
インプリント用モールドおよびその製造方法、並びに微細構造の製造方法

【課題】高い離型性を有し、かつ簡単に再現可能であるとともに、微細パターンの形状保持性に優れたインプリント用モールドおよびその製造方法、並びに微細構造の製造方法を提供することである。
【解決手段】微細パターン2を表面1aに有する表面層1と、この表面層1の裏面1bを支持する支持層5とを備え、表面層1が紫外線硬化性官能基を有する紫外線硬化型側鎖結晶性ポリマーからなるインプリント用モールド10およびその製造方法である。モールド10を用いて微細構造を製造する方法である。
【解決手段】微細パターン2を表面1aに有する表面層1と、この表面層1の裏面1bを支持する支持層5とを備え、表面層1が紫外線硬化性官能基を有する紫外線硬化型側鎖結晶性ポリマーからなるインプリント用モールド10およびその製造方法である。モールド10を用いて微細構造を製造する方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、インプリント用のモールドおよびその製造方法、並びに微細構造の製造方法に関する。
【背景技術】
【0002】
近時、微細パターンを高スループットで形成可能なインプリントリソグラフィー(imprint lithography)が注目されている。インプリントリソグラフィーは、基板表面に硬化性樹脂組成物からなる皮膜を形成し、この皮膜表面をモールドで加圧してモールドの微細パターンを皮膜表面に転写し、微細パターンが転写された皮膜を硬化させて、微細パターンを基板表面に形成する方法である。
【0003】
インプリントリソグラフィーで形成される微細パターンは、用いるモールドの微細パターンに対応するため、インプリントリソグラフィーにおけるモールドの重要性は高い。モールドの微細パターンは、前記樹脂組成物の付着を防ぐため、通常、フッ素含有自己組織化膜(fluorinated self-assembled monolayer)等による離型処理が施されている。
【0004】
ところが、インプリントリソグラフィーを繰り返し行うと、微細パターンに施された離型処理が劣化するという問題があった(例えば、非特許文献1参照)。離型処理が劣化したモールドでインプリントリソグラフィーを行うと、転写精度が低下するのみならず、モールド自体も破損する。
【0005】
モールドの微細パターンに再離型処理を施すと、インプリントリソグラフィーの特徴の一つである高スループット化が損なわれる。また、モールドの微細パターンは、通常、電子ビーム(EB:electron beam)リソグラフィーによって形成される。EBリソグラフィーは、複雑なパターンになるほど形成に時間を要するため、モールドを破損すると、簡単に再現することはできない。そのため、離型処理や再離型処理を施す必要がなく、簡単に再現可能なモールドの開発が要望されていた。また、該モールドには、転写精度を維持する上で、微細パターンの形状保持性に優れることも要求される。
【先行技術文献】
【非特許文献】
【0006】
【非特許文献1】Y.Tada,H.Yoshida,and A.Miyauchi,J.Photopolym.Sci.Technol., 20,p545,2007
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の課題は、高い離型性を有し、かつ簡単に再現可能であるとともに、微細パターンの形状保持性に優れたインプリント用モールドおよびその製造方法、並びに微細構造の製造方法を提供することである。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決すべく鋭意研究を重ねた結果、以下の知見を見出した。すなわち、本出願人は、先に特開平9−251923号公報に記載のような側鎖結晶性ポリマーを開発した。該側鎖結晶性ポリマーは、温度変化に対応して結晶状態と流動状態とを可逆的に起こすポリマーであり、特開平9−251923号公報にも記載の通り、通常、粘着テープの粘着剤層に使用される。
【0009】
本発明者らは、この側鎖結晶性ポリマーについて検討を重ねた結果、以下に示す新たな知見を見出した。
(i)結晶状態の側鎖結晶性ポリマーは、離型性に優れている。
(ii)側鎖結晶性ポリマーに対する熱インプリントは、比較的低温で行うことができるので、短時間で効率よく行うことができる。
【0010】
したがって、側鎖結晶性ポリマーにマスター型の微細パターンを熱インプリントすれば、短時間で効率よくマスター型の微細パターンが転写されたモールドを得ることができる。また、該モールドの微細パターンは、離型性に優れる側鎖結晶性ポリマーからなるので、モールドの微細パターンに離型処理や再離型処理を施す必要がない。しかも、該モールドは、マスター型を繰り返し使用することによって簡単に再現することができる。
【0011】
一方、モールドの微細パターンが転写される皮膜を形成する硬化性樹脂組成物としては、紫外線硬化性樹脂組成物を採用することが多い。該紫外線硬化性樹脂組成物に対するインプリントリソグラフィーは、通常、次のようにして行われる。
(I)まず、前記モールドで、紫外線硬化性樹脂組成物からなる皮膜表面を加圧し、モールドの微細パターンを皮膜表面に転写する。
(II)ついで紫外線を照射し、前記微細パターンが表面に転写された皮膜を硬化させた後、該硬化被膜からモールドを剥離して微細構造を得る。
【0012】
ここで、前記(II)の工程において、紫外線を照射して紫外線硬化性樹脂組成物を硬化させると発熱するが、この熱によって、側鎖結晶性ポリマーからなる微細パターンの形状が崩れてしまう傾向があった。
【0013】
本発明者らは、上述したこれらの知見に基づき、さらに検討を重ねた。その結果、側鎖結晶性ポリマーに紫外線硬化性官能基を導入して該ポリマーを紫外線硬化すれば、側鎖結晶性ポリマーの耐熱性を向上させることができ、その結果、インプリントリソグラフィーで発生する熱によって微細パターンの形状が崩れるのを抑制することができ、前記課題を解決し得ることを見出し、本発明を完成するに至った。
【0014】
すなわち、本発明は、以下の構成からなる。
(1)微細パターンを表面に有する表面層と、この表面層の前記表面と反対の裏面を支持する支持層と、を備え、前記表面層が、紫外線硬化性官能基を有する紫外線硬化型側鎖結晶性ポリマーからなることを特徴とするインプリント用モールド。
(2)前記紫外線硬化型側鎖結晶性ポリマーは、側鎖結晶性ポリマーと紫外線硬化性官能基を有する化合物とを反応させて得られる前記(1)記載のインプリント用モールド。
(3)前記紫外線硬化性官能基が、(メタ)アクリロイルオキシ基である前記(1)または(2)記載のインプリント用モールド。
(4)前記紫外線硬化型側鎖結晶性ポリマーは、融点未満の温度で結晶化し、かつ前記融点以上の温度で流動性を示す前記(1)〜(3)のいずれかに記載のインプリント用モールド。
(5)前記微細パターンに離型処理が施されていない前記(1)〜(4)のいずれかに記載のインプリント用モールド。
(6)前記微細パターンがナノないしマイクロメートルスケールである前記(1)〜(5)のいずれかに記載のインプリント用モールド。
【0015】
(7)支持層上に紫外線硬化性官能基を有する紫外線硬化型側鎖結晶性ポリマーからなる表面層を積層する第1工程と、この表面層の表面を、微細パターンを有するマスター型にて、前記紫外線硬化型側鎖結晶性ポリマーの融点以上の温度で加圧する第2工程と、ついで前記表面層の温度を紫外線硬化型側鎖結晶性ポリマーの融点未満の温度にして紫外線硬化型側鎖結晶性ポリマーを結晶化させた後、前記表面層の表面からマスター型を剥離し、マスター型の前記微細パターンを表面層の表面に転写する第3工程と、を含み、前記第2工程後か、または前記第3工程後に、紫外線を照射して前記紫外線硬化型側鎖結晶性ポリマーを硬化させることを特徴とするインプリント用モールドの製造方法。
(8)前記第2工程後に紫外線を照射して前記紫外線硬化型側鎖結晶性ポリマーを硬化させる前記(7)記載のインプリント用モールドの製造方法。
(9)前記マスター型の微細パターンに離型処理が施されていない前記(7)または(8)記載のインプリント用モールドの製造方法。
【0016】
(10)前記(1)〜(6)のいずれかに記載のインプリント用モールドを用いて微細構造を製造する方法であって、前記インプリント用モールドで、硬化性樹脂組成物からなる皮膜の表面を加圧し、インプリント用モールドの微細パターンを皮膜の表面に転写する工程と、前記微細パターンが表面に転写された皮膜を硬化させた後、該硬化被膜からインプリント用モールドを剥離して微細構造を得る工程と、を含むことを特徴とする微細構造の製造方法。
(11)前記硬化性樹脂組成物が紫外線硬化性樹脂組成物からなり、該紫外線硬化性樹脂組成物からなる皮膜の表面を前記インプリント用モールドで加圧して前記微細パターンを皮膜の表面に転写し、ついで紫外線を照射して前記微細パターンが表面に転写された皮膜を硬化させる前記(10)記載の微細構造の製造方法。
【発明の効果】
【0017】
本発明にかかる紫外線硬化型側鎖結晶性ポリマーは、結晶状態において離型性に優れるので、該紫外線硬化型側鎖結晶性ポリマーからなるモールドの微細パターンには、離型処理や再離型処理を施す必要がなく、それゆえインプリントリソグラフィーの高スループット化を損なうことがない。また、紫外線硬化型側鎖結晶性ポリマーは、比較的低温での熱インプリントが可能なので、短時間で効率よくマスター型の微細パターンを熱インプリントしてモールドの微細パターンを形成することができる。しかも、マスター型を繰り返し使用することによって、前記モールドを簡単に再現することができる。
【0018】
さらに、紫外線硬化型側鎖結晶性ポリマーは、紫外線硬化性官能基を有しているので、紫外線硬化させて耐熱性を向上させることができ、それゆえインプリントリソグラフィーで発生する熱によってモールドの微細パターンの形状が崩れるのを抑制することができる。
【図面の簡単な説明】
【0019】
【図1】本発明のインプリント用モールドにかかる一実施形態を示す概略側面図である。
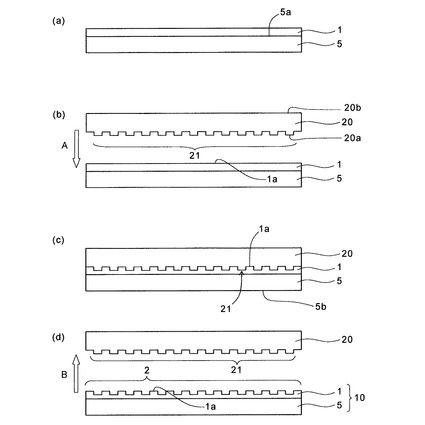
【図2】(a)〜(d)は、図1に示すインプリント用モールドの製造方法を示す工程図である。
