
インテークマニホルドの樹脂成形型、インテークマニホルド及びインテークマニホルドの樹脂成形方法
【課題】樹脂製のインテークマニホルドを低コストで製造することが可能な樹脂成形型と、インテークマニホルド及びインテークマニホルドの樹脂成形方法を提供する。
【解決手段】インテークマニホルドの樹脂成形型が、サージタンク2の端部2aに設けられるフランジ3を形成するスライド型11と、サージタンク2の内面を成形する組合せ式の複数の中子型12とを備え、中子型12が、樹脂成形後に他の中子部材に先んじて相対移動可能な第1中子部材14と、当該第1中子部材14の相対移動により形成された内部空間を利用して移動可能な第2中子部材15とを有し、第1中子部材14および第2中子部材15が樹脂成形されたフランジ3の内方空間を介して取り出し可能に構成した。
【解決手段】インテークマニホルドの樹脂成形型が、サージタンク2の端部2aに設けられるフランジ3を形成するスライド型11と、サージタンク2の内面を成形する組合せ式の複数の中子型12とを備え、中子型12が、樹脂成形後に他の中子部材に先んじて相対移動可能な第1中子部材14と、当該第1中子部材14の相対移動により形成された内部空間を利用して移動可能な第2中子部材15とを有し、第1中子部材14および第2中子部材15が樹脂成形されたフランジ3の内方空間を介して取り出し可能に構成した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂製のインテークマニホルドを成形するための樹脂成形型、樹脂成形型により得られたインテークマニホルド及びインテークマニホルドの樹脂成形方法に関する。
【背景技術】
【0002】
近年、各種の自動車部品を樹脂化することによって、その軽量化および低コスト化が図られている。自動車に用いられるインテークマニホルドについても、樹脂製の製品が主流となっている。樹脂製のインテークマニホルドの多くは、複数の分割体の周縁にフランジを形成し、各フランジを振動溶着によって一体に接合する振動溶着工法(特許文献1参照)によって製造されている。
【0003】
樹脂製のインテークマニホルドの他の製造方法としては、低融点の中子を金型内にインサートし、樹脂成形後に中子を溶融排出するロストコア法や、中空成形部品を中子にし、その外側に樹脂射出成形を行う方法(特許文献2、特許文献3参照)等が存在する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−68361号公報
【特許文献2】特開2005−271269号公報
【特許文献3】特開平7−100856号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に示される振動溶着工法によって樹脂製のインテークマニホルドを製造する場合は、分割体の樹脂射出成形工程とは別に複数の分割体を振動溶着させる工程が必要になることから製造コストが高くなる。また、ロストコア工法については中子を溶融させる装置等が別途必要であり、特許文献2及び特許文献3に示される中空成形部品を中子に用いる方法については、中空成形部品を製造するための装置が別途必要なことから、いずれも製造コストが高くなる。
【0006】
本発明は上述の問題点に鑑みてなされたものであり、その目的は、樹脂製のインテークマニホルドを低コストで製造することが可能な樹脂成形型と、インテークマニホルド及びインテークマニホルドの樹脂成形方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明に係るインテークマニホルドの樹脂成形型の第1特徴構成は、サージタンクと、当該サージタンクの端部に設けられ、スロットルボディを取付けるべく前記サージタンクの内径よりも小さな内径を有する環状のフランジとを備えたインテークマニホルドを成形する樹脂成形型であって、前記フランジを形成するスライド型と、前記サージタンクの内面を成形する組合せ式の複数の中子型とを備え、前記中子型が、樹脂成形後に他の中子部材に先んじて相対移動可能な第1中子部材と、当該第1中子部材の相対移動により形成された内部空間を利用して移動可能な第2中子部材とを有し、前記第1中子部材および前記第2中子部材が樹脂成形された前記フランジの内方空間を介して取り出し可能に構成してある点にある。
【0008】
本構成により、樹脂成形型はスロットルボディ取付用のフランジの内方空間を介して中子型が取り出し可能である。つまり、フランジの内方空間は吸気管を接続するために必要な開口であるが、本構成の樹脂成形型であれば、この開口から中子型を取り出すことができる。したがって、従来のように、中子型を取り出すためにインテークマニホルドを分割形式にする必要がない。その結果、例えば後に行う摩擦接合のためのフランジ部を省略できるなど、インテークマニホルドの構成を簡略化することができ、さらには、別途必要であった接続工程が省略されるなどインテークマニホルドの製造工程が簡略化される。
【0009】
本発明に係るインテークマニホルドの樹脂成形型の第2特徴構成は、前記第1中子部材が、複数の前記第2中子部材どうしを組み合わせて形成された内部空間に挿抜可能に構成してある点にある。
【0010】
前記中子型は、フランジの内径よりも大きな内径を有するサージタンクの内面を形成する。よって、複数の中子部材を組み合わせた状態では、中子型としてのフランジの部位に対応する外径は、サージタンクの内面を形成する部位の外径よりも小さい。よって、樹脂注入後、最初に移動させる第1中子部材がサージタンクの内面を形成する中子である場合には、例えば、当該内面に当接しないよう他の第2中子部材を引き抜く際に、第2中子部材の抜き出し方向が複雑になる可能性がある。しかし、本構成のごとく、他の第2中子部材の組み合わせによって形成される内部空間に対して第1中子部材を挿抜可能に設けておくことで、第1中子部材の形状は、例えば単純な円柱状や角柱状に構成することができる。この場合、当該中央の第1中子部材を単に引き抜くことで、他の第2中子部材をサージタンクから容易に引き抜くことが可能な内部空間を形成することができる。
【0011】
本発明に係るインテークマニホルドの樹脂成形型の第3特徴構成は、前記第1中子部材を自身の長手方向に沿って押し込むことで周囲の前記第2中子部材と係合する係合部および被係合部を、前記第1中子部材と前記第2中子部材とに各別に形成してある点にある。
【0012】
通常、サージタンクの形状は、複数の気筒に亘る長さが必要である。よって、サージタンクの内部空間は長尺状の空間となる。組み合わせられる夫々の中子部材の長さは必然的に長尺状となる。その場合、樹脂注入の際に中子部材どうしの間に熱の影響による隙間が生じないように夫々の中子部材どうしが確実に組合される必要がある。
本構成の中子部材では、第1中子部材と第2中子部材とを拘束する係合部・被係合部を備えるから、樹脂注入に際してサージタンク部を形成するキャビティを確実に構成することができる。
【0013】
本発明に係るインテークマニホルドの樹脂成形型の第4特徴構成は、前記サージタンクに複数の吸気ポートが連接してあり、前記第2中子部材の表面に、前記サージタンクから前記吸気ポートに分岐する部位のファンネル部を形成してある点にある。
【0014】
本構成のように、第2中子部材の表面に吸気ポート用のファンネル部を一体形成することで、サージタンクから吸気ポートに移行する内面を継ぎ目のない滑らかな形状にすることができる。
また、サージタンクから吸気ポートに連続するファンネルの繊細な形状を、比較的小さく可搬性に優れた中子部材の表面に造形することができるから当該造形が容易となる。
