
インプラント医療機器用シート状被覆部材
【課題】医療用シート状被覆部材の表面に親水性処理および/またはリン酸カルシウム系セラミックスまたは生体由来高分子物質を含む組成物によるコーティングを施すことにより、生体内組織との早期かつ強固な癒着を得ることができる前記医療用シート状被覆部材を提供する。
【解決手段】有機高分子を主成分とする被覆部材は、繊維質材料、多孔質材料または凹凸に富む表面を有する材料からなる柔軟なシートが好ましく、シート状部材の厚さは5ミリメートル以下が好ましく、比表面積は1グラムあたり100平方センチメートル以上が好ましい。前記高分子材料の表面に、実質上十分なくらいまで親水性を付与する処理または、リン酸カルシウム系セラミックスもしくは生体由来高分子物質を含む組成物によるコーティングを施す処理、または前処理として親水化処理を施した後にリン酸カルシウム系セラミックスもしくは生体由来高分子物質を含む組成物によるコーティング処理を行う。
【解決手段】有機高分子を主成分とする被覆部材は、繊維質材料、多孔質材料または凹凸に富む表面を有する材料からなる柔軟なシートが好ましく、シート状部材の厚さは5ミリメートル以下が好ましく、比表面積は1グラムあたり100平方センチメートル以上が好ましい。前記高分子材料の表面に、実質上十分なくらいまで親水性を付与する処理または、リン酸カルシウム系セラミックスもしくは生体由来高分子物質を含む組成物によるコーティングを施す処理、または前処理として親水化処理を施した後にリン酸カルシウム系セラミックスもしくは生体由来高分子物質を含む組成物によるコーティング処理を行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、生体内および/または皮膚貫通部に装着される医療機器の表面を覆うことにより、前記医療機器を生体内および/または皮膚貫通部に固定させ、長期間にわたって安定に留置させることができるようにするための医療用シート状被覆部材であって、その部材の表面において親水性を有するように表面処理が施されたおよび/またはリン酸カルシウム系セラミックスもしくは生体由来高分子物質を含む組成物によるコーティングを施された、前記医療用シート状被覆部材に関する。
【背景技術】
【0002】
従来より、生体内または皮膚貫通部に装着される医療機器、特に長期間にわたって生体内または皮膚貫通部に固定して留置される医療機器を用いて行われる治療においては、医療機器が接触する生体内組織、皮膚組織、または表皮の貫通部分での感染症が大きな問題となっている。これは、皮膚貫通部分における医療機器表面と表皮付近の組織との結合力が弱いために、医療機器と組織との間で容易に剥離がおこり、その部分から細菌が皮膚組織内に侵入して感染症を引き起こしてしまうからである。ひとたび皮膚貫通部分に感染症が起きてしまうと、他の生体組織内に感染が深く進展し、敗血症等の重篤な合併症を引き起こす危険性が高まってしまう。一方、皮膚貫通部における細菌の侵入が防止できている場合であっても、又は皮膚貫通部分を持たない体内植込み型の医療機器であっても、手術時の意図せざる汚染等何らかの理由で少数の細菌が体内に残留する場合があるが、医療機器と体内組織との界面では異物反応等による癒着の遅れや不足があり、そのような界面は免疫機能の不足などの理由により残留した細菌に起因する菌の増殖の巣となりやすく、感染症を引き起こしやすいという問題もある。
【0003】
そのため、生体内および/または皮膚貫通部分に装着される医療機器、特に長期間にわたって生体内または皮膚貫通部に固定して留置される医療機器の表面を覆うような被覆部材であって、生体内および/または皮膚貫通部分において組織との早期かつ強固な癒着が得られ、その結果として生体内と外界とを完全に隔絶し、または生体内部において生体組織との界面における感染の拡大を防止することができるような医療用被覆部材の開発が急務である。ここで、前記医療用被覆部材は、例えば医療用貼付シートのような、創傷治癒等を目的として、一定の短期間において皮膚面等に貼付して使用するような性質のものとは異なり、長期間にわたって生体内または皮膚貫通部に固定して留置される医療機器の被覆を目的とするため、前記医療機器と同様に長期間にわたって体内で安定して保持される必要がある。従って、前記医療用被覆部材は、その機能を完全に発揮するためにはさらに、(i) 生体親和性、(ii)生体安全性、(iii)細胞接着性および癒着性、 (iv) 医療機器の形態に合わせて被覆するための柔軟性、(v) 生体内で使用するため滅菌が可能であることの条件を、高い水準ですべて満たすことが必要とされる。
【0004】
これまでに、医療用部材に用いる基材の材料として幾多もの材料の使用が試みられている。その中で、前記の柔軟性等を満たすものとしては、繊維集合体である不織布や織布、編物等が用いられてきており、さらに、これらの繊維集合体にあって生体組織との接着性を改善するものとして、特許文献1には、多孔性三次元網状構造部を有するカフ部材が記載されている。
【0005】
しかし、これらの材料は柔軟性を有するが、十分な生体親和性、生体安全性および生体組織との接着性を発揮しない。特許文献1記載のカフ部材においては、その材料が有する物理的構造の効果により、生体組織との接着性に関してはある程度の改善が見られるが、それでも生体組織との接着性は完全なものとは言い難い。
【0006】
一方、従来より、医療用材料が要望される分野においては、生体親和性および生体安全性を得るための手段として、材料となる有機高分子の表面に何らかの処理を施すことや、材料の表面に何らかのコーティングを施すことがよく行われている。
【0007】
一般に、有機高分子材料の表面処理としては、材料表面に親水性を与えるような処理が知られており、材料表面のコーティングとしては、ハイドロキシアパタイトまたはキトサン等を用いたものが知られている。
【0008】
ハイドロキシアパタイトは優れた生体活性を有することから、これを各種医療用材料の表面に該材料と強固に結合した形で緻密かつ均一に形成させる試みが行われており、例えば、特許文献2および特許文献3には、ポリエステル等の有機高分子表面にハイドロキシアパタイトをコーティングする方法が記載されている。また、特許文献4には、予め高分子材料表面に酸素プラズマ処理を施した材料を、カルシウムイオンとリン酸イオンを含有する水溶液中に浸漬することによって、該材料表面に生体活性ハイドロキシアパタイト膜を設ける方法が記載されており、特許文献5には、予め高分子材料表面にアルカリ処理を施した材料を、カルシウムイオンとリン酸イオンを含有する水溶液中に浸漬することによって、該材料表面にハイドロキシアパタイト膜を設ける方法が記載されている。さらに、ハイドロキシアパタイト複合体の製造方法として、特許文献6には、カルシウムイオンを含み、且つ実質的にリン酸イオンを含まないカルシウム溶液と、リン酸イオンを含み、且つ実質的にカルシウムイオンを含まないリン酸溶液とに、少なくとも表面が親水化された材料を交互に浸漬させて、材料の少なくとも表面にハイドロキシアパタイトを生成・固定させる工程を含むハイドロキシアパタイト複合体の製造方法が記載されている。
【0009】
一方キトサンは、甲殻類から得られるキチンの脱アセチル化物であり、自然界に大量に存在するだけでなく生分解性で抗アレルギー性や抗菌性を示すことが知られており、特許文献7には、ポリエステル等を任意の割合で混紡した不織布とキトサンとの複合体よりなる生体内充填材が、特許文献8および9にはキトサンと絹繊維等のタンパク質材料との複合材料、キトサンと織物からなる医療装置がそれぞれ開示されている。さらに、特許文献10には、合成高分子成型品の表面をプラズマ処理した後に、キトサン系化合物溶液を塗布し、表面にキトサン系化合物をコーティングする方法およびそれによって得られるキトサンコーティング成型品が記載されている。
【0010】
しかし、一般的な高分子材料表面の親水化処理で得られる医療用材料や、特許文献2〜6および10における記載から得られる医療用材料は、表面に施された処理およびコーティングの効果により、生体親和性、生体安全性および抗菌性はある程度改善されるが、一般的な高分子材料、特にフィルム状やプレート状の高分子材料を用いた場合には、医療機器の形態に合わせた柔軟性が得られず、さらに生体組織との接着性という点においても、感染症等を予防するのに十分な細胞接着性(癒着性)を得ることができないという問題点を有する。
【0011】
また、特許文献7に記載のキトサンとポリエステル等との複合体は、柔軟性、細胞接着性等においては改善が見られるが、キトサンと他の繊維を混紡していることから、得られた繊維の表面が100%キトサンで覆われるわけではない。このため、キトサンと生体組織との接触頻度は必ずしも高くはなく生体親和性、生体安全性において改善の余地があるものである。特許文献8に記載のタンパク質材料とキトサンとの複合体は、材料がタンパク質を主とするものであるため、生体内での高い安定性および強度を得ることができず、さらに使用前の滅菌操作等により材料が劣化してしまうという問題点を有する。特許文献9に記載のキトサンでコートされる織物についても、その製造過程において、浸漬によるコーティングおよびその後の中和固定操作が含まれないため、薄いコーティング層を均一に得ることが困難であり、生体内での低い安定性および強度等が問題となる。
【特許文献1】特開2004−97267号公報
【特許文献2】特開平6−293504号公報
【特許文献3】特開2004−283324号公報
【特許文献4】特開平6−293505号公報
【特許文献5】特開平6−293507号公報
【特許文献6】特開2000−327314号公報
【特許文献7】特許2579610号公報
【特許文献8】特開平7−258972号公報
【特許文献9】特表平9−511666号公報
【特許文献10】特開2004−131600号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
上述したように、従来医療用部材として広く用いられているものは、それぞれが有する機能により、一定の限られた効果を果たすが、上述の条件: (i) 生体親和性、(ii)生体安全性、(iii)細胞接着性および癒着性、 (iv) 医療機器の形態に合わせて被覆するための柔軟性、(v) 生体内で使用するため滅菌が可能であることのすべてを同時に満たすまでには至っていない。特に、本発明の医療用シート状被覆部材に用いる基材は、柔軟性ならびに細胞接着性および癒着性を担保するために、比表面積が大きい繊維質材料、多孔質材料等からなっており、そのような性質を持つ基材の親水化処理および/またはコーティング処理においては、基材全ての部分に均一に前記処理を施すのは難しく、従来の処理によって得られる親水化および/またはコーティングの効果は不均一で不十分なものであった。一方、前記被覆部材に用いる基材が十分な効果を得るように前記処理を施した場合には、該基材の強度の低下や劣化、柔軟性の低下等という問題が発生するため、該基材本来の性質を損なわないように必要な処理を十分に施すことは困難であった。従って、医療機器等を被覆する際、例えばドライブラインのようなチューブ形状の材料を被覆する場合に、従来の技術によって表面処理またはコーティング処理が施された部材を使用すると、柔軟性を失い硬くなる、コーティングが剥離しやすいまたは完全な細胞癒着性が得られない等といった問題を有するため、前記のすべての条件を満たし、長期間にわたって生体内または皮膚貫通部に固定して留置される医療機器を被覆することができる被覆部材を提供することは非常に困難であった。
【0013】
本発明の目的は、比表面積が大きいという物理的構造上の特徴および高い柔軟性を有するシート状の高分子材料の表面に、該材料が本来有する性質を損なうことなく、親水化処理および/またはリン酸カルシウム系セラミックスもしくは生体由来高分子物質を含む組成物によるコーティングを施すことによって得られる医療用シート状被覆部材であって、生体内および/または皮膚貫通部に装着される医療機器の表面を覆うことにより、体外から体内に細菌または異物が侵入するのを防止することおよび/または生体内部において生体組織との界面における感染の拡大を防止することができる、前記医療用シート状被覆部材を提供することにある。
【課題を解決するための手段】
【0014】
前記目的は、本発明の医療用シート状被覆部材により達成される。
【0015】
すなわち本発明は、生体内および/または皮膚貫通部に装着される医療機器の体内組織または皮膚組織と接触する表面の少なくとも一部を覆うことにより、体外から体内に細菌または異物が侵入するのを防止するための、および/または生体内部において生体組織との界面における感染の拡大を防止するための医療用シート状被覆部材であって、その部材の表面において親水性を有するような表面処理、および/またはハイドロキシアパタイトもしくはキトサンによるコーティング処理を施されることを特徴とする前記医療用シート状被覆部材である。
【発明の効果】
【0016】
本発明の医療用シート状被覆部材は、比表面積が大きいという物理的構造上の特徴および高い柔軟性を有するシート状の高分子材料と、その材料表面への親水化処理および/またはハイドロキシアパタイトもしくはキトサンによるコーティング処理とを組み合わせることにより、滅菌が可能でありながら、高い生体親和性、生体安全性、柔軟性ならびに顕著に優れた細胞接着性および癒着性を有することとなり、前記被覆部材を用いて、生体内および/または皮膚貫通部に装着される医療機器の表面を覆うことにより、体外から体内に細菌または異物が侵入するのを防止すること、および/または生体内部において生体組織との界面における感染の拡大を防止することができる。
【発明を実施するための最良の形態】
【0017】
本発明の医療用シート状被覆部材は、皮膚を貫通させて体に装着される医療機器の表面を覆うために使用することができる。その際には、医療機器を直接被覆することも、または、例えば接着剤等を用いて医療機器表面に接着することにより医療機器を被覆することもできる。また、医療機器の材料または形態等に応じて、医療機器を直接または接着剤等を使用して被覆した後にさらに糸等、例えばポリプロピレン製の糸で医療機器表面に縫い付けることにより、被覆部材を機器上に完全に固定することも可能である。本発明のシート状被覆部材を用いる医療機器としては、例えば人工心臓の経皮ドライブライン、または、腹膜透析もしくは人工呼吸器もしくは中心静脈・経腸栄養療法等の経皮カテーテルチューブ等が挙げられる。
【0018】
