
インプリント方法及びインプリント装置、サンプルショット抽出方法、並びにそれを用いた物品の製造方法

【課題】基板に塗布する未硬化樹脂材料の塗布分布の補間をショット単位でより厳密に行うことができ、しかも、生成工程における作業負荷を抑制しつつ効率的にショット毎の未硬化樹脂材料の塗布分布を再補間することができるインプリント方法を提供する。
【解決手段】型パターンを形成した型20と、基板30に型20を接近・離反させる型駆動部14と、基板30に未硬化樹脂材料を塗布するディスペンサ17と、未硬化樹脂材料を樹脂パターンとして硬化させる光源19と、複数ショットのショット単位で樹脂パターンに対する未硬化樹脂材料の塗布分布を生成してディスペンサ17を制御するディスペンサ制御部43と、基板30に対する複数ショット位置とディスペンサ17及び光源19との相対位置を考慮したショットレイアウト情報を変数としてディスペンサ制御部43による未硬化樹脂材料の塗布分布を補間する主制御部40と、を備える。
【解決手段】型パターンを形成した型20と、基板30に型20を接近・離反させる型駆動部14と、基板30に未硬化樹脂材料を塗布するディスペンサ17と、未硬化樹脂材料を樹脂パターンとして硬化させる光源19と、複数ショットのショット単位で樹脂パターンに対する未硬化樹脂材料の塗布分布を生成してディスペンサ17を制御するディスペンサ制御部43と、基板30に対する複数ショット位置とディスペンサ17及び光源19との相対位置を考慮したショットレイアウト情報を変数としてディスペンサ制御部43による未硬化樹脂材料の塗布分布を補間する主制御部40と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基板に塗布した未硬化樹脂材料から樹脂パターンを形成するインプリント方法及びインプリント装置、サンプルショット抽出方法、並びにそれを用いた物品の製造方法に関するものである。
【背景技術】
【0002】
従来から、基板に配置された複数ショット毎に液状の未硬化樹脂材料を塗布した後、型押しによって塗布した未硬化樹脂材料を塗布パターン化したうえで硬化させることによって樹脂パターンを形成するインプリント技術が知られている。
【0003】
このインプリント技術は、ナノスケールの微細パターンからなる樹脂パターン形成を可能にする技術であり、磁気記憶媒体や半導体デバイスの量産向けナノリソグラフィ技術の1つとして実用化されつつある。また、インプリント技術では、電子線描画装置等を用いて最終的に基板に転写すべき樹脂パターンのネガポジ反転像に対応する型パターン(モールド又はテンプレート)が形成された型を使用する。樹脂パターンは、シリコン基板(ウエハ)やガラスプレート等の基板に未硬化樹脂材料を塗布し、その未硬化樹脂材料に対して型パターンを押し付けて塗布パターン化した状態で未硬化樹脂材料を硬化させることによって形成される。この際、基板に形成される樹脂パターンの形状はで生産するデバイスの種類によって異なる。このため、基板に塗布する未硬化樹脂材料の塗布分布も、樹脂パターンに合わせて生成する必要がある。そこで、一般には、樹脂パターンの容積から基板に塗布する未硬化樹脂材料の容量と塗布分布とを算出する必要がある(例えば、特許文献1参照)。
【0004】
一方、基板に塗布された未硬化樹脂材料は、硬化するまでの間に液状のまま気流等の周辺環境に晒される。その結果、周辺環境の影響を受けて未硬化樹脂材料が揮発してしまうといった状態変化が生じ易い。従って、このような状態変化といった悪影響を抑制するため、予め周辺環境による変化分を予測する必要がある。例えば、基板に形成された樹脂パターンの高さを計測し、その高さにバラツキがある場合には、バラツキを抑制するように、予め、未硬化樹脂材料の塗布分布を調整する方法が提案されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表2008−502157号公報
【特許文献2】米国特許出願公開第2007/0228593号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した未硬化樹脂材料の塗布分布の調整方法では、樹脂パターンの高さと気流等の周辺環境とを考慮するだけであるため、調整条件が不足しており、充分な調整結果を得られないという問題が生じていた。また、樹脂パターンの状態変化は基板の中央付近と周辺付近とではショット毎にバラツキがあるため、単に高さと気流等の周辺環境とを考慮した調整結果では均一なショットを得られないという問題が生じていた。さらに、処理される基板毎、特にショット毎に調整を行うのは非常に困難で、一度調整した後の塗布分布は次の基板に対しても同様条件で実行されてしまう。したがって、基板全体の樹脂パターン精度はバラツキがある低いままであるという問題も生じていた。
【0007】
そこで、本発明は、未硬化樹脂材料の塗布分布をショット単位で厳密に補間し得て、しかも、作業負荷を抑制しつつ効率的に塗布分布を再補間することができるインプリント方法及びインプリント装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、基板に配置された複数ショットに樹脂パターンを形成するインプリント方法において、前記複数ショットにショット単位で未硬化樹脂材料の塗布分布を生成する塗布分布生成ステップと、前記基板に対する前記複数ショット位置と前記未硬化樹脂材料の供給位置及び前記未硬化樹脂材料の硬化位置との相対位置を考慮したショットレイアウト情報を変数として前記未硬化樹脂材料の塗布分布を補間する補間制御ステップと、生成・補間された塗布分布で前記複数ショット毎に未硬化樹脂材料を塗布する未硬化樹脂材料供給ステップと、前記基板に塗布した前記未硬化樹脂材料から所定の塗布パターンを形成する塗布パターン形成ステップと、塗布パターンを硬化させて樹脂パターンを形成する樹脂パターン形成ステップと、を実行することを特徴とする。
【発明の効果】
【0009】
本発明によれば、基板に塗布する未硬化樹脂材料の塗布分布の補間をショット単位でより厳密に行うことができ、しかも、生成工程における作業負荷を抑制しつつ効率的にショット毎の未硬化樹脂材料の塗布分布を再補間することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施形態に係るインプリント装置の概略構成図である。
【図2】型パターンと塗布パターンとの関係を示す説明図である。
【図3】未硬化樹脂材料の変化の様子を示す説明図ある。
【図4】インプリント装置のメインルーチンを示すフローチャートである。
【図5】補間対象及びサンプルショットの指定・抽出を示す説明図である。
【図6】サンプルショットの抽出を説明するフローチャートである。
【図7】各矩形領域に特徴付けした状態の分布を示す説明図である。
【図8】矩形領域に対する特徴付けを説明する表である。
【図9】サンプルショットの抽出を周辺ショットに適用した概略図である。
【図10】第2実施形態に係るサンプルショット抽出を示す説明図である。
【図11】サンプルショットの抽出を説明するフローチャートである。
【図12】モニタに表示される画面の一例を示す説明図である。
【発明を実施するための形態】
【0011】
以下、本発明の一実施形態に係るインプリント装置について、図面を参照して説明する。なお、以下に示す実施形態は、本発明のインプリント装置における好適な具体例であり、技術的に好ましい種々の限定を付している場合もあるが、本発明の技術範囲は、特に本発明を限定する記載がない限り、これらの態様に限定されるものではない。また、以下に示す実施形態における構成要素は適宜、既存の構成要素等との置き換えが可能であり、かつ、他の既存の構成要素との組合せを含む様々なバリエーションが可能である。したがって、以下に示す実施形態の記載をもって、特許請求の範囲に記載された発明の内容を限定するものではない。
【0012】
(第1実施形態)
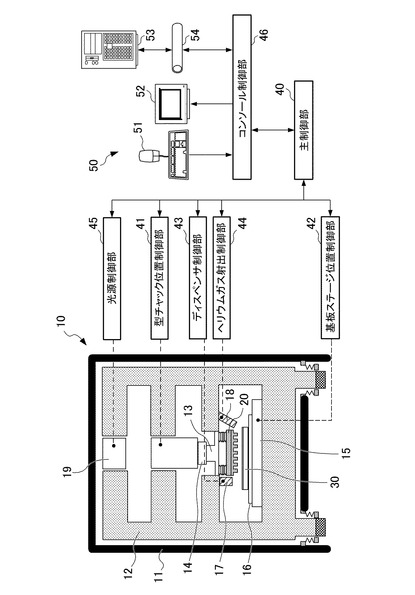
図1は本発明の一実施形態に係るインプリント装置の概略構成の説明図である。図1において、インプリント装置10は、装置内部全体がチャンバ11に収納されており、装置内部全体が一定の雰囲気下に保たれている。また、チャンバ11の内側には剛性の高い構造からなる架台12が配置されている。この架台12には、パターン形成手段としての型20と基板30が高精度な位置決め状態で対向配置されている。型20は、不図示の型搬送系によりインプリント装置10の外部から型チャック13に搬送され、この型チャック13に支持される。なお、型チャック13は、基板30に接近・離反可能となるように、Z、ωx、ωy方向に駆動可能な駆動手段としての型駆動部14を介して架台12に取り付けられている。また、基板30は、不図示の基板搬送系によりインプリント装置10の外部から基板ステージ15の基板チャック16に搬送される。基板ステージ15は、X,Y,Z及び各軸の回転方向(ωx,ωy,ωz)に駆動可能である。基板チャック16によって支持された基板30は型20の直下でのXY移動や姿勢補正を行う。さらに、架台12には、未硬化樹脂材料供給手段としてのディスペンサ17と、ガス噴射手段としてのヘリウムガス射出部18と、未硬化樹脂材料硬化手段としての光源19とが配置されている。
【0013】
ディスペンサ17は、レジストとして用いられる光硬化樹脂等の液状の未硬化樹脂材料を供給する樹脂供給機構であり、未硬化樹脂材料を基板30に対して射出する。この際、ディスペンサ17は、未硬化樹脂材料の射出ノズル(図示せず)と基板30とが対向するように、型チャック13(又は架台12)に取り付けられている。ヘリウムガス射出部18は、基板30に塗布された未硬化樹脂材料に向けてヘリウムガスを射出する。射出されたヘリウムガスは、未硬化樹脂材料に溶解する。これにより、型20を未硬化樹脂材料に押し付けて塗布パターンを形成する際に、未硬化樹脂材料が型20の溝(後述する)に充填する時間を短くすることができるという効果を奏する。光源19は、基板30に塗布された未硬化樹脂材料を硬化させるための紫外線を照射する。
【0014】
一方、補間制御手段及びサンプルショット抽出手段としての主制御部40は、型チャック位置制御部41、基板ステージ位置制御部42、塗布分布制御手段としてのディスペンサ制御部43、ヘリウムガス射出制御部44、光源制御部45を制御する。型チャック位置制御部41は、型20を基板30に接近・離反させるように型チャック13を駆動する型駆動部14を駆動制御する。基板ステージ位置制御部42は、基板ステージ15を駆動制御する。ディスペンサ制御部43は、基板ステージ位置制御部42と同期しながら未硬化樹脂材料の塗布分布に従って未硬化樹脂材料を基板30に噴出する。ヘリウムガス射出制御部44は、基板30に塗布された未硬化樹脂材料に対してヘリウムガスを射出する。光源制御部45は、光源19から照射される紫外線の照射量や照射タイミングを制御する。
【0015】
主制御部40には、コンソール制御部46を介して利用者が操作した操作ユニット50からの処理要求を処理する。操作ユニット50は、入力端末51、モニタ52、サーバ53、通信ネットワーク54、を備えている。入力端末51やモニタ52を用いて利用者から出力された処理要求は、コンソール制御部46で受け付け、コンソール制御部46から主制御部40へ処理要求が受け渡される。入力端末51、モニタ52、コンソール制御部46は、未硬化樹脂材料の塗布分布を複数のショット毎に生成するためのユーザインターフェースを構成している。サーバ53は、LANなどの通信ネットワーク62を介して、コンソール制御部46と通信を行う。本実施例においては、塗布分布の生成・補間及び後述するサンプルショットの抽出処理を主制御部40で行うが、この主制御部40に変えてサーバ53で行っても良い。サーバ53は、その処理結果を、通信ネットワーク62を介してコンソール制御部46に反映し、主制御部40で各制御部41,42,43,44,45を駆動制御することもできる。また、塗布分布の生成・補間を主制御部40で行い、サンプルショットの抽出処理をコンソール制御部46で行ってもよい。
【0016】
主制御部40は、操作ユニット50からの処理要求の内容に応じて、型チャック位置制御部41、基板ステージ位置制御部42、ディスペンサ制御部43、ヘリウムガス射出制御部44、光源制御部45に対して、処理要求(駆動制御)を行う。なお、本発明に係るインプリントに関するプログラムはサーバ53に記憶されており、後述する複数ショット毎のショット情報やショット単位での塗布分布は、サーバ53に設置されたハードディスク等の記憶領域を使用している。
【0017】
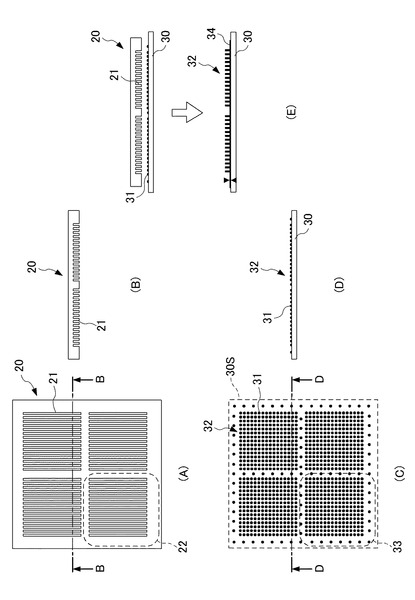
