
ウェットティッシュ包装体の製造方法
【課題】使用済みウェットティッシュ収容部を容易に製造でき、かつ、包装体本体に収容されたウェットティッシュの乾燥を防げるウェットティッシュ包装体の製造方法を提供すること。
【解決手段】開口部12が形成された包装体本体10と、開口部12を覆う蓋部材21と、使用済みウェットティッシュ収容部30と、を備えるウェットティッシュ包装体1の製造方法であって、開口部形成工程S2と、蓋部材21及び接着材22を取り付ける取付工程S3と、複数のウェットティッシュ20を包みこむ折り返し工程と、第1シール部13及び第1シール延出部31を形成する第1シール部形成工程S6と、第2シール部14を形成すると共に、接着材22により第2シール部14と第1シール延出部31とを接合して使用済みウェットティッシュ収容部30を形成する第2シール部形成工程S7と、を備える。
【解決手段】開口部12が形成された包装体本体10と、開口部12を覆う蓋部材21と、使用済みウェットティッシュ収容部30と、を備えるウェットティッシュ包装体1の製造方法であって、開口部形成工程S2と、蓋部材21及び接着材22を取り付ける取付工程S3と、複数のウェットティッシュ20を包みこむ折り返し工程と、第1シール部13及び第1シール延出部31を形成する第1シール部形成工程S6と、第2シール部14を形成すると共に、接着材22により第2シール部14と第1シール延出部31とを接合して使用済みウェットティッシュ収容部30を形成する第2シール部形成工程S7と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ウェットティッシュ包装体の製造方法に関する。より詳しくは、包装体本体と、この包装体本体の外面に設けられた使用済みウェットティッシュ収容部と、を備えるウェットティッシュ包装体の製造方法に関する。
【背景技術】
【0002】
従来、コンパクトに折り畳まれた複数のティッシュペーパが袋体に収容されたポケットティッシュや、ティッシュペーパに代えて袋体に複数のウェットティッシュが収容されたウェットティッシュ包装体が知られている。このようなポケットティッシュやウェットティッシュ包装体は、外出する場合等に携帯されて使用される。
【0003】
ところで、外出中にポケットティッシュやウェットティッシュ包装体を使用したときに、周りに使用済みのティッシュペーパやウェットティッシュを廃棄するゴミ箱等がないと、この使用済みのティッシュペーパやウェットティッシュの処分に困る場合があった。
そこで、使用済みのティッシュペーパを収容する使用済みティッシュ収容部を設けた包装体が提案されている(例えば、特許文献1参照)。
【0004】
特許文献1で提案された包装体は、ティッシュペーパを収容する包装体本体と、この包装体本体に設けられたポケット部分と、を備える。この包装体は、帯状のシート材によりティッシュペーパを包んでシート材の幅方向の一端側と他端側とを重ね合わせると共に、一端側と他端側が重ね合わせられた状態のシート材の長手方向の両端部に形成された開口をそれぞれ接合して包装体本体を構成している。また、重ね合わせられた状態のシート材のうちの外側に位置するシート材を外側に折り返すと共に、この折り返したシート材の長手方向の両端部を包装体本体に接合して使用済みティッシュ収容部を形成している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実用新案登録第3079883号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1で提案された包装体では、包装体本体は、一端側と他端側が重ね合わせられた状態のシート材の長手方向の両端部が接合されて形成されており、このシート材の幅方向の一端側と他端側とは接合されていない。そのため、特許文献1で開示された技術では、包装体本体の内部の密閉性が十分でなく、この技術をウェットティッシュ包装体に適用した場合には、包装体本体に収容したウェットティッシュが時間の経過と共に乾燥してしまう。
【0007】
従って、本発明は、包装体本体に設ける使用済みウェットティッシュ収容部を容易に製造でき、かつ、包装体本体に収容されたウェットティッシュの乾燥を防げるウェットティッシュ包装体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、複数のウェットティッシュが収容される包装体本体と、該包装体本体に形成される開口部と、前記包装体本体の外面に取り付けられて前記開口部を覆う蓋部材と、使用済みのウェットティッシュを収容可能な使用済みウェットティッシュ収容部と、を備えるウェットティッシュ包装体の製造方法であって、帯状のシート部材に前記開口部を形成する開口部形成工程と、前記シート部材の上面側又は下面側から前記開口部を覆うように蓋部材を取り付けると共に、該蓋部材が取り付けられた位置の上流側及び/又は下流側に接着材を取り付ける取付工程と、帯状のシート部材における前記蓋部材及び前記接着材が取り付けられていない側の面に前記複数のウェットティッシュを配置するウェットティッシュ配置工程と、前記複数のウェットティッシュが配置された状態の前記シート部材の流れ方向に沿う一対の側縁側を、それぞれ、前記複数のウェットティッシュが配置された側に折り返して該複数のウェットティッシュを包みこむ折り返し工程と、折り返された前記シート部材の前記一対の側縁側を互いに接合して該シート部材の流れ方向に延びる第1シール部及び該第1シール部から該一対の側縁の延びる方向に交差する方向に延出する第1シール延出部を形成する第1シール部形成工程と、前記第1シール部形成工程を経た前記シート部材における前記複数のウェットティッシュが配置された位置の上流側及び下流側を、該シート部材の幅方向に延びるようにそれぞれ接合して一対の第2シール部を形成すると共に、前記接着材により該第2シール部と前記第1シール延出部とを接合して前記使用済みウェットティッシュ収容部を形成する第2シール部形成工程と、を備えるウェットティッシュ包装体の製造方法に関する。
【0009】
また、前記第1シール部形成工程において、前記第1シール部は、前記シート部材の幅方向の一方に偏った位置に形成されることが好ましい。
【0010】
また、前記取付工程において、前記接着材としてホットメルト接着剤が用いられることが好ましい。
【0011】
また、前記取付工程において、前記接着材として、熱可塑性を有するシート材と、該シート材の前記シート部材と接する面に塗布された粘着剤と、を備える粘着テープが用いられることが好ましい。
【発明の効果】
【0012】
本発明のウェットティッシュ包装体の製造方法によれば、包装体本体に設ける使用済みウェットティッシュ収容部を容易に製造でき、かつ、包装体本体に収容されたウェットティッシュの乾燥を防げる。
【図面の簡単な説明】
【0013】
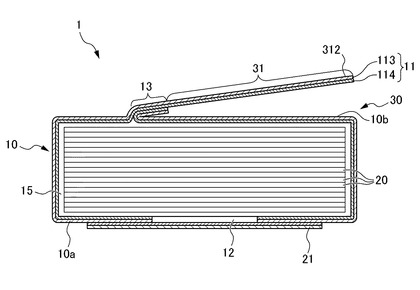
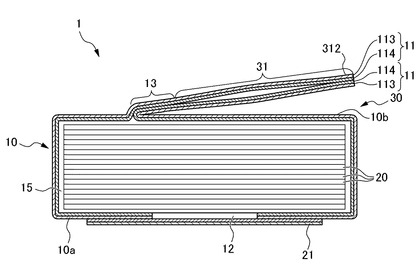
【図1】本発明のウェットティッシュ包装体の製造方法により製造されるウェットティッシュ包装体の一実施形態を示す斜視図であり、ウェットティッシュ包装体を底面側から視た図である。
【図2】図1に示すウェットティッシュ包装体の平面図である。
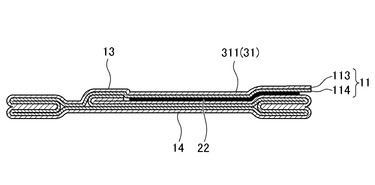
【図3】図1のA−A線断面図である。
【図4】図1のB−B線断面図である。
【図5】図1のC−C線断面図である。
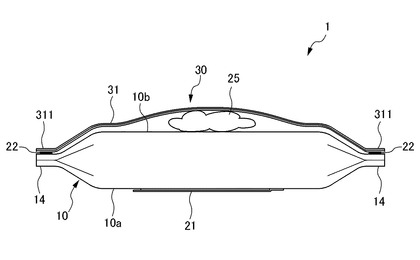
【図6】図1に示すウェットティッシュ包装体の使用状態を示す側面図である。
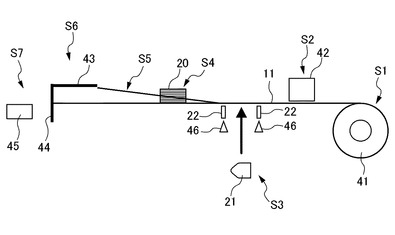
【図7】第1実施態様のウェットティッシュ包装体の製造工程を示す概略図である。
【図8】図7における各工程の状態を示す斜視図である。
【図9】第2実施態様のウェットティッシュ包装体の製造方法における各工程の状態
