置に適用した例を図4〜図9を参照して具体的に説明する。
【0042】
図4はその主要断面図であり、図5〜図9は詳細構造を説明するための分解斜視図である。
【0043】
以下モータ駆動式の絞り弁制御装置の構成について説明する。
【0044】
アルミダイキャスト製の絞り弁組体(以下スロットルボディと呼ぶ)6には吸気通路1(以下ボアと呼ぶ)とモータ20収納用のモータハウジング20Aが一緒に成型されている。
【0045】
スロットルボディ6にはボア1の一つの直径線に沿って金属製の回転軸(以下スロットルシャフトと呼ぶ)3が配置されている。スロットルシャフト3の両端はニードルベアリング9,10で回転支持されている。ニードルベアリング9,10はスロットルボディ6に設けた軸受ボス部7,8に圧入固定されている。また、スロットルシャフト3上に設けたスリット部にC型ワッシャ(以下スラストリテーナと呼ぶ)12を挿入後、ニードルベアリング9を圧入することで、スロットルシャフト3の軸方向の可動量を規制している。
【0046】
かくしてスロットルシャフト3はスロットルボディ6に対して回転可能に支持されている。スロットルシャフト3には金属材製の円板で構成される絞り弁(以下スロットル弁と呼ぶ)2がスロットルシャフト3に設けたスリットに差し込まれ、ねじ4,5でスロットルシャフト3に固定されている。
【0047】
かくして、スロットルシャフト3が回転するとスロットル弁2が回転し、結果的に吸気通路の断面積が変化してエンジンへの吸入空気流量が制御される。
【0048】
モータハウジング20Aはスロットルシャフト3とほぼ並行に形成されており、ブラシ式直流モータで構成されるモータ20がモータハウジング20A内に差込まれ、スロットルボディ6の側壁6Aにモータ20のブラケット20Bのフランジ部をねじ21でねじ止めすることで固定されている。また、モータ20の端部にはウェーブワッシャ25が配設されモータ20を保持する。
【0049】
軸受ボス部7,8の開口はニードルベアリング9,10で封止されており、シャフトシール部を構成し、機密を保つよう構成されている。また、軸受ボス部8側の端部はキャップ11で封止されており、スロットルシャフト3の端部およびニードルベアリング10が露出することを防止している。
【0050】
これにより、軸受部からの空気の漏れ、あるいは軸受の潤滑用のグリースが外気中や、後述するセンサ室に漏れ出すのを防止している。
【0051】
モータ20の回転軸端部には歯数の最も少ない金属製の出力ギア22が固定されている。この出力ギア22が設けられた側のスロットルボディ側面部にはスロットルシャフト3を回転駆動するための減速歯車機構やばね機構が纏めて配置されている。そして、これら機構部は、スロットルボディ6の側面部に固定される樹脂材製のカバー(以下ギアカバーと呼ぶ)26で覆われている。そして、このギアカバー26で覆われた、いわゆるギア収納室に図1乃至図3で説明したインダクタンス式の非接触型回転角度検出装置(以下スロットルセンサと呼ぶ)が設けられ、スロットルシャフト3の回転角度、結果的にはスロットル弁2の開度が検出される。
【0052】
ギアカバー26側のスロットルシャフト3の端部にはスロットルギア13が固定されている。スロットルギア13は金属プレート14と、この金属プレート14に樹脂成形された樹脂材製ギア部15とから構成されている。金属プレート14の中心部にはカップ状の凹部を備えられ、凹部の開放側端部にギア成型用のフランジ部を有する。このフランジ部に樹脂成形によって樹脂材製ギア部15がモールド成型されている。
【0053】
金属プレート14は凹部の中央に孔を有する。スロットルシャフト3の先端部の周囲にはねじ溝が刻まれている。金属プレート14の凹部の孔にスロットルシャフト3の先端を差込み、ねじ部にナット17を螺合することでスロットルシャフト3に金属プレート14を固定する。かくして、金属プレート14及び、そこに成形された樹脂材製ギア部15はスロットルシャフト3と一体に回転する。
【0054】
スロットルギア13の背面とスロットルボディ6の側面との間に弦巻ばねで形成されたリターンスプリング16が挟持されている。
【0055】
リターンスプリング16の片側は軸受ボス部7の周囲を取巻き、その先端がスロットルボディ6に形成された切欠きに係止され、端部は回転方向には回転できないように構成されている。他端は金属プレート14のカップ状部を取巻き、その先端が金属プレート14に形成された孔に係止され、こちらの端部も回転方向には回転できないように構成されている。
【0056】
本実施例はディーゼルの絞り弁制御装置に関するため、スロットル弁2のイニシャル位置、つまりモータ20の電源が切断されているときにスロットル弁2が初期位置として、与えられている開度位置は全開位置である。
【0057】
このため、リターンスプリング16はモータ20が通電されていないときスロットル弁2が全開位置を維持するよう回転方向に予荷重が与えられている。
【0058】
