
インレット基材及びその製造方法並びに非接触ICカードと冊子
【課題】インレット基材の表裏に形成されたジャンパー線とアンテナコイルとを抵抗加熱溶接方式で接合するにあたり、抵抗溶接の発熱によって生じる基材シートの外観不良や連続生産におけるインレット基材の搬送トラブルを回避する手段を提供すること。
【解決手段】アンテナコイルとこれに接続するICチップとを絶縁性基材シートの一方の面に備え、アンテナコイル3の両端3a、3bを接続するジャンパー線6を他方の面に備えたインレット基材1であって、前記アンテナコイル3両端の接続端子の面積とジャンパー線6両端の接続端子の面積は、いずれか一方の面積が相対的に広く、且つ、それぞれの接続端子が溶接されていることを特徴とするインレット基材1である。
【解決手段】アンテナコイルとこれに接続するICチップとを絶縁性基材シートの一方の面に備え、アンテナコイル3の両端3a、3bを接続するジャンパー線6を他方の面に備えたインレット基材1であって、前記アンテナコイル3両端の接続端子の面積とジャンパー線6両端の接続端子の面積は、いずれか一方の面積が相対的に広く、且つ、それぞれの接続端子が溶接されていることを特徴とするインレット基材1である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、非接触ICカード等に内蔵するインレット基材に係り、特にインレット基材に敷設されるアンテナコイルとジャンパー線とを接続する接続用端子のサイズと端子間の抵抗溶接方法に関するものである。
【背景技術】
【0002】
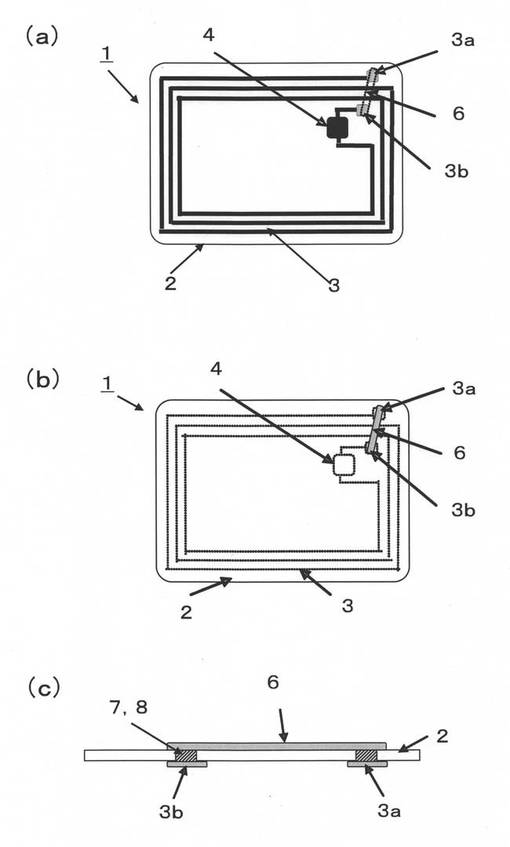
従来、リーダライターと非接触で近接通信が可能な情報記録メディアには、ICカードやIC付き冊子(パスポート、預貯金通帳等)などがある。この情報記録メディア(RFID:Radio Frequency IDentification))の基本となるコンポーネンツは、ICが搭載されたインレット基材(以下、ICインレットと記す。)であり、例えば、図1(a)〜(c)に示すように、絶縁性の基材シート2上に銅やアルミニウムの導電材よりなるループ形のアンテナコイル3とこれに接続するICチップ4とで構成されている。このICインレット1をプラスチックや紙基材で被覆して体裁を整えたものが非接触ICカードや冊子として流通している。
【0003】
アンテナコイル3は、通常基材シートの一方の面に形成されるから(図1(a))、RFID用のICチップ4も電極接続の関係で同じ面上に配設されるから、ループをなすアンテナコイル3の外周側端子3aと内周側端子3bとを接続する必要がある。アンテナのループに接触してジャンパー線を引き回すことはできないので、通常は、図1(b)、(c)で示すように他方の面にジャンパー線6を敷設する。
【0004】
アンテナコイル3は、ポリエチレンナフタレート(PEN)等強靱な基材シート2の片面に銅やアルミニウム等の金属箔をラミネートし、この金属箔をエッチングして形成する。そこで、絶縁性基材シート2の反対面、すなわちアンテナコイル3が形成されている面と反対の面に、同じエッチングによってジャンパー線6を敷設し、外周側端子3aと内周側端子3bとを接続する必要がある。
【0005】
その接続方式として、ジャンパー線6の端部とアンテナ端子3a、3bとをかしめる「かしめ方式」、基材シート2を貫通するスルーホール7を開け、そのスルーホール7に半田8を注入して接続し導通せしめる「半田スルーホール方式」、あるいは、金属箔近傍を上下から抵抗加熱して直接に溶接する「溶接方式」がある。図1(c)にはスルーホール接続を模式的に示した。
【0006】
溶接方式は、図1に示すように金属箔がコイル状にパターニングされたアンテナパターン3の内周側端子3bと外周側端子3aとが、それぞれ、基材シート2の反対側面に配置されたジャンパー線6の端子と、基材シート2を押しのけた形態で局所的に導通するよう直接溶接されたものであり、従来の「半田スルーホール方式」に比べて、スルーホールがない分接合強度が劣るという問題もなく、コスト的にも有利である(特許文献1参照)。
【0007】
