
ウイスカ発生が抑制された錫合金めっき皮膜とその形成方法
【課題】錫−銅合金、錫−銀合金および錫−銅−銀合金から選ばれた錫合金電気めっき皮膜に見られるウイスカ発生を、リフロー処理を利用せずに抑制する。
【解決手段】使用する電気めっき浴にボイド形成剤を含有させることによりめっき皮膜に微小なボイドを導入して、皮膜を軟質化する。錫−銅合金めっき皮膜の場合、ボイドを含有しないめっき皮膜のビッカース硬度を100%として、ビッカース硬度が80〜95%になるようにボイドを導入する。
【解決手段】使用する電気めっき浴にボイド形成剤を含有させることによりめっき皮膜に微小なボイドを導入して、皮膜を軟質化する。錫−銅合金めっき皮膜の場合、ボイドを含有しないめっき皮膜のビッカース硬度を100%として、ビッカース硬度が80〜95%になるようにボイドを導入する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、端子、コネクタ、リードフレーム等の電子部品のめっきに利用される、錫−銅合金、錫−銀合金および錫−銅−銀合金といった錫合金の電気めっき皮膜に関し、特にウイスカ発生の制御が可能な電気錫合金めっき皮膜に関する。
【背景技術】
【0002】
自動車や各種電気・電子機器の電気配線のコネクタに使用される嵌合型接続端子は、銅または銅合金といった金属からなる導電性基体の表面に錫系めっき(錫または錫合金めっき)が施された構造を持つ。錫系めっき皮膜は、端子の接続時に端子部の錫系めっきの表面酸化皮膜が摩擦によって破壊されることにより、常に新鮮な錫と接触して、低い接触抵抗が安定して得られるという利点がある。こうして得られる錫系めっきの接触抵抗は、高価な銀めっきに匹敵するほど小さい。
【0003】
錫系めっき、特に錫合金めっきには、その後にはんだ付けする場合のはんだ付け性にも優れており、光沢めっきが可能で、外観も美麗であるという別の利点もある。そのため、嵌合型接続端子に限らず、はんだ付けされる部品やコネクタに装着される配線基板の接続部にも、錫合金めっき皮膜が、従来の錫−鉛系はんだめっきに代わるはんだめっきとして広く利用されようになってきた。
【0004】
錫合金めっきを含む錫系めっきに共通する問題点として、めっき後の環境変化によりウイスカと呼ばれるヒゲ状の析出物が生成し、これが短絡等の原因となることは良く知られている。このウィスカは、錫系めっき皮膜の圧縮応力増加に原因があると考えられており、めっき皮膜の応力を解放するため、錫系めっき後に、リフローと呼ばれるめっき皮膜の融点以上の高温での熱処理を行うことが多い。そのような熱処理の一例は、例えば、下記特許文献1に開示されている。
【特許文献1】特開2003−193289号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
前述した錫系めっき皮膜のリフロー処理は、例えば、特許文献1に開示されているように、250℃前後の高い温度で10〜15分というかなり長時間の熱処理により行われる。このリフロー処理には、熱処理に要するエネルギーと時間によるコスト増大に加えて、めっき皮膜のリフロー(すなわち、再溶融)によって、皮膜の膜厚が不均一化するという問題点がある。
【0006】
本発明は、リフロー処理を利用せずに、ウイスカ発生が制御された錫合金めっき皮膜を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明によれば、錫合金めっき皮膜に微小なボイドを均一に分布させることにより上記課題を解決することができる。
錫合金めっき皮膜に見られるウイスカ発生は、皮膜中の圧縮応力増加に原因がある。本発明者らは、めっき皮膜の圧縮応力増加を緩和するには皮膜を柔らかくすることが有効であるとの着眼点に立ち、ボイド形成剤を含有するめっき浴を用いて電気めっきを行うことにより、錫−銅、錫−銀、または錫−銅−銀合金めっき皮膜にボイドを導入したところ、ボイドの導入より錫合金めっき皮膜のウイスカ発生を効果的に防止できることを見出した。また、ボイドを導入しためっき皮膜は、柔らかくなり、錫−銅合金めっき皮膜については、ボイド導入によるビッカース硬度の低減率によって、ウイスカ発生を防止できるめっき皮膜を特定できることも判明した。
【0008】
以上の知見に基づく本発明は、1面において、ボイド形成剤を含有するめっき浴を用いて、錫−銅合金、錫−銀合金および錫−銅−銀合金から選ばれた錫合金の電気めっきを行うことにより、ボイドが導入されためっき皮膜を形成することを特徴とする、ウイスカ発生が抑制された錫合金電気めっき皮膜の形成方法である。
【0009】
好ましくは、前記めっき浴が硫酸および/またはスルホン酸を含有する酸性めっき浴であり、ボイド形成剤は、メタスCHとメタスAMおよび/もしくはメタスAM−Pとの混合物を40℃超、70℃以下の温度に1日以上保持することにより得られたものである。
