
インパクトドライバ
【課題】対象に対して耐久性を確保し、かつ締め込み速度を良好に発揮する。
【解決手段】モータ2の回転数検出手段と、木ネジに最適のモータ回転数とボルトに最適のモータ回転数とを記憶したメモリと、回転数検出手段によって計測されたモータ2の脈動周期に基づいて先端軸6の回転状態を判定し、上記メモリに記憶されたモータ2の回転数を制御する制御手段とを備え、制御手段が、先端軸6が回転している状態であると判定したときは、木ネジの締め込みに最適のモータ回転数で回転させ、先端軸6が回転していないと判定したときは、ボルトの締め込みに適するモータ回転数で回転させる。
【解決手段】モータ2の回転数検出手段と、木ネジに最適のモータ回転数とボルトに最適のモータ回転数とを記憶したメモリと、回転数検出手段によって計測されたモータ2の脈動周期に基づいて先端軸6の回転状態を判定し、上記メモリに記憶されたモータ2の回転数を制御する制御手段とを備え、制御手段が、先端軸6が回転している状態であると判定したときは、木ネジの締め込みに最適のモータ回転数で回転させ、先端軸6が回転していないと判定したときは、ボルトの締め込みに適するモータ回転数で回転させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、先端軸の回転状態に基づいて木ネジを締めているかボルトを締めているかを判断し、それぞれに適する回転数で打撃するインパクトドライバの改良技術に関する。
【背景技術】
【0002】
一般に、インパクトドライバやインパクトレンチのような回転打撃工具は、特許文献1、2等に示されるように、モータの回転エネルギをバネに蓄力し、一定の時間毎にバネに蓄えられたエネルギを解放してハンマを回転させて先端軸のアンビルを回転方向に打撃し、この打撃力によって得られた締め付けトルクによって工具本体の先端に設けられたドライバ、レンチ等の先端軸を回転させてネジやボルトを回転させるものである。
【0003】
ところで、インパクトドライバによって木ネジを高速で締め込むためには、打撃力を大きくし、さらに打撃回数を多くする必要がある。大きな打撃力によって締め込むためには、大きなバネ、大きなハンマ等を装備しなければならないから、工具自体を大型化せざるを得ない。したがって、小型で高速の締め込みを実現するには、打撃数を増大させて出力を上げればよい。これによれば、構成部品が小型で済み、構造強度もそれほど要求されないので、小型でも作業性に優れた工具を得ることができる。
【特許文献1】特開平7−314344
【特許文献2】特開平10−180643
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、この種の回転工具は木ネジ締めだけでなく多用途に使われることが多い。例えば、木ネジ用と謳われていても、近くに締め込むべきボルトがあれば、木ネジ用の工具でボルトを締め込むことがある。
【0005】
木ネジを効率的に締め込むために高速回転仕様にした工具によってボルト締め作業を行うと、ハンマの打撃時のエネルギが反力として工具軸からハンマに戻ってくるから、打撃の反力がハンマに加えられ、ハンマが正常作動範囲を越えて内部の構成部品にぶつかり、打撃不良となるだけでなく強度以上の衝撃を与えて耐久性を損なうという問題が発生する。
【0006】
これに対応して、ボルト締めの耐久性を踏まえてモータの回転数の設定をすると、回転数は低く抑えなければならないので、木ネジの締め込み速度に限界がきてしまい、木ネジの締め込み用に用途限定して高速に設定したときには期待できるはずの性能を発揮することができない。
【0007】
本発明は上記問題点を解消し、先端軸の回転状態に基づいて木ネジを締めているかボルトを締めているかを判断し、それぞれに適する回転数で打撃させることによって、木ネジ、ボルト等の各締め込み対象に対して耐久性を確保し、かつ締め込み速度を良好に発揮することができる、小型で高速のインパクトドライバを提供することをその課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、請求項1に係る発明は、モータで回転駆動されるハンマで工具本体の先端に設けた先端軸を打撃して回転させ、該先端軸に装着された先端工具によって木ネジ、ボルト等を締め付けるインパクトドライバであって、上記モータの回転数を検出する回転数検出手段と、木ネジに最適のモータ回転数とボルトに最適のモータ回転数と打撃不良のときに正常に打撃できるモータ回転数とを記憶したメモリと、上記回転数検出手段によって計測されたモータの回転数の脈動周期に基づいて上記先端軸の回転状態を判定し、上記メモリに記憶されたモータの回転数を制御する制御手段とを備え、上記制御手段が、上記先端軸が回転している状態であると判定したときは、木ネジの締め込みに最適のモータ回転数で回転させ、上記先端軸が回転していないと判定したときは、ボルトの締め込みに適するモータ回転数で回転させることを特徴とする。
【0009】
請求項2に係る発明は、請求項1において、上記回転数検出手段が上記回転脈動が不安定であると検出したときは、上記制御手段により正常に打撃できるまでモータ回転数を除降させることを特徴とする。
【0010】
請求項3に係る発明は、請求項2において、上記回転数検出手段が上記回転脈動が不安定であると検出したときは、上記制御手段により正常に打撃できるまでモータ回転数を除降させることに代え、正常に打撃できるモータ回転数をメモリに記憶させておくことを特徴とする。
【0011】
請求項4に係る発明は、請求項1において、上記先端軸の回転の有無を、上記脈動周期の1サイクルにおける上記モータの回転量の所定値との差によって判定することを特徴とする。
【0012】
請求項5に係る発明は、請求項1において、前記先端軸の回転量を段階的に設定し、設定した回転量に対応して前記モータの回転数を段階的に設定したことを特徴とする。
【0013】
請求項6に係る発明は、請求項1において、前記モータの回転数を高速回転から低速回転まで段階的に設定し、該回転数を選択可能にしたことを特徴とする。
【発明の効果】
【0014】
請求項1に係る発明によれば、制御手段が、先端軸が回転している状態であると判定したときは、木ネジの締め込みに最適のモータ回転数で回転させ、先端軸が回転していないと判定したときは、ボルトの締め込みに適するモータ回転数で回転させ、木ネジを締め込むときは最適のモータ回転数で回転打撃を加えることができ、高速で締め込み作業をすることができる。
【0015】
また、先端軸が回転していないと判定したときは、ボルトに適するモータ回転数で回転させる構成であるから、ボルトを締め込んだときは、最適範囲までモータの回転が落ちるので、正常作動範囲を越えて内部の構成部品にぶつかり、強度以上の衝撃を与えて耐久性を損なう現象が生じることはない。
【0016】
このように、作業者による設定や調整を必要とせず、各締め込み対象に応じて最適な打撃設定がなされ、構成部品に大きな衝撃が加わる異常な打撃が連続することはないので、耐久性が確保されるとともに、小型ながら高速で木ネジの締め込み作業を行うことができる。
【0017】
請求項2に係る発明によれば、上記回転数検出手段が上記回転脈動が不安定であると検出したときは、上記制御手段により正常に打撃できるモータ回転数まで低下させるから、正常に打撃できるモータ回転数まで低下させる構成であるから、打撃不良状態は自動的に正常打撃状態に修正される。
【0018】