また、従来の「かしめ方式」に比べても、この溶接個所は曲げや外部圧等によっても外れたり浮いたりせず、物理的強度にも優れており、平坦性も高い。また「半田スルーホール方式」に比べても平坦で、上下に半田が突出するようなことがないので、外部からの見栄えもよく高品質で、ジャンパー線の強度にも問題のない高品質のICインレットとすることができる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2007−115090号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、溶接方式は、基材シート表面側に配置されたアンテナコイルの外周側端子と内周側端子に、裏面側に配置されたジャンパー線の接続端子を、断面視、上面視で重ねた上で基材シートの表裏両側から電極で挟みつけて通電するものである。すなわち、上下の端子に挟まれた薄い基材シートを軟化させて、上下の端子間から押し出した状態で、金属同士が局所的に抵抗溶接されているところ、抵抗溶接によって発生した熱により軟化した基材シートが抵抗溶接用ステージに接着することによる搬送トラブルやが発生してしまうという問題があった。
【0010】
そこで、本発明は、インレット基材の表裏に形成されたジャンパー線端子とアンテナコイル端子とを抵抗加熱溶接方式で接合するにあたり、抵抗溶接の発熱によって溶接箇所のエッジ部分に生じる基材シートの厚み不良や連続生産におけるインレット基材の搬送トラブルを回避する手段を提供することを課題とした。
【課題を解決するための手段】
【0011】
上記課題を達成するための請求項1に発明は、アンテナコイルとこれに接続するICチップとを絶縁性基材シートの一方の面に備え、アンテナコイルの両端を接続するジャンパー線を他方の面に備えたインレット基材であって、前記アンテナコイル両端の接続端子の面積とジャンパー線両端の接続端子の面積は、いずれか一方の面積が相対的に広く、且つ、それぞれの接続端子が溶接されていることを特徴とするインレット基材としたものである。
【0012】
また、請求項2に記載の発明は、絶縁性基材の一方の面にアンテナコイルを、他方の面にジャンパー線を、いずれか一方の接続端子の面積が相対的に広く、且つ、前記基材の上下方向で一方が他方に含まれるように形成する工程と、絶縁性基材を端子面積が大きい方が下側になるように抵抗溶接用ステージに載置する工程と、絶縁性基材表裏の端子部分に抵抗溶接用電極を上下から当接し抵抗溶接により上下の端子部を溶接する工程と、ICチップをアンテナコイルに接続する工程と、を含むことを特徴とするインレット基材の製造方法としたものである。
【0013】
請求項3に記載の発明は、請求項1に記載のインレット基材を用いたことを特徴とする非接触ICカードとしたものである。
【0014】
請求項4に記載の発明は、請求項1に記載のインレット基材を用いたことを特徴とする非接触IC付き冊子としたものである。
【発明の効果】
【0015】
本発明は以上の構成であるから、下記に示す如き効果がある。
【0016】
請求項1及び請求項2に記載の発明によれば、絶縁性の基材シートの片面上にコイル状にパターニングされたアンテナコイルとICチップとを備えた非接触ICインレットにおいて、アンテナコイルの接続端子部またはジャンパー線の接続端子部をジャンパー線の接続端子またはアンテナコイルの接続端子部よりも広くすることによって、抵抗溶接によって発生した熱が放散されやすくなるため、基材シートの余剰部分の軟化が防止され厚み不良の発生が減少し、安定した品質が得られる。
【0017】
また、ステージと電極を有する抵抗溶接機を用い、ステージ側に面積が広い方の接続端
子部がくるように基材シートを配置することで、軟化した基材シートとステージとが接着しにくくなり、基材シーとが千切れたり変形したりする等生産における搬送トラブルを防ぐことができ、生産性の向上を図ることができる。
【0018】
請求項3、請求項4の発明は、上記構成と製造方法によるインレット基材の用途の一例として非接触のICカードと冊子を特定したものである。
【図面の簡単な説明】
【0019】
【図1】ICインレットの一事例を示すもので、(a)上面視の図、(b)下面視の図、(c)端子接続部(スルーホール接続)の拡大断面視の図である。
【図2】アンテナコイルとジャンパー線の端子面積の大きさの関係を誇張して示した上面視の図である。(a)アンテナコイル側が大きい場合、(b)ジャンパー線側が大きい場合。
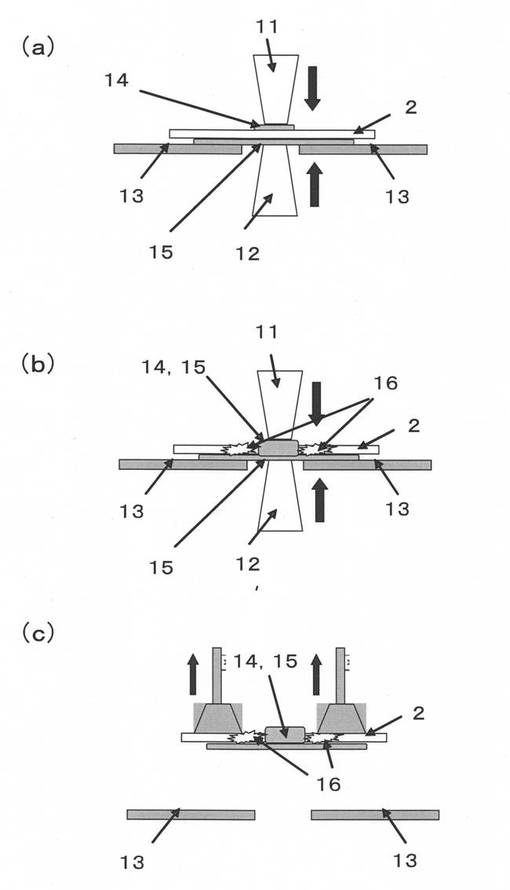
【図3】端子を抵抗溶接法で溶接する状況を模式的に示す断面視の図である。(a)溶接前、(b)溶接中、(c)溶接後。
【発明を実施するための最良の形態】
【0020】
以下、本発明を図1から図3を用いて詳細に説明する。
【0021】
本発明に係るインレット基材は、図1(a)に上面視の図、同図(b)に裏面からの平面図で示すように、絶縁性の基材シート2上に、コイル状にパターニングされた導電性のアンテナコイル3と、このアンテナコイル3を介して外部機器とデータ通信を行うために装着されるICチップ4とを備え、外見的には従来構成と差がない非接触ICインレット1である。
【0022】