本発明の被覆部材に用いる基材の材料としては、有機高分子を主成分とするものを用いることができる。有機高分子は、天然高分子および合成高分子を含み、天然高分子としては、コラーゲン、ヒアルロン酸等、好ましくは急激な生体分解が起こらない絹、綿セルロース等が挙げられ、合成高分子としては、ポリエステル、ポリオレフィン、フッ素樹脂、ポリエチレン、ポリプロピレン、ポリスチレン、ポリアミド、ポリイミド、ポリシロキサン、ポリエーテル、ポリカーボネート等が挙げられる。さらに、ポリエステル系高分子としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレン2・6ナフタレート等が挙げられる。
これらの高分子材料には、生体安全性を損なわない範囲内で、熱、光、酸化などに対する安定剤、架橋剤、架硫剤、染料、充填剤、補強剤、可塑剤、顔料などの添加物が加えられていてもよい。
【0019】
これらの有機高分子を主成分とする被覆部材としては、柔軟なシート状部材を用いるのが好ましく、前記シート状部材は、生体組織すなわち細胞との親和性ならびに接着性および癒着性に関連して細胞と接触する面積が大きくなるように、繊維質材料、多孔質材料または凹凸に富む表面を有する材料からなるものが好ましく、さらに、シート状部材の比表面積は、1グラムあたり100平方センチメートル以上であるのが好ましく、1グラムあたり300平方センチメートル以上であるのがさらに好ましく、1グラムあたり1000平方センチメートル以上であるのが最も好ましい。
【0020】
本発明においては、例えば1グラムあたり100平方センチメートル〜10000平方センチメートルの比表面積を有するシート状部材を用いることができるが、このようなシート状部材を用いる場合には、平均的な幾何学形状を仮定して数学的な原理を用いて算出する方法により、その比表面積の測定を行う。
【0021】
この方法を用いる場合において、例えば前記シート状部材が繊維質材料からなる場合には、その幾何学形状を円柱と仮定することができ、光学的な方法またはSEM画像法等により該円柱の平均的な直径を得ることができる。従って、例えば、SEM画像法によって得られる平均的な直径が15ミクロンであり、そして密度が1.3グラム/立方センチメートルのポリエステル繊維を材料とする不織布の比表面積は、
以下の式
「SSA (cm2/g) = (Π×D×L) / (Π×(D/2)2 ×L×ρ) = 4/(D×ρ)
(式中、SSAは比表面積(cm2/g)、Πは円周率、Dは直径(cm)、Lは円柱の高さ(計算の途中で消去されるため仮想値でよい)、ρは材料の密度(g/cm3)を表す)」
により、約2000平方センチメートル/グラムと算出される。
【0022】
また、例えば前記シート状部材が異形形状またはランダムな形状を有する材料からなる場合には、三次元CAD等を用いてその形状を模擬するように類似形状を作成し、作成した三次元データに基づいて積分を行うことにより、該シート状部材の体積および表面積を求めることができる。この場合にも同様に、材料の密度を考慮することによって比表面積を算出することができる。
【0023】
さらに、本発明においては比表面積が1グラムあたり10000平方センチメートルより大きいシート状部材を用いることも可能であり、その場合には、BET法によりその比表面積の測定を行う。
【0024】
繊維質材料としては、織布、不織布、編物等が、多孔質材料としては、発泡体、e-PTFE等が、凹凸に富む表面を有する材料としては、エンボス加工シート、マイクロエンボス加工シート等が挙げられる。また、医療機器の形態に応じてその表面を被覆するものであるという性格上、柔軟性を失わないように、シート状部材の厚さは5ミリメートル以下が好ましく、さらには2ミリメートル以下が好ましい。例えば、本発明においては、0.1ミリメートル〜2ミリメートルの厚さを有するシート状部材を用いることができる。シート状部材の形態は、前記の高分子を材料とする繊維、例えばポリエステル繊維、ポリオレフィン繊維またはフッ素樹脂繊維により作られた織物、編物または不織布などでよい。
【0025】
本発明の医療用シート状被覆部材の製造方法においては、被覆部材に用いる基材の表面に、実質上十分なくらいまで親水性を付与するような処理、またはリン酸カルシウム系セラミックスもしくは生体由来高分子物質を含む組成物によるコーティングを施す処理を行う。
【0026】
本発明における、前記基材を親水化させる処理としては、プラズマ処理またはアルカリ減量処理またはオゾン存在下での紫外線照射処理、またはコロナ放電処理等の乾式酸化処理が挙げられる。
【0027】
プラズマ処理の装置としては、各種のプラズマ処理装置を用いることが出来るが、本発明の医療用シート状被覆部材においては、その柔軟性をもたらすための構造として、基材が繊維状であったり多孔質であったりするため、放射線やイオンの照射による処理機構よりも、活性種となったガスの拡散により空隙部の深い裏側にも均一に処理する方式を適用できる装置が望ましく、例えば酸素プラズマを用いる場合には、チャンバー下部のグランド電極側が上部電極(カソード)に対して相対的に正電圧(アノード)となるように設定され、下部電極付近に被処理物を配置し、主としてラジカルのような電気的には中性である活性種で処理されるようにしたプラズマ処理装置を用いることが特に好ましい。このようなプラズマ処理装置、すなわち、実質上電荷を持たない活性種の拡散を主体とする変性処理機構を主として作用させるように構成されたプラズマ処理装置を用いることにより、本発明の被覆部材に用いられるような物理的構造上の特徴を有する基材に対しても、該基材本来の性質を損なわずかつ基材の空隙の内部も均一になるように、必要な処理を十分に施すことが可能となる。また、プラズマ処理に用いる気体としては、アルゴン、酸素、アンモニアガスなどを用いることが出来るが、特に好ましくは酸素ガスの雰囲気中で行われる。処理時間としては、一般に1〜30分間処理されるが、十分な表面処理反応を起こさせかつ過度の反応により基材本来の性質を失わないようにするために、好ましくは2〜20分間、さらに好ましくは2.5〜10分の間処理される。高分子材料の表面、特にシート状の高分子材料のような表裏を有するものに関しては、一般的に表と裏それぞれの姿勢において処理されるが、前記の特に好ましいプラズマ処理装置においても、電極との至近距離における表面処理状態の不均一性を避けるために、表と裏それぞれの姿勢において酸素プラズマ、特に酸素ラジカルに曝すことが好ましい。また、前記プラズマ処理における、ガスの分圧は、放電を可能とし均一なプラズマ処理を行うためには一般的に5〜500Paの範囲であり、安定した放電を行いかつ効率的な時間内で処理の効果をもたらすために、好ましくは10〜200Pa、さらに好ましくは20〜100Paの範囲で行われる。
【0028】
アルカリ減量処理は、被覆部材に用いる基材をアルカリ性溶液で処理することにより行う。アルカリ減量処理に使用するアルカリ性溶液としては、水酸化ナトリウム水溶液、水酸化カリウム水溶液等が挙げられるが、水酸化ナトリウム水溶液を用いるのが好ましい。溶液の濃度は0.5〜5.0 N程度が適当であるが、0.8〜3.0 Nがさらに好ましく、1.0〜2.0 Nが最も好ましい。その他の条件については、適宜調整されうるが、反応温度は30〜95℃で行われ、好ましくは70〜90℃、さらに好ましくは75〜85℃で行われる。反応時間は、10〜120分、好ましくは、30〜60分である。
【0029】
紫外線照射処理および乾式酸化処理は、公知の方法で行うことができ、基材表面が親水化する条件であれば特に限定されない。
【0030】
また、本発明における、被覆部材に用いる基材の表面にリン酸カルシウム系セラミックスによるコーティングを施す処理としては、生体安全性を有するハイドロキシアパタイトを含むリン酸カルシウム系セラミックスによるコーティング処理が挙げられる。リン酸カルシウム系セラミックスのコーティング処理の方法としては、溶液浸漬法、懸濁浸漬法、溶液交互浸漬法等が挙げられるが、ハイドロキシアパタイトの生成速度の速さおよび効率の良さから、懸濁浸漬法、溶液交互浸漬法が好ましく、薄く均一なコーティング層を得るためには溶液交互浸漬法が特に好ましい。
【0031】
溶液浸漬法においては、被覆部材に用いる基材がカルシウムイオンとリン酸イオンを含む溶液に浸漬される。
【0032】
溶液交互浸漬法においては、特許文献6に記載されているように、被覆部材に用いる基材がカルシウム溶液とリン酸溶液とに交互に浸漬され、両溶液への浸漬およびその間の洗浄を含めた一連の操作を1サイクルとして、それが適当なサイクル数で繰り返される。コーティング処理において用いられるカルシウム溶液としては、例えば塩化カルシウム、酢酸カルシウム等の水溶液またはトリス緩衝溶液等が用いられ、溶液中のカルシウムイオン濃度は、10〜500ミリモル/リットルが好ましく、100〜300ミリモル/リットルがさらに好ましい。またカルシウム溶液のpHは限定されないが、pH 6〜10が好ましく、pH 7〜8がさらに好ましい。
【0033】
コーティング処理において用いられるリン酸溶液としては、例えばリン酸水素ナトリウムまたはリン酸水素二ナトリウム等の水溶液またはトリス緩衝溶液等が用いられ、溶液中のリン酸イオン濃度は、10〜500ミリモル/リットルが好ましく、100〜150ミリモル/リットルがさらに好ましい。またリン酸溶液のpHは限定されないが、pH 6〜10が好ましく、pH 7〜8がさらに好ましい。また、前記基材の洗浄に使用される洗浄液は、特に限定されないが、蒸留水を用いるのが好ましい。
【0034】
前記カルシウム溶液、リン酸溶液および洗浄液に浸漬させる温度は、25〜40℃が好ましく、36〜39℃がさらに好ましい。前記基材をカルシウム溶液およびリン酸溶液に浸漬させる浸漬時間および前記材料を洗浄液に浸漬する時間は、いずれも1サイクルあたり10〜600秒であり、好ましくは30〜480秒、さらに好ましくは60〜300秒である。また、前記一連の操作を繰り返すサイクル数は、1〜10回であり、好ましくは2〜6回である。なお、各溶液へ浸漬させる場合には、ポリエステルファブリック上に付着した溶液を十分に除去してから、次の溶液への浸漬を行う。また、各溶液および洗浄液はサイクルを重ねると濁ってくるため、5回以上繰り返す場合は、各溶液および洗浄液を適宜交換する。
【0035】
懸濁浸漬法においては、被覆部材に用いる基材が、ハイドロキシアパタイト焼成体粉末の懸濁液に浸漬される。使用される粉末状ハイドロキシアパタイト焼成体は、特に限定されないが、数多くの細かい粒子から構成される均一なコーティング層を得るために、平均粒径が3ミクロン以下のものが好ましく、平均粒径が1ミクロン以下のものがさらに好ましい。
【0036】
いずれのリン酸カルシウム系セラミックスのコーティング処理方法においても、コーティング処理が施された被覆部材を、40〜70℃、好ましくは50〜60℃に設定された乾燥機中で乾燥させ、蒸留水に浸して超音波洗浄(1分×3回程度)を行う。その後に、被覆部材を40〜70℃、好ましくは50〜60℃に設定された乾燥機中で再度乾燥させる。
【0037】
前記方法により生成されるリン酸カルシウム系セラミックスのコーティング層の付着重量から換算される平均としての厚さは、用いる基材材料の種類、形状、形態または用途によって適宜選択することができるが、医療機器を被覆する際にコーティングの効果を十分に発揮し、かつ柔軟性等の基材本来の性質を失わないために、0.001〜0.5ミクロンであるのが好ましく、0.002〜0.2ミクロンであるのがさらに好ましく、0.003〜0.1ミクロンであるのが最も好ましい。また、前記方法により生成されるリン酸カルシウム系セラミックスのコーティング層は、好ましくは、エックス線回折において、2θ値が26度と32度のところに主要エックス線回折強度を有する。なお、ここで言うリン酸カルシウム系セラミックスのコーティング層の厚さとは、付着重量と表面積から換算される平均としてのコーティング層の厚さを意味しており、実際の顕微鏡観察等で見られる凹凸の多い粒子の不均一な付着状態を平均化して表すものである。平均の厚さを算出する元となる付着重量は、試料を厳密に秤量しても得られるが、非常に薄い厚さのために重量から測定することが困難な場合は、蛍光X線分析装置によるカルシウムあるいはリンの特性X線の強度から、リン酸カルシウム系セラミックスの付着重量に換算することにより得ることが出来る。
【0038】
本発明における、被覆部材に用いる基材表面に生体由来高分子物質を含む組成物によるコーティングを施す処理としては、水中で正電荷を帯びる生体由来高分子物質を含む組成物によりコーティングを施すのが好ましく、キチンまたはキチン誘導体であるキトサンを含む組成物によりコーティングを施すのがさらに好ましい。水中で正電荷を帯びる生体由来高分子物質としては、キチンまたはキチン誘導体であるキトサンなどの天然高分子、ポリリジン、ポリオルニチンなどのポリアミノ酸、MBP(ミエリン塩基性タンパク)、ヒストンなどのタンパク質等が挙げられる。高分子材料表面に生体由来高分子物質を含む組成物によるコーティングを施す方法としては、特に限定はされないが、溶液浸漬塗布法であるのが好ましい。
【0039】
溶液浸漬塗布法においては、被覆部材に用いる基材が、前記生体由来高分子物質を含む溶液中において浸漬塗布され、状況に応じて、アルカリ溶液、好ましくは水酸化ナトリウム水溶液による、形成したコーティング被膜の不溶化および中和の処理が施された後に、洗浄される。前記生体由来高分子物質を含む溶液としては、生体由来高分子を含む材料を水に溶解させた水溶液等が挙げられる。前記生体由来高分子物質を含む溶液のpHは適宜選択されるが、該生体由来高分子を効率良く水に溶解させるために、pH 1.0〜8.0であるのが好ましく、pH 2.0〜6.5であるのがさらに好ましい。
【0040】
前記生体由来高分子物質を含む溶液において浸漬塗布を行う温度は、特に限定されないが、10〜30℃が好ましい。また、前記溶液浸漬塗布法では、被覆部材に用いる基材を、コーティング後、および洗浄後に乾燥させるが、該乾燥温度は、40〜70℃が好ましく、50〜60℃がさらに好ましく、50℃が最も好ましい。
【0041】
溶液浸漬塗布法において、キトサンを生体由来高分子物質として用いる場合には、被覆部材に用いる基材がキトサン溶液中において浸漬塗布されるが、使用されるキトサン溶液の濃度は0.01〜1%のキトサン濃度の範囲であり、0.05〜0.8%が好ましく、さらに0.2%が最も好ましい。また、前記キトサン溶液が水溶液である場合には、該水溶液は、キトサンを水に懸濁した後に、適当な酸、例えば乳酸等を添加することにより、キトサンを酸性条件下で溶解させることによって調製される。添加する前記酸濃度は適宜選択され、例えば乳酸を添加する場合には、0.5%の濃度で添加することができる。また、前記キトサンは、水系媒体への溶解性を増加させるために、アセチル基含有率が40%以下、さらに好ましくは30%以下、最も好ましくは20%以下となるように脱アセチル化処理を施されているものを使用する。さらに、前記被覆部材に用いる基材は、キトサン溶液での処理の後、キトサンの不溶化および中和のために中和固定処理を施される。前記中和固定処理に用いられるアルカリ溶液は、特に限定されないが、例えば水酸化ナトリウム水溶液等が用いられ、該アルカリ溶液濃度は、適宜選択される。