【0010】
本発明は、上記方法により形成された、錫−銅合金、錫−銀合金および錫−銅−銀合金から選ばれた錫合金のボイド含有電気めっき皮膜にも関する。
別の面からは、本発明は、ボイドを含む電気錫−銅合金めっき皮膜であって、めっき皮膜のビッカース硬度が、ボイドを含有しない同組成の錫−銅合金めっき皮膜のビッカース硬度を100%として80〜95%であることを特徴とする、錫−銅合金めっき皮膜である。
【0011】
ボイドを含有しないめっき皮膜とは、ボイド形成剤を含有しないめっき浴を用いて形成されためっき皮膜を意味する。
さらに別の面からは、本発明は、錫−銅合金、錫−銀合金および錫−銅−銀合金から選ばれた錫合金の電気めっき皮膜中にボイドを導入することにより、めっき皮膜表面のウイスカ発生を抑制する方法である。
【発明の効果】
【0012】
本発明によれば、リフロー処理を利用せず、錫合金めっき皮膜に微小なボイドを導入することにより、従来からの問題点であったウイスカ発生を効果的に抑制することができる。このボイドは、錫合金電気めっき浴にボイド形成剤を添加するだけでめっき皮膜に導入することができる。従って、本発明によれば、リフロー熱処理に要するエネルギーおよび時間が不要となり、ウイスカ発生が防止された錫合金めっき皮膜を低コストで提供できる。さらに、リフロー処理の別の問題点であった、リフローによって膜厚が不均一になることも解消される。
【発明を実施するための最良の形態】
【0013】
本発明の錫合金めっき皮膜は、錫−銅合金、錫−銀合金および錫−銅−銀合金から選ばれた錫合金の電気めっき皮膜であって、皮膜がボイドを含有することにより軟化している。皮膜の軟化の程度はビッカース硬度により判定することができ、めっき皮膜が錫−銅合金めっきの場合には、ボイドを含有しないめっき皮膜(すなわち、ボイド形成剤を含有しないめっき浴から形成された皮膜)のビッカース硬度を100%とした場合に、ボイド形成剤を添加しためっき浴から同じ条件でめっきした場合のめっき皮膜のビッカース硬度が80〜95%の硬さになっていればよい。
【0014】
ボイドの導入により錫−銅合金めっき皮膜のビッカース硬度が上記範囲内に低下すれば、皮膜の軟化により、ウイスカ発生が効果的に防止される。従って、本発明の錫−銅合金めっき皮膜は、それ以外の点については特に制限されない。以下には、本発明のめっき皮膜を形成する方法の1例を具体的に説明するが、これは例示にすぎず、本発明はこの態様に制限されるものではない。ビッカース硬度を上記のように低下させることができるようにボイドを形成できれば、他の手法でボイドを形成した場合も本発明に包含される。
【0015】
なお、錫合金めっき皮膜が錫−銀合金めっきまたは錫−銅−銀合金めっき皮膜である場合でも、後述する方法によりボイド形成剤を添加しためっき浴を用いて電気めっきを行うことにより、ウイスカ発生が抑制された錫合金めっき皮膜を形成することができる。
【0016】
めっき皮膜が錫−銅合金、錫−銀合金および錫−銅−銀合金のいずれの場合であっても、電気めっきには硫酸および/またはスルホン酸酸性めっき浴を用いることができる。スルホン酸としては、アルカンスルホン酸および/またはアルカノールスルホン酸を使用することができる。
【0017】
アルカンスルホン酸としては、化学式:CnH2n+1SO3H(n=1〜12)で示されるものが好適である。具体例としては、メタンスルホン酸、エタンスルホン酸、1−プロパンスルホン酸、2−プロパンスルホン酸、1−ブタンスルホン酸、2−ブタンスルホン酸、ペンタンスルホン酸、ヘキサンスルホン酸、デカンスルホン酸、ドデカンスルホン酸などが例示される。
【0018】
アルカノールスルホン酸としては、化学式:CmH2m+1CH(OH)CpH2pSO3H(m=0〜10、p=1〜10)で示されるものが好適である。具体例としては、2−ヒドロキシエタン−1−スルホン酸、2−ヒドロキシプロパン−1−スルホン酸、2−ヒドロキシブタン−1−スルホン酸、2−ヒドロキシペンタン−1−スルホン酸などのほか、1−ヒドロキシプロパン−2−スルホン酸、3−ヒドロキシプロパン−1−スルホン酸、4−ヒドロキシブタン−1−スルホン酸、2−ヒドロキシヘキサン−1−スルホン酸、2−ヒドロキシデカン−1−スルホン酸、2−ヒドロキシドデカン−1−スルホン酸、などが例示される。
【0019】
めっき金属種である錫と銅および/または銀は、硫酸塩および/またはスルホン酸塩としてめっき浴に添加することができる。好ましくは、硫酸浴には硫酸塩を、スルホン酸浴にはスルホン酸塩としてめっき金属を添加することが好ましい。
【0020】
本発明では、上記酸性めっき浴がボイド形成剤を含有する。ボイド形成剤は、形成されためっき皮膜にボイドを導入して、錫−銅合金めっきの場合にはビッカース硬度が上記のように低下しためっき皮膜を形成することができれば、特に制限されるものではない。現状でこの目的に有効であることが認められたボイド形成剤は、次のようにして調製することができる。