請求項3に係る発明によれば、回転脈動が不安定であると検出したときは、正常に打撃できるモータ回転数をメモリから読み出して回転させることができるので、直ちに正常な打撃が得られる。
【0019】
請求項4に係る発明によれば、先端軸の回転の有無を、上記脈動周期の1サイクルにおける上記モータの回転量を所定値との差によって判定するので、バッテリの電圧やモータ特性のばらつき等を考慮しなくて済む。
【0020】
請求項5に係る発明によれば、先端軸の回転量が大きければモータの回転数を高くし、先端軸の回転量が小さければモータの回転数を低くし、先端軸の回転量に応じてモータの回転数を変えていくことができるので、木ネジを締め込む深さ、締め込む対象の硬さなどによって最適な回転数を自動的に設定することができる。
【0021】
請求項6に係る発明によれば、作業環境や作業効率に応じて回転数を設定することができるので、締め込む対象の材質が柔らかなものであったり、動作音が大きくても速やかに締め込みを行ないたければ高速回転を、静かな環境で作業をする場合は中速回転を、子ネジの頭とびなどをしないようにするための低速回転などを作業者が自由に設定することができる。
【発明を実施するための最良の形態】
【0022】
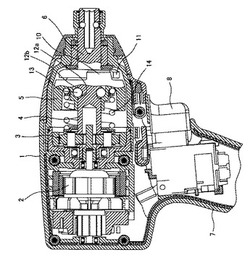
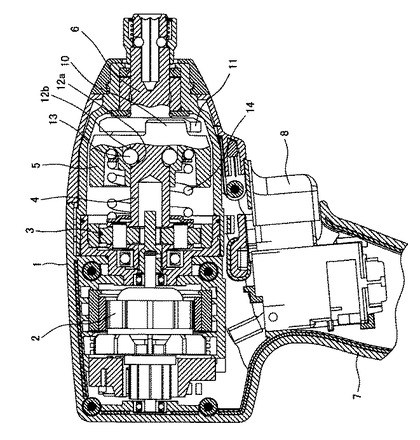
図1はインパクトドライバの実施形態としてインパクトドライバを一部を省略して示す断面図で、同図において符号1は工具本体を示す。
【0023】
このインパクトドライバは木ネジの締め込みに最もその機能を発揮するもので、工具本体1の後部にはモータ2と減速機構3とスピンドル4とハンマ5と先端軸6とが直列に収納配置されている。工具本体1の下部にはグリップ7が設けられ、グリップ7の前部にはトリガ8が配置されている。
【0024】
モータ2は小型でも高性能で回転数を自由に制御できるブラシレスモータで、その回転軸は遊星歯車による減速機構3を介してスピンドル4に作動連結されている。スピンドル4の前端にはハンマ5が回転自在に取り付けられている。ハンマ5の前端には打撃部10が突出形成されている。先端軸6は工具先端に回転自在に設けられ、先端軸6の後端には、上記打撃部10と係合可能な位置にアンビル11が形成されている。上記スピンドル4の外周にはV字形(正逆両回転に対応するため)のカム溝12aが形成され、このカム溝12aとハンマ5の内周面に形成されたカム溝12bにはボール13が係合している。また、ハンマ5はバネ14によって常時前方に付勢されている。なお、先端軸6には先端工具としてドリルビット(図示せず)が装着される。
【0025】
先端軸6が無負荷のときは、モータ2の回転は減速機構3を介してスピンドル4とハンマ5に伝えられ、さらにハンマ5の打撃部10とアンビル11とが係合して先端軸6に伝達され、先端軸6はモータ2の回転軸とスピンドル4のギア比に応じて回転する。
【0026】
ドライバビットで木ネジを締め込む場合のように、先端軸6に負荷がかかるときは、ハンマ5と先端軸6との間で上記ボール13とカム溝12a、12bとによって規制された範囲内で相対回転が生じるので、ハンマ5がバネ14を圧縮させて後退し、スピンドル4の回転エネルギをバネ14に蓄える。そして、打撃部10とアンビル11との係合が外れて、打撃部10がアンビル11を乗り越えると、バネ14の弾発力によってハンマ5が回転しながら前進し、打撃部10がアンビル11を打撃(インパクト)し、その衝撃によって発生するトルクで先端軸6を一定の回転角だけ回転させて木ネジを締めていく。木ネジが締め込まれて負荷が大きくなると、ハンマ5とスピンドル4は相対回転し、再びハンマ5がバネ14を圧縮させて後退し、スピンドル4の回転エネルギをバネ14に蓄え、打撃部10がアンビル11から外れた後、バネ14の弾発力によって回転してアンビル11を打撃し、先端軸6をさらに回転させる。これを繰り返すことにより、先端軸6を断続的に打撃しながら回転させる。
【0027】
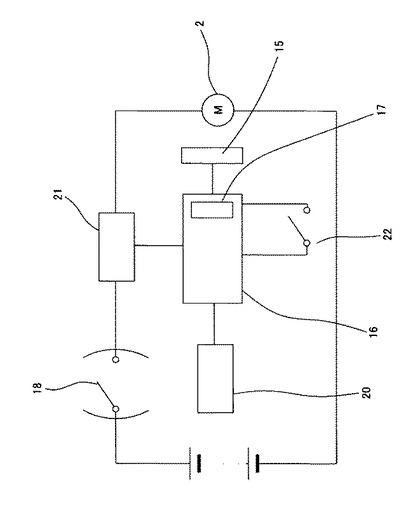
図2はインパクトドライバのブロック図を示す。符号15はモータの回転数検出手段、16は制御手段、17はメモリ、18はメインスイッチ、20は電池パックから供給される電圧を上記制御手段16を作動させる電圧に変換するDCーDCコンバータ、21は半導体スイッチ手段、22はトリガスイッチを示す。
【0028】
なお、半導体スイッチ手段21はパワートランジスタ、インバータなどのスイッチング素子で構成され上記制御手段16の駆動信号に基づいてモータ2へ供給する電力を制御し、モータの回転速度、回転、停止を行なうものである。
【0029】
また、回転数検出手段15は、ホールセンサやサーチコイル等のセンサで構成し、ホールセンサであればモータ2の回転軸に対応して取り付けたマグネットによる磁束の変化の周期からモータの回転数を検出できるようにしてもよいし、サーチコイルであれば誘起電圧から回転数をアナログ値として検出することができるようにすればよい。
【0030】
なお、先端軸6に負荷がかかると、ハンマ5と先端軸6との間で相対回転が生じてハンマ5がバネ14を圧縮させて後退し、スピンドル4の回転エネルギをバネ14に蓄える。そして、打撃部10がアンビル11を乗り越えると、バネ14に蓄えられたエネルギは瞬間的に解放され、その弾発力によってハンマ5が回転してアンビル11を打撃する。打撃後同じサイクルを経て次の打撃が行なわれる。このように、モータ2にかかる負荷は一定ではなく変化するので、打撃と打撃との間の1サイクルにおけるモータの回転数は脈動となる。
【0031】
また、メモリ17には制御プログラムに加え木ネジに最適のモータ回転数と、ボルトに最適のモータ回転数と、打撃不良のときに正常に打撃できるモータ回転数とが記憶されている。
【0032】
上記制御手段16は内蔵したメモリ17に常駐している制御プログラムに基づいてタイマ回路20からのタイマ信号tに基づいて、単位時間が経過する毎にモータ2の回転数を計測して回転数の変化に基づく回転脈動を監視するとともに、モータ2のステータコイルに印加する電圧を制御するスイッチング素子(例えば、パワートランジスタ)を駆動する駆動信号を制御してモータ2の回転速度・作動・停止を制御するように構成されている。
【0033】
上記制御手段16は、回転数検出手段15の検出結果に基づいて、現在の締め込みが木ネジを締めている状態か、ボルトを締めている状態かを判定する。そのためには、回転数検出手段15によって検出されたモータ2の打撃間のモータ回転量がわかればよい。
【0034】
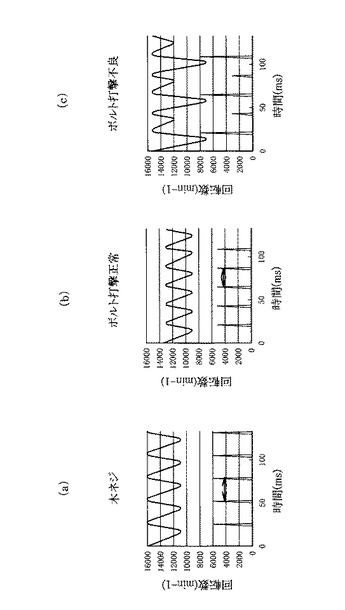
先端軸6に負荷がかかる場合、上記インパクトドライバのモータの回転数は図3(a)に示すように脈動する。これは、打撃部10がアンビル11を叩く際の負荷の変動が現れているもので、脈動周期は打撃の間隔を表す。この間のモータ回転量から先端軸の回転量を推定する。
【0035】
インパクトドライバによってボルトを締め込むときは、打撃部10でアンビル11を打撃しても先端軸6はほとんど回転せず、アンビル11は元の位置に留まる。
【0036】
打撃部10は打撃の度に動かないアンビル11を打撃していくので、アンビル11を叩くために必要な回転角だけ打撃部10が移動する。したがって、先端軸6が回転しないときのモータ2の回転量はモータ2と打撃部10とのギア比等の構成要素で決まる所定値となる。
【0037】
