
インモールド成形方法及びインモールド成形用金型及びインモールド成形装置

【課題】深い凹凸面を有する製品に対しても製品としての品質を確保した状態でフィルム柄を加飾することができるようにする。
【解決手段】成形品3に応じた形状に金属箔膜付フィルム9を予め型押しし、型押しされた金属箔膜付フィルム9を射出成形用雄型18及び射出成形用雌型20の間に挟み込んで射出成形を行い、金属箔膜付フィルム9の金属箔膜が破損することがない状態で、深い凹凸面を有する製品に対して金属箔膜を転写し、製品としての品質を確保した状態で金属箔膜付フィルム9の金属箔膜を転写する。
【解決手段】成形品3に応じた形状に金属箔膜付フィルム9を予め型押しし、型押しされた金属箔膜付フィルム9を射出成形用雄型18及び射出成形用雌型20の間に挟み込んで射出成形を行い、金属箔膜付フィルム9の金属箔膜が破損することがない状態で、深い凹凸面を有する製品に対して金属箔膜を転写し、製品としての品質を確保した状態で金属箔膜付フィルム9の金属箔膜を転写する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂の射出成形と同時に柄付フィルムのフィルム柄を加飾するインモールド成形方法、及び、インモールド成形方法に用いられるインモールド成形用金型に関する。
また、本発明は、樹脂の射出成形と同時に柄付フィルムのフィルム柄を加飾するインモールド成形装置に関する。
【背景技術】
【0002】
フィルム柄が施された柄付フィルム(例えば、金属箔膜付フィルム)を金型内に挿入し、射出成形の熱と圧力によりフィルム柄(金属箔膜)を加飾(転写)するインモールド成形が知られている。インモールド成形は、メッキや塗装を行わずに加飾された成形品が得られるため、環境に対して有利であり、また、成形品の形状の制約等も少なく、多種の分野で適用されてきている。
【0003】
柄付フィルム、例えば、金属箔膜付フィルムを用いてインモールド成形を実施する場合、固定金型と可動金型の間に金属箔膜付フィルムを通し、金属箔膜付フィルムが介在した金型に樹脂を射出してインモールド成形品を得ることが一般的である(特許文献1、特許文献2等参照)。これらの技術では、例えば、連続した金属箔膜付フィルムを固定金型と可動金型の間に通過させ、連続した金属箔膜付フィルムの間に樹脂を射出して成形品を得ている。金属箔膜付フィルムを用いてインモールド成形を実施することにより、段差以外の凹凸であれば、表面の形状に拘わらず射出成形の熱と圧力により金属箔膜を転写して表面を加飾することができる。これらの技術では、射出成形に先立ち、予め連続した金属箔膜付フィルムを加熱しておくことで金属箔膜の破れ等を防止することも行われている。
【0004】
近年、製品の多様化や差別化が図られるようになってきており、インモールド成形品にあっても深い凹凸の形状を有する製品に対してのインモールド成形が要求されてきている。予め連続した金属箔膜付フィルムを加熱することにより、ある程度の凹凸面に対して金属箔膜に破れ等が生じない状態でインモールド成形を行うことができる。しかし、予め連続した金属箔膜付フィルムを加熱した場合であっても、深い凹凸面を有する製品に対して確実に金属箔膜を転写して製品として十分な品質が確保できているとは言えないのが現状であった。このため、深い凹凸面を有する製品に対しても製品としての品質を確保した状態で金属箔膜を転写することができるインモールド成形の技術の確立が望まれているのが実情である。
【0005】
【特許文献1】特開2001−277294号公報
【特許文献2】特開昭59−202830号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は上記状況に鑑みてなされたもので、深い凹凸面を有する製品に対しても製品としての品質を確保した状態でフィルム柄を加飾することができるインモールド成形方法及びインモールド成形用金型及びインモールド成形装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するための請求項1に係る本発明のインモールド成形方法は、成形品に応じた形状に柄付フィルムを予め型押しし、型押しされた柄付フィルムを成形型に挟み込んで射出成形を行うことで柄付フィルム柄を加飾した成形品を得ることを特徴とする。
【0008】
請求項1に係る本発明では、成形品に応じた形状に予め型押しされた柄付フィルムを成形型に挟み込んで射出成形を行うので、フィルム柄が破損することがなく、深い凹凸面を有する製品に対しても製品としての品質を確保した状態でフィルム柄を加飾することができる。
【0009】
そして、請求項2に係る本発明のインモールド成形方法は、請求項1に記載のインモールド成形方法において、同一の金型により成形品に応じた形状の型押しと射出成形とを行うことを特徴とする。
【0010】
請求項2に係る本発明では、一つの金型で成形品に応じた形状の型押しと射出成形とを行うことができる。
【0011】
また、請求項3に係る本発明のインモールド成形方法は、請求項2に記載のインモールド成形方法において、金型の可動と連続した柄付フィルムの間欠送りを繰り返すことで型押しと射出成形を同時に繰り返すことを特徴とする。
【0012】
請求項3に係る本発明では、連続して型押しと射出成形を同時に繰り返すことができる。
【0013】
また、請求項4に係る本発明のインモールド成形方法は、請求項1〜請求項3のいずれかに記載のインモールド成形方法において、柄付フィルムは金属箔膜付フィルムであり、金属箔膜付フィルムの金属箔膜を成形と同時に転写することで金属箔膜が加飾された成形品を得ることを特徴とする。
【0014】
請求項4に係る本発明では、金属箔膜が転写された成形品を得ることができる。
【0015】
上記目的を達成するための請求項5に係る本発明のインモールド成形用金型は、成形品に応じた形状に柄付フィルムを予め型押しするためのフィルム形成雄型を雄型本体に設けると共にフィルム形成雄型に対向するフィルム形成雌型を雌型本体に設け、フィルム形成雄型に隣接して射出成形用雄型を雄型本体に設けると共に射出成形用雄型に対向する射出成形用雌型を雌型本体に設けたことを特徴とする。
【0016】
請求項5に係る本発明では、雄型本体と雌型本体とからなる一つの金型で成形品に応じた形状の型押しと射出成形とを行い、フィルム柄が破損することがなく、深い凹凸面を有する製品に対しても製品としての品質を確保した状態でフィルム柄を加飾することができる。
【0017】
そして、請求項6に係る本発明のインモールド成形用金型は、請求項5に記載のインモールド成形用金型において、フィルム形成雄型は断熱材を介して雄型本体に設けられ、フィルム形成雌型は断熱材を介して雌型本体に設けられていることを特徴とする。
【0018】