【0021】
いずれもユケン工業株式会社製の錫系めっきの添加剤である(1)メタスCHと(2)メタスAM−Pおよび/またはメタスAMを、混合液中のメタスCHの濃度が10〜900mL/L、メタスAM−Pおよび/またはAMの濃度が100〜500mL/Lとなるように混合する。メタスCHは、イソプロパノールを26質量%含有する添加剤である。一方、メタスAM−Pはアルカンスルホン酸を70質量%含有する添加剤であり、メタスAMも同様にアルカンスルホン酸を含有する添加剤である。
【0022】
この混合液を40℃超、70℃以下の温度で1日以上保持する。この温熱条件下での保持中に何らかの化学反応が起こると推測される。保持期間は保持温度により変動させることができる。好ましい保持温度は45〜60℃であり、好ましい保持期間は2〜60日、より好ましくは3〜20日である。この保持期間の後は、冷所又は室温で3年程度は保管することができる。
【0023】
ボイド形成剤のめっき浴への添加量に応じて、恐らくめっき皮膜中に導入されるボイドの量が変化するため、形成されためっき皮膜のビッカース硬度が変動する。すなわち、ボイド形成剤の添加量が多いほど、めっき皮膜はビッカース硬度が低下して、軟質化する傾向がある。しかし、ボイド形成剤の添加量が多くなりすぎると、めっき皮膜にヤケ・コゲなどと呼ばれる外観不良が発生する。従って、ボイド形成剤のめっき浴への添加量は、ボイド形成剤を添加しないめっき浴から形成されためっき皮膜を100%として、ビッカース硬度が最低5%低下(すなわち、95%以下に低下)し、かつボイド形成剤の異常析出が起こらないように調整すればよい。ボイド形成剤の異常析出は、ビッカース硬度の低下率が20%以上になると顕著になるため.ビッカース硬度は80〜95%の範囲内となるようにする。このビッカース硬度の好ましい範囲は85〜95%である。
【0024】
例えば、それぞれ200mL/L濃度のメタスCHとメタスAM−Pとを含有する混合液を上記のように温熱保持してボイド形成剤を調製した場合、このボイド形成剤のめっき浴への添加量は、めっき浴中のボイド形成剤の濃度が15〜65mL/Lの範囲内となるようにすることが好ましい。この濃度が低すぎると、めっき皮膜にボイドを効果的に導入することができず、めっき皮膜のビッカース硬度を十分に低くできない。一方、この濃度が高すぎると、めっきの異常析出が起こる。
【0025】
使用するめっき液は、酸、金属イオン供給源化合物(好ましくは硫酸塩および/またはスルホン酸塩)、および上記ボイド形成剤に加えて、所望により各種のめっき添加剤を含有しうる。そのようなめっき添加剤としては、錯化剤、光沢剤などが例示される。これらは、従来より錫系酸性電気めっきに使用されているものから必要に応じて適宜選択して使用すればよい。めっき浴のpHは一般に1以下である。
【0026】
めっき条件は従来と同様でよい。典型的には下記の条件である。
浴温:10〜50℃、
陰極電流密度:0.1〜50A/dm2
電流波形:連続通電またはパルス通電。
【0027】
めっき皮膜の付着量は、典型的には1〜25μmの範囲内である。形成されためっき皮膜がボイドを有することは、めっき皮膜の断面を顕微鏡観察することによって確認することができる。ボイドの大きさと存在密度は特に制限されない。目安として、ボイドの80%以上において、ボイド径が0.01〜10μm程度であることが好ましく、より好ましいボイド径は0.05〜5μm、特に好ましいボイド径は0.1〜1μmである。ボイド径が、例えばめっき皮膜の厚みの1/2以上と大きくなると、めっき付着量が極端に少ない部位を生じ、めっき性能が不安定化することがある。ここで、ボイド径は、ボイドの最大径と最小径の平均値とする。
【0028】
めっき後に従来と同様にウイスカ発生防止のためのリフロー処理を行うことは可能であるが、本発明では、その必要性はない。後で実施例にも示すように、リフロー処理をしないで、めっき後に長時間が経過しても、ウイスカ発生が防止される。
【0029】
本発明のめっき皮膜の基体および下地処理は特に制限されない。一般に、端子やコネクタの材質は銅または銅合金である。その上に直接、本発明に係る錫系電気めっき皮膜を生成してもよい。あるいは、ニッケルめっき、銅めっき、銅合金めっきなど、従来から下地処理に利用されてきた各種の1種または2種以上の薄めっきを予め施してもよい。
【実施例】
【0030】
いずれもユケン工業株式会社製のめっき添加剤である(1)メタスCHと(2)メタスAM−Pを各200mL/Lの濃度となるように混合した混合液を50℃に3日間保持して、ボイド形成剤を調製した。
【0031】