【図10】センタシール延出部の変形例を示す図である。
【図11】センタシール延出部の変形例を示す図である。
【図12】センタシール延出部の変形例を示す図である。
【発明を実施するための形態】
【0014】
以下、本発明の好ましい各実施形態について図面を参照しながら説明する。
まず、本発明のウェットティッシュ包装体の製造方法により製造されるウェットティッシュ包装体の一実施形態につき、図1〜図6を参照しながら説明する。
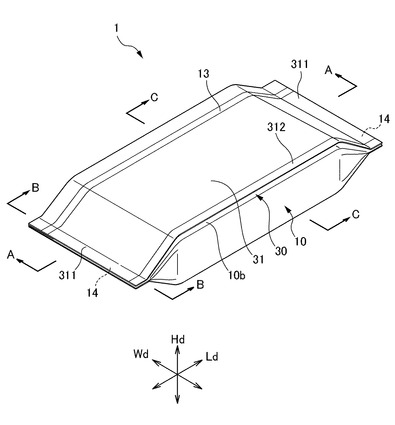
第1実施形態のウェットティッシュ包装体1は、図1〜図3に示すように、包装体本体10と、この包装体本体10の内部に積層された状態で収容される複数のウェットティッシュ20と、包装体本体10の外面に取り付けられる蓋部材としてのラベル部材21と、使用済みのウェットティッシュを収容可能な使用済みウェットティッシュ収容部30と、を備える。
【0015】
包装体本体10は、図3〜図5に示すように、シート部材11により構成されている。より具体的には、包装体本体10は、シート部材11が複数のウェットティッシュ20を包むように折り返されると共に、この折り返されたシート部材11の所定の部分が接合されて構成される。
包装体本体10は、図1及び図2に示すように、上面10a及び底面10bを有し、平面視(上面視)において略矩形形状を有する袋状の立体形状を有する。
この包装体本体10は、図1〜図3に示すように、ウェットティッシュ20が取り出される開口部12と、第1シール部としてのセンタシール部13と、一対の第2シール部としての一対のエンドシール部14と、複数のウェットティッシュ20が収容されるウェットティッシュ収容部15(図3参照)と、を備えて構成される。
【0016】
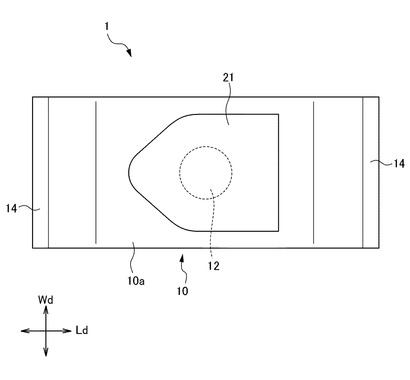
開口部12は、図2に示すように、包装体本体10の上面10aにおける略中央部に設けられる。この開口部12は、包装体本体10を構成するシート部材11の一部が略円形に切り抜かれて形成される。
【0017】
センタシール部13は、図1及び図5に示すように、包装体本体10の底面10bに配置され、包装体本体10の長手方向Ldに沿って延びる。また、センタシール部13は、底面10bにおける包装体本体10の幅方向Wdの一方側に偏った位置に配置される。
センタシール部13は、シート部材11における一対の第1側縁111(後述の図8参照)側が互いに接合されて形成される。より具体的には、センタシール部13は、積層された複数のウェットティッシュ20を包むように折り返されたシート部材11の一対の第1側縁111側が重ね合わせられ、この重ね合わせられた部分が接合されて形成される。
【0018】
一対のエンドシール部14は、図1〜図3に示すように、包装体本体10の幅方向Wdに沿って延びる側部を構成する。一対のエンドシール部14は、センタシール部13が形成された状態のシート部材11における一対の第1側縁111に交差する方向に延びる一対の第2側縁112側がそれぞれ接合されて形成される。
ウェットティッシュ収容部15は、図3及び図5に示すように、シート部材11がセンタシール部13部及び一対のエンドシール部14により接合されて形成された密閉空間により構成される。
【0019】
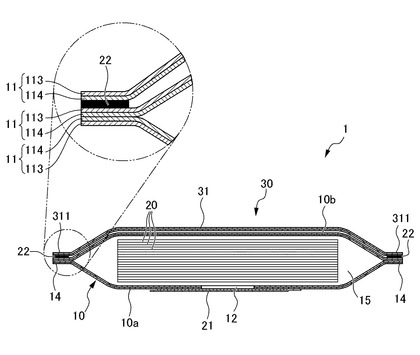
包装体本体10を構成するシート部材11は、図3〜図5に示すように、気体及び液体不透過性のバリア層113と、熱可塑性樹脂フィルムにより構成されるシーラント層114と、を含んで構成される。
バリア層113を構成する気体及び液体不透過性の部材としては、アルミニウム箔、ポリエチレンテレフタレート(PET)フィルム、及びPETフィルムにアルミニウムを蒸着して形成したフィルム材等を単層又は複層使用した物が挙げられる。
シーラント層114を構成する熱可塑性樹脂フィルムは、所定の温度及び圧力条件により溶融して融着可能な樹脂により構成される。シーラント層114を構成する熱可塑性樹脂としては、ポリエチレン、ポリプロピレン、ポリプロピレンとポリスチレンのポリマーアロイ、ポリエチレンとポリプロピレンとポリスチレンのポリマーアロイ、ポリプロピレンとポリエチレンとのブレンド樹脂、ポリプロピレンとエラストマーとのブレンド樹脂等が挙げられる。
【0020】
本実施形態では、包装体本体10は、図3〜図5に示すように、シーラント層114が内面を構成するように、シート部材11が配置されて構成される。また、本実施形態では、センタシール部13及び一対のエンドシール部14は、包装体本体10の内面を構成するシーラント層114同士が加熱加圧処理(ヒートシール)により接合されて形成されている。
【0021】
次に、使用済みウェットティッシュ収容部30について説明する。
使用済みウェットティッシュ収容部30は、図1及び図3に示すように、包装体本体10の外面(底面10b)側に設けられる。
第1実施形態では、使用済みウェットティッシュ収容部30は、センタシール部13、第1シール延出部としてのセンタシール延出部31、及び包装体本体10の底面10bを構成するシート部材11により構成される。
【0022】
センタシール延出部31は、図1、図3及び図5に示すように、包装体本体10の底面10bに沿うように、かつ、包装体本体10の幅方向Wdにおける他方側(包装体本体10の幅方向Wdにおけるセンタシール部13が位置する側と反対側)に向けて延びている。そして、センタシール延出部31の先端部312の位置は、包装体本体10の底面10bの幅方向Wdの他方側の側縁の位置に、包装体本体10の厚さHd方向で略一致しており、一対の側部311の位置は、一対のエンドシール部14の位置に、包装体本体10の厚さ方向Hdで略一致している。
【0023】
センタシール延出部31は、図1及び図5に示すように、センタシール部13を構成する二層のシート部材11のうちの一方のシート部材11がセンタシール部13から第1側縁111の延びる方向(包装体本体10の長手方向Ld)に交差する方向に延出して形成される。
【0024】
センタシール延出部31の一対の側部311は、図3に示すように、接着材としてのホットメルト接着剤22を介して、一対のエンドシール部14に接着されている。
センタシール延出部31の先端部312は、図1及び図5に示すように、一対の側部311を除く領域において、包装体本体10の底面10bに対して離間可能となっている。
そして、センタシール部13及びセンタシール延出部31における包装体本体10の底面10b側の面と、包装体本体10の底面10bとの間に使用済みウェットティッシュを収容可能なウェットティッシュ収容部30が形成される。
【0025】
複数のウェットティッシュ20は、略矩形形状に形成されている。これら複数のウェットティッシュ20は、それぞれ、所定の形状に折り畳まれた状態で積層されて包装体本体10に収容される(図3及び図5参照)。
【0026】
ラベル部材21は、図2に示すように、略矩形形状における長手方向の一方の端縁が円弧状に形成された形状を有している。このラベル部材21は、包装体本体10の上面10aにおける開口部12の周縁に剥離自在に接着される。
ラベル部材21は、ポリエチレン、ポリプロピレン、ポリエステル、ポリアミド、ポリ塩化ビニル等の合成樹脂フィルムにおける包装体本体10と接する面に、アクリル樹脂等の再粘着性を有する樹脂が塗布されたものにより構成される。また、ラベル部材21は、上記合成樹脂フィルムを2枚以上積層した複層構造としてもよい。
【0027】
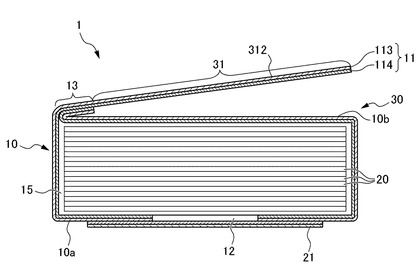
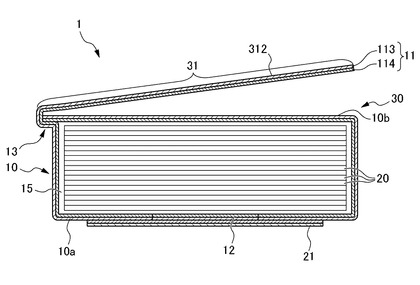
図6は、第1実施形態のウェットティッシュ包装体1の使用状態を示す側面図である。
第1実施形態のウェットティッシュ包装体1は、使用済みウェットティッシュ収容部30に使用済みウェットティッシュ25を収容していない状態では、図1に示すように、センタシール延出部31が包装体本体10の底面10bに沿うように位置している。つまり、使用済みウェットティッシュ収容部30は、閉じた状態となっている。