請求項6に係る本発明では、フィルム形成雄型及びフィルム形成雌型は断熱材を介しているので、成形品に応じた形状の型押しのための温度に独立して制御することができる。
【0019】
また、請求項7に係る本発明のインモールド成形用金型は、請求項5もしくは請求項6に記載のインモールド成形用金型において、雄型本体、雌型本体で型押し及び射出成形される柄付フィルムは金属箔膜付フィルムであり、金属箔膜付フィルムの金属箔膜を成形と同時に転写することで金属箔膜が加飾された成形品を得ることを特徴とする。
【0020】
請求項7に係る本発明では、金属箔膜が転写された成形品を得ることができる。
【0021】
上記目的を達成するための請求項8に係る本発明のインモールド成形装置は、請求項5もしくは請求項6に記載の雄型本体を支持する固定支持台と、雄型本体に対向して請求項4もしくは請求項5に記載の雌型本体を支持する可動支持台と、固定支持台に支持された雄型本体の雄型側に成形品材料を圧送する材料圧送手段と、可動支持台側に設けられ柄付フィルムを雄型本体と雌型本体の間で送るフィルム送り手段と、可動支持台の可動による型締め動作及びフィルム送り手段による柄付フィルムの送り動作及び材料圧送手段による成形品材料の圧送動作を連動させる制御手段とを備え、フィルム形成雄型及びフィルム形成雌型による成形品に応じた形状への柄付フィルムのフィルム形成型押しと、雄型と雌型の間に型押しされた柄付フィルムを挟み込んで射出成形を行うことで柄付フィルム柄を加飾した成形品を得る成形とを同時に行うと共に離型時の柄付フィルムの送りを繰り返すことで加飾した成形品を連続して得ることを特徴とする。
【0022】
請求項8に係る本発明では、柄付フィルム柄が破損することがなく、深い凹凸面を有する製品に対しても製品としての品質を確保した状態で柄付フィルム柄を加飾することができる。尚、固定支持台に雄型本体を支持する代わりに雌型本体を支持し、可動支持台に雌型本体を支持する代わりに雄型本体を支持する構成としてもよい。
【0023】
そして、請求項9に係る本発明のインモールド成形装置は、請求項8に記載のインモールド成形装置において、柄付フィルムは金属箔膜付フィルムであり、金属箔膜付フィルムの金属箔膜を成形と同時に転写することで柄付フィルム柄が加飾された成形品を得ることを特徴とする。
【0024】
請求項9に係る本発明では、金属箔膜が転写された成形品を得ることができる。
【発明の効果】
【0025】
本発明のインモールド成形方法は、深い凹凸面を有する製品に対しても製品としての品質を確保した状態でフィルム柄を加飾することができるインモールド成形方法となる。
【0026】
また、本発明のインモールド成形用金型は、深い凹凸面を有する製品に対しても製品としての品質を確保した状態でフィルム柄を加飾することができるインモールド成形用金型となる。
【0027】
また、本発明のインモールド成形装置は、深い凹凸面を有する製品に対しても製品としての品質を確保した状態でフィルム柄を加飾することができるインモールド成形装置となる。
【発明を実施するための最良の形態】
【0028】
図1には本発明の一実施形態例に係るインモールド成形方法を実施するインモールド成形装置の概略側面、図2には本発明の一実施形態例に係るインモールド成形用金型の斜視状況、図3にはインモールド成形品の一例、図4にはインモールド成形用金型の成形面を表す展開状況、図5にはインモールド成形用金型の断面状況、図6には図4中のVI−VI線矢視、図7には図4中のVII−VII線矢視、図8には図4中のVIII−VIII線矢視を示してある。
【0029】
図1、図2に基づいてインモールド成形装置の概略構成を説明する。
【0030】
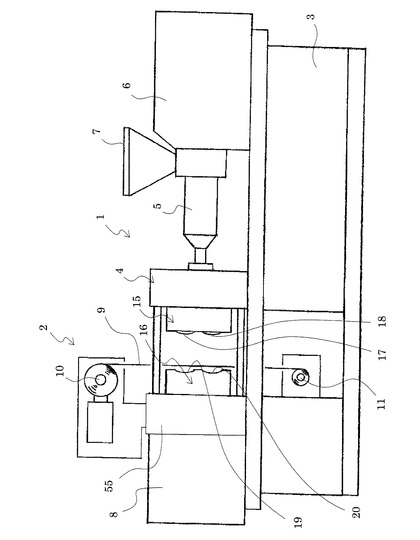
図1に示すように、インモールド成形装置1は射出成形機にフィルム送り手段としてのフィルム送り装置2を取り付けた構成となっている。インモールド成形装置1のベース台3には固定支持台としての固定ダイプレート4が設けられ、固定ダイプレート4には溶融樹脂を送り込むバレル5が接続されている。バレル5には図示しないスクリュー等の送り手段が備えられ、送り手段は射出駆動部6により送り駆動され、ホッパー7に投入された樹脂材料が加熱・溶融されてバレル5内を固定ダイプレート4側に圧送される(材料圧送手段)。
【0031】
固定ダイプレート4を挟んでバレル5の反対側には型締駆動部8が設けられ、型締駆動部8には可動支持台としての可動ダイプレート55が設けられている。可動ダイプレート55は型締駆動部8により固定ダイプレート4側に可動自在とされている。可動ダイプレート55にはフィルム送り装置2が設けられている。フィルム送り装置2は、金属箔膜付フィルム9(柄付フィルム)を繰り出す送りロール10と金属箔膜が転写された後の金属箔膜付フィルム9を回収する回収ロール11とを備えている。フィルム送り装置2により、固定ダイプレート4と可動ダイプレート55の間で金属箔膜付フィルム9が間欠送りされる。
【0032】
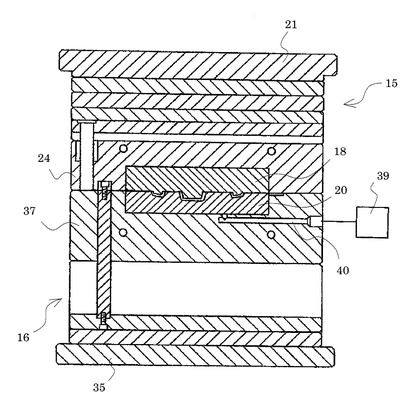
図1、図2に示すように、固定ダイプレート4には雄型本体としての固定型本体15が固定され、可動ダイプレート55には固定型本体15に対向して雌型本体としての可動型本体16が固定されている。固定型本体15には、成形品に応じた形状に金属箔膜付フィルム9を予め型押しするためのフィルム形成雄型17が設けられると共に、フィルム形成雄型17の下方に隣接して射出成形用雄型18が設けられている。可動型本体16には、フィルム形成雄型17に対向して成形品に応じた形状に金属箔膜付フィルム9を予め型押しするためのフィルム形成雌型19が設けられると共に、フィルム形成雌型19の下方に隣接して射出成形用雄型18に対向する射出成形用雌型20が設けられている。
【0033】
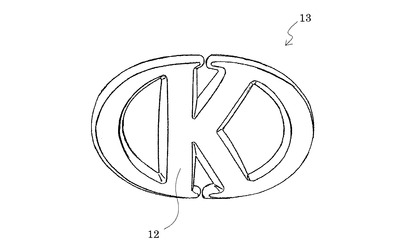
射出成形用雄型18にはバレル5から溶融樹脂が圧送され、フィルム形成雌型19及び射出成形用雌型20には図示しない真空装置が接続されている。可動ダイプレート55が固定ダイプレート4側に送られ、金属箔膜付フィルム9を挟んで固定型本体15と可動型本体16が型締めされると、フィルム形成雄型17とフィルム形成雌型19により金属箔膜付フィルム9が予め型押しされると同時に、射出成形用雄型18と射出成形用雌型20との間に溶融樹脂が圧送されて金属箔膜12(図3参照)が表面に転写された成形品13(図3参照)が得られる。
【0034】
図2及び図4〜図8に基づいてインモールド成形用金型である固定型本体15及び可動型本体16を具体的に説明する。
【0035】
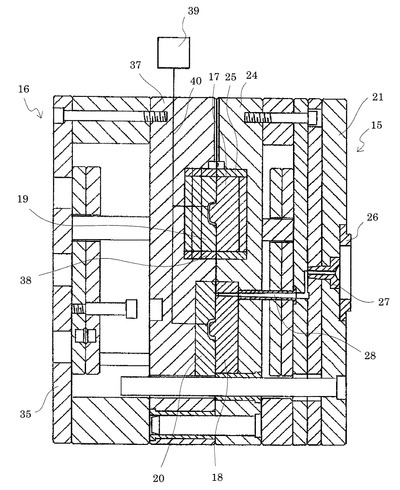