アルカンスルホン酸190g/L、アルカンスルホン酸錫60g/L(錫濃度として)、アルカンスルホン酸銅1.0g/L(銅濃度として)、ならびに適量のめっき添加剤(錯化剤および光沢剤)からなるめっき浴に、上記ボイド形成剤を0〜75mL/Lの量で添加した、スルホン酸酸性めっき浴(pH:1以下)を使用して、銅基板の錫−銅合金めっきを行った。めっき前の下地処理は行わなかった。めっき条件は、次の通りであった。
【0032】
浴温:35℃、
陰極電流密度:20A/dm2
電流波形:0.8秒オン−0.2秒オフ
めっき時間:85秒
陽極:高純度錫。
【0033】
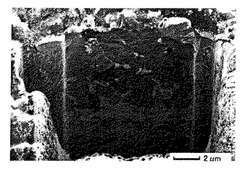
形成された錫−銅合金めっき皮膜断面を顕微鏡観察して、ボイドの有無を調査した。図1にはボイド形成剤を添加しなかっためっき浴から形成されためっき皮膜の断面顕微鏡写真を示す。この写真からわかるように、めっき皮膜はボイドを含んでいなかった。
【0034】
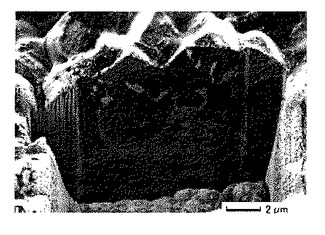
一方、図2は、ボイド形成剤を含有するめっき浴から形成されためっき皮膜の断面顕微鏡写真である。この写真からわかるように、めっき皮膜は、均一に分布した微小なボイドを含んでいた。この写真はボイド形成剤の添加量が20mL/Lの場合であるが、添加量が15mL/Lより多ければ、添加量が変化しても、ボイド密度は異なるものの、いずれもボイドを含んでいた。
【0035】
各めっき皮膜の外観を目視観察により異常析出(コゲ、ヤケ)の有無により評価し、またビッカース硬度を、ナノインデンタ(圧子:球形、半径200μm、押込み圧力:45mN)により測定した。ビッカース硬度の測定結果は、実測値およびボイド形成剤を添加しなかっためっき皮膜のビッカース硬度を100%とした時の相対値の両方で評価した。
【0036】
形成されためっき皮膜を、室温(14〜26℃)に4000時間静置し、500時間経過するごとに、ウイスカ発生の有無を目視により調査した。
以上の測定結果を、めっき浴へのボイド形成剤の添加量と共に表1にまとめて示す。
【0037】
【表1】

【0038】
表1からわかるように、本発明に従って錫合金めっき皮膜にボイドを導入して、ビッカース硬度を、ボイドを含まないめっき皮膜に比べて80〜95%の範囲内に低下させることにより、ウイスカ発生を効果的に防止することができる。しかし、めっき皮膜のビッカース硬度が80%より小さくなるようにボイド形成剤の添加量を増大させると、めっき皮膜の外観が悪化する。この外観悪化はめっき性能(はんだ濡れ性など)の劣化をもたらし、許容されえないものである。
【0039】
本実施例では、錫−銅合金めっきについて本発明の効果を実証したが、錫−銀合金めっきまたは錫−銅−銀合金めっきの場合にも本発明が同様に有効であることを既に確認している。
【0040】
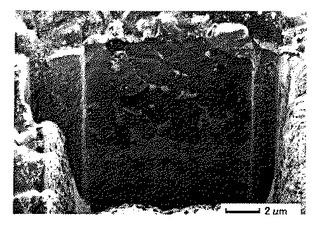
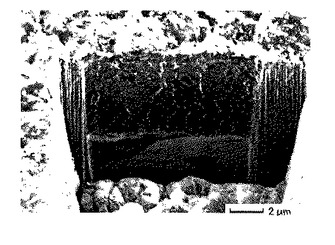
図3および4に錫−銀合金めっきの場合の断面顕微鏡写真を示す。図3はボイド形成剤を添加しなかっためっき浴から形成された錫−銀合金めっき皮膜の断面であり、ボイドを含んでいなかった。一方、図4は、上記と同じボイド形成剤を20mL/Lの濃度で添加したスルホン酸酸性電気めっき浴から形成された銀−錫合金めっき皮膜の断面を示す。この写真からわかるように、錫−銀合金めっきの場合も、ボイド形成剤を含有するめっき浴から形成されためっき皮膜は微小なボイドを含んでいた。
【図面の簡単な説明】
【0041】
【図1】ボイド形成剤を含有しないめっき浴から形成された錫−銅合金電気めっき皮膜の断面顕微鏡写真である。
【図2】適量のボイド形成剤を含有するめっき浴から形成された錫−銅合金電気めっき皮膜の断面顕微鏡写真である。
【図3】ボイド形成剤を含有しないめっき浴から形成された錫−銀合金電気めっき皮膜の断面顕微鏡写真である。
【図4】適量のボイド形成剤を含有するめっき浴から形成された錫−銀合金電気めっき皮膜の断面顕微鏡写真である。
【技術分野】
【0001】
本発明は、端子、コネクタ、リードフレーム等の電子部品のめっきに利用される、錫−銅合金、錫−銀合金および錫−銅−銀合金といった錫合金の電気めっき皮膜に関し、特にウイスカ発生の制御が可能な電気錫合金めっき皮膜に関する。
【背景技術】
【0002】
自動車や各種電気・電子機器の電気配線のコネクタに使用される嵌合型接続端子は、銅または銅合金といった金属からなる導電性基体の表面に錫系めっき(錫または錫合金めっき)が施された構造を持つ。錫系めっき皮膜は、端子の接続時に端子部の錫系めっきの表面酸化皮膜が摩擦によって破壊されることにより、常に新鮮な錫と接触して、低い接触抵抗が安定して得られるという利点がある。こうして得られる錫系めっきの接触抵抗は、高価な銀めっきに匹敵するほど小さい。
【0003】