図2は、型20の型パターン21と基板30に塗布される未硬化樹脂材料31の塗布パターン32との関係を示す説明図である。図2(A)は、型20の平面図、図2(B)は、図2(A)のB−B線に沿う断面図、図2(C)は、基板30の1ショットの平面図である。また、図2(D)は図2(C)のD−D線に沿う断面図、図2(E)は、型20による塗布パターン32の形成を模式的に示す説明図である。型20に設けられた溝状の型パターン21は、最終的に基板30に転写すべき樹脂パターンのネガポジ反転像に対応するパターン(モールド又はテンプレート)となっている。基板30に塗布された未硬化樹脂材料31は、型20を基板30に接近させて押し付けることにより、未硬化樹脂材料31が型20に設けられた溝状の型パターン21の中に充填され、塗布パターン化される。そして、実際には型20を基板30へ押し付けたままの状態で光源19から紫外線を照射することで、塗布パターン32が硬化し、型20を基板30から剥がすことで、基板30に型パターン21の形状と略一致する樹脂パターンが形成される。なお、樹脂パターンは見掛け上、塗布パターン32に一致するため、符号は省略する。ここで、図2(A)の型20は、本実施の形態においては、4個のチップ領域22から構成されており、各々のチップ領域22は矩形の型パターン21が密集した部分と、型パターン21が存在しない部分とから構成されている。図2(C)で表す塗布パターン32は、図2(A)の型20に対応するように4個のチップ領域33から構成されている。また、各チップ領域33に配置された多数の矩形の型パターン21に対応する領域は、型パターン21の溝の深さに対応した量の未硬化樹脂材料31を塗布する。図2(D)の断面図においても、型パターン21の溝の量に対応して、未硬化樹脂材料31が塗布されていることを示している。このように、型パターン21のパターンに応じて、基板30に塗布する未硬化樹脂材料31の塗布パターン32を変更する必要がある。また、基板30には、型パターン21の溝に対向していない部分でも、未硬化樹脂材料31の薄膜34が形成される。この薄膜34は、型20と基板30とが直接接触することによる型20の磨耗を防ぐことを目的として、インプリント装置10において意図的に生成している。このように、型20の面内においても、場所によって型パターン21の粗密により塗布する未硬化樹脂材料31の塗布量が異なる。
【0018】
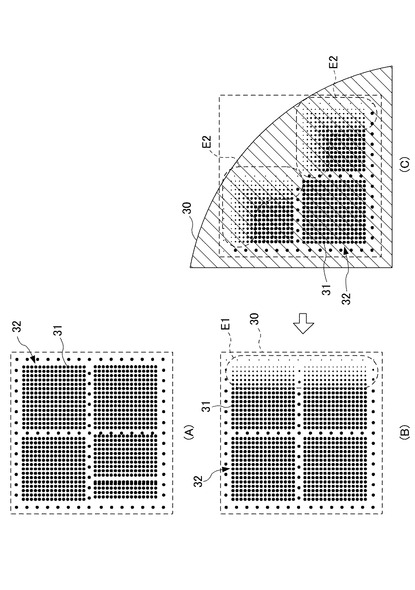
図3は、基板30に塗布された未硬化樹脂材料31が、インプリント装置10の内部の周辺環境の影響によって変化する様子の一例を示す。図3(A)は、ディスペンサ制御部43により、未硬化樹脂材料31を基板30に塗布した直後の1ショット領域における各樹脂パターンの状態を表している。また、図3(B)は、図2(E)に示した未硬化樹脂材料31に型20が押し付けられる直前の未硬化樹脂材料31の状態を表している。ここでは、未硬化樹脂材料31を塗布してから型20の押し付けが行なわれるまでの間に、基板30をディスペンサ17から型20までに下方移動させる時間が発生する。このため、未硬化樹脂材料31は液状のままインプリント装置10の内部環境下に晒されることになる。結果、未硬化樹脂材料31の一部が揮発し、未硬化樹脂材料31の体積が減少するなどの状態変化が生じる。図3(B)では、未硬化樹脂材料31が型パターン21に早く充填させることを目的として未硬化樹脂材料31にヘリウムガスを吹き付けている。従って、この影響を受けて、ヘリウムガス射出部18から射出されるヘリウムガスの気流方向の上流に位置する樹脂気化領域(例えば、E1)では、他の領域よりも多くの未硬化樹脂材料31が揮発してしまう結果、残存する未硬化樹脂材料31の量が減少する。また、図3(C)に示すように、基板30の周辺ショットでは、基板30が駆動する際に生じる気流の乱れなど、基板30の境界付近での環境変化の影響を強く受けてしまう。このため、基板30中央付近に配置されたショットよりも未硬化樹脂材料31の状態変化が大きく発生してしまう。ここでは、基板30周辺に近い樹脂気化領域(例えば、E2)では、未硬化樹脂材料31が揮発する量が多いなどの状態変化が生じる。このような未硬化樹脂材料31が変化した状態で、型20の押印を行うと、基板30に形成される樹脂パターンや薄膜34の高さにバラツキが生じる。
【0019】
そこで、本発明は、図2及び図3で示したように、型20に形成された型パターン21や、周辺環境を含めた周辺機器と未硬化樹脂材料31との相対距離等の環境要因に起因する未硬化樹脂材料31の状態変化を考慮して塗布パターン32を生成するものである。すなわち、型パターン21に対応した塗布パターン32は、型パターン21の違いや、ヘリウムガス射出部18から射出されるヘリウムガスの気流方向などインプリント装置10の内部における環境要因の違いにより、ショット毎で異なる。したがって、これらの環境要因の違いを考慮してショット毎に未硬化樹脂材料31の塗布分布を生成する。また、複数枚の基板30を処理する際には、その基板20を処理する度に塗布分布の補間を行うようにした。
【0020】
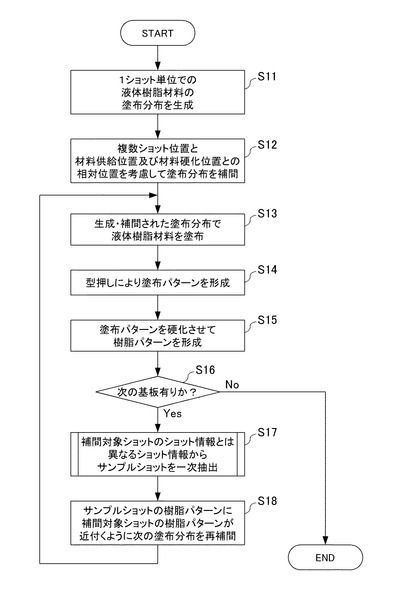
図4は、本発明のインプリント装置10におけるメインルーチンのフローチャートである。図4において、ステップS11では、主制御部40は、基板30に配置された複数ショットのショット単位で未硬化樹脂材料31のベース(基準)となる塗布分布を生成する塗布分布生成ステップ処理を行い、ステップS12へと移行する。この際、主制御部40は、各制御部41,42,43,44,45に対する処理要求(駆動制御)とインプリント装置10の内部で発生する気流等の周辺環境とを考慮して塗布分布を生成する。
【0021】
ステップS12では、主制御部40は、基板30に対する複数ショット位置と環境要因とを考慮した補間制御ステップ処理を行い、ステップS13へと移行する。具体的には、主制御部40は、ディスペンサ17から供給される未硬化樹脂材料31の供給位置との相対位置を考慮したショットレイアウト情報を変数として未硬化樹脂材料31の塗布分布を補間する。また、主制御部40は、基板30に対する複数ショット位置と光源19から照射される紫外線による未硬化樹脂材料31の硬化位置との相対位置を考慮したショットレイアウト情報を変数として未硬化樹脂材料31の塗布分布を補間する。さらに、主制御部40は、基板30に対する複数ショット位置とヘリウムガス射出部18から射出されるヘリウムガスとの相対位置を考慮したショットレイアウト情報を変数として未硬化樹脂材料31の塗布分布を補間する。
【0022】
ステップS13では、主制御部40は、生成・補間された塗布分布を用いて複数ショット毎に未硬化樹脂材料31を基板30に塗布する未硬化樹脂材料供給ステップ処理を行い、ステップS14へと移行する。具体的には、主制御部40は、型チャック位置制御部41と基板ステージ位置制御部42とを制御してディスペンサ17と基板30との高さ位置や水平位置を変更する。また、主制御部40は、このディスペンサ17と基板30との上下左右方向の位置を変更しつつ生成・補間された塗布分布に応じた未硬化樹脂材料31を基板30の各ショットに塗布する。さらに、主制御部40は、ヘリウムガス射出制御部55を制御して未硬化樹脂材料31にヘリウムガスを溶解させる。なお、ディスペンサ17と基板17との水平方向の位置は、基板チャック16を駆動させて基板ステージ15のみを水平面内で移動させることにより変更してもよい。また、ディスペンサ17と基板17との水平方向の位置は、型駆動部14を駆動させて型チャック13のみを水平面内で移動させることにより変更してもよい。さらに、ディスペンサ17と基板17との水平方向の位置は、基板ステージ15と型チャック13の両方を水平面内で移動させることにより変更してもよい。
【0023】
ステップS14では、主制御部40は、基板30に塗布した未硬化樹脂材料31から所定の塗布パターンを形成する塗布パターン形成ステップ処理を行い、ステップS15へと移行する。具体的には、主制御部40は、型チャック13を駆動させて型20を基板30に接近させ、型パターン21に塗布された未硬化樹脂材料31を充填させることで塗布パターンをパターン化する。また、ステップS15では、主制御部40は、基板30に塗布されてパターン化された塗布パターンを硬化させて樹脂パターンを形成する樹脂パターン形成ステップ処理を行ってステップS16へと移行する。具体的には、主制御部40は、型20を基板30に接近させた状態で光源制御部45を制御して光源19から紫外線を照射させる。未硬化樹脂材料31には、光硬化樹脂が用いられているため、光源19から照射された紫外線によって硬化する。なお、未硬化樹脂材料31を硬化させる手法としては、上述した光によるもののほか、加熱によって硬化するものでもよい。この際、未硬化樹脂材料31には熱硬化性樹脂が用いられると共に、光源51にはハロゲンランプ等の加熱源が用いられる。また、光源51に変えてコイルヒータ等を用いてもよい。
【0024】
ステップS16では、主制御部40は、不図示の基板搬送系に次に処理する基板30があるか否かを判断する判断ステップ処理がなされる。具体的には、主制御部40は、基板搬送系に次に処理する基板30がある場合にはステップS17へと移行し、基板搬送系に次に処理する基板30がない場合にはこのルーチンを終了する。なお、主制御部40は、次に処理する基板30が、先に処理した基板30と異なるサイズや塗布分布である場合においても、このルーチンを終了する。
【0025】
ステップS17では、主制御部40は、次に処理する基板30に対する樹脂パターンの精度を向上するために、ステップS12で補間した塗布分布をさらに補間するために、サンプルショット抽出ステップ処理を行い、ステップS18へと移行する。具体的には、主制御部40は、ステップS11,S12で生成・補間された塗布分布を複数ショット毎の樹脂パターンに関するショット情報としてサーバ53の記憶領域に記憶する。また、主制御部40は、複数ショットのうち指定(又は抽出)された補間が必要とされる補間対象ショットのショット情報とは異なるショット情報を備えたショットをサンプルショットとして抽出する。すなわち、上述したように、塗布分布は、基板30の中央付近と周辺付近とで大きく異なる。また、中央付近のショットの塗布分布は近似している一方、周辺付近の塗布分布はショット毎に異なることが多い。したがって、基板30の中央付近のショットをサンプルショットとして抽出し、そのサンプルショットの樹脂パターンと異なる周辺付近のショットを補間対象ショットとして指定(又は抽出)し、その補間対象ショットの塗布分布を再補間する。なお、サンプルショットの具体的な抽出ルーチンは後述する。
【0026】
ステップS18では、主制御部40は、抽出したサンプルショットの樹脂パターンに補間対象ショットの樹脂パターンが近づくように次に処理する基板30に用いる塗布分布を再補間する再補間ステップ処理を行う。また、この再補間ステップ処理後は、ステップS13にループして次の基板30の処理を実行する。具体的には、主制御部40は、ステップS17で指定(又は抽出)された補間対象ショットのショット情報と抽出されたサンプルショットのショット情報とを比較する。その結果、主制御部40は、補間対象ショットのショット情報とサンプルショットのショット情報とが異なる部分が樹脂パターンの不具合部分であると判定し、その不具合部分を修正するように、塗布分布を補間する。なお、ここでの再補間を行うことにより、基板30に形成された樹脂パターンの高さ方向などのバラツキを次に処理される基板30に対して抑えることができ、基板30の処理毎に品質を向上することができる。
【0027】
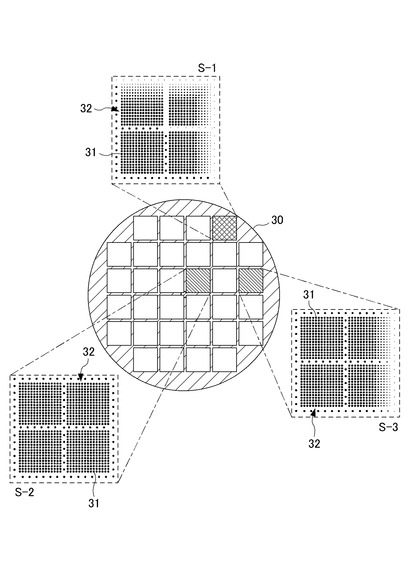
図5は、上述した再補間を行うために、補間対象ショット及びサンプルショットの指定・抽出を説明するための説明図である。図5において、図示格子模様の矩形枠で示すショットS−1が未硬化樹脂材料31の塗布分布の再補間対象とするショットである。また、図示斜線模様矩形枠で示すショットS−2とS−3とは、補間対象ショットS−1の塗布分布を(再)補間するための補間情報として用いるために抽出されたサンプルショットである。利用者が補間対象ショットS−1を指定すると、主制御部40は自動的にサンプルショットS−2とサンプルショットS−3とを抽出する。これは、塗布パターン32の塗布分布を生成するために必要な、基礎となるショット、すなわち、補間を必要としないショットの存在を事前に把握することができることを意味している。その結果、これまで周辺環境の影響が異なるショット毎に個別に塗布分布を生成したいたことに較べて、塗布分布を補間するショット数を減らすことができ、塗布分布の生成工程における作業負荷を軽減することができる。なお、補間対象ショットS−1の塗布分布の補間が終了した後には、サンプルショットS−2は補間の必要がない程度に樹脂パターンが形成されていることから、次回以降の基板30の処理時には、サンプルショットS−3が補間対象ショットとなり得る。
【0028】
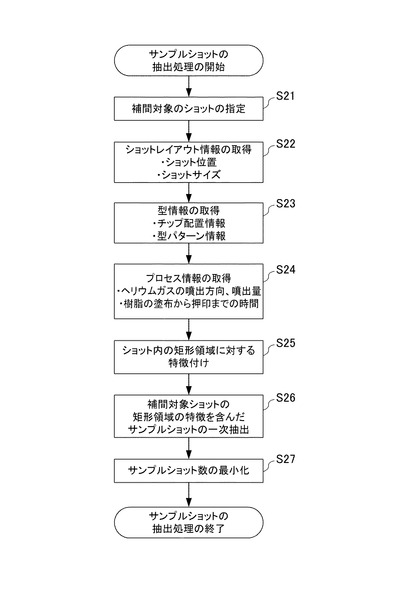
図6は、塗布分布を補間するために指定された補間対象ショットS−1に対して、補間情報として利用するサンプルショットS−2,S−3を抽出するフロー図、図7は、ショット単位で各矩形領域に特徴付けした状態の分布を示す説明図である。ステップS21では、主制御部40は、利用者が選択した塗布分布を補間するための補間対象ショットS−1として指定する指定ステップ処理を行って、ステップS22へと移行する。具体的には、利用者は、再補間処理開始直後等では、基板30の周辺に配置されたショット、特に、矩形枠状のショットの上辺と右辺との2辺が基板30の周辺に面しているショットを補間対象ショットS−1とするのが望ましい。また、主制御部40は、利両者が操作ユニット50を用いて補間対象ショットS−1を選択するように、モニタ52に図5に示したような基板30とショットとを画面表示(ショットS−1,S−2,S−3は拡大画面表示しない)。