固定型本体15は、固定ダイプレート4に固定される固定取付板21を備え、固定取付板21には雄母型24が固定されている。雄母型24にはフィルム形成雄型17及び射出成形用雄型18が取り付けられ、フィルム形成雄型17は断熱材25を介して雄母型24に固定されている。
【0036】
フィルム形成雄型17は断熱材25を介して雄母型24に取り付けられているので、同じ雄母型24に射出成形用雄型18が取り付けられていても、射出成形時の温度の影響を受けずにフィルム形成雄型17を金属箔膜付フィルム9の型押しのための温度に維持することができる。
【0037】
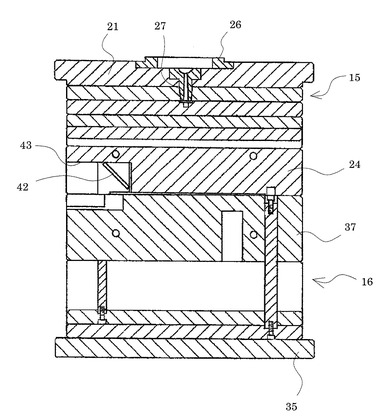
固定取付板21の背面側(図5中右側)にはバレル5(図1参照)のノズルが嵌合するロケートリング26が設けられ、ロケートリング26に対応して固定取付板21にはスプルーブッシュ27が設けられている。スプルーブッシュ27に繋がる樹脂流路28が射出成形用雄型18に設けられ、スプルーブッシュ27からの溶融樹脂が樹脂流路28から射出成形用雄型18と射出成形用雌型20との間のキャビティ内に送られる。
【0038】
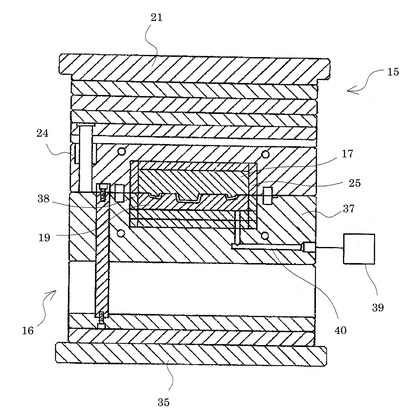
可動型本体16は、可動ダイプレート55に固定される可動取付板35を備え、可動取付板35には雌母型37が固定されている。雌母型37にはフィルム形成雌型19及び射出成形用雌型20が取り付けられ、フィルム形成雌型19は断熱材38を介して雌母型37に固定されている。
【0039】
フィルム形成雌型19は断熱材38を介して雌母型37に取り付けられているので、同じ雌母型37に射出成形用雌型20が取り付けられていても、射出成形時の温度の影響を受けずにフィルム形成雌型19を金属箔膜付フィルム9の型押しのための温度に維持することができる。
【0040】
雌母型37のフィルム形成雌型19及び射出成形用雌型20には真空手段39が真空通路40(図5、図7、図8参照)を介して接続され、真空手段39により、フィルム形成雄型17とフィルム形成雌型19との間のキャビティ及び射出成形用雄型18と射出成形用雌型20との間のキャビティが所定の真空雰囲気にされる。
【0041】
一方、図2、図4、図6に示すように、雌母型37のフィルム形成雌型19と射出成形用雌型20の間の端部にはミラー42が設けられ、固定型本体15にはミラー42が配される嵌合部43が形成されている。金属箔膜付フィルム9を挟んで可動型本体16と固定型本体15を型締めする際、ミラー42により金属箔膜付フィルム9の送り位置が確認され、型押し部位の位置と射出成形用雄型18、射出成形用雌型20との位置を容易に一致させることができるようになっている。
【0042】
尚、ミラー42を介して金属箔膜付フィルム9の送り位置を自動的に認識する手段を備え、認識結果に応じて送りロール10(図1参照)の動作(フィルム送り装置2の動作)を連動させることも可能である。
【0043】
上述したインモールド成形用金型では、1回の型締めで、フィルム形成雄型17及びフィルム形成雌型19による金属箔膜付フィルム9の成形品に応じた形状の型押しと、射出成形用雄型18及び射出成形用雌型20による予め型押しした部位を挟んでの射出成形(転写)とが行われる。
【0044】
予め型押しした状態の金属箔膜付フィルム9を挟んで射出成形を行うため、金属箔膜(フィルム柄)が破損することがなく、深い凹凸面を有する製品に対しても製品としての品質を確保した状態で金属箔膜を転写(加飾)することができる。そして、1つのインモールド成形用金型により、型押しと射出成形とを行うことができるので、1回の型締めで型押しと金属箔膜付フィルム9を挟んでの射出成形とを同時に行うことができる。
【0045】
図9〜図11に基づいて上述したインモールド成形用金型を有するインモールド成形装置によるインモールド成形方法の工程を説明する。図9〜図11には本発明の一実施形態例に係るインモールド成形方法の工程説明を示してある。
【0046】
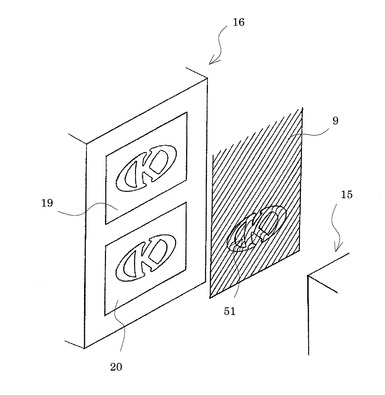
射出成形に先立ちフィルム形成雄型17(図5参照)及びフィルム形成雌型19の間に金属箔膜付フィルム9を挟んで可動ダイプレート55(図1参照)の移動により固定型本体15と可動型本体16の型締めを行い、図9に示すように、成形品13(図3参照)に応じた形状の型押し部51を形成する。断熱材25(図5参照)で断熱されたフィルム形成雄型17及び断熱材38で断熱されたフィルム形成雌型19は独立して型押し用の温度に制御され、キャビティが所定の真空状態に保持される。
【0047】
所定の型押しのための型締めが完了した後、可動ダイプレート55の後退移動により固定型本体15と可動型本体16が型開きされ、射出成形用雄型18(図5参照)及び射出成形用雌型20の位置に型押し部51が移動する状態にフィルム送り装置2(図1参照)の送りロール10(図1参照)を動作させる。この時、凹凸の深さ分の厚さの型押し部51が移動できるように、可動ダイプレート55が十分な距離で後退移動して固定型本体15と可動型本体16が型開きする。例えば、可動ダイプレート55は複数段階(2段階)に後退移動して型開きが行われる。
【0048】
型押し部51を移動させた後、可動ダイプレート55(図1参照)を移動させ、型押し部51が形成されている金属箔膜付フィルム9を挟んで固定型本体15と可動型本体16の型締めを行い、フィルム形成雄型17(図5参照)及びフィルム形成雌型19で型押し部51を形成する。同時に、射出成形用雄型18(図5参照)及び射出成形用雌型20の間に型押し部51を挟んで射出成形(転写)が行われる。
【0049】
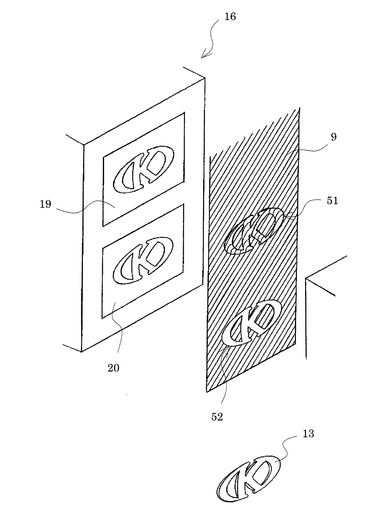
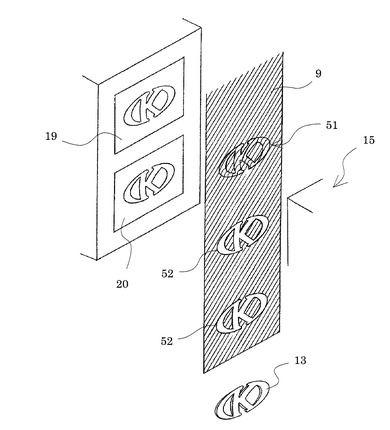
射出成形と金属箔膜の転写が終了した後、固定型本体15と可動型本体16が型開きされて成形品13が型から押し出され、図10に示すように、金属箔膜付フィルム9の型押し部51に金属箔膜が抜けた転写部位52が残されると同時に、新たな型押し部51が形成される。成形品13の押し出しは、流体を用いた押し出し機構により実施したり、金属箔膜付フィルム9に張力をかけることにより実施することができる。
【0050】
フィルム送り装置2(図1参照)の送りロール10を動作させ、射出成形用雄型18(図5参照)及び射出成形用雌型20の位置に新たな型押し部51を移動させる。この状態で、新たな型押し部51が形成された金属箔膜付フィルム9を挟んで可動ダイプレート55(図1参照)の移動により固定型本体15と可動型本体16の型締めを行い、フィルム形成雄型17(図5参照)及びフィルム形成雌型19で型押し部51を形成する。同時に、射出成形用雄型18(図5参照)及び射出成形用雌型20の間に型押し部51を挟んで射出成形(転写)が行われる。
【0051】