錫系めっき、特に錫合金めっきには、その後にはんだ付けする場合のはんだ付け性にも優れており、光沢めっきが可能で、外観も美麗であるという別の利点もある。そのため、嵌合型接続端子に限らず、はんだ付けされる部品やコネクタに装着される配線基板の接続部にも、錫合金めっき皮膜が、従来の錫−鉛系はんだめっきに代わるはんだめっきとして広く利用されようになってきた。
【0004】
錫合金めっきを含む錫系めっきに共通する問題点として、めっき後の環境変化によりウイスカと呼ばれるヒゲ状の析出物が生成し、これが短絡等の原因となることは良く知られている。このウィスカは、錫系めっき皮膜の圧縮応力増加に原因があると考えられており、めっき皮膜の応力を解放するため、錫系めっき後に、リフローと呼ばれるめっき皮膜の融点以上の高温での熱処理を行うことが多い。そのような熱処理の一例は、例えば、下記特許文献1に開示されている。
【特許文献1】特開2003−193289号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
前述した錫系めっき皮膜のリフロー処理は、例えば、特許文献1に開示されているように、250℃前後の高い温度で10〜15分というかなり長時間の熱処理により行われる。このリフロー処理には、熱処理に要するエネルギーと時間によるコスト増大に加えて、めっき皮膜のリフロー(すなわち、再溶融)によって、皮膜の膜厚が不均一化するという問題点がある。
【0006】
本発明は、リフロー処理を利用せずに、ウイスカ発生が制御された錫合金めっき皮膜を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明によれば、錫合金めっき皮膜に微小なボイドを均一に分布させることにより上記課題を解決することができる。
錫合金めっき皮膜に見られるウイスカ発生は、皮膜中の圧縮応力増加に原因がある。本発明者らは、めっき皮膜の圧縮応力増加を緩和するには皮膜を柔らかくすることが有効であるとの着眼点に立ち、ボイド形成剤を含有するめっき浴を用いて電気めっきを行うことにより、錫−銅、錫−銀、または錫−銅−銀合金めっき皮膜にボイドを導入したところ、ボイドの導入より錫合金めっき皮膜のウイスカ発生を効果的に防止できることを見出した。また、ボイドを導入しためっき皮膜は、柔らかくなり、錫−銅合金めっき皮膜については、ボイド導入によるビッカース硬度の低減率によって、ウイスカ発生を防止できるめっき皮膜を特定できることも判明した。
【0008】
以上の知見に基づく本発明は、1面において、ボイド形成剤を含有するめっき浴を用いて、錫−銅合金、錫−銀合金および錫−銅−銀合金から選ばれた錫合金の電気めっきを行うことにより、ボイドが導入されためっき皮膜を形成することを特徴とする、ウイスカ発生が抑制された錫合金電気めっき皮膜の形成方法である。
【0009】
好ましくは、前記めっき浴が硫酸および/またはスルホン酸を含有する酸性めっき浴であり、ボイド形成剤は、メタスCHとメタスAMおよび/もしくはメタスAM−Pとの混合物を40℃超、70℃以下の温度に1日以上保持することにより得られたものである。
【0010】
本発明は、上記方法により形成された、錫−銅合金、錫−銀合金および錫−銅−銀合金から選ばれた錫合金のボイド含有電気めっき皮膜にも関する。
別の面からは、本発明は、ボイドを含む電気錫−銅合金めっき皮膜であって、めっき皮膜のビッカース硬度が、ボイドを含有しない同組成の錫−銅合金めっき皮膜のビッカース硬度を100%として80〜95%であることを特徴とする、錫−銅合金めっき皮膜である。
【0011】
ボイドを含有しないめっき皮膜とは、ボイド形成剤を含有しないめっき浴を用いて形成されためっき皮膜を意味する。
さらに別の面からは、本発明は、錫−銅合金、錫−銀合金および錫−銅−銀合金から選ばれた錫合金の電気めっき皮膜中にボイドを導入することにより、めっき皮膜表面のウイスカ発生を抑制する方法である。
【発明の効果】
【0012】
本発明によれば、リフロー処理を利用せず、錫合金めっき皮膜に微小なボイドを導入することにより、従来からの問題点であったウイスカ発生を効果的に抑制することができる。このボイドは、錫合金電気めっき浴にボイド形成剤を添加するだけでめっき皮膜に導入することができる。従って、本発明によれば、リフロー熱処理に要するエネルギーおよび時間が不要となり、ウイスカ発生が防止された錫合金めっき皮膜を低コストで提供できる。さらに、リフロー処理の別の問題点であった、リフローによって膜厚が不均一になることも解消される。
【発明を実施するための最良の形態】
【0013】
本発明の錫合金めっき皮膜は、錫−銅合金、錫−銀合金および錫−銅−銀合金から選ばれた錫合金の電気めっき皮膜であって、皮膜がボイドを含有することにより軟化している。皮膜の軟化の程度はビッカース硬度により判定することができ、めっき皮膜が錫−銅合金めっきの場合には、ボイドを含有しないめっき皮膜(すなわち、ボイド形成剤を含有しないめっき浴から形成された皮膜)のビッカース硬度を100%とした場合に、ボイド形成剤を添加しためっき浴から同じ条件でめっきした場合のめっき皮膜のビッカース硬度が80〜95%の硬さになっていればよい。