【0028】
そして、ウェットティッシュ20を使用した後、使用済みウェットティッシュ25を使用済みウェットティッシュ収容部30に収容する。使用済みウェットティッシュ収容部30に使用済みウェットティッシュ25を収容する場合には、包装体本体10の底面10bとセンタシール延出部31との間に、センタシール延出部31の先端部312側から使用済みウェットティッシュ25を押し込む。すると、センタシール延出部31の先端部312と包装体本体10の底面10bとの間が離間して、使用済みウェットティッシュ25を使用済みウェットティッシュ収容部30に収容できる。
【0029】
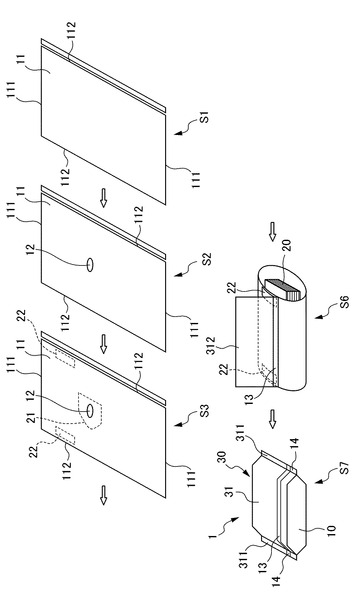
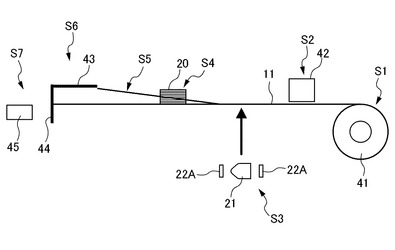
次に、本発明のウェットティッシュ包装体1の製造方法の好ましい一実施態様である第1実施態様につき、図7及び図8を参照しながら説明する。図7は、第1実施態様のウェットティッシュ包装体1の製造方法を示す概略図である。図8は、第1実施態様のウェットティッシュ包装体の製造方法における各工程の状態を示す斜視図である。尚、第1実施態様では、逆ピロ包装機を例に出しており、正ピロ包装機では各工程は表裏逆となる。
【0030】
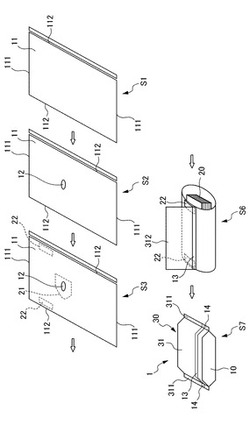
第1実施態様のウェットティッシュ包装体1の製造方法は、図7及び図8に示すように、繰り出し工程S1と、開口部形成工程S2と、(ラベル)取付工程S3と、ウェットティッシュ配置工程S4と、折り返し工程S5と、第1シール部形成工程としてのセンタシール部形成工程S6と、第2シール部形成工程としてのエンドシール部形成工程S7と、を備える。
【0031】
繰り出し工程S1では、繰り出し部41から帯状のシート部材11が繰り出される。ここで、帯状のシート部材11は、シーラント層114が上面となるように繰り出される。
【0032】
開口部形成工程S2では、第1カット部42により帯状のシート部材11には、開口部12が形成される。
【0033】
取付工程S3では、開口部12が形成された帯状のシート部材11の下面側からラベル部材21及び接着材としてのホットメルト接着剤22が取り付けられる。ラベル部材21は、ラベル取付装置(図示せず)により、開口部12を覆うように取り付けられる。ホットメルト接着剤22は、ホットメルトガン46から間欠的に吐出され、帯状のシート部材11におけるラベル部材21が取り付けられた位置の上流側及び下流側の所定の位置(後述のセンタシール延出部31の一対の側部311に重なる位置)に付与される。
ホットメルト接着剤22としては、シート部材11に付与された後、短時間で固化して接着性(タック性)を失うものを用いることが好ましい。具体的には、ホットメルト接着剤22としては、オレフィン系やゴム系等の熱可塑性を有するものを好適に用いることができる。
【0034】
ウェットティッシュ配置工程S4では、ラベル部材21により開口部12が覆われた帯状のシート部材11の上面側に、折り畳まれた状態で積層された複数のウェットティッシュ20が配置される。
【0035】
折り返し工程S5では、複数のウェットティッシュ20が上面側に配置された状態の帯状のシート部材11が折り返されて複数のウェットティッシュ20がシート部材11により包みこまれる。より具体的には、帯状のシート部材11の流れ方向に沿う一対の第1側縁111側がそれぞれ複数のウェットティッシュ20が配置された側(上面側)に折り返されて複数のウェットティッシュ20が包みこまれる。
【0036】
センタシール部形成工程S6では、第1ヒートシール部43により、センタシール部13及びセンタシール延出部31が形成される。より具体的には、センタシール部形成工程S6では、一対の第1側縁111のうちの一方の第1側縁111が延出するように折り返されて重ね合わせられた帯状のシート部材11に、第1ヒートシール部43により加熱加圧処理が施される。これにより、シート部材11が重ね合わせられた部分において、シーラント層114が互いに融着されて重ね合わせられたシート部材11が接合される。そして、シート部材11が重ね合わせられた部分に、シート部材11の流れ方向に延びるセンタシール部13が形成されると共に、このセンタシール部13から延出した一層のシート部材11によりセンタシール延出部31が形成される。
【0037】
ここで、センタシール部13は、図8に示すように、帯状のシート部材11の流れ方向に交差する方向(幅方向)における一方に偏って形成される。また、センタシール部形成工程S6によりセンタシール部13及びセンタシール延出部31が形成された状態では、シート部材11の流れ方向における上流側及び下流側は開放されている(図8参照)。
【0038】
エンドシール部形成工程S7では、第2ヒートシール部44により、一対のエンドシール部14及び使用済みウェットティッシュ収容部30が形成される。より具体的には、エンドシール部形成工程S7では、センタシール部13及びセンタシール延出部31が形成された帯状のシート部材11における複数のウェットティッシュ20が配置された位置の上流側及び下流側に、それぞれ、シート部材11の幅方向に延びるように第2ヒートシール部44による加熱加圧処理が施される。ここで、図8に示すように、シート部材11における第2ヒートシール部44による加熱加圧処理が施される位置(後述の一対の側部311に重なる位置)には、ホットメルト接着剤22が付与されている。
【0039】
これにより、シート部材11における流れ方向の上流側及び下流側において開放された部分が接合されて一対のエンドシール部14が形成され、包装体本体10が形成される。また、一対の側部311に付与されたホットメルト接着剤22は、第2ヒートシール部44による加熱加圧処理によって溶融し、この溶融したホットメルト接着剤22により、センタシール延出部31の一対の側部311は、一対のエンドシール部14に接着される(図4参照)。
その結果、センタシール延出部31は、シート部材11の幅方向の他方側(センタシール部13が形成された側とは反対側)に傾いて、包装体本体10の底面10bに沿うように位置決めされる。
このようにして、センタシール部13、センタシール延出部31、及び包装体本体10の底面10bにより使用済みウェットティッシュ収容部30が形成される。
【0040】
また、エンドシール部形成工程S7では、一対のエンドシール部14及び使用済みウェットティッシュ収容部30が形成されたウェットティッシュ包装体1の連続体が第2カット部45において切断されてウェットティッシュ包装体1が製造される。より具体的には、ウェットティッシュ包装体1の連続体は、エンドシール部14が形成された部分で幅方向に切断される。
エンドシール部形成工程S7では、第2ヒートシール部44による加熱加圧処理と、第2カット部45による切断は、略同時に行われる。また、第2カット部45による切断は、一対のエンドシール部14におけるホットメルト接着剤22が付与されていない部分において行われる事が望ましい。
【0041】
以上説明したウェットティッシュ包装体1の製造方法によれば、以下のような効果を奏する。
【0042】
(1)センタシール部形成工程S6によりセンタシール部13及びセンタシール延出部31を形成し、エンドシール部形成工程S7によりエンドシール部14を形成すると共に、センタシール部13、センタシール延出部31、及び包装体本体10の底面10bにより使用済みウェットティッシュ収容部30を形成した。よって、使用済みウェットティッシュ収容部30を形成するための工程を別途設けることなく使用済みウェットティッシュ収容部30を有するウェットティッシュ包装体1を製造できるので、ウェットティッシュ包装体1の製造効率を向上できる。また、ウェットティッシュ収容部30を、センタシール部13及び一対のエンドシール部14により密閉できるので、包装体本体10に収容されたウェットティッシュ20の乾燥を防げる。
