
ウェハレンズモジュールの製造方法およびレンズモジュールの製造方法
【課題】反りを有するウェハレンズアレイを適切に貼り合わせる方法を開示する。
【解決手段】一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えたウェハレンズアレイを複数重ね合わせたウェハレンズモジュールの製造方法であって、ウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定する工程と、ウェハレンズアレイを剛性の高い基板に固定した状態で反りを矯正する工程と、前記剛性の高い基板に固定したウェハレンズアレイ同士をウェハレンズアレイが対向するように接合する工程と、
該接合後にウェハレンズアレイから剛性の高い基板を除去する工程を含むことを特徴とするウェハレンズモジュールの製造方法。
【解決手段】一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えたウェハレンズアレイを複数重ね合わせたウェハレンズモジュールの製造方法であって、ウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定する工程と、ウェハレンズアレイを剛性の高い基板に固定した状態で反りを矯正する工程と、前記剛性の高い基板に固定したウェハレンズアレイ同士をウェハレンズアレイが対向するように接合する工程と、
該接合後にウェハレンズアレイから剛性の高い基板を除去する工程を含むことを特徴とするウェハレンズモジュールの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はウェハレンズモジュールの製造方法および、該ウェハレンズモジュールの製造方法を利用したレンズモジュールの製造方法に関する。また、該ウェハレンズモジュールの製造方法を製造する際に得られるウェハレンズアレイよりも剛性の高い基板に固定されたウェハレンズモジュールに関する。
【背景技術】
【0002】
ウェハレンズモジュールを製造する一般的な方法として、特許文献1に記載のような、平行平板の表裏に樹脂のレンズ部を成形する方法が知られている。この方法では平行平板とレンズ部の屈折率差から界面での反射によりレンズ性能が低下するという問題があった。また、特許文献1では、レンズの1つをガラスで加工しているが、ガラス部分は加工が困難なため、レンズ形状に制限があるという問題点もあった。これに対し、基板部及びレンズ部を同一材質で一体成形する方法も提案されている。例えば、特許文献2に記載する方法である。しかし、同一材質で一体成形する場合、成形の都合上、材質が実質的に樹脂に限られる。そして、樹脂製のウェハレンズアレイは反りが問題となる。反りが大きいウェハレンズアレイを2枚以上貼り合わせる場合、ウェハレンズアレイの貼り合わせ時に、光軸ずれや接着不良等の問題が発生しやすい。結果として、得られるレンズモジュールの性能が悪化したり、製品の得率が低下するという問題があった。
【0003】
一方、特許文献3には、複数のレンズを組み合わせる場合において、レンズをダミーの基板に固定した後、レンズが成形された面の裏面を研磨したものを1組用意し、研磨面同士を貼り合わせた後、ダミーの基板を除去する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】WO2008/068909号パンフレット
【特許文献2】WO2008/153102号パンフレット
【特許文献3】特開2005−43411号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述のとおり、ウェハレンズアレイを貼り合わせる場合に、反りが問題となる場合がある。特に、薄くて反りが大きいウェハレンズアレイでは深刻である。本発明はかかる問題点を回避することを目的としたものであって、反りを生じるウェハレンズアレイを適切に貼り合わせることが可能なウェハレンズモジュールの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
かかる状況のもと、本発明者が鋭意検討を行った結果、ウェハレンズアレイを剛性の高い基板に固定した状態で、反りを矯正することを検討した。すなわち、特許文献3では、マイクロレンズアレイをダミーの基板には貼り付けた後に研磨しているが、マイクロレンズアレイの反りが強い場合、ダミー基板の材質等によっては、ダミー基板ごと反ってしまう場合がある。
そこで、本発明では、ウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定した状態で、反りを矯正し、その状態で、ウェハレンズアレイ同士を接合させることにより、適切に精度よくウェハレンズアレイを接合できることを見出し、本発明を完成するに至った。
【0007】
具体的には、以下の手段により達成された。
(1)一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えたウェハレンズアレイを複数重ね合わせたウェハレンズモジュールの製造方法であって、
ウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定する工程と、
ウェハレンズアレイを剛性の高い基板に固定した状態で反りを矯正する工程と、
前記剛性の高い基板に固定したウェハレンズアレイ同士をウェハレンズアレイが対向するように接合する工程と、
該接合後にウェハレンズアレイから剛性の高い基板を除去する工程を含むことを特徴とするウェハレンズモジュールの製造方法。
(2)一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えたウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定する工程と、
ウェハレンズアレイを剛性の高い基板に固定した状態で矯正する工程と、
剛性の高い基板に固定したウェハレンズアレイ同士を接合した後、剛性の高い基板の一方を除去する工程と、
剛性の高い基板に貼り合わせたウェハレンズアレイから剛性の高い基板の一方のみを除去した状態で、レンズユニットごとに切断した後、他方の剛性の高い基板を除去する工程を含む、レンズモジュールの製造方法。
(3)接合したウェハレンズアレイから剛性の高い基板を除去する際の剛性の高い基板を除去する条件が、該剛性の高い基板同士で互いに異なる、(2)に記載のレンズモジュールの製造方法。
(4)ウェハレンズアレイから剛性の高い基板を、2段階の温度で加熱することにより、一方ずつ段階的に除去することを特徴とする、(2)または(3)に記載のレンズモジュールの製造方法。
(5)剛性の高い基板とウェハレンズアレイとは、ウェハレンズアレイの基板部のみで接合している、(1)に記載のウェハレンズモジュールの製造方法。
(6)剛性の高い基板を、ウェハレンズアレイの表面の凹凸との嵌合により固定することを特徴とする(1)に記載のウェハレンズモジュールの製造方法。
