
イージーピール性トレー用フィルム蓋材
【課題】経時におけるトレーとの接着強度の上昇が比較的に低く、トレー開封時に構成層間のデラミネーションの発生がないイージーピール性トレー用フィルム蓋材を提供する。
【解決手段】積層構成が、表面側から順次、表面層110/ドライラミネーション用接着剤層120/中間層130/ドライラミネーション用接着剤層140/イージーピールフィルム層150からなり、かつ、表面層の積層構成が、表面側から順次、二軸延伸ポリプロピレンフィルム層111/印刷層112であり、中間層の積層構成が、表面側から順次、ポリエチレンテレフタレートフィルム層131/無機酸化物蒸着層132/保護コート層133からなる。
【解決手段】積層構成が、表面側から順次、表面層110/ドライラミネーション用接着剤層120/中間層130/ドライラミネーション用接着剤層140/イージーピールフィルム層150からなり、かつ、表面層の積層構成が、表面側から順次、二軸延伸ポリプロピレンフィルム層111/印刷層112であり、中間層の積層構成が、表面側から順次、ポリエチレンテレフタレートフィルム層131/無機酸化物蒸着層132/保護コート層133からなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、カレー、ルーなどの保香性を必要とする内容物を収納するポリプロピレン製トレーの開口部を封止するために使用するイージーピール性トレー用フィルム蓋材に関するものである。
【背景技術】
【0002】
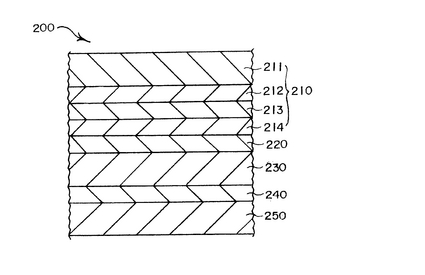
従来、ポリプロピレン製トレーの開口部を封止するために使用するイージーピール(易剥離)性トレー用フィルム蓋材としては、例えば図2に示すように、積層構成が、表面側から順次、表面層(210)/押出しラミネーション用AC剤層(220)/中間層(230)/ドライラミネーション用接着剤層(240)/イージーピールフィルム層(250)からなり、表面層(210)の積層構成が、表面側から順次、ポリエチレンテレフタレートフィルム層(211)/無機酸化物蒸着層(212)/保護コート層(213)/印刷層(214)であり、中間層(230)が、ポリエチレンフィルム層であるイージーピール性トレー用フィルム蓋材(200)が使用されていた。そして、表面層と中間層と間のラミネート強度が弱すぎると、トレーを開封するために、イージーピール性トレー用フィルム蓋材をトレーの開口部に周設するフランジの上面から剥離するときに、表面層と中間層との間でデラミネーション(層間剥離)が発生しやすく、また、表面層と中間層と間のラミネート強度が強すぎると、フィルム裂けを起こしやすいため、押出しラミネート加工時に、表面層と中間層との間のラミネート強度をコントロールして、剥離時の力を分散させるようにしていた。
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、経時において、イージーピール性トレー用フィルム蓋材とトレーとの接着強度が強くなるため、トレーを開封するときに、イージーピール性トレー用フィルム蓋材の全体が伸びやすくなり、表面層と中間層と間にずれ応力が掛かって、表面層と中間層との間でデラミネーションが発生し、いわゆる二重蓋の不良現象を生じることがあった。
【0004】
本発明は、上述の従来のイージーピール性トレー用フィルム蓋材の問題点を解決したものであり、経時におけるトレーとの接着強度の上昇が比較的に低く、トレー開封時に構成層間のデラミネーションの発生がないイージーピール性トレー用フィルム蓋材を提供するものである。
【課題を解決するための手段】
【0005】
すなわち、本発明の第1の発明は、積層構成が、表面側から順次、表面層/ドライラミネーション用接着剤層/中間層/ドライラミネーション用接着剤層/イージーピールフィルム層からなり、かつ、表面層の積層構成が、表面側から順次、二軸延伸ポリプロピレンフィルム層/印刷層であり、中間層の積層構成が、表面側から順次、ポリエチレンテレフタレートフィルム層/無機酸化物蒸着層/保護コート層であることを特徴とするイージーピール性トレー用フィルム蓋材である。