【0043】
(2)エンドシール部形成工程S7において一対のエンドシール部14とセンタシール延出部31とを接着するために用いられるホットメルト接着剤22を、ラベル部材21を取り付ける取付工程S3において、ホットメルトガン46によりシート部材11に取り付けた。これにより、ラベル部材21を取り付ける工程を利用してホットメルト接着剤22をシート部材11に付与できる。よって、ホットメルト接着剤22をシート部材11に取り付ける工程を別途設けることなく、一対のエンドシール部14とセンタシール延出部31の一対の側部311とが接着された使用済みウェットティッシュ収容部30を形成できる。
【0044】
(3)接着材としてホットメルト接着剤22を用いた。これにより、取付工程S3において、シート部材11に付与した接着材を、短時間で固化させてタック性を失わせられる。よって、取付工程S3からエンドシール部形成工程S7までの間に、接着材が設備に付着することを防げるので、ウェットティッシュ包装体1の製造効率をより向上できる。
【0045】
(4)センタシール部13を、包装体本体10の底面10bにおける一方側に偏らせて配置した。これにより、センタシール延出部31を含んで構成される使用済みウェットティッシュ収容部30の容積を大きく構成できるので、使用済みウェットティッシュの収容量を増加させられる。
【0046】
(5)シート部材11を、バリア層113及びシーラント層114の2層で構成し、このシーラント層114を内面として包装体本体10を構成した。これにより、センタシール部13、及びエンドシール部14を、加熱加圧処理により容易に形成できる。よって、粘着剤や接着剤等を別途用いることなくセンタシール部13及びエンドシール部14を形成できるので、ウェットティッシュ包装体1を効率的に製造できる。
【0047】
次に、本発明のウェットティッシュ包装体の製造方法の第2実施態様につき、図9を参照しながら説明する。図9は、第2実施態様のウェットティッシュ包装体の製造方法における各工程の状態を示す斜視図である。尚、第2実施態様の説明にあたって、同一構成要件については同一符号を付し、その説明を省略もしくは簡略化する。
【0048】
第2実施態様のウェットティッシュ包装体の製造方法は、取付工程S3において用いられる接着材が、第1実施態様と異なる。
第2実施態様では、取付工程S3において、接着材としての粘着テープ22Aが用いられる。この粘着テープ22Aは、シート材と、このシート材のシート部材11に接する面に塗布された粘着剤とを備えて構成される。このシート材は熱による接着性を有する必要があるので、シーラント層に用いられる樹脂を用いる。また、塗布される粘着剤は、再剥離性を有す必要はなく、アクリル系やゴム系の粘着剤を用いることが望ましい。
粘着テープ22Aは、シート部材11にラベル部材21を取り付けるラベル取付装置により、ラベル部材21と同時にシート部材11に取り付けられる。
第2実施態様のウェットティッシュ包装体の製造方法によれば、上述した(1)、(2)、(4)及び(5)の効果を奏する他、以下のような効果を奏する。
【0049】
(6)接着材として、粘着テープ22Aを用いた。これにより、粘着テープ22Aを、ラベル取付装置により、ラベル部材21と同時にシート部材11に取り付けられる。よって、既存のラベル取付装置を利用して、粘着テープ22Aをシート部材11に取り付けられるので、ウェットティッシュ包装体1の製造効率をより向上できる。
また、接着材として均一な厚みに構成される粘着テープ22Aを用いることで、シート部材11に取り付ける接着材の厚みを均一化できる。よって、一対のエンドシール部14におけるシート部材11の接着を安定的に行えるので、ウェットティッシュ包装体の品質をより向上できる。
【0050】
(7)粘着テープ22Aを、熱による接着性を有するシート材を含んで構成した。これにより、取付工程S3において、シート部材11に取り付けた粘着テープ22Aの外面側を、非加熱状態においては接着性を有しない状態にできる。よって、取付工程S3からエンドシール部形成工程S7までの間に、粘着テープ22Aが設備に付着することを防げるので、ウェットティッシュ包装体1の製造効率をより向上できる。
【0051】
以上、本発明のウェットティッシュ包装体の製造方法の好ましい各実施態様について説明したが、本発明は上述した実施態様に制限されることなく、種々の態様で実施することができる。
例えば、第1実施形態及び第2実施形態では、センタシール部13を、包装体本体10の幅方向Wdの一方側に偏った位置に配置したが、これに限らない。即ち、センタシール部13を、図10に示すように、包装体本体10の側縁近傍に形成してもよい。また、図11に示すようにセンタシール部13を、包装体本体10の側面に形成してもよい。
【0052】
また、第1実施形態及び第2実施形態では、センタシール延出部31を、センタシール部13から一層のシート部材11を延出させて構成したが、これに限らない。即ち、図12に示すように、センタシール延出部31を、センタシール部13から二層のシート部材11を延出させて構成してもよい。
【0053】
また、第1実施態様及び第2実施態様では、本発明を、平面視で矩形形状のウェットティッシュ包装体に適用したが、これに限らない。即ち、本発明を、平面視で正方形のウェットティッシュ包装体に適用してもよい。
【0054】
また、第1実施態様及び第2実施態様では、センタシール部形成工程S6において、センタシール部13を、シート部材11の幅方向の一方に偏った位置に形成したが、これに限らない。即ち、センタシール部を、シート部材の幅方向の中央部に形成してもよい。
【0055】
また、第1実施態様及び第2実施態様では、取付工程S3において、シート部材11におけるラベル部材21が取り付けられた位置の上流側及び下流側(センタシール延出部31の一対の側部311の両方)に接着材を取り付けたが、これに限らない。即ち、取付工程S3において、シート部材11におけるラベル部材21が取り付けられた位置の上流側又は下流側のいずれかのみに接着材を取り付けてもよい。
【符号の説明】
【0056】
1 ウェットティッシュ包装体
10 包装体本体
11 シート部材
13 センタシール部(第1シール部)
14 エンドシール部(第2シール部)
15 ウェットティッシュ収容部
20 ウェットティッシュ
22 ホットメルト接着剤(接着材)
22A 粘着テープ(接着材)
25 使用済みウェットティッシュ
30 使用済みウェットティッシュ収容部
31 センタシール延出部(第1延出部)
311 側部
S2 開口部形成工程
S3 取付工程
S4 ウェットティッシュ配置工程
S5 折り返し工程
S6 センタシール部形成工程(第1シール部形成工程)
S7 エンドシール部形成工程(第2シール部形成工程)
【技術分野】
【0001】
本発明は、ウェットティッシュ包装体の製造方法に関する。より詳しくは、包装体本体と、この包装体本体の外面に設けられた使用済みウェットティッシュ収容部と、を備えるウェットティッシュ包装体の製造方法に関する。
【背景技術】
【0002】
従来、コンパクトに折り畳まれた複数のティッシュペーパが袋体に収容されたポケットティッシュや、ティッシュペーパに代えて袋体に複数のウェットティッシュが収容されたウェットティッシュ包装体が知られている。このようなポケットティッシュやウェットティッシュ包装体は、外出する場合等に携帯されて使用される。
【0003】
ところで、外出中にポケットティッシュやウェットティッシュ包装体を使用したときに、周りに使用済みのティッシュペーパやウェットティッシュを廃棄するゴミ箱等がないと、この使用済みのティッシュペーパやウェットティッシュの処分に困る場合があった。
そこで、使用済みのティッシュペーパを収容する使用済みティッシュ収容部を設けた包装体が提案されている(例えば、特許文献1参照)。
【0004】