(7)剛性の高い基板を、接着シートを用いてウェハレンズアレイに固定することを特徴とする(1)、(5)または(6)に記載のウェハレンズモジュールの製造方法。
(8)剛性の高い基板を、接着剤を用いてウェハレンズアレイに固定することを特徴とする(1)、(5)または(6)に記載のウェハレンズモジュールの製造方法。
(9)ウェハレンズアレイおよび剛性の高い基板、ならびに、接着シートまたは接着剤が、紫外線透過性を有することを特徴とする、(7)または(8)に記載のウェハレンズモジュールの製造方法。
(10)剛性の高い基板に固定したウェハレンズアレイを、治具を用いて真空吸着して矯正することを特徴とする(1)、(5)〜(9)のいずれか1項に記載のウェハレンズモジュールの製造方法。
(11)剛性の高い基板に固定したウェハレンズアレイ同士を接合する際に、ウェハレンズアレイ同士の平行性を高める処理を行うことを特徴とする(1)、(5)〜(10)のいずれか1項に記載のウェハレンズモジュールの製造方法。
(12)前記ウェハレンズアレイが樹脂製である、(1)、(5)〜(11)のいずれか1項に記載のウェハレンズモジュールの製造方法。
(13)一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えた第一のウェハレンズアレイおよび第二のウェハレンズアレイを、それぞれのウェハレンズアレイよりも剛性の高い基板に固定し、第一のウェハレンズアレイおよび第二のウェハレンズアレイを、それぞれ、剛性の高い基板に固定した状態で反りを矯正し、剛性の高い基板に固定した第一のウェハレンズアレイおよび第二のウェハレンズアレイをレンズ側が対向するように接合した後、
該接合している状態のウェハレンズアレイから、剛性の高い基板の一方を除去して得られることを特徴とする剛性の高い基板に固定されたウェハレンズモジュール。
【発明の効果】
【0008】
本発明により、反りの強いウェハレンズアレイについても、高い精度で貼り合わせることが可能になった。
【図面の簡単な説明】
【0009】
【図1】本発明のレンズモジュールの製造工程を示す概略図である。
【発明を実施するための形態】
【0010】
以下において、本発明の内容について詳細に説明する。尚、本願明細書において「〜」とはその前後に記載される数値を下限値および上限値として含む意味で使用される。
【0011】
本発明のウェハレンズモジュールの製造方法は、(1)ウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定する工程と、(2)ウェハレンズアレイを剛性の高い基板に固定した状態で反りを矯正する工程と、(3)前記剛性の高い基板に固定したウェハレンズアレイ同士をウェハレンズアレイが対向するように接合する工程と、(4)該接合後にウェハレンズアレイから剛性の高い基板を除去する工程を含む。
また、本発明のレンズモジュールの製造方法は、上記ウェハレンズアレイの製造方法において、さらに、(5)剛性の高い基板に貼り合わせたウェハレンズアレイから剛性の高い基板の一方のみを除去した状態で、レンズユニットごとに切断した後、他方の剛性の高い基板を除去する工程を含むことが好ましい。
ここで、本発明におけるウェハレンズアレイとは、一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えたウェハレンズアレイである。本発明では、このようなウェハレンズアレイを複数重ね合わせてウェハレンズモジュールを製造する。さらに、ウェハレンズアレイをレンズユニットごとに裁断して、レンズモジュールを製造する。
【0012】
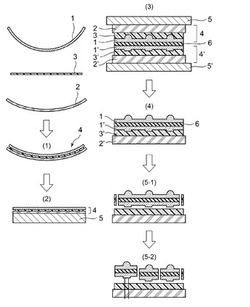
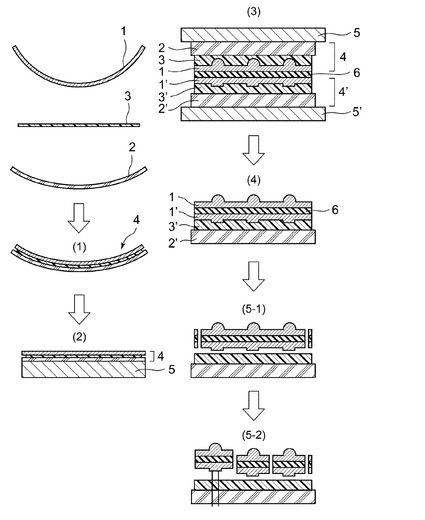
以下、図1に従って、本発明の好ましいレンズモジュールの製造方法を説明する。図1では、レンズ面に垂直な面の断面図で示している。図1において、1はウェハレンズアレイを、2・2’はそれぞれ剛性の高い基板を、3は粘着テープを、4および4'はそれぞれウェハレンズアレイを剛性の高い基板に固定したものを、5および5'はそれぞれ治具を、6は接着層を示している。図1では、(2)までの工程と、(3)工程では尺度を変えて示している。また、本発明のレンズモジュールの製造方法は、これらの方法に限られるものではないことは言うまでもない。
【0013】
(1)ウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定する工程
本発明では、ウェハレンズアレイをウェハレンズアレイよりも剛性の高い基板に固定する(図1の(1))。通常、ウェハレンズアレイ1は、反っている。これは、ウェハレンズアレイが薄いためである。ウェハレンズアレイは、通常、レンズ面に垂直な方向の最大幅が500μm〜1500μmである。この反り幅は、樹脂製のウェハレンズアレイの場合、通常、数十マイクロメートルであり、例えば、40〜60μmである。このように反ったままの状態のもの複数枚を精度よく接合することは極めて困難である。そこで、本発明では、ウェハレンズアレイよりも剛性の高い基板2に固定している。ウェハレンズアレイが樹脂製の場合、剛性の高い基板としては、ガラス、LCP樹脂、セラミック、金属が挙げられる。本発明では特に、レンズアレイ同士の接合に紫外線硬化型接着剤を用いる場合、ウェハレンズアレイおよび剛性の高い基板として、紫外線透過性のものを用いる。紫外線透過性材料としては、ガラスやポリカーボネート等の高剛性プラスチックが例示される。
ここで、ウェハレンズアレイよりも剛性の高い基板は、反り幅が、ウェハレンズアレイよりも少なく、通常は、35μm以下であり、さらには、15μm〜35μm程度である。本発明で用いるウェハレンズアレイよりも剛性の高い基板は、厚さが500μm〜1500μmであることが好ましい。このような厚さの剛性の高い基板を用いることにより、該基板をウェハレンズアレイに設けたまま裁断することが容易になる。
ウェハレンズアレイを剛性の高い基板に固定する方法は、特に定めるものではないが、図1では、粘着テープ3で貼り合わせている。そのほか、接着剤を用いて貼り合わせてもよい。接着剤としては、光硬化型、熱硬化型、常温硬化型、シート型接着剤などから、適宜選定することができる。
また、剛性の高い基板とウェハレンズアレイとは、ウェハレンズアレイの基板部のみで接合していることが好ましい。このような手段を採用することにより、基板とレンズアレイの接合部材によるレンズ部の汚れを防止でき、また、レンズアレイ同士のアライメント精度を向上させることができる。一方、剛性の高い基板を、ウェハレンズアレイの表面の凹凸との嵌合により固定してもよい。具体的には、ウェハレンズアレイに周期的に凹形状を成形金型を加工して付与し、剛性基板にも同周期で凸形状を付与し、該凹凸部を勘合させる等の手段によって行う。
【0014】