【0006】
次に、本発明の第2の発明は、中間層とイージーピールフィルム層との接着強度が、5N以上であることを特徴とする第1の発明に記載のイージーピール性トレー用フィルム蓋材である。
【0007】
次に、本発明の第3の発明は、イージーピールフィルム層の厚みが、30μm以下であることを特徴とする第1の発明又は第2の発明に記載のイージーピール性トレー用フィル
ム蓋材である。
【0008】
そして、本発明の第4の発明は、プラスチック製トレーに剥離強度が10N以下で接着したことを特徴とする第1の発明乃至第3の発明に記載のイージーピール性トレー用フィルム蓋材である。
【発明の効果】
【0009】
本発明のイージーピール性トレー用フィルム蓋材は、積層構成中の中間層が伸びにくいポリエチレンテレフタレートフィルムを基材とする蒸着フィルムであり、この延びにくい中間層に接着するイージーピールフィルム層の全体も、トレーから剥離するときに、伸びにくくなり、この結果、表面層と中間層と間にずれ応力が発生しにくく、表面層と中間層との間でデラミネーションが発生しにくくなる。また、中間層とイージーピールフィルム層との接着強度を5N以上にすることで、中間層とイージーピールフィルム層との間でデラミネーションが発生しにくくなる。
【0010】
また、トレー開口部フランジに、イージーピール性トレー用フィルム蓋材を熱圧着及び冷却して接着したときに、イージーピール性トレー用フィルム蓋材のイージーピールフィルム層に歪みを発生し、この残留歪みが経時で緩和されると接着強度が上昇する。また、イージーピールフィルム層の構成樹脂間の凝集破壊にともない経時において接着強度が上昇する。本発明のイージーピール性トレー用フィルム蓋材は、イージーピールフィルム層の厚みを30μm以下の薄厚にすることで、イージーピールフィルム層の構成樹脂間の凝集破壊にともなう接着強度の上昇を抑えることができる。
【0011】
また、本発明のイージーピール性トレー用フィルム蓋材は、プラスチック製トレーに剥離強度が10N以下で接着するため、トレーから剥離するときの剥離強度が比較的に弱く、蓋材の構成層間にずれ応力が掛かりずらいため、構成層でデラミネーションして、いわゆる二重蓋の不良現象を生じにくい。
【発明を実施するための最良の形態】
【0012】
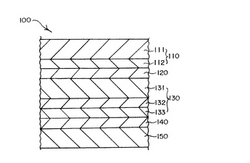
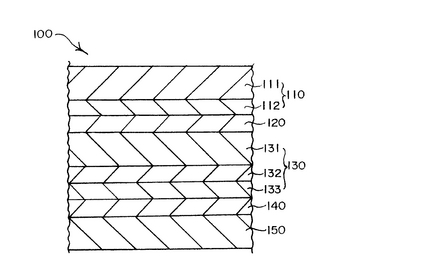
本発明のイージーピール性トレー用フィルム蓋材は、ポリプロピレン製のトレーを密封るために、トレーの開口部に周設するフランジ上面に、ヒートシール法によりイージーピール可能に接着するものである。このイージーピール性トレー用フィルム蓋材(100)の積層構成は、図1に示すように、表面側から順次、表面層(110)/ドライラミネーション用接着剤層(120)/中間層(130)/ドライラミネーション用接着剤層(140)/イージーピールフィルム層(150)からなり、表面層(110)の積層構成は、表面側から順次、二軸延伸ポリプロピレンフィルム層(111)/印刷層(112)であり、中間層(130)の積層構成は、表面側から順次、ポリエチレンテレフタレートフィルム層(131)/無機酸化物蒸着層(132)/保護コート層(133)であり、中間層(130)とイージーピールフィルム層(150)との接着強度を5N以上にし、イージーピールフィルム層の厚みを30μm以下にするものである。そして、トレーを密封した本発明のイージーピール性トレー用フィルム蓋材が、トレーを開封するときに、10N以下の剥離強度でフィルム蓋材が剥離可能にトレーにヒートシールするものである。
【0013】
以下に、本発明の具体的実施例について説明する。
【実施例】
【0014】
まず、二軸延伸ポリプロピレンフィルム(二村化学株式会社製 FOR 20μm)の片面に、グラビア印刷法で文字及び絵柄を印刷し、次に、この二軸延伸ポリプロピレンフィルムの印刷層側面に、ドライラミネーション用接着剤(大日本インキ化学工業株式会社製 LX703VL/KR90/酢酸エチル=15/1/18)を塗布(ドライ 3.5
