
インナーイヤホン用遮音エレメントとその製造工程
【課題】柔らかく粘性が高い多孔質のプラスティック素材の耳栓において、複雑な形状での成形加工を実現する。
【解決手段】素材1に水を含ませて凍結させた状態で切削加工を行う。具体的には、ワーク1に切削媒体3(凍結しやすく凍結状態で切削しやすい液体)を染みこませる工程、ワークを切削媒体ごと凍結させる工程、ワークを切削媒体ごと凍結させた状態11で切削加工する工程、を経る。また、切削媒体を染みこませたワークを凍結させる前工程で、切削媒体を染みこませたワークを装填できる治具4を使う。
【解決手段】素材1に水を含ませて凍結させた状態で切削加工を行う。具体的には、ワーク1に切削媒体3(凍結しやすく凍結状態で切削しやすい液体)を染みこませる工程、ワークを切削媒体ごと凍結させる工程、ワークを切削媒体ごと凍結させた状態11で切削加工する工程、を経る。また、切削媒体を染みこませたワークを凍結させる前工程で、切削媒体を染みこませたワークを装填できる治具4を使う。
【発明の詳細な説明】
【用語の定義】
【0001】
請求項を含む全文を通じ、文中の{}内の記述は{}外の記述に優先する。
【技術分野】
【0002】
耳栓の成形加工技術
【背景技術】
【0003】
環境騒音の聴覚への影響を軽減する耳栓は用途やメーカによって多種多様のものが販売されている。遮音性能を増すことと、成形加工の自由度は一般的に相容れない性質がある。一般的に{素材が柔らかく粘性の高いもの}の肌触りの質感が良く、また遮音効果も高い。しかし、良質のものは生産性が良くないことから、形状は簡単なものがほとんどで、価格も高い。
一方で、自由な形状で高品位の商品を作りたい、というニーズがあるが、加工が極めて難しいので、市場にあるものはほとんど同じ形状である。
【発明が解決しようとしている課題】
【0004】
{{多孔質で柔軟性と粘性のあるプラスティック材料}でイヤホンと外耳の隙間を埋めることで{環境騒音の聴覚へ伝わる量を軽減する}}やや複雑な形状の遮音エレメントを簡単な方法で製造する。
【課題を解決するための手段】
【0005】
耳栓に使う多孔質のプラスティック材料に、{凍結が簡単で、また、乾燥も簡単な}液体を染みこませ凍結させる。液体が水の場合、{水を染みこませた{耳栓に使う多孔質のプラスティック材料}の内部の細かい隙間}に氷が詰まっている状態になり、この状態での切削性が極めてよい。実際の実験でも、一般に使われる耳栓に水を染みこませ凍結した状態での、ドリルでの切削性は極めて良好で、わずか数分の一秒で、{直径12mm、長さ18mm}のワークに、貫通しない穴{8mmの直径、15mmの深さ、2mmの厚み底}を開けることができる。
【0006】
柔らかい多孔質プラスティック材料は水を含ませた状態での形状は、長さや太さにバラツキが発生する。素材の製造工程そのものが多孔質製品の比重にもかなりバラツキがあり、実際顕微鏡で、多孔質性を確認すると{ロット間、個体間、個体の部位}バラツキは様々である。品質が決められた商品にも、恒常的にバラツキが発生し、指先の触感でも見分けられるものもある。
従って、水を含ませた状態の自由形状は、それらのバラツキの影響もあって市販の耳栓の大きさでのものでも、{直径、長さ}とも1mm程度のバラツキは通常範囲である。
寸法形状にバラツキがあるものを、そのまま切削工程に組み入れることは{生産性や仕上がり品質}の低下に繋がる。この対策として、ワークを治具の中に入れて凍結させる方法が極めて簡単で、有効である。ワークの{若干の寸法バラツキ}は強制的に治具に収まり凍結することから、ワークの基準座標を冶具の基準座標に置き換えて切削加工ができる。このことで、生産性が極めて向上する。
ワークを直接チャッキングしないことによって、製品にキズを付けることがない。
凍結の工程を簡素化し、凍結状態の品質を安定化させる意味においても、ワークを収納する治具ごと凍結する手法は極めて有効である。
【0007】
切削加工に時間を要する場合、切削中にワークの切削面が溶ける可能性があるが、少しでも溶けると切削性が急激に悪くなり製品の仕上がりが悪くなる。切削工程が終了するまで、ワークの凍結状態を保つことは重要である。多数のワークが一つの治具に並べる場合、切削工程の時間と一つの治具に入れるワークの数と溶解までの時間との関係が重要である。切削環境を冷却することで、切削を待つワークの溶解を防ぐことができることから、治具一個上のワーク数を多くすることで作業性を向上させることができる。
【0008】