ここで、樹脂製のウェハレンズアレイの好ましい態様について説明する。本発明で用いるウェハレンズアレイは、好ましくは、熱により硬化する樹脂組成物、あるいは活性エネルギー線の照射(例えば紫外線、電子線照射)により硬化する樹脂組成物からなることが好ましい。型形状の転写適性等、成形性の観点から硬化前に適度な流動性を有していることが好ましい。具体的には常温で液体であり、粘度が1000〜50000mPa・s程度であるものが好ましい。一方、硬化後にはリフロー工程を通しても熱変形及び着色しない程度の耐熱性を有していることが好ましい。該観点から、硬化物のガラス転移温度は200℃以上であることが好ましく、250℃以上であることがより好ましく、300℃以上であることが特に好ましい。樹脂組成物にこのような高い耐熱性を付与するためには、分子レベルで運動性を束縛することが必要であり、有効な手段としては、(1)単位体積あたりの架橋密度を上げる手段、(2)剛直な環構造を有する樹脂を利用する手段(例えばシクロヘキサン、ノルボルナン、テトラシクロドデカン等の脂環構造、ベンゼン、ナフタレン等の芳香環構造、9,9−ビフェニルフルオレン等のカルド構造、スピロビインダン等のスピロ構造を有する樹脂、具体的に例えば、特開平9−137043号公報、同10−67970号公報、特開2003−55316号公報、同2007−334018号公報、同2007−238883号公報等に記載の樹脂)、(3)無機微粒子など高いガラス転移温度を有する物質を均一に分散させる手段(例えば特開平5−209027号公報、同10−298265号公報等に記載)等が挙げられる。これらの手段は複数併用してもよく、流動性、収縮率、屈折率特性など他の特性を損なわない範囲で調整することが好ましい。形状転写精度の観点から硬化反応による体積収縮率が小さい樹脂組成物が好ましい。本発明に用いられる樹脂組成物の硬化収縮率としては10%以下であることが好ましく、5%以下であることがより好ましく、3%以下であることが特に好ましい。
【0015】
また、レンズ部の形状は特に限定されず、用途などによって適宜調整することができる。但し、基板部とレンズ部は、それぞれの樹脂組成物が硬化したときに、光学特性が実質的に同じになる樹脂組成物からなることが好ましい。ここで実質的に同等の光学特性とは、屈折率の差が0.01以下であって、かつ、アッベ数の差が5以下である範囲のものをいう。屈折率の差は0.005以下がより好ましく、0.003以下が更に好ましい。アッベ数の差は、2以下がより好ましく、1以下が更に好ましく、0が最も好ましい。
【0016】
(2)ウェハレンズアレイを剛性の高い基板に固定した状態で反りを矯正する工程
本発明では、ウェハレンズアレイを剛性の高い基板に固定したもの4をこの状態でそりを矯正する(図1の(2))。すなわち、ウェハレンズアレイを剛性の高い基板に固定しても、該固定したもの4は、通常は、反っている。この反り幅は、剛性の高い基板の反り幅と同程度であり、通常は、35μm以下であり、さらには、15μm〜35μm程度である。
ウェハレンズアレイを剛性の高い基板に固定した状態で矯正する方法は特に定めるものではないが、通常、矯正治具5で矯正する。特に、治具を用いて真空吸着して矯正することが好ましい。これらの方法は、特開平8−273208号公報に記載の方法を参酌することができる。
【0017】
(3)前記剛性の高い基板に固定したウェハレンズアレイ同士をウェハレンズアレイが対向するように接合する工程
次に、剛性の高い基板に固定したウェハレンズアレイ同士4・4’は、ウェハレンズアレイ同士が対向するように接合する(図1の(3))。治具等で矯正したままの状態で接合する方が、より精度の高いレンズモジュールが得られる。
接合する方法は、特に定めるものではないが、通常は、粘着テープや接着剤で貼り合わせる。接着剤としては、光硬化型、熱硬化型、常温硬化型、シート型接着剤など適宜選定することができる。またウェハレンズアレイ間のギャップを更に高精度に制御する目的として粒子分散を行った接着剤を使用することも可能である。また接着剤はカーボン等が分散した黒色で、遮光性を有することがより好ましい。
また、剛性の高い基板に固定したウェハレンズアレイ同士を接合する際に、ウェハレンズアレイ同士の平行性を高める処理を行うことも好ましい。具体的には、ウェハレンズアレイ同士の貼り合わせにおいて、通常アライナーを使用する。ウェハレンズアレイを剛性基板に貼り合わせる前に、このアライナーの上下の真空吸着ホルダーに剛性基板のみを吸着した状態で、剛性基板同士が向き合うように準備する。アライナーの片方の吸着台は通常可動であり、真空で吸着することで固定される。この吸着台を可動にしたまま、吸着している剛性基板を反対側の剛性基板に押し付け、その状態で吸着台を吸着して固定する。これを維持したまま剛性基板にウェハレンズアレイを貼り付け、反りを矯正した状態でウェハレンズアレイ同士を接合するなどの手段によって行う。このような手段を採用することにより、ウェハレンズアレイの接合時の光軸ずれ、接着不良等が改善される。
さらに、ウェハレンズアレイを接合する際、これらのレンズの光軸合わせ(アライメント)が重要になる。従って、本発明で用いるウェハレンズアレイには、アライメントマークが付与されていることが好ましく、その部分は、剛性の高い基板との接合面以外の部分に設けられることが好ましい。このような構成を採用することにより、アライメントマークの視認精度が向上し、それに伴いウェハレンズアレイのアライメント精度を向上させることができる。
【0018】
ここで、図1に示すように、剛性の高い基板に固定したウェハレンズアレイ同士4・4’が有するウェハレンズアレイは、光学特性及びレンズ形状は異なっていることが好ましい。特に高−低2種以上のアッベ数の異なるウェハレンズアレイを接合することが好ましい。高アッベ数側のウェハレンズアレイは、アッベ数が50以上であることが好ましく、より好ましくは55以上であり、特に好ましくは60以上である。屈折率は1.52以上であることが好ましく、より好ましくは1.55以上であり、特に好ましくは1.57以上である。低アッベ数側のウェハレンズアレイは、アッベ数が30以下であることが好ましく、より好ましくは25以下であり、特に好ましくは20以下である。屈折率は1.60以上であることが好ましく、より好ましくは1.63以上であり、特に好ましくは1.65以上である。
またレンズ形状はこれらの光学特性に応じて適宜変形される。またレンズ形状は凸の球面に限らず、凹の球面や非球面であってもよく、凸若しくは凹の球面、または非球面を種々に組み合わせることができる。
【0019】
(4)接合後にウェハレンズアレイから剛性の高い基板を除去する工程
本発明では、剛性の高い基板に固定したウェハレンズアレイ同士の接合後にウェハレンズアレイから剛性の高い基板を除去する(図1の(4))。ここで、剛性の高い基板は、同時に除去してもよいが、一方ずつ段階的に除去することが好ましい。本発明では、剛性の高い基板に貼り合わせたウェハレンズアレイから剛性の高い基板の一方のみを除去した状態で、レンズユニットごとに切断した後、他方の剛性の高い基板を除去することがより好ましい。この点について、後述する。