【0029】
ステップS22では、主制御部40は、基板30へ配置された全ショットのショットレイアウト情報を取得するレイアウト情報取得ステップ処理を行い、ステップS23へと移行する。具体的には、主制御部40は、ショットレイアウト情報として、ショット毎のショット位置やショットサイズ等を取得する。この際、主制御部40は、基板30が基板ステージ15によって移動するための、基板30の中心と向きとを規定する。なお、一般的に、基板30には、周辺の一部に凸状又は凹状の基準が設けられているための、この基準に合わせてショット位置を識別する。
【0030】
ステップS23では、主制御部40は、基板30に対向配置された型20の型情報を取得する型情報取得ステップ処理を行い、ステップS24へと移行する。具体的には、主制御部40は、型20の型情報として、型20に形成されるチップの配置情報や、そのチップ毎のパターンの種類を取得する。ステップS24では、主制御部40は、補間対象(次処理)となる基板30のプロセス情報を取得するプロセス情報取得ステップ処理を行い、ステップS25へと移行する。具体的には、主制御部40は、プロセス情報として、基板30に塗布した未硬化樹脂材料31に溶解させるヘリウムガスの噴出方向や噴出量(噴射時間を含む)、未硬化樹脂材料31が基板30に塗布されてから型20を押し付けるまでの所要時間などがある。通常、プロセス情報は基板30の各ショットで共通の場合が多いが、ショット毎にプロセス情報が異なる場合でも、主制御部40が、ショット毎の違いを区別してプロセス情報を取得する。なお、上述したステップS22〜ステップS24で取得した情報は、各ショット単位でサーバ53の記憶領域にテーブル方式で記憶されるが、後述する矩形領域単位で記憶するのが望ましい。
【0031】
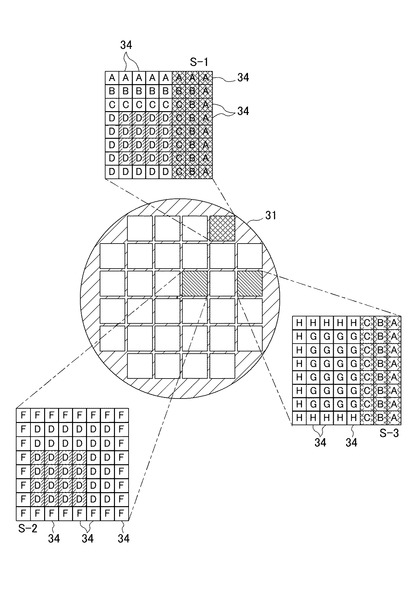
ステップS25では、主制御部40は、基板30に配置される全ショットに対して特徴付けを行う特徴規定ステップ処理を行いステップS26へと移行する。具体的には、主制御部40は、図7の補間対象ショットS−1のように、ショットを幾つかの矩形領域34に分解し、その分解した矩形領域34の各々に対して特徴付けを行う。なお、本実施例では、補間対象ショットS−1は、ショット領域を縦方向と横方向に各々8等分割し、全部で64個の矩形領域34に分割している。したがって、主制御部40は、分割した矩形領域34の各々に対して、ステップS22〜ステップS24で取得したショットレイアウト情報、型情報、プロセス情報に基づいて特徴付けを行なう。この特徴付けは、例えば、形成済みの樹脂パターンのうち、正常ランク、補間不要ランク、補間必要ランク、といったランクを段階的に設定し、矩形領域34毎にランク付けをする。なお、このランクは更に細かく区分した特徴として規定される。
【0032】
ステップS26では、主制御部40は、サンプルショットS−2,S−3の抽出対象である補間対象ショットS−1の各矩形領域34が有する特徴を含んだショットを一次抽出するサンプルショット一次抽出ステップ処理を行い、ステップS27へと移行する。
【0033】
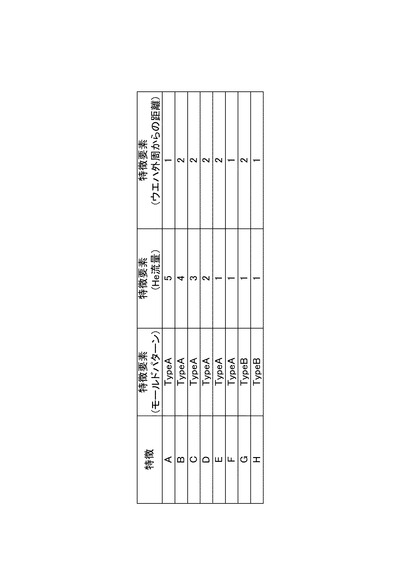
図8は、矩形領域34に対する特徴付けを説明する図表である。特徴は、複数の特徴要素の組み合わせで決定される。特徴要素としては、例えば、矩形領域34に押し付けられる型20のパターンの種類、ヘリウムガスの噴出位置と噴出量から算出した各矩形領域34におけるヘリウムガスの流量、基板30の境界からの矩形領域34までの距離などがある。この際、特徴要素の種類は必要に応じて変更することが可能である。また、特徴要素の値には意味的な値を設定することができる。例えば、ヘリウムガスの噴出口から離れた矩形領域34の間では、実際のヘリウムガスの噴出口からの距離が異なっていても、ヘリウムガスが未硬化樹脂材料31へ与える状態変化は同一と扱うことができる。このような場合、特徴要素の一つであるヘリウムガス流量には同一の値を設定する。このように幾つかの特徴要素の組み合わせを特徴として定義し、特徴要素が異なるもの同士を別々の特徴として主制御部40で識別する。したがって、ステップS25では、主制御部40は、基板30の全ショットを、更に矩形領域34に分割し、その矩形領域34毎に、図8の図表に従って特徴を付与する。また、図8に示した特徴要素は、8区分に分類しているが、この区分数は任意である。そして、例えば、特徴A〜特徴Cは図3の樹脂気化領域E1やE2に該当するため補間必要ランクに区分、特徴D〜特徴Fは補間不要ランクに区分、特徴G,Hは正常ランクに区分、といったように、ランク付することができる。また、特徴A〜Cに該当する矩形領域34の数が多いほど、補間が必要となる。したがって、ステップS26では、特徴A〜特徴Hをポイント制(例えば、特徴Aを1点、・・・特徴Hを8点)とし、所定のポイント以上のショットをサンプルショットとして一次抽出してもよい。本実施例では、補間対象ショットS−1が有する特徴A,B,C,Dの何れかを含むショットをサンプルショットとして複数抽出する一次抽出を行う。この際、単に特徴A,B,C,Dの何れかを含むショットを対象としたのでは、多数のショットが一次抽出されてしまう虞れが有る。したがって、一致する特徴を有する矩形領域34の数が多いものを一次抽出するのが望ましい。
【0034】
ステップS27では、主制御部40は、サンプルショットの数を最小化(絞込み)を行うことにより、最終的なサンプルショットS−2,S−3を決定し、このルーチンを終了する。具体的には、主制御部40は、ステップS26で一次抽出した複数のサンプルショットから、ショットS−1の矩形領域34が有する特徴A,B,C,Dを全て含むサンプルショットの組み合わせを比較し、同一の特徴を有するショットの数が少ないものを抽出する。ここで抽出したものが、最終的なサンプルショットS−2、S−3となる。すなわち、同じ特徴の配列を備えたショットとしては補間対象ショットS−1と対角線上で対向するショットのように補間が必要なショットであることもあり得る。また、基板30の周辺ダレ等に起因して樹脂パターンとして一致させるだけの塗布分布に補間することが困難な正常ランクのショットであることもあり得る。したがって、同一の特徴配列を備えたショットを除外することによって、サンプルショットとなり得るものを選択する。なお、同じ特徴を有する矩形領域34の数が多いものを一次抽出した後、図7に示すように、同じ特徴の数と位置とが多く一致するものをサンプルショットS−2,S−3として最終的に決定することも可能である。
【0035】
図9は、サンプルショットの抽出を基板30の周辺ショットに適用した際の概要を示す説明図である。上述した補間対象ショットS−1やサンプルショットS−2は、基板30の周縁よりも内側に配置されたショットであったが、基板30からはみ出しているチップ領域33を含むショットにおいても補間対象ショットS−4,S−5になり得る。また、これらの補間対象ショットS−4,S−5を利用してサンプルショットS−2,S−3を決定することができる。この際、ステップS25の矩形領域34に対する特徴付けでは、図8に示したテーブル方式の特徴要素のうち基板周辺からの距離において、基板30に含まれないことを表す値を別途設定する。これにより、図6に示したサンプルショットの抽出ルーチンを利用してサンプルショットS−2,S−3を抽出することができる。また、補間対象ショットS−4,S−5は、その一部のチップ領域33が有効であることから、サンプルショットS−2,S−3を決定する際の特徴は対応するチップ領域33において行うのが望ましい。なお、補間対象ショットS−4,S−5は同時に指定されているものではない。
【0036】
このように、本実施形態では、未硬化樹脂材料31の塗布分布の算出に用いるサンプルショットを、次の基板30を処理する前に自動抽出することができる。これにより、これまで環境内の影響が異なるショット毎に個別に塗布分布を生成・補間していたことに較べて、塗布分布を補間するショットを減らすことができ、塗布分布の生成工程における作業負荷を低減することができる。また、再補間が必要であると想定される補間対象ショットS−1を選択すると、その補間対象ショットS−1を補間するに適したサンプルショットS−2,S−3を抽出し、そのサンプルショットS−2,S−3に近づくように塗布分布を補間することができる。ところで、図6に示したサンプルショットの抽出ルーチンは、インプリント装置本体10に含まれる主制御部40やコンソール制御部46で行うだけでなく、サーバ53を備えた操作ユニット50で実行することができる。従って、樹脂パターン形成後の製品チェック用コンピュータ等の外部計算機でサンプルショットの抽出を行い、その抽出結果を、通信ネットワーク62を介して、コンソール制御部46に反映して主制御部40で塗布分布を補間してもよい。
【0037】
(第2実施形態)
図10は、本発明のインプリント装置10の第2実施形態を示し、基板10の全ショットを対象としてサンプルショットを抽出する際の説明図である。第1実施形態では、図6のステップS21において、サンプルショットS−2,S−3を抽出する補間対象ショットS−1を利用者が指定して行っていた。しかしながら、基板30を処理する毎に再補間を行う本発明では、再補間をするほど、次にどのショットを補間対象ショットとするのか利用者では判断が難しくなる。そこで、第2実施形態では、補間対象ショットの塗布分布を補間するためのサンプルショットを抽出する際、補間対象ショットを指定するのではなく、自動で抽出するようにしたものである。
【0038】
図10においては、全ショットを対象としたサンプルショットの抽出を行った結果、サンプルショットS−3,S−4とを抽出したことを表している。この際、サンプルショットS−2,S−3の未硬化樹脂材料31の塗布分布を所定条件として、これら以外の全ショットの未硬化樹脂材料31の塗布分布を補間することが可能である。補間対象ショットS−6,S−7は、サンプルショットS−2,S−3の塗布分布に基づいて生成された塗布分布によって形成されたものである。例えば、補間対象ショットS−6の場合では、基板30の周辺に近接した図示上辺付近と左辺付近の各領域においては、サンプルショットS−3の基板30の周辺に近接した右辺付近の領域の塗布分布が利用されている。また、補間対象ショットS−6では、基板30の中心に近い図示右下付近の領域においては、基板30の中央付近に位置するサンプルショットS−2の塗布分布が利用される。これにより、補間対象ショットS−6の樹脂パターンをサンプルショットS−2,S−3の樹脂パターンに近づけることができる。なお、補間対象ショットS−6の場合では、基板30の周辺に近接した図示上辺付近の塗布分布は、サンプルショットS−3の図示右辺付近の塗布分布を90度反時計周り方向に回転させたデータを主制御部40で生成することで対応が可能である。同様に、補間対象ショットS−6の場合では、基板30の周辺に近接した図示左辺付近の塗布分布は、サンプルショットS−3の図示右辺付近の塗布分布を180度反時計周り方向に回転させたデータを主制御部40で生成することで対応が可能である。さらに、補間対象ショットS−6の基板30の周辺に近接した図示上辺付近と左辺付近の交差する部分の塗布分布は、上述した90度又は180度回転させたデータの一方を用いる。
【0039】
図11は、基板30の全ショットを対象としたサンプルショットの抽出動作ルーチンを示すフローチャートである。図11に示したルーチンと図6に示した第1実施形態の抽出ルーチンとの違いは、サンプルショットS−2,S−3を抽出する矩形領域34を、指定された補間対象ショットS−1に含まれたものに限定するか、全ショットに含まれたものにするかである。
【0040】
具体的には、ステップS21で存在したような、サンプルショットS−2,S−3の抽出対象を指定する処理が含まれない。即ち、ステップS31では、ステップS22と同様に、主制御部40は、基板30の全ショットのショットレイアウト情報を取得する。ステップS32では、ステップS23と同様に、主制御部40は、型20の型情報を取得する。ステップS33では、ステップS24と同様に、主制御部40は、基板30のプロセス情報を取得する。ステップS34では、ステップS25と同様に、主制御部40は、基板30に配置された全ショットを複数の矩形領域34に分解し、その矩形領域34の各々に特徴付けを行う。
【0041】
ステップS36では、ステップS26と同様に、主制御部40は、補間対象ショットS−1の矩形領域34の特徴を含んだサンプルショットを一次抽出するサンプルショット一次抽出ステップ処理を行い、ステップS37へと移行する。但し、ステップS26においては、補間対象ショットS−1の矩形領域34が有する特徴を含むショットの抽出を行っていた。一方、ステップS36では、全ショットを候補としてサンプルショットS−2,S−3を抽出する。すなわち、全ショットの矩形領域34に含まれる特徴の全てを含むショットを抽出する点で違いがある。具体的には、ステップS26で指定された補間対象ショットS−1は、図7に示すように、特徴A,B,C,Dを含んでいた。そして、ステップ26では、補完対象ショットS−1の特徴Dを含んだサンプルショットS−2と、補完対象ショットS−1の特徴A,B,Cを含んだサンプルショットS−3とを抽出した。これに対し、ステップS36では、補完対象ショットS−1の全ての特徴A,B,C,Dを含んだサンプルショットが一次抽出される。