切削工具の温度が高いと、切削工具自体がワークを溶解させることにつながり、切削性を悪くする。逆に切削工具の温度が下がりすぎると、切りくずが切削工具に凍り付くことで作業性が悪くなる。切削工具の温度管理は重要である。
切削加工後のワークに染みこんだ切削媒体を除去する方法については、本案の本質ではないので、この説明を省略する。
【0009】
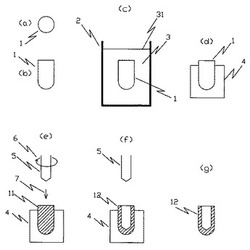
[図1]は本案発明の一実施例の製造工程の説明図である。
切削煤体は水である。同じ番号は同じものを示す。
[図1](a)はワークの加工前の上面図、
[図1](b)はワークの加工前の側面図
[図1](c)はワークが容器の中の水に浸かっている状態
[図1](d)は水を含んだワークを治具に収めた状態
[図1](e)は治具ごと凍結したワークを切削する様子
[図1](f)は洽具に収まった状態で切削が完了した状態
[図1](g)は治具からワークを取り出した状態
を示す。
【0010】
1はワーク、2は水を入れる容器、3は水、31は水面、4は水を含んだワークを入れる治具、5は切削工具であるドリルの刃、6はドリルの回転方向、7は穴開け加工の方向、11は凍結されたワーク、12は切削加工が終了したワーク、である。
図1の実施例では、{片側が丸い円柱状}のワークの中心に、貫通しない深い穴を開ける場合を示す。仕上がり後のワークの肉厚が薄いことと、肉厚の寸法が重要であることから、金型による成型が難しく、品質を安定させることも難しい。
水の中に浸されて、水を含んだワーク1は治具4に挿入され、凍結される。
治具ごと、凍結されたワークは切削装置に治具ごとセットされる。ワークの基準座標と治具の基準座標の関係のバラツキが極めて小さくなり、安定した切削加工ができる。切削後は凍結したワークを解かし、治具から取り出す。
図は単純な穴加工であるが、外形の切削、中繰りの切削も同様である。
【発明の効果】
【0011】
これまでは、{複雑な形状または薄い形状}の{多孔質で粘性のあるプラスティック素材}を成型加工することは困難であったが、本案発明によってこの材料の切削加工が極めて簡単になる。結果、{複雑な形状の耳栓}や{高性能の環境騒音リダクション機能を持つイヤホンのアタッチメント}などの製造を容易にする。
{他品種少量生産品}や{オーダーメイドの外耳の形状に合わせた一品生産品}の自由な形状加工を可能にするだけでなく、安定した量産も可能にする。
【発明を実施するための最良の形態】
【0012】
多孔質プラスティック素材切削による加工工程。
従来では成型加工できなかった形状の、触感が良く、遮音効果の高いイヤホン用遮音エレメントの{製品化、量産化}。
【実施例】
【0013】
イヤホン用遮音エレメントの製造
イヤホン用遮音エレメント
【産業上の利用可能性】
【0014】
【図面の簡単な説明】
【0015】
【図1】本案発明の製造工程の実施例 [図1](a)製造工程の一部を示す。[図1](b)製造工程の一部を示す。[図1](c)製造工程の一部を示す。[図1](d)製造工程の一部を示す。[図1](e)製造工程の一部を示す。[図1](f)製造工程の一部を示す。[図1](g)製造工程の一部を示す。
【用語の定義】
【0001】
請求項を含む全文を通じ、文中の{}内の記述は{}外の記述に優先する。
【技術分野】
【0002】
耳栓の成形加工技術
【背景技術】
【0003】
環境騒音の聴覚への影響を軽減する耳栓は用途やメーカによって多種多様のものが販売されている。遮音性能を増すことと、成形加工の自由度は一般的に相容れない性質がある。一般的に{素材が柔らかく粘性の高いもの}の肌触りの質感が良く、また遮音効果も高い。しかし、良質のものは生産性が良くないことから、形状は簡単なものがほとんどで、価格も高い。
一方で、自由な形状で高品位の商品を作りたい、というニーズがあるが、加工が極めて難しいので、市場にあるものはほとんど同じ形状である。
【発明が解決しようとしている課題】
【0004】
{{多孔質で柔軟性と粘性のあるプラスティック材料}でイヤホンと外耳の隙間を埋めることで{環境騒音の聴覚へ伝わる量を軽減する}}やや複雑な形状の遮音エレメントを簡単な方法で製造する。
【課題を解決するための手段】
【0005】
耳栓に使う多孔質のプラスティック材料に、{凍結が簡単で、また、乾燥も簡単な}液体を染みこませ凍結させる。液体が水の場合、{水を染みこませた{耳栓に使う多孔質のプラスティック材料}の内部の細かい隙間}に氷が詰まっている状態になり、この状態での切削性が極めてよい。実際の実験でも、一般に使われる耳栓に水を染みこませ凍結した状態での、ドリルでの切削性は極めて良好で、わずか数分の一秒で、{直径12mm、長さ18mm}のワークに、貫通しない穴{8mmの直径、15mmの深さ、2mmの厚み底}を開けることができる。