前述同様に、射出成形と金属箔膜の転写が終了した後、固定型本体15と可動型本体16が型開きされて新たな成形品13が型から押し出され、図11に示すように、金属箔膜付フィルム9の新たな型押し部51に金属箔膜が抜けた新たな転写部位52が残されると同時に、更に新たな型押し部51が形成される。
【0052】
以上の動作を繰り返すことにより、フィルム形成雄型17(図5参照)及びフィルム形成雌型19による成形品に応じた形状への金属箔膜付フィルム9のフィルム形成型押しと、射出成形用雄型18(図5参照)及び射出成形用雌型20の間に型押し部51を挟み込んだ射出成形を行うことで金属箔膜が転写された成形品13を得る成形とを同時に行うことができる。そして、離型時の金属箔膜付フィルム9の送りを繰り返すことで金属箔膜が転写された成形品13を連続して得ることができる。
【0053】
従って、一つの金型で成形品13に応じた形状の型押しと、金属箔膜の転写を伴う射出成形とを同時に連続して行うことができる。また、フィルム形成雄型17及びフィルム形成雌型19は断熱材25、38を介して雄母型24、雌母型37に取り付けられているので、成形品13に応じた形状の金属箔膜付フィルム9の型押しのための温度に独立して制御することができる。
【0054】
上述したインモールド成形装置は、成形品13に応じた形状に予め型押しされた金属箔膜付フィルム9を固定型本体15と可動型本体16の射出成形用雄型18及び射出成形用雌型20の間に挟み込んで射出成形を行うので、金属箔膜付フィルム9の金属箔膜が破損することがなく、文字や縁部とで形成される角度が小さい部位に深い凹凸(例えば、3mm〜10mm程度の深さの凹凸)を有する成形品13のように、深い凹凸面を有する製品に対しても、金属箔膜が破損することなく転写され、製品としての品質を確保した状態で金属箔膜付フィルム9の金属箔膜を転写することができる。
【0055】
上述した実施形態例では、柄付フィルムとして金属箔膜付フィルム9を用い、フィルム柄として金属箔膜を転写するインモールド成形を例に挙げて説明したが、図柄や文字柄を転写するその他のインモールド成形に対しても適用することができる。また、金属箔膜を転写してベース柄付フィルムを残すインモールド成形を例に挙げて説明したが、柄付フィルムをそのまま転写することで製品の加飾を行うインモールド成形に対しても適用することができる。
【産業上の利用可能性】
【0056】
本発明は、樹脂の射出成形と同時にフィルム柄を加飾するインモールド成形方法、及び、インモールド成形方法に用いられるインモールド成形用金型の産業分野で利用することができる。
また、本発明は、樹脂の射出成形と同時にフィルム柄を加飾するインモールド成形装置の産業分野で利用することができる。
【図面の簡単な説明】
【0057】
【図1】本発明の一実施形態例に係るインモールド成形方法を実施するインモールド成形装置の概略側面図である。
【図2】本発明の一実施形態例に係るインモールド成形用金型の斜視図である。
【図3】インモールド成形品の一例の外観図である。
【図4】インモールド成形用金型の成形面を表す展開図である。
【図5】インモールド成形用金型の断面図である。
【図6】図4中のVI−VI線矢視図である。
【図7】図4中のVII−VII線矢視図である。
【図8】図4中のVIII−VIII線矢視図である。
【図9】本発明の一実施形態例に係るインモールド成形方法の工程説明図である。
【図10】本発明の一実施形態例に係るインモールド成形方法の工程説明図である。
【図11】本発明の一実施形態例に係るインモールド成形方法の工程説明図である。
【符号の説明】
【0058】
1 インモールド成形装置
2 フィルム送り装置
3 ベース台
4 固定ダイプレート
5 バレル
6 射出駆動部
7 ホッパー
8 型締め駆動部
9 金属箔膜付フィルム
10 送りロール
11 回収ロール
12 金属箔膜
13 成形品
15 固定型本体
16 可動型本体
17 フィルム形成雄型
18 射出成形用雄型
19 フィルム形成雌型
20 射出成形用雌型
24 雄母型
25、38 断熱材
26 ロケートリング
27 スプルーブッシュ
28 樹脂流路
35 可動取付板
37 雌母型
39 真空手段
42 ミラー
51 型押し部
52 転写部位
55 可動ダイプレート
【技術分野】
【0001】
本発明は、樹脂の射出成形と同時に柄付フィルムのフィルム柄を加飾するインモールド成形方法、及び、インモールド成形方法に用いられるインモールド成形用金型に関する。
また、本発明は、樹脂の射出成形と同時に柄付フィルムのフィルム柄を加飾するインモールド成形装置に関する。
【背景技術】
【0002】
フィルム柄が施された柄付フィルム(例えば、金属箔膜付フィルム)を金型内に挿入し、射出成形の熱と圧力によりフィルム柄(金属箔膜)を加飾(転写)するインモールド成形が知られている。インモールド成形は、メッキや塗装を行わずに加飾された成形品が得られるため、環境に対して有利であり、また、成形品の形状の制約等も少なく、多種の分野で適用されてきている。
【0003】
柄付フィルム、例えば、金属箔膜付フィルムを用いてインモールド成形を実施する場合、固定金型と可動金型の間に金属箔膜付フィルムを通し、金属箔膜付フィルムが介在した金型に樹脂を射出してインモールド成形品を得ることが一般的である(特許文献1、特許文献2等参照)。これらの技術では、例えば、連続した金属箔膜付フィルムを固定金型と可動金型の間に通過させ、連続した金属箔膜付フィルムの間に樹脂を射出して成形品を得ている。金属箔膜付フィルムを用いてインモールド成形を実施することにより、段差以外の凹凸であれば、表面の形状に拘わらず射出成形の熱と圧力により金属箔膜を転写して表面を加飾することができる。これらの技術では、射出成形に先立ち、予め連続した金属箔膜付フィルムを加熱しておくことで金属箔膜の破れ等を防止することも行われている。
【0004】
近年、製品の多様化や差別化が図られるようになってきており、インモールド成形品にあっても深い凹凸の形状を有する製品に対してのインモールド成形が要求されてきている。予め連続した金属箔膜付フィルムを加熱することにより、ある程度の凹凸面に対して金属箔膜に破れ等が生じない状態でインモールド成形を行うことができる。しかし、予め連続した金属箔膜付フィルムを加熱した場合であっても、深い凹凸面を有する製品に対して確実に金属箔膜を転写して製品として十分な品質が確保できているとは言えないのが現状であった。このため、深い凹凸面を有する製品に対しても製品としての品質を確保した状態で金属箔膜を転写することができるインモールド成形の技術の確立が望まれているのが実情である。
【0005】
【特許文献1】特開2001−277294号公報