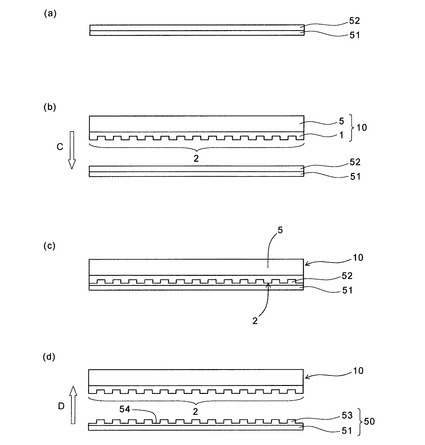
【図3】(a)〜(d)は、図1に示すインプリント用モールドを用いて微細構造を製造する一実施形態を示す工程図である。
【発明を実施するための形態】
【0020】
<インプリント用モールド>
以下、本発明のインプリント用モールドにかかる一実施形態について、図1を参照して詳細に説明する。同図に示すように、本実施形態にかかるインプリント用モールド10は、表面層1と支持層5とを備えている。
【0021】
表面層1は、紫外線硬化性官能基を有する側鎖結晶性ポリマー、すなわち紫外線硬化型側鎖結晶性ポリマーからなる。該紫外線硬化型側鎖結晶性ポリマーは、融点未満の温度で結晶化し、かつ前記融点以上の温度で流動性を示すポリマーである。すなわち、紫外線硬化型側鎖結晶性ポリマーは、温度変化に対応して結晶状態と流動状態とを可逆的に起こす。
【0022】
紫外線硬化型側鎖結晶性ポリマーからなる表面層1は、その表面1aに微細パターン2が形成されており、この微細パターン2も紫外線硬化型側鎖結晶性ポリマーからなる。結晶状態の紫外線硬化型側鎖結晶性ポリマーは、高い離型性を有している。したがって、微細パターン2も高い離型性を有しており、それゆえ微細パターン2に従来のような離型処理や再離型処理を施す必要がない。
【0023】
また、紫外線硬化型側鎖結晶性ポリマーが有する紫外線硬化性官能基は、紫外線照射によって硬化する官能基である。したがって、紫外線硬化型側鎖結晶性ポリマーに紫外線を照射すると硬化して耐熱性が向上する。
【0024】
紫外線硬化型側鎖結晶性ポリマーは、側鎖結晶性ポリマーと紫外線硬化性官能基を有する化合物とを反応させて得られる。具体的に説明すると、前記側鎖結晶性ポリマーは、例えば炭素数16以上の直鎖状アルキル基を有する(メタ)アクリレートと、炭素数1〜6のアルキル基を有する(メタ)アクリレートと、ヒドロキシアルキル基を有する(メタ)アクリレートと、を重合させて得られる共重合体等からなる。
【0025】
前記炭素数16以上の直鎖状アルキル基を有する(メタ)アクリレートとしては、例えばセチル(メタ)アクリレート、ステアリル(メタ)アクリレート、エイコシル(メタ)アクリレート、ベヘニル(メタ)アクリレート等の炭素数16〜22の線状アルキル基を有する(メタ)アクリレートが挙げられ、前記炭素数1〜6のアルキル基を有する(メタ)アクリレートとしては、例えばメチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、ヘキシル(メタ)アクリレート等が挙げられ、これらは1種または2種以上を混合して用いてもよい。
【0026】
前記ヒドロキシアルキル基を有する(メタ)アクリレートは、後述する紫外線硬化性官能基を有する化合物と反応するものであり、例えば2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシヘキシル(メタ)アクリレート等が挙げられ、これらは1種または2種以上を混合して用いてもよい。
【0027】
側鎖結晶性ポリマーの重合割合としては、例えば前記炭素数16以上の直鎖状アルキル基を有する(メタ)アクリレートを20〜99重量部、炭素数1〜6のアルキル基を有する(メタ)アクリレートを0〜70重量部、ヒドロキシアルキル基を有する(メタ)アクリレートを1〜20重量部とするのが好ましい。
【0028】
重合方法としては、特に限定されるものではなく、例えば溶液重合法、塊状重合法、懸濁重合法、乳化重合法等が採用可能である。例えば溶液重合法を採用する場合には、前記で例示したモノマーを溶剤に混合し、40〜90℃程度で2〜10時間程度攪拌することによって前記モノマーを重合させることができる。
【0029】
側鎖結晶性ポリマーの重量平均分子量は100,000以上が好ましく、400,000〜800,000がより好ましい。前記重量平均分子量があまり小さいと、微細パターン2の強度が低下して損傷しやすくなるおそれがある。また、前記重量平均分子量があまり大きいと、紫外線硬化性官能基を有する化合物との反応性が低下するおそれがある。前記重量平均分子量は、側鎖結晶性ポリマーをゲルパーミエーションクロマトグラフィー(GPC)で測定し、得られた測定値をポリスチレン換算した値である。
【0030】
一方、前記紫外線硬化性官能基を有する化合物において、該紫外線硬化性官能基としては、例えば(メタ)アクリロイルオキシ基、ビニル基等が挙げられ、(メタ)アクリロイルオキシ基が好ましい。
【0031】
紫外線硬化性官能基を有する化合物としては、前記側鎖結晶性ポリマーのヒドロキシアルキル基を有する(メタ)アクリレートと反応する上で、イソシアナート化合物が好適である。該イソシアナート化合物としては、例えば下記式(I)で表される2−メタクリロイルオキシエチルイソシアナート、下記式(II)で表される2−アクリロイルオキシエチルイソシアナート、下記式(III)で表される1,1−ビス(アクリロイルオキシメチル)エチルイソシアナート等が好ましい。
【0032】
【化1】

【0033】
前記式(I)〜(III)で表されるイソシアナート化合物以外の他のイソシアナート化合物としては、例えば2−(メタ)アクリロイルオキシプロピルイソシアナート、2−(メタ)アクリロイルオキシブチルイソシアナート、(メタ)アクリロイルイソシアナート、1−(4−ビニルフェニル)−1−メチルエチルイソシアナート等が挙げられる。例示したこれらのイソシアナート化合物は、それぞれ単独で用いてもよいし、混合して用いてもよい。
【0034】
側鎖結晶性ポリマーと紫外線硬化性官能基を有する化合物との反応は、側鎖結晶性ポリマーと前記化合物とを所定の割合で混合した後、窒素ガス等の不活性ガス雰囲気下、40〜80℃程度で1〜6時間程度攪拌して行うのが好ましい。
【0035】
側鎖結晶性ポリマーと紫外線硬化性官能基を有する化合物との混合割合としては、例えば側鎖結晶性ポリマー100重量部に対して、紫外線硬化性官能基を有する化合物を1〜180重量部の割合とするのが好ましく、10〜50重量部の割合とするのがより好ましい。側鎖結晶性ポリマーの割合があまり少ないか、前記化合物の割合があまり多いと、得られる紫外線硬化型側鎖結晶性ポリマーを融点未満の温度に冷却しても結晶化し難くなる。また、側鎖結晶性ポリマーの割合があまり多いか、前記化合物の割合があまり少ないと、紫外線照射しても硬化し難くなる。
【0036】
前記紫外線硬化性官能基の硬化には、光重合開始剤を用いる。該光重合開始剤としては、紫外線硬化性官能基の組成に応じて適宜選択すればよく、特に限定されるものではない。また、前記光重合開始剤は、市販品を用いることができる。市販の光重合開始剤としては、例えばいずれもチバ・ジャパン社製の「IRGACURE 184」、「IRGACURE 500」等が挙げられる。
【0037】
得られる紫外線硬化型側鎖結晶性ポリマーの重量平均分子量としては、100,000以上が好ましく、400,000〜800,000がより好ましい。前記重量平均分子量があまり小さいと、微細パターン2の強度が低下して損傷しやすくなるおそれがある。また、前記重量平均分子量があまり大きいと、紫外線硬化型側鎖結晶性ポリマーを融点以上の温度にしても流動性を示し難くなるので、熱インプリントし難くなる。前記重量平均分子量は、紫外線硬化型側鎖結晶性ポリマーをGPCで測定し、得られた測定値をポリスチレン換算した値である。
【0038】
ここで、紫外線硬化型側鎖結晶性ポリマーの前記融点とは、ある平衡プロセスにより、最初は秩序ある配列に整合されていた重合体の特定部分が無秩序状態となる温度を意味し、示差熱走査熱量計(DSC)により10℃/分の測定条件で測定して得られる値である。
【0039】
モールド10は、紫外線硬化型側鎖結晶性ポリマーが結晶状態にある融点未満の温度で使用される。したがって、前記融点としては30℃以上が好ましく、50〜60℃がより好ましい。これに対し、前記融点があまり低いと、モールド10を使用可能な温度範囲が狭くなるので好ましくない。また、モールド10の微細パターン2は、後述するように熱インプリントで成形する。そのため、前記融点があまり高いと、熱インプリントし難くなるので好ましくない。前記融点を所定の値とするには、上述した側鎖結晶性ポリマーの組成等を変えることによって任意に行うことができる。
【0040】
なお、紫外線硬化型側鎖結晶性ポリマーの融点は、紫外線照射前後で変化しないことが多い。すなわち、紫外線硬化後の紫外線硬化型側鎖結晶性ポリマーの融点は、紫外線硬化前の紫外線硬化型側鎖結晶性ポリマーの融点と実質同じになることが多い。
【0041】
また、紫外線硬化後の紫外線硬化型側鎖結晶性ポリマーは、前記融点未満の温度で結晶化し、かつ前記融点以上の温度で相転移して流動性を示す。つまり、紫外線硬化型側鎖結晶性ポリマーは、紫外線照射前および紫外線照射後のいずれの状態においても、温度変化に対応して結晶状態と流動状態とを可逆的に起こす。
【0042】
紫外線硬化型側鎖結晶性ポリマーには、例えば老化防止剤、架橋剤等の各種の添加剤を添加することができる。架橋剤を添加する場合には、架橋剤と架橋反応する架橋成分として、極性モノマーを紫外線硬化型側鎖結晶性ポリマーに共重合させるのが好ましい。極性モノマーとしては、例えばアクリル酸、メタクリル酸、クロトン酸、イタコン酸、マレイン酸、フマル酸等のカルボキシル基含有エチレン不飽和単量体等が挙げられ、これらは1種または2種以上を混合して用いてもよい。
【0043】
上述した紫外線硬化型側鎖結晶性ポリマーからなる表面層1の厚さとしては、0.01〜1,000μm程度が適当である。表面層1の厚さとは、表面1aに対して鉛直な方向において、表面1aと、該表面1aと反対の裏面1bとの間の距離が最も大きくなる厚さを意味する。また、微細パターン2は、ナノないしマイクロメートルスケールであるのが好ましい。微細パターン2の形状は、特に限定されるものではなく、所望のものが採用可能である。
【0044】
一方、支持層5は、表面層1の裏面1bを支持するものであり、モールド10に剛性を付与するものである。支持層5を構成する材料としては、例えばシリコン、シリコーン、(SiO2)ガラス等が挙げられる。支持層5の厚さとしては、10〜1,000μm程度が適当である。