剛性の高い基板を除去する方法は特に定めるものではないが、例えば、加熱により、接着剤を溶融させて剥離することが挙げられる。
【0020】
(5)剛性の高い基板に貼り合わせたウェハレンズアレイから剛性の高い基板の一方のみを除去した状態で、レンズユニットごとに切断した後、他方の剛性の高い基板を除去する工程
本発明では、上述のとおり、剛性の高い基板に貼り合わせたウェハレンズアレイから剛性の高い基板の一方のみを除去した状態で、レンズユニットごとに切断した後(図1の(5−1))、他方の剛性の高い基板を除去する(図1の(5−2))ことが好ましい。段階的な除去により、複数のメリットが得られる。第一に、ウェハレンズモジュールの切断が容易になる。すなわち、ウェハレンズモジュールを切断する際に、レンズが破損してしまったりすることがあったが、本発明では切断の際の破損を抑制することが可能になる。第二に、ダイサーの吸着台で剛性基板ごとレンズアレイの反りを矯正するため、切断面の基板面に対する垂直度が向上する。第三に切断したレンズモジュールのハンドリング性が向上する。例えば、(通常ウェハ形状の切断にはダイシングテープ等の仮固定シートを使用するが、本発明のように片側の剛性基板に貼りついている状態で切断することで、ダイシングテープ使用のプロセスを簡略化でき、またその後のサンプル運搬、ピックアップも容易となる。さらに、レンズ部は剛性の高い基板で被覆されているため、レンズ部の汚れを防止できる。すなわち、本発明では、剛性の高い基板は、単に反りの矯正だけでなく、切断(ダイシング)およびその後の段階(ピックアップ等)においても、ダミーの基板を利用して、ハンドリング性を向上させ、レンズ面を保護することが可能になる。
【0021】
また、本発明では、接合したウェハレンズアレイから剛性の高い基板を除去する際の剛性の高い基板を除去する条件が、剛性の高い基板2・2’同士で互いに異なることが好ましい。例えば、溶融する温度が異なる接着剤をそれぞれ用いることが考えられる。このような手段を採用することにより、2段階の温度で加熱することのみによって、簡単に、剛性の高い基板を、一方ずつ段階的に除去することができる。
【0022】
本発明の方法で得られるレンズモジュールは、撮像ユニット等に好ましく用いることができる。例えば、本発明のレンズモジュールを備えた撮像ユニットであって、撮像素子と、前記撮像素子が設けられた半導体基板とを備え、前記基板部と前記半導体基板とが、スペーサを介して一体に接合されたものを挙げることができる。
【0023】
本発明のウェハレンズモジュールの製造方法は、反りの強いウェハレンズアレイを用いても、効率よくウェハレンズモジュールを製造できる。さらに、本発明のレンズモジュールの製造方法においては、段階的に剛性の高い基板を除去することにより、反りの矯正以外に、ハンドリング性の向上や汚れ防止など種々のメリットがある。従って、精密な素子に好ましく用いることができる。
【符号の説明】
【0024】
1 ウェハレンズアレイ
2 剛性の高い基板
3 粘着テープ
4 ウェハレンズアレイを剛性の高い基板に固定したもの
5 治具
6 接着層
【技術分野】
【0001】
本発明はウェハレンズモジュールの製造方法および、該ウェハレンズモジュールの製造方法を利用したレンズモジュールの製造方法に関する。また、該ウェハレンズモジュールの製造方法を製造する際に得られるウェハレンズアレイよりも剛性の高い基板に固定されたウェハレンズモジュールに関する。
【背景技術】
【0002】
ウェハレンズモジュールを製造する一般的な方法として、特許文献1に記載のような、平行平板の表裏に樹脂のレンズ部を成形する方法が知られている。この方法では平行平板とレンズ部の屈折率差から界面での反射によりレンズ性能が低下するという問題があった。また、特許文献1では、レンズの1つをガラスで加工しているが、ガラス部分は加工が困難なため、レンズ形状に制限があるという問題点もあった。これに対し、基板部及びレンズ部を同一材質で一体成形する方法も提案されている。例えば、特許文献2に記載する方法である。しかし、同一材質で一体成形する場合、成形の都合上、材質が実質的に樹脂に限られる。そして、樹脂製のウェハレンズアレイは反りが問題となる。反りが大きいウェハレンズアレイを2枚以上貼り合わせる場合、ウェハレンズアレイの貼り合わせ時に、光軸ずれや接着不良等の問題が発生しやすい。結果として、得られるレンズモジュールの性能が悪化したり、製品の得率が低下するという問題があった。
【0003】
一方、特許文献3には、複数のレンズを組み合わせる場合において、レンズをダミーの基板に固定した後、レンズが成形された面の裏面を研磨したものを1組用意し、研磨面同士を貼り合わせた後、ダミーの基板を除去する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】WO2008/068909号パンフレット
【特許文献2】WO2008/153102号パンフレット
【特許文献3】特開2005−43411号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述のとおり、ウェハレンズアレイを貼り合わせる場合に、反りが問題となる場合がある。特に、薄くて反りが大きいウェハレンズアレイでは深刻である。本発明はかかる問題点を回避することを目的としたものであって、反りを生じるウェハレンズアレイを適切に貼り合わせることが可能なウェハレンズモジュールの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
かかる状況のもと、本発明者が鋭意検討を行った結果、ウェハレンズアレイを剛性の高い基板に固定した状態で、反りを矯正することを検討した。すなわち、特許文献3では、マイクロレンズアレイをダミーの基板には貼り付けた後に研磨しているが、マイクロレンズアレイの反りが強い場合、ダミー基板の材質等によっては、ダミー基板ごと反ってしまう場合がある。
そこで、本発明では、ウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定した状態で、反りを矯正し、その状態で、ウェハレンズアレイ同士を接合させることにより、適切に精度よくウェハレンズアレイを接合できることを見出し、本発明を完成するに至った。
【0007】
具体的には、以下の手段により達成された。
(1)一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えたウェハレンズアレイを複数重ね合わせたウェハレンズモジュールの製造方法であって、
ウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定する工程と、
