
イージーピール性包装袋
【課題】非シール部の表裏の包装材が密着せず、引き剥がす取っ掛りが掴みやすく、容易に開封することができるイージーピール性包装袋を提供する。
【解決手段】基材の裏面にイージーピール性を有するシーラント層が積層されているイージーピール性の包装材を用いて、包装材のシーラント層面どうしがシール接着され、シール接着されたシール部のうちの開封のための剥離開始部の外端に非シール部を有するイージーピール性包装袋において、少なくとも表裏いずれか一方の包装材の非シール部にエンボス加工が施されていることを特徴とする。
【解決手段】基材の裏面にイージーピール性を有するシーラント層が積層されているイージーピール性の包装材を用いて、包装材のシーラント層面どうしがシール接着され、シール接着されたシール部のうちの開封のための剥離開始部の外端に非シール部を有するイージーピール性包装袋において、少なくとも表裏いずれか一方の包装材の非シール部にエンボス加工が施されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、イージーピール性包装袋に関するものである。
【背景技術】
【0002】
従来、包装材の最内層であるシーラント層どうしの面々をシールして食品等内容物を収納する密封軟包装袋で、その開封に際し、シール部の一部を容易に剥離(ピール)して内容物を取り出すことのできるイージーピール性包装袋や容器が知られ、食品分野を始め化粧品、医薬品等の種々の分野に数多く使用されている。
【0003】
このイージーピール性とは、シール部が手などで剥離(ピール)し易く、かつ、ある程度の剥離強度を有する性質をいい、JIS−Z0238のヒートシール軟包装袋及び半剛性容器の試験方法の袋の使用目的に応じたヒートシール強さの目安によれば、イージーピールの袋などでヒートシール強さが小さくてよい場合を、3N/15mm以上とし、普通のヒートシール強さを要する場合を、6N/15mm以上としている。
【0004】
このようなイージーピール性包装袋には、基材の裏面にイージーピール性を有するシーラント層が積層されているイージーピール性の包装材を用いて、包装材のシーラント層面どうしがシール接着され、シール接着されたシール部のうちの開封のための剥離開始部の外端に非シール部を有し、非シール部の2枚の包装材を引き剥がして開封するイージーピール性包装袋がある。
【0005】
このようなイージーピール性包装袋のイージーピール性を有するシーラント層は、少なくともシール面側の被シール層に、低密度ポリエチレンをベースとし、剥離時に凝集破壊を引き起こすポリプロピレンやポリブテン−1を、ブレンドした樹脂が多く用いられている。
【0006】
このイージーピール性包装袋において、非シール部の表裏2枚の包装材が密着していると、引き剥がす取っ掛りがつかめず、開封に苦労することがあった。
【0007】
そのため、非シール部の2枚の包装材が互いに離れるようにカールして、取っ掛りとなるように、イージーピール性を有するシーラント層を、基材側の被ラミネート層と内面側の被シール層との共押出しによる2層とし、被ラミネート層を密度0.94g/cm2以上の高密度ポリエチレンを主体とした樹脂とし、被シール層を、低密度ポリエチレンに凝集破壊を引き起こす樹脂が添加されたイージーピール性樹脂としたイージーピール性包装袋があった(特許文献1)。
【0008】
公知文献を以下に示す。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2002−225934号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記、特許文献1のように、非シール部の表裏2枚の包装材が互いに離れるようにカールさせることは可能であるが、カールの程度を制御することは、基材の腰にも影響され難しく、極端にカールさせては、外観が悪く、カールが少ないと取っ掛りにならない。また
、シール部をシールするときに非シール部がシールの熱により擬似シール状態となってしまうこともある。更には、連続で製袋したイージーピール性包装袋を断裁して、個々のイージーピール性包装袋にするときに、断裁刃の切れが悪く、断裁際の包装材を圧着してしまうこともある。
【0011】
本発明は上記した事情に鑑みてなされたもので、非シール部の表裏の包装材が密着せず、引き剥がす取っ掛りが掴みやすく、容易に開封することができるイージーピール性包装袋を提供することを課題としている。
【課題を解決するための手段】
【0012】
本発明の請求項1に係る発明は、基材の裏面にイージーピール性を有するシーラント層が積層されているイージーピール性の包装材を用いて、該包装材のシーラント層面どうしがシール接着され、該シール接着されたシール部のうちの開封のための剥離開始部の外端に非シール部を有するイージーピール性包装袋であって、少なくとも表裏いずれか一方の包装材の前記非シール部にエンボス加工が施されていることを特徴とするイージーピール性包装袋である。
【0013】
本発明の請求項2に係る発明は、前記エンボス加工の凸部の頂点間の距離が、1mm以上、10mm以下であり、凸部の高さが1mm以上、5mm以下であることを特徴とする請求項1に記載のイージーピール性包装袋である。
【発明の効果】
【0014】