【0042】
前記方法により生成される、生体由来高分子物質を含む組成物によるコーティング層の厚さは、用いる基材材料の種類、形状、形態または用途によって適宜選択することができるが、医療機器を被覆する際にコーティングの効果を十分に発揮し、かつ柔軟性等の基材本来の性質を失わないために、0.002〜1ミクロンであるのが好ましく、0.005〜0.5ミクロンであるのがさらに好ましく、0.01〜0.1ミクロンであるのが最も好ましい。なお、コーティング層の厚さは、試料を精密に秤量することによって得られるコーティング重量と表面積から換算して得ることができるが、非常に薄いために秤量ではコーティング重量が得られない場合は、コーティング層の断面をSEM(走査型電子顕微鏡)等で厳密に観察することによって得られる。
【0043】
もう1つの実施態様における、本発明の医療用シート状被覆部材の製造方法においては、被覆部材に用いる基材の表面に前処理として、前記の親水化処理を施した後、さらに前記リン酸カルシウム系セラミックスまたは生体由来高分子物質を含む組成物によるコーティングを施す処理を行う。
【0044】
上述の製造方法により、本発明の医療用シート状被覆部材を得ることができる。
【0045】
本発明はまた、本発明の医療用シート状被覆部材により被覆された医療機器に関する。
【0046】
本発明はまた、本発明の医療用シート状被覆部材により被覆された人工心臓の経皮ドライブラインに関する。
【0047】
本発明はまた、本発明の医療用シート状被覆部材により被覆された経皮カテーテルチューブに関する。
【0048】
さらなる実施態様において、本発明は、5ミリメートル以下の厚さを有し、かつ、繊維質材料、多孔質材料または凹凸に富む表面を有する材料からなり1グラムあたり100平方センチメートル以上の比表面積をもつ柔軟なシート状部材の表面に、親水性を付与するための表面処理、ハイドロキシアパタイト含有リン酸カルシウム系セラミックスもしくは水中で正の電荷を帯びる生体由来高分子物質を含む材料によるコーティング処理、または前記表面処理と前記コーティング処理の両方が施されていることを特徴とする医療用シート状被覆部材を、生体内および/または皮膚貫通部に装着される医療機器の表面を覆って、体外から体内に細菌または異物が侵入するのを防止するために、および/または生体内部において生体組織との界面における感染の拡大を防止するために使用する方法に関する。
【0049】
本発明の医療用シート状被覆部材は、比表面積が大きいという物理的構造上の特徴および高い柔軟性を有するシート状の高分子材料表面に、親水化処理、またはリン酸カルシウム系セラミックスによるコーティングもしくは生体由来高分子物質を含む組成物によるコーティング、または前処理として親水化処理が施されたリン酸カルシウム系セラミックスもしくは生体由来高分子物質を含む組成物によるコーティングが、前記材料が本来有する性質を損なうことなく施されている。従って、高い生体親和性、生体安全性、柔軟性ならびに顕著に優れた細胞接着性および癒着性を有することとなり、前記被覆部材を用いて、皮膚貫通部に装着される医療機器の表面を覆うことにより、体外から体内に細菌または異物が侵入するのを防止することができる。また、材料表面への親水化処理は、材料表面を化学的に修飾する過程を経ることが多く、実質上表面に生息する微生物付着汚染量を減少する効果を有することが多いため、滅菌工程を完全なものにするために有利な親水化処理の方法を選択できるが、本発明に用いられる方法もそのような利点を有する。
【実施例】
【0050】
以下に実施例および比較例を挙げて本発明をより具体的に説明するが、本発明はその要旨を超えない限り、以下の実施例により何ら限定されるものではない。
【0051】
実施例1 酸素プラズマ処理
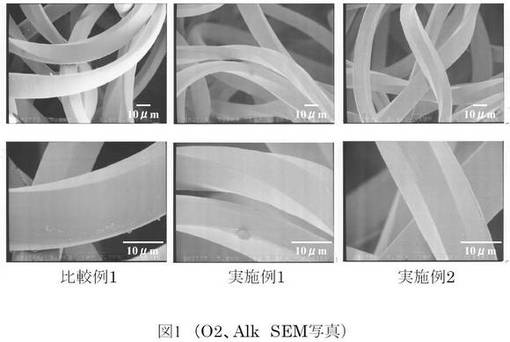
チャンバー下部のグランド電極側が上部電極(カソード)に対して相対的に正電圧(アノード)となるように設定され、下部電極付近に配置された被処理物が、主としてラジカルのような電気的には中性である活性種で処理されるようにしたプラズマ処理装置(Model PD-10ND, SAMCO社製)を用い、基材(被処理物)として、適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(幾何学形状を円柱と仮定することにより、SEM画像法により得られた平均繊維径15ミクロンと材料の密度1.3 (g/cm3)を用いて、上述の比表面積を求める式により計算:SSA=4/(D×ρ)=4/(0.0015×1.3)=2051 cm2/g))を下部接地電極(アノード)上に広げて置き、電極間距離が55 mm、ガス流量が150 ml/minの酸素ガス気流下で、酸素分圧66.5Paにてプラズマ処理を行った。基盤温度は30 ℃、放電出力は150 Wに設定した。プラズマ処理は、ポリエステルファブリックの表面および裏面に対してそれぞれ5分づつ行った。前記処理により本発明の医療用シート状被覆部材を得た。走査型電子顕微鏡(SEM)(ERA-4000, エリオニクス社製)写真により生成した医療用シート状被覆部材の表面を観察した結果、表面処理による劣化は見られなかった(図1)。
【0052】
実施例2 アルカリ減量処理
適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))を、50℃で3時間乾燥し、その後前記ポリエステルファブリックの乾燥重量を測定した。NaOH水溶液をプラスチックの反応容器に調製し、85〜90℃に設定した恒温槽に静置した。反応容器中の溶液の温度が80±5℃になったところで、前記ポリエステルファブリックを前記溶液中に浸漬させた。反応時間経過後、前記ポリエステルファブリックを蒸留水で3〜4回洗浄し、1.0 NのHClに30分間浸漬させた。ここで、反応に用いるNaOHの濃度は、1.0 Nのものを使用し、反応時間は30分で行った。さらに蒸留水で3〜4回洗浄した後、pH試験紙により洗浄液が中性になっていることを確認した。その後、50℃において一晩乾燥させた後に、前記ポリエステルファブリックの乾燥重量を測定し、減量率を測定した結果、約2%であった。前記処理により、本発明の医療用シート状被覆部材を得た。走査型電子顕微鏡(SEM)(ERA-4000, エリオニクス社製)により生成した医療用シート状被覆部材の表面を観察した結果、表面処理による劣化は見られなかった(図1)。
【0053】
実施例3 ハイドロキシアパタイトコーティング
適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))を重ならないように適当な網にのせ、さらにもう1枚の網をこれに載せることで、前記ポリエステルファブリックを2枚の網の間に挟み込んだ。4種類の溶液(A)~(D):
(A)500ミリリットルビーカーでCaCl2(和光純薬社製)3.329グラムを50ミリモル/リットルのTris-HCl (ROCKLAND社製)150ミリリットルで溶解し、200ミリモル/リットルに調製する;
(B)500ミリリットルビーカーに蒸留水200〜300ミリリットルを入れる(CaCl2洗浄用);
(C)500ミリリットルビーカーでNa2HPO4(和光純薬社製)2.555グラムを蒸留水150ミリリットルで溶解し、120ミリモル/リットルに調製する;
(D)500ミリリットルビーカーに蒸留水200〜300ミリリットルを入れる(Na2HPO4洗浄用);
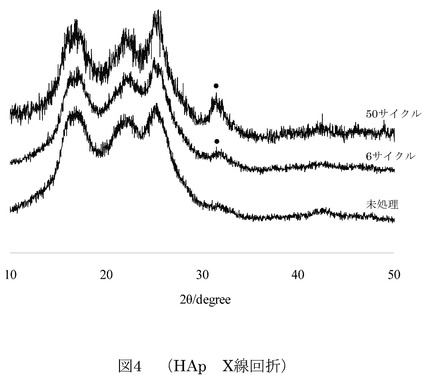
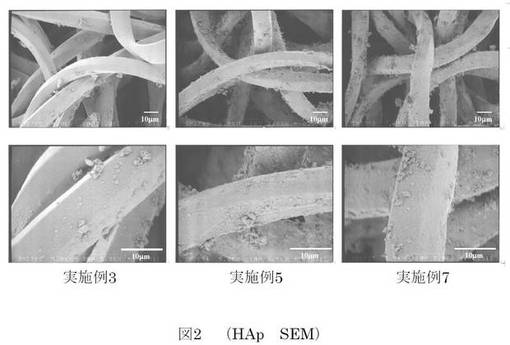
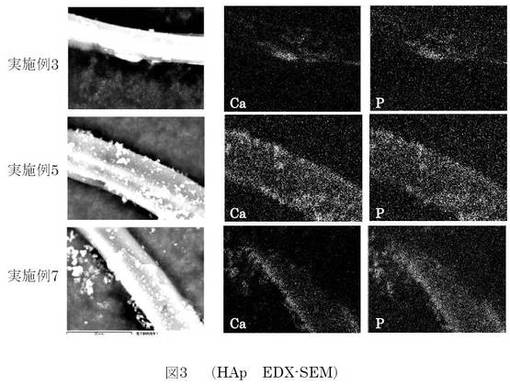
を調製し、水を張り温度を37〜38℃に設定した恒温槽(THERMAL RABO TR-2A, AS ONE社製)中に静置した。ビーカー中の溶液の温度を温度計で測定し、温度が37℃になったところで、コーティング処理を開始した。コーティング処理は、網に挟んだポリエステルファブリックを前記溶液(A)、(B)、(C)、(D)にこの順序で60秒間ずつ浸漬させることによって行った。各溶液へ浸漬させる場合には、ポリエステルファブリック上に付着した溶液を十分に除去してから、次の溶液への浸漬を行った。コーティング処理は、(A)、(B)、(C)、(D)各溶液へのこの順番での浸漬を1サイクルとして、4サイクル行った。コーティング処理後、前記ポリエステルファブリックを乾燥機(Hot Air Sterilizer HE-102, サクラ精機社製)に入れ、50〜60℃で乾燥させた。その後、前記ポリエステルファブリックを蒸留水に浸して超音波洗浄(1分×3回程度)を行い、再度、乾燥機に入れて50〜60℃で乾燥させた。前記処理により、本発明の医療用シート状被覆部材を得た。走査型電子顕微鏡(SEM)(ERA-4000, エリオニクス社製)およびエネルギー分散型蛍光X線分析機能付き走査型電子顕微鏡(EDX-SEM)(Type N, 日立サイエンスシステムズ社製)により生成した医療用シート状被覆部材の表面を観察した結果、多くの細かいハイドロキシアパタイト粒子からなる薄くてかつ均一なコーティングおよびカルシウム、リンの均一な分布が確認された(図2および3)。また、波長分散型蛍光X線分析装置(PW2400, フィリップス社製)を用いた測定の結果、カルシウムは約0.99重量%、リンは約0.50重量%であった。これらの結果から各原子量比を用いてハイドロキシアパタイトのコーティング厚さに換算したところ、約0.006ミクロンであった。また、X線回折装置(2035, 理学電機社製)を用いた測定により(X線回折測定には、検出感度を高めるため、6または50サイクルの浸漬サイクルを施した被覆部材を使用した)、医療用シート状被覆部材表面のコーティング層は、2θ値が32度のところに特徴的なピークを有するハイドロキシアパタイト層であることが確認された(図4)。
【0054】
実施例4 キトサンコーティング
適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))を、50℃で3時間乾燥し、その後前記ポリエステルファブリックの乾燥重量を測定した。前記ポリエステルファブリックを適当な容器に並べ、以下の溶液:
(A)キトサン水溶液−脱アセチル化度が94.6%のキトサン(UltrasanCH01, Biosyntech社製)を蒸留水に懸濁して乳酸(溶液中の酸濃度;0.5%)を加え、完全に溶解するまでよく攪拌する;
(B)0.1 N NaOH水溶液−NaOH 0.2 gを蒸留水50 mlで溶解し、0.1 Nに調整する;
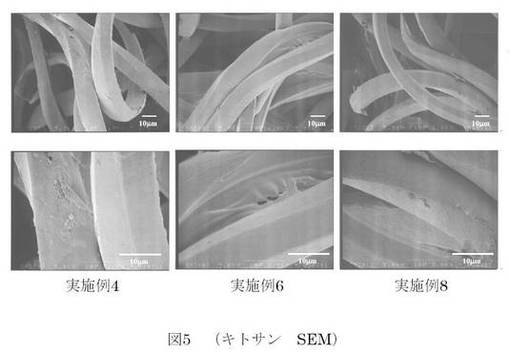
を調製した。キトサン水溶液の濃度は、0.2%キトサン水溶液となるように調製した。コーティング処理は、キトサン水溶液をポリエステルファブリックに染み込ませる(十分浸る程度まで)ことにより行った。さらに前記ポリエステルファブリックを乾燥機中(Hot Air Sterilizer HE-102, サクラ精機社製)で乾燥させた後、キトサンの不溶化および中和等を目的とする中和固定処理として、0.1 N NaOH水溶液に浸漬させた。NaOHを除去した後、蒸留水で前記ポリエステルファブリックの洗浄を繰り返し、pH試験紙により洗浄液が中性になっていることを確認した。その後、50℃において一晩乾燥させた後に、前記ポリエステルファブリックの乾燥重量を測定した。前記処理により、本発明の医療用シート状被覆部材を得た。なお、前記処理前後におけるポリエステルファブリックの乾燥重量の変化によりコーティング量を算出したところ、1.24%であった。これを厚さに換算したところ、約0.04ミクロンであった。走査型電子顕微鏡(SEM)(ERA-4000, エリオニクス社製)により生成した医療用シート状被覆部材の表面を観察した結果、薄くてかつ均一なコーティングが確認された(図5)。
【0055】
実施例5 酸素プラズマ処理後のハイドロキシアパタイトコーティング
適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))に、実施例1記載の酸素プラズマ処理を施した後、さらに実施例3記載のハイドロキシアパタイトコーティング処理を施した。前記処理により、本発明の医療用シート状被覆部材を得た。実施例3と同様にして、生成した医療用シート状被覆部材の表面を観察した結果、多くの細かいハイドロキシアパタイト粒子からなる薄くてかつ均一なコーティングおよびカルシウム、リンの均一な分布が確認された(図2および3)。また、実施例3と同様にカルシウムおよびリンの定量分析を行った結果、カルシウムは約1.93重量%、リンは約1.09重量%であった。これらの結果から各原子量比を用いてハイドロキシアパタイトのコーティング厚さに換算したところ、約0.011ミクロンであった。
【0056】
実施例6 酸素プラズマ処理後のキトサンコーティング
適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))に、実施例1記載の酸素プラズマ処理を施した後、さらに実施例4記載のキトサンコーティング処理を施した。前記処理により、本発明の医療用シート状被覆部材を得た。なお、前記処理前後におけるポリエステルファブリックの乾燥重量の変化によりコーティング量増加量を算出したところ、1.33%であった。これを厚さに換算したところ、約0.05ミクロンであった。走査型電子顕微鏡(SEM)(ERA-4000, エリオニクス社製)により生成した医療用シート状被覆部材の表面を観察した結果、薄くてかつ均一なコーティングが確認された(図5)。
【0057】
実施例7 アルカリ減量処理後のハイドロキシアパタイトコーティング