【0015】
本発明に係るインテークマニホルドの樹脂成形型の第5特徴構成は、前記サージタンクを形成する中子型に加えて、前記吸気ポートを形成し前記中子型と当接可能な他の中子型を備え、前記サージタンクを形成する樹脂を注入するゲートを、前記中子型における前記他の中子型とは反対側に設けてある点にある。
【0016】
本構成のように、中子型の位置に対して吸気ポートを形成する他の中子型とは反対側にゲートを設けることで、サージタンク部を形成するための樹脂注入時に、樹脂で中子型を他の中子型に押し付けることができる。この結果、フランジ側で片持ち状態に固定される中子型の姿勢を安定化することができ、サージタンクの形状が安定化すると共に、繰り返しの使用によって中子型が曲がり変形することなどを防止することができる。
【0017】
本発明に係るインテークマニホルドの特徴構成は、複数の吸気ポートと、これら吸気ポートが集合連結するサージタンクと、当該サージタンクの端部に設けられ、前記サージタンクの内径よりも小さな内径を有するスロットルボディ取付用の環状のフランジとを備え、前記フランジの内面と前記サージタンクの内面とに亘って前記サージタンクの長手方向に沿うパーティングラインが形成されている点にある。
【0018】
本発明に係るインテークマニホルドは、フランジの内部空間を介して複数の中子部材を抜き出して形成される。この中子部材は、サージタンク内の膨出部を形成するものであるから、抜き出すには、分割構成された中子部材のうちの何れかの中子部材をまず移動させる構成にしておき、これにより、他の中子部材がさらに移動できる空間を形成しつつ順次中子部材を抜き出すこととなる。つまり、組み合わされた中子部材どうしの繋ぎ目は、完成したインテークマニホルドの内面においてパーティングラインとなる。しかも、このパーティングラインは、サージタンクの領域からフランジの内面まで連続して形成され、独特の形状を有することとなる。
【0019】
本発明に係るインテークマニホルドの樹脂成形方法の特徴手段は、サージタンクと、当該サージタンクの端部に設けられ、スロットルボディを取付けるべく前記サージタンクの内径よりも小さな内径を有する環状のフランジとを備えたインテークマニホルドの樹脂成形方法であって、前記サージタンクを形成する、前記フランジから前記サージタンクの端部に至る長さの複数の中子部材を組み合わせて前記サージタンクを形成するキャビティを形成し、前記複数の中子部材の外周を取り囲む状態に前記フランジを形成するスライド型を環状に設置し、前記キャビティの内部および前記スライド型の外部に樹脂を注入してインテークマニホルドを形成したのち、前記複数の中子部材の一つを他の中子部材に対して相対移動させ、当該相対移動により生じた空間を利用して他の中子部材を相対移動させて、前記複数の中子部材を前記フランジの内方空間を介して抜き出す点にある。
【0020】
インテークマニホルドには、スロットルボディを取り付けるフランジ部が形成され、ここは、吸入空気を流通させるための内方空間である孔部が形成される。本発明では、この内方空間を介して、その奥に位置するサージタンクを形成する中子部材を抜き出すものである。しかも、サージタンクの内径は、前記フランジの開口径よりも大きいのが通常である。つまり、サージタンクの内径に対して、フランジの内径は、流通する空気の絞り部となるため、フランジ部の開口径が小径である必要がある。しかし、本発明の方法であれば、従来のごとく、樹脂注入の後に中子型を取り出せるようインテークマニホルドを分割構成する必要はない。よって、インテークマニホルドの構成が簡略化されたものとなり、製造工数も大幅に削減することができる
【図面の簡単な説明】
【0021】
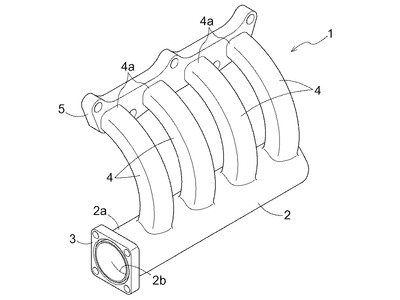
【図1】インテークマニホルドの斜視図である。
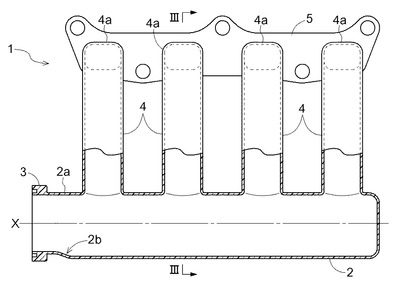
【図2】インテークマニホルドの縦断面図である。
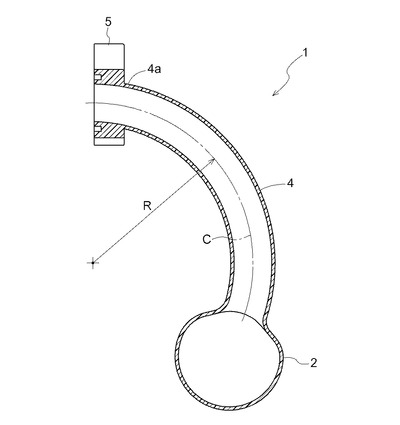
【図3】図2のIII−III矢視図である。
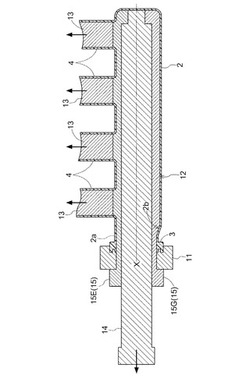
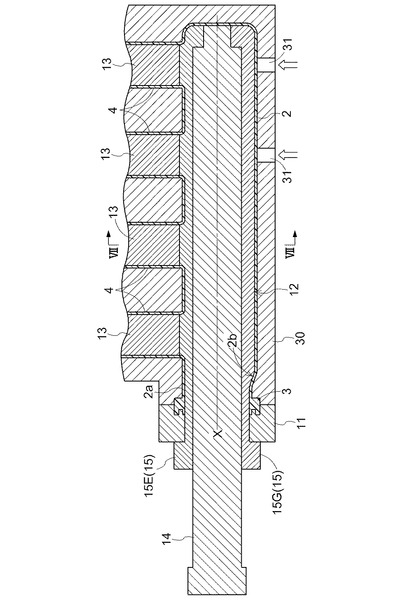
【図4】サージタンクの樹脂射出成形状態を示す部分断面図である。
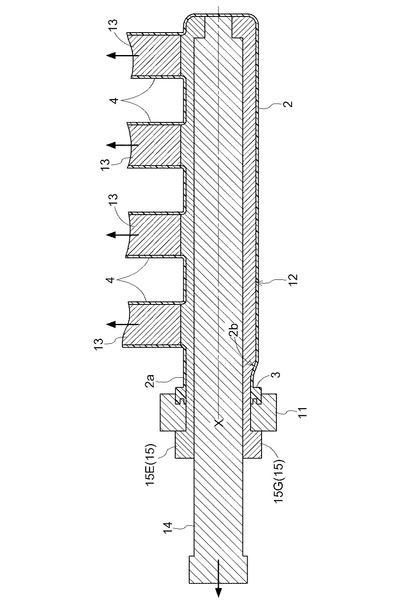
【図5】金型から離型された成形品を示す部分断面図である。
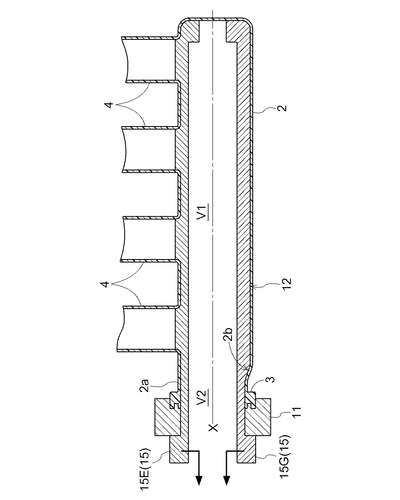
【図6】成形品から第1中子部材が引き抜かれた状態を示す部分断面図である。
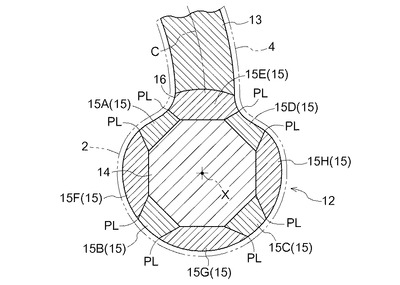
【図7】図4のVII−VII矢視図であって、樹脂成形型の組合せ状態を示す。
【図8】中子部材の係合構造を示す図である。
【図9】別実施形態の中子部材の断面図である。
【図10】図9のX−X矢視図である。
【図11】別実施形態の中子部材の係合構造を示す図である。
【発明を実施するための形態】
【0022】
以下、本発明に係るインテークマニホルドの樹脂成形型及びインテークマニホルドの実施形態を図面に基づいて説明する。
【0023】
図1〜図3に示すインテークマニホルド1は、複数の中子型で構成される樹脂成形型の外側に樹脂成形され、その後に樹脂成形型を引き抜くことにより製造される。インテークマニホルド1には、サージタンク2と、当該サージタンク2の端部2aに設けられ、スロットルボディ(図示しない)を取付けられるサージタンク2の内径よりも小さな内径を有する環状のフランジ3とが備えられている。サージタンク2は軸芯Xを有する円筒状であって、サージタンク2の上面には複数の吸気ポート4が連接されている。吸気ポート4の端部4aには、内燃機関のシリンダヘッド(図示しない)に取付けられるフランジ5が設けられている。
【0024】
図2に示すように、サージタンク2内の内径はスロットル側のフランジ3の内径より大きく、サージタンク2の底部にアンダーカット2bが存在する。また、図3に示すように、吸気ポート4は中心線Cが単一の半径Rの円弧状になるよう形成されている。
【0025】
[樹脂成形型について]
図4及び図7に示すように、樹脂成形型は、スロットル側のフランジ3を形成するリング状のスライド型11と、スライド型11の内側に通されてサージタンク2の内面を形成する組合せ式の複数のタンク用中子型12と、吸気ポート4の内面を形成する吸気ポート用中子型13とを備えている。なお、スライド型11は、例えば半円弧状の2部材を組み合わせたものであってもよい。
【0026】
タンク用中子型12は、複数の中子部材によって構成され、樹脂成形後に他の中子部材に先んじて相対移動可能な第1中子部材14と、当該第1中子部材14の相対移動により形成された内部空間V1を利用して移動可能な複数の第2中子部材15とを有する。第1中子部材14は、複数の第2中子部材15どうしを組み合わせて形成された内部空間V1に挿抜可能に構成されている。
【0027】
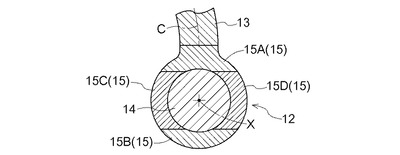
図7に示すように、例えば第1中子部材14が中央部分となって断面が八角形状に形成され、第1中子部材14の外周に8つの分割型で構成された第2中子部材15が配置される。第2中子部材15は断面が台形状の分割型15A〜15Dと、断面が細長い六角形状の分割型15E〜15Hとが交互に配置され、これら第1中子部材14及び第2中子部材15によりタンク用中子型12が円柱状に形成されている。