本発明のイージーピール性包装袋は、以上のような構成であって、少なくとも表裏いずれか一方の包装材の剥離開始部の外端の非シール部にエンボス加工が施されているので、シールするときに非シール部がシールの熱により擬似シール状態となってしまうことがなく、連続で製袋したイージーピール性包装袋を断裁して、個々のイージーピール性包装袋にするときに圧着されることもなく、施されたエンボス加工により、表裏の包装材の非シール部が密着していない部分が必ずできるので、簡単に表裏それぞれの包装材を指で掴むことができ、容易に開封することができる。また、エンボス加工をした凹凸形状が滑り止めの役割をはたすため、開封が容易になる。
【図面の簡単な説明】
【0015】
【図1】本発明のイージーピール性包装袋の一例を模式的に示した説明図である。
【図2】本発明のイージーピール性包装袋の一例の非シール部を開いた状態を模式的に示した説明図である。
【図3】図1のX−X断面を模式的に示した説明図である。
【図4】本発明のイージーピール性包装袋の一例のエンボス加工の凸部の配置形状を模式的に示した説明図である。
【図5】図3の部分拡大図である。
【発明を実施するための形態】
【0016】
以下本発明を実施するための形態につき説明する。
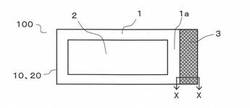
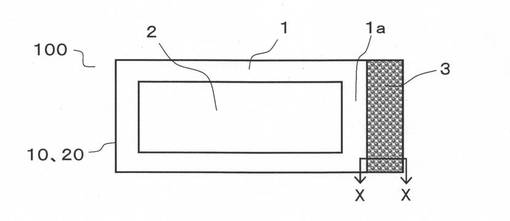
図1は、本発明のイージーピール性包装袋の一例を模式的に示した説明図である。
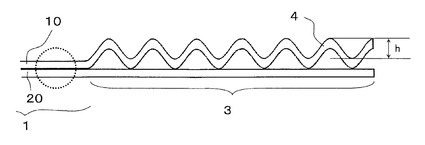
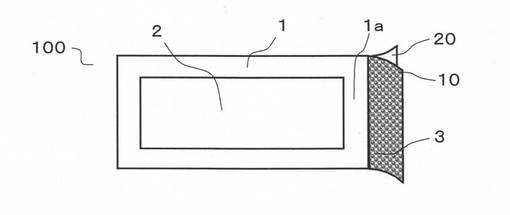
図2は、本発明のイージーピール性包装袋の一例の非シール部を開いた状態を模式的に示した説明図である。
図3は、図1のX−X断面を模式的に示した説明図である。
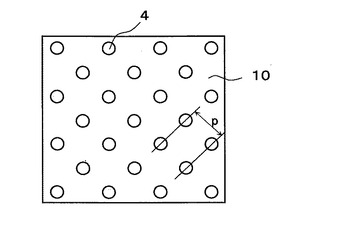
図4は、本発明のイージーピール性包装袋の一例のエンボス加工の凸部の配置形状を模式的に示した説明図である。
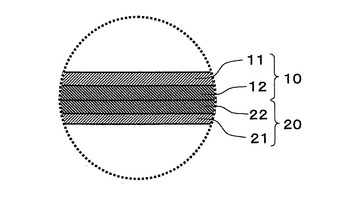
図5は、図3の部分拡大図である。
【0017】
本例のイージーピール性包装袋100は、図1、図2のように、表側包装材10と裏側包装材20が重ね合わされ、シール接着されたシール部1が形成され、シール部1で囲まれた表側包装材10と裏側包装材20の間に収納部2が形成され、更に、シール部1のうちの開封するための剥離開始部1aの外端に非シール部3が設けられている。図2は、本例のイージーピール性包装袋100の非シール部3の表側包装材10と裏側包装材20を開いた状態である。
【0018】
図3は、図1のX−X部の断面であり、非シール部3では、表側包装材10にエンボス加工が施され凹凸が設けられている。また、裏側包装材20にはエンボス加工が施されていない。
【0019】
エンボス加工の凸部4の高さhは、1mm以上、5mm以下が好ましい。1mm未満だと効果が得られず、5mmを越えるとエンボス加工後に巻き取ると、巻きズレを起こしやすくなるという不具合が生ずる。
【0020】
エンボス加工の凸部4の配置形状は特にこだわらないが、千鳥状に配置するとエンボス加工がしやすく、本例でも図4のようにエンボス加工の凸部4が、千鳥状に配置されている。凸部の頂点間の距離pは、1mm以上、10mm以下が好ましい。1mm未満だと凸部の高さが充分に得られず、10mmを越えると非シール部3の端縁部に凸部4が来ない場合があり、その場合は効果が得られない。
【0021】
図5は、図3の丸で囲んだ部分の拡大図である。本発明のイージーピール性包装袋100において、表側包装材10と裏側包装材20は、それぞれ、基材11、21の裏面にイージーピール性を有するシーラント層12、22が貼り合わされ積層された積層フィルムからなっている。
【0022】
そして、この表側包装材10と裏側包装材20のそれぞれのシーラント層12、22どうしが、対向して重ねあわされ、シール接着されてシール部を形成している。
【0023】
本発明のイージーピール性包装袋100の表側包装材10と裏側包装材20の包装材は前述したように、基材11、21の裏面にイージーピール性を有するシーラント層12、22が貼り合わされ積層された積層フィルムからなっている。
【0024】
基材11、12には、ポリエチレンテレフタレートやポリエチレンナフタレートなどのポリエステルフィルム、ポリエチレンやポリプロピレンなどのポリオレフィンフィルム、ポリスチレンフィルム、ポリアミドフィルム、ポリ塩化ビニルフィルム、ポリカーボネートフィルム、ポリアクリルニトリルフィルム、ポリイミドフィルムなどを用いることができる。
【0025】
また、これらに金属や無機酸化物の蒸着層を設けた蒸着フィルムを用いてもよい。更には、アルミニウム箔などの金属箔を用いることができる。これらのフィルムや箔を1層で用いたり、また、組み合わせて2層以上に積層して用いたりすることもできる。
【0026】
収納部2に包装する内容物が、バリア性を要求する場合には、蒸着フィルムや金属箔を1層でまたは、他のフィルムと組み合わせて積層して用いることが好ましい。更に、アルミニウム箔などの金属箔を用いると、エンボス加工がかかりやすく、また、エンボス加工により凹凸が平らに戻ってしまう恐れがなく、本発明のイージーピール性包装袋100に用いる基材11、12には、特に適している。