モータ20の回転軸に取付けられた出力ギア22とスロットルシャフト3に固定されたスロットルギア13との間にはスロットルボディ6の側面に圧入固定された金属材製のギアシャフト24に回転可能に支持された中間ギア23が噛み合っている。中間ギア23は出力ギア22と噛み合う大径ギア23Aとスロットルギア13と噛み合う小径ギア23Bとから構成されている。両ギアは樹脂成形により一体に成型される。これらギア22,23A,23B,15は2段の減速歯車機構を構成している。
【0059】
かくして、モータ20の回転はこの減速歯車機構を介してスロットルシャフト3に伝達される。
【0060】
これら減速機構やばね機構は樹脂材製のギアカバー26によって覆われている。ギアカバー26の開口端側周縁にはシール部材30を挿入する溝が形成されており、シール部材30がこの溝に装着された状態で、ギアカバー26をスロットルボディ6に被せると、シール部材30がスロットルボディ6の側面に形成されているギア収納室の周囲のフレームの端面に密着してギア収納室内を外気から遮蔽する。この状態でギアカバー26をスロットルボディ6に6個のクリップ27で固定する。
【0061】
このように構成された減速歯車機構とこれを覆うギアカバーとの間に形成された回転角度検出装置すなわちスロットルセンサについて以下具体的に説明する。
【0062】
スロットルシャフト3のギアカバー側の端部に樹脂ホルダ19が一体成形で固定される。樹脂ホルダ19の先端の平面部にはプレス加工により形成された励起導体18が一体成形により取り付けられる。
【0063】
したがって、モータ20が回転してスロットル弁2が回転すると、励起導体18も一体に回転する。
【0064】
ギアカバー26にはスロットルセンサの励磁導体28と信号検出導体29が励起導体18に対面する位置に固定されている。
【0065】
図8にはギア収納室の平面図が示されている。ギアカバー26が固定されるフレームによってギア収納室は区画されている。フレームの内側にはギアカバー26をクリップ止めするための取り付け部が6箇所見える。6P1−6P3はギアカバー26の位置決め用の壁で、この3箇所の壁にギアカバー26の位置決め突起が係止することで励磁導体28および信号検出導体29が回転側の導体と位置決めされ要求される許容範囲内の信号を出力することができる。全開ストッパ13Aはスロットルギア13のイニシャル位置(つまり、全開位置)を機械的に決めるもので、スロットルボディの側壁に一体に形成された突起で構成されている。
【0066】
この突起にスロットルギア13の切欠き終端部が当接することで、スロットルシャフト3は全開位置を越えて回転できない。
【0067】
全閉ストッパ13Bはスロットルシャフト3の全閉位置を規制するもので、スロットルギア13の反対側の終端が全閉位置において、全閉ストッパ13Bに衝突し、全閉位置以上にスロットルシャフト3が回転するのを阻止する。これにより、スロットルシャフト3の端部に固定した固定側の導体(励起導体18)の回転方向の位置の最大値が決定される。
【0068】
これらストッパの位置における信号検出導体(図2の符号1Cで示されたものに対応する)の出力が全閉,全開値を示す。20Bはモータブラケットを、20Fはモータブラケット20Bのフランジ部を示す。
【0069】
ここで、励起導体18がスロットルシャフト3と電気的に接合する構造をとっている場合、ギアカバーのコネクタ26Aの電気端子に静電気が加わった場合、励起導体18と励磁導体28との間または励起導体18と信号検出導体29の間で放電が起こり、スロットルセンサのマイクロコンピュータが破壊される虞がある。
【0070】
そこで本実施例は前記課題を解決するために、励起導体18とスロットルシャフト3の間に樹脂ホルダ19を配設することにより励起導体18とスロットルシャフト3を絶縁することにより、上記課題を克服できる。
【0071】
また、樹脂ホルダ19をスロットルシャフト3および励起導体18と一体成形で形成することにより小型で安価な電子制御スロットルボディを提供することができる。
【0072】
ここで、樹脂ホルダ19はスロットルシャフト3をスロットルボディ6へ組付けた後に一体成形で形成することにより励起導体18の高さを調整できる。これにより励起導体18と励磁導体28および信号検出導体29との小さなクリアランスが、精度良く調整できるので、高精度の非接触式回転角度検出装置を得ることが可能となる。
【0073】
樹脂ホルダ19への励起導体18の取付けは以下のどの方法を用いてもかまわない。1)プレス加工された励起導体をインサート成形により樹脂ホルダと一体成形、2)プレス加工された励起導体を樹脂ホルダに溶着、3)樹脂ホルダに励起導体を印刷、4)励起導体をプリント基板上に成形した後樹脂ホルダに接着する。
【0074】
なお、樹脂ホルダに溶着する場合熱溶着,振動溶着,レーザ溶着のいずれによっても良い。
【0075】