一方、木ネジの場合は、打撃によって先端軸6が回転するので、アンビル11とハンマ5の打撃部10も同じ回転角だけ進むから、次の打撃作動をするまでにモータ2はハンマ5が進んだ分だけ余分に回転しなければならないことになる。
【0038】
このため、先端軸6が回転するときのモータ2の回転量は、先端軸6が回転しないときに比べて必ず多くなる。したがって、モータ2の回転脈動の打撃から次の打撃までのモータ回転量を検出し、それが先端軸6が回転しないときの回転量かそれに近似しているか、それよりも多いかによって先端軸6が回転しているかいないかを推定することができる。よって、現在の締め込みがボルトを締めている状態(先端軸6が回転していない)か、木ネジを締めている状態(先端軸6が回転している)かを判定することができる。
【0039】
そして、制御手段16が木ネジを締めている状態であると判定したときは、メモリ17に記憶された木ネジに最適のモータ回転数での安定化制御を行う。また、現在の締め込みがボルトを締めている状態であると推定したときは、ボルトに最適のモータ回転数での安定化制御を行う。このようにして、用途に応じた打撃設定をすることができる。
【0040】
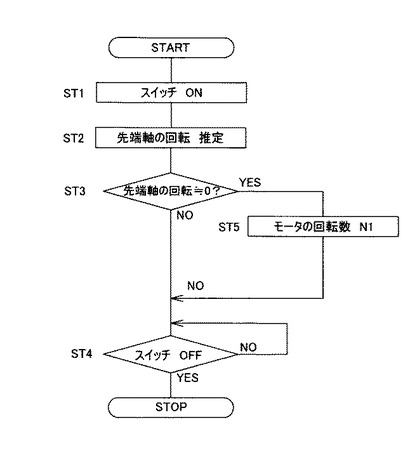
次に、上記インパクトドライバの作動態様を、図4のフローチャート図に基づいて説明する。
【0041】
トリガスイッチをONすると(ステップST1)モータ2が木ネジを締め込むのに最適の所定回転数N2で回転し、打撃を開始する。打撃が始まったら先端軸6の回転状態を推定する(ステップST2)。そして、先端軸の回転量がゼロまたはゼロに近似した値か、あるいはゼロではないかをみて(ステップST3)、ゼロでないときは、先端軸6が回転して木ネジを締めている状態であると判定して、木ネジに最適のモータ回転数を維持し、トリガスイッチがOFFになるまで打撃を継続する(ステップST4)。
【0042】
これに対し、ステップST3において、先端軸の回転量がゼロまたはゼロに近似した値のときは、現在の締め込みがボルトを締めている状態であると判定して、ボルトの締め込みに適するモータ回転数N1に設定して回転させる(ステップST5)。そして、トリガスイッチがOFFになるまで打撃を継続する(ステップST4)。このように、モータ2がボルトに適する回転数で回転するように設定すれば、モータ2の回転は図3(b)に示すように脈動する。
【0043】
以上のように、制御手段16が、先端軸6が回転している状態であると判定したときは、木ネジの締め込みに最適のモータ回転数で回転させ、先端軸6が回転していないと判定したときは、ボルトの締め込みに適するモータ回転数で回転させるようにしたから、木ネジを締め込むときは最適のモータ回転数で回転打撃を加えることができ、高速で締め込み作業をすることができ、木ネジの締め込み能力が向上する。
【0044】
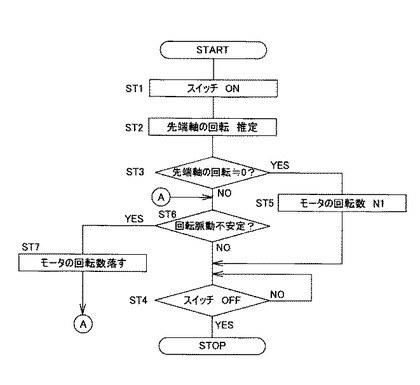
ところで、ボルトを締め込む場合もそうであるが、木ネジが長大であるとか締め込み対象が硬すぎるとかの場合には、回転数検出手段15により検出されたモータ2の回転脈動が図3(c)に示すように不均一になることがある。そこで、このような場合には、図5に示すように、打撃が始まったら先端軸6の回転状態を推定し(ステップST2)、先端軸の回転Naがゼロまたはゼロに近似した値か、あるいはゼロではないかをみた(ステップST3)後、回転数検出手段15によってモータ2の回転脈動が均一で安定しているかどうかを判定し(ステップST6)、不安定なときは制御手段16によって回転数を落としてやる(ステップST7)。そして、再びステップST6に戻ってモータ2の回転脈動が均一で安定しているかどうかを判定する。不均一のときは再び回転数を落とす。このようにして、回転脈動が安定するまで続ける。
【0045】
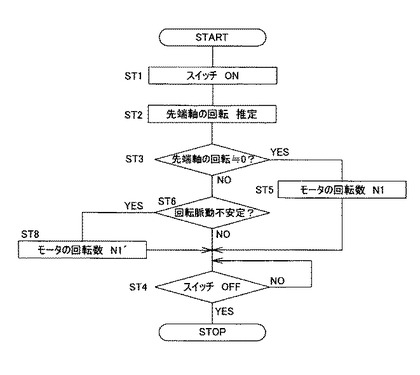
なお、モータ2の回転脈動が不均一、不安定になったときの対応としては、回転脈動が不安定のときに対応できる回転数N1´(ボルトの締め込みに適する回転数又はその近傍の回転数)を予めメモリ17に記憶させておき、図6に示すように、ステップST6で回転数検出手段15によってモータ2の回転脈動が均一で安定しているかどうかを判定し、回転脈動が不安定のときは直ちにメモリ17から読み出してモータ2の回転数を上記回転数N1´に落とす構成としてもよい。
【0046】
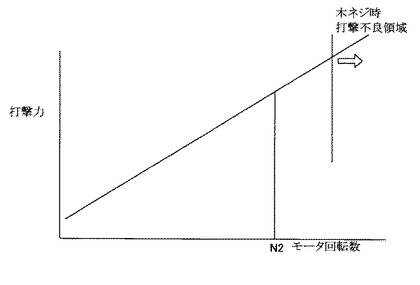
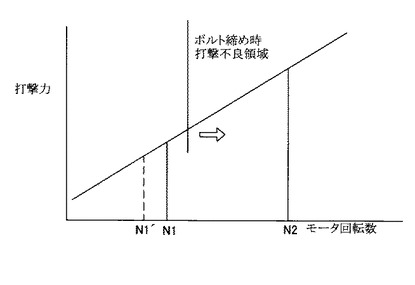
以上のことを図7に示すモータ2の回転数と打撃力との関係でみると、モータ2の回転数が上がるほど打撃力も大きくなり、ネジ締め能力も向上する。木ネジを短時間で効率的に締め込むにはモータ2の回転数を上げればよい。この最適の回転数をN2とすると、打撃不良領域は点線で示すようにさらに高い回転数の領域にある。つまり、木ネジを締め込む場合、ハンマ5の運動エネルギは、ネジトルクT×θ(回転角)として消費されるので、ハンマ5への反発力は小さい。したがって、回転数がN2で打撃しているときは、打撃が不安定になりにくい。ところが、上記工具でボルトを締め込むと、ボルトがほとんど動かないので、ハンマ5の運動エネルギはそのままハンマ5に戻るため、ハンマ5は反動により可動範囲を越えて構成部品に衝突する。同様に、木ネジの大小や締め込み対象の硬軟によっても回転脈動が不安定になることがある。したがって、図8に示すように、ボルト締めの関係では打撃が不安定になる領域は実線で示すように、木ネジの締め込みに好適な領域とラップする。
【0047】
そこで、上記インパクトドライバでは、基本的には木ネジを効率よく締め込むことができるような回転数に設定しておき、ボルトを回転したり、打撃不良が発生したりしたときは、ボルトの締め込みや安定打撃に適した回転数N1(N1´)にシフトさせるようにした。このように、先端軸6の回転状態に応じた打撃設定をすることにより木ネジの締め込み以外の使用状態に対応できるようにした。
【0048】
以上のように、制御手段16が、脈動周期が均一で、先端軸6が回転している状態であると判定したときは、木ネジの締め込みに最適のモータ回転数で回転させ、上記脈動周期が均一で、先端軸6が回転していないと判定したときは、ボルトの締め込みに適するモータ回転数で回転させ、さらに必要に応じて上記脈動周期が不均一であることを検出したときは正常に打撃できるモータ回転数まで低下させるようにしたから、木ネジを締め込むときは最適のモータ回転数で回転打撃を加えることができ、高速で締め込み作業をすることができ、木ネジの締め込み能力が向上する。
【0049】
また、先端軸6が回転していないと判定したとき、あるいは脈動周期が不安定であると判定したときは、ボルトに適するモータ回転数あるいは脈動周期が安定するモータ回転数で回転させる構成であるから、ボルトを締め込んだときは、最適範囲までモータ2の回転が落ちるので、正常作動範囲を越えて内部の構成部品にぶつかったり、強度以上の衝撃を与えて耐久性を損なったりする現象が生じることはない。また、モータ2の回転脈動が不均一で打撃不良の状態になっているときは、正常に打撃できるモータ回転数まで低下させるので、打撃不良状態は自動的に正常打撃状態に修正される。
【0050】
このように、作業者による設定や調整を必要とせず、各締め込み対象に応じて最適な打撃設定がなされ、構成部品に大きな衝撃が加わる異常な打撃が連続することはないので、耐久性が確保されるとともに、小型ながら高速で木ネジの締め込み作業を行うことができる。