ウェハレンズアレイを剛性の高い基板に固定した状態で反りを矯正する工程と、
前記剛性の高い基板に固定したウェハレンズアレイ同士をウェハレンズアレイが対向するように接合する工程と、
該接合後にウェハレンズアレイから剛性の高い基板を除去する工程を含むことを特徴とするウェハレンズモジュールの製造方法。
(2)一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えたウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定する工程と、
ウェハレンズアレイを剛性の高い基板に固定した状態で矯正する工程と、
剛性の高い基板に固定したウェハレンズアレイ同士を接合した後、剛性の高い基板の一方を除去する工程と、
剛性の高い基板に貼り合わせたウェハレンズアレイから剛性の高い基板の一方のみを除去した状態で、レンズユニットごとに切断した後、他方の剛性の高い基板を除去する工程を含む、レンズモジュールの製造方法。
(3)接合したウェハレンズアレイから剛性の高い基板を除去する際の剛性の高い基板を除去する条件が、該剛性の高い基板同士で互いに異なる、(2)に記載のレンズモジュールの製造方法。
(4)ウェハレンズアレイから剛性の高い基板を、2段階の温度で加熱することにより、一方ずつ段階的に除去することを特徴とする、(2)または(3)に記載のレンズモジュールの製造方法。
(5)剛性の高い基板とウェハレンズアレイとは、ウェハレンズアレイの基板部のみで接合している、(1)に記載のウェハレンズモジュールの製造方法。
(6)剛性の高い基板を、ウェハレンズアレイの表面の凹凸との嵌合により固定することを特徴とする(1)に記載のウェハレンズモジュールの製造方法。
(7)剛性の高い基板を、接着シートを用いてウェハレンズアレイに固定することを特徴とする(1)、(5)または(6)に記載のウェハレンズモジュールの製造方法。
(8)剛性の高い基板を、接着剤を用いてウェハレンズアレイに固定することを特徴とする(1)、(5)または(6)に記載のウェハレンズモジュールの製造方法。
(9)ウェハレンズアレイおよび剛性の高い基板、ならびに、接着シートまたは接着剤が、紫外線透過性を有することを特徴とする、(7)または(8)に記載のウェハレンズモジュールの製造方法。
(10)剛性の高い基板に固定したウェハレンズアレイを、治具を用いて真空吸着して矯正することを特徴とする(1)、(5)〜(9)のいずれか1項に記載のウェハレンズモジュールの製造方法。
(11)剛性の高い基板に固定したウェハレンズアレイ同士を接合する際に、ウェハレンズアレイ同士の平行性を高める処理を行うことを特徴とする(1)、(5)〜(10)のいずれか1項に記載のウェハレンズモジュールの製造方法。
(12)前記ウェハレンズアレイが樹脂製である、(1)、(5)〜(11)のいずれか1項に記載のウェハレンズモジュールの製造方法。
(13)一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えた第一のウェハレンズアレイおよび第二のウェハレンズアレイを、それぞれのウェハレンズアレイよりも剛性の高い基板に固定し、第一のウェハレンズアレイおよび第二のウェハレンズアレイを、それぞれ、剛性の高い基板に固定した状態で反りを矯正し、剛性の高い基板に固定した第一のウェハレンズアレイおよび第二のウェハレンズアレイをレンズ側が対向するように接合した後、
該接合している状態のウェハレンズアレイから、剛性の高い基板の一方を除去して得られることを特徴とする剛性の高い基板に固定されたウェハレンズモジュール。
【発明の効果】
【0008】
本発明により、反りの強いウェハレンズアレイについても、高い精度で貼り合わせることが可能になった。
【図面の簡単な説明】
【0009】
【図1】本発明のレンズモジュールの製造工程を示す概略図である。
【発明を実施するための形態】
【0010】
以下において、本発明の内容について詳細に説明する。尚、本願明細書において「〜」とはその前後に記載される数値を下限値および上限値として含む意味で使用される。
【0011】
本発明のウェハレンズモジュールの製造方法は、(1)ウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定する工程と、(2)ウェハレンズアレイを剛性の高い基板に固定した状態で反りを矯正する工程と、(3)前記剛性の高い基板に固定したウェハレンズアレイ同士をウェハレンズアレイが対向するように接合する工程と、(4)該接合後にウェハレンズアレイから剛性の高い基板を除去する工程を含む。
また、本発明のレンズモジュールの製造方法は、上記ウェハレンズアレイの製造方法において、さらに、(5)剛性の高い基板に貼り合わせたウェハレンズアレイから剛性の高い基板の一方のみを除去した状態で、レンズユニットごとに切断した後、他方の剛性の高い基板を除去する工程を含むことが好ましい。
ここで、本発明におけるウェハレンズアレイとは、一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えたウェハレンズアレイである。本発明では、このようなウェハレンズアレイを複数重ね合わせてウェハレンズモジュールを製造する。さらに、ウェハレンズアレイをレンズユニットごとに裁断して、レンズモジュールを製造する。
【0012】
以下、図1に従って、本発明の好ましいレンズモジュールの製造方法を説明する。図1では、レンズ面に垂直な面の断面図で示している。図1において、1はウェハレンズアレイを、2・2’はそれぞれ剛性の高い基板を、3は粘着テープを、4および4'はそれぞれウェハレンズアレイを剛性の高い基板に固定したものを、5および5'はそれぞれ治具を、6は接着層を示している。図1では、(2)までの工程と、(3)工程では尺度を変えて示している。また、本発明のレンズモジュールの製造方法は、これらの方法に限られるものではないことは言うまでもない。
【0013】
(1)ウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定する工程
本発明では、ウェハレンズアレイをウェハレンズアレイよりも剛性の高い基板に固定する(図1の(1))。通常、ウェハレンズアレイ1は、反っている。これは、ウェハレンズアレイが薄いためである。ウェハレンズアレイは、通常、レンズ面に垂直な方向の最大幅が500μm〜1500μmである。この反り幅は、樹脂製のウェハレンズアレイの場合、通常、数十マイクロメートルであり、例えば、40〜60μmである。このように反ったままの状態のもの複数枚を精度よく接合することは極めて困難である。そこで、本発明では、ウェハレンズアレイよりも剛性の高い基板2に固定している。ウェハレンズアレイが樹脂製の場合、剛性の高い基板としては、ガラス、LCP樹脂、セラミック、金属が挙げられる。本発明では特に、レンズアレイ同士の接合に紫外線硬化型接着剤を用いる場合、ウェハレンズアレイおよび剛性の高い基板として、紫外線透過性のものを用いる。紫外線透過性材料としては、ガラスやポリカーボネート等の高剛性プラスチックが例示される。