【0042】
ステップS37では、ステップS27と同様に、主制御部40は、ステップS36で一次抽出したサンプルショットから、最終的なサンプルショットへとショット数を減らすサンプルショット抽出ステップ処理を行ってこのルーチンを終了する。具体的には、ステップS36で抽出した複数のサンプルショットから、全ショットの矩形領域34の特徴を全て含むサンプルショットの組み合わせで、最も、サンプルショット数が少ない組を抽出する。そして、ここで抽出したものが最終的なサンプルショットS−2,S−3となる。
【0043】
なお、上述したルーチンは、サンプルショットの抽出に関するものであるが、第2実施形態における補間対象ショットS−6,S−7の抽出は、ステップS31の直前に、ステップS36の矩形領域34の特徴付けルーチンと同様の特徴付け処理を行う。すなわち、主制御部40は、全ショットの各矩形領域34が有する特徴の区分が異なるショットのうち、矩形領域34の数が最も多いショットを補間対象ショットS−6,S−7に指定する補間対象ショット指定ステップ処理を行う。これにより、一番ランクの低いものを優先して補間対象ショットとして抽出することができる。補間後の補間対象ショットS−6,S−7の樹脂パターンは、前回処理した基板30のショットの樹脂パターンよりも精度が向上されていると考えられる。したがって、次の基板30を処理する際には、今回補間対象としたショットとは異なるショットが補間対象ショットとして抽出される。
【0044】
このように、第2実施形態では、基板30に配置された全ショットの未硬化樹脂材料31に対する塗布分布を算出するために用いるショットを、事前に抽出することができる。これにより、これまで環境内の影響が異なるショット毎に、個別に塗布パターンを生成したいたことに較べて、塗布パターン32を生成するショットを減らすことができ、塗布分布の生成工程における作業負荷を低減することができる。
【0045】
(第3実施形態)
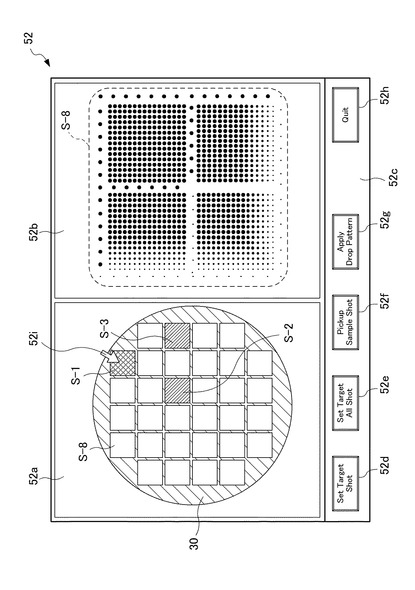
図12は、モニタ52に表示される補間対象ショットS−1の選択画面又はサンプルショットS−2,S−3の抽出画面を示す説明図である。モニタ52は上下左右に表示分割(三分割)され、左上表示エリアを基板表示エリア52a、右上表示エリアをショット表示エリア52b、下表示エリアを操作ボタン表示エリア52cとしている。各表示エリア52a,52b,52cの表示画像はコンソール制御部46により生成された画像データである。基板表示エリア52aは、ここでは基板30と全ショットとを表示している。この際、コンソール制御部46は、補間対象ショットS−1とサンプルショットS−2,S−3とは、その他のショットを含めて利用者が識別可能となるように、模様や色によって表示状態を異ならせる。ショット表示エリア52bには、選択されたショットが拡大表示される。ここでは、基板30の図示左上のショットS−8が表示されている。この際、コンソール制御部46は、基板表示エリア52aのショットS−8がショット表示部52bに表示されていることを識別可能とするため、例えば、点滅表示させる。操作ボタン表示部エリア52cには、ショット指示ボタン52d、全ショット選択ボタン52e、抽出実行ボタン52f、樹脂パターン反映ボタン52g、画面終了ボタン52h、が表示されている。各エリア52a,52b,52cのボタン操作等は、入力端末51(特にマウス)を用いて行う。なお、モニタ52に液晶タッチパネルを採用し、ダイレクトに選択操作を行えるようにしても良い。
【0046】
主制御部40は、基板表示エリア52aに基板30の画像と全ショットの画像とを実際の基板30とショットとび配置や大きさに合わせた状態で表示する。また、主制御部40は、利用者が指示アイコン52iを任意のショット(例えば、ショットS−8)に合わせた状態で選択操作(クリック操作)をしたら、選択されたショットS−8をショット表示エリア52bに拡大表示する。さらに、主制御部40は、利用者が他のショットを選択操作した場合には、選択されたショットをショット表示エリア52bに切り替え表示する。また、主制御部40は、ショット表示エリア52bに補完対象ショットS−1を表示した場合には、抽出したサンプルショットS−2,S−3に基づいて補間した場合の塗布パターン(または樹脂パターン)を重畳して表示する。主制御部40は、算出した塗布分布により、未硬化樹脂材料31の粒毎の配置座標や粒量で構成し、これらを所定の配置や大きさで表示する。
【0047】
ショット指示ボタン52dが選択操作されると、主制御部40は、指示アイコン52iと重なるショットの選択操作に連動して補完対象ショットS−1として認識する。全ショット選択ボタン52eが選択操作されると、主制御部40は、第2実施形態で示した補間対象ショットの自動抽出を全ショットに対して実行する。抽出実行ボタン52fが選択操作されると、主制御部40は、ショット指示ボタン52dで選択(指定)又は全ショット選択ボタン52eで抽出された補間対象ショットS−1に対するサンプルショットS−2,S−3の抽出処理を開始する。なお、主制御部40は、サンプルショットS−2,S−3の抽出処理が完了した際には、基板表示エリア52aのショットのうち、抽出されたサンプルショットS−2,S−3が識別可能となるように表示切り替えを行う。また、主制御部40は、ショット表示エリア52bに抽出されたサンプルショットS−2,S−3を自動的に表示する。さらに、主制御部40は、複数のサンプルショットS−2,S−3が抽出されている場合には、任意の一つをショット表示エリア52bに自動的に表示する。この際、主制御部40は、例えば、補完対象ショットS−1と一番近い塗布分布を有するサンプルショットS−3を優先的に表示するなど、優先順位が予め指定されている場合には、その優先順位に基づいて表示する。塗布パターン反映ボタン52gが選択操作されると、主制御部40は、ショット表示エリア52bに表示したような塗布分布をサーバ53に記憶する。なお、主制御部40は、サーバ53に記憶した塗布分布のデータを、次の基板30を処理する際の該当ショットへの塗布分布として使用する。画面終了ボタン52hが選択操作されると、主制御部40は、次に処理する基板30に対する際補間処理のために、基板表示エリア52a及びショット表示エリア52bの表示状態をクリアにする。指示アイコン(マウスポインタ)52iは、入力端末51(マウス)の操作により画面内を移動する。
【0048】
このように、サンプルショットの抽出処理の作業は、グラフィカルインターフェースを利用することで、直感的かつ簡素にサンプルショットの抽出作業を行うことができ、作業効率を向上することができる。
【0049】
(物品の製造方法)
物品としてのデバイス(半導体集積回路素子、液晶表示素子等)の製造方法は、上述したインプリント装置を用いて基板(ウエハ、ガラスプレート、フィルム状基板)にパターンを形成する工程を含む。更に、該製造方法は、パターンが形成された基板をエッチングする工程を含みうる。なお、パターンドメディア(記録媒体)や光学素子等の他の物品を製造する場合には、該製造方法は、エッチングの代わりに、パターンが形成された基板を加工する他の処理を含みうる。本実施形態の物品の製造方法は、従来の方法に比べて、物品の性能・品質・生産性・生産コストの少なくとも1つにおいて有利である。
【符号の説明】
【0050】
10 インプリント装置
14 型駆動部
17 ディスペンサ
18 ヘリウムガス射出部
19 光源
20 型
21 型パターン
30 基板
32 塗布パターン
40 主制御部
43 ディスペンサ制御部
46 コンソール制御部
【技術分野】
【0001】
本発明は、基板に塗布した未硬化樹脂材料から樹脂パターンを形成するインプリント方法及びインプリント装置、サンプルショット抽出方法、並びにそれを用いた物品の製造方法に関するものである。
【背景技術】
【0002】
従来から、基板に配置された複数ショット毎に液状の未硬化樹脂材料を塗布した後、型押しによって塗布した未硬化樹脂材料を塗布パターン化したうえで硬化させることによって樹脂パターンを形成するインプリント技術が知られている。
【0003】
このインプリント技術は、ナノスケールの微細パターンからなる樹脂パターン形成を可能にする技術であり、磁気記憶媒体や半導体デバイスの量産向けナノリソグラフィ技術の1つとして実用化されつつある。また、インプリント技術では、電子線描画装置等を用いて最終的に基板に転写すべき樹脂パターンのネガポジ反転像に対応する型パターン(モールド又はテンプレート)が形成された型を使用する。樹脂パターンは、シリコン基板(ウエハ)やガラスプレート等の基板に未硬化樹脂材料を塗布し、その未硬化樹脂材料に対して型パターンを押し付けて塗布パターン化した状態で未硬化樹脂材料を硬化させることによって形成される。この際、基板に形成される樹脂パターンの形状はで生産するデバイスの種類によって異なる。このため、基板に塗布する未硬化樹脂材料の塗布分布も、樹脂パターンに合わせて生成する必要がある。そこで、一般には、樹脂パターンの容積から基板に塗布する未硬化樹脂材料の容量と塗布分布とを算出する必要がある(例えば、特許文献1参照)。
【0004】
一方、基板に塗布された未硬化樹脂材料は、硬化するまでの間に液状のまま気流等の周辺環境に晒される。その結果、周辺環境の影響を受けて未硬化樹脂材料が揮発してしまうといった状態変化が生じ易い。従って、このような状態変化といった悪影響を抑制するため、予め周辺環境による変化分を予測する必要がある。例えば、基板に形成された樹脂パターンの高さを計測し、その高さにバラツキがある場合には、バラツキを抑制するように、予め、未硬化樹脂材料の塗布分布を調整する方法が提案されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表2008−502157号公報
【特許文献2】米国特許出願公開第2007/0228593号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した未硬化樹脂材料の塗布分布の調整方法では、樹脂パターンの高さと気流等の周辺環境とを考慮するだけであるため、調整条件が不足しており、充分な調整結果を得られないという問題が生じていた。また、樹脂パターンの状態変化は基板の中央付近と周辺付近とではショット毎にバラツキがあるため、単に高さと気流等の周辺環境とを考慮した調整結果では均一なショットを得られないという問題が生じていた。さらに、処理される基板毎、特にショット毎に調整を行うのは非常に困難で、一度調整した後の塗布分布は次の基板に対しても同様条件で実行されてしまう。したがって、基板全体の樹脂パターン精度はバラツキがある低いままであるという問題も生じていた。
【0007】
そこで、本発明は、未硬化樹脂材料の塗布分布をショット単位で厳密に補間し得て、しかも、作業負荷を抑制しつつ効率的に塗布分布を再補間することができるインプリント方法及びインプリント装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、基板に配置された複数ショットに樹脂パターンを形成するインプリント方法において、前記複数ショットにショット単位で未硬化樹脂材料の塗布分布を生成する塗布分布生成ステップと、前記基板に対する前記複数ショット位置と前記未硬化樹脂材料の供給位置及び前記未硬化樹脂材料の硬化位置との相対位置を考慮したショットレイアウト情報を変数として前記未硬化樹脂材料の塗布分布を補間する補間制御ステップと、生成・補間された塗布分布で前記複数ショット毎に未硬化樹脂材料を塗布する未硬化樹脂材料供給ステップと、前記基板に塗布した前記未硬化樹脂材料から所定の塗布パターンを形成する塗布パターン形成ステップと、塗布パターンを硬化させて樹脂パターンを形成する樹脂パターン形成ステップと、を実行することを特徴とする。
【発明の効果】
【0009】
本発明によれば、基板に塗布する未硬化樹脂材料の塗布分布の補間をショット単位でより厳密に行うことができ、しかも、生成工程における作業負荷を抑制しつつ効率的にショット毎の未硬化樹脂材料の塗布分布を再補間することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施形態に係るインプリント装置の概略構成図である。
【図2】型パターンと塗布パターンとの関係を示す説明図である。
【図3】未硬化樹脂材料の変化の様子を示す説明図ある。
【図4】インプリント装置のメインルーチンを示すフローチャートである。
【図5】補間対象及びサンプルショットの指定・抽出を示す説明図である。
【図6】サンプルショットの抽出を説明するフローチャートである。
【図7】各矩形領域に特徴付けした状態の分布を示す説明図である。
【図8】矩形領域に対する特徴付けを説明する表である。
【図9】サンプルショットの抽出を周辺ショットに適用した概略図である。
【図10】第2実施形態に係るサンプルショット抽出を示す説明図である。
【図11】サンプルショットの抽出を説明するフローチャートである。
【図12】モニタに表示される画面の一例を示す説明図である。
【発明を実施するための形態】