【0028】
第2中子部材15の分割型15Eの表面には、サージタンク2から吸気ポート4に分岐する部位のファンネル部16が形成されている。第2中子部材15の表面に吸気ポート4用のファンネル部16を一体形成することで、サージタンク2から吸気ポート4に移行する内面を継ぎ目のない滑らかな形状にすることができる。 また、サージタンク2から吸気ポート4に連続するファンネル部16の繊細な形状を、比較的小さく可搬性に優れた第2中子部材15の表面に造形することができるから当該造形が容易となる。
【0029】
吸気ポート用中子型13は、吸気ポート4内の中心線C(図3参照)に沿って自身を回転させることで吸気ポート4から引き抜くことが可能なスライド型で構成されている。
【0030】
[樹脂成形方法]
上述の樹脂成形型を利用したインテークマニホルド1の樹脂成形方法について説明する。図4に示すように、第1中子部材14と第2中子部材15とが組み付けられてなる円柱状のタンク用中子型12を、成形品の外面を成形する例えば分割型で構成される金型30の内部に挿入配置し、型締め後に金型30とタンク用中子型12との間のキャビティに樹脂材料を射出する。樹脂注入用のゲート31の位置は、その反対側においてタンク用中子型12を押え付けられる位置に設けるとよい。例えば、図4に示すように、アンダーカット2bが形成される位置に樹脂注入用のゲート31を設け、タンク用中子型12を吸気ポート用中子型13に当て付ける。こうすると、タンク用中子型12の位置を安定させつつ射出成形することができ、図1に示す成形品(インテークマニホルド)1が確実に成形される。
【0031】
次に、成形品1の外面を成形している金型30を型開きし、成形品1の外面から金型30を離型して、その後に中子型12,13の引抜き動作に移る(図5、図6参照)。
【0032】
中子型12,13のうち、まず吸気ポート用中子型13を成形品1の吸気ポート4から引き抜く。このとき、吸気ポート4は内空部の中心線Cが単一のR状に成形されているので、吸気ポート用中子型13をその中心線C(図3参照)に沿わせつつ引き抜くこととなる。
【0033】
次に、タンク用中子型12をサージタンク2から引き抜く。タンク用中子型12のうち、中央に位置する第1中子部材14をスロットル側のフランジ3の開口(内方空間)V2から他の中子部材15に先んじて軸芯Xの方向に相対移動させて引き抜く。なお、吸気ポート用中子型13と第1中子部材14とは成形品1から同時に引き抜いてもよい。
【0034】
その後、第1中子部材14の周囲の第2中子部材15をサージタンク2から引き抜く。図6に示すように、第2中子部材15は、第1中子部材14の相対移動により形成された内部空間V1を利用してサージタンク2から引き抜かれる。例えば、第2中子部材15のうち、分割型15A,15B,15C,15Dをサージタンク2内の内部空間V1に一旦移動させ、その後にサージタンク2の長手方向(軸芯Xの方向)に沿って移動させつつ引き抜く。次に、残された分割型15E,15F,15G,15Hをサージタンク2内の内部空間V1に一旦移動させ、その後サージタンク2の長手方向(軸芯Xの方向)に沿って移動させつつフランジ3の開口(内方空間)V2から引き抜く。第2中子部材15は、サージタンク2から1つずつ引き抜いてもよいし、複数まとめて引き抜いても良い。
【0035】
最後に、スライド型11をスロットル側のフランジ3から引き抜くことで、インテークマニホルド1のサージタンク2及びスロットル側のフランジ3の樹脂成形が完了する。
【0036】
このように、成形されたインテークマニホルド1は、フランジ3の内方空間V2を介して複数の中子部材(第1中子部材14、第2中子部材15)を抜き出して形成される。これら中子部材14,15は、サージタンク2内の膨出部を形成するものであるから、抜き出すには、分割構成された中子部材14,15のうちの中央の第1中子部材14をまず移動し、これにより、第2中子部材15がさらに移動できる空間を形成しつつ順次第2中子部材15を抜き出すこととなる。つまり、第1中子部材14の外周において組み合わされた第2中子部材15どうしの繋ぎ目は、完成したインテークマニホルド1の内面においてパーティングラインPLとなる。しかも、このパーティングラインPLは、サージタンク2の領域からスロットル側のフランジ3の内面まで連続して形成され、独特の形状を有することとなる。
【0037】
スロットルボディ取付用のフランジ3の内方空間V2を介して中子型が取り出し可能である。つまり、フランジ3の内方空間V2は吸気管を接続するために必要な開口であるが、本構成の樹脂成形型であれば、この開口から中子型(中子部材14、15)を取り出すことができる。したがって、従来のように、中子型を取り出すためにインテークマニホルド1を分割形式にする必要がない。その結果、例えば後に行う摩擦接合のためのフランジ部を省略できるなど、インテークマニホルド1の構成を簡略化することができ、さらには、別途必要であった接続工程が省略されるなどインテークマニホルド1の製造工程が簡略化される。
【0038】
タンク用中子型12は、スロットル側のフランジ3の内径よりも大きな内径を有するサージタンク2の内面を形成する。よって、複数の中子部材14,15を組み合わせた状態では、中子型としてのフランジ3の部位に対応する外径は、サージタンク2の内面を形成する部位の外径よりも小さい。よって、樹脂注入後、最初に移動させる第1中子部材14がサージタンク2の内面を形成する中子である場合には、例えば、当該内面に当接しないよう他の第2中子部材15を引き抜くには、第2中子部材15の抜き出し方向が複雑になる可能性がある。しかし、本構成のごとく、他の第2中子部材15の組み合わせによって形成される内部空間V1に対して第1中子部材14を挿抜可能に設けておくことで、第1中子部材14の形状は、例えば単純な円柱状や角柱状に構成することができる。この場合、当該中央の第1中子部材14を単に引き抜くことで、他の第2中子部材15をサージタンク2から容易に引き抜くことが可能な内部空間V1を形成することができる。
【0039】
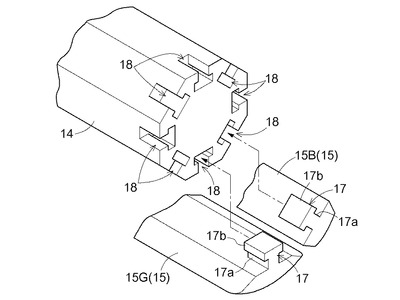
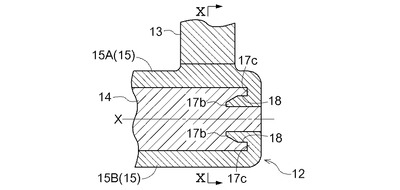
図8に示すように、第1中子部材14と第2中子部材15には、両者を係合する係合部17及び被係合部18が各別に形成されている。第2中子部材15の先端部に形成される係合部17は、第1中子部材14に対して突設された基部17aと基部17aに連設されるスロット部17bとを有し、第2中子部材15の長手方向に垂直な断面視においてT状に形成されている。第1中子部材14の先端部に形成される被係合部18は第2中子部材15の係合部17の形状に対応する凹状形状である。第2中子部材15に対し第1中子部材14を自身の長手方向に沿って押し込むことで、第1中子部材14の被係合部18が第2中子部材15の係合部17に係合する。
【0040】
通常、サージタンク2の形状は、複数の気筒に亘る長さが必要である。よって、サージタンク2の内部空間V1は長尺状の空間となる。組み合わせられる夫々の中子部材14,15の長さは必然的に長尺状となる。その場合、樹脂注入の際に中子部材どうしの間に熱の影響による隙間が生じないように夫々の中子部材14,15どうしが確実に組合される必要がある。本構成の中子部材14,15では、第1中子部材14と第2中子部材15とを拘束する係合部17及び被係合部18を備えるから、樹脂注入に際してサージタンク2を形成するキャビティを確実に構成することができる。