【0045】
また、表面層1を支持する支持層5の表面5aには、表面処理を施すのが好ましい。これにより、表面5aが粗面化され、支持層5と表面層1との密着性を向上させることができる。前記表面処理としては、例えばコロナ放電処理、プラズマ処理、ブラスト処理、ケミカルエッチング処理、プライマー処理等が挙げられる。
【0046】
ここで、紫外線硬化型側鎖結晶性ポリマーからなる表面層1は、通常、紫外線透過性を有している。インプリントリソグラフィーを紫外線硬化性樹脂組成物に対して行う場合には、紫外線透過性を有する材料で支持層5を構成するのが好ましい。これにより、モールド10全体が紫外線透過性を有するようになるので、該モールド10を介して紫外線硬化性樹脂組成物に紫外線を照射することができる。
【0047】
<インプリント用モールドの製造方法>
次に、モールド10の製造方法の一実施形態について、図2を参照して詳細に説明する。図2(a)に示すように、まず、支持層5上に紫外線硬化型側鎖結晶性ポリマーからなる表面層1を積層する(第1工程)。表面層1が積層される支持層5の表面5aは、表面層1との密着性を向上させる上で、表面処理を施し粗面化するのが好ましい。また、前記積層は、紫外線硬化型側鎖結晶性ポリマーを溶剤に加えた塗布液を、支持層5上に塗布して乾燥させることにより行う。
【0048】
前記塗布は、一般的にナイフコーター、ロールコーター、カレンダーコーター、コンマコーター等により行うことができる。また、塗工厚みや塗布液の粘度によっては、グラビアコーター、ロッドコーター、スピンコーター等により行うこともできる。
【0049】
なお、表面層1の積層は、前記塗布の他、例えば押し出し成形やカレンダー加工によってシート状ないしフィルム状に成形した表面層1を支持層5上に積層することにより行うこともできる。
【0050】
支持層5上に表面層1を積層した後、図2(b)に示すように、表面層1上方にマスター型20を配置する。該マスター型20を構成する材料としては、紫外線硬化型側鎖結晶性ポリマーに対する親和性の低い材料が好ましく、例えばシリコン、シリコーン、(SiO2)ガラス等が挙げられる。また、マスター型20を介して表面層1に紫外線を照射可能とする上で、マスター型20を構成する材料には、紫外線透過性を有するものを採用するのが好ましい。
【0051】
表面層1の表面1aと対向するマスター型20の表面20aには、微細パターン21が形成されている。該微細パターン21の逆パターンが、モールド10の微細パターン2になる。したがって、微細パターン21の形状は、所望の微細パターン2と逆パターンのものを採用する。微細パターン21は、ナノないしマイクロメートルスケールが好ましく、EBリソグラフィーにより形成することができる。
【0052】
このマスター型20を矢印A方向に動かして、図2(c)に示すように、表面層1の表面1aをマスター型20で加圧する(第2工程)。この加圧は、紫外線硬化型側鎖結晶性ポリマーの融点以上の温度で行う。これにより、紫外線硬化型側鎖結晶性ポリマーが流動状態になり、マスター型20の微細パターン21を表面層1の表面1aに転写する熱インプリントが可能になる。
【0053】
加圧温度としては、紫外線硬化型側鎖結晶性ポリマーの融点+10℃〜融点+30℃の温度が好ましい。これにより、紫外線硬化型側鎖結晶性ポリマーが適度な流動状態になり、マスター型20による転写精度が向上し、比較的低温での熱インプリントが達成される。これに対し、前記加圧温度があまり低いと、紫外線硬化型側鎖結晶性ポリマーの流動状態が低く、マスター型20による転写精度が低下するおそれがある。また、前記加圧温度があまり高いと、紫外線硬化型側鎖結晶性ポリマーを必要以上に加熱することになり、熱エネルギーを多く要するなど経済的に不利となる。
【0054】
前記加圧温度の調整は、例えばマスター型20の表面20aと反対の裏面20bにヒーター等の加熱手段を配設し、該加熱手段にて微細パターン21の表面温度を所定温度に加熱するか、雰囲気温度を紫外線硬化型側鎖結晶性ポリマーの融点以上の温度に調整することなどにより行うことができる。その他の加圧条件としては、圧力0.1〜100MPa程度、加圧時間5〜300秒程度が好ましい。
【0055】
また、表面層1の表面1aをマスター型20で加圧した状態で表面層1に紫外線を照射し、表面層1を形成する紫外線硬化型側鎖結晶性ポリマーを硬化させるのが好ましい。これにより、微細パターン2を寸法精度よく形成することができる。この理由としては、次の理由が推察される。すなわち、図2(c)に示すように、表面1aをマスター型20で加圧した状態の表面層1に対して紫外線を照射すると、硬化収縮による影響がマスター型20の加圧によって低減され、それゆえ微細パターン2を寸法精度よく形成することができるものと推察される。
【0056】
紫外線照射方向としては、表面層1に紫外線を照射することが可能な限り、特に限定されない。すなわち、支持層5が紫外線透過性を有している場合には、支持層5の裏面5b側から表面層1に対して紫外線を照射すればよい。また、マスター型20が紫外線透過性を有する材料で構成されている場合には、該マスター型20を介して表面層1に紫外線を照射してもよい。その他の紫外線照射条件としては、紫外線硬化型側鎖結晶性ポリマーを紫外線硬化させることができる限り、特に限定されない。
【0057】
紫外線硬化型側鎖結晶性ポリマーを紫外線硬化させた後、ファン等の冷却手段を用いて表面層1の温度を紫外線硬化型側鎖結晶性ポリマーの融点未満の温度にまで冷却する。これにより、紫外線硬化型側鎖結晶性ポリマーが結晶状態になる。
【0058】
そして、図2(d)に示すように、マスター型20を矢印B方向に動かして、結晶状態の紫外線硬化型側鎖結晶性ポリマーで形成された表面層1の表面1aからマスター型20を剥離する(第3工程)。このとき、結晶状態の紫外線硬化型側鎖結晶性ポリマーは、上述の通り、高い離型性を有している。したがって、マスター型20の微細パターン21に離型処理を施さなくても、マスター型20を表面層1から剥離することができ、生産性を高めることができる。
【0059】
マスター型20を表面層1から剥離すると、マスター型20の微細パターン21が表面層1の表面1aに転写され、微細パターン21と逆パターンの微細パターン2を有するモールド10が得られる。さらに、マスター型20を用いて上述した各工程を繰り返し行えば、モールド10を簡単に再現することができる。
【0060】
なお、前記実施形態では、表面層1の表面1aをマスター型20で加圧した状態で表面層1に紫外線を照射し、表面層1を形成する紫外線硬化型側鎖結晶性ポリマーを硬化させる場合を例に挙げて説明した。すなわち、前記実施形態では、紫外線を照射して紫外線硬化型側鎖結晶性ポリマーを硬化させる工程を第2工程後に行う場合を例に挙げて説明したが、この工程は第3工程後、すなわちマスター型20を表面層1から剥離した後に行ってもよい。
【0061】
<微細構造の製造方法>
次に、モールド10を用いて微細構造を製造する一実施形態について、硬化性樹脂組成物に紫外線硬化性樹脂組成物を用いた場合を例に挙げ、図3を参照して詳細に説明する。図3(a)に示すように、まず、基板51表面に皮膜52を形成する。
【0062】
基板51を構成する材料としては、例えばシリコン、(SiO2)ガラス等の他、ポリエチレン、ポリエチレンテレフタレート、ポリプロピレン、ポリエステル、ポリアミド、ポリイミド、ポリカーボネート、エチレン酢酸ビニル共重合体、エチレンエチルアクリレート共重合体、エチレンポリプロピレン共重合体、ポリ塩化ビニル等の合成樹脂が挙げられる。基板51はフレキシブル性を有するのが好ましく、その厚さとしては、例えば50〜300μm、好ましくは100〜150μm程度である。
【0063】
皮膜52は、紫外線硬化性樹脂組成物からなる。該紫外線硬化性樹脂組成物は、紫外線が照射されることにより硬化するものであり、各種の公知のものが採用可能である。皮膜52の形成は、例えば紫外線硬化性樹脂組成物を所定の溶剤に加えて塗布液を得、この塗布液を基板51表面に塗布して乾燥させればよい。前記塗布は、例えばスピンコーティング、スリットコーティング、スプレーコーティング、ローラーコーティング等により行うことができる。未硬化の皮膜52の厚さは、例えば0.01〜1000μm、好ましくは0.01〜500μm程度である。
【0064】
基板51表面に皮膜52を形成した後、図3(b)に示すように、皮膜52上方にモールド10を配置する。この配置は、モールド10の微細パターン2が被膜52と対向するように行う。次に、このモールド10を矢印C方向に動かして、図3(c)に示すように、皮膜52表面をモールド10で加圧する。これにより、モールド10の微細パターン2が被膜52に転写される。
【0065】
加圧条件としては、圧力が0.1〜100MPa程度であり、加圧時間が5〜300秒程度である。微細パターン2が転写された皮膜52の硬化は、皮膜52表面をモールド10で加圧した状態、すなわち図3(c)に示す状態の被膜52に対して紫外線を照射することにより行う。このとき、紫外線照射によって皮膜52を形成する紫外線硬化性樹脂組成物を硬化させると発熱するが、微細パターン2は、紫外線硬化された紫外線硬化型側鎖結晶性ポリマーからなり、耐熱性に優れているので、その形状を保持することができる。
【0066】
紫外線照射方向としては、被膜52に紫外線を照射することが可能な限り、特に限定されない。すなわち、基板51が紫外線透過性を有している場合には、基板51の裏面側から被膜52に対して紫外線を照射すればよい。また、モールド10の支持層5が紫外線透過性を有する材料で構成されている場合には、上述の通り、モールド10全体が紫外線透過性を有するようになるので、該モールド10を介して皮膜52に紫外線を照射することができる。
【0067】
次に、図3(d)に示すように、モールド10を矢印D方向に動かして、硬化被膜53からモールド10を剥離する。このとき、モールド10の微細パターン2には離型処理が施されていないが、該微細パターン2は上述した理由から高い離型性を有しているので、モールド10剥離時に硬化被膜53にかかる負荷は小さい。したがって、硬化被膜53からモールド10を剥離すると、寸法精度よく微細パターン2が転写された硬化被膜53と、基板51とからなる微細構造50が得られる。なお、硬化被膜53の厚さとしては、例えば0.01〜1000μm、好ましくは0.01〜500μm程度である。