〜4.0g/m2 )し、このドライラミネーション用接着剤層側面に、ポリエチレンテレフタレート層/無機酸化物蒸着層/保護コート層構成の積層フィルム(凸版印刷株式会社製 GL−AEH 12μm)のポリエチレンテレフタレート層側をドライラミネーション法で積層し、次に、この積層フィルムの保護コート層側面にドライラミネーション用接着剤(大日本インキ化学工業株式会社製 LX703VL/KR90/酢酸エチル=15/1/18)を塗布(ドライ 3.5〜4.0g/m2 )し、このドライラミネーション用接着剤塗布層側面に、イージーピールフィルム(ジェイフィルム株式会社製 TH−1000 30μm)をドライラミネーション法で積層して、図1に示す〔上面側〕二軸延伸ポリエチレンテレフタレートフィルム層(111)/印刷層(112)/ドライラミネーション用接着剤層(120)/ポリエチレンテレフタレート層(131)/無機酸化物蒸着層(132)/保護コート層(133)/ドライラミネーション用接着剤層(140)/イージーピールフィルム層(150)構成の実施例のイージーピール性トレー用フィルム蓋材(100)を作製した。
【0015】
次に、従来のイージーピール性トレー用フィルム蓋材の一例である比較例について説明する。
【0016】
<比較例>
まず、ポリエチレンテレフタレート層/無機酸化物蒸着層/保護コート層構成の積層フィルム(凸版印刷株式会社製 GL−AEH 12μm)の保護コート層側面に、グラビア印刷法で文字及び絵柄を印刷し、次に、この印刷層側面に、押出しラミネーション用AC剤を塗布し、この押出しラミネーション用AC剤層側面に、押出しラミネーション法でポリエチレン層を積層し、そして、このポリエチレン層側面に、ドライラミネーション用接着剤を塗布し、このドライラミネーション用接着剤塗布層側面に、イージーピールフィルム(ジェイフィルム株式会社製 TH−1000 30μm)をドライラミネーション法で積層して、図2に示すポリエチレンテレフタレートフィルム層(211)/無機酸化物蒸着層(212)/保護コート層(213)/印刷層(214)/押出しラミネーション用AC剤層(220)/ポリエチレンフィルム層(230)/ドライラミネーション用接着剤層(240)/イージーピールフィルム層(250)構成の比較例のイージーピール性トレー用フィルム蓋材(200)を作製した。
【0017】
<評 価>
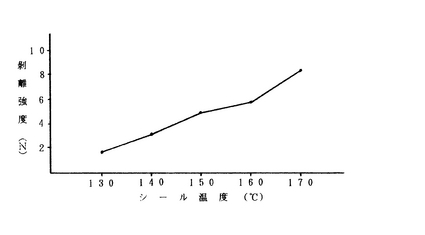
まず、実施例のイージーピール性トレー用フィルム蓋材を、ポリプロピレン製のトレーの開口部周縁に設けられてフランジ上面にヒートシール法で各種シール条件でシールしたのち、フィルム蓋材の剥離強度を測定した。シール条件は、温度が130℃、140℃、150℃、160℃、170℃の5条件で、圧力は1Kg/cm2 で、時間は1秒であった。なお、二軸延伸ポリエチレンテレフタレートフィルム層/印刷層の積層フィルムとポリエチレンテレフタレート層/無機酸化物蒸着層/保護コート層の積層フィルムとの間の接着強度は、1.5Nで、ポリエチレンテレフタレート層/無機酸化物蒸着層/保護コート層の積層フィルムとイージーピールフィルムとの間の接着強度は、6Nであった。測定結果は、図5のシール温度と剥離強度との関係を示すグラフから分かるように、シール温度が高くなるにつれて剥離強度も高くなるが、シール温度が130〜170℃では、10N以下であった。デラミネーションを発生したものはなかった。
【0018】
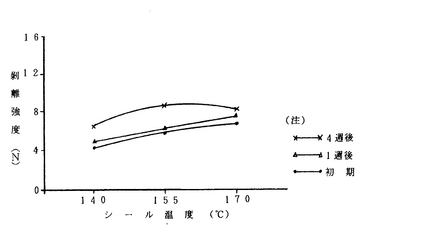
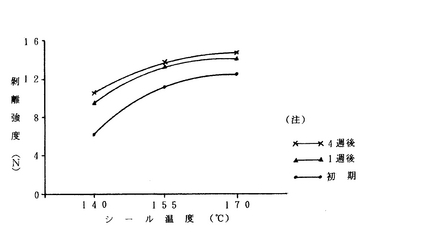
次に、実施例のイージーピール性トレー用フィルム蓋材と比較例のイージーピール性トレー用フィルム蓋材について、経時におけるシール温度と剥離強度との関係を調べた。シール条件は、温度が130℃、155℃、170℃の3条件で、圧力は1Kg/cm2 で、時間は1秒で、冷却条件は、ヒートシール後1秒以内に冷却バーを当てた。また、測定は、初期、1週間後、4週間後に行った。測定結果は、実施例のイージーピール性トレー用フィルム蓋材は、図3のグラフから分かるように、剥離強度は10N以下であり、各温