このシート基板2に敷設されたアンテナコイル3の、上面視で内側にある内周側端子3bと外側にある外周側端子3aとが、基材シート2の裏面(図面では図1(b))に配設した好ましくは同じ部材でなるジャンパー線6の端子に、基材シート2を貫いて局所的に導通するよう溶接されている。
【0023】
請求項1に係る発明は、図2の上面視図に示すように、ジャンパー線の両端の端子部の面積(破線)と、アンテナコイルの端子部(内周側端子3bと外周側端子3a)の面積を比較すると、いずれか一方の面積を他方よりも相対的に大きく設定したものである。(a)は内外周の端子側が広く、(b)ではジャンパー線の端子が広く設定されている。
【0024】
ここで、アンテナコイル3が敷設されている絶縁性の基材シート2としては、例えば、厚みが0.03〜0.10mm程度のポリエチレンテレフタレート(PET)やポリエチレンナフタレート(PEN)など、強靭でかつ適度な過熱などで軟化または溶解するなどによって局所的に流動・除去が可能なプラスチック基材が用いられる。
【0025】
また、アンテナコイル3としては、例えば、銅またはアルミニウム等の導電体による配線に用いるのに好適な金属の薄膜を基材シート2上に成膜技術を用いて成膜し、それをエッチングによってパターニングしたもの、あるいは導電性のペーストで基材シートにスクリーン印刷などでパターニングしたもの、打ち抜き加工された金属箔を接着したもの等が挙げられる。材質的には、特に抵抗溶接の熱で比較的に溶融し易い銅が好適に使用される。
【0026】
これらのアンテナコイル素材に対し、ジャンパー線6の素材は、必ずしも同じ材料を使用しなければならないわけではない。また、ジャンパー線6は特定の金属を使用しなければならないわけでもない。但し、抵抗溶接による溶接の容易さや溶接する相手であるアン
テナコイルの外周側端子、あるいは内周側端子の材料との関係、導電性の良否の問題、などから、好ましい代表例としては銅が挙げられる。
【0027】
基材シート2の一方の面にアンテナコイル3とその端子があって、他方の面にジャンパー線6とその端子が、図2に示すように基材シートの厚み方向には重なって、且つ一方の端子が他方の端子に完全に含まれるように形成されている。前述したようにどちら側の端子面積が広くても構わないが、ジャンパー線6の端子の大きさは、大きくてもアンテナコイル3を構成するループ状の配線にかからない大きさとする。
【0028】
次に、溶接工程について図3を使って説明するが、溶接自体は、図3に示すように抵抗溶接装置のヘッド先端11,12をインレット基材2の表裏の端子の位置(溶接される位置)に押当て加圧し、電流を通じて発生する熱を利用して基材シート2の電極に挟まれた領域を押し出して金属端子同士を溶接する抵抗溶接によりなされる。
【0029】
溶接時に、外周側端子3a、内周側端子3b、及び裏面側のジャンパー線6と接する上下のヘッド11、12の先端の接触部の大きさは、溶接する為に必要かつ適当な大きさとする。但し、溶接用ステージ13には、基材シート2裏面に形成された端子で端子面積15の大きな方が下側に、基材シート2の上側には端子面積が小さい方がくるように基材シート2を搭載する(図3(a))。
【0030】
それぞれの溶接用ヘッド11,12が端子面積と比較して、あまり大きすぎると、例えばアンテナコイル12中の隣の配線に架かる領域まで不要に加熱・加圧し易く、反対にあまりに小さ過ぎると加熱・加圧が巧くゆかないので、いずれも支障をきたす。これらのバランスのとれた大きさを採用した上で、下側に相対的に面積の大きい端子がくるようにする。
【0031】
次に、アンテナコイル3の内周側端子3bと外周側端子3aと、同じ部材でなるジャンパー線6とを、図3(b)に示すように基材シート2の表裏間で局所的に導通するよう抵抗溶接する。抵抗溶接の条件として、電圧:4〜10V、加圧力:9.8〜196N、溶接時間:0.1〜10m・sec程度であり、アンテナコイル32や基材シート2の種類、厚みなどを考慮して、上記3要素をバランスよく設定し、適宜良好な条件で行う。
上下の端子間に挟まれた基材シート素材が軟化し、印加圧力によって外側に押し出され、端子同士が接触するとお互いが溶けて溶接される。
【0032】
従来の半田スルーホール方式に比べ、基材シート2にスルーホールを形成する必要がないなどから簡便でかつ低コストで製造可能であり、かつスルーホールが介在しないのでジャンパー線6の強度が弱くなるという問題もない非接触通信用ICインレット1とすることができる。
【0033】