【0006】
柔らかい多孔質プラスティック材料は水を含ませた状態での形状は、長さや太さにバラツキが発生する。素材の製造工程そのものが多孔質製品の比重にもかなりバラツキがあり、実際顕微鏡で、多孔質性を確認すると{ロット間、個体間、個体の部位}バラツキは様々である。品質が決められた商品にも、恒常的にバラツキが発生し、指先の触感でも見分けられるものもある。
従って、水を含ませた状態の自由形状は、それらのバラツキの影響もあって市販の耳栓の大きさでのものでも、{直径、長さ}とも1mm程度のバラツキは通常範囲である。
寸法形状にバラツキがあるものを、そのまま切削工程に組み入れることは{生産性や仕上がり品質}の低下に繋がる。この対策として、ワークを治具の中に入れて凍結させる方法が極めて簡単で、有効である。ワークの{若干の寸法バラツキ}は強制的に治具に収まり凍結することから、ワークの基準座標を冶具の基準座標に置き換えて切削加工ができる。このことで、生産性が極めて向上する。
ワークを直接チャッキングしないことによって、製品にキズを付けることがない。
凍結の工程を簡素化し、凍結状態の品質を安定化させる意味においても、ワークを収納する治具ごと凍結する手法は極めて有効である。
【0007】
切削加工に時間を要する場合、切削中にワークの切削面が溶ける可能性があるが、少しでも溶けると切削性が急激に悪くなり製品の仕上がりが悪くなる。切削工程が終了するまで、ワークの凍結状態を保つことは重要である。多数のワークが一つの治具に並べる場合、切削工程の時間と一つの治具に入れるワークの数と溶解までの時間との関係が重要である。切削環境を冷却することで、切削を待つワークの溶解を防ぐことができることから、治具一個上のワーク数を多くすることで作業性を向上させることができる。
【0008】
切削工具の温度が高いと、切削工具自体がワークを溶解させることにつながり、切削性を悪くする。逆に切削工具の温度が下がりすぎると、切りくずが切削工具に凍り付くことで作業性が悪くなる。切削工具の温度管理は重要である。
切削加工後のワークに染みこんだ切削媒体を除去する方法については、本案の本質ではないので、この説明を省略する。
【0009】
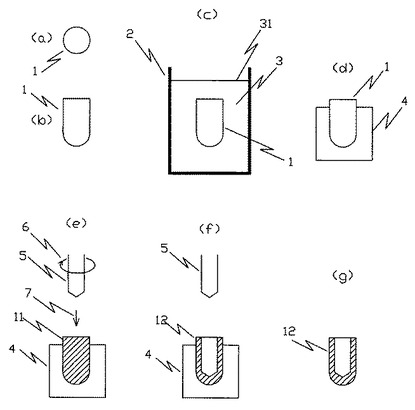
[図1]は本案発明の一実施例の製造工程の説明図である。
切削煤体は水である。同じ番号は同じものを示す。
[図1](a)はワークの加工前の上面図、
[図1](b)はワークの加工前の側面図
[図1](c)はワークが容器の中の水に浸かっている状態
[図1](d)は水を含んだワークを治具に収めた状態
[図1](e)は治具ごと凍結したワークを切削する様子
[図1](f)は洽具に収まった状態で切削が完了した状態
[図1](g)は治具からワークを取り出した状態
を示す。
【0010】
1はワーク、2は水を入れる容器、3は水、31は水面、4は水を含んだワークを入れる治具、5は切削工具であるドリルの刃、6はドリルの回転方向、7は穴開け加工の方向、11は凍結されたワーク、12は切削加工が終了したワーク、である。
図1の実施例では、{片側が丸い円柱状}のワークの中心に、貫通しない深い穴を開ける場合を示す。仕上がり後のワークの肉厚が薄いことと、肉厚の寸法が重要であることから、金型による成型が難しく、品質を安定させることも難しい。
水の中に浸されて、水を含んだワーク1は治具4に挿入され、凍結される。
治具ごと、凍結されたワークは切削装置に治具ごとセットされる。ワークの基準座標と治具の基準座標の関係のバラツキが極めて小さくなり、安定した切削加工ができる。切削後は凍結したワークを解かし、治具から取り出す。
図は単純な穴加工であるが、外形の切削、中繰りの切削も同様である。
【発明の効果】
【0011】
これまでは、{複雑な形状または薄い形状}の{多孔質で粘性のあるプラスティック素材}を成型加工することは困難であったが、本案発明によってこの材料の切削加工が極めて簡単になる。結果、{複雑な形状の耳栓}や{高性能の環境騒音リダクション機能を持つイヤホンのアタッチメント}などの製造を容易にする。
{他品種少量生産品}や{オーダーメイドの外耳の形状に合わせた一品生産品}の自由な形状加工を可能にするだけでなく、安定した量産も可能にする。
【発明を実施するための最良の形態】
【0012】
多孔質プラスティック素材切削による加工工程。