【0027】
シーラント層12、22は、シール部がイージーピール性を有するものが用いられる。
例えば、シール面側の被シール層に、低密度ポリエチレンをベースとし、剥離時に凝集破壊を引き起こすポリプロピレンやポリブテン−1を、ブレンドした樹脂を用いることができる。
【0028】
また、シーラント層12、22は、多層共押し出し法で、基材とのラミネート側の被ラミネート層に、高密度ポリエチレンを用い積層した多層としてもよい。水蒸気バリア性の高い高密度ポリエチレンを積層することで、水蒸気バリア性の低い被シール層の低密度ポリエチレンをベースとしたブレンド樹脂の厚みを減らして、包装材の端部からの吸湿を低減することができる。
【0029】
基材11、12とシーラント層12、22の積層方法や、多層の基材11、12の層の間の積層方法は、特に限定されないが、接着剤を介したドライラミネート方式が好ましく用いられる。接着剤は、溶剤型接着剤、或いは無溶剤型接着剤が使用される。無溶剤型接着剤を使用する場合は、乾燥装置は不要であり、特に、ノンソルベントドライラミネーション法と呼んでいる。
【0030】
ドライラミネーション法に使用する接着剤は、一般的に、ポリウレタン系、ポリアクリル系、ポリエステル系、エポキシ系、ポリ酢酸ビニル系、セルロース系の接着剤が使用できるが、特に好ましくは、ポリウレタン系の2液硬化型接着剤を使用することができる。
【0031】
また、ドライラミネート方式の積層方法の他に、押し出しラミネート方式でシーラント層12、22を1層でまたは2層以上の多層で押し出し、基材11、12に積層してもよい。更には、サンドイッチラミネーション方式で、基材11、12とシーラント層12、22を積層してもよい。
【0032】
基材11、12に印刷層を設けてもよい。基材11、12の裏面に印刷層を設けて、シーラント層12、22と積層するか、あるいは、基材11、12が多層の場合は、外側の基材の裏面に印刷層を設けて積層すればよい。
【0033】
本発明のイージーピール性包装袋100の非シール部3の包装材に設けるエンボス加工は、巻取供給方式の製袋充填機上で、加工を行ってもよい。また、表側包装材10あるいは裏側包装材20の印刷、積層後に、スリッター工程で、あるいは、別工程で行ってもよい。表側包装材10と裏側包装材20の両方にエンボス加工を行う場合は、表側包装材10と裏側包装材20に設けたエンボス加工の凸部4の頂部どうしが、なるべく接触するように、エンボス加工の凸部4を設けることが好ましい。
【0034】
エンボス加工の方法は、表面にエンボス加工の凸部4に対応する凹凸を付けた金属のエンボスロールと、受ロールとの間に表側包装材10あるいは裏側包装材20の製袋前の巻取りを通して、加工すればよい。また、必要に応じて、エンボスロールを加熱してエンボス加工を行ってもよい。
【0035】
製袋と充填は、1袋ずつ製袋して内容物を充填し密封シールしてもよいが、巻取供給方式の製袋充填機で充填とシール接着を行うほうがよい。シール部1をシール接着するとき、エンボス加工した非シール部3と見当を合わせてシール接着する。このために非シール部3を他の部分と異なる色で印刷しておくと、シール接着のときの見当が合わせやすく、また、使用時に、非シール部3がわかりやすく開封しやすい。
【0036】
以上のように、製造した本発明のイージーピール性包装袋100は、施されたエンボス加工により、非シール部3の表側包装材10と裏側包装材20に密着していない部分が必ずできるので、簡単に非シール部3の表側包装材10と裏側包装材20をそれぞれ指で掴
むことができ、容易に開封することができる
【実施例】
【0037】
以下に、本発明の具体的実施例について説明する。
【0038】
<実施例1>
表側包装材10を準備する。まず、最表面となるポリエチレンテレフタレートフィルム12μmのコロナ処理面に、絵柄印刷層をグラビア印刷により設けて、この絵柄印刷層の面に厚さ15μmのアルミニウム箔を、ドライラミネート法により積層した。
【0039】
更に、アルミニウム箔の面に、厚さ12μmのポリエチレンテレフタレートフィルムをドライラミネート法により積層して、アルミニウム箔がポリエチレンテレフタレートフィルムで挟まれた表側包装材10の基材11を作成した。
【0040】
次に、シーラント層12となる、厚さ30μmのイージーピール性シーラントフィルムを裏面側のポリエチレンテレフタレートフィルムの面にドライラミネート法により積層した。
【0041】
イージーピール性シーラントフィルムは、ラミネート面側の被ラミネート層とシール面側の被シール層の2層の共押出しフィルムであって、被ラミネート層が密度0.94g/cm2以上の高密度ポリエチレンを主体とした樹脂で、被シール層が、低密度ポリエチレンに凝集破壊する樹脂が添加された樹脂からなっているフィルムを用いた。
【0042】
次に、裏側包装材20を準備する。まず、ポリエチレンテレフタレートフィルム12μmのコロナ処理面に、白色ベタ印刷層をグラビア印刷により設けて、この絵柄印刷層の面に厚さ15μmのアルミニウム箔を、ドライラミネート法により積層した。
【0043】