【0068】
得られた微細構造50は、その残膜54を、例えば酸素リアクティブイオンエッチング等にて除去し、隣接する硬化被膜53,53間から基板51表面を露出させた後、硬化被膜53をマスクとしてエッチング処理を行うか、アルミ等をリフトオフ加工して配線等に利用することができる。
【0069】
なお、前記実施形態では、硬化性樹脂組成物として紫外線硬化性樹脂組成物を例に挙げて説明したが、他の硬化性樹脂組成物として、例えばポリメチルメタクリレート(PMMA)等の熱可塑性樹脂組成物を用いることもできる。また、前記実施形態では、微細パターンが転写された皮膜の硬化を、モールドにより加圧した状態で行う場合について説明したが、前記皮膜の硬化は、モールドを剥離した後に行うこともできる。
【0070】
以下、実施例を挙げて本発明についてさらに詳細に説明するが、本発明は以下の実施例に限定されるものではない。
【0071】
以下の実施例で使用した紫外線硬化型側鎖結晶性ポリマー、および比較例で使用した側鎖結晶性ポリマーの製造は、次の通りである。なお、以下の説明で「部」は重量部を意味する。
【0072】
<合成例>
まず、ベヘニルアクリレートを43部、メチルアクリレートを47部、2−ヒドロキシエチルアクリレートを10部、および重合開始剤としてパーブチルND(日油社製)を0.4部の割合で混合し、これらを酢酸エチル:ヘプタン=7:3(重量比)の混合溶媒で固形分量が30部になるように調整し、混合液を得た。
【0073】
ついで、この混合液を55℃で4時間撹拌し、これらのモノマーを重合させて側鎖結晶性ポリマーの溶液を得た。得られた側鎖結晶性ポリマーの重量平均分子量は550,000、融点は55℃であった。なお、前記重量平均分子量は、側鎖結晶性ポリマーをGPCで測定し、得られた測定値をポリスチレン換算した値である。前記融点は、側鎖結晶性ポリマーをDSCで10℃/分の測定条件で測定した値である。
【0074】
得られた前記側鎖結晶性ポリマーの溶液を固形分換算で100部、前記式(II)で表される2−アクリロイルオキシエチルイソシアナート(昭和電工(株)製の「カレンズAOI」)を13部、酸化防止剤としてジブチルヒドロキシトルエン(BHT)を0.1部、および触媒としてジラウリン酸ジ−n−ブチルスズ(DBTDL)を0.2部の割合で混合し、窒素ガス雰囲気下、60℃で4時間撹拌して、紫外線硬化型側鎖結晶性ポリマーの溶液を得た。得られた紫外線硬化型側鎖結晶性ポリマーの重量平均分子量は650,000、融点は55℃であった。
【実施例】
【0075】
<インプリント用モールドの作製>
図2に示すようにして、インプリント用モールドを作製した。用いた各部材は、以下の通りである。
表面層:前記合成例で得られた紫外線硬化型側鎖結晶性ポリマーを用いた。
支持層:厚さ625μmのシリコンを用いた。前記表面層を支持する支持層の表面には、表面処理としてドライエッチング処理を施した。前記ドライエッチング処理は、SF6ガスで行った。
マスター型:EBリソグラフィーで形成された微細パターンを表面に有するSiO2ガラスからなる型を用いた。マスター型の微細パターンは、パターン寸法が350nm〜10μmであり、パターン深さが350nmである。このマスター型の微細パターンには、離型処理を施さなかった。
【0076】
加圧条件は、以下の通りである。
加圧温度:70℃(紫外線硬化型側鎖結晶性ポリマーの融点+15℃)
圧力:5MPa
加圧時間:60秒
なお、前記加圧温度の調整は、マスター型の裏面にヒーターを配設し、該ヒーターにてマスター型の微細パターンの表面温度が70℃になるよう加熱することにより行った。
【0077】
モールドの作製は、以下のようにして行った。まず、支持層上に表面層を積層した(図2(a)参照)。この積層は、前記合成例で得た紫外線硬化型側鎖結晶性ポリマーの溶液100gに対して光重合開始剤(チバ・ジャパン社製の「IRGACURE 500」)を2.2g加えた塗布液を支持層上にスピンコーターで塗布し、100℃の雰囲気温度で乾燥させることにより行った。積層された表面層の厚さは1μmであった。
【0078】
次に、表面層上方にマスター型を配置し(図2(b)参照)、該マスター型により表面層の表面を前記加圧条件で加圧した(図2(c)参照)。そして、マスター型による加圧状態を保持しつつ紫外線を照射し、表面層を形成する紫外線硬化型側鎖結晶性ポリマーを硬化させた。紫外線照射は、ハリソン東芝ライティング(株)製の高出力UVスポット照射装置「トスキュア251」を用いて、該装置から照射される400mW/cm2の紫外線を、マスター型を介して表面層の全面に向けて室温(23℃)で6秒間照射することにより行った。
【0079】
次に、ファンを用いて表面層の温度を紫外線硬化型側鎖結晶性ポリマーの融点未満の温度である室温(23℃)まで冷却した。そして、表面層の表面からマスター型を剥離し、モールドを得た(図2(d)参照)。
【0080】
<評価>
得られたモールドについて、該モールドの微細パターンの形状保持性を評価した。評価方法を以下に示すとともに、その結果を表1に示す。
【0081】
(微細パターンの形状保持性)
まず、モールドの微細パターンの高さを、感知レバーを使用した原子間力顕微鏡で測定した。次に、110℃の雰囲気温度下に2分間曝す条件でモールドを熱処理した後、微細パターンの高さを熱処理前と同様にして測定した。そして、熱処理前後の微細パターンの高さを下記式(i)に当てはめ、形状保持率(%)を算出した。
【0082】
【数1】
【0083】
[比較例]
まず、紫外線硬化型側鎖結晶性ポリマーの溶液に代えて、前記合成例で得た側鎖結晶性ポリマーの溶液を用い、この溶液に光重合開始剤を添加しない以外は、前記実施例と同様にして支持層上に厚さ1μmの表面層を積層した。
【0084】
次に、紫外線照射をしなかった以外は、前記実施例と同様にして表面層の表面にマスター型を加圧剥離し、モールドを得た。得られたモールドについて、該モールドの微細パターンの形状保持性を前記実施例と同様にして評価した。その結果を表1に示す。
【0085】
【表1】
【0086】
表1から明らかなように、実施例は比較例よりも微細パターンの形状保持性に優れているのがわかる。また、実施例のモールドの微細パターンについて、走査型電子顕微鏡による顕微鏡観察を行った(倍率:12,000倍)。その結果、モールドの表面層の表面にマスター型の微細パターンの逆パターンが精度よく転写されていた。また、剥離後のマスター型の微細パターンを目視観察した結果、紫外線硬化型側鎖結晶性ポリマーは付着していなかった。これらの結果から、紫外線硬化型側鎖結晶性ポリマーにマスター型の微細パターンを熱インプリントすることによって、モールドの微細パターンを形成可能なことがわかる。また、マスター型の微細パターンには離型処理を施す必要がなく、生産性にも優れていると言える。さらに、微細パターンの形状保持性にも優れていることから、実施例のモールドを用いれば、該モールドの微細パターンに離型処理を施さなくてもインプリントリソグラフィーが可能であると期待される。
【符号の説明】
【0087】
1 表面層
1a,20a 表面
1b,20b 裏面
2,21 微細パターン
5 支持層
10 インプリント用モールド
20 マスター型
50 微細構造
51 基板
52 皮膜
53 硬化被膜
54 残膜
【技術分野】
【0001】
本発明は、インプリント用のモールドおよびその製造方法、並びに微細構造の製造方法に関する。
【背景技術】
【0002】
近時、微細パターンを高スループットで形成可能なインプリントリソグラフィー(imprint lithography)が注目されている。インプリントリソグラフィーは、基板表面に硬化性樹脂組成物からなる皮膜を形成し、この皮膜表面をモールドで加圧してモールドの微細パターンを皮膜表面に転写し、微細パターンが転写された皮膜を硬化させて、微細パターンを基板表面に形成する方法である。
【0003】
インプリントリソグラフィーで形成される微細パターンは、用いるモールドの微細パターンに対応するため、インプリントリソグラフィーにおけるモールドの重要性は高い。モールドの微細パターンは、前記樹脂組成物の付着を防ぐため、通常、フッ素含有自己組織化膜(fluorinated self-assembled monolayer)等による離型処理が施されている。
【0004】
ところが、インプリントリソグラフィーを繰り返し行うと、微細パターンに施された離型処理が劣化するという問題があった(例えば、非特許文献1参照)。離型処理が劣化したモールドでインプリントリソグラフィーを行うと、転写精度が低下するのみならず、モールド自体も破損する。
【0005】
モールドの微細パターンに再離型処理を施すと、インプリントリソグラフィーの特徴の一つである高スループット化が損なわれる。また、モールドの微細パターンは、通常、電子ビーム(EB:electron beam)リソグラフィーによって形成される。EBリソグラフィーは、複雑なパターンになるほど形成に時間を要するため、モールドを破損すると、簡単に再現することはできない。そのため、離型処理や再離型処理を施す必要がなく、簡単に再現可能なモールドの開発が要望されていた。また、該モールドには、転写精度を維持する上で、微細パターンの形状保持性に優れることも要求される。
【先行技術文献】
【非特許文献】
【0006】
【非特許文献1】Y.Tada,H.Yoshida,and A.Miyauchi,J.Photopolym.Sci.Technol., 20,p545,2007
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の課題は、高い離型性を有し、かつ簡単に再現可能であるとともに、微細パターンの形状保持性に優れたインプリント用モールドおよびその製造方法、並びに微細構造の製造方法を提供することである。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決すべく鋭意研究を重ねた結果、以下の知見を見出した。すなわち、本出願人は、先に特開平9−251923号公報に記載のような側鎖結晶性ポリマーを開発した。該側鎖結晶性ポリマーは、温度変化に対応して結晶状態と流動状態とを可逆的に起こすポリマーであり、特開平9−251923号公報にも記載の通り、通常、粘着テープの粘着剤層に使用される。