【0051】
また、先端軸6の回転の有無を、モータ2の回転数を検出する回転数検出手段15によって判定するので、バッテリの電圧やモータ特性のばらつき等を考慮しなくて済む。
【0052】
なお、上述の実施形態では、モータの回転量に基づいて先端軸の回転の有無を検出するようにしたが、先端軸が回転しない場合よりも回転する場合の方がモータの回転量が多くなれば、モータの回転数を一定に保った場合には1つの打撃から次の打撃までの時間も、先端軸が回転しない場合よりも回転する場合の方が長くなる。また、モータの回転脈動が乱れる場合は、打撃間の時間も一定しない。したがって、モータの一定回転制御を行なっている限りは、前後の打撃間の時間を計測した結果に基づいて判断してもよい。
【0053】
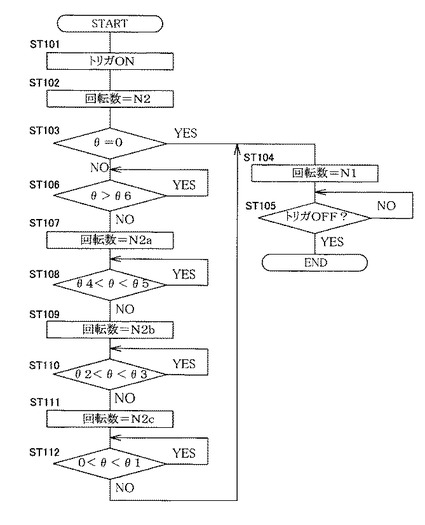
図9は、上述のインパクトドライバの別の動作制御を説明するフローチャート図で、このインパクトドライバは先端軸が回転したか(回転量θが0以外)、否か(回転量θが0)の2段階で判断するのではなく、回転量θを複数段階に分割し(例えば、0、0〜θ1、θ2〜θ3、θ4〜θ5、θ6〜の5段階)、その回転量に対応してモータの回転数を木ネジに最適な回転数(N2)から段階的にN2a、N2b、N2cと下降させ、ボルトに最適な回転数(N1)と設定し、先端軸の回転量を見ながらモータの回転を制御するようにした場合の、モータの制御を説明するもので、トリガレバーを引き操作してトリガスイッチをONすると(ステップST101)、制御部はモータを木ネジを締め込むのに最適な回転数N2で回転させ(ステップST102)、先端軸の回転量θが0か否かを判断し(ステップST103)、先端軸の回転量が0であれば木ネジではなくボルトを締め込んでいると判断し、ステップST104に進んでモータの回転数をボルトを締め込むのに最適な回転数N1に変更して作業をトリガスイッチをOFFするまで実行する(ステップST105)。
【0054】
先端軸の回転量が0でなければ、回転量θを判断し、θ6より大きければ回転数N2を続行し(ステップST106)、回転量θがθ6より小さければ回転数をN2aに落とし(ステップST107)、回転量θがθ4〜θ5であれば回転数N2aを実行し(ステップST108)、回転量がθ4より小さければ回転数N2bに落とし(ステップST109)、回転量θがθ2〜θ3であれば回転数N2bを実行し(ステップST110)、回転量θがθ2〜θ3より小さければ回転数N2cに落とし(ステップST111)、回転量θが0〜θ1であれば回転数N2cを実行し、回転量θが0〜θ1より小さければ(ステップST112)、ステップST104に進んで回転数N1に変更してトリガスイッチがOFFするまで作業を実行する。
【0055】
このことにより、木ネジを締め込むのに最適な回転数でモータを回転させ、その際の先端の回転量に応じて木ネジなのかボルトなのか、被締め込み材が柔らかいのか硬いのか、締め込みが浅いのか深いのかなど様々な条件に自動的に対応でき、作業効率の優れたインパクトドライバを実現することができる。
【0056】
なお、上述のインパクトドライバは先端軸の回転量を5段階に設定した場合で説明したが、この回転量の分割は5段階に限定されるものではない。
【0057】
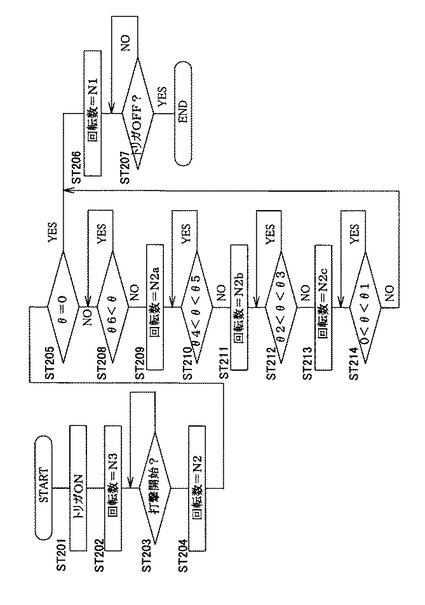
また、図10は上述のインパクトドライバのさらに別の動作制御を説明するフローチャート図で、このインパクトドライバは、木ネジを締めこむのに最適な回転数N2よりも高い無負荷の回転数N3を設定し、トリガスイッチをON(ステップST201)した時点で高回転(回転数N3)でモータを回転させ(ステップST202)、打撃を開始したら(ステップST203)モータの回転を木ネジを締めこむのに最適な回転数N2に落とすようにし(ステップST204)、その後のステップST205〜ステップST214は、上述のステップST103〜ステップST112と同様の制御を行なえばよい。
【0058】
このインパクトドライバによれば、インパクト開始前の回転数を高めに設定することにより、金属用ネジ(先端が切り込んでいくタイプ)はより早く穴を開けることができ等、木ネジ以外の用途にも対応できるインパクトドライバを実現することができる。
【0059】
なお、図示しないが、作業者が自由に操作できる切り換えスイッチを設け、この切り換えスイッチを切り換えることにより、モータの回転数を自由に選択することができるようにしてもよい。そして、上述したインパクトドライバと同様に先端軸の回転量を監視し、この回転量に応じて締め込む部材が木ネジなのかボルトなのかを判断し、回転数を制御するようにすればよい。
【0060】
この切り換えスイッチで選択するモータの回転数は、例えば高速回転、中速回転、低速回転など様々な回転を設定しておき、締め込む部材が木ネジ、ボルトに係らず作業のスピード化を図る場合は騒音が大きくなってもモータの回転を高めたり、作業環境が騒音を出せない場合はモータの回転を遅くして騒音が大きくならないようにしたり、小さいネジを締め込むときはネジの頭とび、ネジ切れがおきないようにさらに低速の回転を選択するなどの選択が作業者の判断でできるようにしてもよい。
【図面の簡単な説明】
【0061】
【図1】本発明のインパクトドライバの要部の断面図
【図2】上記インパクトドライバの回路のブロック図
【図3】(a)は木ネジを締め込んだときのモータの回転状態を示す図、(b)はボルトを締め込んでいるときのモータの回転状態を示す図、(c)はモータの回転不良状態を示す図
【図4】上記インパクトドライバの動作制御を示すフローチャート図
【図5】上記インパクトドライバの他の動作制御を示すフローチャート図
【図6】上記インパクトドライバのさらに他の動作制御を示すフローチャート図
【図7】木ネジを締め込む場合のモータの回転数と打撃力との関係を示す図
【図8】ボルトを締め込む場合のモータの回転数と打撃力との関係を示す図
【図9】上記インパクトドライバの別の動作制御を示すフローチャート図
【図10】上記インパクトドライバのさらに別の動作制御を示すフローチャート図
【符号の説明】
【0062】
1 工具本体
2 モータ
6 先端軸
15 回転数検出手段
16 制御手段
17 メモリ
【技術分野】
【0001】
本発明は、先端軸の回転状態に基づいて木ネジを締めているかボルトを締めているかを判断し、それぞれに適する回転数で打撃するインパクトドライバの改良技術に関する。
【背景技術】
【0002】
一般に、インパクトドライバやインパクトレンチのような回転打撃工具は、特許文献1、2等に示されるように、モータの回転エネルギをバネに蓄力し、一定の時間毎にバネに蓄えられたエネルギを解放してハンマを回転させて先端軸のアンビルを回転方向に打撃し、この打撃力によって得られた締め付けトルクによって工具本体の先端に設けられたドライバ、レンチ等の先端軸を回転させてネジやボルトを回転させるものである。
【0003】
ところで、インパクトドライバによって木ネジを高速で締め込むためには、打撃力を大きくし、さらに打撃回数を多くする必要がある。大きな打撃力によって締め込むためには、大きなバネ、大きなハンマ等を装備しなければならないから、工具自体を大型化せざるを得ない。したがって、小型で高速の締め込みを実現するには、打撃数を増大させて出力を上げればよい。これによれば、構成部品が小型で済み、構造強度もそれほど要求されないので、小型でも作業性に優れた工具を得ることができる。