【0041】
また、係合部17及び被係合部18は中子部材14,15の先端部に構成されている。つまり、組み合わせられた長尺状の中子部材14,15の組み合わせ状態が緩むのを防止するために、両端、つまり一方の端部近くにあるフランジ3とその反対側の端部とで中子部材14,15同士が拘束される。これにより、耐久性の高いタンク用中子型12を得ることができる。
【0042】
タンク用中子型12の位置に対して吸気ポート4を形成する他の中子型13とは反対側に樹脂注入のゲート31を設けることで、サージタンク2を形成するための樹脂注入時に、樹脂でタンク用中子型12を他の中子型13に押し付けることができる。この結果、フランジ3側で片持ち状態に固定されるタンク用中子型12の姿勢を安定化することができ、サージタンク2の形状が安定化すると共に、繰り返しの使用によってタンク用中子型12が曲がり変形することなどを防止することができる。
【0043】
〔第2実施形態〕
図9〜図11に示すように、本実施形態の樹脂成形型は、第1中子部材14の外周位置に第2中子部材15を4つ備える。第2中子部材15は、第1中子部材14の長手方向の周面を挟む対向位置に断面が半円状の分割型15A,15Bと、分割型15A,15Bに隣接する位置に断面が円弧状の分割型15C,15Dを有する。
【0044】
本実施形態の樹脂成形型は、樹脂成形後に、タンク用中子型12のうち、中央に位置する第1中子部材14をスロットル側のフランジ3の開口(内方空間)V2から他の中子部材15に先んじて軸芯Xの方向に相対移動させて引き抜く。その後、第2中子部材15のうち、分割型15C,15Dをサージタンク2内の内部空間V1に一旦移動させ、その後にサージタンク2の長手方向(軸芯Xの方向)に沿って移動させつつ引き抜く。次に、残された分割型15A,15Bをサージタンク2内の内部空間V1に一旦移動させ、その後サージタンク2の長手方向(軸芯Xの方向)に沿って移動させつつフランジ3の開口(内方空間)V2から引き抜く。
【0045】
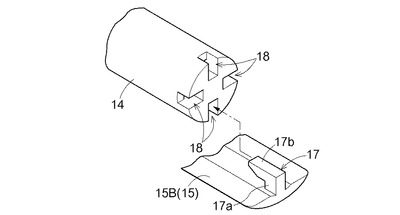
第1中子部材14の先端部と第2中子部材15の先端部には、両者を係合する係合部17及び被係合部18が各別に形成されている。第2中子部材15の先端部に形成される係合部17は、第2中子部材15に長手方向において第1中子部材14に対して突設された基部17aと基部17aからフランジ3の側に向けて折り返された先細りの鍵状部17bとを有する。第1中子部材14の先端部に形成される被係合部18は第2中子部材15の係合部17の形状に対応する凹状形状である。第2中子部材15に対し第1中子部材14を自身の長手方向に沿って押し込むことで、第1中子部材14の被係合部18が第2中子部材15の係合部17に係合する。
【0046】
〔他の実施形態〕
(1)上記の実施形態では、サージタンク2、フランジ3、及び吸気ポート4を形成する樹脂成形型の例を示したが、サージタンク2及びフランジ3のみを形成する樹脂成形型であってもよい。
【0047】
(2)上記の実施形態では、樹脂成形後に金型30を開いて成形品1を離型し、その後に吸気ポート用中子型13、第1中子部材14、第2中子部材15を順次成形品1から引き抜くインテークマニホルドの製造工程を示したが、樹脂成形後に第1中子部材14、第2中子部材15を順次成形品1から引き抜き、その後に金型30を開いて成形品1を離型する工程と、吸気ポート用中子型13を成形品1から引き抜く工程とを同時又は順次行うよう構成してもよい。
【0048】
(3)上記の実施形態では、第1中子部材14の長手方向の全周に第2中子部材15が組み合わされる例を示したが、第1中子部材14が第2中子部材15に対して先んじて相対移動可能であれば第1中子部材14の長手方向の一部に第2中子部材15が組み合わされていてもよい。また、タンク用中子型12における第1中子部材14及び第2中子部材15の形状は特に限定されない。第1中子部材14と第2中子部材15とが組み合わされてサージタンク2の内部形状を形成する形状であればよい。第2中子部材15の分割型の数についても特に限定されず、第1中子部材14は中空型であってもよい。
【0049】
(4)上記の実施形態では、係合部17を第2中子部材15に形成し、被係合部18を第1中子部材14に形成する例を示したが、係合部17を第1中子部材14に形成し、被係合部18を第2中子部材15に形成してもよい。また、上記の実施形態では、係合部17及び被係合部18を中子部材14,15の先端部に形成する例を示したが、係合部17及び被係合部18は、中子部材14,15の長手方向の中途位置に形成してもよい。また、係合部17及び被係合部18には、第1中子部材14の長手方向に沿うテーパ面を設定してよい。係合部17及び被係合部18にテーパ面を設けることで、第1中子部材14と第2中子部材15との組付け及び取り外しを円滑に行うことができる。
【産業上の利用可能性】
【0050】
本発明は、樹脂製の各種中空製品に対して幅広く利用可能である。
【符号の説明】
【0051】
1 インテークマニホルド
2 サージタンク
2a 端部
3 フランジ(スロットルボディ側)
4 吸気ポート
11 スライド型
12 タンク用中子型
13 吸気ポート用中子型
14 第1中子部材
15 第2中子部材
16 ファンネル部
17 係合部
18 被係合部
31 ゲート
PL パーティングライン
V1 内部空間
V2 開口(内方空間)
【技術分野】
【0001】
本発明は、樹脂製のインテークマニホルドを成形するための樹脂成形型、樹脂成形型により得られたインテークマニホルド及びインテークマニホルドの樹脂成形方法に関する。
【背景技術】
【0002】
近年、各種の自動車部品を樹脂化することによって、その軽量化および低コスト化が図られている。自動車に用いられるインテークマニホルドについても、樹脂製の製品が主流となっている。樹脂製のインテークマニホルドの多くは、複数の分割体の周縁にフランジを形成し、各フランジを振動溶着によって一体に接合する振動溶着工法(特許文献1参照)によって製造されている。
【0003】
樹脂製のインテークマニホルドの他の製造方法としては、低融点の中子を金型内にインサートし、樹脂成形後に中子を溶融排出するロストコア法や、中空成形部品を中子にし、その外側に樹脂射出成形を行う方法(特許文献2、特許文献3参照)等が存在する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−68361号公報
【特許文献2】特開2005−271269号公報
【特許文献3】特開平7−100856号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に示される振動溶着工法によって樹脂製のインテークマニホルドを製造する場合は、分割体の樹脂射出成形工程とは別に複数の分割体を振動溶着させる工程が必要になることから製造コストが高くなる。また、ロストコア工法については中子を溶融させる装置等が別途必要であり、特許文献2及び特許文献3に示される中空成形部品を中子に用いる方法については、中空成形部品を製造するための装置が別途必要なことから、いずれも製造コストが高くなる。
【0006】