【0014】
ボイドの導入により錫−銅合金めっき皮膜のビッカース硬度が上記範囲内に低下すれば、皮膜の軟化により、ウイスカ発生が効果的に防止される。従って、本発明の錫−銅合金めっき皮膜は、それ以外の点については特に制限されない。以下には、本発明のめっき皮膜を形成する方法の1例を具体的に説明するが、これは例示にすぎず、本発明はこの態様に制限されるものではない。ビッカース硬度を上記のように低下させることができるようにボイドを形成できれば、他の手法でボイドを形成した場合も本発明に包含される。
【0015】
なお、錫合金めっき皮膜が錫−銀合金めっきまたは錫−銅−銀合金めっき皮膜である場合でも、後述する方法によりボイド形成剤を添加しためっき浴を用いて電気めっきを行うことにより、ウイスカ発生が抑制された錫合金めっき皮膜を形成することができる。
【0016】
めっき皮膜が錫−銅合金、錫−銀合金および錫−銅−銀合金のいずれの場合であっても、電気めっきには硫酸および/またはスルホン酸酸性めっき浴を用いることができる。スルホン酸としては、アルカンスルホン酸および/またはアルカノールスルホン酸を使用することができる。
【0017】
アルカンスルホン酸としては、化学式:CnH2n+1SO3H(n=1〜12)で示されるものが好適である。具体例としては、メタンスルホン酸、エタンスルホン酸、1−プロパンスルホン酸、2−プロパンスルホン酸、1−ブタンスルホン酸、2−ブタンスルホン酸、ペンタンスルホン酸、ヘキサンスルホン酸、デカンスルホン酸、ドデカンスルホン酸などが例示される。
【0018】
アルカノールスルホン酸としては、化学式:CmH2m+1CH(OH)CpH2pSO3H(m=0〜10、p=1〜10)で示されるものが好適である。具体例としては、2−ヒドロキシエタン−1−スルホン酸、2−ヒドロキシプロパン−1−スルホン酸、2−ヒドロキシブタン−1−スルホン酸、2−ヒドロキシペンタン−1−スルホン酸などのほか、1−ヒドロキシプロパン−2−スルホン酸、3−ヒドロキシプロパン−1−スルホン酸、4−ヒドロキシブタン−1−スルホン酸、2−ヒドロキシヘキサン−1−スルホン酸、2−ヒドロキシデカン−1−スルホン酸、2−ヒドロキシドデカン−1−スルホン酸、などが例示される。
【0019】
めっき金属種である錫と銅および/または銀は、硫酸塩および/またはスルホン酸塩としてめっき浴に添加することができる。好ましくは、硫酸浴には硫酸塩を、スルホン酸浴にはスルホン酸塩としてめっき金属を添加することが好ましい。
【0020】
本発明では、上記酸性めっき浴がボイド形成剤を含有する。ボイド形成剤は、形成されためっき皮膜にボイドを導入して、錫−銅合金めっきの場合にはビッカース硬度が上記のように低下しためっき皮膜を形成することができれば、特に制限されるものではない。現状でこの目的に有効であることが認められたボイド形成剤は、次のようにして調製することができる。
【0021】
いずれもユケン工業株式会社製の錫系めっきの添加剤である(1)メタスCHと(2)メタスAM−Pおよび/またはメタスAMを、混合液中のメタスCHの濃度が10〜900mL/L、メタスAM−Pおよび/またはAMの濃度が100〜500mL/Lとなるように混合する。メタスCHは、イソプロパノールを26質量%含有する添加剤である。一方、メタスAM−Pはアルカンスルホン酸を70質量%含有する添加剤であり、メタスAMも同様にアルカンスルホン酸を含有する添加剤である。
【0022】
この混合液を40℃超、70℃以下の温度で1日以上保持する。この温熱条件下での保持中に何らかの化学反応が起こると推測される。保持期間は保持温度により変動させることができる。好ましい保持温度は45〜60℃であり、好ましい保持期間は2〜60日、より好ましくは3〜20日である。この保持期間の後は、冷所又は室温で3年程度は保管することができる。
【0023】
ボイド形成剤のめっき浴への添加量に応じて、恐らくめっき皮膜中に導入されるボイドの量が変化するため、形成されためっき皮膜のビッカース硬度が変動する。すなわち、ボイド形成剤の添加量が多いほど、めっき皮膜はビッカース硬度が低下して、軟質化する傾向がある。しかし、ボイド形成剤の添加量が多くなりすぎると、めっき皮膜にヤケ・コゲなどと呼ばれる外観不良が発生する。従って、ボイド形成剤のめっき浴への添加量は、ボイド形成剤を添加しないめっき浴から形成されためっき皮膜を100%として、ビッカース硬度が最低5%低下(すなわち、95%以下に低下)し、かつボイド形成剤の異常析出が起こらないように調整すればよい。ボイド形成剤の異常析出は、ビッカース硬度の低下率が20%以上になると顕著になるため.ビッカース硬度は80〜95%の範囲内となるようにする。このビッカース硬度の好ましい範囲は85〜95%である。