更に、アルミニウム箔の面に、厚さ12μmのポリエチレンテレフタレートフィルムをドライラミネート法により積層して、アルミニウム箔がポリエチレンテレフタレートフィルムで挟まれた裏側包装材20の基材21を作成した。
【0044】
次に、シーラント層22となる、厚さ40μmのイージーピール性シーラントフィルムを裏面側のポリエチレンテレフタレートフィルムの面にドライラミネート法により積層した。
【0045】
シーラント層22の厚さ40μmのイージーピール性シーラントフィルムも、シーラント層12の厚さ30μmのイージーピール性シーラントフィルムと同様の共押出しフィルムで厚さのみ異なるものを用いた。
【0046】
次に、表側包装材10と裏側包装材20をそれぞれ、製袋機に掛けるために、スリッターで製袋用の幅にスリットして、製袋用の巻取りとした。
【0047】
製袋用の巻取りとした表側包装材10と裏側包装材20を製袋充填機にセットし、それぞれ巻き出して、表側包装材10には、イージーピール性包装袋100の非シール部3となる位置に、絵柄印刷層と見当を合わせて、エンボスロールによりエンボス加工を行った。
【0048】
エンボス加工の凸部4の高さhは1mmで、凸部4の頂点の流れ方向の間隔は3mm、幅方向の間隔は5mmの千鳥状に配置して設けた。
【0049】
このエンボス加工を行った表側包装材10のシーラント層12と裏側包装材20のシーラント層22を対向させ、内容物の血糖値測定用のセンサーチップが収納部2に来るように挟み込み、シール部1をシールして密封した。
【0050】
その後、スリット、断裁して、1袋ごとに切り離された、充填済みのイージーピール性包装袋100とした。このイージーピール性包装袋100は長方形型で長手方向の一端に非シール部3が設けられた図1のような形状で、幅は30mm、全長70mmであって、そのうちの非シール部3の長さは8mmで、シール部1の各辺のシール幅は3mmで作成した。これを実施例1のイージーピール性包装袋とした。
【0051】
以下に、本発明の比較例について説明する。
【0052】
<比較例1>
エンボス加工を表側包装材10のイージーピール性包装袋の非シール部3となる位置だけでなく、表側包装材10の全面に行い、その他は、実施例1と同様にして、比較例1のイージーピール性包装袋とした。
【0053】
<比較例2>
エンボス加工を表側包装材10のイージーピール性包装袋の非シール部3となる位置にも、いずれの位置にも設けない以外は、実施例1と同様にして、比較例2のイージーピール性包装袋とした。
【0054】
<試験方法>
実施例と比較例のイージーピール性包装袋を下記の方法で試験し、比較評価した。
【0055】
<易開封性>
実施例と比較例のイージーピール性包装袋の非シール部の表裏の包装材が掴みやすく、開封が容易であるか否かを、評価した。
【0056】
評価は、簡単に非シール部の表裏の包装材が掴め、開封が容易であったものを○とし、非シール部の表裏の包装材が掴みにくく、開封に手間取ったものを△とし、非シール部の表裏の包装材を掴むことができず、開封が困難なものを×とした。その結果を表1にまとめた。
【0057】
<防湿性>
実施例と比較例のイージーピール性包装袋を40℃75%RHで6ヶ月間保存し、内容物の血糖値測定用のセンサーチップの性能に影響があるか否かを評価した。
【0058】
血糖値測定用のセンサーチップの性能が、変わらなかったものを○とし、性能が明らかに低下しているものを×とした。その結果を表1にまとめた。
【0059】
<製袋充填加工>
製袋充填時の加工適性を評価した。問題なく製袋充填できたものを○とし、製袋充填で問題のあったものを×とした。その結果を表1にまとめた。
【0060】
【表1】

以下に、実施例と比較例との比較結果について説明する。
【0061】
<比較結果>
実施例1の本発明のイージーピール性包装袋は、いずれも良好であり、開封にあたっては
、非シール部にエンボス加工が施されているので、表側包装材10と裏側包装材20を容易に別々に掴んで開封することができ、40℃75%RHの高温高湿での6ヵ月保存後も内容物の血糖値測定用のセンサーチップの性能に劣化は認められず、また、製袋充填加工を問題なく行うことができた。
【0062】
一方、比較例1のイージーピール性包装袋は、易開封性の点は、実施例1のイージーピール性包装袋と同様に問題なく開封できたが、保存性については、40℃75%RHでの6ヵ月保存後、内容物の血糖値測定用のセンサーチップの性能に劣化は認められた。また、製袋充填加工についてもシール部で凸部がつぶされ、包装材が動き蛇行しやすく、問題があった。
【0063】
また、比較例2のイージーピール性包装袋は、防湿性や製袋充填加工に特に問題はなかったが、易開封性の点で、非シール部の表側包装材10と裏側包装材20を掴むことができず、開封が困難であった。
【符号の説明】
【0064】
100・・・イージーピール性包装袋
10・・・表側包装材
20・・・裏側包装材
11、21・・・基材
12、22・・・シーラント層
1・・・シール部
1a・・・剥離開始部
2・・・収納部
3・・・非シール部
4・・・凸部
h・・・高さ
p・・・距離
【技術分野】
【0001】
本発明は、イージーピール性包装袋に関するものである。
【背景技術】
【0002】