特許文献1で提案された包装体は、ティッシュペーパを収容する包装体本体と、この包装体本体に設けられたポケット部分と、を備える。この包装体は、帯状のシート材によりティッシュペーパを包んでシート材の幅方向の一端側と他端側とを重ね合わせると共に、一端側と他端側が重ね合わせられた状態のシート材の長手方向の両端部に形成された開口をそれぞれ接合して包装体本体を構成している。また、重ね合わせられた状態のシート材のうちの外側に位置するシート材を外側に折り返すと共に、この折り返したシート材の長手方向の両端部を包装体本体に接合して使用済みティッシュ収容部を形成している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実用新案登録第3079883号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1で提案された包装体では、包装体本体は、一端側と他端側が重ね合わせられた状態のシート材の長手方向の両端部が接合されて形成されており、このシート材の幅方向の一端側と他端側とは接合されていない。そのため、特許文献1で開示された技術では、包装体本体の内部の密閉性が十分でなく、この技術をウェットティッシュ包装体に適用した場合には、包装体本体に収容したウェットティッシュが時間の経過と共に乾燥してしまう。
【0007】
従って、本発明は、包装体本体に設ける使用済みウェットティッシュ収容部を容易に製造でき、かつ、包装体本体に収容されたウェットティッシュの乾燥を防げるウェットティッシュ包装体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、複数のウェットティッシュが収容される包装体本体と、該包装体本体に形成される開口部と、前記包装体本体の外面に取り付けられて前記開口部を覆う蓋部材と、使用済みのウェットティッシュを収容可能な使用済みウェットティッシュ収容部と、を備えるウェットティッシュ包装体の製造方法であって、帯状のシート部材に前記開口部を形成する開口部形成工程と、前記シート部材の上面側又は下面側から前記開口部を覆うように蓋部材を取り付けると共に、該蓋部材が取り付けられた位置の上流側及び/又は下流側に接着材を取り付ける取付工程と、帯状のシート部材における前記蓋部材及び前記接着材が取り付けられていない側の面に前記複数のウェットティッシュを配置するウェットティッシュ配置工程と、前記複数のウェットティッシュが配置された状態の前記シート部材の流れ方向に沿う一対の側縁側を、それぞれ、前記複数のウェットティッシュが配置された側に折り返して該複数のウェットティッシュを包みこむ折り返し工程と、折り返された前記シート部材の前記一対の側縁側を互いに接合して該シート部材の流れ方向に延びる第1シール部及び該第1シール部から該一対の側縁の延びる方向に交差する方向に延出する第1シール延出部を形成する第1シール部形成工程と、前記第1シール部形成工程を経た前記シート部材における前記複数のウェットティッシュが配置された位置の上流側及び下流側を、該シート部材の幅方向に延びるようにそれぞれ接合して一対の第2シール部を形成すると共に、前記接着材により該第2シール部と前記第1シール延出部とを接合して前記使用済みウェットティッシュ収容部を形成する第2シール部形成工程と、を備えるウェットティッシュ包装体の製造方法に関する。
【0009】
また、前記第1シール部形成工程において、前記第1シール部は、前記シート部材の幅方向の一方に偏った位置に形成されることが好ましい。
【0010】
また、前記取付工程において、前記接着材としてホットメルト接着剤が用いられることが好ましい。
【0011】
また、前記取付工程において、前記接着材として、熱可塑性を有するシート材と、該シート材の前記シート部材と接する面に塗布された粘着剤と、を備える粘着テープが用いられることが好ましい。
【発明の効果】
【0012】
本発明のウェットティッシュ包装体の製造方法によれば、包装体本体に設ける使用済みウェットティッシュ収容部を容易に製造でき、かつ、包装体本体に収容されたウェットティッシュの乾燥を防げる。
【図面の簡単な説明】
【0013】
【図1】本発明のウェットティッシュ包装体の製造方法により製造されるウェットティッシュ包装体の一実施形態を示す斜視図であり、ウェットティッシュ包装体を底面側から視た図である。
【図2】図1に示すウェットティッシュ包装体の平面図である。
【図3】図1のA−A線断面図である。
【図4】図1のB−B線断面図である。
【図5】図1のC−C線断面図である。
【図6】図1に示すウェットティッシュ包装体の使用状態を示す側面図である。
【図7】第1実施態様のウェットティッシュ包装体の製造工程を示す概略図である。
【図8】図7における各工程の状態を示す斜視図である。
【図9】第2実施態様のウェットティッシュ包装体の製造方法における各工程の状態
【図10】センタシール延出部の変形例を示す図である。
【図11】センタシール延出部の変形例を示す図である。
【図12】センタシール延出部の変形例を示す図である。
【発明を実施するための形態】
【0014】
以下、本発明の好ましい各実施形態について図面を参照しながら説明する。
まず、本発明のウェットティッシュ包装体の製造方法により製造されるウェットティッシュ包装体の一実施形態につき、図1〜図6を参照しながら説明する。
第1実施形態のウェットティッシュ包装体1は、図1〜図3に示すように、包装体本体10と、この包装体本体10の内部に積層された状態で収容される複数のウェットティッシュ20と、包装体本体10の外面に取り付けられる蓋部材としてのラベル部材21と、使用済みのウェットティッシュを収容可能な使用済みウェットティッシュ収容部30と、を備える。
【0015】
包装体本体10は、図3〜図5に示すように、シート部材11により構成されている。より具体的には、包装体本体10は、シート部材11が複数のウェットティッシュ20を包むように折り返されると共に、この折り返されたシート部材11の所定の部分が接合されて構成される。
包装体本体10は、図1及び図2に示すように、上面10a及び底面10bを有し、平面視(上面視)において略矩形形状を有する袋状の立体形状を有する。
この包装体本体10は、図1〜図3に示すように、ウェットティッシュ20が取り出される開口部12と、第1シール部としてのセンタシール部13と、一対の第2シール部としての一対のエンドシール部14と、複数のウェットティッシュ20が収容されるウェットティッシュ収容部15(図3参照)と、を備えて構成される。
【0016】
開口部12は、図2に示すように、包装体本体10の上面10aにおける略中央部に設けられる。この開口部12は、包装体本体10を構成するシート部材11の一部が略円形に切り抜かれて形成される。
【0017】
センタシール部13は、図1及び図5に示すように、包装体本体10の底面10bに配置され、包装体本体10の長手方向Ldに沿って延びる。また、センタシール部13は、底面10bにおける包装体本体10の幅方向Wdの一方側に偏った位置に配置される。
センタシール部13は、シート部材11における一対の第1側縁111(後述の図8参照)側が互いに接合されて形成される。より具体的には、センタシール部13は、積層された複数のウェットティッシュ20を包むように折り返されたシート部材11の一対の第1側縁111側が重ね合わせられ、この重ね合わせられた部分が接合されて形成される。
【0018】
一対のエンドシール部14は、図1〜図3に示すように、包装体本体10の幅方向Wdに沿って延びる側部を構成する。一対のエンドシール部14は、センタシール部13が形成された状態のシート部材11における一対の第1側縁111に交差する方向に延びる一対の第2側縁112側がそれぞれ接合されて形成される。
ウェットティッシュ収容部15は、図3及び図5に示すように、シート部材11がセンタシール部13部及び一対のエンドシール部14により接合されて形成された密閉空間により構成される。
【0019】
包装体本体10を構成するシート部材11は、図3〜図5に示すように、気体及び液体不透過性のバリア層113と、熱可塑性樹脂フィルムにより構成されるシーラント層114と、を含んで構成される。