【0024】
例えば、それぞれ200mL/L濃度のメタスCHとメタスAM−Pとを含有する混合液を上記のように温熱保持してボイド形成剤を調製した場合、このボイド形成剤のめっき浴への添加量は、めっき浴中のボイド形成剤の濃度が15〜65mL/Lの範囲内となるようにすることが好ましい。この濃度が低すぎると、めっき皮膜にボイドを効果的に導入することができず、めっき皮膜のビッカース硬度を十分に低くできない。一方、この濃度が高すぎると、めっきの異常析出が起こる。
【0025】
使用するめっき液は、酸、金属イオン供給源化合物(好ましくは硫酸塩および/またはスルホン酸塩)、および上記ボイド形成剤に加えて、所望により各種のめっき添加剤を含有しうる。そのようなめっき添加剤としては、錯化剤、光沢剤などが例示される。これらは、従来より錫系酸性電気めっきに使用されているものから必要に応じて適宜選択して使用すればよい。めっき浴のpHは一般に1以下である。
【0026】
めっき条件は従来と同様でよい。典型的には下記の条件である。
浴温:10〜50℃、
陰極電流密度:0.1〜50A/dm2
電流波形:連続通電またはパルス通電。
【0027】
めっき皮膜の付着量は、典型的には1〜25μmの範囲内である。形成されためっき皮膜がボイドを有することは、めっき皮膜の断面を顕微鏡観察することによって確認することができる。ボイドの大きさと存在密度は特に制限されない。目安として、ボイドの80%以上において、ボイド径が0.01〜10μm程度であることが好ましく、より好ましいボイド径は0.05〜5μm、特に好ましいボイド径は0.1〜1μmである。ボイド径が、例えばめっき皮膜の厚みの1/2以上と大きくなると、めっき付着量が極端に少ない部位を生じ、めっき性能が不安定化することがある。ここで、ボイド径は、ボイドの最大径と最小径の平均値とする。
【0028】
めっき後に従来と同様にウイスカ発生防止のためのリフロー処理を行うことは可能であるが、本発明では、その必要性はない。後で実施例にも示すように、リフロー処理をしないで、めっき後に長時間が経過しても、ウイスカ発生が防止される。
【0029】
本発明のめっき皮膜の基体および下地処理は特に制限されない。一般に、端子やコネクタの材質は銅または銅合金である。その上に直接、本発明に係る錫系電気めっき皮膜を生成してもよい。あるいは、ニッケルめっき、銅めっき、銅合金めっきなど、従来から下地処理に利用されてきた各種の1種または2種以上の薄めっきを予め施してもよい。
【実施例】
【0030】
いずれもユケン工業株式会社製のめっき添加剤である(1)メタスCHと(2)メタスAM−Pを各200mL/Lの濃度となるように混合した混合液を50℃に3日間保持して、ボイド形成剤を調製した。
【0031】
アルカンスルホン酸190g/L、アルカンスルホン酸錫60g/L(錫濃度として)、アルカンスルホン酸銅1.0g/L(銅濃度として)、ならびに適量のめっき添加剤(錯化剤および光沢剤)からなるめっき浴に、上記ボイド形成剤を0〜75mL/Lの量で添加した、スルホン酸酸性めっき浴(pH:1以下)を使用して、銅基板の錫−銅合金めっきを行った。めっき前の下地処理は行わなかった。めっき条件は、次の通りであった。
【0032】
浴温:35℃、
陰極電流密度:20A/dm2
電流波形:0.8秒オン−0.2秒オフ
めっき時間:85秒
陽極:高純度錫。
【0033】
形成された錫−銅合金めっき皮膜断面を顕微鏡観察して、ボイドの有無を調査した。図1にはボイド形成剤を添加しなかっためっき浴から形成されためっき皮膜の断面顕微鏡写真を示す。この写真からわかるように、めっき皮膜はボイドを含んでいなかった。
【0034】
一方、図2は、ボイド形成剤を含有するめっき浴から形成されためっき皮膜の断面顕微鏡写真である。この写真からわかるように、めっき皮膜は、均一に分布した微小なボイドを含んでいた。この写真はボイド形成剤の添加量が20mL/Lの場合であるが、添加量が15mL/Lより多ければ、添加量が変化しても、ボイド密度は異なるものの、いずれもボイドを含んでいた。
【0035】
各めっき皮膜の外観を目視観察により異常析出(コゲ、ヤケ)の有無により評価し、またビッカース硬度を、ナノインデンタ(圧子:球形、半径200μm、押込み圧力:45mN)により測定した。ビッカース硬度の測定結果は、実測値およびボイド形成剤を添加しなかっためっき皮膜のビッカース硬度を100%とした時の相対値の両方で評価した。
【0036】
形成されためっき皮膜を、室温(14〜26℃)に4000時間静置し、500時間経過するごとに、ウイスカ発生の有無を目視により調査した。
以上の測定結果を、めっき浴へのボイド形成剤の添加量と共に表1にまとめて示す。
【0037】
【表1】
【0038】