【特許文献2】特開昭59−202830号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は上記状況に鑑みてなされたもので、深い凹凸面を有する製品に対しても製品としての品質を確保した状態でフィルム柄を加飾することができるインモールド成形方法及びインモールド成形用金型及びインモールド成形装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するための請求項1に係る本発明のインモールド成形方法は、成形品に応じた形状に柄付フィルムを予め型押しし、型押しされた柄付フィルムを成形型に挟み込んで射出成形を行うことで柄付フィルム柄を加飾した成形品を得ることを特徴とする。
【0008】
請求項1に係る本発明では、成形品に応じた形状に予め型押しされた柄付フィルムを成形型に挟み込んで射出成形を行うので、フィルム柄が破損することがなく、深い凹凸面を有する製品に対しても製品としての品質を確保した状態でフィルム柄を加飾することができる。
【0009】
そして、請求項2に係る本発明のインモールド成形方法は、請求項1に記載のインモールド成形方法において、同一の金型により成形品に応じた形状の型押しと射出成形とを行うことを特徴とする。
【0010】
請求項2に係る本発明では、一つの金型で成形品に応じた形状の型押しと射出成形とを行うことができる。
【0011】
また、請求項3に係る本発明のインモールド成形方法は、請求項2に記載のインモールド成形方法において、金型の可動と連続した柄付フィルムの間欠送りを繰り返すことで型押しと射出成形を同時に繰り返すことを特徴とする。
【0012】
請求項3に係る本発明では、連続して型押しと射出成形を同時に繰り返すことができる。
【0013】
また、請求項4に係る本発明のインモールド成形方法は、請求項1〜請求項3のいずれかに記載のインモールド成形方法において、柄付フィルムは金属箔膜付フィルムであり、金属箔膜付フィルムの金属箔膜を成形と同時に転写することで金属箔膜が加飾された成形品を得ることを特徴とする。
【0014】
請求項4に係る本発明では、金属箔膜が転写された成形品を得ることができる。
【0015】
上記目的を達成するための請求項5に係る本発明のインモールド成形用金型は、成形品に応じた形状に柄付フィルムを予め型押しするためのフィルム形成雄型を雄型本体に設けると共にフィルム形成雄型に対向するフィルム形成雌型を雌型本体に設け、フィルム形成雄型に隣接して射出成形用雄型を雄型本体に設けると共に射出成形用雄型に対向する射出成形用雌型を雌型本体に設けたことを特徴とする。
【0016】
請求項5に係る本発明では、雄型本体と雌型本体とからなる一つの金型で成形品に応じた形状の型押しと射出成形とを行い、フィルム柄が破損することがなく、深い凹凸面を有する製品に対しても製品としての品質を確保した状態でフィルム柄を加飾することができる。
【0017】
そして、請求項6に係る本発明のインモールド成形用金型は、請求項5に記載のインモールド成形用金型において、フィルム形成雄型は断熱材を介して雄型本体に設けられ、フィルム形成雌型は断熱材を介して雌型本体に設けられていることを特徴とする。
【0018】
請求項6に係る本発明では、フィルム形成雄型及びフィルム形成雌型は断熱材を介しているので、成形品に応じた形状の型押しのための温度に独立して制御することができる。
【0019】
また、請求項7に係る本発明のインモールド成形用金型は、請求項5もしくは請求項6に記載のインモールド成形用金型において、雄型本体、雌型本体で型押し及び射出成形される柄付フィルムは金属箔膜付フィルムであり、金属箔膜付フィルムの金属箔膜を成形と同時に転写することで金属箔膜が加飾された成形品を得ることを特徴とする。
【0020】
請求項7に係る本発明では、金属箔膜が転写された成形品を得ることができる。
【0021】
上記目的を達成するための請求項8に係る本発明のインモールド成形装置は、請求項5もしくは請求項6に記載の雄型本体を支持する固定支持台と、雄型本体に対向して請求項4もしくは請求項5に記載の雌型本体を支持する可動支持台と、固定支持台に支持された雄型本体の雄型側に成形品材料を圧送する材料圧送手段と、可動支持台側に設けられ柄付フィルムを雄型本体と雌型本体の間で送るフィルム送り手段と、可動支持台の可動による型締め動作及びフィルム送り手段による柄付フィルムの送り動作及び材料圧送手段による成形品材料の圧送動作を連動させる制御手段とを備え、フィルム形成雄型及びフィルム形成雌型による成形品に応じた形状への柄付フィルムのフィルム形成型押しと、雄型と雌型の間に型押しされた柄付フィルムを挟み込んで射出成形を行うことで柄付フィルム柄を加飾した成形品を得る成形とを同時に行うと共に離型時の柄付フィルムの送りを繰り返すことで加飾した成形品を連続して得ることを特徴とする。
【0022】
請求項8に係る本発明では、柄付フィルム柄が破損することがなく、深い凹凸面を有する製品に対しても製品としての品質を確保した状態で柄付フィルム柄を加飾することができる。尚、固定支持台に雄型本体を支持する代わりに雌型本体を支持し、可動支持台に雌型本体を支持する代わりに雄型本体を支持する構成としてもよい。
【0023】
そして、請求項9に係る本発明のインモールド成形装置は、請求項8に記載のインモールド成形装置において、柄付フィルムは金属箔膜付フィルムであり、金属箔膜付フィルムの金属箔膜を成形と同時に転写することで柄付フィルム柄が加飾された成形品を得ることを特徴とする。
【0024】
請求項9に係る本発明では、金属箔膜が転写された成形品を得ることができる。
【発明の効果】
【0025】
本発明のインモールド成形方法は、深い凹凸面を有する製品に対しても製品としての品質を確保した状態でフィルム柄を加飾することができるインモールド成形方法となる。
【0026】
また、本発明のインモールド成形用金型は、深い凹凸面を有する製品に対しても製品としての品質を確保した状態でフィルム柄を加飾することができるインモールド成形用金型となる。
【0027】
また、本発明のインモールド成形装置は、深い凹凸面を有する製品に対しても製品としての品質を確保した状態でフィルム柄を加飾することができるインモールド成形装置となる。
【発明を実施するための最良の形態】
【0028】
図1には本発明の一実施形態例に係るインモールド成形方法を実施するインモールド成形装置の概略側面、図2には本発明の一実施形態例に係るインモールド成形用金型の斜視状況、図3にはインモールド成形品の一例、図4にはインモールド成形用金型の成形面を表す展開状況、図5にはインモールド成形用金型の断面状況、図6には図4中のVI−VI線矢視、図7には図4中のVII−VII線矢視、図8には図4中のVIII−VIII線矢視を示してある。
【0029】
図1、図2に基づいてインモールド成形装置の概略構成を説明する。
【0030】