【特許文献1】特開平7−314344
【特許文献2】特開平10−180643
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、この種の回転工具は木ネジ締めだけでなく多用途に使われることが多い。例えば、木ネジ用と謳われていても、近くに締め込むべきボルトがあれば、木ネジ用の工具でボルトを締め込むことがある。
【0005】
木ネジを効率的に締め込むために高速回転仕様にした工具によってボルト締め作業を行うと、ハンマの打撃時のエネルギが反力として工具軸からハンマに戻ってくるから、打撃の反力がハンマに加えられ、ハンマが正常作動範囲を越えて内部の構成部品にぶつかり、打撃不良となるだけでなく強度以上の衝撃を与えて耐久性を損なうという問題が発生する。
【0006】
これに対応して、ボルト締めの耐久性を踏まえてモータの回転数の設定をすると、回転数は低く抑えなければならないので、木ネジの締め込み速度に限界がきてしまい、木ネジの締め込み用に用途限定して高速に設定したときには期待できるはずの性能を発揮することができない。
【0007】
本発明は上記問題点を解消し、先端軸の回転状態に基づいて木ネジを締めているかボルトを締めているかを判断し、それぞれに適する回転数で打撃させることによって、木ネジ、ボルト等の各締め込み対象に対して耐久性を確保し、かつ締め込み速度を良好に発揮することができる、小型で高速のインパクトドライバを提供することをその課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、請求項1に係る発明は、モータで回転駆動されるハンマで工具本体の先端に設けた先端軸を打撃して回転させ、該先端軸に装着された先端工具によって木ネジ、ボルト等を締め付けるインパクトドライバであって、上記モータの回転数を検出する回転数検出手段と、木ネジに最適のモータ回転数とボルトに最適のモータ回転数と打撃不良のときに正常に打撃できるモータ回転数とを記憶したメモリと、上記回転数検出手段によって計測されたモータの回転数の脈動周期に基づいて上記先端軸の回転状態を判定し、上記メモリに記憶されたモータの回転数を制御する制御手段とを備え、上記制御手段が、上記先端軸が回転している状態であると判定したときは、木ネジの締め込みに最適のモータ回転数で回転させ、上記先端軸が回転していないと判定したときは、ボルトの締め込みに適するモータ回転数で回転させることを特徴とする。
【0009】
請求項2に係る発明は、請求項1において、上記回転数検出手段が上記回転脈動が不安定であると検出したときは、上記制御手段により正常に打撃できるまでモータ回転数を除降させることを特徴とする。
【0010】
請求項3に係る発明は、請求項2において、上記回転数検出手段が上記回転脈動が不安定であると検出したときは、上記制御手段により正常に打撃できるまでモータ回転数を除降させることに代え、正常に打撃できるモータ回転数をメモリに記憶させておくことを特徴とする。
【0011】
請求項4に係る発明は、請求項1において、上記先端軸の回転の有無を、上記脈動周期の1サイクルにおける上記モータの回転量の所定値との差によって判定することを特徴とする。
【0012】
請求項5に係る発明は、請求項1において、前記先端軸の回転量を段階的に設定し、設定した回転量に対応して前記モータの回転数を段階的に設定したことを特徴とする。
【0013】
請求項6に係る発明は、請求項1において、前記モータの回転数を高速回転から低速回転まで段階的に設定し、該回転数を選択可能にしたことを特徴とする。
【発明の効果】
【0014】
請求項1に係る発明によれば、制御手段が、先端軸が回転している状態であると判定したときは、木ネジの締め込みに最適のモータ回転数で回転させ、先端軸が回転していないと判定したときは、ボルトの締め込みに適するモータ回転数で回転させ、木ネジを締め込むときは最適のモータ回転数で回転打撃を加えることができ、高速で締め込み作業をすることができる。
【0015】
また、先端軸が回転していないと判定したときは、ボルトに適するモータ回転数で回転させる構成であるから、ボルトを締め込んだときは、最適範囲までモータの回転が落ちるので、正常作動範囲を越えて内部の構成部品にぶつかり、強度以上の衝撃を与えて耐久性を損なう現象が生じることはない。
【0016】
このように、作業者による設定や調整を必要とせず、各締め込み対象に応じて最適な打撃設定がなされ、構成部品に大きな衝撃が加わる異常な打撃が連続することはないので、耐久性が確保されるとともに、小型ながら高速で木ネジの締め込み作業を行うことができる。
【0017】
請求項2に係る発明によれば、上記回転数検出手段が上記回転脈動が不安定であると検出したときは、上記制御手段により正常に打撃できるモータ回転数まで低下させるから、正常に打撃できるモータ回転数まで低下させる構成であるから、打撃不良状態は自動的に正常打撃状態に修正される。
【0018】
請求項3に係る発明によれば、回転脈動が不安定であると検出したときは、正常に打撃できるモータ回転数をメモリから読み出して回転させることができるので、直ちに正常な打撃が得られる。
【0019】
請求項4に係る発明によれば、先端軸の回転の有無を、上記脈動周期の1サイクルにおける上記モータの回転量を所定値との差によって判定するので、バッテリの電圧やモータ特性のばらつき等を考慮しなくて済む。
【0020】
請求項5に係る発明によれば、先端軸の回転量が大きければモータの回転数を高くし、先端軸の回転量が小さければモータの回転数を低くし、先端軸の回転量に応じてモータの回転数を変えていくことができるので、木ネジを締め込む深さ、締め込む対象の硬さなどによって最適な回転数を自動的に設定することができる。
【0021】
請求項6に係る発明によれば、作業環境や作業効率に応じて回転数を設定することができるので、締め込む対象の材質が柔らかなものであったり、動作音が大きくても速やかに締め込みを行ないたければ高速回転を、静かな環境で作業をする場合は中速回転を、子ネジの頭とびなどをしないようにするための低速回転などを作業者が自由に設定することができる。
【発明を実施するための最良の形態】
【0022】
図1はインパクトドライバの実施形態としてインパクトドライバを一部を省略して示す断面図で、同図において符号1は工具本体を示す。
【0023】
このインパクトドライバは木ネジの締め込みに最もその機能を発揮するもので、工具本体1の後部にはモータ2と減速機構3とスピンドル4とハンマ5と先端軸6とが直列に収納配置されている。工具本体1の下部にはグリップ7が設けられ、グリップ7の前部にはトリガ8が配置されている。
【0024】
モータ2は小型でも高性能で回転数を自由に制御できるブラシレスモータで、その回転軸は遊星歯車による減速機構3を介してスピンドル4に作動連結されている。スピンドル4の前端にはハンマ5が回転自在に取り付けられている。ハンマ5の前端には打撃部10が突出形成されている。先端軸6は工具先端に回転自在に設けられ、先端軸6の後端には、上記打撃部10と係合可能な位置にアンビル11が形成されている。上記スピンドル4の外周にはV字形(正逆両回転に対応するため)のカム溝12aが形成され、このカム溝12aとハンマ5の内周面に形成されたカム溝12bにはボール13が係合している。また、ハンマ5はバネ14によって常時前方に付勢されている。なお、先端軸6には先端工具としてドリルビット(図示せず)が装着される。
【0025】