【0009】
本発明者らは、この側鎖結晶性ポリマーについて検討を重ねた結果、以下に示す新たな知見を見出した。
(i)結晶状態の側鎖結晶性ポリマーは、離型性に優れている。
(ii)側鎖結晶性ポリマーに対する熱インプリントは、比較的低温で行うことができるので、短時間で効率よく行うことができる。
【0010】
したがって、側鎖結晶性ポリマーにマスター型の微細パターンを熱インプリントすれば、短時間で効率よくマスター型の微細パターンが転写されたモールドを得ることができる。また、該モールドの微細パターンは、離型性に優れる側鎖結晶性ポリマーからなるので、モールドの微細パターンに離型処理や再離型処理を施す必要がない。しかも、該モールドは、マスター型を繰り返し使用することによって簡単に再現することができる。
【0011】
一方、モールドの微細パターンが転写される皮膜を形成する硬化性樹脂組成物としては、紫外線硬化性樹脂組成物を採用することが多い。該紫外線硬化性樹脂組成物に対するインプリントリソグラフィーは、通常、次のようにして行われる。
(I)まず、前記モールドで、紫外線硬化性樹脂組成物からなる皮膜表面を加圧し、モールドの微細パターンを皮膜表面に転写する。
(II)ついで紫外線を照射し、前記微細パターンが表面に転写された皮膜を硬化させた後、該硬化被膜からモールドを剥離して微細構造を得る。
【0012】
ここで、前記(II)の工程において、紫外線を照射して紫外線硬化性樹脂組成物を硬化させると発熱するが、この熱によって、側鎖結晶性ポリマーからなる微細パターンの形状が崩れてしまう傾向があった。
【0013】
本発明者らは、上述したこれらの知見に基づき、さらに検討を重ねた。その結果、側鎖結晶性ポリマーに紫外線硬化性官能基を導入して該ポリマーを紫外線硬化すれば、側鎖結晶性ポリマーの耐熱性を向上させることができ、その結果、インプリントリソグラフィーで発生する熱によって微細パターンの形状が崩れるのを抑制することができ、前記課題を解決し得ることを見出し、本発明を完成するに至った。
【0014】
すなわち、本発明は、以下の構成からなる。
(1)微細パターンを表面に有する表面層と、この表面層の前記表面と反対の裏面を支持する支持層と、を備え、前記表面層が、紫外線硬化性官能基を有する紫外線硬化型側鎖結晶性ポリマーからなることを特徴とするインプリント用モールド。
(2)前記紫外線硬化型側鎖結晶性ポリマーは、側鎖結晶性ポリマーと紫外線硬化性官能基を有する化合物とを反応させて得られる前記(1)記載のインプリント用モールド。
(3)前記紫外線硬化性官能基が、(メタ)アクリロイルオキシ基である前記(1)または(2)記載のインプリント用モールド。
(4)前記紫外線硬化型側鎖結晶性ポリマーは、融点未満の温度で結晶化し、かつ前記融点以上の温度で流動性を示す前記(1)〜(3)のいずれかに記載のインプリント用モールド。
(5)前記微細パターンに離型処理が施されていない前記(1)〜(4)のいずれかに記載のインプリント用モールド。
(6)前記微細パターンがナノないしマイクロメートルスケールである前記(1)〜(5)のいずれかに記載のインプリント用モールド。
【0015】
(7)支持層上に紫外線硬化性官能基を有する紫外線硬化型側鎖結晶性ポリマーからなる表面層を積層する第1工程と、この表面層の表面を、微細パターンを有するマスター型にて、前記紫外線硬化型側鎖結晶性ポリマーの融点以上の温度で加圧する第2工程と、ついで前記表面層の温度を紫外線硬化型側鎖結晶性ポリマーの融点未満の温度にして紫外線硬化型側鎖結晶性ポリマーを結晶化させた後、前記表面層の表面からマスター型を剥離し、マスター型の前記微細パターンを表面層の表面に転写する第3工程と、を含み、前記第2工程後か、または前記第3工程後に、紫外線を照射して前記紫外線硬化型側鎖結晶性ポリマーを硬化させることを特徴とするインプリント用モールドの製造方法。
(8)前記第2工程後に紫外線を照射して前記紫外線硬化型側鎖結晶性ポリマーを硬化させる前記(7)記載のインプリント用モールドの製造方法。
(9)前記マスター型の微細パターンに離型処理が施されていない前記(7)または(8)記載のインプリント用モールドの製造方法。
【0016】
(10)前記(1)〜(6)のいずれかに記載のインプリント用モールドを用いて微細構造を製造する方法であって、前記インプリント用モールドで、硬化性樹脂組成物からなる皮膜の表面を加圧し、インプリント用モールドの微細パターンを皮膜の表面に転写する工程と、前記微細パターンが表面に転写された皮膜を硬化させた後、該硬化被膜からインプリント用モールドを剥離して微細構造を得る工程と、を含むことを特徴とする微細構造の製造方法。
(11)前記硬化性樹脂組成物が紫外線硬化性樹脂組成物からなり、該紫外線硬化性樹脂組成物からなる皮膜の表面を前記インプリント用モールドで加圧して前記微細パターンを皮膜の表面に転写し、ついで紫外線を照射して前記微細パターンが表面に転写された皮膜を硬化させる前記(10)記載の微細構造の製造方法。
【発明の効果】
【0017】
本発明にかかる紫外線硬化型側鎖結晶性ポリマーは、結晶状態において離型性に優れるので、該紫外線硬化型側鎖結晶性ポリマーからなるモールドの微細パターンには、離型処理や再離型処理を施す必要がなく、それゆえインプリントリソグラフィーの高スループット化を損なうことがない。また、紫外線硬化型側鎖結晶性ポリマーは、比較的低温での熱インプリントが可能なので、短時間で効率よくマスター型の微細パターンを熱インプリントしてモールドの微細パターンを形成することができる。しかも、マスター型を繰り返し使用することによって、前記モールドを簡単に再現することができる。
【0018】
さらに、紫外線硬化型側鎖結晶性ポリマーは、紫外線硬化性官能基を有しているので、紫外線硬化させて耐熱性を向上させることができ、それゆえインプリントリソグラフィーで発生する熱によってモールドの微細パターンの形状が崩れるのを抑制することができる。
【図面の簡単な説明】
【0019】
【図1】本発明のインプリント用モールドにかかる一実施形態を示す概略側面図である。
【図2】(a)〜(d)は、図1に示すインプリント用モールドの製造方法を示す工程図である。
【図3】(a)〜(d)は、図1に示すインプリント用モールドを用いて微細構造を製造する一実施形態を示す工程図である。
【発明を実施するための形態】
【0020】
<インプリント用モールド>
以下、本発明のインプリント用モールドにかかる一実施形態について、図1を参照して詳細に説明する。同図に示すように、本実施形態にかかるインプリント用モールド10は、表面層1と支持層5とを備えている。
【0021】
表面層1は、紫外線硬化性官能基を有する側鎖結晶性ポリマー、すなわち紫外線硬化型側鎖結晶性ポリマーからなる。該紫外線硬化型側鎖結晶性ポリマーは、融点未満の温度で結晶化し、かつ前記融点以上の温度で流動性を示すポリマーである。すなわち、紫外線硬化型側鎖結晶性ポリマーは、温度変化に対応して結晶状態と流動状態とを可逆的に起こす。
【0022】
紫外線硬化型側鎖結晶性ポリマーからなる表面層1は、その表面1aに微細パターン2が形成されており、この微細パターン2も紫外線硬化型側鎖結晶性ポリマーからなる。結晶状態の紫外線硬化型側鎖結晶性ポリマーは、高い離型性を有している。したがって、微細パターン2も高い離型性を有しており、それゆえ微細パターン2に従来のような離型処理や再離型処理を施す必要がない。
【0023】
また、紫外線硬化型側鎖結晶性ポリマーが有する紫外線硬化性官能基は、紫外線照射によって硬化する官能基である。したがって、紫外線硬化型側鎖結晶性ポリマーに紫外線を照射すると硬化して耐熱性が向上する。
【0024】
紫外線硬化型側鎖結晶性ポリマーは、側鎖結晶性ポリマーと紫外線硬化性官能基を有する化合物とを反応させて得られる。具体的に説明すると、前記側鎖結晶性ポリマーは、例えば炭素数16以上の直鎖状アルキル基を有する(メタ)アクリレートと、炭素数1〜6のアルキル基を有する(メタ)アクリレートと、ヒドロキシアルキル基を有する(メタ)アクリレートと、を重合させて得られる共重合体等からなる。
【0025】
前記炭素数16以上の直鎖状アルキル基を有する(メタ)アクリレートとしては、例えばセチル(メタ)アクリレート、ステアリル(メタ)アクリレート、エイコシル(メタ)アクリレート、ベヘニル(メタ)アクリレート等の炭素数16〜22の線状アルキル基を有する(メタ)アクリレートが挙げられ、前記炭素数1〜6のアルキル基を有する(メタ)アクリレートとしては、例えばメチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、ヘキシル(メタ)アクリレート等が挙げられ、これらは1種または2種以上を混合して用いてもよい。
【0026】
前記ヒドロキシアルキル基を有する(メタ)アクリレートは、後述する紫外線硬化性官能基を有する化合物と反応するものであり、例えば2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシヘキシル(メタ)アクリレート等が挙げられ、これらは1種または2種以上を混合して用いてもよい。
【0027】
側鎖結晶性ポリマーの重合割合としては、例えば前記炭素数16以上の直鎖状アルキル基を有する(メタ)アクリレートを20〜99重量部、炭素数1〜6のアルキル基を有する(メタ)アクリレートを0〜70重量部、ヒドロキシアルキル基を有する(メタ)アクリレートを1〜20重量部とするのが好ましい。
【0028】
重合方法としては、特に限定されるものではなく、例えば溶液重合法、塊状重合法、懸濁重合法、乳化重合法等が採用可能である。例えば溶液重合法を採用する場合には、前記で例示したモノマーを溶剤に混合し、40〜90℃程度で2〜10時間程度攪拌することによって前記モノマーを重合させることができる。
【0029】