本発明は上述の問題点に鑑みてなされたものであり、その目的は、樹脂製のインテークマニホルドを低コストで製造することが可能な樹脂成形型と、インテークマニホルド及びインテークマニホルドの樹脂成形方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明に係るインテークマニホルドの樹脂成形型の第1特徴構成は、サージタンクと、当該サージタンクの端部に設けられ、スロットルボディを取付けるべく前記サージタンクの内径よりも小さな内径を有する環状のフランジとを備えたインテークマニホルドを成形する樹脂成形型であって、前記フランジを形成するスライド型と、前記サージタンクの内面を成形する組合せ式の複数の中子型とを備え、前記中子型が、樹脂成形後に他の中子部材に先んじて相対移動可能な第1中子部材と、当該第1中子部材の相対移動により形成された内部空間を利用して移動可能な第2中子部材とを有し、前記第1中子部材および前記第2中子部材が樹脂成形された前記フランジの内方空間を介して取り出し可能に構成してある点にある。
【0008】
本構成により、樹脂成形型はスロットルボディ取付用のフランジの内方空間を介して中子型が取り出し可能である。つまり、フランジの内方空間は吸気管を接続するために必要な開口であるが、本構成の樹脂成形型であれば、この開口から中子型を取り出すことができる。したがって、従来のように、中子型を取り出すためにインテークマニホルドを分割形式にする必要がない。その結果、例えば後に行う摩擦接合のためのフランジ部を省略できるなど、インテークマニホルドの構成を簡略化することができ、さらには、別途必要であった接続工程が省略されるなどインテークマニホルドの製造工程が簡略化される。
【0009】
本発明に係るインテークマニホルドの樹脂成形型の第2特徴構成は、前記第1中子部材が、複数の前記第2中子部材どうしを組み合わせて形成された内部空間に挿抜可能に構成してある点にある。
【0010】
前記中子型は、フランジの内径よりも大きな内径を有するサージタンクの内面を形成する。よって、複数の中子部材を組み合わせた状態では、中子型としてのフランジの部位に対応する外径は、サージタンクの内面を形成する部位の外径よりも小さい。よって、樹脂注入後、最初に移動させる第1中子部材がサージタンクの内面を形成する中子である場合には、例えば、当該内面に当接しないよう他の第2中子部材を引き抜く際に、第2中子部材の抜き出し方向が複雑になる可能性がある。しかし、本構成のごとく、他の第2中子部材の組み合わせによって形成される内部空間に対して第1中子部材を挿抜可能に設けておくことで、第1中子部材の形状は、例えば単純な円柱状や角柱状に構成することができる。この場合、当該中央の第1中子部材を単に引き抜くことで、他の第2中子部材をサージタンクから容易に引き抜くことが可能な内部空間を形成することができる。
【0011】
本発明に係るインテークマニホルドの樹脂成形型の第3特徴構成は、前記第1中子部材を自身の長手方向に沿って押し込むことで周囲の前記第2中子部材と係合する係合部および被係合部を、前記第1中子部材と前記第2中子部材とに各別に形成してある点にある。
【0012】
通常、サージタンクの形状は、複数の気筒に亘る長さが必要である。よって、サージタンクの内部空間は長尺状の空間となる。組み合わせられる夫々の中子部材の長さは必然的に長尺状となる。その場合、樹脂注入の際に中子部材どうしの間に熱の影響による隙間が生じないように夫々の中子部材どうしが確実に組合される必要がある。
本構成の中子部材では、第1中子部材と第2中子部材とを拘束する係合部・被係合部を備えるから、樹脂注入に際してサージタンク部を形成するキャビティを確実に構成することができる。
【0013】
本発明に係るインテークマニホルドの樹脂成形型の第4特徴構成は、前記サージタンクに複数の吸気ポートが連接してあり、前記第2中子部材の表面に、前記サージタンクから前記吸気ポートに分岐する部位のファンネル部を形成してある点にある。
【0014】
本構成のように、第2中子部材の表面に吸気ポート用のファンネル部を一体形成することで、サージタンクから吸気ポートに移行する内面を継ぎ目のない滑らかな形状にすることができる。
また、サージタンクから吸気ポートに連続するファンネルの繊細な形状を、比較的小さく可搬性に優れた中子部材の表面に造形することができるから当該造形が容易となる。
【0015】
本発明に係るインテークマニホルドの樹脂成形型の第5特徴構成は、前記サージタンクを形成する中子型に加えて、前記吸気ポートを形成し前記中子型と当接可能な他の中子型を備え、前記サージタンクを形成する樹脂を注入するゲートを、前記中子型における前記他の中子型とは反対側に設けてある点にある。
【0016】
本構成のように、中子型の位置に対して吸気ポートを形成する他の中子型とは反対側にゲートを設けることで、サージタンク部を形成するための樹脂注入時に、樹脂で中子型を他の中子型に押し付けることができる。この結果、フランジ側で片持ち状態に固定される中子型の姿勢を安定化することができ、サージタンクの形状が安定化すると共に、繰り返しの使用によって中子型が曲がり変形することなどを防止することができる。
【0017】
本発明に係るインテークマニホルドの特徴構成は、複数の吸気ポートと、これら吸気ポートが集合連結するサージタンクと、当該サージタンクの端部に設けられ、前記サージタンクの内径よりも小さな内径を有するスロットルボディ取付用の環状のフランジとを備え、前記フランジの内面と前記サージタンクの内面とに亘って前記サージタンクの長手方向に沿うパーティングラインが形成されている点にある。
【0018】
本発明に係るインテークマニホルドは、フランジの内部空間を介して複数の中子部材を抜き出して形成される。この中子部材は、サージタンク内の膨出部を形成するものであるから、抜き出すには、分割構成された中子部材のうちの何れかの中子部材をまず移動させる構成にしておき、これにより、他の中子部材がさらに移動できる空間を形成しつつ順次中子部材を抜き出すこととなる。つまり、組み合わされた中子部材どうしの繋ぎ目は、完成したインテークマニホルドの内面においてパーティングラインとなる。しかも、このパーティングラインは、サージタンクの領域からフランジの内面まで連続して形成され、独特の形状を有することとなる。
【0019】
本発明に係るインテークマニホルドの樹脂成形方法の特徴手段は、サージタンクと、当該サージタンクの端部に設けられ、スロットルボディを取付けるべく前記サージタンクの内径よりも小さな内径を有する環状のフランジとを備えたインテークマニホルドの樹脂成形方法であって、前記サージタンクを形成する、前記フランジから前記サージタンクの端部に至る長さの複数の中子部材を組み合わせて前記サージタンクを形成するキャビティを形成し、前記複数の中子部材の外周を取り囲む状態に前記フランジを形成するスライド型を環状に設置し、前記キャビティの内部および前記スライド型の外部に樹脂を注入してインテークマニホルドを形成したのち、前記複数の中子部材の一つを他の中子部材に対して相対移動させ、当該相対移動により生じた空間を利用して他の中子部材を相対移動させて、前記複数の中子部材を前記フランジの内方空間を介して抜き出す点にある。
【0020】
インテークマニホルドには、スロットルボディを取り付けるフランジ部が形成され、ここは、吸入空気を流通させるための内方空間である孔部が形成される。本発明では、この内方空間を介して、その奥に位置するサージタンクを形成する中子部材を抜き出すものである。しかも、サージタンクの内径は、前記フランジの開口径よりも大きいのが通常である。つまり、サージタンクの内径に対して、フランジの内径は、流通する空気の絞り部となるため、フランジ部の開口径が小径である必要がある。しかし、本発明の方法であれば、従来のごとく、樹脂注入の後に中子型を取り出せるようインテークマニホルドを分割構成する必要はない。よって、インテークマニホルドの構成が簡略化されたものとなり、製造工数も大幅に削減することができる