ここで、ウェハレンズアレイよりも剛性の高い基板は、反り幅が、ウェハレンズアレイよりも少なく、通常は、35μm以下であり、さらには、15μm〜35μm程度である。本発明で用いるウェハレンズアレイよりも剛性の高い基板は、厚さが500μm〜1500μmであることが好ましい。このような厚さの剛性の高い基板を用いることにより、該基板をウェハレンズアレイに設けたまま裁断することが容易になる。
ウェハレンズアレイを剛性の高い基板に固定する方法は、特に定めるものではないが、図1では、粘着テープ3で貼り合わせている。そのほか、接着剤を用いて貼り合わせてもよい。接着剤としては、光硬化型、熱硬化型、常温硬化型、シート型接着剤などから、適宜選定することができる。
また、剛性の高い基板とウェハレンズアレイとは、ウェハレンズアレイの基板部のみで接合していることが好ましい。このような手段を採用することにより、基板とレンズアレイの接合部材によるレンズ部の汚れを防止でき、また、レンズアレイ同士のアライメント精度を向上させることができる。一方、剛性の高い基板を、ウェハレンズアレイの表面の凹凸との嵌合により固定してもよい。具体的には、ウェハレンズアレイに周期的に凹形状を成形金型を加工して付与し、剛性基板にも同周期で凸形状を付与し、該凹凸部を勘合させる等の手段によって行う。
【0014】
ここで、樹脂製のウェハレンズアレイの好ましい態様について説明する。本発明で用いるウェハレンズアレイは、好ましくは、熱により硬化する樹脂組成物、あるいは活性エネルギー線の照射(例えば紫外線、電子線照射)により硬化する樹脂組成物からなることが好ましい。型形状の転写適性等、成形性の観点から硬化前に適度な流動性を有していることが好ましい。具体的には常温で液体であり、粘度が1000〜50000mPa・s程度であるものが好ましい。一方、硬化後にはリフロー工程を通しても熱変形及び着色しない程度の耐熱性を有していることが好ましい。該観点から、硬化物のガラス転移温度は200℃以上であることが好ましく、250℃以上であることがより好ましく、300℃以上であることが特に好ましい。樹脂組成物にこのような高い耐熱性を付与するためには、分子レベルで運動性を束縛することが必要であり、有効な手段としては、(1)単位体積あたりの架橋密度を上げる手段、(2)剛直な環構造を有する樹脂を利用する手段(例えばシクロヘキサン、ノルボルナン、テトラシクロドデカン等の脂環構造、ベンゼン、ナフタレン等の芳香環構造、9,9−ビフェニルフルオレン等のカルド構造、スピロビインダン等のスピロ構造を有する樹脂、具体的に例えば、特開平9−137043号公報、同10−67970号公報、特開2003−55316号公報、同2007−334018号公報、同2007−238883号公報等に記載の樹脂)、(3)無機微粒子など高いガラス転移温度を有する物質を均一に分散させる手段(例えば特開平5−209027号公報、同10−298265号公報等に記載)等が挙げられる。これらの手段は複数併用してもよく、流動性、収縮率、屈折率特性など他の特性を損なわない範囲で調整することが好ましい。形状転写精度の観点から硬化反応による体積収縮率が小さい樹脂組成物が好ましい。本発明に用いられる樹脂組成物の硬化収縮率としては10%以下であることが好ましく、5%以下であることがより好ましく、3%以下であることが特に好ましい。
【0015】
また、レンズ部の形状は特に限定されず、用途などによって適宜調整することができる。但し、基板部とレンズ部は、それぞれの樹脂組成物が硬化したときに、光学特性が実質的に同じになる樹脂組成物からなることが好ましい。ここで実質的に同等の光学特性とは、屈折率の差が0.01以下であって、かつ、アッベ数の差が5以下である範囲のものをいう。屈折率の差は0.005以下がより好ましく、0.003以下が更に好ましい。アッベ数の差は、2以下がより好ましく、1以下が更に好ましく、0が最も好ましい。
【0016】
(2)ウェハレンズアレイを剛性の高い基板に固定した状態で反りを矯正する工程
本発明では、ウェハレンズアレイを剛性の高い基板に固定したもの4をこの状態でそりを矯正する(図1の(2))。すなわち、ウェハレンズアレイを剛性の高い基板に固定しても、該固定したもの4は、通常は、反っている。この反り幅は、剛性の高い基板の反り幅と同程度であり、通常は、35μm以下であり、さらには、15μm〜35μm程度である。
ウェハレンズアレイを剛性の高い基板に固定した状態で矯正する方法は特に定めるものではないが、通常、矯正治具5で矯正する。特に、治具を用いて真空吸着して矯正することが好ましい。これらの方法は、特開平8−273208号公報に記載の方法を参酌することができる。
【0017】
(3)前記剛性の高い基板に固定したウェハレンズアレイ同士をウェハレンズアレイが対向するように接合する工程
次に、剛性の高い基板に固定したウェハレンズアレイ同士4・4’は、ウェハレンズアレイ同士が対向するように接合する(図1の(3))。治具等で矯正したままの状態で接合する方が、より精度の高いレンズモジュールが得られる。
接合する方法は、特に定めるものではないが、通常は、粘着テープや接着剤で貼り合わせる。接着剤としては、光硬化型、熱硬化型、常温硬化型、シート型接着剤など適宜選定することができる。またウェハレンズアレイ間のギャップを更に高精度に制御する目的として粒子分散を行った接着剤を使用することも可能である。また接着剤はカーボン等が分散した黒色で、遮光性を有することがより好ましい。
また、剛性の高い基板に固定したウェハレンズアレイ同士を接合する際に、ウェハレンズアレイ同士の平行性を高める処理を行うことも好ましい。具体的には、ウェハレンズアレイ同士の貼り合わせにおいて、通常アライナーを使用する。ウェハレンズアレイを剛性基板に貼り合わせる前に、このアライナーの上下の真空吸着ホルダーに剛性基板のみを吸着した状態で、剛性基板同士が向き合うように準備する。アライナーの片方の吸着台は通常可動であり、真空で吸着することで固定される。この吸着台を可動にしたまま、吸着している剛性基板を反対側の剛性基板に押し付け、その状態で吸着台を吸着して固定する。これを維持したまま剛性基板にウェハレンズアレイを貼り付け、反りを矯正した状態でウェハレンズアレイ同士を接合するなどの手段によって行う。このような手段を採用することにより、ウェハレンズアレイの接合時の光軸ずれ、接着不良等が改善される。
さらに、ウェハレンズアレイを接合する際、これらのレンズの光軸合わせ(アライメント)が重要になる。従って、本発明で用いるウェハレンズアレイには、アライメントマークが付与されていることが好ましく、その部分は、剛性の高い基板との接合面以外の部分に設けられることが好ましい。このような構成を採用することにより、アライメントマークの視認精度が向上し、それに伴いウェハレンズアレイのアライメント精度を向上させることができる。