【0011】
以下、本発明の一実施形態に係るインプリント装置について、図面を参照して説明する。なお、以下に示す実施形態は、本発明のインプリント装置における好適な具体例であり、技術的に好ましい種々の限定を付している場合もあるが、本発明の技術範囲は、特に本発明を限定する記載がない限り、これらの態様に限定されるものではない。また、以下に示す実施形態における構成要素は適宜、既存の構成要素等との置き換えが可能であり、かつ、他の既存の構成要素との組合せを含む様々なバリエーションが可能である。したがって、以下に示す実施形態の記載をもって、特許請求の範囲に記載された発明の内容を限定するものではない。
【0012】
(第1実施形態)
図1は本発明の一実施形態に係るインプリント装置の概略構成の説明図である。図1において、インプリント装置10は、装置内部全体がチャンバ11に収納されており、装置内部全体が一定の雰囲気下に保たれている。また、チャンバ11の内側には剛性の高い構造からなる架台12が配置されている。この架台12には、パターン形成手段としての型20と基板30が高精度な位置決め状態で対向配置されている。型20は、不図示の型搬送系によりインプリント装置10の外部から型チャック13に搬送され、この型チャック13に支持される。なお、型チャック13は、基板30に接近・離反可能となるように、Z、ωx、ωy方向に駆動可能な駆動手段としての型駆動部14を介して架台12に取り付けられている。また、基板30は、不図示の基板搬送系によりインプリント装置10の外部から基板ステージ15の基板チャック16に搬送される。基板ステージ15は、X,Y,Z及び各軸の回転方向(ωx,ωy,ωz)に駆動可能である。基板チャック16によって支持された基板30は型20の直下でのXY移動や姿勢補正を行う。さらに、架台12には、未硬化樹脂材料供給手段としてのディスペンサ17と、ガス噴射手段としてのヘリウムガス射出部18と、未硬化樹脂材料硬化手段としての光源19とが配置されている。
【0013】
ディスペンサ17は、レジストとして用いられる光硬化樹脂等の液状の未硬化樹脂材料を供給する樹脂供給機構であり、未硬化樹脂材料を基板30に対して射出する。この際、ディスペンサ17は、未硬化樹脂材料の射出ノズル(図示せず)と基板30とが対向するように、型チャック13(又は架台12)に取り付けられている。ヘリウムガス射出部18は、基板30に塗布された未硬化樹脂材料に向けてヘリウムガスを射出する。射出されたヘリウムガスは、未硬化樹脂材料に溶解する。これにより、型20を未硬化樹脂材料に押し付けて塗布パターンを形成する際に、未硬化樹脂材料が型20の溝(後述する)に充填する時間を短くすることができるという効果を奏する。光源19は、基板30に塗布された未硬化樹脂材料を硬化させるための紫外線を照射する。
【0014】
一方、補間制御手段及びサンプルショット抽出手段としての主制御部40は、型チャック位置制御部41、基板ステージ位置制御部42、塗布分布制御手段としてのディスペンサ制御部43、ヘリウムガス射出制御部44、光源制御部45を制御する。型チャック位置制御部41は、型20を基板30に接近・離反させるように型チャック13を駆動する型駆動部14を駆動制御する。基板ステージ位置制御部42は、基板ステージ15を駆動制御する。ディスペンサ制御部43は、基板ステージ位置制御部42と同期しながら未硬化樹脂材料の塗布分布に従って未硬化樹脂材料を基板30に噴出する。ヘリウムガス射出制御部44は、基板30に塗布された未硬化樹脂材料に対してヘリウムガスを射出する。光源制御部45は、光源19から照射される紫外線の照射量や照射タイミングを制御する。
【0015】
主制御部40には、コンソール制御部46を介して利用者が操作した操作ユニット50からの処理要求を処理する。操作ユニット50は、入力端末51、モニタ52、サーバ53、通信ネットワーク54、を備えている。入力端末51やモニタ52を用いて利用者から出力された処理要求は、コンソール制御部46で受け付け、コンソール制御部46から主制御部40へ処理要求が受け渡される。入力端末51、モニタ52、コンソール制御部46は、未硬化樹脂材料の塗布分布を複数のショット毎に生成するためのユーザインターフェースを構成している。サーバ53は、LANなどの通信ネットワーク62を介して、コンソール制御部46と通信を行う。本実施例においては、塗布分布の生成・補間及び後述するサンプルショットの抽出処理を主制御部40で行うが、この主制御部40に変えてサーバ53で行っても良い。サーバ53は、その処理結果を、通信ネットワーク62を介してコンソール制御部46に反映し、主制御部40で各制御部41,42,43,44,45を駆動制御することもできる。また、塗布分布の生成・補間を主制御部40で行い、サンプルショットの抽出処理をコンソール制御部46で行ってもよい。
【0016】
主制御部40は、操作ユニット50からの処理要求の内容に応じて、型チャック位置制御部41、基板ステージ位置制御部42、ディスペンサ制御部43、ヘリウムガス射出制御部44、光源制御部45に対して、処理要求(駆動制御)を行う。なお、本発明に係るインプリントに関するプログラムはサーバ53に記憶されており、後述する複数ショット毎のショット情報やショット単位での塗布分布は、サーバ53に設置されたハードディスク等の記憶領域を使用している。
【0017】
図2は、型20の型パターン21と基板30に塗布される未硬化樹脂材料31の塗布パターン32との関係を示す説明図である。図2(A)は、型20の平面図、図2(B)は、図2(A)のB−B線に沿う断面図、図2(C)は、基板30の1ショットの平面図である。また、図2(D)は図2(C)のD−D線に沿う断面図、図2(E)は、型20による塗布パターン32の形成を模式的に示す説明図である。型20に設けられた溝状の型パターン21は、最終的に基板30に転写すべき樹脂パターンのネガポジ反転像に対応するパターン(モールド又はテンプレート)となっている。基板30に塗布された未硬化樹脂材料31は、型20を基板30に接近させて押し付けることにより、未硬化樹脂材料31が型20に設けられた溝状の型パターン21の中に充填され、塗布パターン化される。そして、実際には型20を基板30へ押し付けたままの状態で光源19から紫外線を照射することで、塗布パターン32が硬化し、型20を基板30から剥がすことで、基板30に型パターン21の形状と略一致する樹脂パターンが形成される。なお、樹脂パターンは見掛け上、塗布パターン32に一致するため、符号は省略する。ここで、図2(A)の型20は、本実施の形態においては、4個のチップ領域22から構成されており、各々のチップ領域22は矩形の型パターン21が密集した部分と、型パターン21が存在しない部分とから構成されている。図2(C)で表す塗布パターン32は、図2(A)の型20に対応するように4個のチップ領域33から構成されている。また、各チップ領域33に配置された多数の矩形の型パターン21に対応する領域は、型パターン21の溝の深さに対応した量の未硬化樹脂材料31を塗布する。図2(D)の断面図においても、型パターン21の溝の量に対応して、未硬化樹脂材料31が塗布されていることを示している。このように、型パターン21のパターンに応じて、基板30に塗布する未硬化樹脂材料31の塗布パターン32を変更する必要がある。また、基板30には、型パターン21の溝に対向していない部分でも、未硬化樹脂材料31の薄膜34が形成される。この薄膜34は、型20と基板30とが直接接触することによる型20の磨耗を防ぐことを目的として、インプリント装置10において意図的に生成している。このように、型20の面内においても、場所によって型パターン21の粗密により塗布する未硬化樹脂材料31の塗布量が異なる。
【0018】
図3は、基板30に塗布された未硬化樹脂材料31が、インプリント装置10の内部の周辺環境の影響によって変化する様子の一例を示す。図3(A)は、ディスペンサ制御部43により、未硬化樹脂材料31を基板30に塗布した直後の1ショット領域における各樹脂パターンの状態を表している。また、図3(B)は、図2(E)に示した未硬化樹脂材料31に型20が押し付けられる直前の未硬化樹脂材料31の状態を表している。ここでは、未硬化樹脂材料31を塗布してから型20の押し付けが行なわれるまでの間に、基板30をディスペンサ17から型20までに下方移動させる時間が発生する。このため、未硬化樹脂材料31は液状のままインプリント装置10の内部環境下に晒されることになる。結果、未硬化樹脂材料31の一部が揮発し、未硬化樹脂材料31の体積が減少するなどの状態変化が生じる。図3(B)では、未硬化樹脂材料31が型パターン21に早く充填させることを目的として未硬化樹脂材料31にヘリウムガスを吹き付けている。従って、この影響を受けて、ヘリウムガス射出部18から射出されるヘリウムガスの気流方向の上流に位置する樹脂気化領域(例えば、E1)では、他の領域よりも多くの未硬化樹脂材料31が揮発してしまう結果、残存する未硬化樹脂材料31の量が減少する。また、図3(C)に示すように、基板30の周辺ショットでは、基板30が駆動する際に生じる気流の乱れなど、基板30の境界付近での環境変化の影響を強く受けてしまう。このため、基板30中央付近に配置されたショットよりも未硬化樹脂材料31の状態変化が大きく発生してしまう。ここでは、基板30周辺に近い樹脂気化領域(例えば、E2)では、未硬化樹脂材料31が揮発する量が多いなどの状態変化が生じる。このような未硬化樹脂材料31が変化した状態で、型20の押印を行うと、基板30に形成される樹脂パターンや薄膜34の高さにバラツキが生じる。
【0019】
そこで、本発明は、図2及び図3で示したように、型20に形成された型パターン21や、周辺環境を含めた周辺機器と未硬化樹脂材料31との相対距離等の環境要因に起因する未硬化樹脂材料31の状態変化を考慮して塗布パターン32を生成するものである。すなわち、型パターン21に対応した塗布パターン32は、型パターン21の違いや、ヘリウムガス射出部18から射出されるヘリウムガスの気流方向などインプリント装置10の内部における環境要因の違いにより、ショット毎で異なる。したがって、これらの環境要因の違いを考慮してショット毎に未硬化樹脂材料31の塗布分布を生成する。また、複数枚の基板30を処理する際には、その基板20を処理する度に塗布分布の補間を行うようにした。
【0020】
図4は、本発明のインプリント装置10におけるメインルーチンのフローチャートである。図4において、ステップS11では、主制御部40は、基板30に配置された複数ショットのショット単位で未硬化樹脂材料31のベース(基準)となる塗布分布を生成する塗布分布生成ステップ処理を行い、ステップS12へと移行する。この際、主制御部40は、各制御部41,42,43,44,45に対する処理要求(駆動制御)とインプリント装置10の内部で発生する気流等の周辺環境とを考慮して塗布分布を生成する。
【0021】
ステップS12では、主制御部40は、基板30に対する複数ショット位置と環境要因とを考慮した補間制御ステップ処理を行い、ステップS13へと移行する。具体的には、主制御部40は、ディスペンサ17から供給される未硬化樹脂材料31の供給位置との相対位置を考慮したショットレイアウト情報を変数として未硬化樹脂材料31の塗布分布を補間する。また、主制御部40は、基板30に対する複数ショット位置と光源19から照射される紫外線による未硬化樹脂材料31の硬化位置との相対位置を考慮したショットレイアウト情報を変数として未硬化樹脂材料31の塗布分布を補間する。さらに、主制御部40は、基板30に対する複数ショット位置とヘリウムガス射出部18から射出されるヘリウムガスとの相対位置を考慮したショットレイアウト情報を変数として未硬化樹脂材料31の塗布分布を補間する。
【0022】
ステップS13では、主制御部40は、生成・補間された塗布分布を用いて複数ショット毎に未硬化樹脂材料31を基板30に塗布する未硬化樹脂材料供給ステップ処理を行い、ステップS14へと移行する。具体的には、主制御部40は、型チャック位置制御部41と基板ステージ位置制御部42とを制御してディスペンサ17と基板30との高さ位置や水平位置を変更する。また、主制御部40は、このディスペンサ17と基板30との上下左右方向の位置を変更しつつ生成・補間された塗布分布に応じた未硬化樹脂材料31を基板30の各ショットに塗布する。さらに、主制御部40は、ヘリウムガス射出制御部55を制御して未硬化樹脂材料31にヘリウムガスを溶解させる。なお、ディスペンサ17と基板17との水平方向の位置は、基板チャック16を駆動させて基板ステージ15のみを水平面内で移動させることにより変更してもよい。また、ディスペンサ17と基板17との水平方向の位置は、型駆動部14を駆動させて型チャック13のみを水平面内で移動させることにより変更してもよい。さらに、ディスペンサ17と基板17との水平方向の位置は、基板ステージ15と型チャック13の両方を水平面内で移動させることにより変更してもよい。
【0023】