度における剥離強度の上昇も約2Nに抑えられていた。一方、比較例のイージーピール性トレー用フィルム蓋材については、図4のグラフから分かるように、剥離強度が10Nを大幅に越えるものもあり、各温度における剥離強度の上昇も4〜6Nであった。デラミネーションを発生したものがあった。
【図面の簡単な説明】
【0019】
【図1】実施例のイージーピール性トレー用フィルム蓋材の構成を示す説明図である。
【図2】比較例のイージーピール性トレー用フィルム蓋材の構成を示す説明図である。
【図3】実施例の経時におけるシール温度と剥離強度との関係を示すグラフである。
【図4】比較例の経時におけるシール温度と剥離強度との関係を示すグラフである。
【図5】実施例のシール温度と剥離強度との関係を示すグラフである。
【符号の説明】
【0020】
100,200……イージーピール性トレー用フィルム蓋材
110,210……表面層
111……二軸延伸ポリプロピレンフィルム層
112,214……印刷層
120,140,240……ドライラミネーション用接着剤層
130……中間層
131,211……ポリエチレンテレフタレートフィルム層
132,212……無機酸化物蒸着層
133,213……保護コート層
150,250……イージーピールフィルム層
220……押出しラミネーション用AC剤層
230……中間層,ポリエチレンフィルム層
【技術分野】
【0001】
本発明は、カレー、ルーなどの保香性を必要とする内容物を収納するポリプロピレン製トレーの開口部を封止するために使用するイージーピール性トレー用フィルム蓋材に関するものである。
【背景技術】
【0002】
従来、ポリプロピレン製トレーの開口部を封止するために使用するイージーピール(易剥離)性トレー用フィルム蓋材としては、例えば図2に示すように、積層構成が、表面側から順次、表面層(210)/押出しラミネーション用AC剤層(220)/中間層(230)/ドライラミネーション用接着剤層(240)/イージーピールフィルム層(250)からなり、表面層(210)の積層構成が、表面側から順次、ポリエチレンテレフタレートフィルム層(211)/無機酸化物蒸着層(212)/保護コート層(213)/印刷層(214)であり、中間層(230)が、ポリエチレンフィルム層であるイージーピール性トレー用フィルム蓋材(200)が使用されていた。そして、表面層と中間層と間のラミネート強度が弱すぎると、トレーを開封するために、イージーピール性トレー用フィルム蓋材をトレーの開口部に周設するフランジの上面から剥離するときに、表面層と中間層との間でデラミネーション(層間剥離)が発生しやすく、また、表面層と中間層と間のラミネート強度が強すぎると、フィルム裂けを起こしやすいため、押出しラミネート加工時に、表面層と中間層との間のラミネート強度をコントロールして、剥離時の力を分散させるようにしていた。
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、経時において、イージーピール性トレー用フィルム蓋材とトレーとの接着強度が強くなるため、トレーを開封するときに、イージーピール性トレー用フィルム蓋材の全体が伸びやすくなり、表面層と中間層と間にずれ応力が掛かって、表面層と中間層との間でデラミネーションが発生し、いわゆる二重蓋の不良現象を生じることがあった。
【0004】
本発明は、上述の従来のイージーピール性トレー用フィルム蓋材の問題点を解決したものであり、経時におけるトレーとの接着強度の上昇が比較的に低く、トレー開封時に構成層間のデラミネーションの発生がないイージーピール性トレー用フィルム蓋材を提供するものである。
【課題を解決するための手段】
【0005】