側鎖結晶性ポリマーの重量平均分子量は100,000以上が好ましく、400,000〜800,000がより好ましい。前記重量平均分子量があまり小さいと、微細パターン2の強度が低下して損傷しやすくなるおそれがある。また、前記重量平均分子量があまり大きいと、紫外線硬化性官能基を有する化合物との反応性が低下するおそれがある。前記重量平均分子量は、側鎖結晶性ポリマーをゲルパーミエーションクロマトグラフィー(GPC)で測定し、得られた測定値をポリスチレン換算した値である。
【0030】
一方、前記紫外線硬化性官能基を有する化合物において、該紫外線硬化性官能基としては、例えば(メタ)アクリロイルオキシ基、ビニル基等が挙げられ、(メタ)アクリロイルオキシ基が好ましい。
【0031】
紫外線硬化性官能基を有する化合物としては、前記側鎖結晶性ポリマーのヒドロキシアルキル基を有する(メタ)アクリレートと反応する上で、イソシアナート化合物が好適である。該イソシアナート化合物としては、例えば下記式(I)で表される2−メタクリロイルオキシエチルイソシアナート、下記式(II)で表される2−アクリロイルオキシエチルイソシアナート、下記式(III)で表される1,1−ビス(アクリロイルオキシメチル)エチルイソシアナート等が好ましい。
【0032】
【化1】
【0033】
前記式(I)〜(III)で表されるイソシアナート化合物以外の他のイソシアナート化合物としては、例えば2−(メタ)アクリロイルオキシプロピルイソシアナート、2−(メタ)アクリロイルオキシブチルイソシアナート、(メタ)アクリロイルイソシアナート、1−(4−ビニルフェニル)−1−メチルエチルイソシアナート等が挙げられる。例示したこれらのイソシアナート化合物は、それぞれ単独で用いてもよいし、混合して用いてもよい。
【0034】
側鎖結晶性ポリマーと紫外線硬化性官能基を有する化合物との反応は、側鎖結晶性ポリマーと前記化合物とを所定の割合で混合した後、窒素ガス等の不活性ガス雰囲気下、40〜80℃程度で1〜6時間程度攪拌して行うのが好ましい。
【0035】
側鎖結晶性ポリマーと紫外線硬化性官能基を有する化合物との混合割合としては、例えば側鎖結晶性ポリマー100重量部に対して、紫外線硬化性官能基を有する化合物を1〜180重量部の割合とするのが好ましく、10〜50重量部の割合とするのがより好ましい。側鎖結晶性ポリマーの割合があまり少ないか、前記化合物の割合があまり多いと、得られる紫外線硬化型側鎖結晶性ポリマーを融点未満の温度に冷却しても結晶化し難くなる。また、側鎖結晶性ポリマーの割合があまり多いか、前記化合物の割合があまり少ないと、紫外線照射しても硬化し難くなる。
【0036】
前記紫外線硬化性官能基の硬化には、光重合開始剤を用いる。該光重合開始剤としては、紫外線硬化性官能基の組成に応じて適宜選択すればよく、特に限定されるものではない。また、前記光重合開始剤は、市販品を用いることができる。市販の光重合開始剤としては、例えばいずれもチバ・ジャパン社製の「IRGACURE 184」、「IRGACURE 500」等が挙げられる。
【0037】
得られる紫外線硬化型側鎖結晶性ポリマーの重量平均分子量としては、100,000以上が好ましく、400,000〜800,000がより好ましい。前記重量平均分子量があまり小さいと、微細パターン2の強度が低下して損傷しやすくなるおそれがある。また、前記重量平均分子量があまり大きいと、紫外線硬化型側鎖結晶性ポリマーを融点以上の温度にしても流動性を示し難くなるので、熱インプリントし難くなる。前記重量平均分子量は、紫外線硬化型側鎖結晶性ポリマーをGPCで測定し、得られた測定値をポリスチレン換算した値である。
【0038】
ここで、紫外線硬化型側鎖結晶性ポリマーの前記融点とは、ある平衡プロセスにより、最初は秩序ある配列に整合されていた重合体の特定部分が無秩序状態となる温度を意味し、示差熱走査熱量計(DSC)により10℃/分の測定条件で測定して得られる値である。
【0039】
モールド10は、紫外線硬化型側鎖結晶性ポリマーが結晶状態にある融点未満の温度で使用される。したがって、前記融点としては30℃以上が好ましく、50〜60℃がより好ましい。これに対し、前記融点があまり低いと、モールド10を使用可能な温度範囲が狭くなるので好ましくない。また、モールド10の微細パターン2は、後述するように熱インプリントで成形する。そのため、前記融点があまり高いと、熱インプリントし難くなるので好ましくない。前記融点を所定の値とするには、上述した側鎖結晶性ポリマーの組成等を変えることによって任意に行うことができる。
【0040】
なお、紫外線硬化型側鎖結晶性ポリマーの融点は、紫外線照射前後で変化しないことが多い。すなわち、紫外線硬化後の紫外線硬化型側鎖結晶性ポリマーの融点は、紫外線硬化前の紫外線硬化型側鎖結晶性ポリマーの融点と実質同じになることが多い。
【0041】
また、紫外線硬化後の紫外線硬化型側鎖結晶性ポリマーは、前記融点未満の温度で結晶化し、かつ前記融点以上の温度で相転移して流動性を示す。つまり、紫外線硬化型側鎖結晶性ポリマーは、紫外線照射前および紫外線照射後のいずれの状態においても、温度変化に対応して結晶状態と流動状態とを可逆的に起こす。
【0042】
紫外線硬化型側鎖結晶性ポリマーには、例えば老化防止剤、架橋剤等の各種の添加剤を添加することができる。架橋剤を添加する場合には、架橋剤と架橋反応する架橋成分として、極性モノマーを紫外線硬化型側鎖結晶性ポリマーに共重合させるのが好ましい。極性モノマーとしては、例えばアクリル酸、メタクリル酸、クロトン酸、イタコン酸、マレイン酸、フマル酸等のカルボキシル基含有エチレン不飽和単量体等が挙げられ、これらは1種または2種以上を混合して用いてもよい。
【0043】
上述した紫外線硬化型側鎖結晶性ポリマーからなる表面層1の厚さとしては、0.01〜1,000μm程度が適当である。表面層1の厚さとは、表面1aに対して鉛直な方向において、表面1aと、該表面1aと反対の裏面1bとの間の距離が最も大きくなる厚さを意味する。また、微細パターン2は、ナノないしマイクロメートルスケールであるのが好ましい。微細パターン2の形状は、特に限定されるものではなく、所望のものが採用可能である。
【0044】
一方、支持層5は、表面層1の裏面1bを支持するものであり、モールド10に剛性を付与するものである。支持層5を構成する材料としては、例えばシリコン、シリコーン、(SiO2)ガラス等が挙げられる。支持層5の厚さとしては、10〜1,000μm程度が適当である。
【0045】
また、表面層1を支持する支持層5の表面5aには、表面処理を施すのが好ましい。これにより、表面5aが粗面化され、支持層5と表面層1との密着性を向上させることができる。前記表面処理としては、例えばコロナ放電処理、プラズマ処理、ブラスト処理、ケミカルエッチング処理、プライマー処理等が挙げられる。
【0046】
ここで、紫外線硬化型側鎖結晶性ポリマーからなる表面層1は、通常、紫外線透過性を有している。インプリントリソグラフィーを紫外線硬化性樹脂組成物に対して行う場合には、紫外線透過性を有する材料で支持層5を構成するのが好ましい。これにより、モールド10全体が紫外線透過性を有するようになるので、該モールド10を介して紫外線硬化性樹脂組成物に紫外線を照射することができる。
【0047】
<インプリント用モールドの製造方法>
次に、モールド10の製造方法の一実施形態について、図2を参照して詳細に説明する。図2(a)に示すように、まず、支持層5上に紫外線硬化型側鎖結晶性ポリマーからなる表面層1を積層する(第1工程)。表面層1が積層される支持層5の表面5aは、表面層1との密着性を向上させる上で、表面処理を施し粗面化するのが好ましい。また、前記積層は、紫外線硬化型側鎖結晶性ポリマーを溶剤に加えた塗布液を、支持層5上に塗布して乾燥させることにより行う。
【0048】
前記塗布は、一般的にナイフコーター、ロールコーター、カレンダーコーター、コンマコーター等により行うことができる。また、塗工厚みや塗布液の粘度によっては、グラビアコーター、ロッドコーター、スピンコーター等により行うこともできる。
【0049】
なお、表面層1の積層は、前記塗布の他、例えば押し出し成形やカレンダー加工によってシート状ないしフィルム状に成形した表面層1を支持層5上に積層することにより行うこともできる。
【0050】
支持層5上に表面層1を積層した後、図2(b)に示すように、表面層1上方にマスター型20を配置する。該マスター型20を構成する材料としては、紫外線硬化型側鎖結晶性ポリマーに対する親和性の低い材料が好ましく、例えばシリコン、シリコーン、(SiO2)ガラス等が挙げられる。また、マスター型20を介して表面層1に紫外線を照射可能とする上で、マスター型20を構成する材料には、紫外線透過性を有するものを採用するのが好ましい。
【0051】
表面層1の表面1aと対向するマスター型20の表面20aには、微細パターン21が形成されている。該微細パターン21の逆パターンが、モールド10の微細パターン2になる。したがって、微細パターン21の形状は、所望の微細パターン2と逆パターンのものを採用する。微細パターン21は、ナノないしマイクロメートルスケールが好ましく、EBリソグラフィーにより形成することができる。
【0052】
このマスター型20を矢印A方向に動かして、図2(c)に示すように、表面層1の表面1aをマスター型20で加圧する(第2工程)。この加圧は、紫外線硬化型側鎖結晶性ポリマーの融点以上の温度で行う。これにより、紫外線硬化型側鎖結晶性ポリマーが流動状態になり、マスター型20の微細パターン21を表面層1の表面1aに転写する熱インプリントが可能になる。
【0053】
加圧温度としては、紫外線硬化型側鎖結晶性ポリマーの融点+10℃〜融点+30℃の温度が好ましい。これにより、紫外線硬化型側鎖結晶性ポリマーが適度な流動状態になり、マスター型20による転写精度が向上し、比較的低温での熱インプリントが達成される。これに対し、前記加圧温度があまり低いと、紫外線硬化型側鎖結晶性ポリマーの流動状態が低く、マスター型20による転写精度が低下するおそれがある。また、前記加圧温度があまり高いと、紫外線硬化型側鎖結晶性ポリマーを必要以上に加熱することになり、熱エネルギーを多く要するなど経済的に不利となる。
【0054】