表1からわかるように、本発明に従って錫合金めっき皮膜にボイドを導入して、ビッカース硬度を、ボイドを含まないめっき皮膜に比べて80〜95%の範囲内に低下させることにより、ウイスカ発生を効果的に防止することができる。しかし、めっき皮膜のビッカース硬度が80%より小さくなるようにボイド形成剤の添加量を増大させると、めっき皮膜の外観が悪化する。この外観悪化はめっき性能(はんだ濡れ性など)の劣化をもたらし、許容されえないものである。
【0039】
本実施例では、錫−銅合金めっきについて本発明の効果を実証したが、錫−銀合金めっきまたは錫−銅−銀合金めっきの場合にも本発明が同様に有効であることを既に確認している。
【0040】
図3および4に錫−銀合金めっきの場合の断面顕微鏡写真を示す。図3はボイド形成剤を添加しなかっためっき浴から形成された錫−銀合金めっき皮膜の断面であり、ボイドを含んでいなかった。一方、図4は、上記と同じボイド形成剤を20mL/Lの濃度で添加したスルホン酸酸性電気めっき浴から形成された銀−錫合金めっき皮膜の断面を示す。この写真からわかるように、錫−銀合金めっきの場合も、ボイド形成剤を含有するめっき浴から形成されためっき皮膜は微小なボイドを含んでいた。
【図面の簡単な説明】
【0041】
【図1】ボイド形成剤を含有しないめっき浴から形成された錫−銅合金電気めっき皮膜の断面顕微鏡写真である。
【図2】適量のボイド形成剤を含有するめっき浴から形成された錫−銅合金電気めっき皮膜の断面顕微鏡写真である。
【図3】ボイド形成剤を含有しないめっき浴から形成された錫−銀合金電気めっき皮膜の断面顕微鏡写真である。
【図4】適量のボイド形成剤を含有するめっき浴から形成された錫−銀合金電気めっき皮膜の断面顕微鏡写真である。
【特許請求の範囲】
【請求項1】
ボイド形成剤を含有するめっき浴を用いて、錫−銅合金、錫−銀合金および錫−銅−銀合金から選ばれた錫合金の電気めっきを行うことにより、ボイドが導入されためっき皮膜を形成することを特徴とする、錫合金電気めっき皮膜の形成方法。
【請求項2】
前記めっき浴が硫酸および/またはスルホン酸を含有する酸性めっき浴である、請求項1に記載の方法。
【請求項3】
ボイド形成剤が、メタスCHとメタスAMおよび/もしくはメタスAM−Pとの混合物を40℃超、70℃以下の温度に1日以上保持することにより得られたものである、請求項2に記載の方法。
【請求項4】
請求項1〜3のいずれかに記載の方法により形成された、錫−銅合金、錫−銀合金および錫−銅−銀合金から選ばれた錫合金のボイド含有電気めっき皮膜。
【請求項5】
ボイドを含む電気錫−銅合金めっき皮膜であって、めっき皮膜のビッカース硬度が、ボイドを含有しない同組成の錫−銅合金めっき皮膜のビッカース硬度を100%として80〜95%であることを特徴とする、錫−銅合金めっき皮膜。
【請求項6】
錫−銅合金、錫−銀合金および錫−銅−銀合金から選ばれた錫合金の電気めっき皮膜中にボイドを導入することにより、めっき皮膜表面のウイスカ発生を抑制する方法。
【請求項1】
ボイド形成剤を含有するめっき浴を用いて、錫−銅合金、錫−銀合金および錫−銅−銀合金から選ばれた錫合金の電気めっきを行うことにより、ボイドが導入されためっき皮膜を形成することを特徴とする、錫合金電気めっき皮膜の形成方法。
【請求項2】
前記めっき浴が硫酸および/またはスルホン酸を含有する酸性めっき浴である、請求項1に記載の方法。
【請求項3】
ボイド形成剤が、メタスCHとメタスAMおよび/もしくはメタスAM−Pとの混合物を40℃超、70℃以下の温度に1日以上保持することにより得られたものである、請求項2に記載の方法。
【請求項4】
請求項1〜3のいずれかに記載の方法により形成された、錫−銅合金、錫−銀合金および錫−銅−銀合金から選ばれた錫合金のボイド含有電気めっき皮膜。
【請求項5】
ボイドを含む電気錫−銅合金めっき皮膜であって、めっき皮膜のビッカース硬度が、ボイドを含有しない同組成の錫−銅合金めっき皮膜のビッカース硬度を100%として80〜95%であることを特徴とする、錫−銅合金めっき皮膜。
【請求項6】
錫−銅合金、錫−銀合金および錫−銅−銀合金から選ばれた錫合金の電気めっき皮膜中にボイドを導入することにより、めっき皮膜表面のウイスカ発生を抑制する方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−1947(P2008−1947A)
【公開日】平成20年1月10日(2008.1.10)
【国際特許分類】
【出願番号】特願2006−172976(P2006−172976)
【出願日】平成18年6月22日(2006.6.22)
【出願人】(000115072)ユケン工業株式会社 (33)
【Fターム(参考)】
【公開日】平成20年1月10日(2008.1.10)
【国際特許分類】
【出願日】平成18年6月22日(2006.6.22)
【出願人】(000115072)ユケン工業株式会社 (33)
【Fターム(参考)】
[ Back to top ]