以上のように構成された実施例では、ギアカバー26のコネクタ26Aの電気端子に静電気ノイズが加わった場合にも樹脂ホルダ19が絶縁材で構成されているので、静電気による放電が発生することがなく、放電電流が流れないのでスロットルセンサのマイクロコンピュータが破壊されるという問題が解消される。また、樹脂ホルダは回転軸に樹脂成型されるので、生産性が良い。また、従来のように絶縁基板に励起導体を形成した後、樹脂ホルダに固定していたものに比べ、本実施例では励起導体を樹脂ホルダに直接インサート成形したり、溶着したり、接着したりすることにより、例え樹脂ホルダを別に形成して後から回転軸に圧入する場合であっても、生産性が良く、コストが安価である。
【実施例2】
【0076】
図10は実施例1に対し、樹脂ホルダ19とスロットルシャフト3との接合を金属製のインサータ31を介して行うものである。
【0077】
樹脂ホルダ19とインサータ31はあらかじめ一体成形されており、スロットルシャフト3がスロットルボディ6に組みつけられた後、インサータ31とスロットルシャフト3が圧入関係になることにより、樹脂ホルダ19はスロットルシャフト3に固定される。また、圧入作業をする際に励起導体18の高さを調整することによって精度の良い非接触式回転角度検出装置を得ることが可能となる。
【実施例3】
【0078】
図13は実施例2に対して、樹脂ホルダ19に配設された励起導体18とスロットルシャフト3との距離35を2mm以上離すことにより、励起導体18からスロットルシャフト3への電気的通路を無くしたものである。これにより、励磁導体28に外部から静電気ノイズが流入してきても、励起導体18に誘導電流が流れないので、励起導体18と励磁導体28や信号検出導体29との間で放電が起きることによる、マイクロコンピュータの破壊を防止できる。
【0079】
励起導体18はプレス加工、もしくは、樹脂ホルダに直接印刷、もしくは、プリント基板上に成形される。
【0080】
前記励起導体18と前記樹脂ホルダ19は、一体成形にて固定されるか、もしくは、樹脂ホルダに熱溶着,振動溶着,レーザ溶着等の方法で固定される。
【0081】
樹脂ホルダ19とインサータ31は一体成形により固定されており、インサータ31とスロットルシャフト3は、スロットルシャフト3をインサータに圧入して固定する、もしくは、溶接によって固定する。あるいは、図14のようにインサータ31を樹脂ホルダ19からの抜け止め構造を有するピン形状とし、スロットルシャフト3に直接圧入して固定、もしくは溶接によって固定する。
【0082】
表1に、励磁導体28に電圧をかけたとき、信号検出導体29の出力電圧(TPS GND,TPS Vref,TPS OUT)が正常値を示すかどうか実験した結果を示す。このときの条件としては、励磁導体28と励起導体18との距離(図21に示すdim.A)は1.2mmで固定し、励起導体18とスロットルシャフト3との距離(図21に示すdim.B)を変化させた。その結果、dim.Bが2mm以上であれば28kVの電圧を励磁導体28にかけても信号検出導体29の出力電圧は正常の範囲内であった。
【0083】
【表1】
【実施例4】
【0084】
図15は励起導体18をスロットルギア13樹脂部に配設したものの断面図である。
【0085】
励起導体18はプレス加工で成形され、スロットルギア13と接合するための突起部を有している。
【0086】
励起導体18とスロットルギア13は、樹脂製のスロットルギアと一緒に樹脂モールドで接合されるか、もしくは、図16に示すようにスロットルギア13に位置決め用の穴を設けて、その位置決め穴に熱溶着,振動溶着,レーザ溶着等の方法で接合される。
【0087】
図4に示す実施例と同様に金属プレート14は中央に孔を有する。スロットルシャフト3の先端部の周囲にはねじ溝が刻まれている。金属プレート14の孔にスロットルシャフト3の先端を差込み、スロットルシャフト3のねじ部にナット17を螺合することでスロットルシャフト3に金属プレート14を固定する。かくして、金属プレート14及び、そこに成形された樹脂材製ギア部15はスロットルシャフト3と一体に回転する。
【実施例5】
【0088】
図17はスロットルボディ6を樹脂、もしくはセラミックス化することで、スロットルシャフト3からスロットルボディ6が取り付けられる外部部材への電気的通路をなくしたものである。これにより、励磁導体28に外部から静電気ノイズが流入してきても、励起導体18に誘導電流が流れないので、励起導体18と信号検出導体29の間で放電が起きることによる、マイクロコンピュータの破壊を防止できる。
【実施例6】
【0089】
図18はスロットルシャフト3を樹脂、もしくはセラミックコーティングすることで、励起導体18からスロットルボディ6への電気的通路をなくしたものである。これにより、励磁導体28に外部から静電気ノイズが流入してきても、励起導体18に誘導電流が流れないので、励起導体18と信号検出導体29の間で放電が起きることによる、マイクロコンピュータの破壊を防止できる。
【実施例7】
【0090】
図19はスロットルシャフト3の一部(ニードルベアリング9,10,スラストリテーナ12との接触部分)を樹脂、もしくはセラミックコーティングすることで、励起導体18からスロットルボディ6への電気的通路をなくしたものである。これにより、励磁導体28に外部から静電気ノイズが流入してきても、励起導体18に誘導電流が流れないので、励起導体18と信号検出導体29の間で放電が起きることによる、マイクロコンピュータの破壊を防止できる。