図1に示すように、インモールド成形装置1は射出成形機にフィルム送り手段としてのフィルム送り装置2を取り付けた構成となっている。インモールド成形装置1のベース台3には固定支持台としての固定ダイプレート4が設けられ、固定ダイプレート4には溶融樹脂を送り込むバレル5が接続されている。バレル5には図示しないスクリュー等の送り手段が備えられ、送り手段は射出駆動部6により送り駆動され、ホッパー7に投入された樹脂材料が加熱・溶融されてバレル5内を固定ダイプレート4側に圧送される(材料圧送手段)。
【0031】
固定ダイプレート4を挟んでバレル5の反対側には型締駆動部8が設けられ、型締駆動部8には可動支持台としての可動ダイプレート55が設けられている。可動ダイプレート55は型締駆動部8により固定ダイプレート4側に可動自在とされている。可動ダイプレート55にはフィルム送り装置2が設けられている。フィルム送り装置2は、金属箔膜付フィルム9(柄付フィルム)を繰り出す送りロール10と金属箔膜が転写された後の金属箔膜付フィルム9を回収する回収ロール11とを備えている。フィルム送り装置2により、固定ダイプレート4と可動ダイプレート55の間で金属箔膜付フィルム9が間欠送りされる。
【0032】
図1、図2に示すように、固定ダイプレート4には雄型本体としての固定型本体15が固定され、可動ダイプレート55には固定型本体15に対向して雌型本体としての可動型本体16が固定されている。固定型本体15には、成形品に応じた形状に金属箔膜付フィルム9を予め型押しするためのフィルム形成雄型17が設けられると共に、フィルム形成雄型17の下方に隣接して射出成形用雄型18が設けられている。可動型本体16には、フィルム形成雄型17に対向して成形品に応じた形状に金属箔膜付フィルム9を予め型押しするためのフィルム形成雌型19が設けられると共に、フィルム形成雌型19の下方に隣接して射出成形用雄型18に対向する射出成形用雌型20が設けられている。
【0033】
射出成形用雄型18にはバレル5から溶融樹脂が圧送され、フィルム形成雌型19及び射出成形用雌型20には図示しない真空装置が接続されている。可動ダイプレート55が固定ダイプレート4側に送られ、金属箔膜付フィルム9を挟んで固定型本体15と可動型本体16が型締めされると、フィルム形成雄型17とフィルム形成雌型19により金属箔膜付フィルム9が予め型押しされると同時に、射出成形用雄型18と射出成形用雌型20との間に溶融樹脂が圧送されて金属箔膜12(図3参照)が表面に転写された成形品13(図3参照)が得られる。
【0034】
図2及び図4〜図8に基づいてインモールド成形用金型である固定型本体15及び可動型本体16を具体的に説明する。
【0035】
固定型本体15は、固定ダイプレート4に固定される固定取付板21を備え、固定取付板21には雄母型24が固定されている。雄母型24にはフィルム形成雄型17及び射出成形用雄型18が取り付けられ、フィルム形成雄型17は断熱材25を介して雄母型24に固定されている。
【0036】
フィルム形成雄型17は断熱材25を介して雄母型24に取り付けられているので、同じ雄母型24に射出成形用雄型18が取り付けられていても、射出成形時の温度の影響を受けずにフィルム形成雄型17を金属箔膜付フィルム9の型押しのための温度に維持することができる。
【0037】
固定取付板21の背面側(図5中右側)にはバレル5(図1参照)のノズルが嵌合するロケートリング26が設けられ、ロケートリング26に対応して固定取付板21にはスプルーブッシュ27が設けられている。スプルーブッシュ27に繋がる樹脂流路28が射出成形用雄型18に設けられ、スプルーブッシュ27からの溶融樹脂が樹脂流路28から射出成形用雄型18と射出成形用雌型20との間のキャビティ内に送られる。
【0038】
可動型本体16は、可動ダイプレート55に固定される可動取付板35を備え、可動取付板35には雌母型37が固定されている。雌母型37にはフィルム形成雌型19及び射出成形用雌型20が取り付けられ、フィルム形成雌型19は断熱材38を介して雌母型37に固定されている。
【0039】
フィルム形成雌型19は断熱材38を介して雌母型37に取り付けられているので、同じ雌母型37に射出成形用雌型20が取り付けられていても、射出成形時の温度の影響を受けずにフィルム形成雌型19を金属箔膜付フィルム9の型押しのための温度に維持することができる。
【0040】
雌母型37のフィルム形成雌型19及び射出成形用雌型20には真空手段39が真空通路40(図5、図7、図8参照)を介して接続され、真空手段39により、フィルム形成雄型17とフィルム形成雌型19との間のキャビティ及び射出成形用雄型18と射出成形用雌型20との間のキャビティが所定の真空雰囲気にされる。
【0041】
一方、図2、図4、図6に示すように、雌母型37のフィルム形成雌型19と射出成形用雌型20の間の端部にはミラー42が設けられ、固定型本体15にはミラー42が配される嵌合部43が形成されている。金属箔膜付フィルム9を挟んで可動型本体16と固定型本体15を型締めする際、ミラー42により金属箔膜付フィルム9の送り位置が確認され、型押し部位の位置と射出成形用雄型18、射出成形用雌型20との位置を容易に一致させることができるようになっている。
【0042】
尚、ミラー42を介して金属箔膜付フィルム9の送り位置を自動的に認識する手段を備え、認識結果に応じて送りロール10(図1参照)の動作(フィルム送り装置2の動作)を連動させることも可能である。
【0043】
上述したインモールド成形用金型では、1回の型締めで、フィルム形成雄型17及びフィルム形成雌型19による金属箔膜付フィルム9の成形品に応じた形状の型押しと、射出成形用雄型18及び射出成形用雌型20による予め型押しした部位を挟んでの射出成形(転写)とが行われる。
【0044】
予め型押しした状態の金属箔膜付フィルム9を挟んで射出成形を行うため、金属箔膜(フィルム柄)が破損することがなく、深い凹凸面を有する製品に対しても製品としての品質を確保した状態で金属箔膜を転写(加飾)することができる。そして、1つのインモールド成形用金型により、型押しと射出成形とを行うことができるので、1回の型締めで型押しと金属箔膜付フィルム9を挟んでの射出成形とを同時に行うことができる。
【0045】
図9〜図11に基づいて上述したインモールド成形用金型を有するインモールド成形装置によるインモールド成形方法の工程を説明する。図9〜図11には本発明の一実施形態例に係るインモールド成形方法の工程説明を示してある。
【0046】
射出成形に先立ちフィルム形成雄型17(図5参照)及びフィルム形成雌型19の間に金属箔膜付フィルム9を挟んで可動ダイプレート55(図1参照)の移動により固定型本体15と可動型本体16の型締めを行い、図9に示すように、成形品13(図3参照)に応じた形状の型押し部51を形成する。断熱材25(図5参照)で断熱されたフィルム形成雄型17及び断熱材38で断熱されたフィルム形成雌型19は独立して型押し用の温度に制御され、キャビティが所定の真空状態に保持される。