【0018】
ここで、図1に示すように、剛性の高い基板に固定したウェハレンズアレイ同士4・4’が有するウェハレンズアレイは、光学特性及びレンズ形状は異なっていることが好ましい。特に高−低2種以上のアッベ数の異なるウェハレンズアレイを接合することが好ましい。高アッベ数側のウェハレンズアレイは、アッベ数が50以上であることが好ましく、より好ましくは55以上であり、特に好ましくは60以上である。屈折率は1.52以上であることが好ましく、より好ましくは1.55以上であり、特に好ましくは1.57以上である。低アッベ数側のウェハレンズアレイは、アッベ数が30以下であることが好ましく、より好ましくは25以下であり、特に好ましくは20以下である。屈折率は1.60以上であることが好ましく、より好ましくは1.63以上であり、特に好ましくは1.65以上である。
またレンズ形状はこれらの光学特性に応じて適宜変形される。またレンズ形状は凸の球面に限らず、凹の球面や非球面であってもよく、凸若しくは凹の球面、または非球面を種々に組み合わせることができる。
【0019】
(4)接合後にウェハレンズアレイから剛性の高い基板を除去する工程
本発明では、剛性の高い基板に固定したウェハレンズアレイ同士の接合後にウェハレンズアレイから剛性の高い基板を除去する(図1の(4))。ここで、剛性の高い基板は、同時に除去してもよいが、一方ずつ段階的に除去することが好ましい。本発明では、剛性の高い基板に貼り合わせたウェハレンズアレイから剛性の高い基板の一方のみを除去した状態で、レンズユニットごとに切断した後、他方の剛性の高い基板を除去することがより好ましい。この点について、後述する。
剛性の高い基板を除去する方法は特に定めるものではないが、例えば、加熱により、接着剤を溶融させて剥離することが挙げられる。
【0020】
(5)剛性の高い基板に貼り合わせたウェハレンズアレイから剛性の高い基板の一方のみを除去した状態で、レンズユニットごとに切断した後、他方の剛性の高い基板を除去する工程
本発明では、上述のとおり、剛性の高い基板に貼り合わせたウェハレンズアレイから剛性の高い基板の一方のみを除去した状態で、レンズユニットごとに切断した後(図1の(5−1))、他方の剛性の高い基板を除去する(図1の(5−2))ことが好ましい。段階的な除去により、複数のメリットが得られる。第一に、ウェハレンズモジュールの切断が容易になる。すなわち、ウェハレンズモジュールを切断する際に、レンズが破損してしまったりすることがあったが、本発明では切断の際の破損を抑制することが可能になる。第二に、ダイサーの吸着台で剛性基板ごとレンズアレイの反りを矯正するため、切断面の基板面に対する垂直度が向上する。第三に切断したレンズモジュールのハンドリング性が向上する。例えば、(通常ウェハ形状の切断にはダイシングテープ等の仮固定シートを使用するが、本発明のように片側の剛性基板に貼りついている状態で切断することで、ダイシングテープ使用のプロセスを簡略化でき、またその後のサンプル運搬、ピックアップも容易となる。さらに、レンズ部は剛性の高い基板で被覆されているため、レンズ部の汚れを防止できる。すなわち、本発明では、剛性の高い基板は、単に反りの矯正だけでなく、切断(ダイシング)およびその後の段階(ピックアップ等)においても、ダミーの基板を利用して、ハンドリング性を向上させ、レンズ面を保護することが可能になる。
【0021】
また、本発明では、接合したウェハレンズアレイから剛性の高い基板を除去する際の剛性の高い基板を除去する条件が、剛性の高い基板2・2’同士で互いに異なることが好ましい。例えば、溶融する温度が異なる接着剤をそれぞれ用いることが考えられる。このような手段を採用することにより、2段階の温度で加熱することのみによって、簡単に、剛性の高い基板を、一方ずつ段階的に除去することができる。
【0022】
本発明の方法で得られるレンズモジュールは、撮像ユニット等に好ましく用いることができる。例えば、本発明のレンズモジュールを備えた撮像ユニットであって、撮像素子と、前記撮像素子が設けられた半導体基板とを備え、前記基板部と前記半導体基板とが、スペーサを介して一体に接合されたものを挙げることができる。
【0023】
本発明のウェハレンズモジュールの製造方法は、反りの強いウェハレンズアレイを用いても、効率よくウェハレンズモジュールを製造できる。さらに、本発明のレンズモジュールの製造方法においては、段階的に剛性の高い基板を除去することにより、反りの矯正以外に、ハンドリング性の向上や汚れ防止など種々のメリットがある。従って、精密な素子に好ましく用いることができる。
【符号の説明】
【0024】
1 ウェハレンズアレイ
2 剛性の高い基板
3 粘着テープ
4 ウェハレンズアレイを剛性の高い基板に固定したもの
5 治具
6 接着層
【特許請求の範囲】
【請求項1】
一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えたウェハレンズアレイを複数重ね合わせたウェハレンズモジュールの製造方法であって、
ウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定する工程と、
ウェハレンズアレイを剛性の高い基板に固定した状態で反りを矯正する工程と、
前記剛性の高い基板に固定したウェハレンズアレイ同士をウェハレンズアレイが対向するように接合する工程と、
該接合後にウェハレンズアレイから剛性の高い基板を除去する工程を含むことを特徴とするウェハレンズモジュールの製造方法。
【請求項2】
一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えたウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定する工程と、
ウェハレンズアレイを剛性の高い基板に固定した状態で矯正する工程と、
剛性の高い基板に固定したウェハレンズアレイ同士を接合した後、剛性の高い基板の一方を除去する工程と、
剛性の高い基板に貼り合わせたウェハレンズアレイから剛性の高い基板の一方のみを除去した状態で、レンズユニットごとに切断した後、他方の剛性の高い基板を除去する工程を含む、レンズモジュールの製造方法。
【請求項3】
接合したウェハレンズアレイから剛性の高い基板を除去する際の剛性の高い基板を除去する条件が、該剛性の高い基板同士で互いに異なる、請求項2に記載のレンズモジュールの製造方法。
【請求項4】
ウェハレンズアレイから剛性の高い基板を、2段階の温度で加熱することにより、一方ずつ段階的に除去することを特徴とする、請求項2または3に記載のレンズモジュールの製造方法。
【請求項5】
剛性の高い基板とウェハレンズアレイとは、ウェハレンズアレイの基板部のみで接合している、請求項1に記載のウェハレンズモジュールの製造方法。
【請求項6】