従来、包装材の最内層であるシーラント層どうしの面々をシールして食品等内容物を収納する密封軟包装袋で、その開封に際し、シール部の一部を容易に剥離(ピール)して内容物を取り出すことのできるイージーピール性包装袋や容器が知られ、食品分野を始め化粧品、医薬品等の種々の分野に数多く使用されている。
【0003】
このイージーピール性とは、シール部が手などで剥離(ピール)し易く、かつ、ある程度の剥離強度を有する性質をいい、JIS−Z0238のヒートシール軟包装袋及び半剛性容器の試験方法の袋の使用目的に応じたヒートシール強さの目安によれば、イージーピールの袋などでヒートシール強さが小さくてよい場合を、3N/15mm以上とし、普通のヒートシール強さを要する場合を、6N/15mm以上としている。
【0004】
このようなイージーピール性包装袋には、基材の裏面にイージーピール性を有するシーラント層が積層されているイージーピール性の包装材を用いて、包装材のシーラント層面どうしがシール接着され、シール接着されたシール部のうちの開封のための剥離開始部の外端に非シール部を有し、非シール部の2枚の包装材を引き剥がして開封するイージーピール性包装袋がある。
【0005】
このようなイージーピール性包装袋のイージーピール性を有するシーラント層は、少なくともシール面側の被シール層に、低密度ポリエチレンをベースとし、剥離時に凝集破壊を引き起こすポリプロピレンやポリブテン−1を、ブレンドした樹脂が多く用いられている。
【0006】
このイージーピール性包装袋において、非シール部の表裏2枚の包装材が密着していると、引き剥がす取っ掛りがつかめず、開封に苦労することがあった。
【0007】
そのため、非シール部の2枚の包装材が互いに離れるようにカールして、取っ掛りとなるように、イージーピール性を有するシーラント層を、基材側の被ラミネート層と内面側の被シール層との共押出しによる2層とし、被ラミネート層を密度0.94g/cm2以上の高密度ポリエチレンを主体とした樹脂とし、被シール層を、低密度ポリエチレンに凝集破壊を引き起こす樹脂が添加されたイージーピール性樹脂としたイージーピール性包装袋があった(特許文献1)。
【0008】
公知文献を以下に示す。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2002−225934号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記、特許文献1のように、非シール部の表裏2枚の包装材が互いに離れるようにカールさせることは可能であるが、カールの程度を制御することは、基材の腰にも影響され難しく、極端にカールさせては、外観が悪く、カールが少ないと取っ掛りにならない。また
、シール部をシールするときに非シール部がシールの熱により擬似シール状態となってしまうこともある。更には、連続で製袋したイージーピール性包装袋を断裁して、個々のイージーピール性包装袋にするときに、断裁刃の切れが悪く、断裁際の包装材を圧着してしまうこともある。
【0011】
本発明は上記した事情に鑑みてなされたもので、非シール部の表裏の包装材が密着せず、引き剥がす取っ掛りが掴みやすく、容易に開封することができるイージーピール性包装袋を提供することを課題としている。
【課題を解決するための手段】
【0012】
本発明の請求項1に係る発明は、基材の裏面にイージーピール性を有するシーラント層が積層されているイージーピール性の包装材を用いて、該包装材のシーラント層面どうしがシール接着され、該シール接着されたシール部のうちの開封のための剥離開始部の外端に非シール部を有するイージーピール性包装袋であって、少なくとも表裏いずれか一方の包装材の前記非シール部にエンボス加工が施されていることを特徴とするイージーピール性包装袋である。
【0013】
本発明の請求項2に係る発明は、前記エンボス加工の凸部の頂点間の距離が、1mm以上、10mm以下であり、凸部の高さが1mm以上、5mm以下であることを特徴とする請求項1に記載のイージーピール性包装袋である。
【発明の効果】
【0014】
本発明のイージーピール性包装袋は、以上のような構成であって、少なくとも表裏いずれか一方の包装材の剥離開始部の外端の非シール部にエンボス加工が施されているので、シールするときに非シール部がシールの熱により擬似シール状態となってしまうことがなく、連続で製袋したイージーピール性包装袋を断裁して、個々のイージーピール性包装袋にするときに圧着されることもなく、施されたエンボス加工により、表裏の包装材の非シール部が密着していない部分が必ずできるので、簡単に表裏それぞれの包装材を指で掴むことができ、容易に開封することができる。また、エンボス加工をした凹凸形状が滑り止めの役割をはたすため、開封が容易になる。
【図面の簡単な説明】
【0015】
【図1】本発明のイージーピール性包装袋の一例を模式的に示した説明図である。
【図2】本発明のイージーピール性包装袋の一例の非シール部を開いた状態を模式的に示した説明図である。
【図3】図1のX−X断面を模式的に示した説明図である。
【図4】本発明のイージーピール性包装袋の一例のエンボス加工の凸部の配置形状を模式的に示した説明図である。
【図5】図3の部分拡大図である。
【発明を実施するための形態】
【0016】
以下本発明を実施するための形態につき説明する。