先端軸6が無負荷のときは、モータ2の回転は減速機構3を介してスピンドル4とハンマ5に伝えられ、さらにハンマ5の打撃部10とアンビル11とが係合して先端軸6に伝達され、先端軸6はモータ2の回転軸とスピンドル4のギア比に応じて回転する。
【0026】
ドライバビットで木ネジを締め込む場合のように、先端軸6に負荷がかかるときは、ハンマ5と先端軸6との間で上記ボール13とカム溝12a、12bとによって規制された範囲内で相対回転が生じるので、ハンマ5がバネ14を圧縮させて後退し、スピンドル4の回転エネルギをバネ14に蓄える。そして、打撃部10とアンビル11との係合が外れて、打撃部10がアンビル11を乗り越えると、バネ14の弾発力によってハンマ5が回転しながら前進し、打撃部10がアンビル11を打撃(インパクト)し、その衝撃によって発生するトルクで先端軸6を一定の回転角だけ回転させて木ネジを締めていく。木ネジが締め込まれて負荷が大きくなると、ハンマ5とスピンドル4は相対回転し、再びハンマ5がバネ14を圧縮させて後退し、スピンドル4の回転エネルギをバネ14に蓄え、打撃部10がアンビル11から外れた後、バネ14の弾発力によって回転してアンビル11を打撃し、先端軸6をさらに回転させる。これを繰り返すことにより、先端軸6を断続的に打撃しながら回転させる。
【0027】
図2はインパクトドライバのブロック図を示す。符号15はモータの回転数検出手段、16は制御手段、17はメモリ、18はメインスイッチ、20は電池パックから供給される電圧を上記制御手段16を作動させる電圧に変換するDCーDCコンバータ、21は半導体スイッチ手段、22はトリガスイッチを示す。
【0028】
なお、半導体スイッチ手段21はパワートランジスタ、インバータなどのスイッチング素子で構成され上記制御手段16の駆動信号に基づいてモータ2へ供給する電力を制御し、モータの回転速度、回転、停止を行なうものである。
【0029】
また、回転数検出手段15は、ホールセンサやサーチコイル等のセンサで構成し、ホールセンサであればモータ2の回転軸に対応して取り付けたマグネットによる磁束の変化の周期からモータの回転数を検出できるようにしてもよいし、サーチコイルであれば誘起電圧から回転数をアナログ値として検出することができるようにすればよい。
【0030】
なお、先端軸6に負荷がかかると、ハンマ5と先端軸6との間で相対回転が生じてハンマ5がバネ14を圧縮させて後退し、スピンドル4の回転エネルギをバネ14に蓄える。そして、打撃部10がアンビル11を乗り越えると、バネ14に蓄えられたエネルギは瞬間的に解放され、その弾発力によってハンマ5が回転してアンビル11を打撃する。打撃後同じサイクルを経て次の打撃が行なわれる。このように、モータ2にかかる負荷は一定ではなく変化するので、打撃と打撃との間の1サイクルにおけるモータの回転数は脈動となる。
【0031】
また、メモリ17には制御プログラムに加え木ネジに最適のモータ回転数と、ボルトに最適のモータ回転数と、打撃不良のときに正常に打撃できるモータ回転数とが記憶されている。
【0032】
上記制御手段16は内蔵したメモリ17に常駐している制御プログラムに基づいてタイマ回路20からのタイマ信号tに基づいて、単位時間が経過する毎にモータ2の回転数を計測して回転数の変化に基づく回転脈動を監視するとともに、モータ2のステータコイルに印加する電圧を制御するスイッチング素子(例えば、パワートランジスタ)を駆動する駆動信号を制御してモータ2の回転速度・作動・停止を制御するように構成されている。
【0033】
上記制御手段16は、回転数検出手段15の検出結果に基づいて、現在の締め込みが木ネジを締めている状態か、ボルトを締めている状態かを判定する。そのためには、回転数検出手段15によって検出されたモータ2の打撃間のモータ回転量がわかればよい。
【0034】
先端軸6に負荷がかかる場合、上記インパクトドライバのモータの回転数は図3(a)に示すように脈動する。これは、打撃部10がアンビル11を叩く際の負荷の変動が現れているもので、脈動周期は打撃の間隔を表す。この間のモータ回転量から先端軸の回転量を推定する。
【0035】
インパクトドライバによってボルトを締め込むときは、打撃部10でアンビル11を打撃しても先端軸6はほとんど回転せず、アンビル11は元の位置に留まる。
【0036】
打撃部10は打撃の度に動かないアンビル11を打撃していくので、アンビル11を叩くために必要な回転角だけ打撃部10が移動する。したがって、先端軸6が回転しないときのモータ2の回転量はモータ2と打撃部10とのギア比等の構成要素で決まる所定値となる。
【0037】
一方、木ネジの場合は、打撃によって先端軸6が回転するので、アンビル11とハンマ5の打撃部10も同じ回転角だけ進むから、次の打撃作動をするまでにモータ2はハンマ5が進んだ分だけ余分に回転しなければならないことになる。
【0038】
このため、先端軸6が回転するときのモータ2の回転量は、先端軸6が回転しないときに比べて必ず多くなる。したがって、モータ2の回転脈動の打撃から次の打撃までのモータ回転量を検出し、それが先端軸6が回転しないときの回転量かそれに近似しているか、それよりも多いかによって先端軸6が回転しているかいないかを推定することができる。よって、現在の締め込みがボルトを締めている状態(先端軸6が回転していない)か、木ネジを締めている状態(先端軸6が回転している)かを判定することができる。
【0039】
そして、制御手段16が木ネジを締めている状態であると判定したときは、メモリ17に記憶された木ネジに最適のモータ回転数での安定化制御を行う。また、現在の締め込みがボルトを締めている状態であると推定したときは、ボルトに最適のモータ回転数での安定化制御を行う。このようにして、用途に応じた打撃設定をすることができる。
【0040】
次に、上記インパクトドライバの作動態様を、図4のフローチャート図に基づいて説明する。
【0041】
トリガスイッチをONすると(ステップST1)モータ2が木ネジを締め込むのに最適の所定回転数N2で回転し、打撃を開始する。打撃が始まったら先端軸6の回転状態を推定する(ステップST2)。そして、先端軸の回転量がゼロまたはゼロに近似した値か、あるいはゼロではないかをみて(ステップST3)、ゼロでないときは、先端軸6が回転して木ネジを締めている状態であると判定して、木ネジに最適のモータ回転数を維持し、トリガスイッチがOFFになるまで打撃を継続する(ステップST4)。
【0042】
これに対し、ステップST3において、先端軸の回転量がゼロまたはゼロに近似した値のときは、現在の締め込みがボルトを締めている状態であると判定して、ボルトの締め込みに適するモータ回転数N1に設定して回転させる(ステップST5)。そして、トリガスイッチがOFFになるまで打撃を継続する(ステップST4)。このように、モータ2がボルトに適する回転数で回転するように設定すれば、モータ2の回転は図3(b)に示すように脈動する。
【0043】
以上のように、制御手段16が、先端軸6が回転している状態であると判定したときは、木ネジの締め込みに最適のモータ回転数で回転させ、先端軸6が回転していないと判定したときは、ボルトの締め込みに適するモータ回転数で回転させるようにしたから、木ネジを締め込むときは最適のモータ回転数で回転打撃を加えることができ、高速で締め込み作業をすることができ、木ネジの締め込み能力が向上する。
【0044】