また、アンテナコイル12の端子周囲の基材シート10を、予め局所的に除去する工程(絶縁性材料の除去工程)を行うことも可能である。図3に示す上下のヘッド11,12をそれぞれ加熱し、熱で基材シートを軟化または溶融させながら加圧すると溶接しようとする箇所の周囲に絶縁性の材料を押しやることが容易になる。この除去工程の後に又は同工程とほぼ並行して、内周側端子3b(又は外周側端子3a)とジャンパー線6とを、上下からヘッド11,12で適当な加圧を行うと共に電圧をかける(溶接工程)ことで、内周側端子3b(又は外周側端子3a)とジャンパー線6とがより接し易くなるので、抵抗による発熱を利用した溶接(抵抗溶接)のためには好ましい。
【0034】
さらにまた、ジャンパー線6として、基材シート2にパタニング形成されたものを用いず、線材や所定形状の金属箔を後付けする場合には、アンテナコイルの端子裏面の基材シ
ートをざぐって予め除去しておいても端子を露出しておいても構わない。この場合には、ジャンパー線側の端子面積をアンテナコイル側の端子面積よりも狭く設定しておくのが好ましい(線材であれば自動的に狭くなる)。
【0035】
但し、ジャンパー線16を、基材シート2上にパターニング形成した場合には、このパターニングされたジャンパー線6と反対面のアンテナコイル3の内周側端子3bと外周側端子3aとの位置合わせがなされているので、導通のための抵抗溶接の位置合わせが不要で作業効率がよくなるというメリットがある。
【0036】
最後に、図3(c)に示すように表裏の端子部14,15が溶接されたICインレットを後工程に回流させるため抵抗溶接用ステージ13からとり外す。この際、ステージに当接した端子15の面積を、上側の端子14の面積より大きくとってあるので、基材シート2がステージ13に接着したり貼りつくことがない。したがって、搬送上のトラブルがない。というのは、図3(c)で基材シートが軟化する部位をギザギザ16で模式的に示してあるが、軟化して押し出された部分は、上側の端子面積よりは広いが、下側の端子面積より狭い範囲に収まるのでステージ側にはみ出して付着することがないからである。また厚みが偏ることもない。
【0037】
このように、上の端子14と下の端子15とを確実に溶接するのに必要な上側の端子面積の大きさとヘッド11の大きさから、端子間に挟まれた基材シート2が軟化して流動する渦動面積を見積もって、それと同程度以上で必要最小限の大きさに下側の端子15の面積とヘッド12の大きさを設定する必要がある。軟化領域が、溶接面積に比べて大きすぎると基材シートがステージに接着してしまい、搬送できなくなる。
【0038】
上記のように端子面積を設定して溶接法を適用することで、従来の「かしめ方式」に比べ、被溶接個所が曲げや外部圧等によっても外れたりせず、物理的強度にも優れ、半田スルーホール方式に比べても、この被溶接個所が平坦で、外部からの見栄えと、積み重ね性もよく、高品質なICインレットとすることができる。
【0039】
ICインレットは、最終的には、図示しないが、更に上下から基材シートで挟まれるように積層され、且つ、積層された状態では撓ませ難い程度の剛性を保持したものとなる。このように上下から適度な可撓性を有するの基材シートで保護したものとすることによって、溶接個所を含めICチップ4等を外部圧等から保護し、物理的強度がより優れた非接触ICカードとすることができる。また外装用意匠性を印刷や転写、エンボス等で付与できる。
【0040】
また、全体として表紙、裏表紙、本文用紙とで冊子状に構成され、その一部にオーバーシート層で上記のICインレットを保護した被接触IC付き冊子とすることができる。非接触IC付き冊子の例としては、パスポートや預貯金用の通帳等が挙げられる。
【符号の説明】
【0041】
1、ICインレット
2、基材シート
3、アンテナコイル
3a、アンテナコイルの外周側端子
3b、アンテナコイルの内周側端子
4、ICチップ
5、アンテナコイル
7、スルーホール
8、半田
11、抵抗溶接用電極(上側)
12、抵抗溶接用電極(下側)
13、ステージ
14、接続端子(面積小)
15、接続端子(面積大)
16、基材シートの軟化して押しのけられた箇所
【技術分野】
【0001】
本発明は、非接触ICカード等に内蔵するインレット基材に係り、特にインレット基材に敷設されるアンテナコイルとジャンパー線とを接続する接続用端子のサイズと端子間の抵抗溶接方法に関するものである。
【背景技術】
【0002】
従来、リーダライターと非接触で近接通信が可能な情報記録メディアには、ICカードやIC付き冊子(パスポート、預貯金通帳等)などがある。この情報記録メディア(RFID:Radio Frequency IDentification))の基本となるコンポーネンツは、ICが搭載されたインレット基材(以下、ICインレットと記す。)であり、例えば、図1(a)〜(c)に示すように、絶縁性の基材シート2上に銅やアルミニウムの導電材よりなるループ形のアンテナコイル3とこれに接続するICチップ4とで構成されている。このICインレット1をプラスチックや紙基材で被覆して体裁を整えたものが非接触ICカードや冊子として流通している。