従来では成型加工できなかった形状の、触感が良く、遮音効果の高いイヤホン用遮音エレメントの{製品化、量産化}。
【実施例】
【0013】
イヤホン用遮音エレメントの製造
イヤホン用遮音エレメント
【産業上の利用可能性】
【0014】
【図面の簡単な説明】
【0015】
【図1】本案発明の製造工程の実施例 [図1](a)製造工程の一部を示す。[図1](b)製造工程の一部を示す。[図1](c)製造工程の一部を示す。[図1](d)製造工程の一部を示す。[図1](e)製造工程の一部を示す。[図1](f)製造工程の一部を示す。[図1](g)製造工程の一部を示す。
【特許請求の範囲】
【請求項1】
多孔質で柔らかいプラスティックの素材をワークとし、
水などの、{凍結しやすく、凍結状態で切削しやすい液体}を切削媒体とし、
ワークに切削媒体を染みこませる製造工程を有することを第1の特徴とし、
ワークを切削媒体ごと凍結させる製造工程を有することを第2の特徴とし、
ワークを切削媒体ごと凍結させた状態で切削加工をする製造行程を有することを第3の特徴とし、
上記第1と第2と第3の特徴を有するワークの製造工程。
【請求項2】
切削媒体を染みこませたワークを装填できる治具を治具とし、
請求項1に定義の切削媒体を染みこませたワークを凍結させる前工程で、治具を使うことを第4の特徴とし、
治具ごと凍結させることを第5の特徴とし、
治具の基準座標を切削加工の基準座標とすることを第6の特徴とし、
{{請求項1の第1と第2と第3}と{上記第4と第5と第6}の特徴を幽するワークの製造工程。
【請求項3】
{請求項1または2}に定義する切削工程で、切削加工中のワークが溶けないよう切削環境の冷却機能を有することを第7の特徴とする、ワークの製造工程。
【請求項4】
{請求項1または2または3}に定義する切削工程で、切削加工中のワークが溶けないよう、切削工具の冷却機能を有することを第7の特徴とするワークの製造工程。
【請求項5】
{インナーイヤホンと外耳の間の隙間}を埋めることで、{環境騒音が聴覚に伝わるところの伝達経路}の遮音機能を持つところの、{上記請求項1または2または3または4の製造工程}によって加工されたことを特徴とする、{多孔質で柔らかいプラスティック素材}からなる、インナーイヤホン用遮音エレメント。
【請求項1】
多孔質で柔らかいプラスティックの素材をワークとし、
水などの、{凍結しやすく、凍結状態で切削しやすい液体}を切削媒体とし、
ワークに切削媒体を染みこませる製造工程を有することを第1の特徴とし、
ワークを切削媒体ごと凍結させる製造工程を有することを第2の特徴とし、
ワークを切削媒体ごと凍結させた状態で切削加工をする製造行程を有することを第3の特徴とし、
上記第1と第2と第3の特徴を有するワークの製造工程。
【請求項2】
切削媒体を染みこませたワークを装填できる治具を治具とし、
請求項1に定義の切削媒体を染みこませたワークを凍結させる前工程で、治具を使うことを第4の特徴とし、
治具ごと凍結させることを第5の特徴とし、
治具の基準座標を切削加工の基準座標とすることを第6の特徴とし、
{{請求項1の第1と第2と第3}と{上記第4と第5と第6}の特徴を幽するワークの製造工程。
【請求項3】
{請求項1または2}に定義する切削工程で、切削加工中のワークが溶けないよう切削環境の冷却機能を有することを第7の特徴とする、ワークの製造工程。
【請求項4】
{請求項1または2または3}に定義する切削工程で、切削加工中のワークが溶けないよう、切削工具の冷却機能を有することを第7の特徴とするワークの製造工程。
【請求項5】
{インナーイヤホンと外耳の間の隙間}を埋めることで、{環境騒音が聴覚に伝わるところの伝達経路}の遮音機能を持つところの、{上記請求項1または2または3または4の製造工程}によって加工されたことを特徴とする、{多孔質で柔らかいプラスティック素材}からなる、インナーイヤホン用遮音エレメント。
【図1】


【公開番号】特開2013−86257(P2013−86257A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−245962(P2011−245962)
【出願日】平成23年10月22日(2011.10.22)
【出願人】(392004015)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月22日(2011.10.22)
【出願人】(392004015)
【Fターム(参考)】
[ Back to top ]