【0047】
所定の型押しのための型締めが完了した後、可動ダイプレート55の後退移動により固定型本体15と可動型本体16が型開きされ、射出成形用雄型18(図5参照)及び射出成形用雌型20の位置に型押し部51が移動する状態にフィルム送り装置2(図1参照)の送りロール10(図1参照)を動作させる。この時、凹凸の深さ分の厚さの型押し部51が移動できるように、可動ダイプレート55が十分な距離で後退移動して固定型本体15と可動型本体16が型開きする。例えば、可動ダイプレート55は複数段階(2段階)に後退移動して型開きが行われる。
【0048】
型押し部51を移動させた後、可動ダイプレート55(図1参照)を移動させ、型押し部51が形成されている金属箔膜付フィルム9を挟んで固定型本体15と可動型本体16の型締めを行い、フィルム形成雄型17(図5参照)及びフィルム形成雌型19で型押し部51を形成する。同時に、射出成形用雄型18(図5参照)及び射出成形用雌型20の間に型押し部51を挟んで射出成形(転写)が行われる。
【0049】
射出成形と金属箔膜の転写が終了した後、固定型本体15と可動型本体16が型開きされて成形品13が型から押し出され、図10に示すように、金属箔膜付フィルム9の型押し部51に金属箔膜が抜けた転写部位52が残されると同時に、新たな型押し部51が形成される。成形品13の押し出しは、流体を用いた押し出し機構により実施したり、金属箔膜付フィルム9に張力をかけることにより実施することができる。
【0050】
フィルム送り装置2(図1参照)の送りロール10を動作させ、射出成形用雄型18(図5参照)及び射出成形用雌型20の位置に新たな型押し部51を移動させる。この状態で、新たな型押し部51が形成された金属箔膜付フィルム9を挟んで可動ダイプレート55(図1参照)の移動により固定型本体15と可動型本体16の型締めを行い、フィルム形成雄型17(図5参照)及びフィルム形成雌型19で型押し部51を形成する。同時に、射出成形用雄型18(図5参照)及び射出成形用雌型20の間に型押し部51を挟んで射出成形(転写)が行われる。
【0051】
前述同様に、射出成形と金属箔膜の転写が終了した後、固定型本体15と可動型本体16が型開きされて新たな成形品13が型から押し出され、図11に示すように、金属箔膜付フィルム9の新たな型押し部51に金属箔膜が抜けた新たな転写部位52が残されると同時に、更に新たな型押し部51が形成される。
【0052】
以上の動作を繰り返すことにより、フィルム形成雄型17(図5参照)及びフィルム形成雌型19による成形品に応じた形状への金属箔膜付フィルム9のフィルム形成型押しと、射出成形用雄型18(図5参照)及び射出成形用雌型20の間に型押し部51を挟み込んだ射出成形を行うことで金属箔膜が転写された成形品13を得る成形とを同時に行うことができる。そして、離型時の金属箔膜付フィルム9の送りを繰り返すことで金属箔膜が転写された成形品13を連続して得ることができる。
【0053】
従って、一つの金型で成形品13に応じた形状の型押しと、金属箔膜の転写を伴う射出成形とを同時に連続して行うことができる。また、フィルム形成雄型17及びフィルム形成雌型19は断熱材25、38を介して雄母型24、雌母型37に取り付けられているので、成形品13に応じた形状の金属箔膜付フィルム9の型押しのための温度に独立して制御することができる。
【0054】
上述したインモールド成形装置は、成形品13に応じた形状に予め型押しされた金属箔膜付フィルム9を固定型本体15と可動型本体16の射出成形用雄型18及び射出成形用雌型20の間に挟み込んで射出成形を行うので、金属箔膜付フィルム9の金属箔膜が破損することがなく、文字や縁部とで形成される角度が小さい部位に深い凹凸(例えば、3mm〜10mm程度の深さの凹凸)を有する成形品13のように、深い凹凸面を有する製品に対しても、金属箔膜が破損することなく転写され、製品としての品質を確保した状態で金属箔膜付フィルム9の金属箔膜を転写することができる。
【0055】
上述した実施形態例では、柄付フィルムとして金属箔膜付フィルム9を用い、フィルム柄として金属箔膜を転写するインモールド成形を例に挙げて説明したが、図柄や文字柄を転写するその他のインモールド成形に対しても適用することができる。また、金属箔膜を転写してベース柄付フィルムを残すインモールド成形を例に挙げて説明したが、柄付フィルムをそのまま転写することで製品の加飾を行うインモールド成形に対しても適用することができる。
【産業上の利用可能性】
【0056】
本発明は、樹脂の射出成形と同時にフィルム柄を加飾するインモールド成形方法、及び、インモールド成形方法に用いられるインモールド成形用金型の産業分野で利用することができる。
また、本発明は、樹脂の射出成形と同時にフィルム柄を加飾するインモールド成形装置の産業分野で利用することができる。
【図面の簡単な説明】
【0057】
【図1】本発明の一実施形態例に係るインモールド成形方法を実施するインモールド成形装置の概略側面図である。
【図2】本発明の一実施形態例に係るインモールド成形用金型の斜視図である。
【図3】インモールド成形品の一例の外観図である。
【図4】インモールド成形用金型の成形面を表す展開図である。
【図5】インモールド成形用金型の断面図である。
【図6】図4中のVI−VI線矢視図である。
【図7】図4中のVII−VII線矢視図である。
【図8】図4中のVIII−VIII線矢視図である。
【図9】本発明の一実施形態例に係るインモールド成形方法の工程説明図である。
【図10】本発明の一実施形態例に係るインモールド成形方法の工程説明図である。
【図11】本発明の一実施形態例に係るインモールド成形方法の工程説明図である。
【符号の説明】
【0058】
1 インモールド成形装置
2 フィルム送り装置
3 ベース台
4 固定ダイプレート
5 バレル
6 射出駆動部
7 ホッパー
8 型締め駆動部
9 金属箔膜付フィルム
10 送りロール
11 回収ロール
12 金属箔膜
13 成形品
15 固定型本体
16 可動型本体
17 フィルム形成雄型
18 射出成形用雄型
19 フィルム形成雌型
20 射出成形用雌型
24 雄母型
25、38 断熱材
26 ロケートリング
27 スプルーブッシュ
28 樹脂流路
35 可動取付板
37 雌母型
39 真空手段
42 ミラー
51 型押し部
52 転写部位
55 可動ダイプレート
【特許請求の範囲】
【請求項1】
成形品に応じた形状に柄付フィルムを予め型押しし、型押しされた柄付フィルムを成形型に挟み込んで射出成形を行うことで柄付フィルム柄を加飾した成形品を得ることを特徴とするインモールド成形方法。
【請求項2】
請求項1に記載のインモールド成形方法において、