【図面の簡単な説明】
【0021】
【図1】インテークマニホルドの斜視図である。
【図2】インテークマニホルドの縦断面図である。
【図3】図2のIII−III矢視図である。
【図4】サージタンクの樹脂射出成形状態を示す部分断面図である。
【図5】金型から離型された成形品を示す部分断面図である。
【図6】成形品から第1中子部材が引き抜かれた状態を示す部分断面図である。
【図7】図4のVII−VII矢視図であって、樹脂成形型の組合せ状態を示す。
【図8】中子部材の係合構造を示す図である。
【図9】別実施形態の中子部材の断面図である。
【図10】図9のX−X矢視図である。
【図11】別実施形態の中子部材の係合構造を示す図である。
【発明を実施するための形態】
【0022】
以下、本発明に係るインテークマニホルドの樹脂成形型及びインテークマニホルドの実施形態を図面に基づいて説明する。
【0023】
図1〜図3に示すインテークマニホルド1は、複数の中子型で構成される樹脂成形型の外側に樹脂成形され、その後に樹脂成形型を引き抜くことにより製造される。インテークマニホルド1には、サージタンク2と、当該サージタンク2の端部2aに設けられ、スロットルボディ(図示しない)を取付けられるサージタンク2の内径よりも小さな内径を有する環状のフランジ3とが備えられている。サージタンク2は軸芯Xを有する円筒状であって、サージタンク2の上面には複数の吸気ポート4が連接されている。吸気ポート4の端部4aには、内燃機関のシリンダヘッド(図示しない)に取付けられるフランジ5が設けられている。
【0024】
図2に示すように、サージタンク2内の内径はスロットル側のフランジ3の内径より大きく、サージタンク2の底部にアンダーカット2bが存在する。また、図3に示すように、吸気ポート4は中心線Cが単一の半径Rの円弧状になるよう形成されている。
【0025】
[樹脂成形型について]
図4及び図7に示すように、樹脂成形型は、スロットル側のフランジ3を形成するリング状のスライド型11と、スライド型11の内側に通されてサージタンク2の内面を形成する組合せ式の複数のタンク用中子型12と、吸気ポート4の内面を形成する吸気ポート用中子型13とを備えている。なお、スライド型11は、例えば半円弧状の2部材を組み合わせたものであってもよい。
【0026】
タンク用中子型12は、複数の中子部材によって構成され、樹脂成形後に他の中子部材に先んじて相対移動可能な第1中子部材14と、当該第1中子部材14の相対移動により形成された内部空間V1を利用して移動可能な複数の第2中子部材15とを有する。第1中子部材14は、複数の第2中子部材15どうしを組み合わせて形成された内部空間V1に挿抜可能に構成されている。
【0027】
図7に示すように、例えば第1中子部材14が中央部分となって断面が八角形状に形成され、第1中子部材14の外周に8つの分割型で構成された第2中子部材15が配置される。第2中子部材15は断面が台形状の分割型15A〜15Dと、断面が細長い六角形状の分割型15E〜15Hとが交互に配置され、これら第1中子部材14及び第2中子部材15によりタンク用中子型12が円柱状に形成されている。
【0028】
第2中子部材15の分割型15Eの表面には、サージタンク2から吸気ポート4に分岐する部位のファンネル部16が形成されている。第2中子部材15の表面に吸気ポート4用のファンネル部16を一体形成することで、サージタンク2から吸気ポート4に移行する内面を継ぎ目のない滑らかな形状にすることができる。 また、サージタンク2から吸気ポート4に連続するファンネル部16の繊細な形状を、比較的小さく可搬性に優れた第2中子部材15の表面に造形することができるから当該造形が容易となる。
【0029】
吸気ポート用中子型13は、吸気ポート4内の中心線C(図3参照)に沿って自身を回転させることで吸気ポート4から引き抜くことが可能なスライド型で構成されている。
【0030】
[樹脂成形方法]
上述の樹脂成形型を利用したインテークマニホルド1の樹脂成形方法について説明する。図4に示すように、第1中子部材14と第2中子部材15とが組み付けられてなる円柱状のタンク用中子型12を、成形品の外面を成形する例えば分割型で構成される金型30の内部に挿入配置し、型締め後に金型30とタンク用中子型12との間のキャビティに樹脂材料を射出する。樹脂注入用のゲート31の位置は、その反対側においてタンク用中子型12を押え付けられる位置に設けるとよい。例えば、図4に示すように、アンダーカット2bが形成される位置に樹脂注入用のゲート31を設け、タンク用中子型12を吸気ポート用中子型13に当て付ける。こうすると、タンク用中子型12の位置を安定させつつ射出成形することができ、図1に示す成形品(インテークマニホルド)1が確実に成形される。
【0031】
次に、成形品1の外面を成形している金型30を型開きし、成形品1の外面から金型30を離型して、その後に中子型12,13の引抜き動作に移る(図5、図6参照)。
【0032】
中子型12,13のうち、まず吸気ポート用中子型13を成形品1の吸気ポート4から引き抜く。このとき、吸気ポート4は内空部の中心線Cが単一のR状に成形されているので、吸気ポート用中子型13をその中心線C(図3参照)に沿わせつつ引き抜くこととなる。
【0033】
次に、タンク用中子型12をサージタンク2から引き抜く。タンク用中子型12のうち、中央に位置する第1中子部材14をスロットル側のフランジ3の開口(内方空間)V2から他の中子部材15に先んじて軸芯Xの方向に相対移動させて引き抜く。なお、吸気ポート用中子型13と第1中子部材14とは成形品1から同時に引き抜いてもよい。
【0034】
その後、第1中子部材14の周囲の第2中子部材15をサージタンク2から引き抜く。図6に示すように、第2中子部材15は、第1中子部材14の相対移動により形成された内部空間V1を利用してサージタンク2から引き抜かれる。例えば、第2中子部材15のうち、分割型15A,15B,15C,15Dをサージタンク2内の内部空間V1に一旦移動させ、その後にサージタンク2の長手方向(軸芯Xの方向)に沿って移動させつつ引き抜く。次に、残された分割型15E,15F,15G,15Hをサージタンク2内の内部空間V1に一旦移動させ、その後サージタンク2の長手方向(軸芯Xの方向)に沿って移動させつつフランジ3の開口(内方空間)V2から引き抜く。第2中子部材15は、サージタンク2から1つずつ引き抜いてもよいし、複数まとめて引き抜いても良い。
【0035】
最後に、スライド型11をスロットル側のフランジ3から引き抜くことで、インテークマニホルド1のサージタンク2及びスロットル側のフランジ3の樹脂成形が完了する。
【0036】
このように、成形されたインテークマニホルド1は、フランジ3の内方空間V2を介して複数の中子部材(第1中子部材14、第2中子部材15)を抜き出して形成される。これら中子部材14,15は、サージタンク2内の膨出部を形成するものであるから、抜き出すには、分割構成された中子部材14,15のうちの中央の第1中子部材14をまず移動し、これにより、第2中子部材15がさらに移動できる空間を形成しつつ順次第2中子部材15を抜き出すこととなる。つまり、第1中子部材14の外周において組み合わされた第2中子部材15どうしの繋ぎ目は、完成したインテークマニホルド1の内面においてパーティングラインPLとなる。しかも、このパーティングラインPLは、サージタンク2の領域からスロットル側のフランジ3の内面まで連続して形成され、独特の形状を有することとなる。