図1は、本発明のイージーピール性包装袋の一例を模式的に示した説明図である。
図2は、本発明のイージーピール性包装袋の一例の非シール部を開いた状態を模式的に示した説明図である。
図3は、図1のX−X断面を模式的に示した説明図である。
図4は、本発明のイージーピール性包装袋の一例のエンボス加工の凸部の配置形状を模式的に示した説明図である。
図5は、図3の部分拡大図である。
【0017】
本例のイージーピール性包装袋100は、図1、図2のように、表側包装材10と裏側包装材20が重ね合わされ、シール接着されたシール部1が形成され、シール部1で囲まれた表側包装材10と裏側包装材20の間に収納部2が形成され、更に、シール部1のうちの開封するための剥離開始部1aの外端に非シール部3が設けられている。図2は、本例のイージーピール性包装袋100の非シール部3の表側包装材10と裏側包装材20を開いた状態である。
【0018】
図3は、図1のX−X部の断面であり、非シール部3では、表側包装材10にエンボス加工が施され凹凸が設けられている。また、裏側包装材20にはエンボス加工が施されていない。
【0019】
エンボス加工の凸部4の高さhは、1mm以上、5mm以下が好ましい。1mm未満だと効果が得られず、5mmを越えるとエンボス加工後に巻き取ると、巻きズレを起こしやすくなるという不具合が生ずる。
【0020】
エンボス加工の凸部4の配置形状は特にこだわらないが、千鳥状に配置するとエンボス加工がしやすく、本例でも図4のようにエンボス加工の凸部4が、千鳥状に配置されている。凸部の頂点間の距離pは、1mm以上、10mm以下が好ましい。1mm未満だと凸部の高さが充分に得られず、10mmを越えると非シール部3の端縁部に凸部4が来ない場合があり、その場合は効果が得られない。
【0021】
図5は、図3の丸で囲んだ部分の拡大図である。本発明のイージーピール性包装袋100において、表側包装材10と裏側包装材20は、それぞれ、基材11、21の裏面にイージーピール性を有するシーラント層12、22が貼り合わされ積層された積層フィルムからなっている。
【0022】
そして、この表側包装材10と裏側包装材20のそれぞれのシーラント層12、22どうしが、対向して重ねあわされ、シール接着されてシール部を形成している。
【0023】
本発明のイージーピール性包装袋100の表側包装材10と裏側包装材20の包装材は前述したように、基材11、21の裏面にイージーピール性を有するシーラント層12、22が貼り合わされ積層された積層フィルムからなっている。
【0024】
基材11、12には、ポリエチレンテレフタレートやポリエチレンナフタレートなどのポリエステルフィルム、ポリエチレンやポリプロピレンなどのポリオレフィンフィルム、ポリスチレンフィルム、ポリアミドフィルム、ポリ塩化ビニルフィルム、ポリカーボネートフィルム、ポリアクリルニトリルフィルム、ポリイミドフィルムなどを用いることができる。
【0025】
また、これらに金属や無機酸化物の蒸着層を設けた蒸着フィルムを用いてもよい。更には、アルミニウム箔などの金属箔を用いることができる。これらのフィルムや箔を1層で用いたり、また、組み合わせて2層以上に積層して用いたりすることもできる。
【0026】
収納部2に包装する内容物が、バリア性を要求する場合には、蒸着フィルムや金属箔を1層でまたは、他のフィルムと組み合わせて積層して用いることが好ましい。更に、アルミニウム箔などの金属箔を用いると、エンボス加工がかかりやすく、また、エンボス加工により凹凸が平らに戻ってしまう恐れがなく、本発明のイージーピール性包装袋100に用いる基材11、12には、特に適している。
【0027】
シーラント層12、22は、シール部がイージーピール性を有するものが用いられる。
例えば、シール面側の被シール層に、低密度ポリエチレンをベースとし、剥離時に凝集破壊を引き起こすポリプロピレンやポリブテン−1を、ブレンドした樹脂を用いることができる。
【0028】
また、シーラント層12、22は、多層共押し出し法で、基材とのラミネート側の被ラミネート層に、高密度ポリエチレンを用い積層した多層としてもよい。水蒸気バリア性の高い高密度ポリエチレンを積層することで、水蒸気バリア性の低い被シール層の低密度ポリエチレンをベースとしたブレンド樹脂の厚みを減らして、包装材の端部からの吸湿を低減することができる。
【0029】
基材11、12とシーラント層12、22の積層方法や、多層の基材11、12の層の間の積層方法は、特に限定されないが、接着剤を介したドライラミネート方式が好ましく用いられる。接着剤は、溶剤型接着剤、或いは無溶剤型接着剤が使用される。無溶剤型接着剤を使用する場合は、乾燥装置は不要であり、特に、ノンソルベントドライラミネーション法と呼んでいる。
【0030】
ドライラミネーション法に使用する接着剤は、一般的に、ポリウレタン系、ポリアクリル系、ポリエステル系、エポキシ系、ポリ酢酸ビニル系、セルロース系の接着剤が使用できるが、特に好ましくは、ポリウレタン系の2液硬化型接着剤を使用することができる。
【0031】
また、ドライラミネート方式の積層方法の他に、押し出しラミネート方式でシーラント層12、22を1層でまたは2層以上の多層で押し出し、基材11、12に積層してもよい。更には、サンドイッチラミネーション方式で、基材11、12とシーラント層12、22を積層してもよい。