ところで、ボルトを締め込む場合もそうであるが、木ネジが長大であるとか締め込み対象が硬すぎるとかの場合には、回転数検出手段15により検出されたモータ2の回転脈動が図3(c)に示すように不均一になることがある。そこで、このような場合には、図5に示すように、打撃が始まったら先端軸6の回転状態を推定し(ステップST2)、先端軸の回転Naがゼロまたはゼロに近似した値か、あるいはゼロではないかをみた(ステップST3)後、回転数検出手段15によってモータ2の回転脈動が均一で安定しているかどうかを判定し(ステップST6)、不安定なときは制御手段16によって回転数を落としてやる(ステップST7)。そして、再びステップST6に戻ってモータ2の回転脈動が均一で安定しているかどうかを判定する。不均一のときは再び回転数を落とす。このようにして、回転脈動が安定するまで続ける。
【0045】
なお、モータ2の回転脈動が不均一、不安定になったときの対応としては、回転脈動が不安定のときに対応できる回転数N1´(ボルトの締め込みに適する回転数又はその近傍の回転数)を予めメモリ17に記憶させておき、図6に示すように、ステップST6で回転数検出手段15によってモータ2の回転脈動が均一で安定しているかどうかを判定し、回転脈動が不安定のときは直ちにメモリ17から読み出してモータ2の回転数を上記回転数N1´に落とす構成としてもよい。
【0046】
以上のことを図7に示すモータ2の回転数と打撃力との関係でみると、モータ2の回転数が上がるほど打撃力も大きくなり、ネジ締め能力も向上する。木ネジを短時間で効率的に締め込むにはモータ2の回転数を上げればよい。この最適の回転数をN2とすると、打撃不良領域は点線で示すようにさらに高い回転数の領域にある。つまり、木ネジを締め込む場合、ハンマ5の運動エネルギは、ネジトルクT×θ(回転角)として消費されるので、ハンマ5への反発力は小さい。したがって、回転数がN2で打撃しているときは、打撃が不安定になりにくい。ところが、上記工具でボルトを締め込むと、ボルトがほとんど動かないので、ハンマ5の運動エネルギはそのままハンマ5に戻るため、ハンマ5は反動により可動範囲を越えて構成部品に衝突する。同様に、木ネジの大小や締め込み対象の硬軟によっても回転脈動が不安定になることがある。したがって、図8に示すように、ボルト締めの関係では打撃が不安定になる領域は実線で示すように、木ネジの締め込みに好適な領域とラップする。
【0047】
そこで、上記インパクトドライバでは、基本的には木ネジを効率よく締め込むことができるような回転数に設定しておき、ボルトを回転したり、打撃不良が発生したりしたときは、ボルトの締め込みや安定打撃に適した回転数N1(N1´)にシフトさせるようにした。このように、先端軸6の回転状態に応じた打撃設定をすることにより木ネジの締め込み以外の使用状態に対応できるようにした。
【0048】
以上のように、制御手段16が、脈動周期が均一で、先端軸6が回転している状態であると判定したときは、木ネジの締め込みに最適のモータ回転数で回転させ、上記脈動周期が均一で、先端軸6が回転していないと判定したときは、ボルトの締め込みに適するモータ回転数で回転させ、さらに必要に応じて上記脈動周期が不均一であることを検出したときは正常に打撃できるモータ回転数まで低下させるようにしたから、木ネジを締め込むときは最適のモータ回転数で回転打撃を加えることができ、高速で締め込み作業をすることができ、木ネジの締め込み能力が向上する。
【0049】
また、先端軸6が回転していないと判定したとき、あるいは脈動周期が不安定であると判定したときは、ボルトに適するモータ回転数あるいは脈動周期が安定するモータ回転数で回転させる構成であるから、ボルトを締め込んだときは、最適範囲までモータ2の回転が落ちるので、正常作動範囲を越えて内部の構成部品にぶつかったり、強度以上の衝撃を与えて耐久性を損なったりする現象が生じることはない。また、モータ2の回転脈動が不均一で打撃不良の状態になっているときは、正常に打撃できるモータ回転数まで低下させるので、打撃不良状態は自動的に正常打撃状態に修正される。
【0050】
このように、作業者による設定や調整を必要とせず、各締め込み対象に応じて最適な打撃設定がなされ、構成部品に大きな衝撃が加わる異常な打撃が連続することはないので、耐久性が確保されるとともに、小型ながら高速で木ネジの締め込み作業を行うことができる。
【0051】
また、先端軸6の回転の有無を、モータ2の回転数を検出する回転数検出手段15によって判定するので、バッテリの電圧やモータ特性のばらつき等を考慮しなくて済む。
【0052】
なお、上述の実施形態では、モータの回転量に基づいて先端軸の回転の有無を検出するようにしたが、先端軸が回転しない場合よりも回転する場合の方がモータの回転量が多くなれば、モータの回転数を一定に保った場合には1つの打撃から次の打撃までの時間も、先端軸が回転しない場合よりも回転する場合の方が長くなる。また、モータの回転脈動が乱れる場合は、打撃間の時間も一定しない。したがって、モータの一定回転制御を行なっている限りは、前後の打撃間の時間を計測した結果に基づいて判断してもよい。
【0053】
図9は、上述のインパクトドライバの別の動作制御を説明するフローチャート図で、このインパクトドライバは先端軸が回転したか(回転量θが0以外)、否か(回転量θが0)の2段階で判断するのではなく、回転量θを複数段階に分割し(例えば、0、0〜θ1、θ2〜θ3、θ4〜θ5、θ6〜の5段階)、その回転量に対応してモータの回転数を木ネジに最適な回転数(N2)から段階的にN2a、N2b、N2cと下降させ、ボルトに最適な回転数(N1)と設定し、先端軸の回転量を見ながらモータの回転を制御するようにした場合の、モータの制御を説明するもので、トリガレバーを引き操作してトリガスイッチをONすると(ステップST101)、制御部はモータを木ネジを締め込むのに最適な回転数N2で回転させ(ステップST102)、先端軸の回転量θが0か否かを判断し(ステップST103)、先端軸の回転量が0であれば木ネジではなくボルトを締め込んでいると判断し、ステップST104に進んでモータの回転数をボルトを締め込むのに最適な回転数N1に変更して作業をトリガスイッチをOFFするまで実行する(ステップST105)。
【0054】
先端軸の回転量が0でなければ、回転量θを判断し、θ6より大きければ回転数N2を続行し(ステップST106)、回転量θがθ6より小さければ回転数をN2aに落とし(ステップST107)、回転量θがθ4〜θ5であれば回転数N2aを実行し(ステップST108)、回転量がθ4より小さければ回転数N2bに落とし(ステップST109)、回転量θがθ2〜θ3であれば回転数N2bを実行し(ステップST110)、回転量θがθ2〜θ3より小さければ回転数N2cに落とし(ステップST111)、回転量θが0〜θ1であれば回転数N2cを実行し、回転量θが0〜θ1より小さければ(ステップST112)、ステップST104に進んで回転数N1に変更してトリガスイッチがOFFするまで作業を実行する。
【0055】
このことにより、木ネジを締め込むのに最適な回転数でモータを回転させ、その際の先端の回転量に応じて木ネジなのかボルトなのか、被締め込み材が柔らかいのか硬いのか、締め込みが浅いのか深いのかなど様々な条件に自動的に対応でき、作業効率の優れたインパクトドライバを実現することができる。
【0056】
なお、上述のインパクトドライバは先端軸の回転量を5段階に設定した場合で説明したが、この回転量の分割は5段階に限定されるものではない。
【0057】