バリア層113を構成する気体及び液体不透過性の部材としては、アルミニウム箔、ポリエチレンテレフタレート(PET)フィルム、及びPETフィルムにアルミニウムを蒸着して形成したフィルム材等を単層又は複層使用した物が挙げられる。
シーラント層114を構成する熱可塑性樹脂フィルムは、所定の温度及び圧力条件により溶融して融着可能な樹脂により構成される。シーラント層114を構成する熱可塑性樹脂としては、ポリエチレン、ポリプロピレン、ポリプロピレンとポリスチレンのポリマーアロイ、ポリエチレンとポリプロピレンとポリスチレンのポリマーアロイ、ポリプロピレンとポリエチレンとのブレンド樹脂、ポリプロピレンとエラストマーとのブレンド樹脂等が挙げられる。
【0020】
本実施形態では、包装体本体10は、図3〜図5に示すように、シーラント層114が内面を構成するように、シート部材11が配置されて構成される。また、本実施形態では、センタシール部13及び一対のエンドシール部14は、包装体本体10の内面を構成するシーラント層114同士が加熱加圧処理(ヒートシール)により接合されて形成されている。
【0021】
次に、使用済みウェットティッシュ収容部30について説明する。
使用済みウェットティッシュ収容部30は、図1及び図3に示すように、包装体本体10の外面(底面10b)側に設けられる。
第1実施形態では、使用済みウェットティッシュ収容部30は、センタシール部13、第1シール延出部としてのセンタシール延出部31、及び包装体本体10の底面10bを構成するシート部材11により構成される。
【0022】
センタシール延出部31は、図1、図3及び図5に示すように、包装体本体10の底面10bに沿うように、かつ、包装体本体10の幅方向Wdにおける他方側(包装体本体10の幅方向Wdにおけるセンタシール部13が位置する側と反対側)に向けて延びている。そして、センタシール延出部31の先端部312の位置は、包装体本体10の底面10bの幅方向Wdの他方側の側縁の位置に、包装体本体10の厚さHd方向で略一致しており、一対の側部311の位置は、一対のエンドシール部14の位置に、包装体本体10の厚さ方向Hdで略一致している。
【0023】
センタシール延出部31は、図1及び図5に示すように、センタシール部13を構成する二層のシート部材11のうちの一方のシート部材11がセンタシール部13から第1側縁111の延びる方向(包装体本体10の長手方向Ld)に交差する方向に延出して形成される。
【0024】
センタシール延出部31の一対の側部311は、図3に示すように、接着材としてのホットメルト接着剤22を介して、一対のエンドシール部14に接着されている。
センタシール延出部31の先端部312は、図1及び図5に示すように、一対の側部311を除く領域において、包装体本体10の底面10bに対して離間可能となっている。
そして、センタシール部13及びセンタシール延出部31における包装体本体10の底面10b側の面と、包装体本体10の底面10bとの間に使用済みウェットティッシュを収容可能なウェットティッシュ収容部30が形成される。
【0025】
複数のウェットティッシュ20は、略矩形形状に形成されている。これら複数のウェットティッシュ20は、それぞれ、所定の形状に折り畳まれた状態で積層されて包装体本体10に収容される(図3及び図5参照)。
【0026】
ラベル部材21は、図2に示すように、略矩形形状における長手方向の一方の端縁が円弧状に形成された形状を有している。このラベル部材21は、包装体本体10の上面10aにおける開口部12の周縁に剥離自在に接着される。
ラベル部材21は、ポリエチレン、ポリプロピレン、ポリエステル、ポリアミド、ポリ塩化ビニル等の合成樹脂フィルムにおける包装体本体10と接する面に、アクリル樹脂等の再粘着性を有する樹脂が塗布されたものにより構成される。また、ラベル部材21は、上記合成樹脂フィルムを2枚以上積層した複層構造としてもよい。
【0027】
図6は、第1実施形態のウェットティッシュ包装体1の使用状態を示す側面図である。
第1実施形態のウェットティッシュ包装体1は、使用済みウェットティッシュ収容部30に使用済みウェットティッシュ25を収容していない状態では、図1に示すように、センタシール延出部31が包装体本体10の底面10bに沿うように位置している。つまり、使用済みウェットティッシュ収容部30は、閉じた状態となっている。
【0028】
そして、ウェットティッシュ20を使用した後、使用済みウェットティッシュ25を使用済みウェットティッシュ収容部30に収容する。使用済みウェットティッシュ収容部30に使用済みウェットティッシュ25を収容する場合には、包装体本体10の底面10bとセンタシール延出部31との間に、センタシール延出部31の先端部312側から使用済みウェットティッシュ25を押し込む。すると、センタシール延出部31の先端部312と包装体本体10の底面10bとの間が離間して、使用済みウェットティッシュ25を使用済みウェットティッシュ収容部30に収容できる。
【0029】
次に、本発明のウェットティッシュ包装体1の製造方法の好ましい一実施態様である第1実施態様につき、図7及び図8を参照しながら説明する。図7は、第1実施態様のウェットティッシュ包装体1の製造方法を示す概略図である。図8は、第1実施態様のウェットティッシュ包装体の製造方法における各工程の状態を示す斜視図である。尚、第1実施態様では、逆ピロ包装機を例に出しており、正ピロ包装機では各工程は表裏逆となる。
【0030】
第1実施態様のウェットティッシュ包装体1の製造方法は、図7及び図8に示すように、繰り出し工程S1と、開口部形成工程S2と、(ラベル)取付工程S3と、ウェットティッシュ配置工程S4と、折り返し工程S5と、第1シール部形成工程としてのセンタシール部形成工程S6と、第2シール部形成工程としてのエンドシール部形成工程S7と、を備える。
【0031】
繰り出し工程S1では、繰り出し部41から帯状のシート部材11が繰り出される。ここで、帯状のシート部材11は、シーラント層114が上面となるように繰り出される。
【0032】
開口部形成工程S2では、第1カット部42により帯状のシート部材11には、開口部12が形成される。
【0033】
取付工程S3では、開口部12が形成された帯状のシート部材11の下面側からラベル部材21及び接着材としてのホットメルト接着剤22が取り付けられる。ラベル部材21は、ラベル取付装置(図示せず)により、開口部12を覆うように取り付けられる。ホットメルト接着剤22は、ホットメルトガン46から間欠的に吐出され、帯状のシート部材11におけるラベル部材21が取り付けられた位置の上流側及び下流側の所定の位置(後述のセンタシール延出部31の一対の側部311に重なる位置)に付与される。
ホットメルト接着剤22としては、シート部材11に付与された後、短時間で固化して接着性(タック性)を失うものを用いることが好ましい。具体的には、ホットメルト接着剤22としては、オレフィン系やゴム系等の熱可塑性を有するものを好適に用いることができる。
【0034】
ウェットティッシュ配置工程S4では、ラベル部材21により開口部12が覆われた帯状のシート部材11の上面側に、折り畳まれた状態で積層された複数のウェットティッシュ20が配置される。
【0035】
折り返し工程S5では、複数のウェットティッシュ20が上面側に配置された状態の帯状のシート部材11が折り返されて複数のウェットティッシュ20がシート部材11により包みこまれる。より具体的には、帯状のシート部材11の流れ方向に沿う一対の第1側縁111側がそれぞれ複数のウェットティッシュ20が配置された側(上面側)に折り返されて複数のウェットティッシュ20が包みこまれる。
【0036】