【0003】
アンテナコイル3は、通常基材シートの一方の面に形成されるから(図1(a))、RFID用のICチップ4も電極接続の関係で同じ面上に配設されるから、ループをなすアンテナコイル3の外周側端子3aと内周側端子3bとを接続する必要がある。アンテナのループに接触してジャンパー線を引き回すことはできないので、通常は、図1(b)、(c)で示すように他方の面にジャンパー線6を敷設する。
【0004】
アンテナコイル3は、ポリエチレンナフタレート(PEN)等強靱な基材シート2の片面に銅やアルミニウム等の金属箔をラミネートし、この金属箔をエッチングして形成する。そこで、絶縁性基材シート2の反対面、すなわちアンテナコイル3が形成されている面と反対の面に、同じエッチングによってジャンパー線6を敷設し、外周側端子3aと内周側端子3bとを接続する必要がある。
【0005】
その接続方式として、ジャンパー線6の端部とアンテナ端子3a、3bとをかしめる「かしめ方式」、基材シート2を貫通するスルーホール7を開け、そのスルーホール7に半田8を注入して接続し導通せしめる「半田スルーホール方式」、あるいは、金属箔近傍を上下から抵抗加熱して直接に溶接する「溶接方式」がある。図1(c)にはスルーホール接続を模式的に示した。
【0006】
溶接方式は、図1に示すように金属箔がコイル状にパターニングされたアンテナパターン3の内周側端子3bと外周側端子3aとが、それぞれ、基材シート2の反対側面に配置されたジャンパー線6の端子と、基材シート2を押しのけた形態で局所的に導通するよう直接溶接されたものであり、従来の「半田スルーホール方式」に比べて、スルーホールがない分接合強度が劣るという問題もなく、コスト的にも有利である(特許文献1参照)。
【0007】
また、従来の「かしめ方式」に比べても、この溶接個所は曲げや外部圧等によっても外れたり浮いたりせず、物理的強度にも優れており、平坦性も高い。また「半田スルーホール方式」に比べても平坦で、上下に半田が突出するようなことがないので、外部からの見栄えもよく高品質で、ジャンパー線の強度にも問題のない高品質のICインレットとすることができる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2007−115090号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、溶接方式は、基材シート表面側に配置されたアンテナコイルの外周側端子と内周側端子に、裏面側に配置されたジャンパー線の接続端子を、断面視、上面視で重ねた上で基材シートの表裏両側から電極で挟みつけて通電するものである。すなわち、上下の端子に挟まれた薄い基材シートを軟化させて、上下の端子間から押し出した状態で、金属同士が局所的に抵抗溶接されているところ、抵抗溶接によって発生した熱により軟化した基材シートが抵抗溶接用ステージに接着することによる搬送トラブルやが発生してしまうという問題があった。
【0010】
そこで、本発明は、インレット基材の表裏に形成されたジャンパー線端子とアンテナコイル端子とを抵抗加熱溶接方式で接合するにあたり、抵抗溶接の発熱によって溶接箇所のエッジ部分に生じる基材シートの厚み不良や連続生産におけるインレット基材の搬送トラブルを回避する手段を提供することを課題とした。
【課題を解決するための手段】
【0011】
上記課題を達成するための請求項1に発明は、アンテナコイルとこれに接続するICチップとを絶縁性基材シートの一方の面に備え、アンテナコイルの両端を接続するジャンパー線を他方の面に備えたインレット基材であって、前記アンテナコイル両端の接続端子の面積とジャンパー線両端の接続端子の面積は、いずれか一方の面積が相対的に広く、且つ、それぞれの接続端子が溶接されていることを特徴とするインレット基材としたものである。
【0012】
また、請求項2に記載の発明は、絶縁性基材の一方の面にアンテナコイルを、他方の面にジャンパー線を、いずれか一方の接続端子の面積が相対的に広く、且つ、前記基材の上下方向で一方が他方に含まれるように形成する工程と、絶縁性基材を端子面積が大きい方が下側になるように抵抗溶接用ステージに載置する工程と、絶縁性基材表裏の端子部分に抵抗溶接用電極を上下から当接し抵抗溶接により上下の端子部を溶接する工程と、ICチップをアンテナコイルに接続する工程と、を含むことを特徴とするインレット基材の製造方法としたものである。
【0013】