適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))に、実施例2記載のアルカリ減量処理を施した後、さらに実施例3記載のハイドロキシアパタイトコーティング処理を施した。前記処理により、本発明の医療用シート状被覆部材を得た。実施例3と同様にして、生成した医療用シート状被覆部材の表面を観察した結果、多くの細かいハイドロキシアパタイト粒子からなる薄くてかつ均一なコーティングおよびカルシウム、リンの均一な分布が確認された(図2および3)。また、実施例3と同様にカルシウムおよびリンの定量分析を行った結果、カルシウムは約1.82重量%、リンは約1.13重量%であった。これらの結果から各原子量比を用いてハイドロキシアパタイトのコーティング厚さに換算したところ、約0.011ミクロンであった。
【0058】
実施例8 アルカリ減量処理後のキトサンコーティング
適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))に、実施例2記載のアルカリ減量処理を施した後、さらに実施例4記載のキトサンコーティング処理を施した。なお、前記処理前後におけるポリエステルファブリックの乾燥重量の変化によりコーティング量を算出したところ、1.29%であった。これを厚さに換算したところ、約0.04ミクロンであった。前記処理により、本発明の医療用シート状被覆部材を得た。走査型電子顕微鏡(SEM)(ERA-4000, エリオニクス社製)により生成した医療用シート状被覆部分の表面を観察した結果、薄くてかつ均一なコーティングが確認された(図5)。
【0059】
比較例1
実施例1〜8で用いた、適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))を未処理のまま、実施例と同じ評価を行った。
【0060】
試験例1 (細胞接着・増殖性試験)
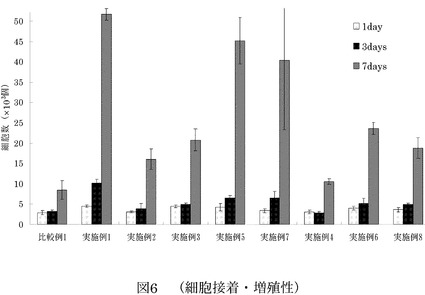
実施例1〜8および比較例1で得られた医療用シート状被覆部材につき、in vitroにおける細胞接着・増殖性試験を行った。細胞接着・増殖性試験には、テトラカラーワン(800560;Cell Proliferation Assay System, 生化学工業社製)を使用した。方法は、テトラカラーワンの添付書類の記載に従った。細胞はヒト胎児由来線維芽細胞(Human Embryo Fibroblast;HE-49)を使用し、培地はDMEM培地〔Dulbecco's Modified Eagle's Medium(GIBCO社製)、100mg/ml Streptomycin(生化学用,和光純薬社製)、100units/ml penicillin(生化学用,和光純薬), 1.4g/l NaHCO3(特級,和光純薬社製): pH7.2〕に10% 牛胎児血清(Fetal Bovine Serum;FBS)を添加して用いた。培養は5%CO2存在下、37℃で行った(CO2 INCUBATOR IT-63, YAMATO SCIENTIFIC社製)。96well MICROPLATE (NUNC社製)の底に前記医療用シート状被覆部材を敷き、DMEM培地を約0.1ml染み込ませた。これに、DMEM培地を用いて約1.0〜1.5×104cells/0.1mlの濃度に調整したHE-49懸濁液を0.1mlずつ播種した。培養1日目に、夫々のシート状被覆部材を静かに取り出し、培地を満たした24well MICROPLATE (NUNC社製)に移し、さらに培養3日目に、培地交換を行った。
【0061】
培養1、3、7日後に、夫々のシート状被覆部材を取り出し、接着していない細胞を除くため無血清培地中で振り洗いした後、新しい96well MICROPLATEに移した。これに、無血清DMEM培地とテトラカラーワンを9:1の割合で混合した反応溶液を0.1ml添加し、37℃、5%CO2条件下で、2時間インキュベーションを行った。次いで、この溶液0.1mlを96well IMMUNO MICROPLATE (NUNC社製)に移し、マイクロプレートリーダー (Model 550; BIO-RAD社製)を用いて450nmの吸光度を測定した(対象波長630nm)。該吸光度より換算して、夫々のシート状被覆部材上の細胞数を算出した。測定結果を図6に示す。
【0062】
試験例2(動物実験による癒着性の評価)
実施例1及び実施例6で得られた本発明による医療用シート状被覆部材を、未処理の基材と比較できるように比較例1を加えて、約1cm×5cmの短冊状に切断し、子牛(ジャージー牛、オス、体重67.0kg、供給業者Fischer)二頭の背部皮下に埋植し、1、2、4週間を経た後周辺組織とともに取り出して、10%ホルマリンで固定した後、パラフィン包埋して、ミクロトームで切片を作製した。この切片を、ヘマトキシリン・エオジン(HE)染色し、組織学的な顕微鏡観察を行った。動物への埋植と組織観察は、米国機関〔McGowan Institute For Regenerative Medicine, University of Pittsburgh 、NAMSA(North American Science Associates ,Inc.)〕の協力を得て行った。夫々のシート状被覆部材の癒着の状態を周辺組織の再生(ファブリック内部への組織や細胞の入り込み及びその密度)、炎症性細胞の遊走(ファブリック内部へのマクロファージやリンパ球等の炎症性細胞の入り込み)、ファブリックと組織との癒着性(ファブリックと組織の界面の密着性)によって評価した(表1)。これらを総合的に評価した結果、未処理の基材と比較して、実施例1及び実施例6で得られた本発明による医療用シート状被覆部材は、組織癒着性に優れていた。
【0063】
表1−動物実験における、実施例1及び実施例6で得られた医療用シート状被覆部材と組織との癒着性の評価結果:
【0064】
【表1】

【0065】
試験例3 (親水性試験)
実施例1〜8および比較例1で得られた医療用シート状被覆部材を約1 cm×2 cmに切断したものをサンプルとし、該サンプルの下端から上端まで水が浸透する時間を測定した。結果、比較例1は、水が全く浸透せず撥水性を示したのに対し、実施例1〜8は、水が浸透し親水性を示した(表2)。
【0066】
表2−実施例1〜8および比較例1で得られた医療用シート状被覆部材における、親水性試験の結果:
【0067】
【表2】
【0068】
試験例4 (抗菌性試験)
実施例1、5および6および比較例1で得られた医療用シート状被覆部材につき、抗菌性試験を行った。試験方法は、JIS L1902「繊維製品の定量的抗菌性試験法」を参照して行った。まず、試験菌(黄色ブドウ球菌)を実施例1、5および6および比較例1で得られた医療用シート状被覆部材に接種し、18時間した後、次式によって、増殖値(F)及び静菌活性値(S)、殺菌活性値(L)を求め、抗菌性を評価した。
【0069】
増殖値(F)=Log II−Log I
静菌活性値(S)=Log II−Log III〜V
殺菌活性値(L) =Log I−Log III〜V
(I:比較例1の接種直後の生菌数、II:比較例1の18時間培養後の生菌数、III〜V:実施例1、5、6の18時間培養後の生菌数)
増殖値(F)は、F>1.5であるとき試験成立とする。静菌活性値(S)は、菌の増殖を阻害する効果を示す値であり、S>2.2で静菌活性があると判定する。また、殺菌活性値(L)は、菌を殺す効果を示す値であり、L>0で殺菌活性があると判定する。静菌及び殺菌活性があるものを抗菌性があると評価する。結果、実施例1で得られた医療用シート状被覆部材には抗菌性がなかったのに対し、実施例5および6で得られた医療用シート状被覆部材には抗菌性があった(表3)。
【0070】
表3−実施例1、5および6ならびに比較例1で得られた医療用シート状被覆部材における、抗菌性試験の結果:
【0071】
【表3】
【0072】
図2および3に示す結果から明らかなように、本発明の医療用シート状被覆部材は、多くの細かな粒子からなるハイドロキシアパタイトにより均一にコーティングされており、または図5に示す結果から明らかなように、キトサンにより薄く均一にコーティングされている。従って、本発明の医療用シート状被覆部材は、該材料が本来有する性質を損なわない表面処理および/またはコーティング処理が施されていることとなり、医療機器の形態に対応して柔軟な構造をとることができ、生体内において安定かつ強固なコーティングを維持することができる。よって、コーティングの効果を十分に発揮することができ、そのため、試験例1〜3の結果から明らかなように、本発明の医療用シート状被覆部材は、親水性、細胞接着・増殖性および癒着性に対して顕著に優れた効果を示すことができる。また、試験例4の結果より、本発明の医療用シート状被覆部材はさらに、優れた抗菌性も併せて有する。従って、本発明の医療用シート状被覆部材は、比表面積が大きいという物理的構造上の特徴および高い柔軟性を有するシート状の高分子材料と、その材料表面への親水化処理および/またはハイドロキシアパタイトもしくはキトサンによるコーティング処理とを組み合わせることにより、高い生体親和性、生体安全性、柔軟性ならびに顕著に優れた細胞接着性および癒着性、さらには抗菌性を有することとなり、前記被覆部材を用いて、生体内および/または皮膚貫通部に装着される医療機器の表面を覆うことにより、体外から体内に細菌または異物が侵入するのを防止することおよび/または生体内部において生体組織との界面における感染の拡大を防止することができる。また、材料表面への親水化処理は、材料表面を化学的に修飾する過程を経ることが多く、実質上表面に生息する微生物付着汚染量を減少する効果を有することが多いため、滅菌工程を完全なものにするために有利な親水化処理の方法を選択できるが、本発明に用いられる方法もそのような利点を有する。
【産業上の利用可能性】
【0073】
本発明は、高い生体親和性、生体安全性、細胞接着性および癒着性、抗菌性、柔軟性を有するため、種々の生体内および皮膚貫通部に装着される医療機器または医療材料、特に長期間にわたって生体内または皮膚貫通部に固定して留置される医療機器または医療材料の被覆部材に有用である。
【図面の簡単な説明】
【0074】
【図1】実施例1および2ならびに比較例1で得られた医療用シート状被覆部材を示す走査型電子顕微鏡写真である。
【図2】実施例3、5および7で得られた医療用シート状被覆部材を示す走査型電子顕微鏡写真である。
【図3】実施例3、5および7で得られた医療用シート状被覆部材を示すエネルギー分散型蛍光X線分析機能付走査型電子顕微鏡写真である。
【図4】実施例3で得られた医療用シート状被覆部材のX線回折の結果を示す。
【図5】実施例4、6および8で得られた医療用シート状被覆部材を示す走査電子顕微鏡写真である。
【図6】実施例1〜8および比較例1で得られた医療用シート状被覆部材における、細胞接着・増殖性試験の結果を示す。
【技術分野】
【0001】
本発明は、生体内および/または皮膚貫通部に装着される医療機器の表面を覆うことにより、前記医療機器を生体内および/または皮膚貫通部に固定させ、長期間にわたって安定に留置させることができるようにするための医療用シート状被覆部材であって、その部材の表面において親水性を有するように表面処理が施されたおよび/またはリン酸カルシウム系セラミックスもしくは生体由来高分子物質を含む組成物によるコーティングを施された、前記医療用シート状被覆部材に関する。
【背景技術】
【0002】
従来より、生体内または皮膚貫通部に装着される医療機器、特に長期間にわたって生体内または皮膚貫通部に固定して留置される医療機器を用いて行われる治療においては、医療機器が接触する生体内組織、皮膚組織、または表皮の貫通部分での感染症が大きな問題となっている。これは、皮膚貫通部分における医療機器表面と表皮付近の組織との結合力が弱いために、医療機器と組織との間で容易に剥離がおこり、その部分から細菌が皮膚組織内に侵入して感染症を引き起こしてしまうからである。ひとたび皮膚貫通部分に感染症が起きてしまうと、他の生体組織内に感染が深く進展し、敗血症等の重篤な合併症を引き起こす危険性が高まってしまう。一方、皮膚貫通部における細菌の侵入が防止できている場合であっても、又は皮膚貫通部分を持たない体内植込み型の医療機器であっても、手術時の意図せざる汚染等何らかの理由で少数の細菌が体内に残留する場合があるが、医療機器と体内組織との界面では異物反応等による癒着の遅れや不足があり、そのような界面は免疫機能の不足などの理由により残留した細菌に起因する菌の増殖の巣となりやすく、感染症を引き起こしやすいという問題もある。
【0003】
そのため、生体内および/または皮膚貫通部分に装着される医療機器、特に長期間にわたって生体内または皮膚貫通部に固定して留置される医療機器の表面を覆うような被覆部材であって、生体内および/または皮膚貫通部分において組織との早期かつ強固な癒着が得られ、その結果として生体内と外界とを完全に隔絶し、または生体内部において生体組織との界面における感染の拡大を防止することができるような医療用被覆部材の開発が急務である。ここで、前記医療用被覆部材は、例えば医療用貼付シートのような、創傷治癒等を目的として、一定の短期間において皮膚面等に貼付して使用するような性質のものとは異なり、長期間にわたって生体内または皮膚貫通部に固定して留置される医療機器の被覆を目的とするため、前記医療機器と同様に長期間にわたって体内で安定して保持される必要がある。従って、前記医療用被覆部材は、その機能を完全に発揮するためにはさらに、(i) 生体親和性、(ii)生体安全性、(iii)細胞接着性および癒着性、 (iv) 医療機器の形態に合わせて被覆するための柔軟性、(v) 生体内で使用するため滅菌が可能であることの条件を、高い水準ですべて満たすことが必要とされる。
【0004】
これまでに、医療用部材に用いる基材の材料として幾多もの材料の使用が試みられている。その中で、前記の柔軟性等を満たすものとしては、繊維集合体である不織布や織布、編物等が用いられてきており、さらに、これらの繊維集合体にあって生体組織との接着性を改善するものとして、特許文献1には、多孔性三次元網状構造部を有するカフ部材が記載されている。
【0005】
しかし、これらの材料は柔軟性を有するが、十分な生体親和性、生体安全性および生体組織との接着性を発揮しない。特許文献1記載のカフ部材においては、その材料が有する物理的構造の効果により、生体組織との接着性に関してはある程度の改善が見られるが、それでも生体組織との接着性は完全なものとは言い難い。
【0006】
一方、従来より、医療用材料が要望される分野においては、生体親和性および生体安全性を得るための手段として、材料となる有機高分子の表面に何らかの処理を施すことや、材料の表面に何らかのコーティングを施すことがよく行われている。
【0007】
一般に、有機高分子材料の表面処理としては、材料表面に親水性を与えるような処理が知られており、材料表面のコーティングとしては、ハイドロキシアパタイトまたはキトサン等を用いたものが知られている。