すなわち、本発明の第1の発明は、積層構成が、表面側から順次、表面層/ドライラミネーション用接着剤層/中間層/ドライラミネーション用接着剤層/イージーピールフィルム層からなり、かつ、表面層の積層構成が、表面側から順次、二軸延伸ポリプロピレンフィルム層/印刷層であり、中間層の積層構成が、表面側から順次、ポリエチレンテレフタレートフィルム層/無機酸化物蒸着層/保護コート層であることを特徴とするイージーピール性トレー用フィルム蓋材である。
【0006】
次に、本発明の第2の発明は、中間層とイージーピールフィルム層との接着強度が、5N以上であることを特徴とする第1の発明に記載のイージーピール性トレー用フィルム蓋材である。
【0007】
次に、本発明の第3の発明は、イージーピールフィルム層の厚みが、30μm以下であることを特徴とする第1の発明又は第2の発明に記載のイージーピール性トレー用フィル
ム蓋材である。
【0008】
そして、本発明の第4の発明は、プラスチック製トレーに剥離強度が10N以下で接着したことを特徴とする第1の発明乃至第3の発明に記載のイージーピール性トレー用フィルム蓋材である。
【発明の効果】
【0009】
本発明のイージーピール性トレー用フィルム蓋材は、積層構成中の中間層が伸びにくいポリエチレンテレフタレートフィルムを基材とする蒸着フィルムであり、この延びにくい中間層に接着するイージーピールフィルム層の全体も、トレーから剥離するときに、伸びにくくなり、この結果、表面層と中間層と間にずれ応力が発生しにくく、表面層と中間層との間でデラミネーションが発生しにくくなる。また、中間層とイージーピールフィルム層との接着強度を5N以上にすることで、中間層とイージーピールフィルム層との間でデラミネーションが発生しにくくなる。
【0010】
また、トレー開口部フランジに、イージーピール性トレー用フィルム蓋材を熱圧着及び冷却して接着したときに、イージーピール性トレー用フィルム蓋材のイージーピールフィルム層に歪みを発生し、この残留歪みが経時で緩和されると接着強度が上昇する。また、イージーピールフィルム層の構成樹脂間の凝集破壊にともない経時において接着強度が上昇する。本発明のイージーピール性トレー用フィルム蓋材は、イージーピールフィルム層の厚みを30μm以下の薄厚にすることで、イージーピールフィルム層の構成樹脂間の凝集破壊にともなう接着強度の上昇を抑えることができる。
【0011】
また、本発明のイージーピール性トレー用フィルム蓋材は、プラスチック製トレーに剥離強度が10N以下で接着するため、トレーから剥離するときの剥離強度が比較的に弱く、蓋材の構成層間にずれ応力が掛かりずらいため、構成層でデラミネーションして、いわゆる二重蓋の不良現象を生じにくい。
【発明を実施するための最良の形態】
【0012】
本発明のイージーピール性トレー用フィルム蓋材は、ポリプロピレン製のトレーを密封るために、トレーの開口部に周設するフランジ上面に、ヒートシール法によりイージーピール可能に接着するものである。このイージーピール性トレー用フィルム蓋材(100)の積層構成は、図1に示すように、表面側から順次、表面層(110)/ドライラミネーション用接着剤層(120)/中間層(130)/ドライラミネーション用接着剤層(140)/イージーピールフィルム層(150)からなり、表面層(110)の積層構成は、表面側から順次、二軸延伸ポリプロピレンフィルム層(111)/印刷層(112)であり、中間層(130)の積層構成は、表面側から順次、ポリエチレンテレフタレートフィルム層(131)/無機酸化物蒸着層(132)/保護コート層(133)であり、中間層(130)とイージーピールフィルム層(150)との接着強度を5N以上にし、イージーピールフィルム層の厚みを30μm以下にするものである。そして、トレーを密封した本発明のイージーピール性トレー用フィルム蓋材が、トレーを開封するときに、10N以下の剥離強度でフィルム蓋材が剥離可能にトレーにヒートシールするものである。
【0013】
以下に、本発明の具体的実施例について説明する。
【実施例】
【0014】
まず、二軸延伸ポリプロピレンフィルム(二村化学株式会社製 FOR 20μm)の片面に、グラビア印刷法で文字及び絵柄を印刷し、次に、この二軸延伸ポリプロピレンフィルムの印刷層側面に、ドライラミネーション用接着剤(大日本インキ化学工業株式会社製 LX703VL/KR90/酢酸エチル=15/1/18)を塗布(ドライ 3.5