前記加圧温度の調整は、例えばマスター型20の表面20aと反対の裏面20bにヒーター等の加熱手段を配設し、該加熱手段にて微細パターン21の表面温度を所定温度に加熱するか、雰囲気温度を紫外線硬化型側鎖結晶性ポリマーの融点以上の温度に調整することなどにより行うことができる。その他の加圧条件としては、圧力0.1〜100MPa程度、加圧時間5〜300秒程度が好ましい。
【0055】
また、表面層1の表面1aをマスター型20で加圧した状態で表面層1に紫外線を照射し、表面層1を形成する紫外線硬化型側鎖結晶性ポリマーを硬化させるのが好ましい。これにより、微細パターン2を寸法精度よく形成することができる。この理由としては、次の理由が推察される。すなわち、図2(c)に示すように、表面1aをマスター型20で加圧した状態の表面層1に対して紫外線を照射すると、硬化収縮による影響がマスター型20の加圧によって低減され、それゆえ微細パターン2を寸法精度よく形成することができるものと推察される。
【0056】
紫外線照射方向としては、表面層1に紫外線を照射することが可能な限り、特に限定されない。すなわち、支持層5が紫外線透過性を有している場合には、支持層5の裏面5b側から表面層1に対して紫外線を照射すればよい。また、マスター型20が紫外線透過性を有する材料で構成されている場合には、該マスター型20を介して表面層1に紫外線を照射してもよい。その他の紫外線照射条件としては、紫外線硬化型側鎖結晶性ポリマーを紫外線硬化させることができる限り、特に限定されない。
【0057】
紫外線硬化型側鎖結晶性ポリマーを紫外線硬化させた後、ファン等の冷却手段を用いて表面層1の温度を紫外線硬化型側鎖結晶性ポリマーの融点未満の温度にまで冷却する。これにより、紫外線硬化型側鎖結晶性ポリマーが結晶状態になる。
【0058】
そして、図2(d)に示すように、マスター型20を矢印B方向に動かして、結晶状態の紫外線硬化型側鎖結晶性ポリマーで形成された表面層1の表面1aからマスター型20を剥離する(第3工程)。このとき、結晶状態の紫外線硬化型側鎖結晶性ポリマーは、上述の通り、高い離型性を有している。したがって、マスター型20の微細パターン21に離型処理を施さなくても、マスター型20を表面層1から剥離することができ、生産性を高めることができる。
【0059】
マスター型20を表面層1から剥離すると、マスター型20の微細パターン21が表面層1の表面1aに転写され、微細パターン21と逆パターンの微細パターン2を有するモールド10が得られる。さらに、マスター型20を用いて上述した各工程を繰り返し行えば、モールド10を簡単に再現することができる。
【0060】
なお、前記実施形態では、表面層1の表面1aをマスター型20で加圧した状態で表面層1に紫外線を照射し、表面層1を形成する紫外線硬化型側鎖結晶性ポリマーを硬化させる場合を例に挙げて説明した。すなわち、前記実施形態では、紫外線を照射して紫外線硬化型側鎖結晶性ポリマーを硬化させる工程を第2工程後に行う場合を例に挙げて説明したが、この工程は第3工程後、すなわちマスター型20を表面層1から剥離した後に行ってもよい。
【0061】
<微細構造の製造方法>
次に、モールド10を用いて微細構造を製造する一実施形態について、硬化性樹脂組成物に紫外線硬化性樹脂組成物を用いた場合を例に挙げ、図3を参照して詳細に説明する。図3(a)に示すように、まず、基板51表面に皮膜52を形成する。
【0062】
基板51を構成する材料としては、例えばシリコン、(SiO2)ガラス等の他、ポリエチレン、ポリエチレンテレフタレート、ポリプロピレン、ポリエステル、ポリアミド、ポリイミド、ポリカーボネート、エチレン酢酸ビニル共重合体、エチレンエチルアクリレート共重合体、エチレンポリプロピレン共重合体、ポリ塩化ビニル等の合成樹脂が挙げられる。基板51はフレキシブル性を有するのが好ましく、その厚さとしては、例えば50〜300μm、好ましくは100〜150μm程度である。
【0063】
皮膜52は、紫外線硬化性樹脂組成物からなる。該紫外線硬化性樹脂組成物は、紫外線が照射されることにより硬化するものであり、各種の公知のものが採用可能である。皮膜52の形成は、例えば紫外線硬化性樹脂組成物を所定の溶剤に加えて塗布液を得、この塗布液を基板51表面に塗布して乾燥させればよい。前記塗布は、例えばスピンコーティング、スリットコーティング、スプレーコーティング、ローラーコーティング等により行うことができる。未硬化の皮膜52の厚さは、例えば0.01〜1000μm、好ましくは0.01〜500μm程度である。
【0064】
基板51表面に皮膜52を形成した後、図3(b)に示すように、皮膜52上方にモールド10を配置する。この配置は、モールド10の微細パターン2が被膜52と対向するように行う。次に、このモールド10を矢印C方向に動かして、図3(c)に示すように、皮膜52表面をモールド10で加圧する。これにより、モールド10の微細パターン2が被膜52に転写される。
【0065】
加圧条件としては、圧力が0.1〜100MPa程度であり、加圧時間が5〜300秒程度である。微細パターン2が転写された皮膜52の硬化は、皮膜52表面をモールド10で加圧した状態、すなわち図3(c)に示す状態の被膜52に対して紫外線を照射することにより行う。このとき、紫外線照射によって皮膜52を形成する紫外線硬化性樹脂組成物を硬化させると発熱するが、微細パターン2は、紫外線硬化された紫外線硬化型側鎖結晶性ポリマーからなり、耐熱性に優れているので、その形状を保持することができる。
【0066】
紫外線照射方向としては、被膜52に紫外線を照射することが可能な限り、特に限定されない。すなわち、基板51が紫外線透過性を有している場合には、基板51の裏面側から被膜52に対して紫外線を照射すればよい。また、モールド10の支持層5が紫外線透過性を有する材料で構成されている場合には、上述の通り、モールド10全体が紫外線透過性を有するようになるので、該モールド10を介して皮膜52に紫外線を照射することができる。
【0067】
次に、図3(d)に示すように、モールド10を矢印D方向に動かして、硬化被膜53からモールド10を剥離する。このとき、モールド10の微細パターン2には離型処理が施されていないが、該微細パターン2は上述した理由から高い離型性を有しているので、モールド10剥離時に硬化被膜53にかかる負荷は小さい。したがって、硬化被膜53からモールド10を剥離すると、寸法精度よく微細パターン2が転写された硬化被膜53と、基板51とからなる微細構造50が得られる。なお、硬化被膜53の厚さとしては、例えば0.01〜1000μm、好ましくは0.01〜500μm程度である。
【0068】
得られた微細構造50は、その残膜54を、例えば酸素リアクティブイオンエッチング等にて除去し、隣接する硬化被膜53,53間から基板51表面を露出させた後、硬化被膜53をマスクとしてエッチング処理を行うか、アルミ等をリフトオフ加工して配線等に利用することができる。
【0069】
なお、前記実施形態では、硬化性樹脂組成物として紫外線硬化性樹脂組成物を例に挙げて説明したが、他の硬化性樹脂組成物として、例えばポリメチルメタクリレート(PMMA)等の熱可塑性樹脂組成物を用いることもできる。また、前記実施形態では、微細パターンが転写された皮膜の硬化を、モールドにより加圧した状態で行う場合について説明したが、前記皮膜の硬化は、モールドを剥離した後に行うこともできる。
【0070】
以下、実施例を挙げて本発明についてさらに詳細に説明するが、本発明は以下の実施例に限定されるものではない。
【0071】
以下の実施例で使用した紫外線硬化型側鎖結晶性ポリマー、および比較例で使用した側鎖結晶性ポリマーの製造は、次の通りである。なお、以下の説明で「部」は重量部を意味する。
【0072】
<合成例>
まず、ベヘニルアクリレートを43部、メチルアクリレートを47部、2−ヒドロキシエチルアクリレートを10部、および重合開始剤としてパーブチルND(日油社製)を0.4部の割合で混合し、これらを酢酸エチル:ヘプタン=7:3(重量比)の混合溶媒で固形分量が30部になるように調整し、混合液を得た。
【0073】
ついで、この混合液を55℃で4時間撹拌し、これらのモノマーを重合させて側鎖結晶性ポリマーの溶液を得た。得られた側鎖結晶性ポリマーの重量平均分子量は550,000、融点は55℃であった。なお、前記重量平均分子量は、側鎖結晶性ポリマーをGPCで測定し、得られた測定値をポリスチレン換算した値である。前記融点は、側鎖結晶性ポリマーをDSCで10℃/分の測定条件で測定した値である。
【0074】
得られた前記側鎖結晶性ポリマーの溶液を固形分換算で100部、前記式(II)で表される2−アクリロイルオキシエチルイソシアナート(昭和電工(株)製の「カレンズAOI」)を13部、酸化防止剤としてジブチルヒドロキシトルエン(BHT)を0.1部、および触媒としてジラウリン酸ジ−n−ブチルスズ(DBTDL)を0.2部の割合で混合し、窒素ガス雰囲気下、60℃で4時間撹拌して、紫外線硬化型側鎖結晶性ポリマーの溶液を得た。得られた紫外線硬化型側鎖結晶性ポリマーの重量平均分子量は650,000、融点は55℃であった。
【実施例】
【0075】
<インプリント用モールドの作製>
図2に示すようにして、インプリント用モールドを作製した。用いた各部材は、以下の通りである。
表面層:前記合成例で得られた紫外線硬化型側鎖結晶性ポリマーを用いた。
支持層:厚さ625μmのシリコンを用いた。前記表面層を支持する支持層の表面には、表面処理としてドライエッチング処理を施した。前記ドライエッチング処理は、SF6ガスで行った。
マスター型:EBリソグラフィーで形成された微細パターンを表面に有するSiO2ガラスからなる型を用いた。マスター型の微細パターンは、パターン寸法が350nm〜10μmであり、パターン深さが350nmである。このマスター型の微細パターンには、離型処理を施さなかった。
【0076】
加圧条件は、以下の通りである。
加圧温度:70℃(紫外線硬化型側鎖結晶性ポリマーの融点+15℃)
圧力:5MPa
加圧時間:60秒
なお、前記加圧温度の調整は、マスター型の裏面にヒーターを配設し、該ヒーターにてマスター型の微細パターンの表面温度が70℃になるよう加熱することにより行った。
【0077】