ステップS14では、主制御部40は、基板30に塗布した未硬化樹脂材料31から所定の塗布パターンを形成する塗布パターン形成ステップ処理を行い、ステップS15へと移行する。具体的には、主制御部40は、型チャック13を駆動させて型20を基板30に接近させ、型パターン21に塗布された未硬化樹脂材料31を充填させることで塗布パターンをパターン化する。また、ステップS15では、主制御部40は、基板30に塗布されてパターン化された塗布パターンを硬化させて樹脂パターンを形成する樹脂パターン形成ステップ処理を行ってステップS16へと移行する。具体的には、主制御部40は、型20を基板30に接近させた状態で光源制御部45を制御して光源19から紫外線を照射させる。未硬化樹脂材料31には、光硬化樹脂が用いられているため、光源19から照射された紫外線によって硬化する。なお、未硬化樹脂材料31を硬化させる手法としては、上述した光によるもののほか、加熱によって硬化するものでもよい。この際、未硬化樹脂材料31には熱硬化性樹脂が用いられると共に、光源51にはハロゲンランプ等の加熱源が用いられる。また、光源51に変えてコイルヒータ等を用いてもよい。
【0024】
ステップS16では、主制御部40は、不図示の基板搬送系に次に処理する基板30があるか否かを判断する判断ステップ処理がなされる。具体的には、主制御部40は、基板搬送系に次に処理する基板30がある場合にはステップS17へと移行し、基板搬送系に次に処理する基板30がない場合にはこのルーチンを終了する。なお、主制御部40は、次に処理する基板30が、先に処理した基板30と異なるサイズや塗布分布である場合においても、このルーチンを終了する。
【0025】
ステップS17では、主制御部40は、次に処理する基板30に対する樹脂パターンの精度を向上するために、ステップS12で補間した塗布分布をさらに補間するために、サンプルショット抽出ステップ処理を行い、ステップS18へと移行する。具体的には、主制御部40は、ステップS11,S12で生成・補間された塗布分布を複数ショット毎の樹脂パターンに関するショット情報としてサーバ53の記憶領域に記憶する。また、主制御部40は、複数ショットのうち指定(又は抽出)された補間が必要とされる補間対象ショットのショット情報とは異なるショット情報を備えたショットをサンプルショットとして抽出する。すなわち、上述したように、塗布分布は、基板30の中央付近と周辺付近とで大きく異なる。また、中央付近のショットの塗布分布は近似している一方、周辺付近の塗布分布はショット毎に異なることが多い。したがって、基板30の中央付近のショットをサンプルショットとして抽出し、そのサンプルショットの樹脂パターンと異なる周辺付近のショットを補間対象ショットとして指定(又は抽出)し、その補間対象ショットの塗布分布を再補間する。なお、サンプルショットの具体的な抽出ルーチンは後述する。
【0026】
ステップS18では、主制御部40は、抽出したサンプルショットの樹脂パターンに補間対象ショットの樹脂パターンが近づくように次に処理する基板30に用いる塗布分布を再補間する再補間ステップ処理を行う。また、この再補間ステップ処理後は、ステップS13にループして次の基板30の処理を実行する。具体的には、主制御部40は、ステップS17で指定(又は抽出)された補間対象ショットのショット情報と抽出されたサンプルショットのショット情報とを比較する。その結果、主制御部40は、補間対象ショットのショット情報とサンプルショットのショット情報とが異なる部分が樹脂パターンの不具合部分であると判定し、その不具合部分を修正するように、塗布分布を補間する。なお、ここでの再補間を行うことにより、基板30に形成された樹脂パターンの高さ方向などのバラツキを次に処理される基板30に対して抑えることができ、基板30の処理毎に品質を向上することができる。
【0027】
図5は、上述した再補間を行うために、補間対象ショット及びサンプルショットの指定・抽出を説明するための説明図である。図5において、図示格子模様の矩形枠で示すショットS−1が未硬化樹脂材料31の塗布分布の再補間対象とするショットである。また、図示斜線模様矩形枠で示すショットS−2とS−3とは、補間対象ショットS−1の塗布分布を(再)補間するための補間情報として用いるために抽出されたサンプルショットである。利用者が補間対象ショットS−1を指定すると、主制御部40は自動的にサンプルショットS−2とサンプルショットS−3とを抽出する。これは、塗布パターン32の塗布分布を生成するために必要な、基礎となるショット、すなわち、補間を必要としないショットの存在を事前に把握することができることを意味している。その結果、これまで周辺環境の影響が異なるショット毎に個別に塗布分布を生成したいたことに較べて、塗布分布を補間するショット数を減らすことができ、塗布分布の生成工程における作業負荷を軽減することができる。なお、補間対象ショットS−1の塗布分布の補間が終了した後には、サンプルショットS−2は補間の必要がない程度に樹脂パターンが形成されていることから、次回以降の基板30の処理時には、サンプルショットS−3が補間対象ショットとなり得る。
【0028】
図6は、塗布分布を補間するために指定された補間対象ショットS−1に対して、補間情報として利用するサンプルショットS−2,S−3を抽出するフロー図、図7は、ショット単位で各矩形領域に特徴付けした状態の分布を示す説明図である。ステップS21では、主制御部40は、利用者が選択した塗布分布を補間するための補間対象ショットS−1として指定する指定ステップ処理を行って、ステップS22へと移行する。具体的には、利用者は、再補間処理開始直後等では、基板30の周辺に配置されたショット、特に、矩形枠状のショットの上辺と右辺との2辺が基板30の周辺に面しているショットを補間対象ショットS−1とするのが望ましい。また、主制御部40は、利両者が操作ユニット50を用いて補間対象ショットS−1を選択するように、モニタ52に図5に示したような基板30とショットとを画面表示(ショットS−1,S−2,S−3は拡大画面表示しない)。
【0029】
ステップS22では、主制御部40は、基板30へ配置された全ショットのショットレイアウト情報を取得するレイアウト情報取得ステップ処理を行い、ステップS23へと移行する。具体的には、主制御部40は、ショットレイアウト情報として、ショット毎のショット位置やショットサイズ等を取得する。この際、主制御部40は、基板30が基板ステージ15によって移動するための、基板30の中心と向きとを規定する。なお、一般的に、基板30には、周辺の一部に凸状又は凹状の基準が設けられているための、この基準に合わせてショット位置を識別する。
【0030】
ステップS23では、主制御部40は、基板30に対向配置された型20の型情報を取得する型情報取得ステップ処理を行い、ステップS24へと移行する。具体的には、主制御部40は、型20の型情報として、型20に形成されるチップの配置情報や、そのチップ毎のパターンの種類を取得する。ステップS24では、主制御部40は、補間対象(次処理)となる基板30のプロセス情報を取得するプロセス情報取得ステップ処理を行い、ステップS25へと移行する。具体的には、主制御部40は、プロセス情報として、基板30に塗布した未硬化樹脂材料31に溶解させるヘリウムガスの噴出方向や噴出量(噴射時間を含む)、未硬化樹脂材料31が基板30に塗布されてから型20を押し付けるまでの所要時間などがある。通常、プロセス情報は基板30の各ショットで共通の場合が多いが、ショット毎にプロセス情報が異なる場合でも、主制御部40が、ショット毎の違いを区別してプロセス情報を取得する。なお、上述したステップS22〜ステップS24で取得した情報は、各ショット単位でサーバ53の記憶領域にテーブル方式で記憶されるが、後述する矩形領域単位で記憶するのが望ましい。
【0031】
ステップS25では、主制御部40は、基板30に配置される全ショットに対して特徴付けを行う特徴規定ステップ処理を行いステップS26へと移行する。具体的には、主制御部40は、図7の補間対象ショットS−1のように、ショットを幾つかの矩形領域34に分解し、その分解した矩形領域34の各々に対して特徴付けを行う。なお、本実施例では、補間対象ショットS−1は、ショット領域を縦方向と横方向に各々8等分割し、全部で64個の矩形領域34に分割している。したがって、主制御部40は、分割した矩形領域34の各々に対して、ステップS22〜ステップS24で取得したショットレイアウト情報、型情報、プロセス情報に基づいて特徴付けを行なう。この特徴付けは、例えば、形成済みの樹脂パターンのうち、正常ランク、補間不要ランク、補間必要ランク、といったランクを段階的に設定し、矩形領域34毎にランク付けをする。なお、このランクは更に細かく区分した特徴として規定される。
【0032】
ステップS26では、主制御部40は、サンプルショットS−2,S−3の抽出対象である補間対象ショットS−1の各矩形領域34が有する特徴を含んだショットを一次抽出するサンプルショット一次抽出ステップ処理を行い、ステップS27へと移行する。
【0033】
図8は、矩形領域34に対する特徴付けを説明する図表である。特徴は、複数の特徴要素の組み合わせで決定される。特徴要素としては、例えば、矩形領域34に押し付けられる型20のパターンの種類、ヘリウムガスの噴出位置と噴出量から算出した各矩形領域34におけるヘリウムガスの流量、基板30の境界からの矩形領域34までの距離などがある。この際、特徴要素の種類は必要に応じて変更することが可能である。また、特徴要素の値には意味的な値を設定することができる。例えば、ヘリウムガスの噴出口から離れた矩形領域34の間では、実際のヘリウムガスの噴出口からの距離が異なっていても、ヘリウムガスが未硬化樹脂材料31へ与える状態変化は同一と扱うことができる。このような場合、特徴要素の一つであるヘリウムガス流量には同一の値を設定する。このように幾つかの特徴要素の組み合わせを特徴として定義し、特徴要素が異なるもの同士を別々の特徴として主制御部40で識別する。したがって、ステップS25では、主制御部40は、基板30の全ショットを、更に矩形領域34に分割し、その矩形領域34毎に、図8の図表に従って特徴を付与する。また、図8に示した特徴要素は、8区分に分類しているが、この区分数は任意である。そして、例えば、特徴A〜特徴Cは図3の樹脂気化領域E1やE2に該当するため補間必要ランクに区分、特徴D〜特徴Fは補間不要ランクに区分、特徴G,Hは正常ランクに区分、といったように、ランク付することができる。また、特徴A〜Cに該当する矩形領域34の数が多いほど、補間が必要となる。したがって、ステップS26では、特徴A〜特徴Hをポイント制(例えば、特徴Aを1点、・・・特徴Hを8点)とし、所定のポイント以上のショットをサンプルショットとして一次抽出してもよい。本実施例では、補間対象ショットS−1が有する特徴A,B,C,Dの何れかを含むショットをサンプルショットとして複数抽出する一次抽出を行う。この際、単に特徴A,B,C,Dの何れかを含むショットを対象としたのでは、多数のショットが一次抽出されてしまう虞れが有る。したがって、一致する特徴を有する矩形領域34の数が多いものを一次抽出するのが望ましい。
【0034】
ステップS27では、主制御部40は、サンプルショットの数を最小化(絞込み)を行うことにより、最終的なサンプルショットS−2,S−3を決定し、このルーチンを終了する。具体的には、主制御部40は、ステップS26で一次抽出した複数のサンプルショットから、ショットS−1の矩形領域34が有する特徴A,B,C,Dを全て含むサンプルショットの組み合わせを比較し、同一の特徴を有するショットの数が少ないものを抽出する。ここで抽出したものが、最終的なサンプルショットS−2、S−3となる。すなわち、同じ特徴の配列を備えたショットとしては補間対象ショットS−1と対角線上で対向するショットのように補間が必要なショットであることもあり得る。また、基板30の周辺ダレ等に起因して樹脂パターンとして一致させるだけの塗布分布に補間することが困難な正常ランクのショットであることもあり得る。したがって、同一の特徴配列を備えたショットを除外することによって、サンプルショットとなり得るものを選択する。なお、同じ特徴を有する矩形領域34の数が多いものを一次抽出した後、図7に示すように、同じ特徴の数と位置とが多く一致するものをサンプルショットS−2,S−3として最終的に決定することも可能である。
【0035】
図9は、サンプルショットの抽出を基板30の周辺ショットに適用した際の概要を示す説明図である。上述した補間対象ショットS−1やサンプルショットS−2は、基板30の周縁よりも内側に配置されたショットであったが、基板30からはみ出しているチップ領域33を含むショットにおいても補間対象ショットS−4,S−5になり得る。また、これらの補間対象ショットS−4,S−5を利用してサンプルショットS−2,S−3を決定することができる。この際、ステップS25の矩形領域34に対する特徴付けでは、図8に示したテーブル方式の特徴要素のうち基板周辺からの距離において、基板30に含まれないことを表す値を別途設定する。これにより、図6に示したサンプルショットの抽出ルーチンを利用してサンプルショットS−2,S−3を抽出することができる。また、補間対象ショットS−4,S−5は、その一部のチップ領域33が有効であることから、サンプルショットS−2,S−3を決定する際の特徴は対応するチップ領域33において行うのが望ましい。なお、補間対象ショットS−4,S−5は同時に指定されているものではない。
【0036】