同一の金型により成形品に応じた形状の型押しと射出成形とを行うことを特徴とするインモールド成形方法。
【請求項3】
請求項2に記載のインモールド成形方法において、
金型の可動と連続した柄付フィルムの間欠送りを繰り返すことで型押しと射出成形を同時に繰り返すことを特徴とするインモールド成形方法。
【請求項4】
請求項1〜請求項3のいずれかに記載のインモールド成形方法において、
柄付フィルムは金属箔膜付フィルムであり、金属箔膜付フィルムの金属箔膜を成形と同時に転写することで金属箔膜が加飾された成形品を得る
ことを特徴とするインモールド成形方法。
【請求項5】
成形品に応じた形状に柄付フィルムを予め型押しするためのフィルム形成雄型を雄型本体に設けると共にフィルム形成雄型に対向するフィルム形成雌型を雌型本体に設け、フィルム形成雄型に隣接して射出成形用雄型を雄型本体に設けると共に射出成形用雄型に対向する射出成形用雌型を雌型本体に設けたことを特徴とするインモールド成形用金型。
【請求項6】
請求項5に記載のインモールド成形用金型において、
フィルム形成雄型は断熱材を介して雄型本体に設けられ、フィルム形成雌型は断熱材を介して雌型本体に設けられていることを特徴とするインモールド成形用金型。
【請求項7】
請求項5もしくは請求項6に記載のインモールド成形用金型において、
雄型本体、雌型本体で型押し及び射出成形される柄付フィルムは金属箔膜付フィルムであり、金属箔膜付フィルムの金属箔膜を成形と同時に転写することで金属箔膜が加飾された成形品を得る
ことを特徴とするインモールド成形用金型。
【請求項8】
請求項5もしくは請求項6に記載の雄型本体を支持する固定支持台と、
雄型本体に対向して請求項4もしくは請求項5に記載の雌型本体を支持する可動支持台と、
固定支持台に支持された雄型本体の雄型側に成形品材料を圧送する材料圧送手段と、
可動支持台側に設けられ柄付フィルムを雄型本体と雌型本体の間で送るフィルム送り手段と、
可動支持台の可動による型締め動作及びフィルム送り手段による柄付フィルムの送り動作及び材料圧送手段による成形品材料の圧送動作を連動させる制御手段と
を備え、
フィルム形成雄型及びフィルム形成雌型による成形品に応じた形状への柄付フィルムのフィルム形成型押しと、雄型と雌型の間に型押しされた柄付フィルムを挟み込んで射出成形を行うことで柄付フィルム柄を加飾した成形品を得る成形とを同時に行うと共に離型時の柄付フィルムの送りを繰り返すことで加飾した成形品を連続して得る
ことを特徴とするインモールド成形装置。
【請求項9】
請求項8に記載のインモールド成形装置において、
柄付フィルムは金属箔膜付フィルムであり、金属箔膜付フィルムの金属箔膜を成形と同時に転写することで柄付フィルム柄が加飾された成形品を得る
ことを特徴とするインモールド成形装置。
【請求項1】
成形品に応じた形状に柄付フィルムを予め型押しし、型押しされた柄付フィルムを成形型に挟み込んで射出成形を行うことで柄付フィルム柄を加飾した成形品を得ることを特徴とするインモールド成形方法。
【請求項2】
請求項1に記載のインモールド成形方法において、
同一の金型により成形品に応じた形状の型押しと射出成形とを行うことを特徴とするインモールド成形方法。
【請求項3】
請求項2に記載のインモールド成形方法において、
金型の可動と連続した柄付フィルムの間欠送りを繰り返すことで型押しと射出成形を同時に繰り返すことを特徴とするインモールド成形方法。
【請求項4】
請求項1〜請求項3のいずれかに記載のインモールド成形方法において、
柄付フィルムは金属箔膜付フィルムであり、金属箔膜付フィルムの金属箔膜を成形と同時に転写することで金属箔膜が加飾された成形品を得る
ことを特徴とするインモールド成形方法。
【請求項5】
成形品に応じた形状に柄付フィルムを予め型押しするためのフィルム形成雄型を雄型本体に設けると共にフィルム形成雄型に対向するフィルム形成雌型を雌型本体に設け、フィルム形成雄型に隣接して射出成形用雄型を雄型本体に設けると共に射出成形用雄型に対向する射出成形用雌型を雌型本体に設けたことを特徴とするインモールド成形用金型。
【請求項6】
請求項5に記載のインモールド成形用金型において、
フィルム形成雄型は断熱材を介して雄型本体に設けられ、フィルム形成雌型は断熱材を介して雌型本体に設けられていることを特徴とするインモールド成形用金型。
【請求項7】
請求項5もしくは請求項6に記載のインモールド成形用金型において、
雄型本体、雌型本体で型押し及び射出成形される柄付フィルムは金属箔膜付フィルムであり、金属箔膜付フィルムの金属箔膜を成形と同時に転写することで金属箔膜が加飾された成形品を得る
ことを特徴とするインモールド成形用金型。
【請求項8】
請求項5もしくは請求項6に記載の雄型本体を支持する固定支持台と、
雄型本体に対向して請求項4もしくは請求項5に記載の雌型本体を支持する可動支持台と、
固定支持台に支持された雄型本体の雄型側に成形品材料を圧送する材料圧送手段と、
可動支持台側に設けられ柄付フィルムを雄型本体と雌型本体の間で送るフィルム送り手段と、
可動支持台の可動による型締め動作及びフィルム送り手段による柄付フィルムの送り動作及び材料圧送手段による成形品材料の圧送動作を連動させる制御手段と
を備え、
フィルム形成雄型及びフィルム形成雌型による成形品に応じた形状への柄付フィルムのフィルム形成型押しと、雄型と雌型の間に型押しされた柄付フィルムを挟み込んで射出成形を行うことで柄付フィルム柄を加飾した成形品を得る成形とを同時に行うと共に離型時の柄付フィルムの送りを繰り返すことで加飾した成形品を連続して得る
ことを特徴とするインモールド成形装置。
【請求項9】
請求項8に記載のインモールド成形装置において、
柄付フィルムは金属箔膜付フィルムであり、金属箔膜付フィルムの金属箔膜を成形と同時に転写することで柄付フィルム柄が加飾された成形品を得る
ことを特徴とするインモールド成形装置。
【図1】


【図2】

【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2007−320202(P2007−320202A)
【公開日】平成19年12月13日(2007.12.13)
【国際特許分類】
【出願番号】特願2006−153930(P2006−153930)
【出願日】平成18年6月1日(2006.6.1)
【出願人】(592190866)株式会社江東彫刻 (8)
【出願人】(000150774)株式会社槌屋 (56)
【Fターム(参考)】
【公開日】平成19年12月13日(2007.12.13)
【国際特許分類】
【出願日】平成18年6月1日(2006.6.1)
【出願人】(592190866)株式会社江東彫刻 (8)
【出願人】(000150774)株式会社槌屋 (56)
【Fターム(参考)】
[ Back to top ]