【0008】
ハイドロキシアパタイトは優れた生体活性を有することから、これを各種医療用材料の表面に該材料と強固に結合した形で緻密かつ均一に形成させる試みが行われており、例えば、特許文献2および特許文献3には、ポリエステル等の有機高分子表面にハイドロキシアパタイトをコーティングする方法が記載されている。また、特許文献4には、予め高分子材料表面に酸素プラズマ処理を施した材料を、カルシウムイオンとリン酸イオンを含有する水溶液中に浸漬することによって、該材料表面に生体活性ハイドロキシアパタイト膜を設ける方法が記載されており、特許文献5には、予め高分子材料表面にアルカリ処理を施した材料を、カルシウムイオンとリン酸イオンを含有する水溶液中に浸漬することによって、該材料表面にハイドロキシアパタイト膜を設ける方法が記載されている。さらに、ハイドロキシアパタイト複合体の製造方法として、特許文献6には、カルシウムイオンを含み、且つ実質的にリン酸イオンを含まないカルシウム溶液と、リン酸イオンを含み、且つ実質的にカルシウムイオンを含まないリン酸溶液とに、少なくとも表面が親水化された材料を交互に浸漬させて、材料の少なくとも表面にハイドロキシアパタイトを生成・固定させる工程を含むハイドロキシアパタイト複合体の製造方法が記載されている。
【0009】
一方キトサンは、甲殻類から得られるキチンの脱アセチル化物であり、自然界に大量に存在するだけでなく生分解性で抗アレルギー性や抗菌性を示すことが知られており、特許文献7には、ポリエステル等を任意の割合で混紡した不織布とキトサンとの複合体よりなる生体内充填材が、特許文献8および9にはキトサンと絹繊維等のタンパク質材料との複合材料、キトサンと織物からなる医療装置がそれぞれ開示されている。さらに、特許文献10には、合成高分子成型品の表面をプラズマ処理した後に、キトサン系化合物溶液を塗布し、表面にキトサン系化合物をコーティングする方法およびそれによって得られるキトサンコーティング成型品が記載されている。
【0010】
しかし、一般的な高分子材料表面の親水化処理で得られる医療用材料や、特許文献2〜6および10における記載から得られる医療用材料は、表面に施された処理およびコーティングの効果により、生体親和性、生体安全性および抗菌性はある程度改善されるが、一般的な高分子材料、特にフィルム状やプレート状の高分子材料を用いた場合には、医療機器の形態に合わせた柔軟性が得られず、さらに生体組織との接着性という点においても、感染症等を予防するのに十分な細胞接着性(癒着性)を得ることができないという問題点を有する。
【0011】
また、特許文献7に記載のキトサンとポリエステル等との複合体は、柔軟性、細胞接着性等においては改善が見られるが、キトサンと他の繊維を混紡していることから、得られた繊維の表面が100%キトサンで覆われるわけではない。このため、キトサンと生体組織との接触頻度は必ずしも高くはなく生体親和性、生体安全性において改善の余地があるものである。特許文献8に記載のタンパク質材料とキトサンとの複合体は、材料がタンパク質を主とするものであるため、生体内での高い安定性および強度を得ることができず、さらに使用前の滅菌操作等により材料が劣化してしまうという問題点を有する。特許文献9に記載のキトサンでコートされる織物についても、その製造過程において、浸漬によるコーティングおよびその後の中和固定操作が含まれないため、薄いコーティング層を均一に得ることが困難であり、生体内での低い安定性および強度等が問題となる。
【特許文献1】特開2004−97267号公報
【特許文献2】特開平6−293504号公報
【特許文献3】特開2004−283324号公報
【特許文献4】特開平6−293505号公報
【特許文献5】特開平6−293507号公報
【特許文献6】特開2000−327314号公報
【特許文献7】特許2579610号公報
【特許文献8】特開平7−258972号公報
【特許文献9】特表平9−511666号公報
【特許文献10】特開2004−131600号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
上述したように、従来医療用部材として広く用いられているものは、それぞれが有する機能により、一定の限られた効果を果たすが、上述の条件: (i) 生体親和性、(ii)生体安全性、(iii)細胞接着性および癒着性、 (iv) 医療機器の形態に合わせて被覆するための柔軟性、(v) 生体内で使用するため滅菌が可能であることのすべてを同時に満たすまでには至っていない。特に、本発明の医療用シート状被覆部材に用いる基材は、柔軟性ならびに細胞接着性および癒着性を担保するために、比表面積が大きい繊維質材料、多孔質材料等からなっており、そのような性質を持つ基材の親水化処理および/またはコーティング処理においては、基材全ての部分に均一に前記処理を施すのは難しく、従来の処理によって得られる親水化および/またはコーティングの効果は不均一で不十分なものであった。一方、前記被覆部材に用いる基材が十分な効果を得るように前記処理を施した場合には、該基材の強度の低下や劣化、柔軟性の低下等という問題が発生するため、該基材本来の性質を損なわないように必要な処理を十分に施すことは困難であった。従って、医療機器等を被覆する際、例えばドライブラインのようなチューブ形状の材料を被覆する場合に、従来の技術によって表面処理またはコーティング処理が施された部材を使用すると、柔軟性を失い硬くなる、コーティングが剥離しやすいまたは完全な細胞癒着性が得られない等といった問題を有するため、前記のすべての条件を満たし、長期間にわたって生体内または皮膚貫通部に固定して留置される医療機器を被覆することができる被覆部材を提供することは非常に困難であった。
【0013】
本発明の目的は、比表面積が大きいという物理的構造上の特徴および高い柔軟性を有するシート状の高分子材料の表面に、該材料が本来有する性質を損なうことなく、親水化処理および/またはリン酸カルシウム系セラミックスもしくは生体由来高分子物質を含む組成物によるコーティングを施すことによって得られる医療用シート状被覆部材であって、生体内および/または皮膚貫通部に装着される医療機器の表面を覆うことにより、体外から体内に細菌または異物が侵入するのを防止することおよび/または生体内部において生体組織との界面における感染の拡大を防止することができる、前記医療用シート状被覆部材を提供することにある。
【課題を解決するための手段】
【0014】
前記目的は、本発明の医療用シート状被覆部材により達成される。
【0015】
すなわち本発明は、生体内および/または皮膚貫通部に装着される医療機器の体内組織または皮膚組織と接触する表面の少なくとも一部を覆うことにより、体外から体内に細菌または異物が侵入するのを防止するための、および/または生体内部において生体組織との界面における感染の拡大を防止するための医療用シート状被覆部材であって、その部材の表面において親水性を有するような表面処理、および/またはハイドロキシアパタイトもしくはキトサンによるコーティング処理を施されることを特徴とする前記医療用シート状被覆部材である。
【発明の効果】
【0016】
本発明の医療用シート状被覆部材は、比表面積が大きいという物理的構造上の特徴および高い柔軟性を有するシート状の高分子材料と、その材料表面への親水化処理および/またはハイドロキシアパタイトもしくはキトサンによるコーティング処理とを組み合わせることにより、滅菌が可能でありながら、高い生体親和性、生体安全性、柔軟性ならびに顕著に優れた細胞接着性および癒着性を有することとなり、前記被覆部材を用いて、生体内および/または皮膚貫通部に装着される医療機器の表面を覆うことにより、体外から体内に細菌または異物が侵入するのを防止すること、および/または生体内部において生体組織との界面における感染の拡大を防止することができる。
【発明を実施するための最良の形態】
【0017】
本発明の医療用シート状被覆部材は、皮膚を貫通させて体に装着される医療機器の表面を覆うために使用することができる。その際には、医療機器を直接被覆することも、または、例えば接着剤等を用いて医療機器表面に接着することにより医療機器を被覆することもできる。また、医療機器の材料または形態等に応じて、医療機器を直接または接着剤等を使用して被覆した後にさらに糸等、例えばポリプロピレン製の糸で医療機器表面に縫い付けることにより、被覆部材を機器上に完全に固定することも可能である。本発明のシート状被覆部材を用いる医療機器としては、例えば人工心臓の経皮ドライブライン、または、腹膜透析もしくは人工呼吸器もしくは中心静脈・経腸栄養療法等の経皮カテーテルチューブ等が挙げられる。
【0018】
本発明の被覆部材に用いる基材の材料としては、有機高分子を主成分とするものを用いることができる。有機高分子は、天然高分子および合成高分子を含み、天然高分子としては、コラーゲン、ヒアルロン酸等、好ましくは急激な生体分解が起こらない絹、綿セルロース等が挙げられ、合成高分子としては、ポリエステル、ポリオレフィン、フッ素樹脂、ポリエチレン、ポリプロピレン、ポリスチレン、ポリアミド、ポリイミド、ポリシロキサン、ポリエーテル、ポリカーボネート等が挙げられる。さらに、ポリエステル系高分子としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレン2・6ナフタレート等が挙げられる。
これらの高分子材料には、生体安全性を損なわない範囲内で、熱、光、酸化などに対する安定剤、架橋剤、架硫剤、染料、充填剤、補強剤、可塑剤、顔料などの添加物が加えられていてもよい。
【0019】
これらの有機高分子を主成分とする被覆部材としては、柔軟なシート状部材を用いるのが好ましく、前記シート状部材は、生体組織すなわち細胞との親和性ならびに接着性および癒着性に関連して細胞と接触する面積が大きくなるように、繊維質材料、多孔質材料または凹凸に富む表面を有する材料からなるものが好ましく、さらに、シート状部材の比表面積は、1グラムあたり100平方センチメートル以上であるのが好ましく、1グラムあたり300平方センチメートル以上であるのがさらに好ましく、1グラムあたり1000平方センチメートル以上であるのが最も好ましい。
【0020】
本発明においては、例えば1グラムあたり100平方センチメートル〜10000平方センチメートルの比表面積を有するシート状部材を用いることができるが、このようなシート状部材を用いる場合には、平均的な幾何学形状を仮定して数学的な原理を用いて算出する方法により、その比表面積の測定を行う。
【0021】
この方法を用いる場合において、例えば前記シート状部材が繊維質材料からなる場合には、その幾何学形状を円柱と仮定することができ、光学的な方法またはSEM画像法等により該円柱の平均的な直径を得ることができる。従って、例えば、SEM画像法によって得られる平均的な直径が15ミクロンであり、そして密度が1.3グラム/立方センチメートルのポリエステル繊維を材料とする不織布の比表面積は、
以下の式
「SSA (cm2/g) = (Π×D×L) / (Π×(D/2)2 ×L×ρ) = 4/(D×ρ)
(式中、SSAは比表面積(cm2/g)、Πは円周率、Dは直径(cm)、Lは円柱の高さ(計算の途中で消去されるため仮想値でよい)、ρは材料の密度(g/cm3)を表す)」
により、約2000平方センチメートル/グラムと算出される。
【0022】
また、例えば前記シート状部材が異形形状またはランダムな形状を有する材料からなる場合には、三次元CAD等を用いてその形状を模擬するように類似形状を作成し、作成した三次元データに基づいて積分を行うことにより、該シート状部材の体積および表面積を求めることができる。この場合にも同様に、材料の密度を考慮することによって比表面積を算出することができる。
【0023】
さらに、本発明においては比表面積が1グラムあたり10000平方センチメートルより大きいシート状部材を用いることも可能であり、その場合には、BET法によりその比表面積の測定を行う。
【0024】
繊維質材料としては、織布、不織布、編物等が、多孔質材料としては、発泡体、e-PTFE等が、凹凸に富む表面を有する材料としては、エンボス加工シート、マイクロエンボス加工シート等が挙げられる。また、医療機器の形態に応じてその表面を被覆するものであるという性格上、柔軟性を失わないように、シート状部材の厚さは5ミリメートル以下が好ましく、さらには2ミリメートル以下が好ましい。例えば、本発明においては、0.1ミリメートル〜2ミリメートルの厚さを有するシート状部材を用いることができる。シート状部材の形態は、前記の高分子を材料とする繊維、例えばポリエステル繊維、ポリオレフィン繊維またはフッ素樹脂繊維により作られた織物、編物または不織布などでよい。
【0025】
本発明の医療用シート状被覆部材の製造方法においては、被覆部材に用いる基材の表面に、実質上十分なくらいまで親水性を付与するような処理、またはリン酸カルシウム系セラミックスもしくは生体由来高分子物質を含む組成物によるコーティングを施す処理を行う。
【0026】
本発明における、前記基材を親水化させる処理としては、プラズマ処理またはアルカリ減量処理またはオゾン存在下での紫外線照射処理、またはコロナ放電処理等の乾式酸化処理が挙げられる。
【0027】
プラズマ処理の装置としては、各種のプラズマ処理装置を用いることが出来るが、本発明の医療用シート状被覆部材においては、その柔軟性をもたらすための構造として、基材が繊維状であったり多孔質であったりするため、放射線やイオンの照射による処理機構よりも、活性種となったガスの拡散により空隙部の深い裏側にも均一に処理する方式を適用できる装置が望ましく、例えば酸素プラズマを用いる場合には、チャンバー下部のグランド電極側が上部電極(カソード)に対して相対的に正電圧(アノード)となるように設定され、下部電極付近に被処理物を配置し、主としてラジカルのような電気的には中性である活性種で処理されるようにしたプラズマ処理装置を用いることが特に好ましい。このようなプラズマ処理装置、すなわち、実質上電荷を持たない活性種の拡散を主体とする変性処理機構を主として作用させるように構成されたプラズマ処理装置を用いることにより、本発明の被覆部材に用いられるような物理的構造上の特徴を有する基材に対しても、該基材本来の性質を損なわずかつ基材の空隙の内部も均一になるように、必要な処理を十分に施すことが可能となる。また、プラズマ処理に用いる気体としては、アルゴン、酸素、アンモニアガスなどを用いることが出来るが、特に好ましくは酸素ガスの雰囲気中で行われる。処理時間としては、一般に1〜30分間処理されるが、十分な表面処理反応を起こさせかつ過度の反応により基材本来の性質を失わないようにするために、好ましくは2〜20分間、さらに好ましくは2.5〜10分の間処理される。高分子材料の表面、特にシート状の高分子材料のような表裏を有するものに関しては、一般的に表と裏それぞれの姿勢において処理されるが、前記の特に好ましいプラズマ処理装置においても、電極との至近距離における表面処理状態の不均一性を避けるために、表と裏それぞれの姿勢において酸素プラズマ、特に酸素ラジカルに曝すことが好ましい。また、前記プラズマ処理における、ガスの分圧は、放電を可能とし均一なプラズマ処理を行うためには一般的に5〜500Paの範囲であり、安定した放電を行いかつ効率的な時間内で処理の効果をもたらすために、好ましくは10〜200Pa、さらに好ましくは20〜100Paの範囲で行われる。