また、図10は上述のインパクトドライバのさらに別の動作制御を説明するフローチャート図で、このインパクトドライバは、木ネジを締めこむのに最適な回転数N2よりも高い無負荷の回転数N3を設定し、トリガスイッチをON(ステップST201)した時点で高回転(回転数N3)でモータを回転させ(ステップST202)、打撃を開始したら(ステップST203)モータの回転を木ネジを締めこむのに最適な回転数N2に落とすようにし(ステップST204)、その後のステップST205〜ステップST214は、上述のステップST103〜ステップST112と同様の制御を行なえばよい。
【0058】
このインパクトドライバによれば、インパクト開始前の回転数を高めに設定することにより、金属用ネジ(先端が切り込んでいくタイプ)はより早く穴を開けることができ等、木ネジ以外の用途にも対応できるインパクトドライバを実現することができる。
【0059】
なお、図示しないが、作業者が自由に操作できる切り換えスイッチを設け、この切り換えスイッチを切り換えることにより、モータの回転数を自由に選択することができるようにしてもよい。そして、上述したインパクトドライバと同様に先端軸の回転量を監視し、この回転量に応じて締め込む部材が木ネジなのかボルトなのかを判断し、回転数を制御するようにすればよい。
【0060】
この切り換えスイッチで選択するモータの回転数は、例えば高速回転、中速回転、低速回転など様々な回転を設定しておき、締め込む部材が木ネジ、ボルトに係らず作業のスピード化を図る場合は騒音が大きくなってもモータの回転を高めたり、作業環境が騒音を出せない場合はモータの回転を遅くして騒音が大きくならないようにしたり、小さいネジを締め込むときはネジの頭とび、ネジ切れがおきないようにさらに低速の回転を選択するなどの選択が作業者の判断でできるようにしてもよい。
【図面の簡単な説明】
【0061】
【図1】本発明のインパクトドライバの要部の断面図
【図2】上記インパクトドライバの回路のブロック図
【図3】(a)は木ネジを締め込んだときのモータの回転状態を示す図、(b)はボルトを締め込んでいるときのモータの回転状態を示す図、(c)はモータの回転不良状態を示す図
【図4】上記インパクトドライバの動作制御を示すフローチャート図
【図5】上記インパクトドライバの他の動作制御を示すフローチャート図
【図6】上記インパクトドライバのさらに他の動作制御を示すフローチャート図
【図7】木ネジを締め込む場合のモータの回転数と打撃力との関係を示す図
【図8】ボルトを締め込む場合のモータの回転数と打撃力との関係を示す図
【図9】上記インパクトドライバの別の動作制御を示すフローチャート図
【図10】上記インパクトドライバのさらに別の動作制御を示すフローチャート図
【符号の説明】
【0062】
1 工具本体
2 モータ
6 先端軸
15 回転数検出手段
16 制御手段
17 メモリ
【特許請求の範囲】
【請求項1】
モータで回転駆動されるハンマで工具本体の先端に設けた先端軸を打撃して回転させ、該先端軸に装着された先端工具によって木ネジ、ボルト等を締め付けるインパクトドライバであって、
上記モータの回転数を検出する回転数検出手段と、木ネジに最適のモータ回転数とボルトに最適のモータ回転数と打撃不良のときに正常に打撃できるモータ回転数とを記憶したメモリと、上記回転数検出手段によって計測されたモータの回転数の脈動周期に基づいて上記先端軸の回転状態を判定し、上記メモリに記憶されたモータの回転数を制御する制御手段とを備え、
上記制御手段が、上記先端軸が回転している状態であると判定したときは、木ネジの締め込みに最適のモータ回転数で回転させ、上記先端軸が回転していないと判定したときは、ボルトの締め込みに適するモータ回転数で回転させる
ことを特徴とするインパクトドライバ。
【請求項2】
上記回転数検出手段が上記回転脈動が不安定であると検出したときは、上記制御手段により正常に打撃できるまでモータ回転数を徐降させることを特徴とする、請求項1に記載のインパクトドライバ。
【請求項3】
上記回転数検出手段が上記回転脈動が不安定であると検出したときは、上記制御手段により正常に打撃できるまでモータ回転数を除降させることに代え、正常に打撃できるモータ回転数をメモリに記憶させておくことを特徴とする、請求項2に記載のインパクトドライバ。
【請求項4】
上記先端軸の回転の有無を、上記脈動周期の1サイクルにおける上記モータの回転量の所定値との差によって判定することを特徴とする、請求項1に記載のインパクトドライバ。
【請求項5】
前記先端軸の回転量を段階的に設定し、設定した回転量に対応して前記モータの回転数を段階的に設定した、請求項1に記載のインパクトドライバ。
【請求項6】
前記モータの回転数を高速回転から低速回転まで段階的に設定し、該回転数を選択可能にした、請求項1に記載のインパクトドライバ。
【請求項1】
モータで回転駆動されるハンマで工具本体の先端に設けた先端軸を打撃して回転させ、該先端軸に装着された先端工具によって木ネジ、ボルト等を締め付けるインパクトドライバであって、
上記モータの回転数を検出する回転数検出手段と、木ネジに最適のモータ回転数とボルトに最適のモータ回転数と打撃不良のときに正常に打撃できるモータ回転数とを記憶したメモリと、上記回転数検出手段によって計測されたモータの回転数の脈動周期に基づいて上記先端軸の回転状態を判定し、上記メモリに記憶されたモータの回転数を制御する制御手段とを備え、
上記制御手段が、上記先端軸が回転している状態であると判定したときは、木ネジの締め込みに最適のモータ回転数で回転させ、上記先端軸が回転していないと判定したときは、ボルトの締め込みに適するモータ回転数で回転させる
ことを特徴とするインパクトドライバ。
【請求項2】
上記回転数検出手段が上記回転脈動が不安定であると検出したときは、上記制御手段により正常に打撃できるまでモータ回転数を徐降させることを特徴とする、請求項1に記載のインパクトドライバ。
【請求項3】
上記回転数検出手段が上記回転脈動が不安定であると検出したときは、上記制御手段により正常に打撃できるまでモータ回転数を除降させることに代え、正常に打撃できるモータ回転数をメモリに記憶させておくことを特徴とする、請求項2に記載のインパクトドライバ。
【請求項4】
上記先端軸の回転の有無を、上記脈動周期の1サイクルにおける上記モータの回転量の所定値との差によって判定することを特徴とする、請求項1に記載のインパクトドライバ。
【請求項5】
前記先端軸の回転量を段階的に設定し、設定した回転量に対応して前記モータの回転数を段階的に設定した、請求項1に記載のインパクトドライバ。
【請求項6】
前記モータの回転数を高速回転から低速回転まで段階的に設定し、該回転数を選択可能にした、請求項1に記載のインパクトドライバ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2009−113121(P2009−113121A)
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願番号】特願2007−285359(P2007−285359)
【出願日】平成19年11月1日(2007.11.1)
【出願人】(000006301)マックス株式会社 (1,275)
【Fターム(参考)】
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願日】平成19年11月1日(2007.11.1)
【出願人】(000006301)マックス株式会社 (1,275)
【Fターム(参考)】
[ Back to top ]