【0032】
基材11、12に印刷層を設けてもよい。基材11、12の裏面に印刷層を設けて、シーラント層12、22と積層するか、あるいは、基材11、12が多層の場合は、外側の基材の裏面に印刷層を設けて積層すればよい。
【0033】
本発明のイージーピール性包装袋100の非シール部3の包装材に設けるエンボス加工は、巻取供給方式の製袋充填機上で、加工を行ってもよい。また、表側包装材10あるいは裏側包装材20の印刷、積層後に、スリッター工程で、あるいは、別工程で行ってもよい。表側包装材10と裏側包装材20の両方にエンボス加工を行う場合は、表側包装材10と裏側包装材20に設けたエンボス加工の凸部4の頂部どうしが、なるべく接触するように、エンボス加工の凸部4を設けることが好ましい。
【0034】
エンボス加工の方法は、表面にエンボス加工の凸部4に対応する凹凸を付けた金属のエンボスロールと、受ロールとの間に表側包装材10あるいは裏側包装材20の製袋前の巻取りを通して、加工すればよい。また、必要に応じて、エンボスロールを加熱してエンボス加工を行ってもよい。
【0035】
製袋と充填は、1袋ずつ製袋して内容物を充填し密封シールしてもよいが、巻取供給方式の製袋充填機で充填とシール接着を行うほうがよい。シール部1をシール接着するとき、エンボス加工した非シール部3と見当を合わせてシール接着する。このために非シール部3を他の部分と異なる色で印刷しておくと、シール接着のときの見当が合わせやすく、また、使用時に、非シール部3がわかりやすく開封しやすい。
【0036】
以上のように、製造した本発明のイージーピール性包装袋100は、施されたエンボス加工により、非シール部3の表側包装材10と裏側包装材20に密着していない部分が必ずできるので、簡単に非シール部3の表側包装材10と裏側包装材20をそれぞれ指で掴
むことができ、容易に開封することができる
【実施例】
【0037】
以下に、本発明の具体的実施例について説明する。
【0038】
<実施例1>
表側包装材10を準備する。まず、最表面となるポリエチレンテレフタレートフィルム12μmのコロナ処理面に、絵柄印刷層をグラビア印刷により設けて、この絵柄印刷層の面に厚さ15μmのアルミニウム箔を、ドライラミネート法により積層した。
【0039】
更に、アルミニウム箔の面に、厚さ12μmのポリエチレンテレフタレートフィルムをドライラミネート法により積層して、アルミニウム箔がポリエチレンテレフタレートフィルムで挟まれた表側包装材10の基材11を作成した。
【0040】
次に、シーラント層12となる、厚さ30μmのイージーピール性シーラントフィルムを裏面側のポリエチレンテレフタレートフィルムの面にドライラミネート法により積層した。
【0041】
イージーピール性シーラントフィルムは、ラミネート面側の被ラミネート層とシール面側の被シール層の2層の共押出しフィルムであって、被ラミネート層が密度0.94g/cm2以上の高密度ポリエチレンを主体とした樹脂で、被シール層が、低密度ポリエチレンに凝集破壊する樹脂が添加された樹脂からなっているフィルムを用いた。
【0042】
次に、裏側包装材20を準備する。まず、ポリエチレンテレフタレートフィルム12μmのコロナ処理面に、白色ベタ印刷層をグラビア印刷により設けて、この絵柄印刷層の面に厚さ15μmのアルミニウム箔を、ドライラミネート法により積層した。
【0043】
更に、アルミニウム箔の面に、厚さ12μmのポリエチレンテレフタレートフィルムをドライラミネート法により積層して、アルミニウム箔がポリエチレンテレフタレートフィルムで挟まれた裏側包装材20の基材21を作成した。
【0044】
次に、シーラント層22となる、厚さ40μmのイージーピール性シーラントフィルムを裏面側のポリエチレンテレフタレートフィルムの面にドライラミネート法により積層した。
【0045】
シーラント層22の厚さ40μmのイージーピール性シーラントフィルムも、シーラント層12の厚さ30μmのイージーピール性シーラントフィルムと同様の共押出しフィルムで厚さのみ異なるものを用いた。
【0046】
次に、表側包装材10と裏側包装材20をそれぞれ、製袋機に掛けるために、スリッターで製袋用の幅にスリットして、製袋用の巻取りとした。
【0047】
製袋用の巻取りとした表側包装材10と裏側包装材20を製袋充填機にセットし、それぞれ巻き出して、表側包装材10には、イージーピール性包装袋100の非シール部3となる位置に、絵柄印刷層と見当を合わせて、エンボスロールによりエンボス加工を行った。
【0048】
エンボス加工の凸部4の高さhは1mmで、凸部4の頂点の流れ方向の間隔は3mm、幅方向の間隔は5mmの千鳥状に配置して設けた。
【0049】
このエンボス加工を行った表側包装材10のシーラント層12と裏側包装材20のシーラント層22を対向させ、内容物の血糖値測定用のセンサーチップが収納部2に来るように挟み込み、シール部1をシールして密封した。
【0050】
その後、スリット、断裁して、1袋ごとに切り離された、充填済みのイージーピール性包装袋100とした。このイージーピール性包装袋100は長方形型で長手方向の一端に非シール部3が設けられた図1のような形状で、幅は30mm、全長70mmであって、そのうちの非シール部3の長さは8mmで、シール部1の各辺のシール幅は3mmで作成した。これを実施例1のイージーピール性包装袋とした。