【0028】
アルカリ減量処理は、被覆部材に用いる基材をアルカリ性溶液で処理することにより行う。アルカリ減量処理に使用するアルカリ性溶液としては、水酸化ナトリウム水溶液、水酸化カリウム水溶液等が挙げられるが、水酸化ナトリウム水溶液を用いるのが好ましい。溶液の濃度は0.5〜5.0 N程度が適当であるが、0.8〜3.0 Nがさらに好ましく、1.0〜2.0 Nが最も好ましい。その他の条件については、適宜調整されうるが、反応温度は30〜95℃で行われ、好ましくは70〜90℃、さらに好ましくは75〜85℃で行われる。反応時間は、10〜120分、好ましくは、30〜60分である。
【0029】
紫外線照射処理および乾式酸化処理は、公知の方法で行うことができ、基材表面が親水化する条件であれば特に限定されない。
【0030】
また、本発明における、被覆部材に用いる基材の表面にリン酸カルシウム系セラミックスによるコーティングを施す処理としては、生体安全性を有するハイドロキシアパタイトを含むリン酸カルシウム系セラミックスによるコーティング処理が挙げられる。リン酸カルシウム系セラミックスのコーティング処理の方法としては、溶液浸漬法、懸濁浸漬法、溶液交互浸漬法等が挙げられるが、ハイドロキシアパタイトの生成速度の速さおよび効率の良さから、懸濁浸漬法、溶液交互浸漬法が好ましく、薄く均一なコーティング層を得るためには溶液交互浸漬法が特に好ましい。
【0031】
溶液浸漬法においては、被覆部材に用いる基材がカルシウムイオンとリン酸イオンを含む溶液に浸漬される。
【0032】
溶液交互浸漬法においては、特許文献6に記載されているように、被覆部材に用いる基材がカルシウム溶液とリン酸溶液とに交互に浸漬され、両溶液への浸漬およびその間の洗浄を含めた一連の操作を1サイクルとして、それが適当なサイクル数で繰り返される。コーティング処理において用いられるカルシウム溶液としては、例えば塩化カルシウム、酢酸カルシウム等の水溶液またはトリス緩衝溶液等が用いられ、溶液中のカルシウムイオン濃度は、10〜500ミリモル/リットルが好ましく、100〜300ミリモル/リットルがさらに好ましい。またカルシウム溶液のpHは限定されないが、pH 6〜10が好ましく、pH 7〜8がさらに好ましい。
【0033】
コーティング処理において用いられるリン酸溶液としては、例えばリン酸水素ナトリウムまたはリン酸水素二ナトリウム等の水溶液またはトリス緩衝溶液等が用いられ、溶液中のリン酸イオン濃度は、10〜500ミリモル/リットルが好ましく、100〜150ミリモル/リットルがさらに好ましい。またリン酸溶液のpHは限定されないが、pH 6〜10が好ましく、pH 7〜8がさらに好ましい。また、前記基材の洗浄に使用される洗浄液は、特に限定されないが、蒸留水を用いるのが好ましい。
【0034】
前記カルシウム溶液、リン酸溶液および洗浄液に浸漬させる温度は、25〜40℃が好ましく、36〜39℃がさらに好ましい。前記基材をカルシウム溶液およびリン酸溶液に浸漬させる浸漬時間および前記材料を洗浄液に浸漬する時間は、いずれも1サイクルあたり10〜600秒であり、好ましくは30〜480秒、さらに好ましくは60〜300秒である。また、前記一連の操作を繰り返すサイクル数は、1〜10回であり、好ましくは2〜6回である。なお、各溶液へ浸漬させる場合には、ポリエステルファブリック上に付着した溶液を十分に除去してから、次の溶液への浸漬を行う。また、各溶液および洗浄液はサイクルを重ねると濁ってくるため、5回以上繰り返す場合は、各溶液および洗浄液を適宜交換する。
【0035】
懸濁浸漬法においては、被覆部材に用いる基材が、ハイドロキシアパタイト焼成体粉末の懸濁液に浸漬される。使用される粉末状ハイドロキシアパタイト焼成体は、特に限定されないが、数多くの細かい粒子から構成される均一なコーティング層を得るために、平均粒径が3ミクロン以下のものが好ましく、平均粒径が1ミクロン以下のものがさらに好ましい。
【0036】
いずれのリン酸カルシウム系セラミックスのコーティング処理方法においても、コーティング処理が施された被覆部材を、40〜70℃、好ましくは50〜60℃に設定された乾燥機中で乾燥させ、蒸留水に浸して超音波洗浄(1分×3回程度)を行う。その後に、被覆部材を40〜70℃、好ましくは50〜60℃に設定された乾燥機中で再度乾燥させる。
【0037】
前記方法により生成されるリン酸カルシウム系セラミックスのコーティング層の付着重量から換算される平均としての厚さは、用いる基材材料の種類、形状、形態または用途によって適宜選択することができるが、医療機器を被覆する際にコーティングの効果を十分に発揮し、かつ柔軟性等の基材本来の性質を失わないために、0.001〜0.5ミクロンであるのが好ましく、0.002〜0.2ミクロンであるのがさらに好ましく、0.003〜0.1ミクロンであるのが最も好ましい。また、前記方法により生成されるリン酸カルシウム系セラミックスのコーティング層は、好ましくは、エックス線回折において、2θ値が26度と32度のところに主要エックス線回折強度を有する。なお、ここで言うリン酸カルシウム系セラミックスのコーティング層の厚さとは、付着重量と表面積から換算される平均としてのコーティング層の厚さを意味しており、実際の顕微鏡観察等で見られる凹凸の多い粒子の不均一な付着状態を平均化して表すものである。平均の厚さを算出する元となる付着重量は、試料を厳密に秤量しても得られるが、非常に薄い厚さのために重量から測定することが困難な場合は、蛍光X線分析装置によるカルシウムあるいはリンの特性X線の強度から、リン酸カルシウム系セラミックスの付着重量に換算することにより得ることが出来る。
【0038】
本発明における、被覆部材に用いる基材表面に生体由来高分子物質を含む組成物によるコーティングを施す処理としては、水中で正電荷を帯びる生体由来高分子物質を含む組成物によりコーティングを施すのが好ましく、キチンまたはキチン誘導体であるキトサンを含む組成物によりコーティングを施すのがさらに好ましい。水中で正電荷を帯びる生体由来高分子物質としては、キチンまたはキチン誘導体であるキトサンなどの天然高分子、ポリリジン、ポリオルニチンなどのポリアミノ酸、MBP(ミエリン塩基性タンパク)、ヒストンなどのタンパク質等が挙げられる。高分子材料表面に生体由来高分子物質を含む組成物によるコーティングを施す方法としては、特に限定はされないが、溶液浸漬塗布法であるのが好ましい。
【0039】
溶液浸漬塗布法においては、被覆部材に用いる基材が、前記生体由来高分子物質を含む溶液中において浸漬塗布され、状況に応じて、アルカリ溶液、好ましくは水酸化ナトリウム水溶液による、形成したコーティング被膜の不溶化および中和の処理が施された後に、洗浄される。前記生体由来高分子物質を含む溶液としては、生体由来高分子を含む材料を水に溶解させた水溶液等が挙げられる。前記生体由来高分子物質を含む溶液のpHは適宜選択されるが、該生体由来高分子を効率良く水に溶解させるために、pH 1.0〜8.0であるのが好ましく、pH 2.0〜6.5であるのがさらに好ましい。
【0040】
前記生体由来高分子物質を含む溶液において浸漬塗布を行う温度は、特に限定されないが、10〜30℃が好ましい。また、前記溶液浸漬塗布法では、被覆部材に用いる基材を、コーティング後、および洗浄後に乾燥させるが、該乾燥温度は、40〜70℃が好ましく、50〜60℃がさらに好ましく、50℃が最も好ましい。
【0041】
溶液浸漬塗布法において、キトサンを生体由来高分子物質として用いる場合には、被覆部材に用いる基材がキトサン溶液中において浸漬塗布されるが、使用されるキトサン溶液の濃度は0.01〜1%のキトサン濃度の範囲であり、0.05〜0.8%が好ましく、さらに0.2%が最も好ましい。また、前記キトサン溶液が水溶液である場合には、該水溶液は、キトサンを水に懸濁した後に、適当な酸、例えば乳酸等を添加することにより、キトサンを酸性条件下で溶解させることによって調製される。添加する前記酸濃度は適宜選択され、例えば乳酸を添加する場合には、0.5%の濃度で添加することができる。また、前記キトサンは、水系媒体への溶解性を増加させるために、アセチル基含有率が40%以下、さらに好ましくは30%以下、最も好ましくは20%以下となるように脱アセチル化処理を施されているものを使用する。さらに、前記被覆部材に用いる基材は、キトサン溶液での処理の後、キトサンの不溶化および中和のために中和固定処理を施される。前記中和固定処理に用いられるアルカリ溶液は、特に限定されないが、例えば水酸化ナトリウム水溶液等が用いられ、該アルカリ溶液濃度は、適宜選択される。
【0042】
前記方法により生成される、生体由来高分子物質を含む組成物によるコーティング層の厚さは、用いる基材材料の種類、形状、形態または用途によって適宜選択することができるが、医療機器を被覆する際にコーティングの効果を十分に発揮し、かつ柔軟性等の基材本来の性質を失わないために、0.002〜1ミクロンであるのが好ましく、0.005〜0.5ミクロンであるのがさらに好ましく、0.01〜0.1ミクロンであるのが最も好ましい。なお、コーティング層の厚さは、試料を精密に秤量することによって得られるコーティング重量と表面積から換算して得ることができるが、非常に薄いために秤量ではコーティング重量が得られない場合は、コーティング層の断面をSEM(走査型電子顕微鏡)等で厳密に観察することによって得られる。
【0043】
もう1つの実施態様における、本発明の医療用シート状被覆部材の製造方法においては、被覆部材に用いる基材の表面に前処理として、前記の親水化処理を施した後、さらに前記リン酸カルシウム系セラミックスまたは生体由来高分子物質を含む組成物によるコーティングを施す処理を行う。
【0044】
上述の製造方法により、本発明の医療用シート状被覆部材を得ることができる。
【0045】
本発明はまた、本発明の医療用シート状被覆部材により被覆された医療機器に関する。
【0046】
本発明はまた、本発明の医療用シート状被覆部材により被覆された人工心臓の経皮ドライブラインに関する。
【0047】
本発明はまた、本発明の医療用シート状被覆部材により被覆された経皮カテーテルチューブに関する。
【0048】
さらなる実施態様において、本発明は、5ミリメートル以下の厚さを有し、かつ、繊維質材料、多孔質材料または凹凸に富む表面を有する材料からなり1グラムあたり100平方センチメートル以上の比表面積をもつ柔軟なシート状部材の表面に、親水性を付与するための表面処理、ハイドロキシアパタイト含有リン酸カルシウム系セラミックスもしくは水中で正の電荷を帯びる生体由来高分子物質を含む材料によるコーティング処理、または前記表面処理と前記コーティング処理の両方が施されていることを特徴とする医療用シート状被覆部材を、生体内および/または皮膚貫通部に装着される医療機器の表面を覆って、体外から体内に細菌または異物が侵入するのを防止するために、および/または生体内部において生体組織との界面における感染の拡大を防止するために使用する方法に関する。
【0049】
本発明の医療用シート状被覆部材は、比表面積が大きいという物理的構造上の特徴および高い柔軟性を有するシート状の高分子材料表面に、親水化処理、またはリン酸カルシウム系セラミックスによるコーティングもしくは生体由来高分子物質を含む組成物によるコーティング、または前処理として親水化処理が施されたリン酸カルシウム系セラミックスもしくは生体由来高分子物質を含む組成物によるコーティングが、前記材料が本来有する性質を損なうことなく施されている。従って、高い生体親和性、生体安全性、柔軟性ならびに顕著に優れた細胞接着性および癒着性を有することとなり、前記被覆部材を用いて、皮膚貫通部に装着される医療機器の表面を覆うことにより、体外から体内に細菌または異物が侵入するのを防止することができる。また、材料表面への親水化処理は、材料表面を化学的に修飾する過程を経ることが多く、実質上表面に生息する微生物付着汚染量を減少する効果を有することが多いため、滅菌工程を完全なものにするために有利な親水化処理の方法を選択できるが、本発明に用いられる方法もそのような利点を有する。
【実施例】
【0050】
以下に実施例および比較例を挙げて本発明をより具体的に説明するが、本発明はその要旨を超えない限り、以下の実施例により何ら限定されるものではない。
【0051】
実施例1 酸素プラズマ処理
チャンバー下部のグランド電極側が上部電極(カソード)に対して相対的に正電圧(アノード)となるように設定され、下部電極付近に配置された被処理物が、主としてラジカルのような電気的には中性である活性種で処理されるようにしたプラズマ処理装置(Model PD-10ND, SAMCO社製)を用い、基材(被処理物)として、適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(幾何学形状を円柱と仮定することにより、SEM画像法により得られた平均繊維径15ミクロンと材料の密度1.3 (g/cm3)を用いて、上述の比表面積を求める式により計算:SSA=4/(D×ρ)=4/(0.0015×1.3)=2051 cm2/g))を下部接地電極(アノード)上に広げて置き、電極間距離が55 mm、ガス流量が150 ml/minの酸素ガス気流下で、酸素分圧66.5Paにてプラズマ処理を行った。基盤温度は30 ℃、放電出力は150 Wに設定した。プラズマ処理は、ポリエステルファブリックの表面および裏面に対してそれぞれ5分づつ行った。前記処理により本発明の医療用シート状被覆部材を得た。走査型電子顕微鏡(SEM)(ERA-4000, エリオニクス社製)写真により生成した医療用シート状被覆部材の表面を観察した結果、表面処理による劣化は見られなかった(図1)。
【0052】
実施例2 アルカリ減量処理