【実施例8】
【0091】
図20はニードルベアリング9,10とスラストリテーナ12を樹脂、もしくはセラミックコーティングすることで、スロットルシャフト3からスロットルボディ6への電気的通路をなくしたものである。これにより、励磁導体28に外部から静電気ノイズが流入してきても、励起導体18に誘導電流が流れないので、励起導体18と信号検出導体29の間で放電が起きることによる、マイクロコンピュータの破壊を防止できる。また、ニードルベアリング9,10にボールベアリングを使用することで、スロットルシャフトのスラスト方向位置規制機能を有するスラストリテーナ12を廃止することもできる。
【実施例9】
【0092】
図11は励起導体18と励磁導体28,信号検出導体29との間に絶縁体32を配設したものである。
【0093】
絶縁体32を配設することにより、励起導体18と励磁導体28,信号検出導体29を絶縁することにより、静電気ノイズにより励起導体18と励磁導体28との間または励起導体18と信号検出導体29の間で放電が起こりマイクロコンピュータが破壊されることを防止できる。
【実施例10】
【0094】
図12はギアカバー26のグランドターミナル33とギアシャフト24を導体34で接続するものである。導体34は導線でも良く、ばねのような金属性の導体でも良い。また導体の中にコンデンサのような静電容量を備えた部材を組み込んでも良い。
【0095】
上記のような構造を採用することで、ギアカバーのコネクタ部に静電気ノイズが加わった場合でもグランドターミナル33から導体34,ギアシャフト24を介し、スロットルボディ6へと電流が流れる経路ができ、静電気ノイズにより励起導体18と励磁導体28との間または励起導体18と信号検出導体29の間で放電が起こりマイクロコンピュータが破壊されることを防止できる。
【0096】
以下に本実施例に記載した実施の態様をまとめると以下の通りである。
【0097】
実施の態様1
請求項12に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸に圧入することによって、もしくは圧入されることによって、固定された
回転角度検出装置。
【0098】
実施の態様2
実施の態様1に記載したものにおいて、
前記樹脂ホルダに回転体の回転軸と圧入関係を成立させるための金属性部材が一体成形された
回転角度検出装置。
【0099】
実施の態様3
請求項12に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸に振動溶着により接合された
回転角度検出装置。
【0100】
実施の態様4
請求項12に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸に溶接されることにより接合された
回転角度検出装置。
【0101】
実施の態様5
請求項12に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸にネジ止めにより接合された
回転角度検出装置。
【0102】
実施の態様6
請求項1に記載したものにおいて、
前記励起導体部は、回転体の回転軸と一体となって回転する駆動力伝達用ギアに配設された
回転角度検出装置。
【0103】
実施の態様7
実施の態様6に記載したものにおいて、
前記励起導体部はプレス加工により成形された
回転角度検出装置。
【0104】
実施の態様8
実施の態様7に記載したものにおいて、
前記励起導体部は前記駆動力伝達用ギアに一体成形された
回転角度検出装置。
【0105】
実施の態様9
実施の態様7に記載したものにおいて、
前記励起導体部は、前記駆動力伝達用ギアに熱溶着された
回転角度検出装置。
【0106】
実施の態様10
実施の態様7に記載したものにおいて、
前記励起導体部は前記駆動力伝達用ギアに振動溶着された
回転角度検出装置。
【0107】
実施の態様11
実施の態様7に記載したものにおいて、
前記励起導体部はプレス加工により成形され、前記駆動力伝達用ギアにレーザ溶着された
回転角度検出装置。
【0108】
実施の態様12
請求項1に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸はハウジングに固定されている。このハウジングが、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0109】
実施の態様13
請求項1に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸はハウジングに固定されている。この前記ハウジングの一部が、前記励磁導体部の電源コネクタから前記回転角検出装置がとりつけられる外部部材間の電気的通路を無くすように、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0110】
実施の態様14