剛性の高い基板を、ウェハレンズアレイの表面の凹凸との嵌合により固定することを特徴とする請求項1に記載のウェハレンズモジュールの製造方法。
【請求項7】
剛性の高い基板を、接着シートを用いてウェハレンズアレイに固定することを特徴とする請求項1、5または6に記載のウェハレンズモジュールの製造方法。
【請求項8】
剛性の高い基板を、接着剤を用いてウェハレンズアレイに固定することを特徴とする請求項1、5または6に記載のウェハレンズモジュールの製造方法。
【請求項9】
ウェハレンズアレイおよび剛性の高い基板、ならびに、接着シートまたは接着剤が、紫外線透過性を有することを特徴とする、請求項7または8に記載のウェハレンズモジュールの製造方法。
【請求項10】
剛性の高い基板に固定したウェハレンズアレイを、治具を用いて真空吸着して矯正することを特徴とする請求項1、5〜9のいずれか1項に記載のウェハレンズモジュールの製造方法。
【請求項11】
剛性の高い基板に固定したウェハレンズアレイ同士を接合する際に、ウェハレンズアレイ同士の平行性を高める処理を行うことを特徴とする請求項1、5〜10のいずれか1項に記載のウェハレンズモジュールの製造方法。
【請求項12】
前記ウェハレンズアレイが樹脂製である、請求項1、5〜11のいずれか1項に記載のウェハレンズモジュールの製造方法。
【請求項13】
一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えた第一のウェハレンズアレイおよび第二のウェハレンズアレイを、それぞれのウェハレンズアレイよりも剛性の高い基板に固定し、第一のウェハレンズアレイおよび第二のウェハレンズアレイを、それぞれ、剛性の高い基板に固定した状態で反りを矯正し、剛性の高い基板に固定した第一のウェハレンズアレイおよび第二のウェハレンズアレイをレンズ側が対向するように接合した後、
該接合している状態のウェハレンズアレイから、剛性の高い基板の一方を除去して得られることを特徴とする剛性の高い基板に固定されたウェハレンズモジュール。
【請求項1】
一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えたウェハレンズアレイを複数重ね合わせたウェハレンズモジュールの製造方法であって、
ウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定する工程と、
ウェハレンズアレイを剛性の高い基板に固定した状態で反りを矯正する工程と、
前記剛性の高い基板に固定したウェハレンズアレイ同士をウェハレンズアレイが対向するように接合する工程と、
該接合後にウェハレンズアレイから剛性の高い基板を除去する工程を含むことを特徴とするウェハレンズモジュールの製造方法。
【請求項2】
一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えたウェハレンズアレイを該ウェハレンズアレイよりも剛性の高い基板に固定する工程と、
ウェハレンズアレイを剛性の高い基板に固定した状態で矯正する工程と、
剛性の高い基板に固定したウェハレンズアレイ同士を接合した後、剛性の高い基板の一方を除去する工程と、
剛性の高い基板に貼り合わせたウェハレンズアレイから剛性の高い基板の一方のみを除去した状態で、レンズユニットごとに切断した後、他方の剛性の高い基板を除去する工程を含む、レンズモジュールの製造方法。
【請求項3】
接合したウェハレンズアレイから剛性の高い基板を除去する際の剛性の高い基板を除去する条件が、該剛性の高い基板同士で互いに異なる、請求項2に記載のレンズモジュールの製造方法。
【請求項4】
ウェハレンズアレイから剛性の高い基板を、2段階の温度で加熱することにより、一方ずつ段階的に除去することを特徴とする、請求項2または3に記載のレンズモジュールの製造方法。
【請求項5】
剛性の高い基板とウェハレンズアレイとは、ウェハレンズアレイの基板部のみで接合している、請求項1に記載のウェハレンズモジュールの製造方法。
【請求項6】
剛性の高い基板を、ウェハレンズアレイの表面の凹凸との嵌合により固定することを特徴とする請求項1に記載のウェハレンズモジュールの製造方法。
【請求項7】
剛性の高い基板を、接着シートを用いてウェハレンズアレイに固定することを特徴とする請求項1、5または6に記載のウェハレンズモジュールの製造方法。
【請求項8】
剛性の高い基板を、接着剤を用いてウェハレンズアレイに固定することを特徴とする請求項1、5または6に記載のウェハレンズモジュールの製造方法。
【請求項9】
ウェハレンズアレイおよび剛性の高い基板、ならびに、接着シートまたは接着剤が、紫外線透過性を有することを特徴とする、請求項7または8に記載のウェハレンズモジュールの製造方法。
【請求項10】
剛性の高い基板に固定したウェハレンズアレイを、治具を用いて真空吸着して矯正することを特徴とする請求項1、5〜9のいずれか1項に記載のウェハレンズモジュールの製造方法。
【請求項11】
剛性の高い基板に固定したウェハレンズアレイ同士を接合する際に、ウェハレンズアレイ同士の平行性を高める処理を行うことを特徴とする請求項1、5〜10のいずれか1項に記載のウェハレンズモジュールの製造方法。
【請求項12】
前記ウェハレンズアレイが樹脂製である、請求項1、5〜11のいずれか1項に記載のウェハレンズモジュールの製造方法。
【請求項13】
一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部を備えた第一のウェハレンズアレイおよび第二のウェハレンズアレイを、それぞれのウェハレンズアレイよりも剛性の高い基板に固定し、第一のウェハレンズアレイおよび第二のウェハレンズアレイを、それぞれ、剛性の高い基板に固定した状態で反りを矯正し、剛性の高い基板に固定した第一のウェハレンズアレイおよび第二のウェハレンズアレイをレンズ側が対向するように接合した後、
該接合している状態のウェハレンズアレイから、剛性の高い基板の一方を除去して得られることを特徴とする剛性の高い基板に固定されたウェハレンズモジュール。
【図1】


【公開番号】特開2011−197186(P2011−197186A)
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願番号】特願2010−61915(P2010−61915)
【出願日】平成22年3月18日(2010.3.18)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【出願人】(000005430)フジノン株式会社 (2,231)
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願日】平成22年3月18日(2010.3.18)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【出願人】(000005430)フジノン株式会社 (2,231)
[ Back to top ]