適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))を、50℃で3時間乾燥し、その後前記ポリエステルファブリックの乾燥重量を測定した。NaOH水溶液をプラスチックの反応容器に調製し、85〜90℃に設定した恒温槽に静置した。反応容器中の溶液の温度が80±5℃になったところで、前記ポリエステルファブリックを前記溶液中に浸漬させた。反応時間経過後、前記ポリエステルファブリックを蒸留水で3〜4回洗浄し、1.0 NのHClに30分間浸漬させた。ここで、反応に用いるNaOHの濃度は、1.0 Nのものを使用し、反応時間は30分で行った。さらに蒸留水で3〜4回洗浄した後、pH試験紙により洗浄液が中性になっていることを確認した。その後、50℃において一晩乾燥させた後に、前記ポリエステルファブリックの乾燥重量を測定し、減量率を測定した結果、約2%であった。前記処理により、本発明の医療用シート状被覆部材を得た。走査型電子顕微鏡(SEM)(ERA-4000, エリオニクス社製)により生成した医療用シート状被覆部材の表面を観察した結果、表面処理による劣化は見られなかった(図1)。
【0053】
実施例3 ハイドロキシアパタイトコーティング
適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))を重ならないように適当な網にのせ、さらにもう1枚の網をこれに載せることで、前記ポリエステルファブリックを2枚の網の間に挟み込んだ。4種類の溶液(A)~(D):
(A)500ミリリットルビーカーでCaCl2(和光純薬社製)3.329グラムを50ミリモル/リットルのTris-HCl (ROCKLAND社製)150ミリリットルで溶解し、200ミリモル/リットルに調製する;
(B)500ミリリットルビーカーに蒸留水200〜300ミリリットルを入れる(CaCl2洗浄用);
(C)500ミリリットルビーカーでNa2HPO4(和光純薬社製)2.555グラムを蒸留水150ミリリットルで溶解し、120ミリモル/リットルに調製する;
(D)500ミリリットルビーカーに蒸留水200〜300ミリリットルを入れる(Na2HPO4洗浄用);
を調製し、水を張り温度を37〜38℃に設定した恒温槽(THERMAL RABO TR-2A, AS ONE社製)中に静置した。ビーカー中の溶液の温度を温度計で測定し、温度が37℃になったところで、コーティング処理を開始した。コーティング処理は、網に挟んだポリエステルファブリックを前記溶液(A)、(B)、(C)、(D)にこの順序で60秒間ずつ浸漬させることによって行った。各溶液へ浸漬させる場合には、ポリエステルファブリック上に付着した溶液を十分に除去してから、次の溶液への浸漬を行った。コーティング処理は、(A)、(B)、(C)、(D)各溶液へのこの順番での浸漬を1サイクルとして、4サイクル行った。コーティング処理後、前記ポリエステルファブリックを乾燥機(Hot Air Sterilizer HE-102, サクラ精機社製)に入れ、50〜60℃で乾燥させた。その後、前記ポリエステルファブリックを蒸留水に浸して超音波洗浄(1分×3回程度)を行い、再度、乾燥機に入れて50〜60℃で乾燥させた。前記処理により、本発明の医療用シート状被覆部材を得た。走査型電子顕微鏡(SEM)(ERA-4000, エリオニクス社製)およびエネルギー分散型蛍光X線分析機能付き走査型電子顕微鏡(EDX-SEM)(Type N, 日立サイエンスシステムズ社製)により生成した医療用シート状被覆部材の表面を観察した結果、多くの細かいハイドロキシアパタイト粒子からなる薄くてかつ均一なコーティングおよびカルシウム、リンの均一な分布が確認された(図2および3)。また、波長分散型蛍光X線分析装置(PW2400, フィリップス社製)を用いた測定の結果、カルシウムは約0.99重量%、リンは約0.50重量%であった。これらの結果から各原子量比を用いてハイドロキシアパタイトのコーティング厚さに換算したところ、約0.006ミクロンであった。また、X線回折装置(2035, 理学電機社製)を用いた測定により(X線回折測定には、検出感度を高めるため、6または50サイクルの浸漬サイクルを施した被覆部材を使用した)、医療用シート状被覆部材表面のコーティング層は、2θ値が32度のところに特徴的なピークを有するハイドロキシアパタイト層であることが確認された(図4)。
【0054】
実施例4 キトサンコーティング
適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))を、50℃で3時間乾燥し、その後前記ポリエステルファブリックの乾燥重量を測定した。前記ポリエステルファブリックを適当な容器に並べ、以下の溶液:
(A)キトサン水溶液−脱アセチル化度が94.6%のキトサン(UltrasanCH01, Biosyntech社製)を蒸留水に懸濁して乳酸(溶液中の酸濃度;0.5%)を加え、完全に溶解するまでよく攪拌する;
(B)0.1 N NaOH水溶液−NaOH 0.2 gを蒸留水50 mlで溶解し、0.1 Nに調整する;
を調製した。キトサン水溶液の濃度は、0.2%キトサン水溶液となるように調製した。コーティング処理は、キトサン水溶液をポリエステルファブリックに染み込ませる(十分浸る程度まで)ことにより行った。さらに前記ポリエステルファブリックを乾燥機中(Hot Air Sterilizer HE-102, サクラ精機社製)で乾燥させた後、キトサンの不溶化および中和等を目的とする中和固定処理として、0.1 N NaOH水溶液に浸漬させた。NaOHを除去した後、蒸留水で前記ポリエステルファブリックの洗浄を繰り返し、pH試験紙により洗浄液が中性になっていることを確認した。その後、50℃において一晩乾燥させた後に、前記ポリエステルファブリックの乾燥重量を測定した。前記処理により、本発明の医療用シート状被覆部材を得た。なお、前記処理前後におけるポリエステルファブリックの乾燥重量の変化によりコーティング量を算出したところ、1.24%であった。これを厚さに換算したところ、約0.04ミクロンであった。走査型電子顕微鏡(SEM)(ERA-4000, エリオニクス社製)により生成した医療用シート状被覆部材の表面を観察した結果、薄くてかつ均一なコーティングが確認された(図5)。
【0055】
実施例5 酸素プラズマ処理後のハイドロキシアパタイトコーティング
適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))に、実施例1記載の酸素プラズマ処理を施した後、さらに実施例3記載のハイドロキシアパタイトコーティング処理を施した。前記処理により、本発明の医療用シート状被覆部材を得た。実施例3と同様にして、生成した医療用シート状被覆部材の表面を観察した結果、多くの細かいハイドロキシアパタイト粒子からなる薄くてかつ均一なコーティングおよびカルシウム、リンの均一な分布が確認された(図2および3)。また、実施例3と同様にカルシウムおよびリンの定量分析を行った結果、カルシウムは約1.93重量%、リンは約1.09重量%であった。これらの結果から各原子量比を用いてハイドロキシアパタイトのコーティング厚さに換算したところ、約0.011ミクロンであった。
【0056】
実施例6 酸素プラズマ処理後のキトサンコーティング
適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))に、実施例1記載の酸素プラズマ処理を施した後、さらに実施例4記載のキトサンコーティング処理を施した。前記処理により、本発明の医療用シート状被覆部材を得た。なお、前記処理前後におけるポリエステルファブリックの乾燥重量の変化によりコーティング量増加量を算出したところ、1.33%であった。これを厚さに換算したところ、約0.05ミクロンであった。走査型電子顕微鏡(SEM)(ERA-4000, エリオニクス社製)により生成した医療用シート状被覆部材の表面を観察した結果、薄くてかつ均一なコーティングが確認された(図5)。
【0057】
実施例7 アルカリ減量処理後のハイドロキシアパタイトコーティング
適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))に、実施例2記載のアルカリ減量処理を施した後、さらに実施例3記載のハイドロキシアパタイトコーティング処理を施した。前記処理により、本発明の医療用シート状被覆部材を得た。実施例3と同様にして、生成した医療用シート状被覆部材の表面を観察した結果、多くの細かいハイドロキシアパタイト粒子からなる薄くてかつ均一なコーティングおよびカルシウム、リンの均一な分布が確認された(図2および3)。また、実施例3と同様にカルシウムおよびリンの定量分析を行った結果、カルシウムは約1.82重量%、リンは約1.13重量%であった。これらの結果から各原子量比を用いてハイドロキシアパタイトのコーティング厚さに換算したところ、約0.011ミクロンであった。
【0058】
実施例8 アルカリ減量処理後のキトサンコーティング
適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))に、実施例2記載のアルカリ減量処理を施した後、さらに実施例4記載のキトサンコーティング処理を施した。なお、前記処理前後におけるポリエステルファブリックの乾燥重量の変化によりコーティング量を算出したところ、1.29%であった。これを厚さに換算したところ、約0.04ミクロンであった。前記処理により、本発明の医療用シート状被覆部材を得た。走査型電子顕微鏡(SEM)(ERA-4000, エリオニクス社製)により生成した医療用シート状被覆部分の表面を観察した結果、薄くてかつ均一なコーティングが確認された(図5)。
【0059】
比較例1
実施例1〜8で用いた、適当な大きさに切断したポリエチレンテレフタレート繊維製の医療用ファブリック(ポリエステルファブリック;Style6110 DeBakey Double Velour Polyester Fabric, BARD社製;比表面積=約2050平方センチメートル/グラム(実施例1と同様に計算))を未処理のまま、実施例と同じ評価を行った。
【0060】
試験例1 (細胞接着・増殖性試験)
実施例1〜8および比較例1で得られた医療用シート状被覆部材につき、in vitroにおける細胞接着・増殖性試験を行った。細胞接着・増殖性試験には、テトラカラーワン(800560;Cell Proliferation Assay System, 生化学工業社製)を使用した。方法は、テトラカラーワンの添付書類の記載に従った。細胞はヒト胎児由来線維芽細胞(Human Embryo Fibroblast;HE-49)を使用し、培地はDMEM培地〔Dulbecco's Modified Eagle's Medium(GIBCO社製)、100mg/ml Streptomycin(生化学用,和光純薬社製)、100units/ml penicillin(生化学用,和光純薬), 1.4g/l NaHCO3(特級,和光純薬社製): pH7.2〕に10% 牛胎児血清(Fetal Bovine Serum;FBS)を添加して用いた。培養は5%CO2存在下、37℃で行った(CO2 INCUBATOR IT-63, YAMATO SCIENTIFIC社製)。96well MICROPLATE (NUNC社製)の底に前記医療用シート状被覆部材を敷き、DMEM培地を約0.1ml染み込ませた。これに、DMEM培地を用いて約1.0〜1.5×104cells/0.1mlの濃度に調整したHE-49懸濁液を0.1mlずつ播種した。培養1日目に、夫々のシート状被覆部材を静かに取り出し、培地を満たした24well MICROPLATE (NUNC社製)に移し、さらに培養3日目に、培地交換を行った。
【0061】
培養1、3、7日後に、夫々のシート状被覆部材を取り出し、接着していない細胞を除くため無血清培地中で振り洗いした後、新しい96well MICROPLATEに移した。これに、無血清DMEM培地とテトラカラーワンを9:1の割合で混合した反応溶液を0.1ml添加し、37℃、5%CO2条件下で、2時間インキュベーションを行った。次いで、この溶液0.1mlを96well IMMUNO MICROPLATE (NUNC社製)に移し、マイクロプレートリーダー (Model 550; BIO-RAD社製)を用いて450nmの吸光度を測定した(対象波長630nm)。該吸光度より換算して、夫々のシート状被覆部材上の細胞数を算出した。測定結果を図6に示す。
【0062】
試験例2(動物実験による癒着性の評価)
実施例1及び実施例6で得られた本発明による医療用シート状被覆部材を、未処理の基材と比較できるように比較例1を加えて、約1cm×5cmの短冊状に切断し、子牛(ジャージー牛、オス、体重67.0kg、供給業者Fischer)二頭の背部皮下に埋植し、1、2、4週間を経た後周辺組織とともに取り出して、10%ホルマリンで固定した後、パラフィン包埋して、ミクロトームで切片を作製した。この切片を、ヘマトキシリン・エオジン(HE)染色し、組織学的な顕微鏡観察を行った。動物への埋植と組織観察は、米国機関〔McGowan Institute For Regenerative Medicine, University of Pittsburgh 、NAMSA(North American Science Associates ,Inc.)〕の協力を得て行った。夫々のシート状被覆部材の癒着の状態を周辺組織の再生(ファブリック内部への組織や細胞の入り込み及びその密度)、炎症性細胞の遊走(ファブリック内部へのマクロファージやリンパ球等の炎症性細胞の入り込み)、ファブリックと組織との癒着性(ファブリックと組織の界面の密着性)によって評価した(表1)。これらを総合的に評価した結果、未処理の基材と比較して、実施例1及び実施例6で得られた本発明による医療用シート状被覆部材は、組織癒着性に優れていた。
【0063】
表1−動物実験における、実施例1及び実施例6で得られた医療用シート状被覆部材と組織との癒着性の評価結果:
【0064】
【表1】
【0065】
試験例3 (親水性試験)
実施例1〜8および比較例1で得られた医療用シート状被覆部材を約1 cm×2 cmに切断したものをサンプルとし、該サンプルの下端から上端まで水が浸透する時間を測定した。結果、比較例1は、水が全く浸透せず撥水性を示したのに対し、実施例1〜8は、水が浸透し親水性を示した(表2)。
【0066】
表2−実施例1〜8および比較例1で得られた医療用シート状被覆部材における、親水性試験の結果:
【0067】
【表2】
【0068】
試験例4 (抗菌性試験)