請求項1に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸は樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0111】
実施の態様15
請求項1に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸の一部が、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0112】
実施の態様16
請求項1に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体になって回転するように配設され、前記回転軸は軸受部によって、ハウジング部に取付けられた
回転角度検出装置。
【0113】
実施の態様17
実施の態様16に記載したものにおいて、
前記軸受部は、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0114】
実施の態様18
実施の態様16に記載したものにおいて、
前記軸受部の一部が、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0115】
実施の態様19
請求項1に記載したものにおいて、
前記励起導体部と前記励磁導体部の間に放電防止用の絶縁層が形成された
回転角度検出装置。
【0116】
実施の態様20
実施の態様19に記載したものにおいて、
前記絶縁層は前記励起導体部上に配設された
回転角度検出装置。
【0117】
実施の態様21
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励磁導体部の電源コネクタのグランド配線を前記回転角検出装置の外部部材と電気的に接続した
回転角度検出装置。
【0118】
実施の態様22
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励起導体部は回転体の回転軸と一体成形された樹脂部に配設される
回転角度検出装置。
【0119】
実施の態様23
実施の態様22に記載したものにおいて、
前記励起導体部はプレス加工により成形され回転軸と一体成形される樹脂部に一体成形された
回転角度検出装置。
【0120】
実施の態様24
実施の態様22に記載したものにおいて、
前記励起導体部は回転軸と一体成形される樹脂部に印刷することにより形成された
回転角度検出装置。
【0121】
実施の態様25
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励起導体部は樹脂製のホルダに配設され前記樹脂ホルダは回転体の回転軸に振動溶着により接合された
回転角度検出装置。
【0122】
実施の態様26
実施の態様25に記載したものにおいて、
前記励起導体部はプレス加工により成形され前記樹脂ホルダに一体成形された
回転角度検出装置。
【0123】
実施の態様27
実施の態様25に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに印刷することにより形成された
回転角度検出装置。
【0124】
実施の態様28
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励起導体部は樹脂製のホルダに配設され前記樹脂ホルダは回転体の回転軸と圧入関係により接合された
回転角度検出装置。
【0125】
実施の態様29
実施の態様28に記載したものにおいて、
前記樹脂ホルダには回転体の回転軸と圧入関係を成立させるための金属性部材が一体成形される
回転角度検出装置。
【0126】
実施の態様30
実施の態様28に記載したものにおいて、
前記励起導体部はプレス加工により成形され前記樹脂ホルダに一体成形された
回転角度検出装置。
【0127】
実施の態様31
実施の態様28に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに印刷することにより形成された
回転角度検出装置。
【0128】
実施の態様32
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励起導体部は樹脂製のホルダに配設され、前記樹脂ホルダは回転体の回転軸と一体となって回転するように固定され、前記励起導体部と前記回転体の回転軸に接合している導電体とが2mm以上離れて配設された
回転角度検出装置。
【0129】
実施の態様33
実施の態様32に記載したものにおいて、
前記励起導体部はプレス加工にて成形された
回転角度検出装置。
【0130】
実施の態様34
実施の態様33に記載したものにおいて、
前記励起導体部は樹脂ホルダと一体成形された
回転角度検出装置。
【0131】
実施の態様35
実施の態様33に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに溶着された
回転角度検出装置。
【0132】
実施の態様36