センタシール部形成工程S6では、第1ヒートシール部43により、センタシール部13及びセンタシール延出部31が形成される。より具体的には、センタシール部形成工程S6では、一対の第1側縁111のうちの一方の第1側縁111が延出するように折り返されて重ね合わせられた帯状のシート部材11に、第1ヒートシール部43により加熱加圧処理が施される。これにより、シート部材11が重ね合わせられた部分において、シーラント層114が互いに融着されて重ね合わせられたシート部材11が接合される。そして、シート部材11が重ね合わせられた部分に、シート部材11の流れ方向に延びるセンタシール部13が形成されると共に、このセンタシール部13から延出した一層のシート部材11によりセンタシール延出部31が形成される。
【0037】
ここで、センタシール部13は、図8に示すように、帯状のシート部材11の流れ方向に交差する方向(幅方向)における一方に偏って形成される。また、センタシール部形成工程S6によりセンタシール部13及びセンタシール延出部31が形成された状態では、シート部材11の流れ方向における上流側及び下流側は開放されている(図8参照)。
【0038】
エンドシール部形成工程S7では、第2ヒートシール部44により、一対のエンドシール部14及び使用済みウェットティッシュ収容部30が形成される。より具体的には、エンドシール部形成工程S7では、センタシール部13及びセンタシール延出部31が形成された帯状のシート部材11における複数のウェットティッシュ20が配置された位置の上流側及び下流側に、それぞれ、シート部材11の幅方向に延びるように第2ヒートシール部44による加熱加圧処理が施される。ここで、図8に示すように、シート部材11における第2ヒートシール部44による加熱加圧処理が施される位置(後述の一対の側部311に重なる位置)には、ホットメルト接着剤22が付与されている。
【0039】
これにより、シート部材11における流れ方向の上流側及び下流側において開放された部分が接合されて一対のエンドシール部14が形成され、包装体本体10が形成される。また、一対の側部311に付与されたホットメルト接着剤22は、第2ヒートシール部44による加熱加圧処理によって溶融し、この溶融したホットメルト接着剤22により、センタシール延出部31の一対の側部311は、一対のエンドシール部14に接着される(図4参照)。
その結果、センタシール延出部31は、シート部材11の幅方向の他方側(センタシール部13が形成された側とは反対側)に傾いて、包装体本体10の底面10bに沿うように位置決めされる。
このようにして、センタシール部13、センタシール延出部31、及び包装体本体10の底面10bにより使用済みウェットティッシュ収容部30が形成される。
【0040】
また、エンドシール部形成工程S7では、一対のエンドシール部14及び使用済みウェットティッシュ収容部30が形成されたウェットティッシュ包装体1の連続体が第2カット部45において切断されてウェットティッシュ包装体1が製造される。より具体的には、ウェットティッシュ包装体1の連続体は、エンドシール部14が形成された部分で幅方向に切断される。
エンドシール部形成工程S7では、第2ヒートシール部44による加熱加圧処理と、第2カット部45による切断は、略同時に行われる。また、第2カット部45による切断は、一対のエンドシール部14におけるホットメルト接着剤22が付与されていない部分において行われる事が望ましい。
【0041】
以上説明したウェットティッシュ包装体1の製造方法によれば、以下のような効果を奏する。
【0042】
(1)センタシール部形成工程S6によりセンタシール部13及びセンタシール延出部31を形成し、エンドシール部形成工程S7によりエンドシール部14を形成すると共に、センタシール部13、センタシール延出部31、及び包装体本体10の底面10bにより使用済みウェットティッシュ収容部30を形成した。よって、使用済みウェットティッシュ収容部30を形成するための工程を別途設けることなく使用済みウェットティッシュ収容部30を有するウェットティッシュ包装体1を製造できるので、ウェットティッシュ包装体1の製造効率を向上できる。また、ウェットティッシュ収容部30を、センタシール部13及び一対のエンドシール部14により密閉できるので、包装体本体10に収容されたウェットティッシュ20の乾燥を防げる。
【0043】
(2)エンドシール部形成工程S7において一対のエンドシール部14とセンタシール延出部31とを接着するために用いられるホットメルト接着剤22を、ラベル部材21を取り付ける取付工程S3において、ホットメルトガン46によりシート部材11に取り付けた。これにより、ラベル部材21を取り付ける工程を利用してホットメルト接着剤22をシート部材11に付与できる。よって、ホットメルト接着剤22をシート部材11に取り付ける工程を別途設けることなく、一対のエンドシール部14とセンタシール延出部31の一対の側部311とが接着された使用済みウェットティッシュ収容部30を形成できる。
【0044】
(3)接着材としてホットメルト接着剤22を用いた。これにより、取付工程S3において、シート部材11に付与した接着材を、短時間で固化させてタック性を失わせられる。よって、取付工程S3からエンドシール部形成工程S7までの間に、接着材が設備に付着することを防げるので、ウェットティッシュ包装体1の製造効率をより向上できる。
【0045】
(4)センタシール部13を、包装体本体10の底面10bにおける一方側に偏らせて配置した。これにより、センタシール延出部31を含んで構成される使用済みウェットティッシュ収容部30の容積を大きく構成できるので、使用済みウェットティッシュの収容量を増加させられる。
【0046】
(5)シート部材11を、バリア層113及びシーラント層114の2層で構成し、このシーラント層114を内面として包装体本体10を構成した。これにより、センタシール部13、及びエンドシール部14を、加熱加圧処理により容易に形成できる。よって、粘着剤や接着剤等を別途用いることなくセンタシール部13及びエンドシール部14を形成できるので、ウェットティッシュ包装体1を効率的に製造できる。
【0047】
次に、本発明のウェットティッシュ包装体の製造方法の第2実施態様につき、図9を参照しながら説明する。図9は、第2実施態様のウェットティッシュ包装体の製造方法における各工程の状態を示す斜視図である。尚、第2実施態様の説明にあたって、同一構成要件については同一符号を付し、その説明を省略もしくは簡略化する。
【0048】
第2実施態様のウェットティッシュ包装体の製造方法は、取付工程S3において用いられる接着材が、第1実施態様と異なる。
第2実施態様では、取付工程S3において、接着材としての粘着テープ22Aが用いられる。この粘着テープ22Aは、シート材と、このシート材のシート部材11に接する面に塗布された粘着剤とを備えて構成される。このシート材は熱による接着性を有する必要があるので、シーラント層に用いられる樹脂を用いる。また、塗布される粘着剤は、再剥離性を有す必要はなく、アクリル系やゴム系の粘着剤を用いることが望ましい。
粘着テープ22Aは、シート部材11にラベル部材21を取り付けるラベル取付装置により、ラベル部材21と同時にシート部材11に取り付けられる。
第2実施態様のウェットティッシュ包装体の製造方法によれば、上述した(1)、(2)、(4)及び(5)の効果を奏する他、以下のような効果を奏する。
【0049】
(6)接着材として、粘着テープ22Aを用いた。これにより、粘着テープ22Aを、ラベル取付装置により、ラベル部材21と同時にシート部材11に取り付けられる。よって、既存のラベル取付装置を利用して、粘着テープ22Aをシート部材11に取り付けられるので、ウェットティッシュ包装体1の製造効率をより向上できる。
また、接着材として均一な厚みに構成される粘着テープ22Aを用いることで、シート部材11に取り付ける接着材の厚みを均一化できる。よって、一対のエンドシール部14におけるシート部材11の接着を安定的に行えるので、ウェットティッシュ包装体の品質をより向上できる。
【0050】
(7)粘着テープ22Aを、熱による接着性を有するシート材を含んで構成した。これにより、取付工程S3において、シート部材11に取り付けた粘着テープ22Aの外面側を、非加熱状態においては接着性を有しない状態にできる。よって、取付工程S3からエンドシール部形成工程S7までの間に、粘着テープ22Aが設備に付着することを防げるので、ウェットティッシュ包装体1の製造効率をより向上できる。