〜4.0g/m2 )し、このドライラミネーション用接着剤層側面に、ポリエチレンテレフタレート層/無機酸化物蒸着層/保護コート層構成の積層フィルム(凸版印刷株式会社製 GL−AEH 12μm)のポリエチレンテレフタレート層側をドライラミネーション法で積層し、次に、この積層フィルムの保護コート層側面にドライラミネーション用接着剤(大日本インキ化学工業株式会社製 LX703VL/KR90/酢酸エチル=15/1/18)を塗布(ドライ 3.5〜4.0g/m2 )し、このドライラミネーション用接着剤塗布層側面に、イージーピールフィルム(ジェイフィルム株式会社製 TH−1000 30μm)をドライラミネーション法で積層して、図1に示す〔上面側〕二軸延伸ポリエチレンテレフタレートフィルム層(111)/印刷層(112)/ドライラミネーション用接着剤層(120)/ポリエチレンテレフタレート層(131)/無機酸化物蒸着層(132)/保護コート層(133)/ドライラミネーション用接着剤層(140)/イージーピールフィルム層(150)構成の実施例のイージーピール性トレー用フィルム蓋材(100)を作製した。
【0015】
次に、従来のイージーピール性トレー用フィルム蓋材の一例である比較例について説明する。
【0016】
<比較例>
まず、ポリエチレンテレフタレート層/無機酸化物蒸着層/保護コート層構成の積層フィルム(凸版印刷株式会社製 GL−AEH 12μm)の保護コート層側面に、グラビア印刷法で文字及び絵柄を印刷し、次に、この印刷層側面に、押出しラミネーション用AC剤を塗布し、この押出しラミネーション用AC剤層側面に、押出しラミネーション法でポリエチレン層を積層し、そして、このポリエチレン層側面に、ドライラミネーション用接着剤を塗布し、このドライラミネーション用接着剤塗布層側面に、イージーピールフィルム(ジェイフィルム株式会社製 TH−1000 30μm)をドライラミネーション法で積層して、図2に示すポリエチレンテレフタレートフィルム層(211)/無機酸化物蒸着層(212)/保護コート層(213)/印刷層(214)/押出しラミネーション用AC剤層(220)/ポリエチレンフィルム層(230)/ドライラミネーション用接着剤層(240)/イージーピールフィルム層(250)構成の比較例のイージーピール性トレー用フィルム蓋材(200)を作製した。
【0017】
<評 価>
まず、実施例のイージーピール性トレー用フィルム蓋材を、ポリプロピレン製のトレーの開口部周縁に設けられてフランジ上面にヒートシール法で各種シール条件でシールしたのち、フィルム蓋材の剥離強度を測定した。シール条件は、温度が130℃、140℃、150℃、160℃、170℃の5条件で、圧力は1Kg/cm2 で、時間は1秒であった。なお、二軸延伸ポリエチレンテレフタレートフィルム層/印刷層の積層フィルムとポリエチレンテレフタレート層/無機酸化物蒸着層/保護コート層の積層フィルムとの間の接着強度は、1.5Nで、ポリエチレンテレフタレート層/無機酸化物蒸着層/保護コート層の積層フィルムとイージーピールフィルムとの間の接着強度は、6Nであった。測定結果は、図5のシール温度と剥離強度との関係を示すグラフから分かるように、シール温度が高くなるにつれて剥離強度も高くなるが、シール温度が130〜170℃では、10N以下であった。デラミネーションを発生したものはなかった。
【0018】
次に、実施例のイージーピール性トレー用フィルム蓋材と比較例のイージーピール性トレー用フィルム蓋材について、経時におけるシール温度と剥離強度との関係を調べた。シール条件は、温度が130℃、155℃、170℃の3条件で、圧力は1Kg/cm2 で、時間は1秒で、冷却条件は、ヒートシール後1秒以内に冷却バーを当てた。また、測定は、初期、1週間後、4週間後に行った。測定結果は、実施例のイージーピール性トレー用フィルム蓋材は、図3のグラフから分かるように、剥離強度は10N以下であり、各温