実施の態様32に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに印刷されることにより形成された
回転角度検出装置。
【0133】
実施の態様37
実施の態様32に記載したものにおいて、
前記励起導体部はプリント基板上に形成された
回転角度検出装置。
【0134】
実施の態様38
実施の態様37に記載したものにおいて、
前記励起導体部は樹脂ホルダと一体成形された
回転角度検出装置。
【0135】
実施の態様39
実施の態様37に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに溶着された
回転角度検出装置。
【0136】
実施の態様40
実施の態様32に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸に圧入することによって、もしくは圧入されることによって、固定された
回転角度検出装置。
【0137】
実施の態様41
実施の態様40に記載したものにおいて、
前記樹脂ホルダに回転体の回転軸と圧入関係を成立させるための金属性部材が一体成形された
回転角度検出装置。
【0138】
実施の態様42
実施の態様32に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸に振動溶着により接合された
回転角度検出装置。
【0139】
実施の態様43
実施の態様32に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸に溶接されることにより接合された
回転角度検出装置。
【0140】
実施の態様44
実施の態様32に記載したものにおいて、
前記樹脂ホルダは、回転体の回転軸にネジ止めにより接合された
回転角度検出装置。
【0141】
実施の態様45
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励起導体部は、回転体の回転軸と一体となって回転する駆動力伝達用ギアに配設された
回転角度検出装置。
【0142】
実施の態様46
実施の態様45に記載したものにおいて、
前記励起導体部はプレス加工により成形された
回転角度検出装置。
【0143】
実施の態様47
実施の態様46に記載したものにおいて、
前記励起導体部は前記駆動力伝達用ギアに一体成形された
回転角度検出装置。
【0144】
実施の態様48
実施の態様46に記載したものにおいて、
前記励起導体部は、前記駆動力伝達用ギアに熱溶着された
回転角度検出装置。
【0145】
実施の態様49
実施の態様46に記載したものにおいて、
前記励起導体部は前記駆動力伝達用ギアに振動溶着された
回転角度検出装置。
【0146】
実施の態様50
実施の態様46に記載したものにおいて、
前記励起導体部はプレス加工により成形され、前記駆動力伝達用ギアにレーザ溶着された
回転角度検出装置。
【0147】
実施の態様51
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸はハウジングに固定されている。このハウジングが、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0148】
実施の態様52
実施の態様51に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸はハウジングに固定されている。この前記ハウジングの一部が、前記励磁導体部の電源コネクタから前記回転角検出装置がとりつけられる外部部材間の電気的通路を無くすように、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0149】
実施の態様53
実施の態様51に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸は樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0150】
実施の態様54
実施の態様51に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体となって回転するように配設され、前記回転軸の一部が、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0151】
実施の態様55
実施の態様51に記載したものにおいて、
前記励起導体部は回転体の回転軸と一体になって回転するように配設され、前記回転軸は軸受部によって、ハウジング部に取付けられた
回転角度検出装置。
【0152】
実施の態様56
実施の態様55に記載したものにおいて、
前記軸受部は、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0153】
実施の態様57
実施の態様55に記載したものにおいて、
前記軸受部の一部が、樹脂、もしくはセラミックスで成形された
回転角度検出装置。
【0154】
実施の態様58
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励起導体部と前記励磁導体部の間に放電防止用の絶縁層が形成された