【0051】
以上、本発明のウェットティッシュ包装体の製造方法の好ましい各実施態様について説明したが、本発明は上述した実施態様に制限されることなく、種々の態様で実施することができる。
例えば、第1実施形態及び第2実施形態では、センタシール部13を、包装体本体10の幅方向Wdの一方側に偏った位置に配置したが、これに限らない。即ち、センタシール部13を、図10に示すように、包装体本体10の側縁近傍に形成してもよい。また、図11に示すようにセンタシール部13を、包装体本体10の側面に形成してもよい。
【0052】
また、第1実施形態及び第2実施形態では、センタシール延出部31を、センタシール部13から一層のシート部材11を延出させて構成したが、これに限らない。即ち、図12に示すように、センタシール延出部31を、センタシール部13から二層のシート部材11を延出させて構成してもよい。
【0053】
また、第1実施態様及び第2実施態様では、本発明を、平面視で矩形形状のウェットティッシュ包装体に適用したが、これに限らない。即ち、本発明を、平面視で正方形のウェットティッシュ包装体に適用してもよい。
【0054】
また、第1実施態様及び第2実施態様では、センタシール部形成工程S6において、センタシール部13を、シート部材11の幅方向の一方に偏った位置に形成したが、これに限らない。即ち、センタシール部を、シート部材の幅方向の中央部に形成してもよい。
【0055】
また、第1実施態様及び第2実施態様では、取付工程S3において、シート部材11におけるラベル部材21が取り付けられた位置の上流側及び下流側(センタシール延出部31の一対の側部311の両方)に接着材を取り付けたが、これに限らない。即ち、取付工程S3において、シート部材11におけるラベル部材21が取り付けられた位置の上流側又は下流側のいずれかのみに接着材を取り付けてもよい。
【符号の説明】
【0056】
1 ウェットティッシュ包装体
10 包装体本体
11 シート部材
13 センタシール部(第1シール部)
14 エンドシール部(第2シール部)
15 ウェットティッシュ収容部
20 ウェットティッシュ
22 ホットメルト接着剤(接着材)
22A 粘着テープ(接着材)
25 使用済みウェットティッシュ
30 使用済みウェットティッシュ収容部
31 センタシール延出部(第1延出部)
311 側部
S2 開口部形成工程
S3 取付工程
S4 ウェットティッシュ配置工程
S5 折り返し工程
S6 センタシール部形成工程(第1シール部形成工程)
S7 エンドシール部形成工程(第2シール部形成工程)
【特許請求の範囲】
【請求項1】
複数のウェットティッシュが収容される包装体本体と、該包装体本体に形成される開口部と、前記包装体本体の外面に取り付けられて前記開口部を覆う蓋部材と、使用済みのウェットティッシュを収容可能な使用済みウェットティッシュ収容部と、を備えるウェットティッシュ包装体の製造方法であって、
帯状のシート部材に前記開口部を形成する開口部形成工程と、
前記シート部材の上面側又は下面側から前記開口部を覆うように蓋部材を取り付けると共に、該蓋部材が取り付けられた位置の上流側及び/又は下流側に接着材を取り付ける取付工程と、
帯状のシート部材における前記蓋部材及び前記接着材が取り付けられていない側の面に前記複数のウェットティッシュを配置するウェットティッシュ配置工程と、
前記複数のウェットティッシュが配置された状態の前記シート部材の流れ方向に沿う一対の側縁側を、それぞれ、前記複数のウェットティッシュが配置された側に折り返して該複数のウェットティッシュを包みこむ折り返し工程と、
折り返された前記シート部材の前記一対の側縁側を互いに接合して該シート部材の流れ方向に延びる第1シール部及び該第1シール部から該一対の側縁の延びる方向に交差する方向に延出する第1シール延出部を形成する第1シール部形成工程と、
前記第1シール部形成工程を経た前記シート部材における前記複数のウェットティッシュが配置された位置の上流側及び下流側を、該シート部材の幅方向に延びるようにそれぞれ接合して一対の第2シール部を形成すると共に、前記接着材により該第2シール部と前記第1シール延出部とを接合して前記使用済みウェットティッシュ収容部を形成する第2シール部形成工程と、を備えるウェットティッシュ包装体の製造方法。
【請求項2】
前記第1シール部形成工程において、前記第1シール部は、前記シート部材の幅方向の一方に偏った位置に形成される請求項1に記載のウェットティッシュ包装体の製造方法。
【請求項3】
前記取付工程において、前記接着材としてホットメルト接着剤が用いられる請求項1又は2に記載のウェットティッシュ包装体の製造方法。
【請求項4】
前記取付工程において、前記接着材として、熱可塑性を有するシート材と、該シート材の前記シート部材と接する面に塗布された粘着剤と、を備える粘着テープが用いられる請求項1又は2に記載のウェットティッシュ包装体の製造方法。
【請求項1】
複数のウェットティッシュが収容される包装体本体と、該包装体本体に形成される開口部と、前記包装体本体の外面に取り付けられて前記開口部を覆う蓋部材と、使用済みのウェットティッシュを収容可能な使用済みウェットティッシュ収容部と、を備えるウェットティッシュ包装体の製造方法であって、
帯状のシート部材に前記開口部を形成する開口部形成工程と、
前記シート部材の上面側又は下面側から前記開口部を覆うように蓋部材を取り付けると共に、該蓋部材が取り付けられた位置の上流側及び/又は下流側に接着材を取り付ける取付工程と、
帯状のシート部材における前記蓋部材及び前記接着材が取り付けられていない側の面に前記複数のウェットティッシュを配置するウェットティッシュ配置工程と、
前記複数のウェットティッシュが配置された状態の前記シート部材の流れ方向に沿う一対の側縁側を、それぞれ、前記複数のウェットティッシュが配置された側に折り返して該複数のウェットティッシュを包みこむ折り返し工程と、
折り返された前記シート部材の前記一対の側縁側を互いに接合して該シート部材の流れ方向に延びる第1シール部及び該第1シール部から該一対の側縁の延びる方向に交差する方向に延出する第1シール延出部を形成する第1シール部形成工程と、
前記第1シール部形成工程を経た前記シート部材における前記複数のウェットティッシュが配置された位置の上流側及び下流側を、該シート部材の幅方向に延びるようにそれぞれ接合して一対の第2シール部を形成すると共に、前記接着材により該第2シール部と前記第1シール延出部とを接合して前記使用済みウェットティッシュ収容部を形成する第2シール部形成工程と、を備えるウェットティッシュ包装体の製造方法。
【請求項2】
前記第1シール部形成工程において、前記第1シール部は、前記シート部材の幅方向の一方に偏った位置に形成される請求項1に記載のウェットティッシュ包装体の製造方法。
【請求項3】
前記取付工程において、前記接着材としてホットメルト接着剤が用いられる請求項1又は2に記載のウェットティッシュ包装体の製造方法。
【請求項4】
前記取付工程において、前記接着材として、熱可塑性を有するシート材と、該シート材の前記シート部材と接する面に塗布された粘着剤と、を備える粘着テープが用いられる請求項1又は2に記載のウェットティッシュ包装体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−206745(P2012−206745A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2011−73664(P2011−73664)
【出願日】平成23年3月29日(2011.3.29)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成23年3月29日(2011.3.29)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]