請求項3に記載の発明は、請求項1に記載のインレット基材を用いたことを特徴とする非接触ICカードとしたものである。
【0014】
請求項4に記載の発明は、請求項1に記載のインレット基材を用いたことを特徴とする非接触IC付き冊子としたものである。
【発明の効果】
【0015】
本発明は以上の構成であるから、下記に示す如き効果がある。
【0016】
請求項1及び請求項2に記載の発明によれば、絶縁性の基材シートの片面上にコイル状にパターニングされたアンテナコイルとICチップとを備えた非接触ICインレットにおいて、アンテナコイルの接続端子部またはジャンパー線の接続端子部をジャンパー線の接続端子またはアンテナコイルの接続端子部よりも広くすることによって、抵抗溶接によって発生した熱が放散されやすくなるため、基材シートの余剰部分の軟化が防止され厚み不良の発生が減少し、安定した品質が得られる。
【0017】
また、ステージと電極を有する抵抗溶接機を用い、ステージ側に面積が広い方の接続端
子部がくるように基材シートを配置することで、軟化した基材シートとステージとが接着しにくくなり、基材シーとが千切れたり変形したりする等生産における搬送トラブルを防ぐことができ、生産性の向上を図ることができる。
【0018】
請求項3、請求項4の発明は、上記構成と製造方法によるインレット基材の用途の一例として非接触のICカードと冊子を特定したものである。
【図面の簡単な説明】
【0019】
【図1】ICインレットの一事例を示すもので、(a)上面視の図、(b)下面視の図、(c)端子接続部(スルーホール接続)の拡大断面視の図である。
【図2】アンテナコイルとジャンパー線の端子面積の大きさの関係を誇張して示した上面視の図である。(a)アンテナコイル側が大きい場合、(b)ジャンパー線側が大きい場合。
【図3】端子を抵抗溶接法で溶接する状況を模式的に示す断面視の図である。(a)溶接前、(b)溶接中、(c)溶接後。
【発明を実施するための最良の形態】
【0020】
以下、本発明を図1から図3を用いて詳細に説明する。
【0021】
本発明に係るインレット基材は、図1(a)に上面視の図、同図(b)に裏面からの平面図で示すように、絶縁性の基材シート2上に、コイル状にパターニングされた導電性のアンテナコイル3と、このアンテナコイル3を介して外部機器とデータ通信を行うために装着されるICチップ4とを備え、外見的には従来構成と差がない非接触ICインレット1である。
【0022】
このシート基板2に敷設されたアンテナコイル3の、上面視で内側にある内周側端子3bと外側にある外周側端子3aとが、基材シート2の裏面(図面では図1(b))に配設した好ましくは同じ部材でなるジャンパー線6の端子に、基材シート2を貫いて局所的に導通するよう溶接されている。
【0023】
請求項1に係る発明は、図2の上面視図に示すように、ジャンパー線の両端の端子部の面積(破線)と、アンテナコイルの端子部(内周側端子3bと外周側端子3a)の面積を比較すると、いずれか一方の面積を他方よりも相対的に大きく設定したものである。(a)は内外周の端子側が広く、(b)ではジャンパー線の端子が広く設定されている。
【0024】
ここで、アンテナコイル3が敷設されている絶縁性の基材シート2としては、例えば、厚みが0.03〜0.10mm程度のポリエチレンテレフタレート(PET)やポリエチレンナフタレート(PEN)など、強靭でかつ適度な過熱などで軟化または溶解するなどによって局所的に流動・除去が可能なプラスチック基材が用いられる。
【0025】
また、アンテナコイル3としては、例えば、銅またはアルミニウム等の導電体による配線に用いるのに好適な金属の薄膜を基材シート2上に成膜技術を用いて成膜し、それをエッチングによってパターニングしたもの、あるいは導電性のペーストで基材シートにスクリーン印刷などでパターニングしたもの、打ち抜き加工された金属箔を接着したもの等が挙げられる。材質的には、特に抵抗溶接の熱で比較的に溶融し易い銅が好適に使用される。
【0026】
これらのアンテナコイル素材に対し、ジャンパー線6の素材は、必ずしも同じ材料を使用しなければならないわけではない。また、ジャンパー線6は特定の金属を使用しなければならないわけでもない。但し、抵抗溶接による溶接の容易さや溶接する相手であるアン
テナコイルの外周側端子、あるいは内周側端子の材料との関係、導電性の良否の問題、などから、好ましい代表例としては銅が挙げられる。
【0027】
基材シート2の一方の面にアンテナコイル3とその端子があって、他方の面にジャンパー線6とその端子が、図2に示すように基材シートの厚み方向には重なって、且つ一方の端子が他方の端子に完全に含まれるように形成されている。前述したようにどちら側の端子面積が広くても構わないが、ジャンパー線6の端子の大きさは、大きくてもアンテナコイル3を構成するループ状の配線にかからない大きさとする。