【0037】
スロットルボディ取付用のフランジ3の内方空間V2を介して中子型が取り出し可能である。つまり、フランジ3の内方空間V2は吸気管を接続するために必要な開口であるが、本構成の樹脂成形型であれば、この開口から中子型(中子部材14、15)を取り出すことができる。したがって、従来のように、中子型を取り出すためにインテークマニホルド1を分割形式にする必要がない。その結果、例えば後に行う摩擦接合のためのフランジ部を省略できるなど、インテークマニホルド1の構成を簡略化することができ、さらには、別途必要であった接続工程が省略されるなどインテークマニホルド1の製造工程が簡略化される。
【0038】
タンク用中子型12は、スロットル側のフランジ3の内径よりも大きな内径を有するサージタンク2の内面を形成する。よって、複数の中子部材14,15を組み合わせた状態では、中子型としてのフランジ3の部位に対応する外径は、サージタンク2の内面を形成する部位の外径よりも小さい。よって、樹脂注入後、最初に移動させる第1中子部材14がサージタンク2の内面を形成する中子である場合には、例えば、当該内面に当接しないよう他の第2中子部材15を引き抜くには、第2中子部材15の抜き出し方向が複雑になる可能性がある。しかし、本構成のごとく、他の第2中子部材15の組み合わせによって形成される内部空間V1に対して第1中子部材14を挿抜可能に設けておくことで、第1中子部材14の形状は、例えば単純な円柱状や角柱状に構成することができる。この場合、当該中央の第1中子部材14を単に引き抜くことで、他の第2中子部材15をサージタンク2から容易に引き抜くことが可能な内部空間V1を形成することができる。
【0039】
図8に示すように、第1中子部材14と第2中子部材15には、両者を係合する係合部17及び被係合部18が各別に形成されている。第2中子部材15の先端部に形成される係合部17は、第1中子部材14に対して突設された基部17aと基部17aに連設されるスロット部17bとを有し、第2中子部材15の長手方向に垂直な断面視においてT状に形成されている。第1中子部材14の先端部に形成される被係合部18は第2中子部材15の係合部17の形状に対応する凹状形状である。第2中子部材15に対し第1中子部材14を自身の長手方向に沿って押し込むことで、第1中子部材14の被係合部18が第2中子部材15の係合部17に係合する。
【0040】
通常、サージタンク2の形状は、複数の気筒に亘る長さが必要である。よって、サージタンク2の内部空間V1は長尺状の空間となる。組み合わせられる夫々の中子部材14,15の長さは必然的に長尺状となる。その場合、樹脂注入の際に中子部材どうしの間に熱の影響による隙間が生じないように夫々の中子部材14,15どうしが確実に組合される必要がある。本構成の中子部材14,15では、第1中子部材14と第2中子部材15とを拘束する係合部17及び被係合部18を備えるから、樹脂注入に際してサージタンク2を形成するキャビティを確実に構成することができる。
【0041】
また、係合部17及び被係合部18は中子部材14,15の先端部に構成されている。つまり、組み合わせられた長尺状の中子部材14,15の組み合わせ状態が緩むのを防止するために、両端、つまり一方の端部近くにあるフランジ3とその反対側の端部とで中子部材14,15同士が拘束される。これにより、耐久性の高いタンク用中子型12を得ることができる。
【0042】
タンク用中子型12の位置に対して吸気ポート4を形成する他の中子型13とは反対側に樹脂注入のゲート31を設けることで、サージタンク2を形成するための樹脂注入時に、樹脂でタンク用中子型12を他の中子型13に押し付けることができる。この結果、フランジ3側で片持ち状態に固定されるタンク用中子型12の姿勢を安定化することができ、サージタンク2の形状が安定化すると共に、繰り返しの使用によってタンク用中子型12が曲がり変形することなどを防止することができる。
【0043】
〔第2実施形態〕
図9〜図11に示すように、本実施形態の樹脂成形型は、第1中子部材14の外周位置に第2中子部材15を4つ備える。第2中子部材15は、第1中子部材14の長手方向の周面を挟む対向位置に断面が半円状の分割型15A,15Bと、分割型15A,15Bに隣接する位置に断面が円弧状の分割型15C,15Dを有する。
【0044】
本実施形態の樹脂成形型は、樹脂成形後に、タンク用中子型12のうち、中央に位置する第1中子部材14をスロットル側のフランジ3の開口(内方空間)V2から他の中子部材15に先んじて軸芯Xの方向に相対移動させて引き抜く。その後、第2中子部材15のうち、分割型15C,15Dをサージタンク2内の内部空間V1に一旦移動させ、その後にサージタンク2の長手方向(軸芯Xの方向)に沿って移動させつつ引き抜く。次に、残された分割型15A,15Bをサージタンク2内の内部空間V1に一旦移動させ、その後サージタンク2の長手方向(軸芯Xの方向)に沿って移動させつつフランジ3の開口(内方空間)V2から引き抜く。
【0045】
第1中子部材14の先端部と第2中子部材15の先端部には、両者を係合する係合部17及び被係合部18が各別に形成されている。第2中子部材15の先端部に形成される係合部17は、第2中子部材15に長手方向において第1中子部材14に対して突設された基部17aと基部17aからフランジ3の側に向けて折り返された先細りの鍵状部17bとを有する。第1中子部材14の先端部に形成される被係合部18は第2中子部材15の係合部17の形状に対応する凹状形状である。第2中子部材15に対し第1中子部材14を自身の長手方向に沿って押し込むことで、第1中子部材14の被係合部18が第2中子部材15の係合部17に係合する。
【0046】
〔他の実施形態〕
(1)上記の実施形態では、サージタンク2、フランジ3、及び吸気ポート4を形成する樹脂成形型の例を示したが、サージタンク2及びフランジ3のみを形成する樹脂成形型であってもよい。
【0047】
(2)上記の実施形態では、樹脂成形後に金型30を開いて成形品1を離型し、その後に吸気ポート用中子型13、第1中子部材14、第2中子部材15を順次成形品1から引き抜くインテークマニホルドの製造工程を示したが、樹脂成形後に第1中子部材14、第2中子部材15を順次成形品1から引き抜き、その後に金型30を開いて成形品1を離型する工程と、吸気ポート用中子型13を成形品1から引き抜く工程とを同時又は順次行うよう構成してもよい。
【0048】
(3)上記の実施形態では、第1中子部材14の長手方向の全周に第2中子部材15が組み合わされる例を示したが、第1中子部材14が第2中子部材15に対して先んじて相対移動可能であれば第1中子部材14の長手方向の一部に第2中子部材15が組み合わされていてもよい。また、タンク用中子型12における第1中子部材14及び第2中子部材15の形状は特に限定されない。第1中子部材14と第2中子部材15とが組み合わされてサージタンク2の内部形状を形成する形状であればよい。第2中子部材15の分割型の数についても特に限定されず、第1中子部材14は中空型であってもよい。
【0049】
(4)上記の実施形態では、係合部17を第2中子部材15に形成し、被係合部18を第1中子部材14に形成する例を示したが、係合部17を第1中子部材14に形成し、被係合部18を第2中子部材15に形成してもよい。また、上記の実施形態では、係合部17及び被係合部18を中子部材14,15の先端部に形成する例を示したが、係合部17及び被係合部18は、中子部材14,15の長手方向の中途位置に形成してもよい。また、係合部17及び被係合部18には、第1中子部材14の長手方向に沿うテーパ面を設定してよい。係合部17及び被係合部18にテーパ面を設けることで、第1中子部材14と第2中子部材15との組付け及び取り外しを円滑に行うことができる。