回転角度検出装置。
【0155】
実施の態様59
実施の態様58に記載したものにおいて、
前記絶縁層は前記励起導体部上に配設された
回転角度検出装置。
【産業上の利用可能性】
【0156】
実施例は、ディーゼルエンジン車用モータ駆動式の絞り弁制御装置(モータ駆動式の絞り弁制御装置)にインダクタンス式の非接触型回転角検出装置を搭載したものについて説明したが、ガソリンエンジン車用のモータ駆動式の絞り弁制御装置にも適用できる。
【0157】
さらに、回転角度検出センサとして、例えば、アクセルの回転角度を検出するセンサにも適用できる。
【0158】
ターボチャージャの可動翼制御用アクチュエータの回転角度検出装置にも適用できる。
【0159】
自動変速機のギアシフトアクチュエータの回転角度検出装置にも適用できる。
【0160】
2駆,4駆切り替えアクチュエータの回転角度検出装置にも適用できる。
【符号の説明】
【0161】
1 ボア
2 スロットル弁
3 スロットルシャフト
4,5,21 ねじ
6 スロットルボディ
7,8 軸受ボス部
9,10 ニールドベアリング
11 キャップ
12 スラストリテーナ
13 スロットルギア
14 金属プレート
15 樹脂材製ギア部
16 リターンスプリング
17 ナット
18 励起導体
19 樹脂ホルダ
20 モータ
22 出力ギア
23 中間ギア
24 ギアシャフト
25 ウェーブワッシャ
26 ギアカバー
27 クリップ
28 励磁導体
29 信号検出導体
30 シール部材
31 インサータ
32 絶縁体
33 グランドターミナル
34 導体
35 励起導体18とスロットルシャフト3との距離
【特許請求の範囲】
【請求項1】
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励磁導体部の電源コネクタから前記回転角検出装置がとりつけられる外部部材間への電気的通路を無くした
回転角度検出装置。
【請求項2】
請求項1に記載したものにおいて、
前記励起導体部は前記被回転検出体としての回転軸と一体成形された樹脂部に配設される
回転角度検出装置。
【請求項3】
請求項2に記載したものにおいて、
前記励起導体部はプレス加工により成形され前記回転軸と一体成形される前記樹脂部に一体成形された
回転角度検出装置。
【請求項4】
請求項2に記載したものにおいて、
前記励起導体部は前記回転軸と一体成形される樹脂部に印刷することにより形成された
回転角度検出装置。
【請求項5】
請求項1に記載したものにおいて、
前記励起導体部は樹脂製のホルダに配設され、前記樹脂ホルダは前記被回転検出体としての回転軸と一体となって回転するように振動溶着により接合された
回転角度検出装置。
【請求項6】
請求項5に記載したものにおいて、
前記励起導体部はプレス加工により成形され前記樹脂ホルダに一体成形された
回転角度検出装置。
【請求項7】
請求項5に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに印刷することにより形成された
回転角度検出装置。
【請求項8】
請求項1に記載したものにおいて、
前記励起導体部は樹脂製のホルダに配設され前記樹脂ホルダは前記被回転検出体としての回転軸と一体となって回転するよう圧入関係により接合された
回転角度検出装置。
【請求項9】
請求項8に記載したものにおいて、
前記樹脂ホルダには前記回転軸と圧入関係を成立させるための金属性部材が一体成形される
回転角度検出装置。
【請求項10】
請求項8に記載したものにおいて、
前記励起導体部はプレス加工により成形され前記樹脂ホルダに一体成形された
回転角度検出装置。
【請求項11】
請求項8に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに印刷することにより形成された
回転角度検出装置。
【請求項12】
請求項1に記載したものにおいて、
前記励起導体部は樹脂製のホルダに配設され、前記樹脂ホルダは前記被回転体としての回転軸と一体となって回転するように固定され、前記励起導体部と前記回転軸に接合している導電体とが2mm以上離れて配設された
回転角度検出装置。
【請求項13】
請求項12に記載したものにおいて、
前記励起導体部はプレス加工にて成形された
回転角度検出装置。
【請求項14】
請求項13に記載したものにおいて、
前記励起導体部は前記樹脂ホルダと一体に樹脂成形された
回転角度検出装置。
【請求項15】
請求項13に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに溶着された
回転角度検出装置。
【請求項16】
請求項12に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに印刷されることにより形成された
回転角度検出装置。
【請求項17】
請求項12に記載したものにおいて、
前記励起導体部は前記被樹脂ホルダに取付けられるプリント基板上に形成された