度における剥離強度の上昇も約2Nに抑えられていた。一方、比較例のイージーピール性トレー用フィルム蓋材については、図4のグラフから分かるように、剥離強度が10Nを大幅に越えるものもあり、各温度における剥離強度の上昇も4〜6Nであった。デラミネーションを発生したものがあった。
【図面の簡単な説明】
【0019】
【図1】実施例のイージーピール性トレー用フィルム蓋材の構成を示す説明図である。
【図2】比較例のイージーピール性トレー用フィルム蓋材の構成を示す説明図である。
【図3】実施例の経時におけるシール温度と剥離強度との関係を示すグラフである。
【図4】比較例の経時におけるシール温度と剥離強度との関係を示すグラフである。
【図5】実施例のシール温度と剥離強度との関係を示すグラフである。
【符号の説明】
【0020】
100,200……イージーピール性トレー用フィルム蓋材
110,210……表面層
111……二軸延伸ポリプロピレンフィルム層
112,214……印刷層
120,140,240……ドライラミネーション用接着剤層
130……中間層
131,211……ポリエチレンテレフタレートフィルム層
132,212……無機酸化物蒸着層
133,213……保護コート層
150,250……イージーピールフィルム層
220……押出しラミネーション用AC剤層
230……中間層,ポリエチレンフィルム層
【特許請求の範囲】
【請求項1】
積層構成が、表面側から順次、表面層/ドライラミネーション用接着剤層/中間層/ドライラミネーション用接着剤層/イージーピールフィルム層からなり、かつ、表面層の積層構成が、表面側から順次、二軸延伸ポリプロピレンフィルム層/印刷層であり、中間層の積層構成が、表面側から順次、ポリエチレンテレフタレートフィルム層/無機酸化物蒸着層/保護コート層であることを特徴とするイージーピール性トレー用フィルム蓋材。
【請求項2】
中間層とイージーピールフィルム層との接着強度が、5N以上であることを特徴とする請求項1記載のイージーピール性トレー用フィルム蓋材。
【請求項3】
イージーピールフィルム層の厚みが、30μm以下であることを特徴とする請求項1又は請求項2記載のイージーピール性トレー用フィルム蓋材。
【請求項4】
プラスチック製トレーに剥離強度が10N以下で接着したことを特徴とする請求項1乃至請求項3記載のイージーピール性トレー用フィルム蓋材。
【請求項1】
積層構成が、表面側から順次、表面層/ドライラミネーション用接着剤層/中間層/ドライラミネーション用接着剤層/イージーピールフィルム層からなり、かつ、表面層の積層構成が、表面側から順次、二軸延伸ポリプロピレンフィルム層/印刷層であり、中間層の積層構成が、表面側から順次、ポリエチレンテレフタレートフィルム層/無機酸化物蒸着層/保護コート層であることを特徴とするイージーピール性トレー用フィルム蓋材。
【請求項2】
中間層とイージーピールフィルム層との接着強度が、5N以上であることを特徴とする請求項1記載のイージーピール性トレー用フィルム蓋材。
【請求項3】
イージーピールフィルム層の厚みが、30μm以下であることを特徴とする請求項1又は請求項2記載のイージーピール性トレー用フィルム蓋材。
【請求項4】
プラスチック製トレーに剥離強度が10N以下で接着したことを特徴とする請求項1乃至請求項3記載のイージーピール性トレー用フィルム蓋材。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−160322(P2006−160322A)
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願番号】特願2004−355059(P2004−355059)
【出願日】平成16年12月8日(2004.12.8)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願日】平成16年12月8日(2004.12.8)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]