実施例1、5および6および比較例1で得られた医療用シート状被覆部材につき、抗菌性試験を行った。試験方法は、JIS L1902「繊維製品の定量的抗菌性試験法」を参照して行った。まず、試験菌(黄色ブドウ球菌)を実施例1、5および6および比較例1で得られた医療用シート状被覆部材に接種し、18時間した後、次式によって、増殖値(F)及び静菌活性値(S)、殺菌活性値(L)を求め、抗菌性を評価した。
【0069】
増殖値(F)=Log II−Log I
静菌活性値(S)=Log II−Log III〜V
殺菌活性値(L) =Log I−Log III〜V
(I:比較例1の接種直後の生菌数、II:比較例1の18時間培養後の生菌数、III〜V:実施例1、5、6の18時間培養後の生菌数)
増殖値(F)は、F>1.5であるとき試験成立とする。静菌活性値(S)は、菌の増殖を阻害する効果を示す値であり、S>2.2で静菌活性があると判定する。また、殺菌活性値(L)は、菌を殺す効果を示す値であり、L>0で殺菌活性があると判定する。静菌及び殺菌活性があるものを抗菌性があると評価する。結果、実施例1で得られた医療用シート状被覆部材には抗菌性がなかったのに対し、実施例5および6で得られた医療用シート状被覆部材には抗菌性があった(表3)。
【0070】
表3−実施例1、5および6ならびに比較例1で得られた医療用シート状被覆部材における、抗菌性試験の結果:
【0071】
【表3】
【0072】
図2および3に示す結果から明らかなように、本発明の医療用シート状被覆部材は、多くの細かな粒子からなるハイドロキシアパタイトにより均一にコーティングされており、または図5に示す結果から明らかなように、キトサンにより薄く均一にコーティングされている。従って、本発明の医療用シート状被覆部材は、該材料が本来有する性質を損なわない表面処理および/またはコーティング処理が施されていることとなり、医療機器の形態に対応して柔軟な構造をとることができ、生体内において安定かつ強固なコーティングを維持することができる。よって、コーティングの効果を十分に発揮することができ、そのため、試験例1〜3の結果から明らかなように、本発明の医療用シート状被覆部材は、親水性、細胞接着・増殖性および癒着性に対して顕著に優れた効果を示すことができる。また、試験例4の結果より、本発明の医療用シート状被覆部材はさらに、優れた抗菌性も併せて有する。従って、本発明の医療用シート状被覆部材は、比表面積が大きいという物理的構造上の特徴および高い柔軟性を有するシート状の高分子材料と、その材料表面への親水化処理および/またはハイドロキシアパタイトもしくはキトサンによるコーティング処理とを組み合わせることにより、高い生体親和性、生体安全性、柔軟性ならびに顕著に優れた細胞接着性および癒着性、さらには抗菌性を有することとなり、前記被覆部材を用いて、生体内および/または皮膚貫通部に装着される医療機器の表面を覆うことにより、体外から体内に細菌または異物が侵入するのを防止することおよび/または生体内部において生体組織との界面における感染の拡大を防止することができる。また、材料表面への親水化処理は、材料表面を化学的に修飾する過程を経ることが多く、実質上表面に生息する微生物付着汚染量を減少する効果を有することが多いため、滅菌工程を完全なものにするために有利な親水化処理の方法を選択できるが、本発明に用いられる方法もそのような利点を有する。
【産業上の利用可能性】
【0073】
本発明は、高い生体親和性、生体安全性、細胞接着性および癒着性、抗菌性、柔軟性を有するため、種々の生体内および皮膚貫通部に装着される医療機器または医療材料、特に長期間にわたって生体内または皮膚貫通部に固定して留置される医療機器または医療材料の被覆部材に有用である。
【図面の簡単な説明】
【0074】
【図1】実施例1および2ならびに比較例1で得られた医療用シート状被覆部材を示す走査型電子顕微鏡写真である。
【図2】実施例3、5および7で得られた医療用シート状被覆部材を示す走査型電子顕微鏡写真である。
【図3】実施例3、5および7で得られた医療用シート状被覆部材を示すエネルギー分散型蛍光X線分析機能付走査型電子顕微鏡写真である。
【図4】実施例3で得られた医療用シート状被覆部材のX線回折の結果を示す。
【図5】実施例4、6および8で得られた医療用シート状被覆部材を示す走査電子顕微鏡写真である。
【図6】実施例1〜8および比較例1で得られた医療用シート状被覆部材における、細胞接着・増殖性試験の結果を示す。
【特許請求の範囲】
【請求項1】
生体内および/または皮膚貫通部に装着される医療機器の表面を覆って、体外から体内に細菌または異物が侵入するのを防止するための、および/または生体内部において生体組織との界面における感染の拡大を防止するための医療用シート状被覆部材であって、この被覆部材が、5ミリメートル以下の厚さを有し、かつ、繊維質材料、多孔質材料または凹凸に富む表面を有する材料からなり1グラムあたり100平方センチメートル以上の比表面積をもつ柔軟なシート状部材の表面に、親水性を付与するための表面処理、ハイドロキシアパタイト含有リン酸カルシウム系セラミックスもしくは水中で正の電荷を帯びる生体由来高分子物質を含む材料によるコーティング処理、または前記表面処理と前記コーティング処理の両方が施されていることを特徴とする、前記医療用シート状被覆部材。
【請求項2】
前記シート状部材が、合成繊維で作られた織物、編物または不織布である、請求項1記載の医療用シート状被覆部材。
【請求項3】
前記織物、編物または不織布が、ポリエステル繊維、ポリオレフィン繊維またはフッ素樹脂繊維で作られている、請求項2記載の医療用シート状被覆部材。
【請求項4】
前記シート状部材が、ポリオレフィンまたはフッ素樹脂からなる多孔質シート部材である、請求項1記載の医療用シート状被覆部材。
【請求項5】
前記ハイドロキシアパタイト含有リン酸カルシウム系セラミックスによるコーティング処理または前記生体由来高分子物質を含む材料によるコーティング処理が施される前に、前記親水性を付与するための表面処理が前記シート部材に施される、請求項1ないし4のいずれか1つに記載の医療用シート状被覆部材。
【請求項6】
前記コーティング処理、または前記表面処理と前記コーティング処理の両方が施されていることにより、抗菌性を有することを特徴とする、請求項1ないし5のいずれか1つに記載の医療用シート状被覆部材。
【請求項7】
前記表面処理が、酸素ガス、アルゴンガスまたはアンモニアガスを含む雰囲気で遂行されること、および、実質上電荷を持たない活性種の拡散を主体とする変性処理機構を主として作用させるように構成されたプラズマ処理装置を用いることを特徴とするプラズマ処理である、請求項1ないし6のいずれか1つに記載の医療用シート状被覆部材。
【請求項8】
前記酸素ガスを含む雰囲気で遂行されるプラズマ処理が、5ないし500 Paの酸素ガス圧力雰囲気下に2ないし20分の時間で行われる、請求項7に記載の医療用シート状被覆部材。
【請求項9】
前記表面処理が、アルカリ減量処理である、請求項1ないし6のいずれか1つに記載の医療用シート状被覆部材。
【請求項10】
前記表面処理が、オゾン存在下の紫外線照射処理またはコロナ放電処理である、請求項1ないし6のいずれか1つに記載の医療用シート状被覆部材。
【請求項11】
前記ハイドロキシアパタイト含有リン酸カルシウム系セラミックスによるコーティング処理で形成されるコーティング被膜の平均膜厚が0.001〜0.5ミクロンである、請求項1ないし10のいずれか1つに記載の医療用シート状被覆部材。
【請求項12】
前記ハイドロキシアパタイト含有リン酸カルシウム系セラミックスによるコーティング処理が、溶液浸漬法、懸濁液浸漬法または溶液交互浸漬法によって行われる、請求項1ないし11のいずれか1つに記載の医療用シート状被覆部材。
【請求項13】
前記溶液交互浸漬法によってハイドロキシアパタイト含有リン酸カルシウム系セラミックスを形成させるために、カルシウムイオン濃度が100〜300ミリモル/リットルであるカルシウム溶液、およびリン酸イオン濃度が100〜150ミリモル/リットルであるリン酸溶液がそれぞれ用いられる、請求項12に記載の医療用シート状被覆部材。
【請求項14】
懸濁液浸漬法による前記ハイドロキシアパタイト含有リン酸カルシウム系セラミックスのコーティング処理が、1ミクロン以下の平均粒径を有するハイドロキシアパタイト焼成体の懸濁液を用いて行われる、請求項12記載の医療用シート状被覆部材。
【請求項15】
前記生体由来高分子物質を含む材料によるコーティング処理で形成されるコーティング被膜の膜厚が平均0.002〜1.0ミクロンである、請求項1ないし10のいずれか1つに記載の医療用シート状被覆部材。
【請求項16】
生体由来高分子物質を含む材料によるコーティング処理が、溶液浸漬法によって行われる、請求項1ないし10および15のいずれか1つに記載の医療用シート状被覆部材。
【請求項17】
前記生体由来高分子物質が、20%以下のアセチル基含有率になるまで脱アセチル化処理を受けているキトサンである、請求項1ないし10および15または16のいずれか1つに記載の医療用シート状被覆部材。
【請求項18】
前記キトサンを含む水溶液のpHが2.0〜6.5である、請求項17に記載の医療用シート状被覆部材。
【請求項1】
生体内および/または皮膚貫通部に装着される医療機器の表面を覆って、体外から体内に細菌または異物が侵入するのを防止するための、および/または生体内部において生体組織との界面における感染の拡大を防止するための医療用シート状被覆部材であって、この被覆部材が、5ミリメートル以下の厚さを有し、かつ、繊維質材料、多孔質材料または凹凸に富む表面を有する材料からなり1グラムあたり100平方センチメートル以上の比表面積をもつ柔軟なシート状部材の表面に、親水性を付与するための表面処理、ハイドロキシアパタイト含有リン酸カルシウム系セラミックスもしくは水中で正の電荷を帯びる生体由来高分子物質を含む材料によるコーティング処理、または前記表面処理と前記コーティング処理の両方が施されていることを特徴とする、前記医療用シート状被覆部材。
【請求項2】
前記シート状部材が、合成繊維で作られた織物、編物または不織布である、請求項1記載の医療用シート状被覆部材。
【請求項3】
前記織物、編物または不織布が、ポリエステル繊維、ポリオレフィン繊維またはフッ素樹脂繊維で作られている、請求項2記載の医療用シート状被覆部材。
【請求項4】
前記シート状部材が、ポリオレフィンまたはフッ素樹脂からなる多孔質シート部材である、請求項1記載の医療用シート状被覆部材。
【請求項5】
前記ハイドロキシアパタイト含有リン酸カルシウム系セラミックスによるコーティング処理または前記生体由来高分子物質を含む材料によるコーティング処理が施される前に、前記親水性を付与するための表面処理が前記シート部材に施される、請求項1ないし4のいずれか1つに記載の医療用シート状被覆部材。
【請求項6】
前記コーティング処理、または前記表面処理と前記コーティング処理の両方が施されていることにより、抗菌性を有することを特徴とする、請求項1ないし5のいずれか1つに記載の医療用シート状被覆部材。
【請求項7】
前記表面処理が、酸素ガス、アルゴンガスまたはアンモニアガスを含む雰囲気で遂行されること、および、実質上電荷を持たない活性種の拡散を主体とする変性処理機構を主として作用させるように構成されたプラズマ処理装置を用いることを特徴とするプラズマ処理である、請求項1ないし6のいずれか1つに記載の医療用シート状被覆部材。
【請求項8】
前記酸素ガスを含む雰囲気で遂行されるプラズマ処理が、5ないし500 Paの酸素ガス圧力雰囲気下に2ないし20分の時間で行われる、請求項7に記載の医療用シート状被覆部材。
【請求項9】
前記表面処理が、アルカリ減量処理である、請求項1ないし6のいずれか1つに記載の医療用シート状被覆部材。
【請求項10】
前記表面処理が、オゾン存在下の紫外線照射処理またはコロナ放電処理である、請求項1ないし6のいずれか1つに記載の医療用シート状被覆部材。
【請求項11】
前記ハイドロキシアパタイト含有リン酸カルシウム系セラミックスによるコーティング処理で形成されるコーティング被膜の平均膜厚が0.001〜0.5ミクロンである、請求項1ないし10のいずれか1つに記載の医療用シート状被覆部材。
【請求項12】
前記ハイドロキシアパタイト含有リン酸カルシウム系セラミックスによるコーティング処理が、溶液浸漬法、懸濁液浸漬法または溶液交互浸漬法によって行われる、請求項1ないし11のいずれか1つに記載の医療用シート状被覆部材。
【請求項13】
前記溶液交互浸漬法によってハイドロキシアパタイト含有リン酸カルシウム系セラミックスを形成させるために、カルシウムイオン濃度が100〜300ミリモル/リットルであるカルシウム溶液、およびリン酸イオン濃度が100〜150ミリモル/リットルであるリン酸溶液がそれぞれ用いられる、請求項12に記載の医療用シート状被覆部材。
【請求項14】
懸濁液浸漬法による前記ハイドロキシアパタイト含有リン酸カルシウム系セラミックスのコーティング処理が、1ミクロン以下の平均粒径を有するハイドロキシアパタイト焼成体の懸濁液を用いて行われる、請求項12記載の医療用シート状被覆部材。
【請求項15】
前記生体由来高分子物質を含む材料によるコーティング処理で形成されるコーティング被膜の膜厚が平均0.002〜1.0ミクロンである、請求項1ないし10のいずれか1つに記載の医療用シート状被覆部材。
【請求項16】
生体由来高分子物質を含む材料によるコーティング処理が、溶液浸漬法によって行われる、請求項1ないし10および15のいずれか1つに記載の医療用シート状被覆部材。
【請求項17】
前記生体由来高分子物質が、20%以下のアセチル基含有率になるまで脱アセチル化処理を受けているキトサンである、請求項1ないし10および15または16のいずれか1つに記載の医療用シート状被覆部材。
【請求項18】
前記キトサンを含む水溶液のpHが2.0〜6.5である、請求項17に記載の医療用シート状被覆部材。
【図4】

【図6】
【図1】
【図2】
【図3】
【図5】
【図6】
【図1】
【図2】
【図3】
【図5】
【公開番号】特開2007−75595(P2007−75595A)
【公開日】平成19年3月29日(2007.3.29)
【国際特許分類】
【出願番号】特願2006−205573(P2006−205573)
【出願日】平成18年7月28日(2006.7.28)
【出願人】(392000796)株式会社サンメディカル技術研究所 (9)
【Fターム(参考)】
【公開日】平成19年3月29日(2007.3.29)
【国際特許分類】
【出願日】平成18年7月28日(2006.7.28)
【出願人】(392000796)株式会社サンメディカル技術研究所 (9)
【Fターム(参考)】
[ Back to top ]