【0028】
次に、溶接工程について図3を使って説明するが、溶接自体は、図3に示すように抵抗溶接装置のヘッド先端11,12をインレット基材2の表裏の端子の位置(溶接される位置)に押当て加圧し、電流を通じて発生する熱を利用して基材シート2の電極に挟まれた領域を押し出して金属端子同士を溶接する抵抗溶接によりなされる。
【0029】
溶接時に、外周側端子3a、内周側端子3b、及び裏面側のジャンパー線6と接する上下のヘッド11、12の先端の接触部の大きさは、溶接する為に必要かつ適当な大きさとする。但し、溶接用ステージ13には、基材シート2裏面に形成された端子で端子面積15の大きな方が下側に、基材シート2の上側には端子面積が小さい方がくるように基材シート2を搭載する(図3(a))。
【0030】
それぞれの溶接用ヘッド11,12が端子面積と比較して、あまり大きすぎると、例えばアンテナコイル12中の隣の配線に架かる領域まで不要に加熱・加圧し易く、反対にあまりに小さ過ぎると加熱・加圧が巧くゆかないので、いずれも支障をきたす。これらのバランスのとれた大きさを採用した上で、下側に相対的に面積の大きい端子がくるようにする。
【0031】
次に、アンテナコイル3の内周側端子3bと外周側端子3aと、同じ部材でなるジャンパー線6とを、図3(b)に示すように基材シート2の表裏間で局所的に導通するよう抵抗溶接する。抵抗溶接の条件として、電圧:4〜10V、加圧力:9.8〜196N、溶接時間:0.1〜10m・sec程度であり、アンテナコイル32や基材シート2の種類、厚みなどを考慮して、上記3要素をバランスよく設定し、適宜良好な条件で行う。
上下の端子間に挟まれた基材シート素材が軟化し、印加圧力によって外側に押し出され、端子同士が接触するとお互いが溶けて溶接される。
【0032】
従来の半田スルーホール方式に比べ、基材シート2にスルーホールを形成する必要がないなどから簡便でかつ低コストで製造可能であり、かつスルーホールが介在しないのでジャンパー線6の強度が弱くなるという問題もない非接触通信用ICインレット1とすることができる。
【0033】
また、アンテナコイル12の端子周囲の基材シート10を、予め局所的に除去する工程(絶縁性材料の除去工程)を行うことも可能である。図3に示す上下のヘッド11,12をそれぞれ加熱し、熱で基材シートを軟化または溶融させながら加圧すると溶接しようとする箇所の周囲に絶縁性の材料を押しやることが容易になる。この除去工程の後に又は同工程とほぼ並行して、内周側端子3b(又は外周側端子3a)とジャンパー線6とを、上下からヘッド11,12で適当な加圧を行うと共に電圧をかける(溶接工程)ことで、内周側端子3b(又は外周側端子3a)とジャンパー線6とがより接し易くなるので、抵抗による発熱を利用した溶接(抵抗溶接)のためには好ましい。
【0034】
さらにまた、ジャンパー線6として、基材シート2にパタニング形成されたものを用いず、線材や所定形状の金属箔を後付けする場合には、アンテナコイルの端子裏面の基材シ
ートをざぐって予め除去しておいても端子を露出しておいても構わない。この場合には、ジャンパー線側の端子面積をアンテナコイル側の端子面積よりも狭く設定しておくのが好ましい(線材であれば自動的に狭くなる)。
【0035】
但し、ジャンパー線16を、基材シート2上にパターニング形成した場合には、このパターニングされたジャンパー線6と反対面のアンテナコイル3の内周側端子3bと外周側端子3aとの位置合わせがなされているので、導通のための抵抗溶接の位置合わせが不要で作業効率がよくなるというメリットがある。
【0036】
最後に、図3(c)に示すように表裏の端子部14,15が溶接されたICインレットを後工程に回流させるため抵抗溶接用ステージ13からとり外す。この際、ステージに当接した端子15の面積を、上側の端子14の面積より大きくとってあるので、基材シート2がステージ13に接着したり貼りつくことがない。したがって、搬送上のトラブルがない。というのは、図3(c)で基材シートが軟化する部位をギザギザ16で模式的に示してあるが、軟化して押し出された部分は、上側の端子面積よりは広いが、下側の端子面積より狭い範囲に収まるのでステージ側にはみ出して付着することがないからである。また厚みが偏ることもない。
【0037】
このように、上の端子14と下の端子15とを確実に溶接するのに必要な上側の端子面積の大きさとヘッド11の大きさから、端子間に挟まれた基材シート2が軟化して流動する渦動面積を見積もって、それと同程度以上で必要最小限の大きさに下側の端子15の面積とヘッド12の大きさを設定する必要がある。軟化領域が、溶接面積に比べて大きすぎると基材シートがステージに接着してしまい、搬送できなくなる。