回転角度検出装置。
【請求項18】
請求項17に記載したものにおいて、
前記プリント基板は前記樹脂ホルダと一体に樹脂成形された
回転角度検出装置。
【請求項19】
請求項17に記載したものにおいて、
前記プリント基板は前記樹脂ホルダに溶着された
回転角度検出装置。
【請求項1】
被回転検出体を覆うケース部材、
前記ケース部材に環状に配設されると共に、電流の印加によって磁界を発生する励磁導体部、
前記被回転検出体に固定されると共に、前記励磁コイル部と間隔を保って非接触状態に配置され、電磁作用によって前記被回転検出体の回転位置に応じた電流を発生する励起導体部、
前記ケース部材に配設されると共に、前記励起導体に流れる電流に応じた電流が発生する受信導体部を備えた回転角検出装置であって、
前記励磁導体部の電源コネクタから前記回転角検出装置がとりつけられる外部部材間への電気的通路を無くした
回転角度検出装置。
【請求項2】
請求項1に記載したものにおいて、
前記励起導体部は前記被回転検出体としての回転軸と一体成形された樹脂部に配設される
回転角度検出装置。
【請求項3】
請求項2に記載したものにおいて、
前記励起導体部はプレス加工により成形され前記回転軸と一体成形される前記樹脂部に一体成形された
回転角度検出装置。
【請求項4】
請求項2に記載したものにおいて、
前記励起導体部は前記回転軸と一体成形される樹脂部に印刷することにより形成された
回転角度検出装置。
【請求項5】
請求項1に記載したものにおいて、
前記励起導体部は樹脂製のホルダに配設され、前記樹脂ホルダは前記被回転検出体としての回転軸と一体となって回転するように振動溶着により接合された
回転角度検出装置。
【請求項6】
請求項5に記載したものにおいて、
前記励起導体部はプレス加工により成形され前記樹脂ホルダに一体成形された
回転角度検出装置。
【請求項7】
請求項5に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに印刷することにより形成された
回転角度検出装置。
【請求項8】
請求項1に記載したものにおいて、
前記励起導体部は樹脂製のホルダに配設され前記樹脂ホルダは前記被回転検出体としての回転軸と一体となって回転するよう圧入関係により接合された
回転角度検出装置。
【請求項9】
請求項8に記載したものにおいて、
前記樹脂ホルダには前記回転軸と圧入関係を成立させるための金属性部材が一体成形される
回転角度検出装置。
【請求項10】
請求項8に記載したものにおいて、
前記励起導体部はプレス加工により成形され前記樹脂ホルダに一体成形された
回転角度検出装置。
【請求項11】
請求項8に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに印刷することにより形成された
回転角度検出装置。
【請求項12】
請求項1に記載したものにおいて、
前記励起導体部は樹脂製のホルダに配設され、前記樹脂ホルダは前記被回転体としての回転軸と一体となって回転するように固定され、前記励起導体部と前記回転軸に接合している導電体とが2mm以上離れて配設された
回転角度検出装置。
【請求項13】
請求項12に記載したものにおいて、
前記励起導体部はプレス加工にて成形された
回転角度検出装置。
【請求項14】
請求項13に記載したものにおいて、
前記励起導体部は前記樹脂ホルダと一体に樹脂成形された
回転角度検出装置。
【請求項15】
請求項13に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに溶着された
回転角度検出装置。
【請求項16】
請求項12に記載したものにおいて、
前記励起導体部は前記樹脂ホルダに印刷されることにより形成された
回転角度検出装置。
【請求項17】
請求項12に記載したものにおいて、
前記励起導体部は前記被樹脂ホルダに取付けられるプリント基板上に形成された
回転角度検出装置。
【請求項18】
請求項17に記載したものにおいて、
前記プリント基板は前記樹脂ホルダと一体に樹脂成形された
回転角度検出装置。
【請求項19】
請求項17に記載したものにおいて、
前記プリント基板は前記樹脂ホルダに溶着された
回転角度検出装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公開番号】特開2012−247323(P2012−247323A)
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2011−119846(P2011−119846)
【出願日】平成23年5月30日(2011.5.30)
【出願人】(509186579)日立オートモティブシステムズ株式会社 (2,205)
【Fターム(参考)】
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成23年5月30日(2011.5.30)
【出願人】(509186579)日立オートモティブシステムズ株式会社 (2,205)
【Fターム(参考)】
[ Back to top ]