このように、本実施形態では、未硬化樹脂材料31の塗布分布の算出に用いるサンプルショットを、次の基板30を処理する前に自動抽出することができる。これにより、これまで環境内の影響が異なるショット毎に個別に塗布分布を生成・補間していたことに較べて、塗布分布を補間するショットを減らすことができ、塗布分布の生成工程における作業負荷を低減することができる。また、再補間が必要であると想定される補間対象ショットS−1を選択すると、その補間対象ショットS−1を補間するに適したサンプルショットS−2,S−3を抽出し、そのサンプルショットS−2,S−3に近づくように塗布分布を補間することができる。ところで、図6に示したサンプルショットの抽出ルーチンは、インプリント装置本体10に含まれる主制御部40やコンソール制御部46で行うだけでなく、サーバ53を備えた操作ユニット50で実行することができる。従って、樹脂パターン形成後の製品チェック用コンピュータ等の外部計算機でサンプルショットの抽出を行い、その抽出結果を、通信ネットワーク62を介して、コンソール制御部46に反映して主制御部40で塗布分布を補間してもよい。
【0037】
(第2実施形態)
図10は、本発明のインプリント装置10の第2実施形態を示し、基板10の全ショットを対象としてサンプルショットを抽出する際の説明図である。第1実施形態では、図6のステップS21において、サンプルショットS−2,S−3を抽出する補間対象ショットS−1を利用者が指定して行っていた。しかしながら、基板30を処理する毎に再補間を行う本発明では、再補間をするほど、次にどのショットを補間対象ショットとするのか利用者では判断が難しくなる。そこで、第2実施形態では、補間対象ショットの塗布分布を補間するためのサンプルショットを抽出する際、補間対象ショットを指定するのではなく、自動で抽出するようにしたものである。
【0038】
図10においては、全ショットを対象としたサンプルショットの抽出を行った結果、サンプルショットS−3,S−4とを抽出したことを表している。この際、サンプルショットS−2,S−3の未硬化樹脂材料31の塗布分布を所定条件として、これら以外の全ショットの未硬化樹脂材料31の塗布分布を補間することが可能である。補間対象ショットS−6,S−7は、サンプルショットS−2,S−3の塗布分布に基づいて生成された塗布分布によって形成されたものである。例えば、補間対象ショットS−6の場合では、基板30の周辺に近接した図示上辺付近と左辺付近の各領域においては、サンプルショットS−3の基板30の周辺に近接した右辺付近の領域の塗布分布が利用されている。また、補間対象ショットS−6では、基板30の中心に近い図示右下付近の領域においては、基板30の中央付近に位置するサンプルショットS−2の塗布分布が利用される。これにより、補間対象ショットS−6の樹脂パターンをサンプルショットS−2,S−3の樹脂パターンに近づけることができる。なお、補間対象ショットS−6の場合では、基板30の周辺に近接した図示上辺付近の塗布分布は、サンプルショットS−3の図示右辺付近の塗布分布を90度反時計周り方向に回転させたデータを主制御部40で生成することで対応が可能である。同様に、補間対象ショットS−6の場合では、基板30の周辺に近接した図示左辺付近の塗布分布は、サンプルショットS−3の図示右辺付近の塗布分布を180度反時計周り方向に回転させたデータを主制御部40で生成することで対応が可能である。さらに、補間対象ショットS−6の基板30の周辺に近接した図示上辺付近と左辺付近の交差する部分の塗布分布は、上述した90度又は180度回転させたデータの一方を用いる。
【0039】
図11は、基板30の全ショットを対象としたサンプルショットの抽出動作ルーチンを示すフローチャートである。図11に示したルーチンと図6に示した第1実施形態の抽出ルーチンとの違いは、サンプルショットS−2,S−3を抽出する矩形領域34を、指定された補間対象ショットS−1に含まれたものに限定するか、全ショットに含まれたものにするかである。
【0040】
具体的には、ステップS21で存在したような、サンプルショットS−2,S−3の抽出対象を指定する処理が含まれない。即ち、ステップS31では、ステップS22と同様に、主制御部40は、基板30の全ショットのショットレイアウト情報を取得する。ステップS32では、ステップS23と同様に、主制御部40は、型20の型情報を取得する。ステップS33では、ステップS24と同様に、主制御部40は、基板30のプロセス情報を取得する。ステップS34では、ステップS25と同様に、主制御部40は、基板30に配置された全ショットを複数の矩形領域34に分解し、その矩形領域34の各々に特徴付けを行う。
【0041】
ステップS36では、ステップS26と同様に、主制御部40は、補間対象ショットS−1の矩形領域34の特徴を含んだサンプルショットを一次抽出するサンプルショット一次抽出ステップ処理を行い、ステップS37へと移行する。但し、ステップS26においては、補間対象ショットS−1の矩形領域34が有する特徴を含むショットの抽出を行っていた。一方、ステップS36では、全ショットを候補としてサンプルショットS−2,S−3を抽出する。すなわち、全ショットの矩形領域34に含まれる特徴の全てを含むショットを抽出する点で違いがある。具体的には、ステップS26で指定された補間対象ショットS−1は、図7に示すように、特徴A,B,C,Dを含んでいた。そして、ステップ26では、補完対象ショットS−1の特徴Dを含んだサンプルショットS−2と、補完対象ショットS−1の特徴A,B,Cを含んだサンプルショットS−3とを抽出した。これに対し、ステップS36では、補完対象ショットS−1の全ての特徴A,B,C,Dを含んだサンプルショットが一次抽出される。
【0042】
ステップS37では、ステップS27と同様に、主制御部40は、ステップS36で一次抽出したサンプルショットから、最終的なサンプルショットへとショット数を減らすサンプルショット抽出ステップ処理を行ってこのルーチンを終了する。具体的には、ステップS36で抽出した複数のサンプルショットから、全ショットの矩形領域34の特徴を全て含むサンプルショットの組み合わせで、最も、サンプルショット数が少ない組を抽出する。そして、ここで抽出したものが最終的なサンプルショットS−2,S−3となる。
【0043】
なお、上述したルーチンは、サンプルショットの抽出に関するものであるが、第2実施形態における補間対象ショットS−6,S−7の抽出は、ステップS31の直前に、ステップS36の矩形領域34の特徴付けルーチンと同様の特徴付け処理を行う。すなわち、主制御部40は、全ショットの各矩形領域34が有する特徴の区分が異なるショットのうち、矩形領域34の数が最も多いショットを補間対象ショットS−6,S−7に指定する補間対象ショット指定ステップ処理を行う。これにより、一番ランクの低いものを優先して補間対象ショットとして抽出することができる。補間後の補間対象ショットS−6,S−7の樹脂パターンは、前回処理した基板30のショットの樹脂パターンよりも精度が向上されていると考えられる。したがって、次の基板30を処理する際には、今回補間対象としたショットとは異なるショットが補間対象ショットとして抽出される。
【0044】
このように、第2実施形態では、基板30に配置された全ショットの未硬化樹脂材料31に対する塗布分布を算出するために用いるショットを、事前に抽出することができる。これにより、これまで環境内の影響が異なるショット毎に、個別に塗布パターンを生成したいたことに較べて、塗布パターン32を生成するショットを減らすことができ、塗布分布の生成工程における作業負荷を低減することができる。
【0045】
(第3実施形態)
図12は、モニタ52に表示される補間対象ショットS−1の選択画面又はサンプルショットS−2,S−3の抽出画面を示す説明図である。モニタ52は上下左右に表示分割(三分割)され、左上表示エリアを基板表示エリア52a、右上表示エリアをショット表示エリア52b、下表示エリアを操作ボタン表示エリア52cとしている。各表示エリア52a,52b,52cの表示画像はコンソール制御部46により生成された画像データである。基板表示エリア52aは、ここでは基板30と全ショットとを表示している。この際、コンソール制御部46は、補間対象ショットS−1とサンプルショットS−2,S−3とは、その他のショットを含めて利用者が識別可能となるように、模様や色によって表示状態を異ならせる。ショット表示エリア52bには、選択されたショットが拡大表示される。ここでは、基板30の図示左上のショットS−8が表示されている。この際、コンソール制御部46は、基板表示エリア52aのショットS−8がショット表示部52bに表示されていることを識別可能とするため、例えば、点滅表示させる。操作ボタン表示部エリア52cには、ショット指示ボタン52d、全ショット選択ボタン52e、抽出実行ボタン52f、樹脂パターン反映ボタン52g、画面終了ボタン52h、が表示されている。各エリア52a,52b,52cのボタン操作等は、入力端末51(特にマウス)を用いて行う。なお、モニタ52に液晶タッチパネルを採用し、ダイレクトに選択操作を行えるようにしても良い。
【0046】
主制御部40は、基板表示エリア52aに基板30の画像と全ショットの画像とを実際の基板30とショットとび配置や大きさに合わせた状態で表示する。また、主制御部40は、利用者が指示アイコン52iを任意のショット(例えば、ショットS−8)に合わせた状態で選択操作(クリック操作)をしたら、選択されたショットS−8をショット表示エリア52bに拡大表示する。さらに、主制御部40は、利用者が他のショットを選択操作した場合には、選択されたショットをショット表示エリア52bに切り替え表示する。また、主制御部40は、ショット表示エリア52bに補完対象ショットS−1を表示した場合には、抽出したサンプルショットS−2,S−3に基づいて補間した場合の塗布パターン(または樹脂パターン)を重畳して表示する。主制御部40は、算出した塗布分布により、未硬化樹脂材料31の粒毎の配置座標や粒量で構成し、これらを所定の配置や大きさで表示する。
【0047】
ショット指示ボタン52dが選択操作されると、主制御部40は、指示アイコン52iと重なるショットの選択操作に連動して補完対象ショットS−1として認識する。全ショット選択ボタン52eが選択操作されると、主制御部40は、第2実施形態で示した補間対象ショットの自動抽出を全ショットに対して実行する。抽出実行ボタン52fが選択操作されると、主制御部40は、ショット指示ボタン52dで選択(指定)又は全ショット選択ボタン52eで抽出された補間対象ショットS−1に対するサンプルショットS−2,S−3の抽出処理を開始する。なお、主制御部40は、サンプルショットS−2,S−3の抽出処理が完了した際には、基板表示エリア52aのショットのうち、抽出されたサンプルショットS−2,S−3が識別可能となるように表示切り替えを行う。また、主制御部40は、ショット表示エリア52bに抽出されたサンプルショットS−2,S−3を自動的に表示する。さらに、主制御部40は、複数のサンプルショットS−2,S−3が抽出されている場合には、任意の一つをショット表示エリア52bに自動的に表示する。この際、主制御部40は、例えば、補完対象ショットS−1と一番近い塗布分布を有するサンプルショットS−3を優先的に表示するなど、優先順位が予め指定されている場合には、その優先順位に基づいて表示する。塗布パターン反映ボタン52gが選択操作されると、主制御部40は、ショット表示エリア52bに表示したような塗布分布をサーバ53に記憶する。なお、主制御部40は、サーバ53に記憶した塗布分布のデータを、次の基板30を処理する際の該当ショットへの塗布分布として使用する。画面終了ボタン52hが選択操作されると、主制御部40は、次に処理する基板30に対する際補間処理のために、基板表示エリア52a及びショット表示エリア52bの表示状態をクリアにする。指示アイコン(マウスポインタ)52iは、入力端末51(マウス)の操作により画面内を移動する。
【0048】
このように、サンプルショットの抽出処理の作業は、グラフィカルインターフェースを利用することで、直感的かつ簡素にサンプルショットの抽出作業を行うことができ、作業効率を向上することができる。
【0049】
(物品の製造方法)
物品としてのデバイス(半導体集積回路素子、液晶表示素子等)の製造方法は、上述したインプリント装置を用いて基板(ウエハ、ガラスプレート、フィルム状基板)にパターンを形成する工程を含む。更に、該製造方法は、パターンが形成された基板をエッチングする工程を含みうる。なお、パターンドメディア(記録媒体)や光学素子等の他の物品を製造する場合には、該製造方法は、エッチングの代わりに、パターンが形成された基板を加工する他の処理を含みうる。本実施形態の物品の製造方法は、従来の方法に比べて、物品の性能・品質・生産性・生産コストの少なくとも1つにおいて有利である。
【符号の説明】
【0050】
10 インプリント装置
14 型駆動部
17 ディスペンサ
18 ヘリウムガス射出部
19 光源
20 型
21 型パターン
30 基板
32 塗布パターン
40 主制御部
43 ディスペンサ制御部
46 コンソール制御部
【特許請求の範囲】
【請求項1】
基板に配置された複数ショットに樹脂パターンを形成するインプリント方法において、
前記複数ショットにショット単位で未硬化樹脂材料の塗布分布を生成する塗布分布生成ステップと、