【産業上の利用可能性】
【0050】
本発明は、樹脂製の各種中空製品に対して幅広く利用可能である。
【符号の説明】
【0051】
1 インテークマニホルド
2 サージタンク
2a 端部
3 フランジ(スロットルボディ側)
4 吸気ポート
11 スライド型
12 タンク用中子型
13 吸気ポート用中子型
14 第1中子部材
15 第2中子部材
16 ファンネル部
17 係合部
18 被係合部
31 ゲート
PL パーティングライン
V1 内部空間
V2 開口(内方空間)
【特許請求の範囲】
【請求項1】
サージタンクと、当該サージタンクの端部に設けられ、スロットルボディを取付けるべく前記サージタンクの内径よりも小さな内径を有する環状のフランジとを備えたインテークマニホルドを成形する樹脂成形型であって、
前記フランジを形成するスライド型と、前記サージタンクの内面を成形する組合せ式の複数の中子型とを備え、
前記中子型が、樹脂成形後に他の中子部材に先んじて相対移動可能な第1中子部材と、
当該第1中子部材の相対移動により形成された内部空間を利用して移動可能な第2中子部材とを有し、前記第1中子部材および前記第2中子部材が樹脂成形された前記フランジの内方空間を介して取り出し可能に構成してあるインテークマニホルドの樹脂成形型。
【請求項2】
前記第1中子部材が、複数の前記第2中子部材どうしを組み合わせて形成された内部空間に挿抜可能に構成してある請求項1記載のインテークマニホルドの樹脂成形型。
【請求項3】
前記第1中子部材を自身の長手方向に沿って押し込むことで周囲の第2中子部材と係合する係合部および被係合部を、前記第1中子部材と前記第2中子部材とに各別に形成してある請求項2記載のインテークマニホルドの樹脂成形型。
【請求項4】
前記サージタンクに複数の吸気ポートが連接してあり、前記第2中子部材の表面に、前記サージタンクから前記吸気ポートに分岐する部位のファンネル部を形成してある請求項2または3に記載のインテークマニホルドの樹脂成形型。
【請求項5】
前記サージタンクを形成する中子型に加えて、前記吸気ポートを形成し前記中子型と当接可能な他の中子型を備え、
前記サージタンクを形成する樹脂を注入するゲートを、前記中子型における前記他の中子型とは反対側に設けてある請求項4記載のインテークマニホルドの樹脂成形型。
【請求項6】
複数の吸気ポートと、これら吸気ポートが集合連結するサージタンクと、当該サージタンクの端部に設けられ、前記サージタンクの内径よりも小さな内径を有するスロットルボディ取付用の環状のフランジとを備え、
前記フランジの内面と前記サージタンクの内面とに亘って前記サージタンクの長手方向に沿うパーティングラインが形成されているインテークマニホルド。
【請求項7】
サージタンクと、当該サージタンクの端部に設けられ、スロットルボディを取付けるべく前記サージタンクの内径よりも小さな内径を有する環状のフランジとを備えたインテークマニホルドの樹脂成形方法であって、
前記フランジから前記サージタンクの端部に至る長さの複数の中子部材を組み合わせて前記サージタンク用のキャビティを形成し、
前記複数の中子部材の外周を取り囲む状態に前記フランジを形成するスライド型を環状に設置し、
前記キャビティおよび前記スライド型の外部に樹脂を注入してインテークマニホルドを形成したのち、
前記複数の中子部材の一つを他の中子部材に対して相対移動させ、当該相対移動により生じた空間を利用して他の中子部材を相対移動させて、前記複数の中子部材を前記フランジの内方空間を介して抜き出すインテークマニホルドの樹脂成形方法。
【請求項1】
サージタンクと、当該サージタンクの端部に設けられ、スロットルボディを取付けるべく前記サージタンクの内径よりも小さな内径を有する環状のフランジとを備えたインテークマニホルドを成形する樹脂成形型であって、
前記フランジを形成するスライド型と、前記サージタンクの内面を成形する組合せ式の複数の中子型とを備え、
前記中子型が、樹脂成形後に他の中子部材に先んじて相対移動可能な第1中子部材と、
当該第1中子部材の相対移動により形成された内部空間を利用して移動可能な第2中子部材とを有し、前記第1中子部材および前記第2中子部材が樹脂成形された前記フランジの内方空間を介して取り出し可能に構成してあるインテークマニホルドの樹脂成形型。
【請求項2】
前記第1中子部材が、複数の前記第2中子部材どうしを組み合わせて形成された内部空間に挿抜可能に構成してある請求項1記載のインテークマニホルドの樹脂成形型。
【請求項3】
前記第1中子部材を自身の長手方向に沿って押し込むことで周囲の第2中子部材と係合する係合部および被係合部を、前記第1中子部材と前記第2中子部材とに各別に形成してある請求項2記載のインテークマニホルドの樹脂成形型。
【請求項4】
前記サージタンクに複数の吸気ポートが連接してあり、前記第2中子部材の表面に、前記サージタンクから前記吸気ポートに分岐する部位のファンネル部を形成してある請求項2または3に記載のインテークマニホルドの樹脂成形型。
【請求項5】
前記サージタンクを形成する中子型に加えて、前記吸気ポートを形成し前記中子型と当接可能な他の中子型を備え、
前記サージタンクを形成する樹脂を注入するゲートを、前記中子型における前記他の中子型とは反対側に設けてある請求項4記載のインテークマニホルドの樹脂成形型。
【請求項6】
複数の吸気ポートと、これら吸気ポートが集合連結するサージタンクと、当該サージタンクの端部に設けられ、前記サージタンクの内径よりも小さな内径を有するスロットルボディ取付用の環状のフランジとを備え、
前記フランジの内面と前記サージタンクの内面とに亘って前記サージタンクの長手方向に沿うパーティングラインが形成されているインテークマニホルド。
【請求項7】
サージタンクと、当該サージタンクの端部に設けられ、スロットルボディを取付けるべく前記サージタンクの内径よりも小さな内径を有する環状のフランジとを備えたインテークマニホルドの樹脂成形方法であって、
前記フランジから前記サージタンクの端部に至る長さの複数の中子部材を組み合わせて前記サージタンク用のキャビティを形成し、
前記複数の中子部材の外周を取り囲む状態に前記フランジを形成するスライド型を環状に設置し、
前記キャビティおよび前記スライド型の外部に樹脂を注入してインテークマニホルドを形成したのち、
前記複数の中子部材の一つを他の中子部材に対して相対移動させ、当該相対移動により生じた空間を利用して他の中子部材を相対移動させて、前記複数の中子部材を前記フランジの内方空間を介して抜き出すインテークマニホルドの樹脂成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−103351(P2013−103351A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−246679(P2011−246679)
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000000011)アイシン精機株式会社 (5,421)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000000011)アイシン精機株式会社 (5,421)
【Fターム(参考)】
[ Back to top ]