モールドの作製は、以下のようにして行った。まず、支持層上に表面層を積層した(図2(a)参照)。この積層は、前記合成例で得た紫外線硬化型側鎖結晶性ポリマーの溶液100gに対して光重合開始剤(チバ・ジャパン社製の「IRGACURE 500」)を2.2g加えた塗布液を支持層上にスピンコーターで塗布し、100℃の雰囲気温度で乾燥させることにより行った。積層された表面層の厚さは1μmであった。
【0078】
次に、表面層上方にマスター型を配置し(図2(b)参照)、該マスター型により表面層の表面を前記加圧条件で加圧した(図2(c)参照)。そして、マスター型による加圧状態を保持しつつ紫外線を照射し、表面層を形成する紫外線硬化型側鎖結晶性ポリマーを硬化させた。紫外線照射は、ハリソン東芝ライティング(株)製の高出力UVスポット照射装置「トスキュア251」を用いて、該装置から照射される400mW/cm2の紫外線を、マスター型を介して表面層の全面に向けて室温(23℃)で6秒間照射することにより行った。
【0079】
次に、ファンを用いて表面層の温度を紫外線硬化型側鎖結晶性ポリマーの融点未満の温度である室温(23℃)まで冷却した。そして、表面層の表面からマスター型を剥離し、モールドを得た(図2(d)参照)。
【0080】
<評価>
得られたモールドについて、該モールドの微細パターンの形状保持性を評価した。評価方法を以下に示すとともに、その結果を表1に示す。
【0081】
(微細パターンの形状保持性)
まず、モールドの微細パターンの高さを、感知レバーを使用した原子間力顕微鏡で測定した。次に、110℃の雰囲気温度下に2分間曝す条件でモールドを熱処理した後、微細パターンの高さを熱処理前と同様にして測定した。そして、熱処理前後の微細パターンの高さを下記式(i)に当てはめ、形状保持率(%)を算出した。
【0082】
【数1】
【0083】
[比較例]
まず、紫外線硬化型側鎖結晶性ポリマーの溶液に代えて、前記合成例で得た側鎖結晶性ポリマーの溶液を用い、この溶液に光重合開始剤を添加しない以外は、前記実施例と同様にして支持層上に厚さ1μmの表面層を積層した。
【0084】
次に、紫外線照射をしなかった以外は、前記実施例と同様にして表面層の表面にマスター型を加圧剥離し、モールドを得た。得られたモールドについて、該モールドの微細パターンの形状保持性を前記実施例と同様にして評価した。その結果を表1に示す。
【0085】
【表1】
【0086】
表1から明らかなように、実施例は比較例よりも微細パターンの形状保持性に優れているのがわかる。また、実施例のモールドの微細パターンについて、走査型電子顕微鏡による顕微鏡観察を行った(倍率:12,000倍)。その結果、モールドの表面層の表面にマスター型の微細パターンの逆パターンが精度よく転写されていた。また、剥離後のマスター型の微細パターンを目視観察した結果、紫外線硬化型側鎖結晶性ポリマーは付着していなかった。これらの結果から、紫外線硬化型側鎖結晶性ポリマーにマスター型の微細パターンを熱インプリントすることによって、モールドの微細パターンを形成可能なことがわかる。また、マスター型の微細パターンには離型処理を施す必要がなく、生産性にも優れていると言える。さらに、微細パターンの形状保持性にも優れていることから、実施例のモールドを用いれば、該モールドの微細パターンに離型処理を施さなくてもインプリントリソグラフィーが可能であると期待される。
【符号の説明】
【0087】
1 表面層
1a,20a 表面
1b,20b 裏面
2,21 微細パターン
5 支持層
10 インプリント用モールド
20 マスター型
50 微細構造
51 基板
52 皮膜
53 硬化被膜
54 残膜
【特許請求の範囲】
【請求項1】
微細パターンを表面に有する表面層と、
この表面層の前記表面と反対の裏面を支持する支持層と、を備え、
前記表面層が、紫外線硬化性官能基を有する紫外線硬化型側鎖結晶性ポリマーからなることを特徴とするインプリント用モールド。
【請求項2】
前記紫外線硬化型側鎖結晶性ポリマーは、側鎖結晶性ポリマーと紫外線硬化性官能基を有する化合物とを反応させて得られる請求項1記載のインプリント用モールド。
【請求項3】
前記紫外線硬化性官能基が、(メタ)アクリロイルオキシ基である請求項1または2記載のインプリント用モールド。
【請求項4】
前記紫外線硬化型側鎖結晶性ポリマーは、融点未満の温度で結晶化し、かつ前記融点以上の温度で流動性を示す請求項1〜3のいずれかに記載のインプリント用モールド。
【請求項5】
前記微細パターンに離型処理が施されていない請求項1〜4のいずれかに記載のインプリント用モールド。
【請求項6】
前記微細パターンがナノないしマイクロメートルスケールである請求項1〜5のいずれかに記載のインプリント用モールド。
【請求項7】
支持層上に紫外線硬化性官能基を有する紫外線硬化型側鎖結晶性ポリマーからなる表面層を積層する第1工程と、
この表面層の表面を、微細パターンを有するマスター型にて、前記紫外線硬化型側鎖結晶性ポリマーの融点以上の温度で加圧する第2工程と、
ついで前記表面層の温度を紫外線硬化型側鎖結晶性ポリマーの融点未満の温度にして紫外線硬化型側鎖結晶性ポリマーを結晶化させた後、前記表面層の表面からマスター型を剥離し、マスター型の前記微細パターンを表面層の表面に転写する第3工程と、を含み、
前記第2工程後か、または前記第3工程後に、紫外線を照射して前記紫外線硬化型側鎖結晶性ポリマーを硬化させることを特徴とするインプリント用モールドの製造方法。
【請求項8】
前記第2工程後に紫外線を照射して前記紫外線硬化型側鎖結晶性ポリマーを硬化させる請求項7記載のインプリント用モールドの製造方法。
【請求項9】
前記マスター型の微細パターンに離型処理が施されていない請求項7または8記載のインプリント用モールドの製造方法。
【請求項10】
請求項1〜6のいずれかに記載のインプリント用モールドを用いて微細構造を製造する方法であって、
前記インプリント用モールドで、硬化性樹脂組成物からなる皮膜の表面を加圧し、インプリント用モールドの微細パターンを皮膜の表面に転写する工程と、
前記微細パターンが表面に転写された皮膜を硬化させた後、該硬化被膜からインプリント用モールドを剥離して微細構造を得る工程と、
を含むことを特徴とする微細構造の製造方法。
【請求項11】
前記硬化性樹脂組成物が紫外線硬化性樹脂組成物からなり、
該紫外線硬化性樹脂組成物からなる皮膜の表面を前記インプリント用モールドで加圧して前記微細パターンを皮膜の表面に転写し、
ついで紫外線を照射して前記微細パターンが表面に転写された皮膜を硬化させる請求項10記載の微細構造の製造方法。
【請求項1】
微細パターンを表面に有する表面層と、
この表面層の前記表面と反対の裏面を支持する支持層と、を備え、
前記表面層が、紫外線硬化性官能基を有する紫外線硬化型側鎖結晶性ポリマーからなることを特徴とするインプリント用モールド。
【請求項2】
前記紫外線硬化型側鎖結晶性ポリマーは、側鎖結晶性ポリマーと紫外線硬化性官能基を有する化合物とを反応させて得られる請求項1記載のインプリント用モールド。
【請求項3】
前記紫外線硬化性官能基が、(メタ)アクリロイルオキシ基である請求項1または2記載のインプリント用モールド。
【請求項4】
前記紫外線硬化型側鎖結晶性ポリマーは、融点未満の温度で結晶化し、かつ前記融点以上の温度で流動性を示す請求項1〜3のいずれかに記載のインプリント用モールド。
【請求項5】
前記微細パターンに離型処理が施されていない請求項1〜4のいずれかに記載のインプリント用モールド。
【請求項6】
前記微細パターンがナノないしマイクロメートルスケールである請求項1〜5のいずれかに記載のインプリント用モールド。
【請求項7】
支持層上に紫外線硬化性官能基を有する紫外線硬化型側鎖結晶性ポリマーからなる表面層を積層する第1工程と、
この表面層の表面を、微細パターンを有するマスター型にて、前記紫外線硬化型側鎖結晶性ポリマーの融点以上の温度で加圧する第2工程と、
ついで前記表面層の温度を紫外線硬化型側鎖結晶性ポリマーの融点未満の温度にして紫外線硬化型側鎖結晶性ポリマーを結晶化させた後、前記表面層の表面からマスター型を剥離し、マスター型の前記微細パターンを表面層の表面に転写する第3工程と、を含み、
前記第2工程後か、または前記第3工程後に、紫外線を照射して前記紫外線硬化型側鎖結晶性ポリマーを硬化させることを特徴とするインプリント用モールドの製造方法。
【請求項8】
前記第2工程後に紫外線を照射して前記紫外線硬化型側鎖結晶性ポリマーを硬化させる請求項7記載のインプリント用モールドの製造方法。
【請求項9】
前記マスター型の微細パターンに離型処理が施されていない請求項7または8記載のインプリント用モールドの製造方法。
【請求項10】
請求項1〜6のいずれかに記載のインプリント用モールドを用いて微細構造を製造する方法であって、
前記インプリント用モールドで、硬化性樹脂組成物からなる皮膜の表面を加圧し、インプリント用モールドの微細パターンを皮膜の表面に転写する工程と、
前記微細パターンが表面に転写された皮膜を硬化させた後、該硬化被膜からインプリント用モールドを剥離して微細構造を得る工程と、
を含むことを特徴とする微細構造の製造方法。
【請求項11】
前記硬化性樹脂組成物が紫外線硬化性樹脂組成物からなり、
該紫外線硬化性樹脂組成物からなる皮膜の表面を前記インプリント用モールドで加圧して前記微細パターンを皮膜の表面に転写し、
ついで紫外線を照射して前記微細パターンが表面に転写された皮膜を硬化させる請求項10記載の微細構造の製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−91463(P2012−91463A)
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2010−242617(P2010−242617)
【出願日】平成22年10月28日(2010.10.28)
【出願人】(000111085)ニッタ株式会社 (588)
【出願人】(592216384)兵庫県 (258)
【Fターム(参考)】
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成22年10月28日(2010.10.28)
【出願人】(000111085)ニッタ株式会社 (588)
【出願人】(592216384)兵庫県 (258)
【Fターム(参考)】
[ Back to top ]