前記基板に対する前記複数ショット位置と前記未硬化樹脂材料の供給位置及び前記未硬化樹脂材料の硬化位置との相対位置を考慮したショットレイアウト情報を変数として前記未硬化樹脂材料の塗布分布を補間する補間制御ステップと、
生成・補間された塗布分布で前記複数ショット毎に未硬化樹脂材料を塗布する未硬化樹脂材料供給ステップと、
前記基板に塗布した前記未硬化樹脂材料から所定の塗布パターンを形成する塗布パターン形成ステップと、
塗布パターンを硬化させて樹脂パターンを形成する樹脂パターン形成ステップと、
を実行することを特徴とするインプリント方法。
【請求項2】
前記塗布分布が生成・補間された後の前記複数ショット毎の樹脂パターンに関するショット情報を記憶すると共に前記複数ショットのうち指定又は抽出された補間対象となる補間対象ショットのショット情報とは異なるショット情報を備えたショットをサンプルショットとして抽出するサンプルショット抽出ステップと、
前記補間対象ショットのショット情報と抽出されたサンプルショットのショット情報とに基づいて、抽出したサンプルショットの樹脂パターンに補間対象ショットの樹脂パターンが近づくように次の塗布分布を再補間する再補間ステップと、
を実行することを特徴とする請求項1に記載のインプリント方法。
【請求項3】
基板に配置される複数ショットにショット単位で塗布する未硬化樹脂材料の塗布分布を補間するためのサンプルショットを抽出するサンプルショット抽出方法であって、
補間が必要とされる補間対象ショットを指定する指定ステップと、
前記基板に配置される全ショットのショットレイアウト情報を取得するレイアウト情報取得ステップと、
前記基板に対向配置されて前記基板に塗布された前記未硬化樹脂材料をパターン化する型の情報を取得する型情報取得ステップと、
前記基板のプロセス情報を取得するプロセス情報取得ステップと、
前記基板に配置された全ショットを複数の矩形領域に分解したうえで各矩形領域が有する特徴を区分して規定する特徴規定ステップと、
前記補間対象ショットの各矩形領域が有する特徴の少なくとも1つを含んだ他のショットを複数抽出するサンプルショット一次抽出ステップと、
一次抽出した前記複数のサンプルショットを対象として前記補間対象ショットの前記各矩形領域で規定された特徴と同一の特徴を備えた矩形領域が多いショットをサンプルショットとして抽出するサンプルショット抽出ステップと、
を実行することを特徴とするサンプルショット抽出方法。
【請求項4】
基板に配置される複数ショットにショット単位で塗布する未硬化樹脂材料の塗布分布を補間するためのサンプルショットを抽出するサンプルショット抽出方法であって、
前記基板に配置される全ショットのショットレイアウト情報を取得するレイアウト情報取得ステップと、
前記基板に対向配置されて前記基板に塗布された前記未硬化樹脂材料をパターン化する型の情報を取得する型情報取得ステップと、
前記基板のプロセス情報を取得するプロセス情報取得ステップと、
前記基板に配置された前記全ショットを複数の矩形領域に分解したうえで各矩形領域が有する特徴を区分して規定する特徴規定ステップと、
前記全ショットの前記各矩形領域が有する特徴の区分が異なるショットのうち矩形領域の数が最も多いショットを補間対象ショットに指定する補間対象ショット指定ステップと、
前記補間対象ショットの各矩形領域が有する特徴の少なくとも1つを含んだ他のショットを複数抽出するサンプルショット一次抽出ステップと、
一次抽出した前記複数のサンプルショットを対象として前記補間対象ショットの前記各矩形領域で規定された特徴と同一の特徴を備えた矩形領域が多いショットをサンプルショットとして抽出するサンプルショット抽出ステップと、
を実行することを特徴とするサンプルショット抽出方法。
【請求項5】
基板に配置された複数ショットに樹脂パターンを形成するインプリント装置において、
前記基板に接近・離反可能に対向配置されて前記基板に転写すべき前記樹脂パターンのネガポジ反転像に対応する型パターンが形成されたパターン形成手段と、
前記基板に対して前記パターン形成手段を接近・離反させる駆動手段と、
前記基板に前記未硬化樹脂材料を塗布する未硬化樹脂材料供給手段と、
前記基板に塗布した前記未硬化樹脂材料を前記パターン形成手段の接近によって塗布パターン化した状態で硬化させて前記樹脂パターンを形成する未硬化樹脂材料硬化手段と、
前記複数ショットのショット単位で前記樹脂パターンに対する前記未硬化樹脂材料の塗布分布を生成して前記未硬化樹脂材料供給手段を制御する塗布分布制御手段と、
前記基板に対する前記複数ショット位置と前記未硬化樹脂材料供給手段及び前記未硬化樹脂材料硬化手段との相対位置を考慮したショットレイアウト情報を変数として前記塗布分布制御手段による前記未硬化樹脂材料の塗布分布を補間する補間制御手段と、
を備えていることを特徴とするインプリント装置。
【請求項6】
前記未硬化樹脂材料供給手段から前記基板に前記未硬化樹脂材料を塗布する際に前記未硬化樹脂材料に向かってヘリウムガスを噴射するガス噴射手段を備え、
前記補間制御手段は、前記基板に対する前記複数ショット位置と前記ガス噴射手段との相対位置とを考慮した所定条件に基づいて前記塗布分布制御手段による前記未硬化樹脂材料の塗布分布を補間することを特徴とする請求項5に記載のインプリント装置。
【請求項7】
前記塗布分布が生成された後の前記複数ショット毎の樹脂パターンに関するショット情報を記憶すると共に前記複数ショットのうち指定又は抽出された補間対象となる補間対象ショットのショット情報とは異なるショット情報を備えたショットをサンプルショットとして抽出するサンプルショット抽出手段を備え、
前記補間制御手段は、前記サンプルショット抽出手段からのショット情報に基づいて、該当するサンプルショットの樹脂パターンに補間対象ショットの樹脂パターンが近づくように次の塗布分布を補間することを特徴とする請求項5又は6に記載のインプリント装置。
【請求項8】
請求項1又は2に記載のインプリント方法を用いて基板に樹脂のパターンを形成する工程と、
前記工程で前記パターンを形成された基板を加工する工程と、
を有することを特徴とする物品の製造方法。
【請求項1】
基板に配置された複数ショットに樹脂パターンを形成するインプリント方法において、
前記複数ショットにショット単位で未硬化樹脂材料の塗布分布を生成する塗布分布生成ステップと、
前記基板に対する前記複数ショット位置と前記未硬化樹脂材料の供給位置及び前記未硬化樹脂材料の硬化位置との相対位置を考慮したショットレイアウト情報を変数として前記未硬化樹脂材料の塗布分布を補間する補間制御ステップと、
生成・補間された塗布分布で前記複数ショット毎に未硬化樹脂材料を塗布する未硬化樹脂材料供給ステップと、
前記基板に塗布した前記未硬化樹脂材料から所定の塗布パターンを形成する塗布パターン形成ステップと、
塗布パターンを硬化させて樹脂パターンを形成する樹脂パターン形成ステップと、
を実行することを特徴とするインプリント方法。
【請求項2】
前記塗布分布が生成・補間された後の前記複数ショット毎の樹脂パターンに関するショット情報を記憶すると共に前記複数ショットのうち指定又は抽出された補間対象となる補間対象ショットのショット情報とは異なるショット情報を備えたショットをサンプルショットとして抽出するサンプルショット抽出ステップと、
前記補間対象ショットのショット情報と抽出されたサンプルショットのショット情報とに基づいて、抽出したサンプルショットの樹脂パターンに補間対象ショットの樹脂パターンが近づくように次の塗布分布を再補間する再補間ステップと、
を実行することを特徴とする請求項1に記載のインプリント方法。
【請求項3】
基板に配置される複数ショットにショット単位で塗布する未硬化樹脂材料の塗布分布を補間するためのサンプルショットを抽出するサンプルショット抽出方法であって、
補間が必要とされる補間対象ショットを指定する指定ステップと、
前記基板に配置される全ショットのショットレイアウト情報を取得するレイアウト情報取得ステップと、
前記基板に対向配置されて前記基板に塗布された前記未硬化樹脂材料をパターン化する型の情報を取得する型情報取得ステップと、
前記基板のプロセス情報を取得するプロセス情報取得ステップと、
前記基板に配置された全ショットを複数の矩形領域に分解したうえで各矩形領域が有する特徴を区分して規定する特徴規定ステップと、
前記補間対象ショットの各矩形領域が有する特徴の少なくとも1つを含んだ他のショットを複数抽出するサンプルショット一次抽出ステップと、
一次抽出した前記複数のサンプルショットを対象として前記補間対象ショットの前記各矩形領域で規定された特徴と同一の特徴を備えた矩形領域が多いショットをサンプルショットとして抽出するサンプルショット抽出ステップと、
を実行することを特徴とするサンプルショット抽出方法。
【請求項4】
基板に配置される複数ショットにショット単位で塗布する未硬化樹脂材料の塗布分布を補間するためのサンプルショットを抽出するサンプルショット抽出方法であって、
前記基板に配置される全ショットのショットレイアウト情報を取得するレイアウト情報取得ステップと、
前記基板に対向配置されて前記基板に塗布された前記未硬化樹脂材料をパターン化する型の情報を取得する型情報取得ステップと、
前記基板のプロセス情報を取得するプロセス情報取得ステップと、
前記基板に配置された前記全ショットを複数の矩形領域に分解したうえで各矩形領域が有する特徴を区分して規定する特徴規定ステップと、
前記全ショットの前記各矩形領域が有する特徴の区分が異なるショットのうち矩形領域の数が最も多いショットを補間対象ショットに指定する補間対象ショット指定ステップと、
前記補間対象ショットの各矩形領域が有する特徴の少なくとも1つを含んだ他のショットを複数抽出するサンプルショット一次抽出ステップと、
一次抽出した前記複数のサンプルショットを対象として前記補間対象ショットの前記各矩形領域で規定された特徴と同一の特徴を備えた矩形領域が多いショットをサンプルショットとして抽出するサンプルショット抽出ステップと、
を実行することを特徴とするサンプルショット抽出方法。
【請求項5】
基板に配置された複数ショットに樹脂パターンを形成するインプリント装置において、
前記基板に接近・離反可能に対向配置されて前記基板に転写すべき前記樹脂パターンのネガポジ反転像に対応する型パターンが形成されたパターン形成手段と、
前記基板に対して前記パターン形成手段を接近・離反させる駆動手段と、
前記基板に前記未硬化樹脂材料を塗布する未硬化樹脂材料供給手段と、
前記基板に塗布した前記未硬化樹脂材料を前記パターン形成手段の接近によって塗布パターン化した状態で硬化させて前記樹脂パターンを形成する未硬化樹脂材料硬化手段と、
前記複数ショットのショット単位で前記樹脂パターンに対する前記未硬化樹脂材料の塗布分布を生成して前記未硬化樹脂材料供給手段を制御する塗布分布制御手段と、
前記基板に対する前記複数ショット位置と前記未硬化樹脂材料供給手段及び前記未硬化樹脂材料硬化手段との相対位置を考慮したショットレイアウト情報を変数として前記塗布分布制御手段による前記未硬化樹脂材料の塗布分布を補間する補間制御手段と、
を備えていることを特徴とするインプリント装置。
【請求項6】
前記未硬化樹脂材料供給手段から前記基板に前記未硬化樹脂材料を塗布する際に前記未硬化樹脂材料に向かってヘリウムガスを噴射するガス噴射手段を備え、
前記補間制御手段は、前記基板に対する前記複数ショット位置と前記ガス噴射手段との相対位置とを考慮した所定条件に基づいて前記塗布分布制御手段による前記未硬化樹脂材料の塗布分布を補間することを特徴とする請求項5に記載のインプリント装置。
【請求項7】
前記塗布分布が生成された後の前記複数ショット毎の樹脂パターンに関するショット情報を記憶すると共に前記複数ショットのうち指定又は抽出された補間対象となる補間対象ショットのショット情報とは異なるショット情報を備えたショットをサンプルショットとして抽出するサンプルショット抽出手段を備え、
前記補間制御手段は、前記サンプルショット抽出手段からのショット情報に基づいて、該当するサンプルショットの樹脂パターンに補間対象ショットの樹脂パターンが近づくように次の塗布分布を補間することを特徴とする請求項5又は6に記載のインプリント装置。
【請求項8】
請求項1又は2に記載のインプリント方法を用いて基板に樹脂のパターンを形成する工程と、
前記工程で前記パターンを形成された基板を加工する工程と、
を有することを特徴とする物品の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】

【図11】

【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−4354(P2012−4354A)
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願番号】特願2010−138206(P2010−138206)
【出願日】平成22年6月17日(2010.6.17)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願日】平成22年6月17日(2010.6.17)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]