【0038】
上記のように端子面積を設定して溶接法を適用することで、従来の「かしめ方式」に比べ、被溶接個所が曲げや外部圧等によっても外れたりせず、物理的強度にも優れ、半田スルーホール方式に比べても、この被溶接個所が平坦で、外部からの見栄えと、積み重ね性もよく、高品質なICインレットとすることができる。
【0039】
ICインレットは、最終的には、図示しないが、更に上下から基材シートで挟まれるように積層され、且つ、積層された状態では撓ませ難い程度の剛性を保持したものとなる。このように上下から適度な可撓性を有するの基材シートで保護したものとすることによって、溶接個所を含めICチップ4等を外部圧等から保護し、物理的強度がより優れた非接触ICカードとすることができる。また外装用意匠性を印刷や転写、エンボス等で付与できる。
【0040】
また、全体として表紙、裏表紙、本文用紙とで冊子状に構成され、その一部にオーバーシート層で上記のICインレットを保護した被接触IC付き冊子とすることができる。非接触IC付き冊子の例としては、パスポートや預貯金用の通帳等が挙げられる。
【符号の説明】
【0041】
1、ICインレット
2、基材シート
3、アンテナコイル
3a、アンテナコイルの外周側端子
3b、アンテナコイルの内周側端子
4、ICチップ
5、アンテナコイル
7、スルーホール
8、半田
11、抵抗溶接用電極(上側)
12、抵抗溶接用電極(下側)
13、ステージ
14、接続端子(面積小)
15、接続端子(面積大)
16、基材シートの軟化して押しのけられた箇所
【特許請求の範囲】
【請求項1】
アンテナコイルとこれに接続するICチップとを絶縁性基材シートの一方の面に備え、アンテナコイルの両端を接続するジャンパー線を他方の面に備えたインレット基材であって、前記アンテナコイル両端の接続端子の面積とジャンパー線両端の接続端子の面積は、いずれか一方の面積が相対的に広く、且つ、それぞれの接続端子が溶接されていることを特徴とするインレット基材。
【請求項2】
絶縁性基材の一方の面にアンテナコイルを、他方の面にジャンパー線を、いずれか一方の接続端子の面積が相対的に広く、且つ、前記基材の上下方向で一方が他方に含まれるように形成する工程と、
絶縁性基材を端子面積が大きい方が下側になるように抵抗溶接用ステージに載置する工程と、
絶縁性基材表裏の端子部分に抵抗溶接用電極を上下から当接し抵抗溶接により上下の端子部を溶接する工程と、
ICチップをアンテナコイルに接続する工程と、を含むことを特徴とするインレット基材の製造方法。
【請求項3】
請求項1に記載のインレット基材を用いたことを特徴とする非接触ICカード。
【請求項4】
請求項1に記載のインレット基材を用いたことを特徴とする非接触IC付き冊子。
【請求項1】
アンテナコイルとこれに接続するICチップとを絶縁性基材シートの一方の面に備え、アンテナコイルの両端を接続するジャンパー線を他方の面に備えたインレット基材であって、前記アンテナコイル両端の接続端子の面積とジャンパー線両端の接続端子の面積は、いずれか一方の面積が相対的に広く、且つ、それぞれの接続端子が溶接されていることを特徴とするインレット基材。
【請求項2】
絶縁性基材の一方の面にアンテナコイルを、他方の面にジャンパー線を、いずれか一方の接続端子の面積が相対的に広く、且つ、前記基材の上下方向で一方が他方に含まれるように形成する工程と、
絶縁性基材を端子面積が大きい方が下側になるように抵抗溶接用ステージに載置する工程と、
絶縁性基材表裏の端子部分に抵抗溶接用電極を上下から当接し抵抗溶接により上下の端子部を溶接する工程と、
ICチップをアンテナコイルに接続する工程と、を含むことを特徴とするインレット基材の製造方法。
【請求項3】
請求項1に記載のインレット基材を用いたことを特徴とする非接触ICカード。
【請求項4】
請求項1に記載のインレット基材を用いたことを特徴とする非接触IC付き冊子。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−114454(P2013−114454A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−260111(P2011−260111)
【出願日】平成23年11月29日(2011.11.29)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月29日(2011.11.29)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]