【0051】
以下に、本発明の比較例について説明する。
【0052】
<比較例1>
エンボス加工を表側包装材10のイージーピール性包装袋の非シール部3となる位置だけでなく、表側包装材10の全面に行い、その他は、実施例1と同様にして、比較例1のイージーピール性包装袋とした。
【0053】
<比較例2>
エンボス加工を表側包装材10のイージーピール性包装袋の非シール部3となる位置にも、いずれの位置にも設けない以外は、実施例1と同様にして、比較例2のイージーピール性包装袋とした。
【0054】
<試験方法>
実施例と比較例のイージーピール性包装袋を下記の方法で試験し、比較評価した。
【0055】
<易開封性>
実施例と比較例のイージーピール性包装袋の非シール部の表裏の包装材が掴みやすく、開封が容易であるか否かを、評価した。
【0056】
評価は、簡単に非シール部の表裏の包装材が掴め、開封が容易であったものを○とし、非シール部の表裏の包装材が掴みにくく、開封に手間取ったものを△とし、非シール部の表裏の包装材を掴むことができず、開封が困難なものを×とした。その結果を表1にまとめた。
【0057】
<防湿性>
実施例と比較例のイージーピール性包装袋を40℃75%RHで6ヶ月間保存し、内容物の血糖値測定用のセンサーチップの性能に影響があるか否かを評価した。
【0058】
血糖値測定用のセンサーチップの性能が、変わらなかったものを○とし、性能が明らかに低下しているものを×とした。その結果を表1にまとめた。
【0059】
<製袋充填加工>
製袋充填時の加工適性を評価した。問題なく製袋充填できたものを○とし、製袋充填で問題のあったものを×とした。その結果を表1にまとめた。
【0060】
【表1】
以下に、実施例と比較例との比較結果について説明する。
【0061】
<比較結果>
実施例1の本発明のイージーピール性包装袋は、いずれも良好であり、開封にあたっては
、非シール部にエンボス加工が施されているので、表側包装材10と裏側包装材20を容易に別々に掴んで開封することができ、40℃75%RHの高温高湿での6ヵ月保存後も内容物の血糖値測定用のセンサーチップの性能に劣化は認められず、また、製袋充填加工を問題なく行うことができた。
【0062】
一方、比較例1のイージーピール性包装袋は、易開封性の点は、実施例1のイージーピール性包装袋と同様に問題なく開封できたが、保存性については、40℃75%RHでの6ヵ月保存後、内容物の血糖値測定用のセンサーチップの性能に劣化は認められた。また、製袋充填加工についてもシール部で凸部がつぶされ、包装材が動き蛇行しやすく、問題があった。
【0063】
また、比較例2のイージーピール性包装袋は、防湿性や製袋充填加工に特に問題はなかったが、易開封性の点で、非シール部の表側包装材10と裏側包装材20を掴むことができず、開封が困難であった。
【符号の説明】
【0064】
100・・・イージーピール性包装袋
10・・・表側包装材
20・・・裏側包装材
11、21・・・基材
12、22・・・シーラント層
1・・・シール部
1a・・・剥離開始部
2・・・収納部
3・・・非シール部
4・・・凸部
h・・・高さ
p・・・距離
【特許請求の範囲】
【請求項1】
基材の裏面にイージーピール性を有するシーラント層が積層されているイージーピール性の包装材を用いて、該包装材のシーラント層面どうしがシール接着され、該シール接着されたシール部のうちの開封のための剥離開始部の外端に非シール部を有するイージーピール性包装袋であって、少なくとも表裏いずれか一方の包装材の前記非シール部にエンボス加工が施されていることを特徴とするイージーピール性包装袋。
【請求項2】
前記エンボス加工の凸部の頂点間の距離が、1mm以上、10mm以下であり、凸部の高さが1mm以上、5mm以下であることを特徴とする請求項1に記載のイージーピール性包装袋。
【請求項1】
基材の裏面にイージーピール性を有するシーラント層が積層されているイージーピール性の包装材を用いて、該包装材のシーラント層面どうしがシール接着され、該シール接着されたシール部のうちの開封のための剥離開始部の外端に非シール部を有するイージーピール性包装袋であって、少なくとも表裏いずれか一方の包装材の前記非シール部にエンボス加工が施されていることを特徴とするイージーピール性包装袋。
【請求項2】
前記エンボス加工の凸部の頂点間の距離が、1mm以上、10mm以下であり、凸部の高さが1mm以上、5mm以下であることを特徴とする請求項1に記載のイージーピール性包装袋。
【図3】

【図4】
【図5】
【図1】
【図2】
【図4】
【図5】
【図1】
【図2】
【公開番号】特開2013−49474(P2013−49474A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2011−188893(P2011−188893)
【出願日】平成23年8月31日(2011.8.31)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成23年8月31日(2011.8.31)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]